Принцип работы инверторного сварочного полуавтомата: Страница не найдена
Содержание
Устройство и принцип работы сварочного инвертора, полуавтомата
Техника постоянно развивается и оборудование для сварки не стало исключением. В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
Внешний вид сварочного инвертора
В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере. Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить размеры корпуса оборудования, так как все комплектующие оказываются более компактными;
- За счет снижения габаритов корпуса, снижается и общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не сильно чувствительно к перепадам напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под скачки электричества в сети;
- Стабильное горение дуги не позволяет металлу сильно разбрызгиваться;
- Устройство сварочного инвертора позволяет дополнять технику дополнительными функциями, которые были недоступны и которые помогают улучшить качество сварного шва;
- Техника может работать от обыкновенной бытовой сети, так что здесь не требуется подключение к трехфазной сети;
- Затраты электроэнергии на работу инвертора значительно меньше, чем при работе трансформатором.

Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно заметно это становится с ростом мощности и количества функций;
- Устройство инверторного сварочного аппарата оказывается сильно чувствительным к перегревам, поэтому, его не рекомендуют использовать для длительных и беспрерывных работ;
- Аппарат может создавать высокий уровень электромагнитных помех вокруг себя, что может повлиять на другие виды техники, находящиеся рядом;
- Здесь также присутствует большая чувствительность к вибрациям, ударам встряскам и так далее, так как внутри присутствует электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- Первым делом все поступает на выпрямитель инвертора.
 Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе. - Затем происходит снижение напряжения. В сети оно подается с параметрами в 220 В, а специальный инверторный блок понижает его до требуемого значение, заданного настройками. Здесь же постоянный ток снова переходит в переменный, но на этот раз специальный блок повышает его частоту.
- После этого все переходит на трансформатор. Здесь напряжение снова понижается до требуемого значения. Благодаря понижению силы высокочастотного напряжения, начинает возрастать сила высокочастотного тока.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где он снова становится постоянным. Здесь же происходит окончательная регулировка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
Схема работы сварочного инвертора
Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения. Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Схема инвертора
Схема сварочного инвертора
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей:
- Радиатор выходного выпрямителя – это одна из наиболее объемных деталей, которая служит для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов – несколько радиаторов, которые в целом своем объеме занимают около четверти платы;
- Кулер – обязательное для инверторов устройство охлаждения, так как здесь большая чувствительность к перегреву;
- Сетевой выпрямитель – первичное устройство для выпрямления поступаемого из сети тока перед последующим его преобразованием;
- Датчик тока – датчик, показывающий параметры получаемого тока;
- Реле мягкого пуска – устройство, помогающее обеспечить легкий старт во время сварочного процесса;
- Интегральный стабилизатор – дополнительный блок, который помогает стабилизировать параметры электричества, даже если идут скачки в сети;
- Помеховый фильтр;
- Конденсаторы помехового фильтра.

Сварочный инвертор без корпуса
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой.
- Горячий старт. Данная функция помогает увеличить сварочный ток в тот момент, когда электрод касается заготовки. После этого сила тока возвращается на те параметры, которые указаны на датчике. Количество добавленных Ампер зависит от изначальной силы тока, так как она показывается в относительном соотношении, от 5 до 100%. Некоторые модели обладают только фиксированной величиной добавки. С помощью данной функции легче поджигать плохие электроды.
- Форсаж дуги. Данная функция становится незаменимой при сваривании тонких листов металла во время формирования и продвижения сварочной ванны она уберегает электрод от залипания и от прожигания. Здесь постоянно добавляется и убавляется количество тока, чтобы дуга горела стабильно. Принцип действия очень похож на «Горячий старт», но при этом регулировка идет постоянно.
 Здесь также может присутствовать фиксированное значение или регулируемое.
Здесь также может присутствовать фиксированное значение или регулируемое. - Антизалипание. Данная функция не обеспечивает постоянное горение дуги, как это было в предыдущих случаях. Это одно из наиболее ранних и простых нововведений, которые были реализованы в инверторах. В то время, когда электрод залипает, образуется короткое замыкание, нагревающее аппарат и воздействующее на него прочими негативными свойствами. Чтобы избежать этого, при включенной функции антизалипания техника просто отключит подачу питания. Таким образом, ей не будет нанесено никакого вреда и можно будет спокойно продолжить сварку. При желании ее можно отключить или отрегулировать.
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
Принцип работы сварочного инвертора — схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Содержание страницы
- 1 Устройство сварочного инвертора
- 2 Принципиальная электрическая схема инверторного аппарата
- 3 Силовой блок
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки.
Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.

- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться.
 В результате произошел бы их перегрев, итог – выход из строя.
В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
В основном его надо почистить от пыли.
Основные отличия инверторного сварочного аппарата от обычного трансформаторного
Сварочные аппараты становятся незаменимыми не только в промышленном производстве, но и в быту. Подтверждением тому служит огромный выбор техники бытового и полупрофессионального назначения. При этом среди других типов оборудования все большую популярность приобретают инверторные устройства. В чем же состоит отличие инверторного сварочного аппарата от обычного?
Принцип работы трансформаторного сварочного аппарата
Современные трансформаторные сварочные аппараты отличаются надежностью и неприхотливостью. Работают они на частоте 50 Гц. Электрический ток преобразовывается с помощью трансформатора. Происходит это следующим образом. Сначала ток напряжением 220В подается на первичную обмотку трансформатора. Он намагничивает составной сердечник, который создает переменное магнитное поле. В результате возникает переменный ток во вторичной обмотке, но его параметры уже другие: напряжение – 50-90В, сила тока – 100-200А. Последняя величина напрямую зависит от количества витков во вторичной обмотке трансформатора. Регулируется она механическим путем. Пример такого устройства – WESTER ARC 130.
Последняя величина напрямую зависит от количества витков во вторичной обмотке трансформатора. Регулируется она механическим путем. Пример такого устройства – WESTER ARC 130.
Так выглядят сварочные трансформаторы
Впервые электросварку на практике использовал русский изобретатель Н.Н. Бенардос в 1881 году.
Преимущества трансформаторов
Сварочные трансформаторы имеют ряд преимуществ:
- Они недорогие. При равнозначных характеристиках сварочный трансформатор стоит в два раза меньше инвертора.
- Устройства имеют простую и надежную конструкцию.
- Отремонтировать их можно даже в бытовых условиях.
- Они могут работать при отрицательных температурах.
Недостатки трансформаторов
- Трансформаторы отличаются солидными габаритами и большим весом. Они мало приспособлены для частых перемещений.

- Работая на переменном токе, сложно обеспечить высокое качество швов.
- КПД устройств не более 80 %.
- Аппараты потребляют большое количество электроэнергии.
- Их нельзя подключать к внутридомовой сети.
Принцип работы сварочного инвертора
Серийное изготовление сварочных инверторов было налажено около 30 лет назад. Более точное их название – выпрямители с транзисторным инвертором. Главное отличие сварочных аппаратов этого типа – в последовательности преобразований электрического тока. В этих приборах ему приходится менять свои характеристики несколько раз. Сначала ток выпрямляется и становится постоянным, проходя через полупроводник. На следующем этапе его пропускают через фильтр для дополнительного сглаживания. Затем ток поступает в инвертор и преобразуется в переменный частотой порядка 100 кГц. После этого он попадает в трансформатор, в котором напряжение понижается, а сила тока увеличивается. Далее он поступает в высокочастотный фильтр и затем в выпрямитель. На выходе получается постоянный ток требуемых параметров.
На выходе получается постоянный ток требуемых параметров.
За счет таких сложных преобразований удалось уменьшить габариты сварочного аппарата. Пример такого устройства – ELITECH АИС 200 ПНС.
Так выглядит сварочный инвертор
Преимущества инверторного аппарата
- КПД устройств достигает 95 %. Потери энергии минимальны.
- Аппараты отличаются повышенной электробезопасностью.
- Их можно без последствий подключать к обычной бытовой сети.
- Устройства имеют очень широкий диапазон регулирования силы тока. Благодаря этому возможно использовать разные типы электродов и подбирать требуемый режим сварки для металлов.
- Вся работа приборов регулируется управляющими схемами и микропроцессорами. Это обеспечивает легкий поджиг и стабильное удержание дуги.
- Напряжение и сила тока в инверторных аппаратах регулируются плавно.
- Аппараты комплектуются защитой от перепадов сетевого напряжения.
- Сварку можно вести в любых пространственных положениях.
Недостатки инверторного аппарата
- Их стоимость значительно превышает аналогичный показатель сварочных трансформаторов.
- Устройства чувствительны к пыли. Она может быть причиной выхода из строя.
- Инверторные сварочные аппараты плохо переносят повышенную влажность и низкие температуры. Хранить их нужно только при положительной температуре.
- При нарушении правил эксплуатации выходит из строя блок с силовыми транзисторами. Его замена может обойтись в половину стоимости аппарата. Ремонт устройства – очень дорогая процедура.
В итоге отличие инвертора от сварочного аппарата трансформаторного типа с точки зрения пользователя заключается в следующем: он мобильный, обеспечивает отличное качество швов, с ним удобно работать. Эти функциональные преимущества обеспечиваются электроникой и автоматизацией процессов. По этой же причине такие устройства дороже стоят. Сварочные трансформаторы – это своеобразные «рабочие лошадки». Их следует использовать тогда, когда не предполагается перемещение устройства и не требуется высокое качество сварки.
Сварочные трансформаторы – это своеобразные «рабочие лошадки». Их следует использовать тогда, когда не предполагается перемещение устройства и не требуется высокое качество сварки.
Как варить инверторную сварку. Принцип работы инвертора. Теперь перейдем к самой сварке
Сварка довольно сложный процесс. Выполнять качественный сварной шов, который будет прочным, герметичным, однородным по химическому составу, без раковин, люди учатся не один год. Подготовка хорошего сварщика, способного варить качественные котлы, химические приборы, оборудование для подводных лодок, может занять больше времени, чем подготовка инженера. Однако, если вы хотите научиться варить ворота, калитки и другие нехитрые предметы быта, а качество шва волнует вас меньше, чем цена вопроса, можно подумать о том, как научиться варить инвертором.
В первую очередь следует позаботиться о безопасности. Никогда не готовьте без маски и перчаток! Температура в зоне сварки около 3000 градусов, можно легко обжечься, вызвать пожар. Сварочная дуга может вызвать временное заболевание глаз за несколько минут, когда вы просто не сможете их открыть из-за жжения. У сварщиков это называется «ловить зайцев». Для новичка лучше всего подойдет маска-хамелеон. Он позволяет безопасно поднести электрод к металлу, а затем зажечь дугу, не напрягая пространственное воображение, а при зажигании дуги автоматически включится затемнение и не пострадают ваши глаза.
Сварочная дуга может вызвать временное заболевание глаз за несколько минут, когда вы просто не сможете их открыть из-за жжения. У сварщиков это называется «ловить зайцев». Для новичка лучше всего подойдет маска-хамелеон. Он позволяет безопасно поднести электрод к металлу, а затем зажечь дугу, не напрягая пространственное воображение, а при зажигании дуги автоматически включится затемнение и не пострадают ваши глаза.
Также необходимо использовать специальный сварочный комбинезон из брезента или замши, а также сварочные перчатки-краги. Если вы используете сварочные перчатки, выбирайте те, которые полностью сделаны из брезента — тканевые перчатки с брезентовыми вставками могут загореться.
Необходимо соблюдать правила электробезопасности — не готовить под дождем и не стоять в воде. Если вы готовите в гараже, нужно убедиться, что рядом с местом сварки нет легковоспламеняющихся жидкостей, если в машине нужно убрать все, что может гореть: бензин, детали салона и т. д.
Теперь перейдем к самой сварке
Инвертор позволяет точно настраивать режимы сварки. Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки обращенной нелегированной сталью можно рекомендовать электроды ОДС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки обращенной нелегированной сталью можно рекомендовать электроды ОДС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Между электродом и металлом на определенном расстоянии возникает электрическая дуга. В этой дуге металл деталей и электрода плавятся, образуя так называемую зону сварки, сварочную ванну.
Сварщик перемещает электрод с необходимой скоростью, в нужном направлении, используя определенный «шаблон» движения, и в результате охлаждения сварочной ванны получается сварной шов. Перед сваркой детали необходимо предварительно зафиксировать. Это можно сделать как с помощью зажимов, так и прихваток. Прихватка – это небольшой участок сварки, который получается простым прикосновением к металлическому электроду. При выполнении шва прихватки должны быть полностью проварены.
Низкая сварка
Самый простой вид сварки. Металл в сварочной ванне никуда не течет. Просто ведите электрод прямо или, если вам нужно сварить толстый металл, делайте небольшие колебания из стороны в сторону.
Горизонтальный шов
Металл должен поддерживаться в сварочной ванне за счет дуги. Сварочная дуга обладает электромагнитными свойствами – немного отталкивает металл. Направьте электрод вверх и немного под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, одновременно перемещая электрод вдоль шва.
Сварка вертикальным швом
Проходит снизу вверх. Электрод также должен быть направлен снизу вверх. При сварке нужно периодически отодвигать электрод и подносить ближе, чтобы ванна могла остыть. Металл в ванне поддерживается как дугой, так и материалом уже сваренного шва.
Потолочная сварка
Самый сложный вид сварки. Металл в ванне поддерживается полностью за счет давления дуги. Требуется некоторый опыт.
Не забывайте о практике
Прежде чем сваривать что-то нужное, потренируйтесь на простых деталях, металлических обрезках или просто научитесь сшивать на металлической поверхности. Как правило, непрофессионал может научиться готовить в нижнем положении за день, на выполнение других швов может уйти больше времени. Сварка трансформатором или в аргоне сложнее инверторной сварки электродом, а при аргонно-дуговой сварке можно без опыта испортить дорогой вольфрамовый наконечник.
А теперь обучающее видео
Краткое введение в инверторную сварку:
Серьезный обучающий курс (на английском языке, но с подробными русскими субтитрами):
Необходимость создания надежного соединения разного рода металлических изделий периодически возникает у почти любое домашнее хозяйство. В большинстве таких ситуаций сварка является лучшим решением. Для новичков, как показывает практика, проще всего. Такой аппарат позволяет получать гораздо более надежные соединения по сравнению с результатами ближайших предшественников, особенно при отсутствии должного опыта и навыков.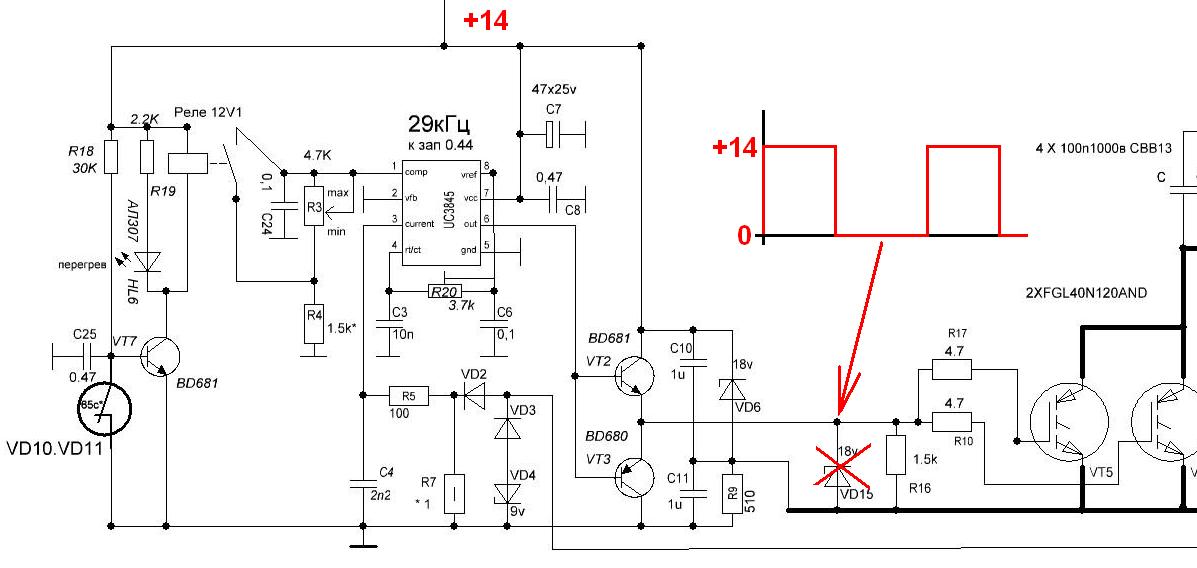 Варить инвертором различные металлы несложно, нужно лишь полностью изучить инструкцию и следовать полученным рекомендациям.
Варить инвертором различные металлы несложно, нужно лишь полностью изучить инструкцию и следовать полученным рекомендациям.
Подготовка к работе с инвертором: основы качественной сварки
В большинстве случаев владельцы предпочитают сваривать металл, т.к. сварка позволяет получить максимально прочные швы при необходимости обеспечить неразъемное соединение деталей. Под воздействием аппарата материалы претерпевают пластическую деформацию. Частицы электрода и заготовки соединяются, в результате чего образуется сверхпрочная межмолекулярная связь.
Разработано множество современных и высокофункциональных технологий. Например, металл можно варить с помощью электронного и лазерного света, соединять продукты газовым пламенем и готовить ультразвуком. Наиболее широко используемым источником энергии является электрическая дуга.
Создается сварочными аппаратами или инверторами. Именно с такого агрегата лучше всего начинать обучение навыку создания надежных и прочных сварных соединений.
Сварщик без опыта не может считаться мастером своего дела. Все навыки, которыми человек овладевает при выполнении различных практических задач. Поэтому новичку следует в первую очередь набраться терпения и выделить достаточно времени на тренировочную работу.
Помните, что работа с инвертором потенциально опасна. При неосторожности можно обжечься брызгами расплавленного металла. К тому же выделяются различные ядовитые вещества, а риск поражения электрическим током никто не отменял. Радиация может вызвать ожоги роговицы. Именно поэтому перед работой с инвертором следует уделить должное внимание технике безопасности, подготовке средств защиты, рабочего места и оборудования.
Преимуществами сварочного инвертора являются малый вес, компактные размеры, возможность плавной регулировки силы тока, скорость и высокая производительность. Опытные сварщики рекомендуют новичкам начинать осваивать мастерство с этим аппаратом. На рынке есть множество недорогих моделей, которые не ударят по вашему бюджету и не займут много места в домашней мастерской.
Какие электроды лучше использовать
Традиционно используются плавящиеся электроды для сварки металлов. Через них к шву подается ток. Одним из основных компонентов этой работы является порошковая проволока. Его постепенно подают в зону плавления. В различных обучающих курсах можно найти рекомендации по началу работы с электродами, которые выпускаются в формате цельных стержней и имеют специальное плавящееся покрытие. С такими электродами вы сможете быстро научиться сваривать металл инвертором и создавать плавные ровные линии.
Новичкам лучше всего начать обучение сварке металла стержневыми электродами диаметром 3 мм. Более толстые электроды требуют сварочного оборудования большей мощности. Сварка листового металла осуществляется электродами 2 мм. Не рекомендуется использовать старые электроды, позаимствованные у знакомых. Их лучше приобрести непосредственно перед началом сварочных работ. Наплавленные электроды скорее всего отсыреют, так что толку от них не будет.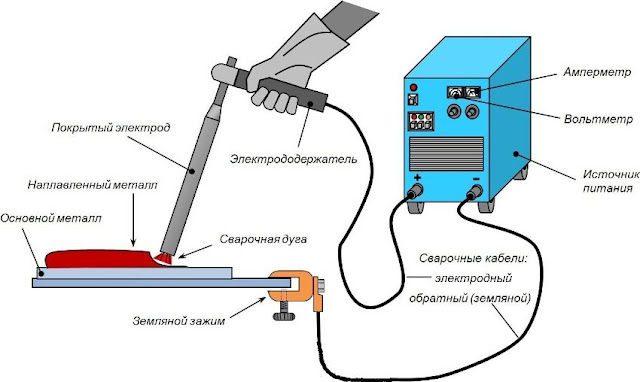
Безопасность при работе с инвертором
Среди достоинств современных инверторов необходимо дополнительно отметить их безопасность. Все провода спрятаны в герметичный пластиковый бокс. Такое решение значительно снижает риск поражения электрическим током, так что даже новичок сможет начать учиться варить металл без особых проблем и трудностей. Однако сварочный инвертор, как и любой другой электроприбор, является потенциально небезопасным механизмом. При работе с ним нужно соблюдать ряд правил. Основные из них:
- Категорически запрещается готовить под дождем и при отрицательных температурах воздуха.
- При проведении работ должны быть созданы все условия для защиты сварочного аппарата от намокания.
В комплекте с любым инвертором должна идти инструкция по эксплуатации. Обязательно сделайте его доступным. В этом руководстве вы найдете советы по поведению в различных ситуациях. В конце руководства обычно даются полезные рекомендации сварщику, дается краткое описание оказания первой помощи при различных травмах и травмах, приводятся выдержки из техники безопасности. Все советы написаны предельно понятным языком, так что даже у новичка не возникнет затруднений.
Все советы написаны предельно понятным языком, так что даже у новичка не возникнет затруднений.
Обычно в комплекте с инвертором идет защитная маска и перчатки. Общий вес стандартного сварочного инвертора в комплекте около 6-7 кг. Это позволяет брать устройство с собой практически везде.
Металл можно варить только при наличии защитного щитка и маски сварщика. Эти устройства защищают роговицу от ожогов.
Непосредственно ожоги можно получить от яркого излучения. Раскаленные металлические брызги могут обжечь незакрытую кожу, поэтому их тоже быть не должно.
Для защиты кожи рук применяют замшевые или брезентовые перчатки. Не подходят изделия из хлопчатобумажной ткани и трикотажа. Халат и брюки или комбинезон должны быть из плотной ткани. Лучший вариант – плотный плотный брезент.
Поставьте рядом с рабочим местом ведро с водой. Подготовьте старое толстое одеяло. Все это поможет вам потушить случайный пожар в случае его возникновения. Тренироваться лучше всего на улице, но можно и в помещении. Нужно только убрать с рабочего места все легковоспламеняющиеся предметы.
Нужно только убрать с рабочего места все легковоспламеняющиеся предметы.
Первые шаги в развитии инверторной сварки
Прежде чем приступить к разработке, потренируйтесь в работе на плоской поверхности. Для начала нужно разобраться, как провести электрод через заготовку. Стержень следует держать под углом 70-75° к поверхности. Держите дугу на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние выдерживалось по всей длине шва, иначе он будет иметь дефекты.
Также нужно знать, как правильно установить ток. При работе с электродом диаметром 3 мм будет достаточно силы тока 80 А. Если ток слишком низкий, вы не сможете поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Если тока недостаточно, вы не сможете поддерживать стабильную дугу. Если ток будет слишком большим, металл расплавится. Оптимальное значение определяется только опытным путем.
Потратьте достаточно времени и найдите правильное значение.
Пошаговая инструкция по сварке поверхностей
Когда вы научитесь делать ролики, устанавливать силу тока и поддерживать дугу, вы сможете перейти к следующему этапу процесса сварки металла. Обычно все выполняется в проверенной многими сварщиками последовательности. Придерживайтесь следующего рабочего порядка:
Процесс сварки требует изоляции всех подводящих проводов от сварочной дуги.
- Возьмите электрод, подготовьте его к работе и установите в держатель первой проволоки.
- Закрепите хомут другой проволоки на металле, где в дальнейшем будет производиться сварка.
- Зажечь дугу. Эта операция уже была описана. Аккуратно постучите по электроду или ударьте им по металлу.
- Электрод необходимо вести вдоль соединения. Спешите ни к чему. Главное, чтобы все было сделано максимально аккуратно. В отличие от рассмотренной ранее технологии создания валиков, при которой электрод был направлен прямолинейно, при сварке отдельных изделий потребуется совершать возвратно-поступательные движения.

- Обработайте небольшой участок и оцените проделанную работу. При необходимости удалить шлак металлической щеткой или молотком.
- Если качество вас устраивает, завершите работу.
В результате получается сварочный шов. Вряд ли он сразу станет идеальным. Чтобы получить качественные швы, нужен опыт и подготовка. Со временем вы освоите эту работу и сможете делать все на лучшем уровне.
Таким образом, вы можете воспользоваться услугами сторонних специалистов, заплатив им достаточно большие деньги, и научиться делать все своими руками. Потратив немного времени и энергии на тренировки, вы станете менее зависимыми от других людей. Со временем вы освоите эту профессию и сможете создавать угловые швы, потолочные стыки и другие сложные вещи. Следуйте инструкциям, и у вас все получится. Удачных тренировок и работы!
- Что необходимо и важно знать?
- Как научиться работать с инвертором?
- Контроль дуги: особенности
- Сварочная проволока: швы и их дефекты
Инверторная сварка для начинающих имеет свои особенности и требования, ведь те, кто берет такой агрегат впервые, должны знать, для чего он служит и как работает. Это оборудование используется для соединения металлических листов за счет электрического разряда. В отличие от старых моделей инверторы намного проще в эксплуатации, и это не имеет большого значения.
Это оборудование используется для соединения металлических листов за счет электрического разряда. В отличие от старых моделей инверторы намного проще в эксплуатации, и это не имеет большого значения.
Популярность этой техники обусловлена тем, что, несмотря на компактные размеры, многофункциональность устройства позволяет выполнять достаточно сложные работы, которые не могли выполнять старые трансформеры. Вся потребляемая электроэнергия участвует в создании дуги и сварочном процессе, поэтому КПД будет выше, а энергопотребление ниже.
Что необходимо и важно знать?
Сварочные аппараты инверторного типа удобны в использовании тем, кто впервые сталкивается со сваркой. Во-первых, они экономичны, во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор питается от электрической сети, соответственно в рабочем процессе вся нагрузка идет на нее. Но, в отличие от старых прототипов, при включении такого оборудования в сеть не будет резких скачков электричества, к тому же устройство подразумевает наличие специального накопительного конденсатора.
- Следует знать, что электросварка выполняется таким рабочим элементом, как электрод. Его размер повлияет на количество потребляемой электроэнергии, то есть чем он больше, тем больше потребуется ток. Если вовремя не обратить внимание на этот момент, то при включении устройства в сеть есть шанс спалить не только свое оборудование, но и соседское.
- Чтобы правильно сварить металл, нужно знать, каковы минимальные требования электрода к электричеству. Дело в том, что если показатель опустить ниже минимума, то шов просто не создается. На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
- Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого шва.
Вернуться к содержанию
Как научиться работать с инвертором?
Сварка проволокой имеет свои основные этапы. Если новичок внимательно прочитает их, у него все получится. Но стоит сразу сказать, что начинать обучение лучше всего с ненужных деталей, т. е. с руки. Это нужно для того, чтобы чувствовать аппаратуру, а также понимать, как правильно держать электрод, чтобы шов был тонким, но высоким. -качественно и аккуратно.
е. с руки. Это нужно для того, чтобы чувствовать аппаратуру, а также понимать, как правильно держать электрод, чтобы шов был тонким, но высоким. -качественно и аккуратно.
Итак, руководство к действию следующее:
- В первую очередь нужно позаботиться о своей безопасности. Так как работа будет проходить с раскаленным металлом, есть риск его разбрызгивания. Поэтому обязательно нужно подготовить комплект рабочей одежды, в который войдут защитные перчатки (но ни в коем случае не резиновые), специальный защитный шлем, имеющий щиток со стеклом для видимости, и грубая верхняя одежда (комбинезон и куртка или просто пиджак). И всегда закрытая обувь.
- Далее необходимо настроить инструмент. Для этого ток устанавливается на необходимые значения, которые должны соответствовать рабочим электродам. Оптимальный размер в данном случае 2-5 мм. Ток регулируется с расчетом толщины металла и размера детали. Инвертор удобно использовать новичкам еще и потому, что современные модели имеют обозначения на корпусе, которые подскажут силу используемой энергии при той или иной толщине.
 Во избежание прилипания электрода подводить инструмент к будущему суставу следует постепенно. Также необходимо подключить клемму заземления к рабочей поверхности.
Во избежание прилипания электрода подводить инструмент к будущему суставу следует постепенно. Также необходимо подключить клемму заземления к рабочей поверхности. - Сварка проволокой начинается с зажигания дуги. Сам электрод должен иметь наклонное положение (45°) по отношению к рабочей поверхности. Чтобы активировать элемент, им нужно несколько раз прикоснуться к металлу. Оптимальное расстояние между деталями равно размеру электрода.
- Такие действия помогут создать сварочный шов. Но стоит знать, что в процессе сварки образуется окалина. Это расплавленный металл, который можно удалить молотком или другим подобным тяжелым предметом.
В инверторной сварке нет ничего сложного, поэтому научиться этому процессу может каждый.
Вернуться к оглавлению
Контроль дуги: особенности
Конечно, сама работа достаточно проста: то поднести электрод к поверхности, то отодвинуть его. Но дело в том, что качество шва во многом зависит от умения оператора контролировать зазор между электродом и поверхностью. В зависимости от этого показателя могут возникнуть собственные проблемы:
В зависимости от этого показателя могут возникнуть собственные проблемы:
- если зазор небольшой, то место сварки будет выделяться выпуклостью, особенно будут видны наслоения по бокам;
- при большем расстоянии зазора металл не будет нормально кипеть, а сама дуга будет постоянно пропадать.
И первый, и второй случай существенно влияют на качество свариваемой детали, к тому же внешний вид такого соединения будет оставлять желать лучшего.
При соблюдении правильного расстояния вертикальный шов или горизонтальный шов будут иметь равномерную адгезию. Кроме того, новичкам следует знать, что в сварке есть такое понятие, как сварочная ванна.
Инверторная сварка, появившаяся относительно недавно, значительно облегчила выполнение сварочных работ простотой и удобством в использовании. Сварку инверторным аппаратом, имеющим малые габариты, легкий вес и простую систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология инверторной сварки заметно отличается от обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс увеличения тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторного оборудования основана на совершенно другом принципе.
В последнем случае процесс увеличения тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторного оборудования основана на совершенно другом принципе.
Инверторный блок питания — Домашняя электросеть переменного тока частотой 50 Гц. Переменный ток преобразуется в постоянный выпрямительный контур устройства, затем специальный фильтр окончательно сглаживает его работу. Основным электрическим узлом устройства, с помощью которого осуществляется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Важно знать! На первый взгляд схема двойного преобразования кажется слишком громоздкой и непонятной. Но его преимущество в том, что для снижения высокочастотного напряжения в этом случае требуется трансформатор с малыми габаритами и массой.
Например: для инверторной сварки на токе 160А требуется трансформатор массой около 0,250 кг, а для аппаратов старого образца используется трансформатор массой около 18 кг. Ток высокой частоты, получаемый в процессе преобразования, снижается до 60-90 В (в бытовой технике), а сила тока имеет минимальное значение 120-200 А, достаточное для сварки.
Ток высокой частоты, получаемый в процессе преобразования, снижается до 60-90 В (в бытовой технике), а сила тока имеет минимальное значение 120-200 А, достаточное для сварки.
Преимущества инвертора
Небольшие габариты и вес делают устройство очень удобным для домашнего использования. Но у оборудования есть и другие преимущества, отличающие его от оборудования старого образца.
- Электроды для инверторной сварки могут быть как на постоянный, так и на переменный ток. Это существенное преимущество, особенно при необходимости соединения чугунных конструкций или деталей из цветных металлов и сплавов.
- Инверторная сварка имеет возможность регулировать силу тока в достаточно большом диапазоне. Это позволяет выполнять аргонно-дуговую сварку инвертором с использованием неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками менее трудоемкий и сложный процесс, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки.
 Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
недостатки
Несмотря на большое количество преимуществ, использование инверторного оборудования имеет ряд отрицательных моментов.
- Высокая стоимость – это главный недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому в случае разового использования лучше взять его в аренду, либо обратиться за помощью к специалистам.
- Устройство имеет высокую чувствительность к пыли, как и все остальные. электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую за сезон необходимо производить до 4 раз.
- Некоторые модели аппаратов нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Инверторная сварка для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.

При выборе инвертора необходимо определить его назначение. Существуют профессиональные и бытовые модели, имеющие ряд отличий.
Отличия бытовых и профессиональных инверторов
Бытовые приборы должны успевать остывать каждые 15-20 минут сварки. При этом время охлаждения вдвое превышает время работы. Профессиональная модель может функционировать 8-9 часов, а промышленное оборудование настраивается круглосуточно.
При покупке бытового блока необходимо указать показатель напряжения в сети. Стабильные параметры и постоянное значение, соответствующее норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении лучше приобретать модель с показателем 200 А, иначе качество шов будет страдать.
Особенности инверторной сварки
Основное преимущество оборудования в том, что с ним может работать даже неопытный сварщик, ведь инвертор, в отличие от сварочных трансформаторов, проще и удобнее в работе. Но все же сначала следует ознакомиться с тем, как варить инверторную сварку.
Но все же сначала следует ознакомиться с тем, как варить инверторную сварку.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании со значительными перепадами, способствует возникновению затруднений при розжиге дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата устраняет эту зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, не способными поддерживать постоянный ток, возможны ситуации, при которых металл не кипит или, наоборот, сгорает. Сварка инвертором не имеет подобного недостатка, имея постоянную величину сварочного тока.
Качество сварного шва при работе с обычным сварочным оборудованием зависит от поддержания сварочной дуги. Подобный параметр может обеспечить далеко не каждый начинающий сварщик. Инверторное оборудование не требует тщательного контроля за этой функцией благодаря постоянству сварочного тока, что обеспечивает высокое качество сварного шва даже при небольших изменениях дуги.
Вертикальный шов намного быстрее и качественнее получается при сварке инвертором, чем трансформаторным аппаратом. Это связано с исключением постоянного прилипания электрода к соединяемым деталям, что облегчает сварку прихватками.
Преимуществом инверторной сварки является более простая и качественная работа.
Полуавтоматическое оборудование
Существует несколько типов инверторной техники. Один из них – инверторный полуавтомат, предназначенный для работы в среде защитного газа.
Сварка выполняется присадочной проволокой, автоматически подаваемой в зону горения дуги. Полуавтоматы также имеют небольшие габариты и вес, применяются в промышленности и быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и блока подачи проволоки.
Сварка ВИГ
Аргонно-дуговая сварка относится к типу инверторных устройств. Схема инвертора стандартная: преобразование напряжения высокой частоты для обеспечения стабильности дуги. Это позволяет выполнять соединения различных металлов.
Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянный или переменный ток, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварной шов от воздействия воздуха. TIG — инверторная сварка применяется для соединения их конструкций из алюминия, нержавеющей стали, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, поддерживающее все вышеперечисленные технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
Для осуществления электросварки используется один из трех видов источников питания:
- сварочный;
- ;
сварка
Их сравнительную характеристику мы рассмотрели в статье. Знакомство с темой сварочных инверторов рекомендуем начать с прочтения этой статьи.
Из этой статьи вы узнаете, что самым удобным и производительным является инвертор. Для иллюстрации этого вывода приведем описание популярного не только среди начинающих, но и опытных сварщиков.
Преимущества сварочного инвертора
Преимущества сварочного инвертора:
- малый вес Общая масса стандартного сварочного инвертора в комплекте примерно 6…7 кг. Это позволяет брать с собой сварочный аппарат практически везде;
- маленький размер;
- возможность плавной регулировки сварочного тока;
- скорость;
- высокая производительность.
Из статьи «Как провести ремонт сварочного инвертора качественно и недорого» Вы узнали, что комфортная работа сварочного аппарата обеспечивается его высокой сложностью. Также дается краткое описание сварочного инвертора. Поэтому повторяться не будем и приведем лишь иллюстрацию его компоновки.
Техника безопасности
Эту статью будут читать не только мастера-сварщики, но и начинающие любители этого увлекательного технологического процесса. Поэтому начнем с рассказа (для мастеров это необходимое напоминание) о необходимости соблюдения правил «Техники безопасности» (далее – ТБ).
Правильнее будет сказать «оборудование без опасности», то есть как избежать этих самых «опасностей» при общении со сварочным оборудованием. А опасностей при выполнении сварочных работ очень много:
- можно обжечься брызгами расплавленного металла;
- различных ядовитых веществ;
- существует риск поражения электрическим током;
при сварке в атмосферу выделяется
Работы по ТБ перед началом работ
Перед сваркой следует уделить должное внимание:
- подготовка защитного снаряжения. Сварщик должен быть одет в специальную одежду, которая защитит его от капель расплавленного металла и непредвиденного контакта с окружающими предметами;
- оборудование рабочего места. С рабочего места следует убрать все лишнее, не имеющее отношения к выполняемой операции. Само рабочее место должно иметь достаточное для работы освещение;
- проверок состояния всего сварочного оборудования. Необходимо проверить исправность сварочного инвертора и автоматов нагрузки щитового электроснабжения, состояние электрической изоляции на всех проводах, состояние подключения к цепи заземления токопроводящих поверхностей (сечение проводов и их целостность, качество электрических контактов и др.
 ).
).
На нашем сайте большое внимание уделяется одной из важнейших составляющих экипировки сварщика — маскам сварочным защитным:
- обычная с постоянно затемненным стеклом;
Маска сварщика со светофильтром «Хамелеон» «FOXWELD Lord».
- с автоматическим светофильтром «Хамелеон» ;;
Рекомендуем ознакомиться с имеющимся материалом. Нужную сварочную маску на сайте можно очень легко найти с помощью опции «Поиск по сайту» по указанным ссылкам.
ТБ при сварке
Большим преимуществом современных инверторов является их безопасность. Все компоненты и проводка размещены в герметичном пластиковом корпусе. Такое конструктивное решение значительно снижает риск поражения электрическим током. Однако нельзя забывать, что сварочный инвертор, как и любой другой электроприбор, является потенциально небезопасным аппаратом.
В комплект любого инвертора входит «Инструкция по эксплуатации». Его следует внимательно изучить и неукоснительно соблюдать. В данной «Инструкции по эксплуатации» предельно понятным языком, чтобы даже у новичка не возникло вопросов, изложены «Правила ТБ» при выполнении сварочных работ. Кроме того, даны рекомендации по поведению в форс-мажорных ситуациях. В конце пособия обычно дается краткое описание оказания первой помощи при различных травмах и травмах. Какими бы полезными ни были эти описания первой помощи, при выполнении сварочных работ необходимо соблюдать ряд простых, но очень важных правил:
В данной «Инструкции по эксплуатации» предельно понятным языком, чтобы даже у новичка не возникло вопросов, изложены «Правила ТБ» при выполнении сварочных работ. Кроме того, даны рекомендации по поведению в форс-мажорных ситуациях. В конце пособия обычно дается краткое описание оказания первой помощи при различных травмах и травмах. Какими бы полезными ни были эти описания первой помощи, при выполнении сварочных работ необходимо соблюдать ряд простых, но очень важных правил:
- Категорически запрещается выполнять сварочные работы во время дождя. Сварочный аппарат необходимо всегда (и при работе соблюдать особую осторожность) предохранять от возможного намокания;
- должно быть в исправном состоянии;
- можно производить только при наличии сварочной маски (щитка) и специального халата с перчатками. Такой наряд защищает роговицу от ожогов, голову от травм и не оставляет открытой кожи. Одежда должна быть сделана из плотного брезента или аналогичного материала.
 Сварочная маска должна иметь светофильтр, соответствующий типу сварки;
Сварочная маска должна иметь светофильтр, соответствующий типу сварки; - рабочее место должно быть оборудовано первичными средствами пожаротушения:
- огнетушитель углекислотный;
- брезентовое одеяло и т. д.
Электрооборудование
Сварочные работы
Как выбрать сварочные электроды
Для сварки металлов плавящимися электродами. Диаметр электрода и силу сварочного тока выбирают в соответствии с таблицей, имеющейся в «Руководстве по эксплуатации». в зависимости от свариваемых материалов или универсальные (например, ).
Опытные сварщики знают, какие электроды и когда использовать. Начинающим рекомендуется в начале работы использовать электроды, изготовленные в виде цельных стержней и имеющие специальное плавящееся покрытие. С ними можно быстро научиться сваривать металл инвертором и создавать ровные прямые линии сварных швов. В частности, новичкам рекомендуется использовать электроды диаметром Ø 3 мм. Более толстые электроды требуют сварочного оборудования большей мощности и определенного опыта. Сварку листового металла лучше всего производить электродами диаметром Ø 2 мм. Без недостатка опыта не рекомендуется использовать старые электроды, позаимствованные у кого-то из знакомых. Дело в том, что залежавшиеся электроды, скорее всего, отсыреют и толку от них не будет (их нужно уметь пропекать).
Сварку листового металла лучше всего производить электродами диаметром Ø 2 мм. Без недостатка опыта не рекомендуется использовать старые электроды, позаимствованные у кого-то из знакомых. Дело в том, что залежавшиеся электроды, скорее всего, отсыреют и толку от них не будет (их нужно уметь пропекать).
Первые шаги или с чего начать
Перед включением сварочного инвертора в электросеть необходимо выяснить его технические возможности (самой электросети), т. е. может ли он обеспечить электроэнергию, необходимую для Устройство. Это позволит предотвратить перегрев электропроводки, короткое замыкание и возгорание.
При планировании работ обязательно обратите внимание на электрические параметры сварочного инвертора, такие как ограничение времени работы на полной мощности. В «Руководстве по эксплуатации» этот параметр обозначается как «Длительность включения» (далее — «ПВ») и указывается в процентах. Что это значит? Рабочее время разделено на интервалы (традиционно каждый интервал составляет 10 минут. Если оно отличается от этого значения, это указывается в «Руководстве по эксплуатации»). Например, в «Методических указаниях» указано, что ПВ для сварочного аппарата составляет 70 %. Это означает, что инвертор сможет работать с полной нагрузкой 70% запланированного периода времени, а остальные 30% нужно будет оставить в покое (технологический перерыв). Другими словами, варим на максимальном сварочном токе 7 минут и остываем 3 минуты. Если сварка не производится на предельном сварочном токе, время сварки может быть увеличено (значения приведены в таблицах или в виде графиков. Возможен режим, вплоть до сварки без технологических перерывов). Нарушение этого требования приведет к перегреву и выходу из строя сварочного инвертора.
Если оно отличается от этого значения, это указывается в «Руководстве по эксплуатации»). Например, в «Методических указаниях» указано, что ПВ для сварочного аппарата составляет 70 %. Это означает, что инвертор сможет работать с полной нагрузкой 70% запланированного периода времени, а остальные 30% нужно будет оставить в покое (технологический перерыв). Другими словами, варим на максимальном сварочном токе 7 минут и остываем 3 минуты. Если сварка не производится на предельном сварочном токе, время сварки может быть увеличено (значения приведены в таблицах или в виде графиков. Возможен режим, вплоть до сварки без технологических перерывов). Нарушение этого требования приведет к перегреву и выходу из строя сварочного инвертора.
Первые шаги в инверторной сварке следует начинать на плоской поверхности. Рекомендуем осваивать процесс сварки в следующей последовательности:
- учимся выбирать сварочный ток. Следует иметь в виду, что:
- недостаточный сварочный ток не позволит поддерживать постоянную и достаточную дугу;
- чрезмерный ток приведет к прогоранию металла;
- научитесь наводить электрод на заготовку.
 Сварочный стержень держите под углом 70…75° к поверхности и на расстоянии 3…5 мм от свариваемого металла. Старайтесь соблюдать это расстояние по всей длине шва, иначе он будет иметь дефекты;
Сварочный стержень держите под углом 70…75° к поверхности и на расстоянии 3…5 мм от свариваемого металла. Старайтесь соблюдать это расстояние по всей длине шва, иначе он будет иметь дефекты;
Запоминаем и соблюдаем правило: свариваемые поверхности должны быть очищены от коррозии и других различных загрязнений.
Для обучения сварке подготавливаем отходы и различные отходы металлов, на которых будем изучать правила плавки металла. Переходим к созданию сварочного ролика.
Короткое видео, где любитель-самоучка делится своим опытом с новичками:
Сварочный ролик
Для создания роликов выполните следующие действия:
- вставьте сварочный электрод в держатель инвертора;
- произвести зажигание сварочной дуги, чиркнув концом стержня по металлу (как спичкой). Допускается несколько раз прикоснуться к заготовке постукивающими движениями;
- после появления электрической дуги поддерживать постоянное расстояние между обрабатываемым металлом и электродом: оно не должно превышать 3.
 ..5 мм. Не забывайте, что качество шва напрямую зависит от умения поддерживать это расстояние постоянным. Если расстояние изменится, получится некачественный шов;
..5 мм. Не забывайте, что качество шва напрямую зависит от умения поддерживать это расстояние постоянным. Если расстояние изменится, получится некачественный шов; - стараются держать стержень, как указано выше, под углом 70…75° к поверхности заготовки. Лучшим считается уклон 70°;
- попробуй наклонить электрод вперед-назад — выбирай как хочешь. Со временем вы сможете подобрать склон, который будет для вас самым лучшим и удобным.
На данном этапе необходимо научиться выбирать силу тока, обеспечивающую стабильное горение сварочной дуги. Выделите достаточно времени и выберите соответствующие значения.
Пошаговая инструкция по выполнению сварки
Процесс сварки выполняется в следующей последовательности:
После успешного зажигания электрод должен медленно вести вдоль стыка свариваемых металлов. Главное, чтобы все было сделано аккуратно. При сварке отдельных изделий вполне возможно потребуется совершать возвратно-поступательные движения. Впоследствии, получив необходимый опыт, вы сможете совершать движения электродом по траекториям, указанным на рисунке.
Впоследствии, получив необходимый опыт, вы сможете совершать движения электродом по траекториям, указанным на рисунке.
Проварите небольшой участок, выключите инвертор и оцените проделанную работу. Удалите сварочный шлак металлической щеткой или молотком. Если вас все устраивает, то завершите эту работу.
В результате создан ваш первый сварной шов. Вряд ли первый из них будет идеальным. Чтобы получить качественные швы, нужен большой опыт. Со временем вы освоите эту интересную работу и сможете выполнять идеальные сварные швы между разными металлами и в любых пространственных положениях.
Чтобы узнать больше:
Какую помощь при сварке обеспечивают автоматические системы?
Успешной и плодотворной работе с современными инверторами способствуют встроенные автоматические системы, создающие дополнительные опции. К ним относятся:
Эксплуатация инвертора с такими опциями значительно упростит работу как профессионального сварщика, так и сгладит типичные ошибки новичка. Это позволяет создавать близкие к идеальным сварочные швы.
Это позволяет создавать близкие к идеальным сварочные швы.
В заключение предлагаем вашему вниманию обучающее видео. Желаем вам успеха!
Много материалов по обучению сварщиков в разделе: ««.
Смена сварочного аппарата. Как сделать полуавтоматический инвертор своими руками. Самый простой сварочный аппарат: инструкция
Сварочный полуавтомат можно сделать своими руками из инвертора. Сразу оговорюсь, что сделать сварку полуавтоматом из инвертора не просто, но и не невозможно. Тому, кто задумал сделать полуавтомат своими руками из инвертора, следует изучить принцип его работы, просмотреть при необходимости видео или фото, посвященные этой теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы вам понадобится:
С Полуавтоматы для подшивки швов
Особое внимание уделено доработке питателя, подающего в зону сварки проволоки, которая перемещается по гибкому шлангу. Для получения качественного аккуратного шва скорость подачи гибкого шланга и скорость его плавления должны совпадать.
Для получения качественного аккуратного шва скорость подачи гибкого шланга и скорость его плавления должны совпадать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть предусмотрена возможность регулирования скорости ее подачи. Это делается механизмом подачи.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; один; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на витки, представляющие собой консоли, закрепленные нежесткими креплениями. Проволока в процессе сварки подается автоматически, за счет чего значительно сокращается время. повышается эффективность технологической операции А.
Основным элементом электронной схемы блока управления является микроконтроллер, отвечающий за стабилизацию и регулировку сварочного тока. От этого элемента и возможности их регулирования зависят текущие параметры.
Снимите инверторный трансформатор
Сварка полуавтоматом своими руками может быть выполнена путем переделки инверторного трансформатора. Чтобы привести характеристики инверторного трансформатора в соответствие с необходимыми, на него намотана медная полосовая намотка термобумагой. Обыкновенная толстая проволока для этих целей не используется, т. к. она будет сильно нагреваться.
Чтобы привести характеристики инверторного трансформатора в соответствие с необходимыми, на него намотана медная полосовая намотка термобумагой. Обыкновенная толстая проволока для этих целей не используется, т. к. она будет сильно нагреваться.
Только вторичная обмотка . Для этого вам нужно:
- Намотать обмотку из трех слоев жести, каждый из которых изолирован фторопластовой лентой.
- Концы обмоток спаяны друг с другом для увеличения проводимости токов.
В конструктивной схеме инвертора, используемого для включения полуавтомата, должен быть предусмотрен вентилятор для охлаждения автомата.
Настройка
При изготовлении полуавтоматического инвертора оборудование предварительно обесточивается. Во избежание перегрева устройства размещайте его входные и выходные выпрямители, а также силовые ключи на радиаторах.
Выполнив описанные выше процедуры, соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите инвертор осциллографа. С помощью осциллографа найти электрические импульсы частотой 40-50 кГц. Между формированием импульсов должно быть 1,5 мкс, и регулируется изменением величины напряжения, поступающего на вход.
Когда загорится индикатор подключения к сети, подключите инвертор осциллографа. С помощью осциллографа найти электрические импульсы частотой 40-50 кГц. Между формированием импульсов должно быть 1,5 мкс, и регулируется изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверить, чтобы импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт был не более 500 нс. Если параметры проверены, например, вы должны подключить инвертор к электросети.
Ток, который идет с выхода, должен быть не менее 120А. При этом значении меньше вероятность того, что имеется напряжение, не превышающее 100 В. В этом случае оборудование испытывается изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Температура внутри устройства постоянно контролируется.
После испытаний проверьте устройство под нагрузкой: Подсоедините к сварочным проводам сопротивлением не менее 0,5 Ом. Он должен выдерживать ток в 60 А. Силу тока, поступающего на сварочную горелку, контролируют амперметром. Если оно не соответствует требуемому значению, значение сопротивления подбирается опытным путем.
Он должен выдерживать ток в 60 А. Силу тока, поступающего на сварочную горелку, контролируют амперметром. Если оно не соответствует требуемому значению, значение сопротивления подбирается опытным путем.
Использование
После запуска устройства индикатор инвертора должен высветить значение тока — 120 А. Если значение отличается, что-то не так. На индикаторе могут отображаться восьмерки. Чаще всего это связано с недостаточным напряжением сварочных проводов. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, то индикатор будет корректно показывать силу тока, управляемую специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20-160 А.
Контроль правильности работы
Чтобы полуавтомат служил долго, рекомендуется все время следить. температурный режим Инвертор работает. Для управления одновременно Нажимаются две кнопки, после чего на индикаторе будет отображаться температура самого горячего от радиаторов инвертора. Нормальная рабочая температура — не более 75°С.
Нормальная рабочая температура — не более 75°С.
Если больше, кроме информации, которая отображается на индикаторе, инвертор издаст прерывистый звук, который сразу должен насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически снизит рабочий ток до 20А, а звуковой сигнал будет идти до тех пор, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (ERR), который отображается на индикаторе инвертора.
При использовании полуавтоматической сварки
Полуавтомат рекомендуется, когда вам нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования Варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с устройством помогут квалифицированные специалисты или обучающие видео.
Иметь хорошего хозяина в обязательном порядке Сварочный полуавтомат должен быть, особенно у владельцев станков и частных владений. Мелкие работы всегда можно сделать своими руками. Если вам нужно облагородить машинную часть, сделать теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Возникает дилемма: купить или сделать самому. Если в наличии есть инвертор, его проще сделать своими руками. Это обойдется намного дешевле, чем покупка в торговой сети. Правда, от вас потребуются хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Если вам нужно облагородить машинную часть, сделать теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Возникает дилемма: купить или сделать самому. Если в наличии есть инвертор, его проще сделать своими руками. Это обойдется намного дешевле, чем покупка в торговой сети. Правда, от вас потребуются хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Создание инверторного полуавтомата своими руками
Конструкция
Инвертор переделать в сварочный полуавтомат для сварки высокопрочных сталей (низколегированных и коррозионностойких) и алюминиевых сплавов своими руками сделать не сложно. Нужно лишь разобраться в тонкостях предстоящей работы и в нюансах изготовления. Инвертор – это устройство, служащее для снижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сварки полуавтоматом в среде защитных газов заключается в следующем.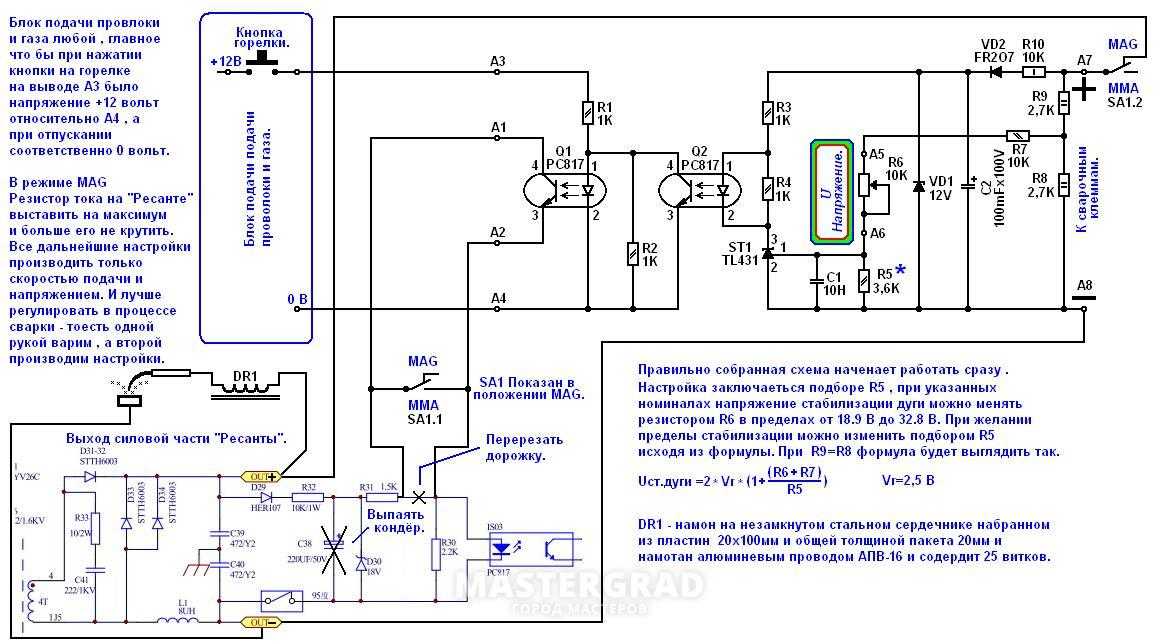 Электродная проволока с постоянной скоростью подается в зону горения дуги. В этот же регион подается защитный газ. Чаще всего — углекислый газ. Это гарантирует получение качественного шва, не уступающего металлу соединения, при этом отсутствуют шлаки в соединении, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитного газа.
Электродная проволока с постоянной скоростью подается в зону горения дуги. В этот же регион подается защитный газ. Чаще всего — углекислый газ. Это гарантирует получение качественного шва, не уступающего металлу соединения, при этом отсутствуют шлаки в соединении, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитного газа.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- звоните двуокись углерода;
- Пистолетная горелка:
- Катушка с проволокой.
Устройство сварочного поста
Принцип действия
При подключении устройства к эл. Происходит преобразование сети переменного тока в постоянный. Для этого требуется специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы в будущем аппарате такие параметры, как напряжение, сила тока и скорость движения сварочной проволоки находились в определенном равновесии. Этому способствует использование источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длина дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток. Необходимо помнить, чтобы получить от устройства. наилучшие результаты сварки.
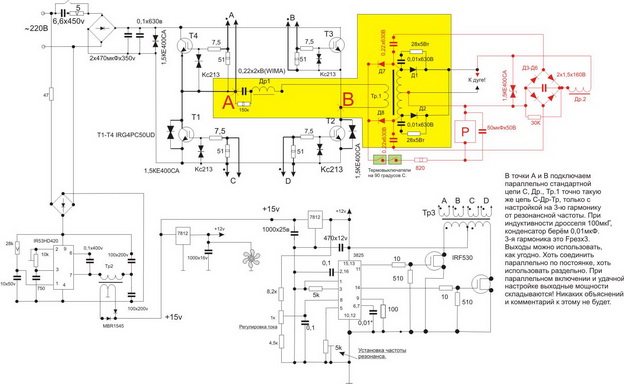
Проще всего использовать концепцию Саныча, который давно сделал такой полуавтоматический инвертор и успешно его использует. Его можно найти в Интернете. Многие самодельщики не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали его. Вот первоисточник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовано 4 сердечника от ТС-720. Первичная обмотка выполнена медным проводом Ø 1,2 мм (количество витков 180 + 25 + 25 + 25 + 25), для вторичной обмотки использована шина 8 мм 2 (количество витков 35 + 35). Выпрямитель собран по двухкаскадной схеме. Для переключателя выбрал галерею в паре. Диоды установил на радиатор, чтобы не перегревались при работе. Конденсатор помещен в прибор емкостью 30000 мкФ. Дроссель фильтра был выполнен на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Силовой трансформатор установлен ТС-40, вращается на напряжение 15В. Ролик механизма выдвижения в этом полуавтомате имеет диаметр 26 мм. Он содержит направляющую канавку глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Этого достаточно, чтобы обеспечить оптимальную подачу сварочной проволоки
Выпрямитель собран по двухкаскадной схеме. Для переключателя выбрал галерею в паре. Диоды установил на радиатор, чтобы не перегревались при работе. Конденсатор помещен в прибор емкостью 30000 мкФ. Дроссель фильтра был выполнен на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Силовой трансформатор установлен ТС-40, вращается на напряжение 15В. Ролик механизма выдвижения в этом полуавтомате имеет диаметр 26 мм. Он содержит направляющую канавку глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Этого достаточно, чтобы обеспечить оптимальную подачу сварочной проволоки
Как совершенствовались другие умельцы, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Установка инвертора
Для обеспечения качественной работы полуавтомата с небольшими габаритами лучше всего использовать трансформаторы тороидального типа. У них самый высокий КПД.
Трансформатор для работы инвертора подготавливается следующим образом: он должен быть обернут медной полосой (шириной 40 мм, толщиной 30 мм), защищенной необходимой термобумагой. Вторичная обмотка выполнена из 3 слоев жести, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор бесперебойно работал и не перегревался, необходимо установить вентилятор.
Вторичная обмотка выполнена из 3 слоев жести, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор бесперебойно работал и не перегревался, необходимо установить вентилятор.
Цепь обмотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входные и выходные) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, наиболее нагревающийся при работе, необходимо предусмотреть термодатчик (его показания при работе не должны превышать 75 0 с). После этих изменений силовая часть подключается к блоку управления. При включении в эл. В сети должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время регулируется изменением входного напряжения). Индикатор должен показывать не менее 120А. Не лишним будет проверить устройство под нагрузкой. Это осуществляется включением в сварочные проволоки нагрузочного ряда 0,5 Ом. Он должен выдерживать ток в 60А. Это проверяется вольтметром.
Индикатор должен показывать не менее 120А. Не лишним будет проверить устройство под нагрузкой. Это осуществляется включением в сварочные проволоки нагрузочного ряда 0,5 Ом. Он должен выдерживать ток в 60А. Это проверяется вольтметром.
Правильно собранный инвертор При выполнении сварочных работ дает возможность регулировать силу тока в широком диапазоне: от 20 до 160А, причем выбор рабочего усилия зависит от свариваемого металла.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. На нем установлена электронная часть, выполненная по схеме Саныча.
Проволока подающая
Чаще всего в таких самодельных сборниках полуавтоматов возможна поставка сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи следует отрегулировать. Механизм подачи вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его можно сделать своими руками. Родственные новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 тарелки и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники закреплены на пластинах. Они прижимались к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя через специальную направляющую между подшипниками и роликом, натягивается.
Родственные новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 тарелки и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники закреплены на пластинах. Они прижимались к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя через специальную направляющую между подшипниками и роликом, натягивается.
Все узлы механизма устанавливаются на плиту толщиной не менее 8-10 мм из текстолита, при этом проволока должна быть погашена в месте соединения разъема с приварной гильзой. Здесь устанавливается катушка с необходимым Ø и маркой провода.
Механизм Точный
Самодельную горелку можно сделать своими руками, воспользовавшись приведенной ниже выкройкой, где наглядно показаны ее составляющие в разобранном виде. Его назначение – замкнуть цепь, обеспечить подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако желающие сделать полуавтомат быстрее могут купить готовый пистолет в торговой сети вместе с гильзами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего купить баллон стандартного типа. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него мундштук. Нужно помнить, что для установки редуктора нужен специальный переходник, так как резьба на цилиндре не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками. Видео
О компоновке, сборке, проверке самодельного полуавтомата вы можете узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные размеры;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Агрегат, предназначенный для сварки изделий, считается сварочным полуавтоматом. Такие устройства могут быть разных видов и форм. Но самым важным является инверторный механизм. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать, для каких целей будет производиться устройство.
Но самым важным является инверторный механизм. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать, для каких целей будет производиться устройство.
- Сварка порошковой проволокой;
- Сварка на различных газах;
- Сварка под толстым слоем флюса;
Иногда для качественного результата А операция ровного шва требует взаимодействия двух устройств.
Также инверторные устройства делятся на:
- Одна птица;
- Двухконтурный;
- Толкание;
- Растяжка;
- Стационарный;
- Мобиль, в комплекте которого тележка;
- Портативный;
- Предназначен для начинающих сварщиков;
- Предназначен для полупрофессиональных сварщиков;
- Предназначен для профессиональных мастеров;
Что потребуется?
Самодельный аппарат, схема которого очень проста, включает несколько основных элементов:
- Механизм С.
 Основная функция, отвечающая за регулирование сварочного тока;
Основная функция, отвечающая за регулирование сварочного тока; - Сетевой источник;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Грузовик;
Сварочная схема с полуавтоматом в среде защитного газа:
Также потребуется мастер:
- Механизм, обеспечивающий подачу проволоки;
- Гибкий шланг, с помощью которого проволока или порошок будут поступать к сварному шву под давлением;
- Шпулька с проволокой;
- Специальное устройство управления;
Принцип действия
Принцип работы инвертора включает в себя:
- Регулировка и перемещение горелки;
- Контроль и наблюдение за процессом сварки;
При подключении установки к электрической сети наблюдается преобразование переменного тока в постоянный. Для этой процедуры вам понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественной сварки необходимо, чтобы будущий агрегат имел такие параметры, как особая скорость подачи проволоки, сила тока и напряжения в идентичном равновесии. Для этих характеристик вам понадобится источник питания дуги с показаниями вольтамина. Длина дуги должна определять заданное напряжение. Скорость подачи аппарата напрямую зависит от сварочного тока.
Для этих характеристик вам понадобится источник питания дуги с показаниями вольтамина. Длина дуги должна определять заданное напряжение. Скорость подачи аппарата напрямую зависит от сварочного тока.
Электрическая схема устройства предусматривает тот факт, что тип сварки сильно влияет на прогрессивные характеристики устройств в целом.
Полуавтомат своими руками — подробное видео
Создан план
Любая схема самодельного устройства Приводится отдельная последовательность работ:
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Он воспримет последующую подачу газа;
- Затем вам нужно запустить источник питания дуги;
- Подача проволоки;
- Только после выполнения всех действий инвертор начнет движение с заданной скоростью.
- На завершающем этапе должна быть обеспечена защита шва и заварка кратера;
Плата управления
Для создания инвертора требуется специальная плата управления. На этом устройстве должны быть установлены узлы устройства:
На этом устройстве должны быть установлены узлы устройства:
- Уточняющий генератор, в состав которого входит трансформатор с гальванической развязкой;
- Узел, с помощью которого реле управляется;
- Блоки обратной связи, отвечающие за напряжение сети и ток питания;
- Блок тепловой защиты;
- Блок «Антистик»;
Выбор корпуса
Перед сборкой агрегата необходимо подобрать корпус. Вы можете выбрать коробку или коробку с подходящими размерами. Рекомендуется выбирать пластик или тонкий листовой материал. Трансформаторы не футерованы в корпус, которые соединены с вторичными и первичными бобинами.
Комбинированные катушки
Первичные обмотки выполнены по параллельной схеме. Вторичные бобины соединены последовательно. По такой схеме аппарат способен принимать ток до 60 А. Выходное напряжение составит 40 В. Эти характеристики прекрасно подходят для сварки небольших конструкций в домашних условиях.
Система охлаждения
При длительной работе самодельный инвертор может сильно перегреваться. Поэтому для такого устройства требуется специальная система охлаждения. Самый. Простой метод Создание охлаждения заключается в установке вентиляторов. Эти устройства должны крепиться по бокам корпуса. Вентиляторы должны быть установлены напротив трансформаторного аппарата. Механизмы крепятся так, что могут работать на выхлоп.
Любой сварщик знает преимущества полуавтомата перед ручной электросваркой. В силу своей большой распространенности и дешевизны инверторы ММА есть в арсенале многих мастеров. А вот со сваркой МИГ дело обстоит иначе — эти аппараты дороже. Но, выход есть – можно сделать полуавтоматический инвертор своими руками. Если вникнуть в этот вопрос, он окажется не таким уж сложным.
Между швами ММА и МИГ есть кардинальные отличия. Для работы полуавтомата необходима углекислота (или смесь углекислоты с аргоном) и электродная проволока, которая по специальному шлангу подается к месту сварки. Те. Принцип сварки полуавтоматом сложнее, но он универсален и его применение оправдано. Что нужно для работы полуавтомата:
Те. Принцип сварки полуавтоматом сложнее, но он универсален и его применение оправдано. Что нужно для работы полуавтомата:
- устройство подачи провода;
- ;
- провод и шланг подачи газа к отоплению
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, вам понадобится инструмент, время и желание.
горелка
Подготовка
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работ. Есть два варианта изготовления сварки МИГ из инвертора:
- Полностью сделать сварочный полуавтомат своими руками.
- Переделать только инвертор — механизм подачи готов к покупке.
В первом случае стоимость деталей для подающего устройства выйдет около 1000 рублей, без работы, естественно. Если заводской полуавтомат включает в себя все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.

- Коробка с подающим механизмом и проволочным фасадом.
Сначала нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы она была легкой и просторной. Механизм подачи нужно содержать в чистоте, иначе проволока будет подаваться рывками, кроме того, можно периодически менять барабаны и регулировать механизм. Поэтому коробка должна легко закрываться и открываться.
Идеальный вариант — Применить старый системный блок:
- аккуратный внешний вид — не имеет большого значения, но гораздо приятнее, когда внутренности самоделки не торчат и инвертор полуавтомата ММА выглядит хорошо;
- легко, закрывается;
- корпус тонкий — легко сделать необходимые разрезы;
- и привод подачи проволоки работают от 12 вольт. Поэтому блок питания подойдет от компьютера, и он уже встроен в корпус.
Газовый клапан
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Можно вырезать из картона примерные макеты и проверить их взаимное расположение.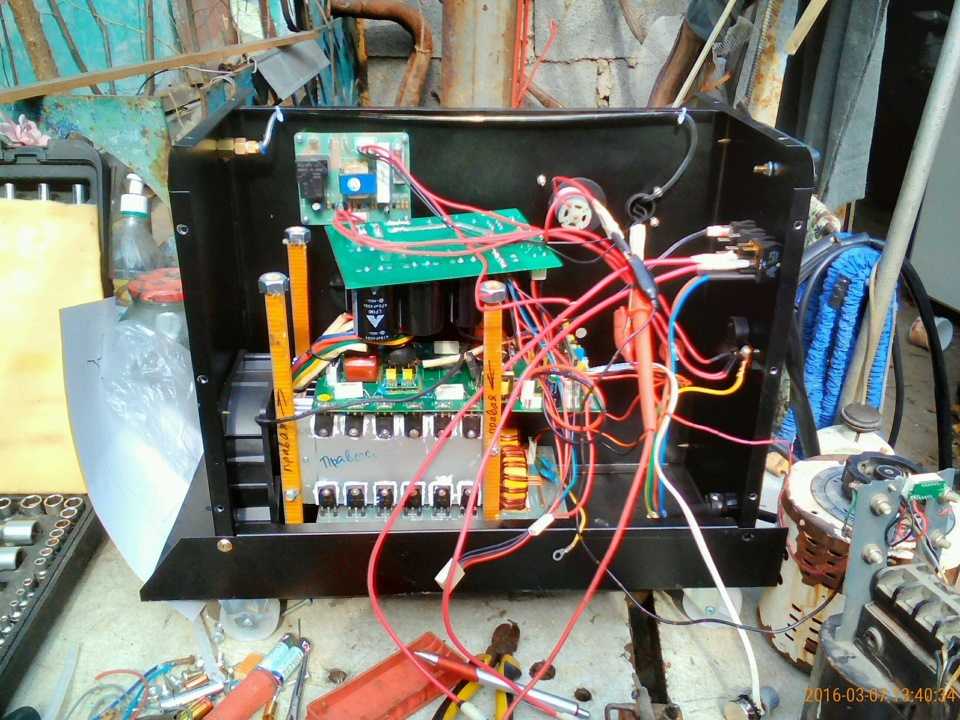 После этого можно приступать к работе.
После этого можно приступать к работе.
Оптимальным вариантом электродной проволоки является катушка весом 5 кг. Ее внешний диаметр 200 мм, внутренний — 50 мм. Для оси вращения можно использовать канализационный ПВХ. Трубка. Его внешний диаметр составляет 50 мм.
Горелка
Самодельные полуавтоматы необходимо оснастить горелкой. Его можно сделать самостоятельно, но лучше купить готовый набор, в который входит:
- Горелка с набором насадок разного диаметра.
- Шланг.
- Евроконнектор.
Обычную горелку можно приобрести за 2-3 тысячи рублей. Тем более, что аппарат самодельный, так что можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- какой сварочный ток рассчитывается горелкой;
- длина и жесткость шланга — основная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он мягкий – любой перегиб будет замедлять движение;
- возле разъема и горелки — не дают шлангу перевалиться.

Пружины
Питатель
Электродная проволока должна подаваться непрерывно и равномерно — тогда сварка будет качественной. Скорость подачи следует отрегулировать. Есть три варианта как сделать устройство:
- Купить полностью готовый механизм в сборе. Дорого, но быстро.
- Покупайте только питающие катушки.
- Сделай все своими руками.
Если выбран третий вариант, вам потребуется:
- два подшипника, направляющий ролик, пружина растяжения;
- двигатель для подачи провода — двигатель подходит от дворника;
- для крепления механизма.
Металлическая пластина
Один прижимной подшипник — он должен быть регулируемым, второй служит роликовой опорой. Принцип изготовления:
- пластины изготавливаются для вала двигателя и для крепления подшипников;
- закреплен в задней панели;
- на вал надевается направляющий ролик;
- верх и низ — фиксированные подшипники;
двигатель
Подшипники лучше ставить на металлические планки — один край крепится болтом к основной пластине, а к другому подсоединяется пружина с регулировочным болтом.
Изготовленный механизм размещается в корпусе так, чтобы ролики располагались на одной линии с коннектором горелки, т.е. чтобы провод не вырабатывался. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Реализация электрической части
Для этого вам понадобится:
- два автомобильных реле;
- ;
- ШИМ-регулятор двигателя;
- конденсатор с транзистором;
- Электромагнитный клапан холостого хода — Для подачи газа на горелку. Подойдет любая модель ваза, например от восьмерки;
- провода.
диод
Схема управления подачей проволоки и газа довольно проста и реализована следующим образом:
- при нажатии кнопки на горелке, реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает питание провода с задержкой;
- протяжка провода выполнена с дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитным клапаном, к нему подключен диод.
- Необходимо обеспечить подключение горелки к кабелю питания от инвертора. Для этого рядом с евроразъемом можно установить быстросъемный разъем и подключить его к горелке.
Полуавтомат имеет такую последовательность работы:
- Подача газа включена.
- С небольшой задержкой включается подача проволоки.
Нужна такая последовательность, чтобы провод сразу попал в защитную среду. Если сделать полуавтомат без задержки — проскальзывает проволока. Для его реализации понадобится конденсатор и транзистор, через который подключено реле управления двигателем. Принцип работы:
- напряжение подается на конденсатор;
- идет зарядка;
- ток подается на транзистор;
- реле включается.
Емкость конденсатора следует подобрать так, чтобы задержка составляла примерно 0,5 секунды — этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно посмотреть на видео.
Переделка инвертора
Чтобы сделать полуавтомат в обычном инверторе своими руками, придется немного переделать электрическую часть. Если к собранному корпусу подключить инвертор ММА — сварить получится. Но при этом качество сварки будет далеко от заводского полуавтомата. Все дело в вау — вольтамперных характеристиках. Электродуговой инвертор выдает падающую характеристику – напряжение на выходе плавает. А для корректной работы полуавтомата требуется жесткая характеристика — устройство поддерживает постоянное напряжение на выходе.
Следовательно, чтобы использовать ваш инвертор в качестве источника тока, вам необходимо изменить его на WA (вольт-амперная характеристика). Для этого вам понадобится:
- Тумблер
- ;
- переменный резистор и два постоянных;
Получить жесткую характеристику на инвертор достаточно просто. Для этого нужно поставить перед шунтом делитель напряжения, контролирующий сварочный ток. Для делителя используются постоянные резисторы.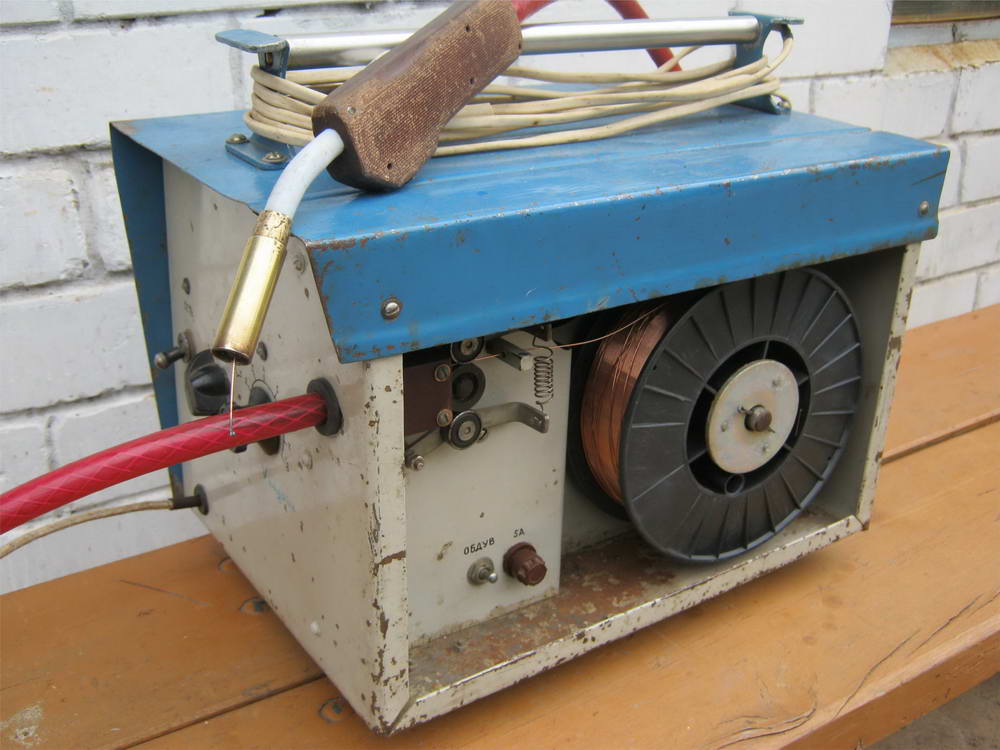 Теперь можно получить необходимые макивольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – слишком жесткая дуга. Для его смягчения можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Теперь можно получить необходимые макивольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – слишком жесткая дуга. Для его смягчения можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги — есть такая настройка только в профессиональных полуавтоматических делах. А тумблер переключает инвертор между режимами MMA и MIG.
Итак, переделка инвертора ММА в полуавтомат, задача хоть и не простая, но вполне реализуемая. На выходе получается устройство, по своим характеристикам не уступающее заводскому. Но при этом существенно дешевле. Стоимость такой переделки — 4-5 тысяч рублей.
Инверторы
широко используются домашними и гаражными мастерами. Однако сварка таким устройством требует от оператора определенного навыка. Необходимо умение «держать дугу».
Кроме того, дугостойкость является величиной непостоянной, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на второй план, если работать сварочным полуавтоматом.
Особенности конструкции и принцип работы полуавтомата
Отличительная особенность данного сварочного аппарата — вместо сменных электродов используется непрерывно подаваемая в зону сварки проволока.
Обеспечивает постоянный контакт и имеет меньшее сопротивление, по сравнению с дуговой сваркой.
Благодаря этому в месте контакта с заготовкой мгновенно образуется зона расплавленного металла. Жидкая масса склеивает поверхность, образуя качественные и прочные швы.
С помощью полуавтомата легко варятся любые металлы, в том числе цветная и нержавеющая сталь. Освоить технику сварки можно самостоятельно, записываться на курсы не нужно. Устройство очень простое в управлении даже для начинающего сварщика.
Помимо электрической части — источник тока большой мощностиПолуавтомат имеет в конструкции непрерывную сварочную проволоку и горелочный механизм, оснащенный форсункой для создания газовой среды.
С обычной кохедральной проволокой работают в среде защитного инертного газа (как правило — двуокиси углерода). Для этого цилиндр с редуктором соединяется со специальным входным штуцером на корпусе полуавтомата.
Кроме того, полуавтомат может быть приготовлен в условиях самообороны, которая создается с помощью специального напыления на сварочную проволоку. При этом инертный газ не используется.
Именно простота работы и универсальность полуавтомата делает агрегат столь популярным среди сварщиков-любителей.
Во многих наборах реализована функция два в одном — и полуавтомат в общем случае. Инвертор сделал дополнительный разряд — клемму подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит намного дороже. простой инвертор. При аналогичных характеристиках стоимость в 3-4 раза больше.
Схемы сварочных полуавтоматов советского производства. Делаем сварочный полуавтомат своими руками
Сварка металлических изделий может выручить добрый хозяин в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в хозяйстве. С помощью этого приспособления можно выполнять мелкие ремонтные работы своими силами. Чаще всего сварочные работы необходимы в сельской местности, где может возникнуть необходимость в ремонте заборов, строительстве теплицы или создании любой другой металлоконструкции.
Поэтому сварочный аппарат можно считать незаменимой вещью в хозяйстве. С помощью этого приспособления можно выполнять мелкие ремонтные работы своими силами. Чаще всего сварочные работы необходимы в сельской местности, где может возникнуть необходимость в ремонте заборов, строительстве теплицы или создании любой другой металлоконструкции.
Покупка нового заводского полуавтомата может стоить больших денег, поэтому у каждого владельца в какой-то момент возникает дилемма, что делать, купить новый аппарат или сделать сварочный полуавтомат своими руками.
Самый простой способ сделать это своими руками — сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит труда, нужно лишь следовать инструкции изготовления и приобрести несколько дополнительных деталей.
Но следует учесть, что для выполнения такой работы нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимые инструменты и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата достаточно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые нужно менять в процессе работы робота, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в зону сварки постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
При этом стойкость такого аппарата значительно ниже по сравнению с дуговым, поэтому ремонт сварочного полуавтомата возможен своими руками без особых усилий и инструментов.
При подаче проволоки в зону сварки образуется область расплавленного металла, которая моментально соединяет поверхности, буквально склеивая их между собой, образуя максимально качественный высокопрочный шов.

С помощью самодельного сварочного полуавтомата можно сваривать практически все виды металлических изделий, в том числе нержавеющие стали и цветные металлы. Тем более, что техника сварки достаточно проста и ее легко освоить самостоятельно с помощью обучающих материалов. Но вы также можете пройти специальные курсы, где вас научат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварке сможет даже новичок, никогда не имевший дела со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, отвечающей за подачу тока, проволочного механизма, отвечающего за подачу присадочной проволоки, и горелки, необходимой для создания газовой среды с помощью специальной насадки.
Газовая среда необходима для создания защитного инертного облака, препятствующего окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. газовый баллон подключается к устройству через входной штуцер.
В некоторых случаях использование баллона необязательно, так как можно использовать присадочную проволоку со специальным покрытием, создающим самозащитную среду. Простота использования и отсутствие необходимости использовать цилиндр сделали полуавтомат с такой проволокой особенно популярным среди домашних мастеров.
Принцип работы устройства достаточно прост, от сети подается переменный ток, который преобразуется в постоянный. Эту функцию выполняет специальный модуль совместно с трансформатором и выпрямителями.
При выполнении сварочных работ важно соблюдать баланс тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую сторону может привести к некачественному шву. Для соблюдения баланса в таких случаях используется жесткий вольтамперный источник питания. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться максимально качественного соединения.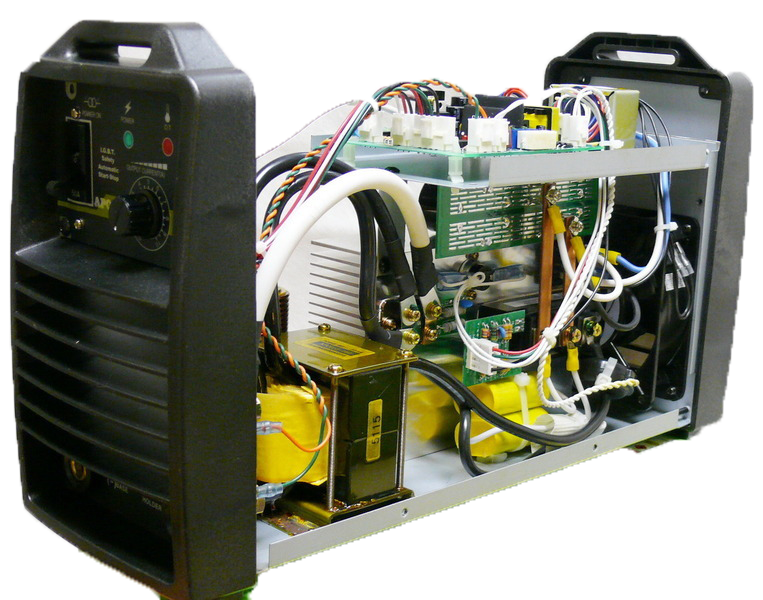
Необходимые инструменты и материалы
Для изготовления полуавтомата из инвертора необходимо подготовить следующее оборудование:
- инвертор. При выборе этого компонента важно обращать внимание на такой показатель, как сила вырабатываемого тока. Важно, чтобы его уровень был не менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна лежать ровно, без рывков и подтормаживаний.
- Горелка. Этот компонент отвечает за плавление присадочной проволоки.
- Подающий шланг. По этому шлангу присадочная проволока будет подаваться к рабочей зоне.
- Газовый шланг. Требуется подача защитного газа, обычно двуокиси углерода, в зону сварки для защиты сварного шва от окисления.
- Катушка. На катушку должна быть помещена присадочная проволока, с которой она должна подаваться без промедления.
- Электронный блок. Необходимо контролировать работу полуавтомата, он используется для регулирования подачи тока, напряжения и скорости работы.

Большинство компонентов можно найти в высоком качестве без особых усилий и использовать без значительных модификаций. Но особое внимание следует уделить механизму подачи. Чтобы сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подводящий шланг должна осуществляться в соответствии со скоростью плавления проволоки.
Учитывая тот факт, что полуавтомат может использоваться для сварки различных металлов, скорость сварки и тип присадочной проволоки могут значительно различаться. Именно поэтому очень важно иметь возможность регулировать скорость подачи.
Выбор проволоки зависит от цели сварочных работ и обрабатываемого металла. Присадочная проволока различается не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2 и 1,6 мм. Соответствующий провод должен быть предварительно намотан на катушку. От качества этой подготовительной работы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к прибору.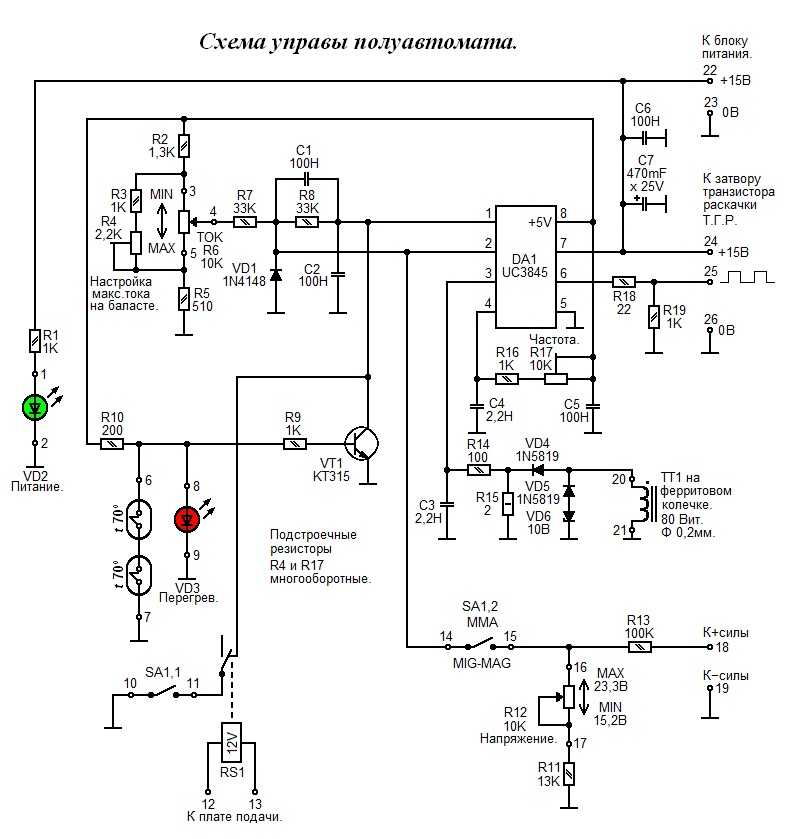 Во время выполнения работы проволока автоматически разматывается и подается в рабочую зону. Это значительно упрощает и ускоряет процесс соединения металлических элементов с помощью сварки, делая его более эффективным и легким для начинающих.
Во время выполнения работы проволока автоматически разматывается и подается в рабочую зону. Это значительно упрощает и ускоряет процесс соединения металлических элементов с помощью сварки, делая его более эффективным и легким для начинающих.
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что этот составляющий элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы сварочного полуавтомата необходимо произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, а переделка инвертора в полуавтомат не требует особых знаний и усилий, это легко сделать, соблюдая всего несколько правил.
Все, что вам нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полоски и термобумаги. Учтите, что для этих целей ни в коем случае нельзя использовать обычную медную проволоку, так как она может перегреться в процессе работы и вывести из строя весь аппарат.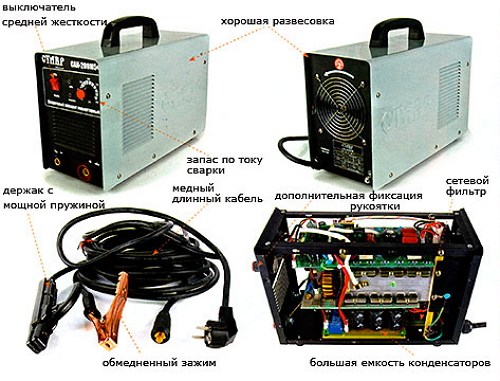
Небольшие манипуляции также необходимо провести со вторичной обмоткой. По инструкции необходимо нанести три слоя жести, изолированной фторопластовой лентой. Концы существующей и применяемой обмотки следует припаять. Такая простая манипуляция значительно повысит проводимость токов.
Очень важно, чтобы инвертор был оснащен вентилятором для охлаждения машины и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести почти в каждом магазине электротоваров. Но его можно сделать и самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти моторы от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал мотора. На пластины устанавливаются подшипники. Получившаяся конструкция прижимается к ролику пружиной.
Проволока, намотанная на ролик, протягивается между подшипником и роликом. Все компоненты крепятся на пластине, толщина которой не должна быть меньше 1 см, изготовленной из прочного пластика. Выход провода должен совпадать с местом крепления подводящего шланга.
Все компоненты крепятся на пластине, толщина которой не должна быть меньше 1 см, изготовленной из прочного пластика. Выход провода должен совпадать с местом крепления подводящего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых компонентов и пробного подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и, самое главное, полностью реагировать на регулирование тока.
Также очень важно проверить изоляцию и применить дополнительную при выявлении проблем. Затем проверьте работу механизма подачи, скорость и равномерность подачи проволоки.
После подготовки и проверки рабочих мест можно приступать к выполнению работ.
Источник питания
Источник питания для полуавтоматической сварки может представлять собой различные источники, такие как ранее упомянутый инвертор, выпрямитель и трансформатор.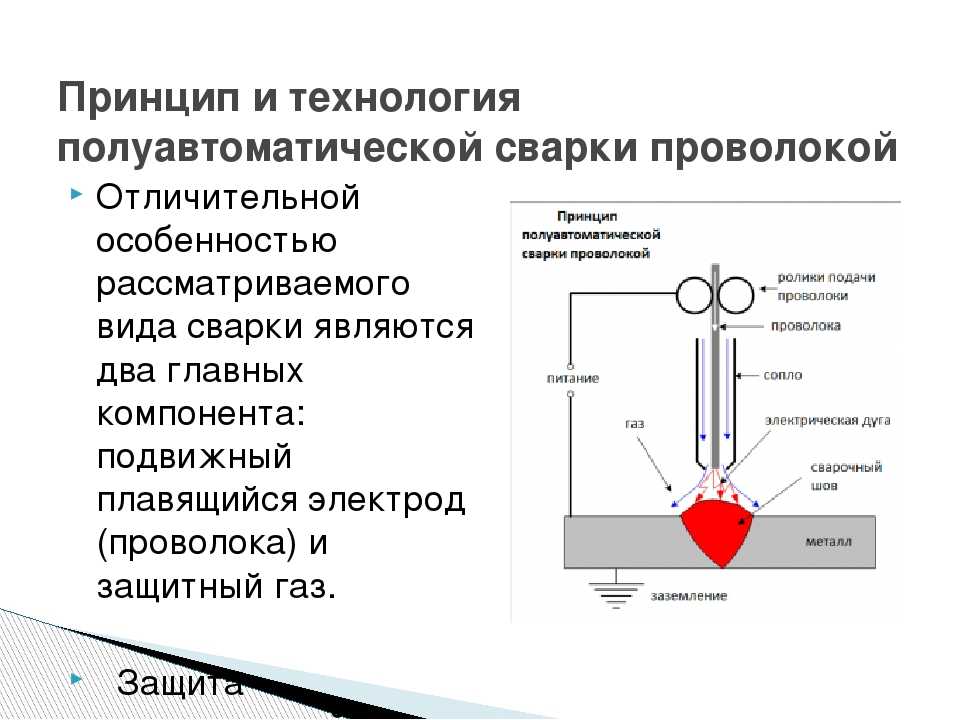 Электрический ток к сварочному аппарату подводится от трехфазной сети. При изготовлении самодельного устройства рекомендуется использовать инвертор.
Электрический ток к сварочному аппарату подводится от трехфазной сети. При изготовлении самодельного устройства рекомендуется использовать инвертор.
При соблюдении соответствующих рекомендаций и подборе качественных комплектующих можно получить качественное устройство своими руками, которое прослужит в хозяйстве не один год и станет настоящим помощником при выполнении мелкого домашнего ремонта .
Использование сварочного полуавтомата облегчает работу с металлами. Эта техника может легко соединять различные сплавы. Сделать сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволяя сэкономить на покупке промышленного оборудования.
Особенности конструкции
Особенностью конструкции сварочного полуавтомата является постоянная подача в зону сварки расплавленной проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости гибких электродов. Используемая сварочная проволока обеспечит постоянный контакт соединяемых поверхностей, такой материал имеет меньшее сопротивление по сравнению со стандартными электродами, что улучшает качество соединения.
Используемая сварочная проволока обеспечит постоянный контакт соединяемых поверхностей, такой материал имеет меньшее сопротивление по сравнению со стандартными электродами, что улучшает качество соединения.
Полуавтоматическая сварка универсальна, что позволяет с помощью этой технологии сваривать металлы различных характеристик, в том числе нержавеющую сталь, цветные сплавы, алюминий и другие. освоить правильную технику полуавтоматической сварки не составит труда. Самодельные устройства просты в использовании, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от их разновидности полуавтоматы могут иметь дополнительную насадку для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить последующее образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки универсальны, и во многих из них реализована функция «два в одном». При небольшой мощности и габаритах полуавтомат «два в одном» может работать с тугоплавкими металлами и толстыми металлическими заготовками.

Многие домовладельцы, которым часто приходится выполнять сварочные работы, решают изготовить такое оборудование самостоятельно. К достоинствам самодельных полуавтоматов из инвертора можно отнести следующие:
Среди недостатков данной технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при характеристиках, аналогичных характеристикам инвертора , может иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решают изготовить оборудование своими руками, что позволяет значительно снизить затраты без потери качества выполненного аппарата.
Изготовление своими руками
Проще всего сделать самодельный полуавтомат из инвертора на базе мощного силового агрегата. Вы можете сделать инвертор самостоятельно или использовать его из имеющегося в вашем распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не менее 150 ампер.
Существуют схемы переделки оборудования, позволяющие установить мощность, которой будет достаточно для полуавтоматической сварки.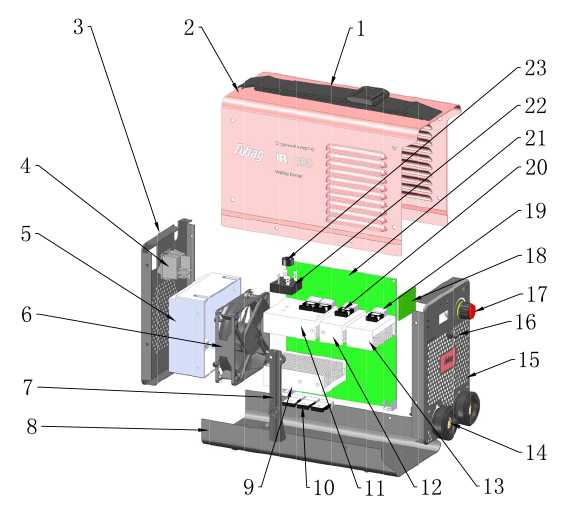 Устройство такого типа будет сложно реализовать, поэтому к использованию маломощных блоков питания можно рекомендовать только опытным радиолюбителям, способным изготовить действительно сложную аппаратуру.
Устройство такого типа будет сложно реализовать, поэтому к использованию маломощных блоков питания можно рекомендовать только опытным радиолюбителям, способным изготовить действительно сложную аппаратуру.
Изготовление качественного оборудования возможно, если у вас есть полуавтоматическая пусковая схема на ручном сварочном инверторе. К характеристикам такого блока относятся следующие:
- Первичный ток — 8-12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода 36-42 Вольта.
- Ток сварочный — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20 %.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с металлами различной тугоплавкости. Впоследствии, используя дополнительные чертежи для увеличения мощности инвертора, можно изменить основные характеристики, 9№ 0214, разрешающий использование такого оборудования в бытовых и производственных целях .
Необходимые комплектующие
Для изготовления гаражного полуавтомата сварочного аппарата своими руками вам потребуется следующее:
- Горелка приставка к инвертору.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Шпулька с проволокой.
- Герметичный газовый шланг.
- Блок управления инвертором.
Проще всего инвертор и механический блок управления поместить в отдельный бокс, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно сделать из моторчика от автомобильного стеклоочистителя. Под такой мотор проектируется рама механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтами.
Горелку и шланг можно сделать самостоятельно из пистолета из пенополиуретана и силикона. Вы также можете приобрести готовые комплекты, которые обеспечат безопасность работы с полуавтоматом и упростят его изготовление.

При изготовлении механизма подачи проволоки все используемые комплектующие необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики должны быть отцентрованы относительно фитинга в одной прорези, в дальнейшем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно легко найти в интернете.
Все используемые металлические элементы должны быть закреплены на листе фанеры, толстого пластика или текстолита. Поскольку к используемым металлическим элементам подведено электричество, следует проверить заземление каждого узла. Это исключит возможность возникновения коротких замыканий, которые могут привести к серьезному повреждению оборудования.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электродвигатель и протяжной механизм, работа которого управляется ШИМ-контроллером. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочей зоне. Необходимо уделить должное внимание правильному изготовлению схем сварочных полуавтоматов.
Необходимо уделить должное внимание правильному изготовлению схем сварочных полуавтоматов.
На переднюю панель инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле запуска двигателя и управления клапаном, отвечающим за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии пусковой кнопки на горелке.
Работу подачи газа необходимо отрегулировать так, чтобы клапан открывался за несколько секунд до того, как проволока начнет поступать в зону сварки. В противном случае происходит плавление в атмосферной среде, после чего вместо расплава начнет гореть проволока. При горении проволоки добиться качественного соединения и надежного сварочного шва будет невозможно.
Для задержки включения подачи проволоки нужно сделать простое реле, для чего нужен конденсатор и транзистор 875. Можно использовать самое простое реле от автомобиля, которое подключается к 12 вольтам на блоке питания компьютера.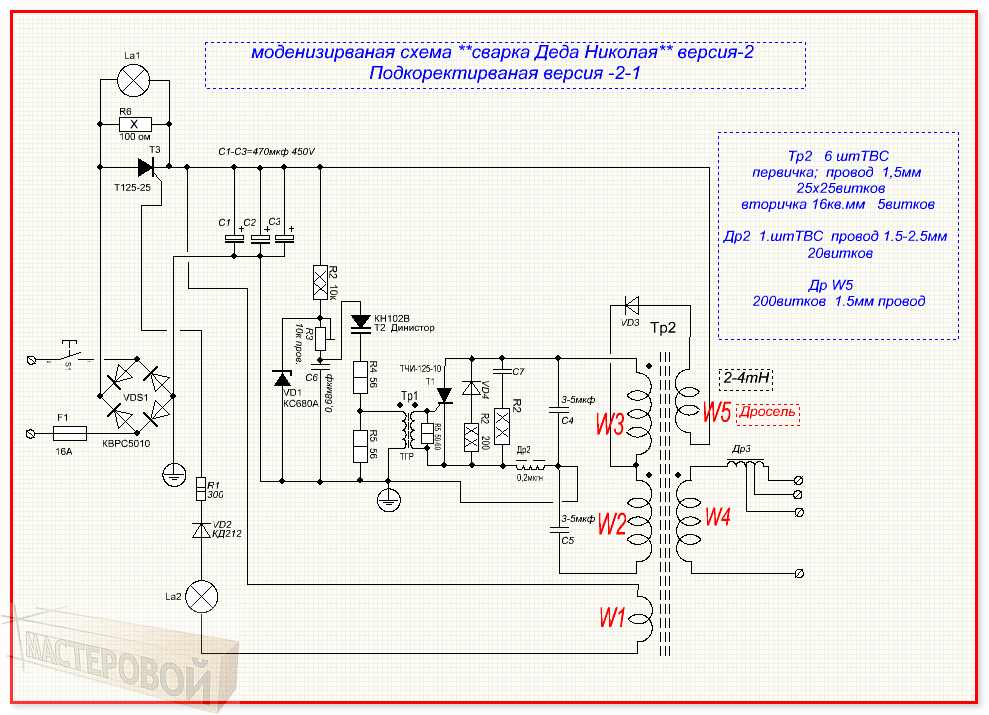
Сам клапан можно использовать от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Вы также можете выбрать электроклапан с редуктором от газовых баллонов.
Все имеющиеся органы управления и ШИМ-контроллер подачи проволоки сварочного полуавтомата расположены на передней панели системного блока. Готовый инвертор мощностью не менее 150 ампер подключается к блоку управления и регулятору подачи проволоки с газом. Осталось провести пробный пуск и при необходимости внести соответствующие коррективы в работу системы подачи сварочной проволоки и защитного газа.
При блокировке питания инверторный полуавтомат нагревается, что может привести к повреждению инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне затруднен. Чтобы этого избежать, необходимо установить внутри инвертора и системного блока датчики температуры и охладители, способные эффективно охлаждать работающее оборудование.
Можно использовать оптопару, которая подключается к общему блоку управления для работы оборудования.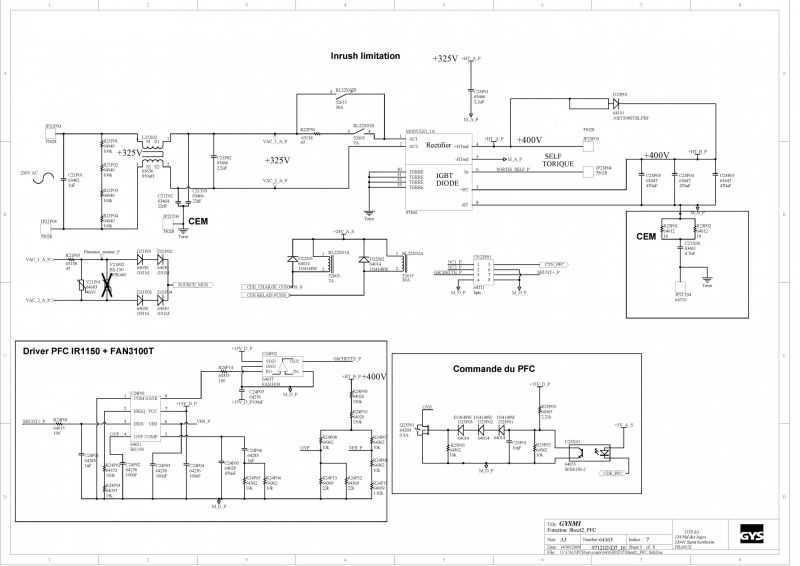 При превышении температуры внутри инвертора датчики отправят соответствующие сигналы на исполнительное реле, которое отключит питание до полного остывания устройства.
При превышении температуры внутри инвертора датчики отправят соответствующие сигналы на исполнительное реле, которое отключит питание до полного остывания устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться по размеру. Вы можете подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого находится инвертор и прочая автоматика. Используемый кулер подключается к 12-вольтовому блоку питания напрямую или через термодатчик, который при повышении температуры внутри корпуса будет подавать сигнал на напряжение питания. Блок управления включит вентилятор, гарантирующий быстрое охлаждение корпуса полуавтомата.
Сборка сварочного полуавтомата не представляет особой сложности, поэтому с этой работой справится каждый домовладелец. Нужно только использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это значительно упростит изготовление оборудования. В интернете можно найти различные схемы исполнения сварочных полуавтоматов, реализовать которые не составит труда. Такой прибор будет отличаться функциональностью и универсальностью в использовании. .
Это значительно упростит изготовление оборудования. В интернете можно найти различные схемы исполнения сварочных полуавтоматов, реализовать которые не составит труда. Такой прибор будет отличаться функциональностью и универсальностью в использовании. .
У хорошего хозяина должен быть сварочный полуавтомат, особенно у владельцев автомобилей и частной собственности. С ним всегда можно делать мелкие дела. Если вам нужно сварить часть машины, сделать теплицу или создать какую-то металлоконструкцию, то такое устройство станет незаменимым помощником в личных делах. Тут возникает дилемма: купить или сделать самому. Если есть в наличии инвертор, то его проще сделать самому. Это обойдется намного дешевле, чем покупка в розничной сети. Правда, от вас потребуются хотя бы базовые знания основ электроники, наличие необходимого инструмента и желание.
Создание полуавтомата из инвертора своими руками
Конструкция
Переделать инвертор в сварочный полуавтомат для сварки тонколистовых (низколегированных и коррозионностойких) и алюминиевых сплавов своими руками не составит труда. Нужно лишь хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор — это устройство, используемое для снижения электрического напряжения до уровня, необходимого для питания сварочной дуги.
Нужно лишь хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор — это устройство, используемое для снижения электрического напряжения до уровня, необходимого для питания сварочной дуги.
Суть процесса полуавтоматической сварки в среде защитного газа заключается в следующем. Электродная проволока подается с постоянной скоростью в зону горения дуги. Туда же подается защитный газ. Чаще всего это углекислый газ. Это обеспечивает получение качественного сварного шва, не уступающего по прочности соединяемому металлу, при этом отсутствуют шлаки в соединении, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитными газ.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для защитного газа;
- Баллон с углекислым газом;
- горелка:
- катушка с проволокой.

Устройство сварочного поста
Принцип действия
При подключении к сети устройство преобразует переменный ток в постоянный. Для этого требуется специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественных сварочных работ необходимо, чтобы у будущего аппарата такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном балансе. Этому способствует использование источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длина дуги определяется фиксированным напряжением. Скорость подачи проволоки определяет сварочный ток. Это необходимо помнить, чтобы добиться от аппарата наилучших результатов сварки.
Простейшая схема от Саныча, который давно сделал такой полуавтомат из инвертора и успешно им пользуется. Его можно найти в Интернете. Многие домашние умельцы не только сделали сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали его. Вот первоисточник:
Вот первоисточник:
Схема сварочного полуавтомата от Саныч
Полуавтомат Саныч
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (количество витков 180+25+25+25+25), для вторичной обмотки использовал шину сечением 8 мм 2 (количество витков 35+35). Выпрямитель собран по двухполупериодной схеме. Для выключателя я выбрал парный бисквит. Диоды установил на радиатор, чтобы не перегревались при работе. Конденсатор был помещен в прибор емкостью 30 000 мкФ. Дроссель фильтра был изготовлен на сердечнике от ТС-180. Силовая часть приводится в действие с помощью контактора ТКД511-ДОД. Силовой трансформатор установлен ТС-40, перемотан на 15В. Ролик протяжного механизма в этом полуавтомате имеет диаметр 26 мм. Имеет направляющую канавку глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Этого достаточно для обеспечения оптимальной подачи сварочной проволоки.
Как его усовершенствовали другие умельцы, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Установка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах лучше всего использовать трансформаторы тороидального типа. У них самый высокий КПД.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполнена из 3 слоев листового металла, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема обмотки трансформатора
Работа по настройке инвертора начинается с обесточивания силового агрегата. Выпрямители (входные и выходные) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, наиболее нагревающийся при работе, необходимо предусмотреть датчик температуры (его показания при работе не должны превышать 75 0 С).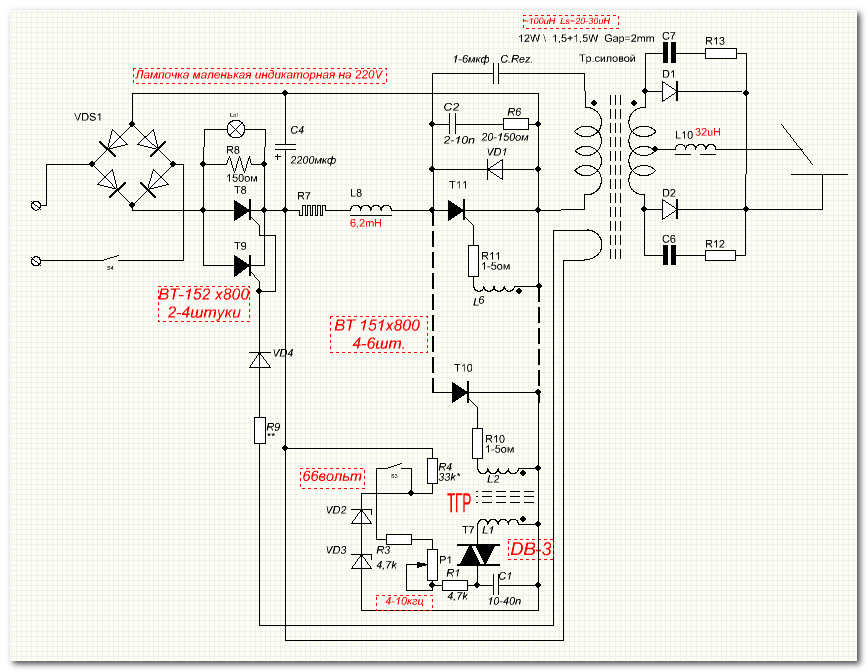 После этих изменений силовая часть подключается к блоку управления. При включении в письмо должен загореться индикатор сети. С помощью осциллографа нужно проверить импульсы. Они должны быть прямоугольными.
После этих изменений силовая часть подключается к блоку управления. При включении в письмо должен загореться индикатор сети. С помощью осциллографа нужно проверить импульсы. Они должны быть прямоугольными.
Их частота повторения должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время корректируется изменением входного напряжения). Индикатор должен показывать не менее 120А. Не лишним будет проверить устройство под нагрузкой. Это делается путем включения реостата нагрузки 0,5 Ом в сварочные провода. Он должен выдерживать ток 60А. Это проверяется вольтметром.
Правильно собранный инвертор при сварке дает возможность регулировать ток в широком диапазоне: от 20 до 160А, причем выбор рабочего тока зависит от свариваемого металла.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов нужно усилить, добавив ребра жесткости. В нем смонтирована электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах имеется возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи должна регулироваться. Податчик со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Сметливые новаторы для этого используют электродвигатель от автомобильных дворников, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники закреплены на пластинах. Они прилипают к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, натягивается.
Все узлы механизма устанавливаются на пластину толщиной не менее 8-10 мм, изготовленную из текстолита, при этом проволока должна выходить в месте установки разъема, соединяющегося с приварной втулкой. Сюда же устанавливается катушка с необходимым Ø и маркой провода.
Механизм протяжки в сборе
Самодельную горелку можно сделать и своими руками, воспользовавшись рисунком ниже, где ее составные части наглядно показаны в разобранном виде. Его назначение – замкнуть цепь, обеспечить подачу защитного газа и сварочной проволоки.
Его назначение – замкнуть цепь, обеспечить подачу защитного газа и сварочной проволоки.
Самодельное горелочное устройство
Однако те, кто хочет сделать полуавтомат быстрее, могут купить в торговой сети готовый пистолет вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи защитного газа к сварочной дуге лучше всего приобрести баллон стандартного типа. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него мундштук. Необходимо помнить, что для него требуется специальный переходник, который нужен для установки редуктора, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками. Видео
О компоновке, сборке, испытании самодельного полуавтомата вы можете узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные размеры;
- возможность варки тонкого металла даже в труднодоступных местах;
- станет предметом гордости человека, создавшего его своими руками.

Любой сварщик знает о преимуществах полуавтомата перед ручной электросваркой. Благодаря высокой распространенности и дешевизне инверторы ММА есть в арсенале многих мастеров. А вот со сваркой МИГ дело обстоит иначе – эти аппараты дороже. Но, выход есть – можно сделать полуавтомат из инвертора своими руками. Если вникнуть в этот вопрос, дело окажется не таким сложным.
Существуют принципиальные различия между сваркой MMA и MIG. Для работы полуавтомата необходим углекислый газ (или смесь углекислого газа и аргона) и электродная проволока, которая по специальному шлангу подается к месту сварки. Те. сам принцип полуавтоматической сварки сложнее, но он универсален и его применение оправдано. Что нужно для работы полуавтомата:
- механизм подачи проволоки;
- ;
- шланг для подачи проволоки и газа к грелке;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, нужен инструмент, время и желание.

горелка
Обучение
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работы. Есть два варианта изготовления сварки МИГ из инвертора:
- Полностью сделать сварочный полуавтомат своими руками.
- Переделать только инвертор — механизм подачи готов к покупке.
В первом случае стоимость деталей для подающего устройства будет около 1000 рублей, без учета работы, конечно. Если заводской полуавтомат включает в себя все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с механизмом подачи и катушкой для проволоки.
Сначала нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы она была светлой и вместительной. Механизм подачи необходимо содержать в чистоте, иначе проволока будет дергаться, кроме того, периодически нужно менять катушки и регулировать механизм. Поэтому коробка должна легко закрываться и открываться.
Идеальный вариант — использовать старый системный блок:
- аккуратный внешний вид — не особо важно, но гораздо приятнее, когда внутренности самоделки не торчат и полуавтомат из Инвертор MMA выглядит хорошо;
- светлый, закрытый;
- корпус тонкий — легко сделать необходимые вырезы;
- газовый клапан и привод подачи проволоки работают от 12 вольт. Поэтому подойдет блок питания от компьютера, причем уже встроенный в корпус.
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Вы можете вырезать из картона примерные макеты и проверить их взаимное расположение. После этого можно приступать к работе.
Оптимальным вариантом электродной проволоки является катушка весом 5 кг. Его внешний диаметр 200 мм, внутренний — 50 мм. Для оси вращения можно использовать канализационную трубу пвх. Его внешний диаметр составляет 50 мм.
Горелка
Самодельный полуавтомат должен быть оснащен горелкой. Можно сделать самому, но лучше купить готовый набор, в который входит:
Можно сделать самому, но лучше купить готовый набор, в который входит:
- Горелка с набором насадок разного диаметра.
- Подающий шланг.
- Евроконнектор.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более что аппарат самодельный, так что можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- Длина и жесткость шланга — основная задача шланга, чтобы обеспечить свободный поток проволоки к горелке. Если он мягкий, любой изгиб замедлит движение;
- возле коннектора и горелки — они предотвращают разрыв шланга.
Пружины
Податчик
Электродная проволока должна подаваться непрерывно и равномерно — тогда сварка получится качественной. Скорость подачи должна регулироваться. Есть три варианта изготовления устройства:
- Купить полностью собранный механизм. Дорого, но быстро.

- Покупайте только катушки с кормом.
- Сделай все своими руками.
При выборе третьего варианта потребуются:
- два подшипника, направляющий ролик, пружина растяжения;
- моторчик подачи проволоки — подойдет моторчик от дворников;
- для крепления механизма.
Металлическая пластина
Один нажимной подшипник — он должен быть регулируемым, второй служит опорой для ролика. Принцип изготовления:
- в пластине выполнены отверстия для вала двигателя и для крепления подшипников;
- двигатель закреплен за пластиной;
- на вал надевается направляющий ролик;
- закреплены вверху и внизу;
подшипники
Подшипники лучше размещать на металлических планках — один конец прикручивается к основной пластине болтами, а к другому присоединяется пружина с регулировочным болтом.
Изготовленный механизм размещают в корпусе так, чтобы ролики располагались на одной линии с разъемом для горелки, т. е. чтобы не порвался провод. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
е. чтобы не порвался провод. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Реализация электрической части
Для этого вам потребуется:
- два автомобильных реле;
- ;
- ШИМ-контроллер двигателя;
- с транзистором;
- электромагнитный клапан холостого хода — для подачи газа на горелку. Подойдет любая модель ВАЗ, например, от восьмерки;
- провода.
диод
конденсатор
Схема управления подачей проволоки и газа достаточно проста и реализована следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 сопряжено с конденсатором и включает подачу проволоки с задержкой;
- производится дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключен диод.
- Необходимо предусмотреть подключение горелки к кабелю питания от инвертора.
 Для этого рядом с евроразъемом можно установить быстросъемный разъем и подключить его к горелке.
Для этого рядом с евроразъемом можно установить быстросъемный разъем и подключить его к горелке.
протяжка провода
Полуавтомат имеет следующую последовательность работы:
- Включена подача газа.
- После небольшой задержки включается подача проволоки.
Такая последовательность нужна, чтобы провод сразу попал в защитную среду. Если сделать полуавтомат без задержек, то провод прилипнет. Для его реализации понадобится конденсатор и транзистор, через который подключено реле управления двигателем. Принцип работы:
- на конденсатор подается напряжение;
- идет зарядка;
- ток подается на транзистор;
- реле включается.
Емкость конденсатора необходимо подобрать так, чтобы задержка составляла примерно 0,5 секунды — этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
Переделка инвертора
Чтобы сделать полуавтомат из обычного инвертора своими руками, вам придется немного переделать его электрическую часть.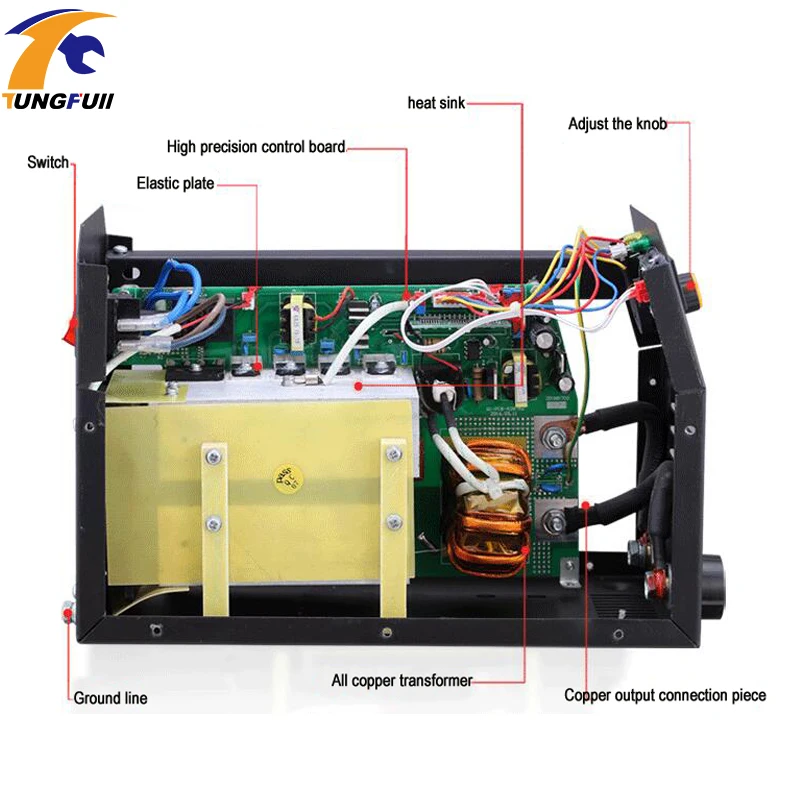 Если к собранному корпусу подключить инвертор ММА, можно будет готовить. Но при этом качество сварки будет далеко от заводского полуавтомата. Все дело в ВАХ — ВАХ. Инвертор дуги выдает падающую характеристику — плавает выходное напряжение. А для корректной работы полуавтомата необходима жесткая характеристика — устройство поддерживает постоянное напряжение на выходе.
Если к собранному корпусу подключить инвертор ММА, можно будет готовить. Но при этом качество сварки будет далеко от заводского полуавтомата. Все дело в ВАХ — ВАХ. Инвертор дуги выдает падающую характеристику — плавает выходное напряжение. А для корректной работы полуавтомата необходима жесткая характеристика — устройство поддерживает постоянное напряжение на выходе.
Следовательно, чтобы использовать ваш инвертор в качестве источника тока, вам необходимо изменить его ВАХ (характеристику напряжения). Для этого вам понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику инвертора достаточно просто. Для этого нужно перед шунтом поставить делитель напряжения, контролирующий сварочный ток. Для делителя используются постоянные резисторы. Теперь можно получить нужные милливольты, которые будут пропорциональны выходному напряжению, а не силе тока. Минус в такой схеме только один – дуга получается слишком жесткой. Для ее смягчения можно использовать переменный резистор, который подключен к делителю и выходу шунта.
Для ее смягчения можно использовать переменный резистор, который подключен к делителю и выходу шунта.
Преимущество такого подхода в том, что появляется регулировка жесткости дуги — такая настройка есть только в профессиональных полуавтоматах. Тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка инвертора ММА в полуавтомат хоть и непростая задача, но вполне осуществимая. На выходе получается устройство, не уступающее заводским по своим характеристикам. Но это также намного дешевле. Стоимость такой переделки 4-5 тысяч рублей.
Собрать сварочный полуавтомат из инвертора своими руками не слишком просто, так как для этой задачи потребуются определенные знания в области электроники, умение спаивать между собой различные элементы. Крайне важно хорошо разбираться в основных принципах работы оборудования, позволяющего вести сварку в полуавтоматическом режиме.
Для перевода инверторного аппарата из ручного режима потребуется определенное оборудование. Также необходимо иметь под рукой ряд комплектующих, без которых полноценное выполнение работ невозможно:
Также необходимо иметь под рукой ряд комплектующих, без которых полноценное выполнение работ невозможно:
- Так как полуавтоматическая сварка будет работать от инвертора, то потребуется взять инвертор, способный генерировать сварочный ток, сила которого будет достигать не менее 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, являющаяся основным рабочим элементом;
- Шланг необходимого диаметра, по которому будет подаваться проволока;
- Другой шланг, по которому в зону сварки металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако эту деталь придется определенным образом переделывать;
- Специальный блок электронного типа, через который будет контролироваться работа самодельного сварочного полуавтомата.
Наибольшее внимание следует уделить подающему устройству, отвечающему за подачу проволоки в зону сварки.
Для получения максимально аккуратного шва без различных дефектов с наружной стороны скорость подачи проволоки в самодельном сварочном полуавтомате выбирают такой, чтобы проволока успела полностью расплавиться и образовать качественный шов.
Следует отметить, что в процессе полуавтоматической сварки проволоки различного диаметра и из разных материалов, соответственно, индекс плавления будет разным. Чтобы работать со сварочными полуавтоматами было максимально удобно, самодельная конструкция должна иметь механизм регулировки скорости устройства, которое будет подавать проволоку.
Как переделать трансформатор из инвертора?
Чтобы в итоге получить качественный сварочный полуавтомат, необходимо подвергнуть инверторный трансформатор определенным переделкам. Сделать это самостоятельно не слишком сложно, однако для этого придется соблюдать ряд определенных правил.
В первую очередь нужно сделать обмотку трансформатора. Для этого вам понадобится медная полоска и намотка из термобумаги.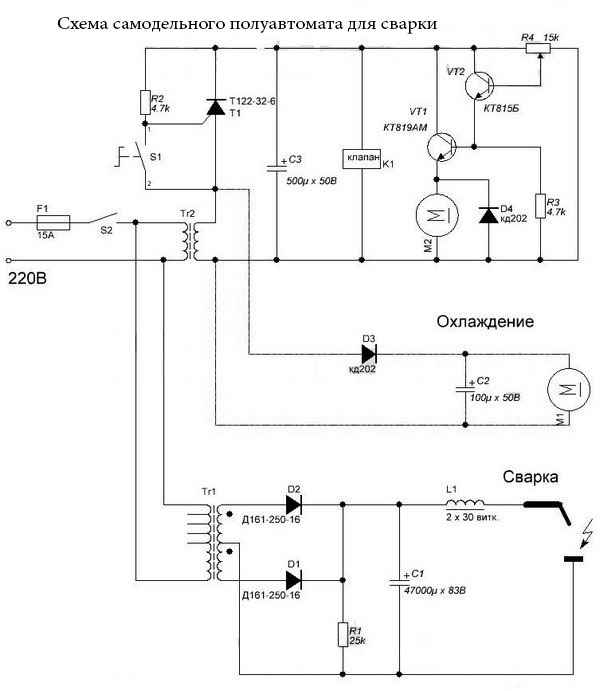 Необходимо найти именно полосу, проволока для этих целей не подойдет, так как сварочный полуавтомат, собранный этим методом своими руками, будет сильно нагреваться.
Необходимо найти именно полосу, проволока для этих целей не подойдет, так как сварочный полуавтомат, собранный этим методом своими руками, будет сильно нагреваться.
Вторичная обмотка также нуждается в доработке. В схему сварочного полуавтомата необходимо добавить еще одну обмотку трансформатора, состоящую из трех слоев жести.
Каждый из них нужно будет дополнительно заизолировать лентой из фторопластовых материалов. Концы родной обмотки и изготовленной самостоятельно нужно будет спаять между собой, заведя их в печатную плату.
Данное технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости добавления в схемы сварочного полуавтомата вентилятора, который будет использоваться для эффективного охлаждения всей конструкции, не допуская ее перегрева.
Как правильно настроить инверторный аппарат для полуавтоматической сварки?
Для внесения тех или иных изменений в схемы самодельных сварочных полуавтоматов необходимо предварительно полностью обесточить данную конструкцию. Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые выключатели.
Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые выключатели.
При выполнении всех этих действий силовую часть сварочного аппарата подключают к блоку управления и пытаются подключить к сети. Сначала должен загореться индикатор, указывающий на то, что изделие подключено. Перед испытанием изделия при сварке необходимо подключить к выходам осциллограф и с его помощью попытаться найти электрические импульсы, частота которых должна быть в пределах от 40 до 50 кГц. Между ними должен сохраняться зазор в 1,5 мкс — такого эффекта можно добиться изменением входного напряжения. Как только будет найдено оптимальное напряжение, можно попробовать подключить сварочную проволоку и сварить две заготовки.
Как отрегулировать механизм подачи?
Схемы самодельных сварочных аппаратов подразумевают наличие специального механизма подачи. Если нет заготовки для этого элемента, можно собрать его самостоятельно по чертежам.
Для этого нужно взять два подшипника, размер которых должен соответствовать размеру 6202, также понадобится электродвигатель от автомобильных дворников, и чем меньше его размер, тем лучше.
При выборе сварочного аппарата и соответствии его схеме сварочного полуавтомата необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Кроме того, потребуется взять валик диаметром ровно 25 мм. Он устанавливается над резьбой на валу двигателя. Все нестандартные элементы конструкции изготавливаются самостоятельно – так в дальнейшем производить будет намного проще.
Механизм подачи состоит из двух пластин, на которых установлены подшипники. Между ними каток с подключенным к нему электродвигателем. Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Механизм собран на специальной текстолитовой пластине, ее толщина около 5 мм. Делается это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.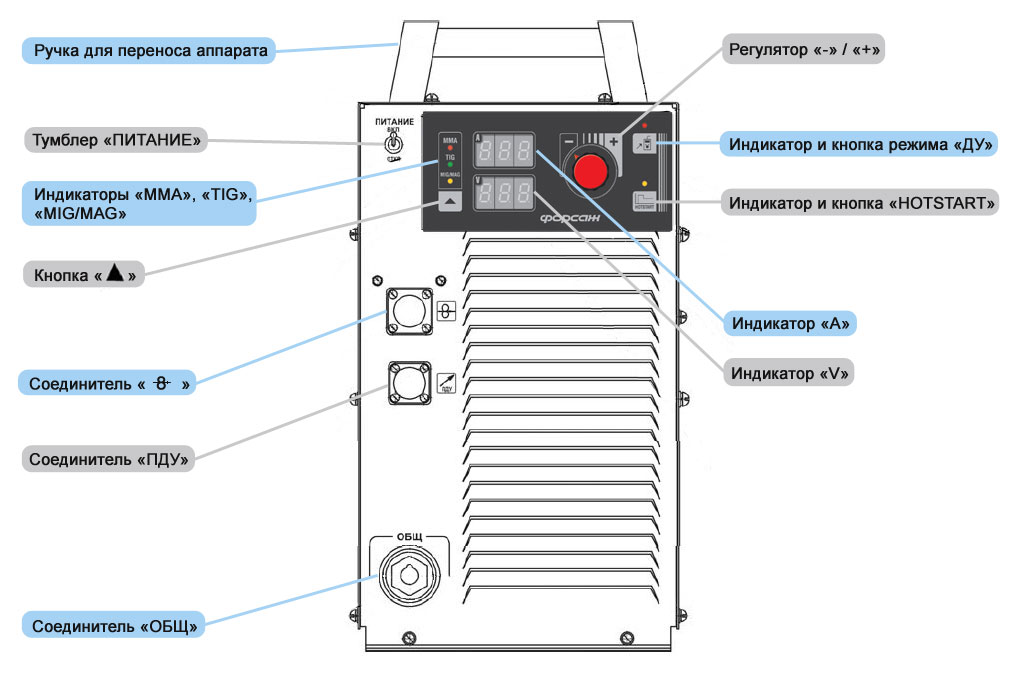
Этот разъем, в свою очередь, будет подсоединен к приварной втулке, установленной на передней части корпуса. К этой же пластине подключена катушка с намотанным проводом. Для того чтобы катушка хорошо держалась на подающем механизме, под нее делается специальный вал, который крепится перпендикулярно текстолитовой пластине. На краю вала необходимо нарезать резьбу, чтобы катушка сидела на нем как можно плотнее.
Принципиальная схема самодельного сварочного полуавтомата практична, надежна и экономична. Стоит отметить, что наверняка дизайн будет выглядеть не очень привлекательно, но по своим эксплуатационным характеристикам он практически ничем не будет отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в механизме подачи, рассчитаны на стандартную катушку. Однако у такой конструкции есть один серьезный недостаток – будут проводиться сварочные работы.
Как делается обмотка индуктора?
Чтобы дроссель работал надежно и в то же время не перегревался при прохождении через него электрического тока, необходимо использовать трансформатор ОСМ-0,4, мощность которого составляет 400 Вт.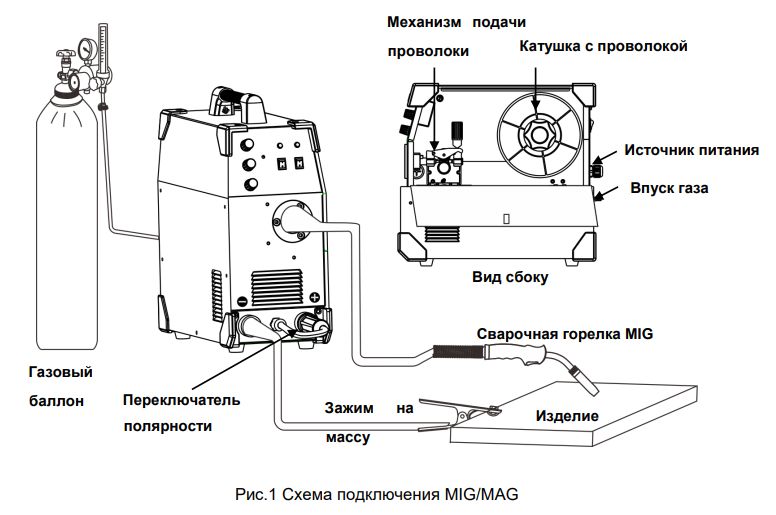 Кроме того, при изготовлении качественной конструкции придется использовать эмальпровод, диаметр которого должен быть не менее 1,5 мм, однако лучше брать его с небольшим запасом, например, 1,8 мм.
Кроме того, при изготовлении качественной конструкции придется использовать эмальпровод, диаметр которого должен быть не менее 1,5 мм, однако лучше брать его с небольшим запасом, например, 1,8 мм.
На индуктор нужно намотать два слоя провода, и они должны быть качественно изолированы друг от друга. Провода в каждом из них уложены максимально плотно — это необходимо для получения качественной индукционной катушки. На следующем этапе следует использовать алюминиевую шину размерами 2,8х4,65 мм.
Наматывается в один слой, делая 24 витка, а остальные концы делают длиной примерно 30 см. В дальнейшем необходимо будет собрать сердечник, между ним и катушкой должен быть зазор примерно 1 мм. Чтобы соединение было максимально жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Такой дроссель можно сделать на основе железа из цветного или черно-белого лампового телевизора типа ТС-270, и это будет намного проще, так как вам придется установить только одну катушку, которая изготовлена из алюминиевого автобуса.
