Принцип работы плазменной резки: Плазменная резка металла: принцип работы плазмореза
Содержание
особенности, принцип работы, преимущества и недостатки
Плазменную резку очень часто используют в таких отраслях промышленности, как судостроение, машиностроение, а также при изготовлении металлоконструкций, коммунальной сфере и т. п. Кроме этого, плазморез довольно часто используется в частной мастерской. С его помощью быстро и качественно разрезают любой материал, проводящий ток, и некоторые нетокопроводящие материалы – дерево, камень и пластик.
Технология плазменной резки позволяет разрезать листовой металл и трубы, выполнять фигурный рез или изготавливать детали. Работа осуществляется при помощи высокотемпературной плазменной дуги. Чтобы ее создать, потребуется только источник тока, воздух и резак. Чтобы работа выполнялась довольно легко, а рез получался ровным и красивым, следует выяснить, как осуществляется принцип работы плазменной резки.
Как устроен плазморез
Этот аппарат состоит из следующих элементов:
- источник питания;
- воздушный компрессор;
- плазменный резак или плазмотрон;
- кабель-шланговый пакет.

Источник питания для аппарата плазменной резки осуществляет подачу на плазмотрон определенной силы тока. Представляет собой инвертор или трансформатор.
Инверторы довольно легкие, в плане энергопотребления экономные, по цене недорогие, однако, способны разрезать заготовки небольшой толщины. Из-за этого их применяют только в частных мастерских и на маленьких производствах. У инверторных плазморезов КПД на 30% больше, чем у трансформаторных и у них лучше горит дуга. Часто используют их для работ в труднодоступных местах.
Трансформаторы гораздо увесистее, тратят много энергии, но при этом имеют меньшую чувствительность к перепадам напряжения, и с их помощью разрезают заготовки большой толщины.
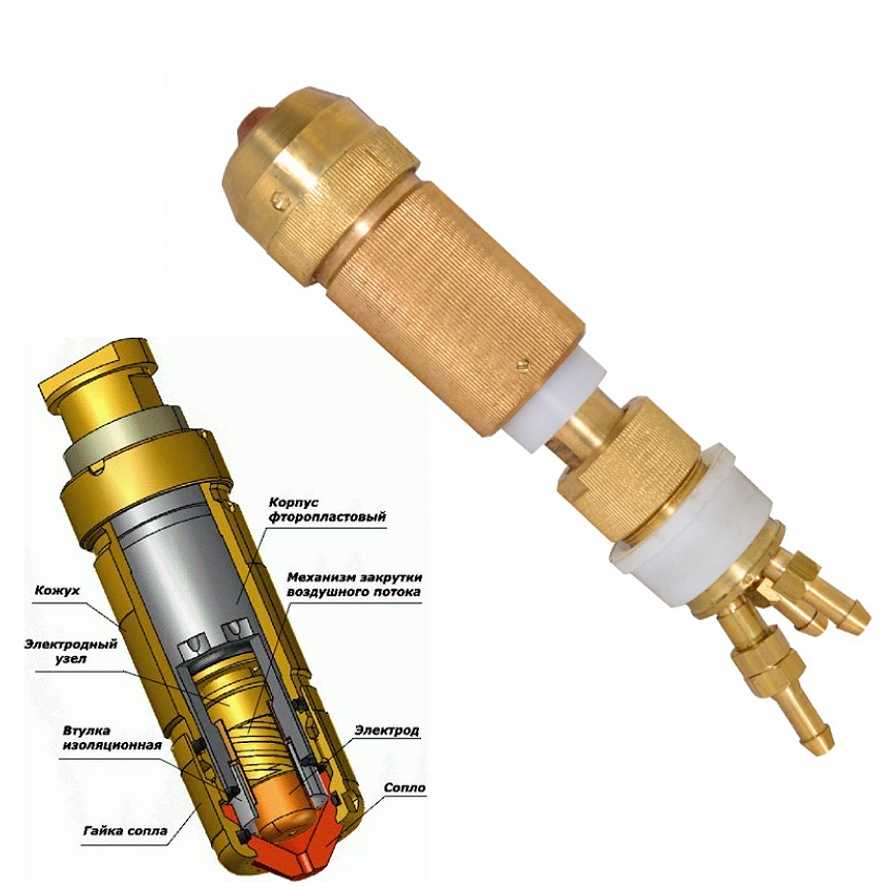
Плазменный резак считается главным элементом плазмореза. Его основными элементами являются:
- сопло;
- охладитель/изолятор;
- канал, необходимый для подачи сжатого воздуха;
- электрод.
Компрессор требуется для подачи воздуха. Принцип работы плазменной резки предусматривает применение защитных и плазмообразующих газов. Для аппаратов, которые рассчитаны на силу тока до 200 А, применяется только сжатый воздух как для охлаждения, так и для создания плазмы. Они способны разрезать заготовки толщиной в 50 мм.
Принцип работы плазменной резки предусматривает применение защитных и плазмообразующих газов. Для аппаратов, которые рассчитаны на силу тока до 200 А, применяется только сжатый воздух как для охлаждения, так и для создания плазмы. Они способны разрезать заготовки толщиной в 50 мм.
Кабель-шланговый пакет используется для соединения компрессора, источника питания и плазмотрона. По электрическому кабелю от инвертора или трансформатора начинает поступать ток для возбуждения электрической дуги, а по шлангу осуществляется подача сжатого воздуха, который требуется для возникновения внутри плазмотрона плазмы.
Принцип работы
При нажатии на кнопку розжига начинается подача тока высокой частоты от источника питания (инвертора или трансформатора). В результате этого внутри плазмотрона образуется дежурная электрическая дуга, температура которой достигает 8 тыс. градусов. Столб этой дуги начинает заполнять весь канал.
После того как возникла дежурная дуга, в камеру начинает поступать сжатый воздух. Вырываясь из патрубка, он проходит через электрическую дугу, нагревается, при этом увеличиваясь в объеме в 50 или 100 раз. Кроме того, воздух начинает ионизироваться и перестает быть диэлектриком, приобретая свойства проводить ток.
Вырываясь из патрубка, он проходит через электрическую дугу, нагревается, при этом увеличиваясь в объеме в 50 или 100 раз. Кроме того, воздух начинает ионизироваться и перестает быть диэлектриком, приобретая свойства проводить ток.
Сопло плазмотрона, суженное книзу, обжимает воздух, создавая из него поток, которое начинает вырываться оттуда со скоростью 2 – 3 м/с. В этом момент температура воздуха часто достигает 30 тыс. градусов. Именно такой раскаленный ионизированный воздух и является плазмой.
В то время, когда плазма начинает вырываться из сопла, происходит ее соприкосновение с поверхностью обрабатываемого металла, дежурная дуга в этот момент гаснет, а зажигается режущая. Она начинает разогревать заготовку в месте реза. Металл в результате этого плавится и появляется рез. На поверхности разрезаемого металла образуются небольшие частички расплавленного металла, сдуваемые с нее потоком воздуха. Таким образом осуществляется работа плазмотрона.
Преимущества плазменной резки
Работы по резке металла часто осуществляются на стройплощадке, в мастерской или цеху. Можно использовать для этого автоген, но не всех это устраивает. Если объем работ, связанный с резкой металла, слишком большой, а требования, предъявляемые к качеству реза, очень высоки, то следует подумать о том, чтобы использовать плазменный резак, имеющим следующие достоинства:
- Если мощность подобрана правильно, то аппарат плазменной резки позволяет в 10 раз повысить производительность. Такой параметр позволяет плазморезу уступить только промышленной лазерной установке, однако, он значительно выигрывает в себестоимости. Целесообразно с экономической точки зрения применять пламенную резку для металла, имеющего толщину до 50 – 60 мм.
- Универсальность. С помощью плазменной резки обрабатываются чугун, медь, сталь, алюминий и прочий металл.
 Необходимо просто выбрать оптимальную мощность и выставить конкретное давление воздуха.
Необходимо просто выбрать оптимальную мощность и выставить конкретное давление воздуха. - Высокое качество реза. Аппараты плазменной резки способны обеспечить минимальную ширину реза и кромки без перекаливания, наплывов и грата практически без дополнительной обработки. Кроме того, достаточно важен такой момент, что зона нагрева материала в несколько раз меньше, чем при использовании автогена. А так как термическое воздействие минимально на участке реза, то и деформация от этого вырезанных деталей будет незначительной, даже если они имеют небольшую толщину.
- Не происходит существенного загрязнения окружающей среды. С экономической точки зрения, если имеются большие объемы работ, то плазменная резка гораздо выгоднее кислородной или механической. Во всех остальных случаях учитывают не материалы, а трудоемкость использования.
Недостатки плазменной резки
Недостатки в работе плазменной резки тоже имеются. Первый из них – максимально допустимая толщина реза довольно небольшая, и у самых мощных агрегатов она редко бывает больше 80 – 100 мм.
Следующий недостаток – достаточно жесткие требования, предъявляемые к отклонению от перпендикулярности реза. Угол отклонения не должен быть больше 10 – 50 градусов и зависит это от толщины детали. Если случается выход за эти пределы, то возникает довольно существенное расширение реза, что в результате влечет за собой быстрый износ расходных материалов.
Кроме того, рабочее оборудование довольно сложное, что делает совершенно невозможным использование двух резаков одновременно, которые подключаются к одному аппарату.
Заключение
Принцип работы плазменной резки довольно прост. Кроме того, аппарат, который используется для этого, имеет большое количество преимуществ, в несколько раз превосходящие имеющиеся недостатки. Если его правильно эксплуатировать, то можно существенно сэкономить время и получить качественный результат.
- Автор: Николай Иванович Матвеев
- Распечатать
Оцените статью:
(3 голоса, среднее: 3. 7 из 5)
7 из 5)
Поделитесь с друзьями!
устройство, принцип действия, выбор, какой лучше
Что такое плазморез, как работает он? Если говорить об этом инструменте, то необходимо отметить, что он является прибором, который использует достаточно узкий круг сварщиков. Для одноразового применения плазменный резак нигде и никогда не применяется. Потому что существуют инструменты, с помощью которых можно провести отрезные операции, не прибегая к дорогому варианту, к примеру, болгаркой.
Но если требования к скорости и объему проводимых процессов достаточно жесткие, то без плазмореза не обойтись. Поэтому его используют в машиностроительной промышленности, в изготовлении больших металлических конструкций, при резке труб и прочего.
Содержание страницы
- 1 Виды плазменных резаков и их назначение
- 2 Устройство плазмореза
- 3 Схема работы плазменной резки
- 4 Как правильно выбрать инструмент для плазменной резки
- 5 Достоинства и недостатки
Виды плазменных резаков и их назначение
На вопрос, как выбрать плазморез, необходимо ответить так, все будет зависеть от того, в какой области вы его собираетесь использовать. Потому что конструктивные особенности у разных видов сильно отличаются, у всех у них разный тип зажигания дуги и различная мощность системы охлаждения.
Потому что конструктивные особенности у разных видов сильно отличаются, у всех у них разный тип зажигания дуги и различная мощность системы охлаждения.
- Инструменты, работающие в среде защитных газов: аргон, водород, азот, гелий и так далее. Эти газы обладают восстановительными свойствами.
- Резаки, работающие в среде окислительных газов. Газы обычно насыщаются кислородом.
- Приборы, работающие со смесями.
- Плазменные резаки, работающие в стабилизаторах газожидкостного типа.
- Плазморезы, работающие со стабилизацией водной и магнитной. Специфичный инструмент, который редко используется, поэтому в свободной продаже трудно найти.
Существует еще одна классификация, которая делит плазморезы по виду используемого оборудования.
- Инверторные. Экономичный вариант, который может резать металлические детали толщиною до 30 мм.
- Трансформаторные. Производит резку металлов толщиною до 80 мм, менее экономичный вариант.
По типу контакта плазморезы делятся на контактные и бесконтактные. Из названий можно понять метод использования плазменного резака. В первом случае для него необходим контакт с обрабатываемым металлом, поэтому с его помощью можно отрезать изделия толщиною не более 18 мм. Во втором такого контакта не должно быть, зато толщина отрезаемой металлической заготовки может быть максимально возможной.
Из названий можно понять метод использования плазменного резака. В первом случае для него необходим контакт с обрабатываемым металлом, поэтому с его помощью можно отрезать изделия толщиною не более 18 мм. Во втором такого контакта не должно быть, зато толщина отрезаемой металлической заготовки может быть максимально возможной.
И еще один вид разделения – это по типу использования и возможностях потребления электроэнергии. Здесь две позиции: бытовой, работающий от сети переменного тока под напряжением 220 вольт, и промышленные (профессиональные), подключаемые к трехфазной питающей сети напряжением 380 вольт.
Внимание! Даже самый маломощный бытовой резак плазменного типа обладает мощностью 4 кВт. Поэтому при подключении его в бытовую электрическую сеть, необходимо удостовериться, что она сможет выдержать такую нагрузку.
Но данная нагрузка не единственная. В системе плазменной резки используется охлаждение, для чего в комплект к основному оборудованию прилагается компрессор, который также работает от электросети. И его мощность нужно учитывать, подключаясь к бытовой питающей сети.
И его мощность нужно учитывать, подключаясь к бытовой питающей сети.
Устройство плазмореза
Само название уже информирует о том, что резка металлов производится с помощью плазмы. А плазма – это ионизированный газ, который обладает высокой проводимостью электрического тока. И чем выше температура этого газа, тем выше проводимость, а значит, сила резки увеличивается.
Для процессов резки металлов используют воздушно-плазменную дугу. При этом электрический ток имеет непосредственное воздействие на металлические поверхности. То есть, принцип работы плазмореза такой:
- Плавление металла.
- Выдувание его жидкого состояния из зоны среза.
Состоит плазменный резак из:
- источника питания – это может быть сварочный трансформатор или инвертор;
- самого резака, который иногда называют плазмотроном;
- компрессора;
- шлангов.
Важно понять конструктивные особенности самого резака. Внутри него вставлен электрод, изготовленный из редких металлов, таких как бериллий, гафний, цирконий и так далее. Почему именно они? Потому что в процессе нагревания на поверхности такого электрода образуются тугоплавкие оксиды. Они своеобразная защита самого электрода, которая обеспечивает целостность материала, то есть, не разрушается. Но чаще всего в плазменных резаках устанавливаются электроды из гафния, потому что он не токсичен, как торий, и нерадиоактивен, как бериллий.
Почему именно они? Потому что в процессе нагревания на поверхности такого электрода образуются тугоплавкие оксиды. Они своеобразная защита самого электрода, которая обеспечивает целостность материала, то есть, не разрушается. Но чаще всего в плазменных резаках устанавливаются электроды из гафния, потому что он не токсичен, как торий, и нерадиоактивен, как бериллий.
Немаловажное значение в конструкции резака играет и сопло, через который подается плазма на резку. Именно от него и зависят основные характеристики оборудования. А точнее сказать, от его диаметра и длины. От диаметра зависит мощность плазменного потока, а соответственно и быстрота среза и ширины срезанной канавки. Конечно, от этого зависит и скорость охлаждения заготовки. Чаще всего на резаках плазменной резки устанавливается сопло диаметром 3 мм. Длина сопла влияет на качество среза. Чем оно длиннее, тем качество выше. Хотя очень длинное сопло быстро выходит из строя.
Чаще всего на резаках плазменной резки устанавливается сопло диаметром 3 мм. Длина сопла влияет на качество среза. Чем оно длиннее, тем качество выше. Хотя очень длинное сопло быстро выходит из строя.
Схема работы плазменной резки
При нажатии на кнопку розжига автоматически включается источник электроэнергии, который подает в резак ток высокой частоты. Появляется так называемая дежурная дуга между наконечником сопла и электродом. Температура дуги – 6000-8000С. Необходимо обратить внимание, что сразу дуга между электродом и разрезаемым металлом не образуется, на это надо время.
После чего в камеру резака начинает поступать воздух из компрессора, он сжатый. При прохождении через камеру, где располагается дежурная дуга, воздух нагревается и увеличивается в сто раз. К тому же он начинает ионизироваться, то есть, превращается в токопроводящую среду, хотя сам по себе воздух – это диэлектрик.
Суженное до 3 мм сопло создает поток плазмы, который с большой скоростью вылетает из резака. Скорость – 2-3 м/с. Температура ионизированного воздуха достигает огромной величины – до 30000С. При такой температуре воздух по проводимости электрического тока приближается к проводимости металла.
Скорость – 2-3 м/с. Температура ионизированного воздуха достигает огромной величины – до 30000С. При такой температуре воздух по проводимости электрического тока приближается к проводимости металла.
Как только плазма касается обрабатываемой металлической поверхности, дежурная дуга выключается, а рабочая включается. Производится плавление металлической заготовки в месте среза, откуда жидкий металл сдувается подающим в зону среза воздухом. Вот такая элементарная схема принципа работы плазменной резки.
Как правильно выбрать инструмент для плазменной резки
Любой работавший с плазменной резкой сварщик отметит, что чем выше сила подающего на электрод тока, тем быстрее проходит процесс. Но есть определенные условия, на которые влияют и другие параметры оборудования.
Тип металла и толщина среза. От этих параметров будет зависеть выбор оборудования, с которым придется работать. А именно такой параметр, как сила тока. Внизу таблица соотношений.
| Вид металла | Сила тока для резки металлического листа толщиною 1 мм, А |
|---|---|
| Цветные металлы | 6 |
| Черные металлы и нержавейка | 4 |
Чтобы разрезать медный лист толщиною 2 мм, потребуется резак плазменный с силой тока 12 А. И так далее.
И так далее.
Внимание! Рекомендуется приобретать оборудование с запасом силы тока. Потому что указанные параметры в таблице являются максимальными, а с ними работать можно лишь незначительное время.
Достоинства и недостатки
Перед тем как принять решение о приобретение плазменного резака, нужно ознакомиться со всеми положительными и отрицательными сторонами этого оборудования. Ведь, к примеру, в домашних условиях его может заменить обычная болгарка.
Итак, плюсы использования резака для плазменной резки металлов.
- Большая скорость резки, соответственно уменьшение времени на этот процесс. По сравнению с другими режущими инструментами (кислородная горелка, например) скорость выше в шесть раз. Уступает только лазерной резке.
- С помощью плазменного инструмента можно резать толстые заготовки, что иногда не под силу болгарке.
- Режет любые виды металлов. Главное – правильно выставить режим работы.
- Минимальный подготовительный этап.
 Зачищать поверхности деталей от ржавчины, грязи, масляных пятен нет никакого смысла. Они для резки не помеха.
Зачищать поверхности деталей от ржавчины, грязи, масляных пятен нет никакого смысла. Они для резки не помеха. - Высочайшая точность среза и высокое его качество. Для ручных агрегатов для точности среза используются специальные упоры, которые не дают резаку смещаться в плоскости. Срез получается без наплывов, ровным и тонким.
- Невысокая температура нагрева, кроме зоны среза, поэтому заготовки не деформируются.
- Возможность фигурного среза. И хотя этим могут похвастаться и другие режущие инструменты, но, к примеру, после кислородной горелки придется края среза шлифовать и убирать подтеки металла.
- Стопроцентная безопасность проводимых операций, ведь никаких газовых баллонов в комплекте оборудования нет.
Минусы:
- Высокая цена оборудования.
- Возможность работать только одним резаком.
- Необходимо направление плазмы выдерживать строго перпендикулярно плоскости обрабатываемой детали. Правда, сегодня можно приобрести аппараты, которые режут изделия под разными углами: 15-50°.

- Толщина разрезаемого изделия ограничена, потому что самые мощные плазморезы могут разрезать металл толщиною 100 мм. С помощью кислородной горелки можно резать толщину 500 мм.
И все же плазморезы сегодня достаточно востребованы. Ручные часто используются в небольших цехах, где требуется провести большой объем резки металлов, и где к качеству разреза предъявляются жесткие требования. Обязательно посмотрите видео, которое специально размещено на этой странице сайта.
https://www.youtube.com/watch?v=rg4PvBBr1CU
Плазменная резка металла. Принцип работы
>
О компании>
Опросные листы>
Монтаж>
Информация>
Контакты
Для осуществления плазменной резки используется такой аппарат, как плазморез. С его помощью формируется поток ионизированного воздуха с высокой температурой (плазма), который и разрезает предмет. Основной принцип плазменной резки заключатся в том, что ионизированный воздух может быть проводников электрического тока.
Основной принцип плазменной резки заключатся в том, что ионизированный воздух может быть проводников электрического тока.
Как устроен плазморез и от чего питается
Аппарат складывается с нескольких частей:
- плазмотрон;
- источник питания;
- компрессор;
- кабель-шланги.
Для аппарата в качестве источника питания может быть использован:
- Трансформатор. Его главным преимуществом является то, что он нечувствительный к перепадам напряжения и может резать предметы любой толщины. Среди недостатков – большой вес и низкий КПД.
- Инвертор. С его помощью невозможно резать заготовки большой толщины. Однако, положительных моментов в его использовании значительно больше.
У инвертора КПД на треть выше, чем у трансформатора. Он легче, компактнее и работает стабильнее. кроме того, инвертор стоит дешевле, нежели трансформатор. Его намного проще применять на труднодоступных участках.
Плазмотрон и компрессор
Эта часть аппарата представляет собой плазменный резак, который непосредственно используют для разрезания заготовки. Плазмотрон является основной частью плазмореза.
Плазмотрон является основной частью плазмореза.
Для подачи воздуха в аппарате используется компрессор. Его работа направлена на вихревую подачу воздуха, которая способствует расположению катодного пятна дуги идеально по центру. Если этого не произойдет, плазморез не будет работать эффективно.
Принцип работы и технология
После включения плазмореза, образуется поток ионизированного воздуха под высокой температурой. Одновременно формируется электрическая дуга, которая локально разогревает заготовку – метал плавиться, после чего образуется рез. В этот период температура плазмы составляет до 30 градусов по Цельсию. Частички расплавленного металла сдуваются с поверхности предмета потоком воздуха, который исходит из сопла.
При помощи плазменной резки может быть обработан любой тип металла, если его толщина не превышает 220 мм.
Аппарат начинает действовать после зажигания плазмообразующего газа (от искры в контуре электрической дуги). Искра воспламеняет газ, он ионизируется и преобразовывается в плазму. У нее очень высокая скорость выхода – от 800 до 1500 м/с.
У нее очень высокая скорость выхода – от 800 до 1500 м/с.
Виды
Есть три вида плазменной резки, которые отличаются в зависимости от среды применения:
- Простой. Используется исключительно воздух и электрический ток.
- С защитным газом. Кроме плазмообразующего, применяется еще и защитный газ, который отгораживает зону реза от воздействия окружающей среды.
- С водой. Вместо защитного газа используется вода, которая выполняет те же функции. Она также охлаждает плазмотрон и вбирает в себя опасные вещества.
Помимо высокой эффективности, плазменная резка обладает еще и безопасностью. Все компоненты и материалы абсолютно пожаробезопасные.
Плазменная резка может осуществляться двумя основными способами:
- Плазменно-дуговой. Обрабатываемая поверхность замыкается в проводящий контур.
- Резка плазменной струей. Металл не включается в проводящий контур. Такой способ можно использовать при наличии стороннего образования с высокой температурой.
 Его применяют для резки металлов, которые не проводят электрический ток.
Его применяют для резки металлов, которые не проводят электрический ток.
Плазменная резка является довольно универсальным инструментом, поэтому у нее очень широкая сфера применения. Ее используют на разных отраслях промышленности для обработки таких предметов и материалов, как трубы, чугун, сталь, бетон и пр.
Владельцы собственных гаражей мечтают иметь на руках лазерный резак по металлу. Универсальный инструмент активно используют во время работы с металлическими изделиями. Смастерить полезный агрегат можно своими руками. Ниже представлены некоторые рекомендации для самостоятельного изготовления лазерного резака.
Виды резака по металлу
Существует три разновидности универсального инструмента: газовые, твердотельные и волоконные.
Читать далее >>>
Декоративная резка металла – процесс создания четких металлических предметов и деталей. Он приобрел быструю популярность среди людей. Это вызвало стремительное развитие оформления декора в различных жизненных аспектах. К примеру, благодаря компьютерным технологиям, станок резки по металлу способен с повышенной четкостью и точностью создать настоящее произведение искусства. Данные изделия из металла применяют при постройке предметов и объектов: заборы, лестницы, уличные таблички, магазинные вывески. Изделия применяют в машиностроении и строительстве.
К примеру, благодаря компьютерным технологиям, станок резки по металлу способен с повышенной четкостью и точностью создать настоящее произведение искусства. Данные изделия из металла применяют при постройке предметов и объектов: заборы, лестницы, уличные таблички, магазинные вывески. Изделия применяют в машиностроении и строительстве.
Читать далее >>>
Компания Красноярский крановый завод предлагает услуги плазменной резки металла в Красноярске. Наше оборудование способно резать самые разные металлы различной толщины. Резка металла является популярной услугой в работе с металлом.
С помощью плазмы резать металл можно любой формы и по любым чертежам.
Плазменная резка металла с ЧПУ позволяет выполнять раскрой любой сложности.
Наши операторы очень ЧПУ – профессионалы своего дела, всегда добиваются высокого качества резки. На выходе вы получаете готовые детали с ровными кромками. Никакая дополнительная обработка торцов больше не требуется.
Читать далее >>>
Опубликовать в социальных сетях
На чем основывается принцип работы плазменного станка для резки металла с ЧПУ
В самых разных сферах производства широко применяются станки плазменной резки с ЧПУ. Эти универсальные аппараты встречаются в высокоточном машиностроении и судостроении. Станки служат для изготовления рекламных конструкций, разного рода металлических изделий и многого другого. Компактное оборудование с блоком ЧПУ нашло применение и в частных мастерских, где с их помощью делают высокоточные изделия. Резка материалов плазмой ЧПУ осуществляется максимально точно, и происходит процесс с минимальным участием рабочего.
Эти универсальные аппараты встречаются в высокоточном машиностроении и судостроении. Станки служат для изготовления рекламных конструкций, разного рода металлических изделий и многого другого. Компактное оборудование с блоком ЧПУ нашло применение и в частных мастерских, где с их помощью делают высокоточные изделия. Резка материалов плазмой ЧПУ осуществляется максимально точно, и происходит процесс с минимальным участием рабочего.
- Основные элементы
- Виды станков
- Принцип работы станков с ЧПУ
- Плюсы и минусы
- Характеристики плазмотронов
- ТНС
- Характеристики стола
- Система ЧПУ
- Можно ли изготовить станок с ЧПУ самому
- Требования к безопасности и эксплуатации
Раскрой металла производится разными способами, и плазменная резка здесь занимает далеко не последнее место. К ней прибегают, когда кроят самые разные металлы и сплавы.
Основные элементы
Друг от друга станки отличаются предназначением, устройством, способом размещения обрабатываемого листа и способом управления. Управляется станок компьютерной программой, которая автоматически контролирует необходимые параметры:
Управляется станок компьютерной программой, которая автоматически контролирует необходимые параметры:
- мощность;
- угол наклона резака;
- напряжение на выходе и др.
Современное оборудование высокопроизводительно, а конструкция при этом не особо сложная. Основные элементы машин следующие:
- плазмотрон с системой подачи газа;
- рабочий стол;
- система управления высотой горелки;
- система ЧПУ.
Иногда используется один плазмотрон, иногда — несколько.
Виды станков
Главные различия между станками для плазменной резки заключаются в следующем:
Конструкция. Бывает стационарной и передвижной. Отдельного упоминания заслуживает малогабаритная портативная установка с ЧПУ. Это компактное оборудование может находиться даже в очень небольших помещениях и работать с сохранением производительности и мощности.
Способ размещения проката. Тут есть два типа оборудования:
- Портальный станок, в котором заготовка располагается в специальном устройстве, предотвращающем перекос материала и скольжение и обеспечивающем точность реза. Некоторые модели таких станков оснащены устройством блокировки, прекращающим рабочий процесс в непредвиденных ситуациях.
- Консольный станок без рабочего стола. Резак направляется специальными линейными направляющими.
Еще есть шарнирные станки, предназначенные исключительно для вертикальной резки.
Способ управления. Выпускаются с числовым, фотоэлектронным и электромагнитным программным управлением. Самый качественный рез обеспечивается автоматическими портальными станками ЧПУ, хотя в работе они ограничены габаритами портала. Консольные модели тоже популярны и со специальным ПО могут выполнить сложную обработку металла, в том числе фигурную резку.
Тип обрабатываемой заготовки. На одних машинах может осуществляться исключительно резка металлопроката, на других — разрезаются трубы. Консольный станок имеет более универсальное устройство. Его конструкция позволяет обрабатывать любой материал вне зависимости от формы заготовки, в чем помогают специальные программы.
На одних машинах может осуществляться исключительно резка металлопроката, на других — разрезаются трубы. Консольный станок имеет более универсальное устройство. Его конструкция позволяет обрабатывать любой материал вне зависимости от формы заготовки, в чем помогают специальные программы.
Количество одновременно обрабатываемых листов. Производительность и особенности конструкции оборудования позволяют за прогон разрезать один или несколько металлических листов.
Принцип работы станков с ЧПУ
От ручных станций станки отличаются тем, что рабочие процессы в них автоматизированы программным управлением. Благодаря ЧПУ сократилось влияние человеческого фактора, и было достигнуто новое качество реза. Компьютер, следящий за рабочим процессом, позволил увеличить функциональность и расширить область применения.
Если не брать в расчет автоматизацию процессов, принцип работы остался прежним:
- Воздух под давлением, с завихрением, подается на резак.

- При помощи электрода воздух раскаляется до 20000−30000°C.
- При разогреве воздушные массы ионизируется и в итоге становятся хорошим проводником электричества.
- Плазма расплавляет металл и под давлением выдувает его.
Программное обеспечение помогает учитывать разные факторы, которые обеспечивают качество реза:
- Плотность и толщина обрабатываемого материала. Оборудование может использоваться для раскроя металла и обработки прочих материалов: резины, пластика. С помощью отдельных программ разрезаются листы, сложенные в несколько слоев. Автоматика анализирует толщину и тип материала, регулирует скорость реза, подачу воздуха и иные факторы.
- Сложность рисунка. Раскрой производится и для фигурной резки, когда нужно получить кованые изделия и предметы декора.
- Использование нескольких резаков одновременно. Этим станки отличаются от обыкновенной ручной установки.
 Плазменные резаки монтируются на подвижной консоли и в итоге, производственный процесс многократно ускоряется.
Плазменные резаки монтируются на подвижной консоли и в итоге, производственный процесс многократно ускоряется. - Функциональность. Качество работ не особо зависит от опытности рабочего. Выполнение работы контролируется компьютером.
Экономичность. Точный расчет подачи воздуха и степени его нагрева, системы контроля отсутствия влажности в воздухе, подаваемом на горелку, выбор оптимальной скорости — все это обеспечивает заметную экономию расходных материалов и помогает предотвратить появление брака.
Плюсы и минусы
Главнейшим достоинством оборудования является высокая точность кроя. Поскольку процессом управляет компьютер, вероятность отклонения от траектории движения рабочего инструмента равна нулю! На станках данного типа выполняются резы любой конфигурации. Еще одно бесспорное преимущество заключается в большой чистоте торцов раскроенных заготовок. Таким образом, дополнительная их обработка не требуется. Плюс также и в безопасности работы на станке: среди элементов оборудования нет находящихся под высоким напряжением.
Недостатков практически нет. К минусам можно отнести невозможность раскроя слишком толстых листов. Например, не обрабатывается высоколегированная сталь толщиной больше 10 см. Титан тоже не режется на плазменных станках.
Характеристики плазмотронов
Данный элемент — основной в станке плазменной резки с ЧПУ. Выбирая его, внимание обращают на:
- Вид плазмообразующего газа. Самыми экономичными считаются станки, на которых резка производится с применением воздуха. На таких машинах раскраиваются стальные, алюминиевые или медные заготовки. Для получения максимально качественного реза применяются кислородные плазмотроны. На предприятиях используются также горелки, которые работают на аргоне или смеси водорода и азота.
- Вид охлаждающего газа. Как правило, это воздух. Иногда охлаждение производится с помощью углекислого газа.
- Точность и скорость позиционирования.
- Скорость резки.
- Род тока. Промышленное оборудование этого типа чаще работает на постоянном токе.
 Но некоторые модели потребляют и переменный ток.
Но некоторые модели потребляют и переменный ток.
ТНС
Станки в сборе оснащаются в том числе ТНС. Это система контроля высоты горелки для опускания/поднятия рабочего инструмента при раскрое. Узел работает, используя напряжение дуги. Контроль за расстоянием до обрабатываемой заготовки производится с помощью датчиков.
Характеристики стола
Данный элемент состоит из нескольких секций, чьи размеры могут разниться. На производстве чаще используются столы с секциями 50×50 см. Деталь может обрабатываться на одной или нескольких частях, благодаря чему нетрудно избавиться от отходов во время резки. Под столом находится система удаления дыма и частиц металла.
Вдобавок станок оборудуется пылезащитной пневматикой. Основное ее назначение в улавливании образующейся при резке металлической пыли. В столах, длина которых больше 2,5 м, используется двухсторонняя система удаления дыма.
Система ЧПУ
Резка с ЧПУ листового металла — высококачественная. Основные характеристики системы:
Основные характеристики системы:
- удобство интерфейса;
- диагональ монитора;
- используемое ПО.
Диагональ равна 15−19 дюймам. ПО, как правило, достаточно сложное. Программы позволяют оптимально расположить детали на столе, легко производить разные расчеты (времени на обработку, числа деталей, проч.), составлять отчеты и т. д. Одна из важных характеристик ПО — наличие грамотного русского перевода.
Можно ли изготовить станок с ЧПУ самому
Описываемое здесь оборудование стоит больших денег, из-за чего немало людей интересуется тем, можно ли его сделать своими руки. Как говорилось выше, конструкция нашего агрегата не отличается особой сложностью. Скорее всего, не будет сложностей с изготовлением стола и прочих элементов. Но вот сборка плазмотрона — дело непростое. Не располагая определенными знаниями и навыками, изготовить этот элемент невозможно. Его рекомендуется приобретать отдельно. В этом случае нужно собрать систему подачи газа. ЧПУ есть в свободной продаже.
Требования к безопасности и эксплуатации
Хоть плазменные металлорежущие станки — оборудование относительно безопасное, к нему, тем не менее, предъявляется ряд требований ГОСТ 12 .3.039−85 и иных нормативных документов. Оговариваются условия, связанные с обслуживающим персоналом и монтажом.
Среди основных положений выделим следующие:
- Обязательно использование СИЗ оператором. Портальные установки при работе производят низкочастотный шум на уровне ультразвука, излучают определенное электромагнитное и инфракрасное излучение, производят продукты окиси азота и прочие вредные испарения. В процессе работы нужно пользоваться защитными очками, наушниками или берушами и т. д. У оператора должно быть специальное эргономичное кресло.
- Помещение, где будет установлен станок, должно быть хорошо проветриваемым и достаточно освещенным. Обязательны принудительные системы вентиляции.
- Качество расходных материалов — портативные и портальные передвижные станки плазменного раскроя должны иметь узел предварительной подготовки используемых материалов.
 С использованием компрессорной установки дополнительно производится монтаж осушителя воздуха, если такового не предусматривает конструкция.
С использованием компрессорной установки дополнительно производится монтаж осушителя воздуха, если такового не предусматривает конструкция. - Системы автоматического прекращения работы. При работе на плазменном станке есть риск возникновения аварийных ситуаций. Автоматическое отключение обеспечивается системами контроля, а происходит это с нарушением норм эксплуатации.
- В помещении, где стоит станок, должны иметься средства пожаротушения и пожарная сигнализация. Оператору вменяется в обязанность прохождение инструктажа о положенных в случае возгорания действиях.
Оператор проходит инструктаж по безопасной эксплуатации и должен получить допуски к работе с данным оборудованием.
Помещение, где предполагается работать на станке с ЧПУ, проверяется пожарным инспектором. Периодически требуется повторная аттестация соответствия требованиям безопасной эксплуатации оборудования.
Возможности станков напрямую зависят от технических характеристик. Приобретая оборудование, первым делом узнайте насчет точности позиционирования и резки, типе стола и другие важных моментах. Важны и характеристики плазмотрона, но так как в большинстве станков данный рабочий инструмент может заменяться, его параметры не являются определяющими.
Важны и характеристики плазмотрона, но так как в большинстве станков данный рабочий инструмент может заменяться, его параметры не являются определяющими.
Преимущества и недостатки плазменной резки
Главная
» Статьи » Преимущества плазменной резки
Преимущества и недостатки плазменной резки по сравнению с другими методами резки металлов?
Резка металлов — проблема, с которой приходится сталкиваться и в цеху, и на стройплощадке, и в мастерской. Простые решения вроде автогена устроят многих, но не всех. Если объем работ по резке металла большой, а требования к качеству реза высоки, то стоит подумать об использовании аппарата плазменной резки (плазмореза).
Первые установки и аппараты плазменной резки появились более полувека назад, но широкому кругу мастеров они стали доступны только в последние два десятилетия.
ПРЕИМУЩЕСТВА:
Какие преимущества в работе дает аппарат или станок плазменной резки металла в работе?
1. При правильном подборе мощности он позволит в 4-10 раз (по сравнению кислородной горелкой) повысить производительность. По этому параметру плазморез уступит лишь промышленной лазерной установке, зато намного выиграет в себестоимости. Экономически целесообразно использовать плазменную резку на толщинах металла до 50-60мм. Кислородная же резка более предпочтительна при раскрое стальных листов толщиной свыше 50 мм.
2. УНИВЕРСАЛЬНОСТЬ. Плазменная резка позволяет обрабатывать и сталь, и чугун, и алюминий, и медь, и титан, и любой другой металл, причем работы выполняются с использованием одного и того же оборудования: достаточно выбрать оптимальный режим по мощности и выставить необходимое давление воздуха. Важно отметить и то, что качество подготовки поверхности материала особого значения не имеет: ржавчина, краска или грязь помехой не станут.
3. ТОЧНОСТЬ и ВЫСОКОЕ КАЧЕСТВО РЕЗА. Современные плазморезы обеспечивают минимальную ширину реза и «чистые» без наплывов, перекаливания и грата кромки, почти не требующие дополнительной обработки. Немаловажно и то, что зона нагрева обрабатываемого материала намного меньше, чем при использовании автогена, а поскольку термическое воздействие на участке реза минимально, то и тепловые деформации вырезанных деталей незначительны, даже если они небольшой толщины.
ТОЧНОСТЬ и ВЫСОКОЕ КАЧЕСТВО РЕЗА. Современные плазморезы обеспечивают минимальную ширину реза и «чистые» без наплывов, перекаливания и грата кромки, почти не требующие дополнительной обработки. Немаловажно и то, что зона нагрева обрабатываемого материала намного меньше, чем при использовании автогена, а поскольку термическое воздействие на участке реза минимально, то и тепловые деформации вырезанных деталей незначительны, даже если они небольшой толщины.
4. БЕЗОПАСНОСТЬ, обусловленная отсутствием взрывоопасных газовых баллонов.
5. НИЗКИЙ уровень загрязнения окружающей среды. Касательно экономической стороны вопроса, то совершенно очевидно, что при больших объемах работ плазменная резка выгоднее той же кислородной или, например, механической. В остальных же случаях нужно учитывать не материалы, а трудоемкость использования. Например, сделать фигурный рез в толстом листе недолго и автогеном, но может потребоваться продолжительная шлифовка краев.
НЕДОСТАТКИ:
Ну а теперь поговорим о недостатках. Первый из них — относительно скромная максимально допустимая толщина реза, которая даже у мощных аппаратов редко превышает 80-100 мм. В случае же с кислородной резкой максимально допустимая толщина реза для стали и чугуна может достигать 500 мм.
Следующий недостаток метода — довольно жесткие требования к отклонению от перпендикулярности реза. В зависимости от толщины детали угол отклонения не должен превышать 10-50°. При выходе за эти пределы наблюдается значительное расширение реза и, как одно из следствий, быстрый износ расходных материалов.
Наконец, сложность рабочего оборудования делает практически невозможным одновременное использование двух резаков, подключенных к одному аппарату, что с успехом применяется при резке штучным электродом.
Процесс плазменной резки (принцип работы плазмореза)
Для начала определим, что же есть плазма. В данном случае это нагретый электрической дугой до высокой температуры (порядка 25000 °C) воздух в ионизированном состоянии. Последнее означает, что он утрачивает свойства диэлектрика и приобретает способность проводить электрический ток. В процессе резки плазменный поток становится проводником для тока, расплавляющего металл, и сам же его выдувает.
Для начала определим, что же есть плазма. В данном случае это нагретый электрической дугой до высокой температуры (порядка 25000 °C) воздух в ионизированном состоянии. Последнее означает, что он утрачивает свойства диэлектрика и приобретает способность проводить электрический ток. В процессе резки плазменный поток становится проводником для тока, расплавляющего металл, и сам же его выдувает.
Рабочий орган аппарата называется плазмотрон. Под этим словом подразумевается плазменный резак с кабель-шланговым пакетом, подключаемый к аппарату. Иногда плазмотроном ошибочно называют аппарат плазменной резки целиком. Разновидностей плазмотронов достаточно много. Но наиболее распространены и более всего пригодны для резки металлов плазмотроны постоянного тока прямой полярности.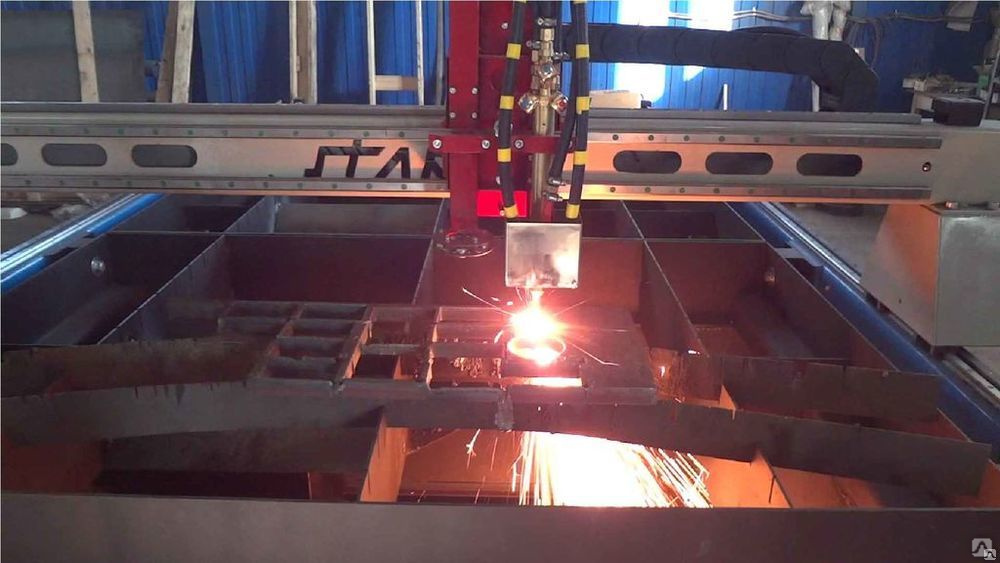 По виду дуги различают плазмотроны прямого и косвенного действия. В первом случае разрезаемое изделие включено в электрическую цепь, и дуговой разряд возникает между металлической деталью и электродом плазматрона. Именно такие плазмотроны применяются в устройствах, предназначенных для обработки металлов, включая и аппараты воздушно-плазменной резки. Плазматроны косвенного действия применяются, в основном, для обработки неэлектропроводных материалов (у них электрическая дуга возникает в самом резаке).
По виду дуги различают плазмотроны прямого и косвенного действия. В первом случае разрезаемое изделие включено в электрическую цепь, и дуговой разряд возникает между металлической деталью и электродом плазматрона. Именно такие плазмотроны применяются в устройствах, предназначенных для обработки металлов, включая и аппараты воздушно-плазменной резки. Плазматроны косвенного действия применяются, в основном, для обработки неэлектропроводных материалов (у них электрическая дуга возникает в самом резаке).
Сопло — важнейший элемент, определяющий возможности плазмотрона. При плазменной резке применяются сопла небольшого (до 3 мм) диаметра и большой (9-12 мм) длины. От размера диаметра сопла плазмотрона зависит количество воздуха, которое способен пропустить плазмотрон, этот параметр необходимо учитывать при подборе компрессора. Это также влияет на ширину реза и охлаждение плазмотрона. Что касается длины, то чем она больше, тем выше качество реза. Однако чрезмерное увеличение этого параметра ведет к снижению надежности работы и быстрому разрушению сопла. Считается, что длина канала должна быть больше диаметра в 1,5-1,8 раза.
Считается, что длина канала должна быть больше диаметра в 1,5-1,8 раза.
Электродом (катодом) внутри плазматрона служит металлический стержень — другие конструкции в недорогих аппаратах не применяются. То же можно сказать и о материале: разновидностей изобилие, но массово используется лишь электрод из гафния.
Теперь пару слов о рабочих газах, используемых при плазменной резке. Их можно разделить на плазмообразующие и защитные (транспортирующие). Для резки в обычных плазменных системах бытового назначения (сила тока дуги — ниже 200 А, максимальная толщина реза — до 50 мм) сжатый воздух применяют и как плазмообразующий, и как защитный газ. При этом достигается удовлетворительное качество реза, хотя и наблюдается некоторое азотирование и окисление обрабатываемой поверхности. В более сложных системах применяются иные газовые смеси, содержащие кислород, азот, водород, гелий, аргон.
Выбор аппарата плазменной резки
Даже самые доступные аппараты плазменной резки сложны и довольно дороги в сравнении, например, со сварочными, поэтому к выбору недешевой техники нужно подходить осознанно. Прежде всего необходимо определиться, как обычно, с целями и задачами.
Прежде всего необходимо определиться, как обычно, с целями и задачами.
Первый параметр, без учета которого бесполезно учитывать остальные, — это максимально допустимая толщина реза. Данная величина обычно приводится для углеродистой стали, реже — для нержавеющей, еще реже — для алюминия и очень редко — для меди. Поскольку на максимально допустимую глубину реза сильно влияет теплопроводность материала, то для сплавов на основе меди этот показатель примерно на 30% ниже, чем для сплавов на основе железа. И если в технических характеристиках аппарата заявлена максимально допустимая толщина реза стали в 10 мм, это будет означать, что максимальная глубина реза медных сплавов составит 7 мм. Таким образом, вторым по важности показателем станет тип сплава, с которым предстоит работать.
Следующий фактор — планируемый режим эксплуатации плазмореза. Как и в случае со сварочными аппаратами, он определяется параметром «ПВ» (продолжительность включения), который определяет отношение времени работы аппарата ко времени, необходимому для его охлаждения. В некоторых промышленных аппаратах плазменной резки ПВ может приближаться к 100%, для ручной же резки металла вполне достаточно 40-50%.
В некоторых промышленных аппаратах плазменной резки ПВ может приближаться к 100%, для ручной же резки металла вполне достаточно 40-50%.
На практике это выглядит следующим образом. Если ПВ плазмореза составляет 50%, то в течение часа эксплуатации он должен 30 минут работать и 30 минут остывать. При ручной резке приходится время от времени перемещаться или перемещать изделие и периодически выключать кнопку поджига на плазмотроне. Это время как раз и идет в зачет охлаждения, и поэтому работа кажется непрерывной. Такая формула дает сбой при работе с толстыми листами металла или при автоматической плазменной резке с ЧПУ, когда время реза может быть значительным. Дело в том, что параметр ПВ определяется для 10-минутного цикла, поэтому в начале смены, пока аппарат холодный, он будет отработать без перерыва и 15 минут даже при низком ПВ, а вот при цикличной работе может отключиться и после 5 минут непрерывной резки.
Когда ключевые параметры, определяющие принципиальную возможность использования аппарата, определены, следует уделить внимание такому аспекту, как удобство использования. Тут первостепенное значение приобретает мобильность, точнее, радиус действия, на который можно свободно удаляться от малоподвижного аппарата, «прикованного» к своему месту компрессором. Так, длина кабель-шлангового пакета плазмотрона может варьироваться до десятков метров. Кстати, важна не только длина: некоторые производители заявляют ее на уровне 30 м и более, но «забывают» сообщить о том, имеются ли евроразъемы на плазмотроне и источнике. Если таких разъемов нет, то укоротить или удлинить плазмотрон вряд ли получится, и всякий раз разматывать его для того, чтобы резать небольшие по размерам листы, будет утомительно. Главный же минус длинного плазматрона не в этом, а в том (и производители об этом, как правило, тоже умалчивают!), что при его длине свыше 20 метров наблюдается потеря мощности, причем довольно ощутимая. Поэтому разумнее всего выбирать плазмотрон небольшой (6-12 м) длины, оснащенный евроразъемом, чтобы при необходимости была возможность удлинить конструкцию, используя быстронаращиванмый удлинитель плазмотрона.
Тут первостепенное значение приобретает мобильность, точнее, радиус действия, на который можно свободно удаляться от малоподвижного аппарата, «прикованного» к своему месту компрессором. Так, длина кабель-шлангового пакета плазмотрона может варьироваться до десятков метров. Кстати, важна не только длина: некоторые производители заявляют ее на уровне 30 м и более, но «забывают» сообщить о том, имеются ли евроразъемы на плазмотроне и источнике. Если таких разъемов нет, то укоротить или удлинить плазмотрон вряд ли получится, и всякий раз разматывать его для того, чтобы резать небольшие по размерам листы, будет утомительно. Главный же минус длинного плазматрона не в этом, а в том (и производители об этом, как правило, тоже умалчивают!), что при его длине свыше 20 метров наблюдается потеря мощности, причем довольно ощутимая. Поэтому разумнее всего выбирать плазмотрон небольшой (6-12 м) длины, оснащенный евроразъемом, чтобы при необходимости была возможность удлинить конструкцию, используя быстронаращиванмый удлинитель плазмотрона. Это будет, кстати, удобно и при работе на открытом воздухе в неблагоприятных условиях, когда выносить из помещения аппарат нежелательно. Однако, как уже отмечалось, использовать удлинитель нужно лишь в случае действительной необходимости.
Это будет, кстати, удобно и при работе на открытом воздухе в неблагоприятных условиях, когда выносить из помещения аппарат нежелательно. Однако, как уже отмечалось, использовать удлинитель нужно лишь в случае действительной необходимости.
Очень важный вопрос — проблема расходных материалов: электродов (катодов) и сопел. Важно, чтобы они были доступны и недороги. Как правило, износ этих деталей происходит или одновременно или с небольшим «разбросом» (один катод на два сопла). Одного сопла в среднем хватает на целую рабочую смену (при работе с деталями, толщиной до 10 мм).
Момент, не относящийся напрямую к плазматрону, но требующий обязательного учета, — это система подачи воздуха. Если отбросить самые маломощные модели, оборудованные встроенным компрессором и воспринимаемые многими профессионалами как малополезные игрушки, то следует помнить, что для работы плазматрону нужен мощный компрессор. И не он один: при достаточно большом расходе воздуха (100-250 л/мин при 0,4-0,6 МПа) жесткие требования предъявляются и к его качеству, а значит не обойтись без вспомогательных устройств — таких как влаго- и маслоотделители, фильтры. Поступать в аппарат воздух должен равномерно, без пульсаций, поскольку они серьезно влияют на стойкость сопел и электродов, на стабильность поджига дуги и, как следствие, на качество реза, а значит, нужен объемный ресивер.
Поступать в аппарат воздух должен равномерно, без пульсаций, поскольку они серьезно влияют на стойкость сопел и электродов, на стабильность поджига дуги и, как следствие, на качество реза, а значит, нужен объемный ресивер.
ПРЕДЛОЖЕНИЕ ДЛЯ ЛЮБИТЕЛЯ
Среди современных устройств плазменной резки можно выделить отдельную и наиболее интересную для рядового потребителя категорию — переносные инверторные источники плазмы, применяемые при ручной резке. Их основные достоинства: низкое энергопотребление, компактность, небольшой вес, эргономичный дизайн. Недостатки: ограничение по максимальной мощности (не более 70 А), и, как следствие, по максимальной толщине реза (до 15-20 мм). Также придется мириться с невысокой продолжительностью включения и чувствительностью к перепадам напряжения. Оборудование, выходящие за рамки этого типа, как правило, рассчитано на промышленное применение.
Большинство аппаратов с плазмотронами воздушного охлаждения пригодны для резки металлических деталей толщиной до 50 мм. Для резки деталей толщиной свыше 50 мм или для увеличения производительности применяют более сложные и дорогие аппараты с плазмотронами водяного охлаждения
Для резки деталей толщиной свыше 50 мм или для увеличения производительности применяют более сложные и дорогие аппараты с плазмотронами водяного охлаждения
Максимальная глубина реза определяет толщину материала, которая может быть разрезана данным аппаратом в принципе. Скорость работы при этом в расчет не берется. Чтобы комфортно и быстро работать с деталями толщиной 3-4 мм, следует выбирать аппарат, максимально допустимая глубина реза которого — 8-10 мм.
Унифицированные разъемы для плазмотронов производятся в соответствии с европейскими стандартами и состоят из розеток (со стороны источника плазмы) и вилок (со стороны резака). Преимущество подобной системы заключается в возможности при необходимости удлинить или укоротить конструкцию без ощутимой потери мощности, прочности и электрического контакта.
Износ сопла заключается в нарушении его геометрической формы, что негативно влияет на качество реза. Износ же катода приводит к выработке стержня (допустимая глубина выработки — не более 1,5 мм), в результате чего может произойти пригорание катода к головке плазмотрона и его (плазмотрона) перегрев.
При минусовых температурах необходимо соблюдать определенные меры предосторожности. Поскольку в ресивере и шлангах образуется конденсат, который в случае замерзания может вывести из строя оборудование, то после окончания работ шланги обязательно продувают, а сам компрессор хранят в помещении с плюсовой температурой.
Принцип работы и оборудование для плазменной сварки
Плазменной сваркой называют процесс плавления, в котором используется сжатая дуга для нагрева. Дуга считается сжатой, когда ее столб сжимается потоком газов для сварки (азота, аргона) либо соплом горелки, используемой в плазменно-дуговой сварке. Под плазмой подразумевается газ, наполненный разнородно заряженными атомами с нулевым суммарным зарядом.
Плазма образуется внутри сопла, обжимаясь в нем образующим плазму газом и охлаждаемыми водой стенками и стабилизируясь. Это способствует образованию концентрированного столба дуги со значительным увеличением числа ударений друг с другом частиц плазмы. Одновременно сильно повышаются температура столба дуги со степенью ионизации, а также плазменная кинетическая энергия, используемая в аппаратах плазменной резки и сварки. Горелка, называемая еще плазмотроном, представляет собой приспособление, предназначенное для образования направленного потока плазмы. Он, обладая значительным запасом энергии, способен перемещаться со значительной скоростью.
Одновременно сильно повышаются температура столба дуги со степенью ионизации, а также плазменная кинетическая энергия, используемая в аппаратах плазменной резки и сварки. Горелка, называемая еще плазмотроном, представляет собой приспособление, предназначенное для образования направленного потока плазмы. Он, обладая значительным запасом энергии, способен перемещаться со значительной скоростью.
Дуги со струями в плазменной сварке металла получают с помощью устройств с различными схемами. Дуга плазмы получается от совмещения канала с соплом, причем обрабатываемый материал служит одним из электродов, а столб дуги совмещен со струей плазмы. Разряд дуги, получаемый между электродами, создает струю плазмы. В качестве одного из электродов могут выступать как само изделие, так и стены канала с раздельным соплом.
Сущность технологии плазменной сварки
В основе принципа работы плазменной сварки лежит образование посредством осциллятора плазменной дуги. Чтобы облегчить эту операцию пользуются обычной дугой, имеющейся между электродом и горелкой. Питает дугу, образующую плазму, источник сварочного тока. Аппараты плазменной сварки работают на токах с прямой полярностью.
Чтобы облегчить эту операцию пользуются обычной дугой, имеющейся между электродом и горелкой. Питает дугу, образующую плазму, источник сварочного тока. Аппараты плазменной сварки работают на токах с прямой полярностью.
С использованием плазменной, то есть сжатой, дуги проводят сварку почти любых металлов в соединениях всех пространственных положений. В виде газа, образующего плазму, в установках плазменной сварки служат аргон с гелием, они же применяются и в качестве защиты. К достоинствам этой сварки относят большую эффективность с незначительной чувствительностью к изменениям длины дуги, а также способность к удалению вольфрамовых частиц из металла шва. При этом возможно без скоса кромок сваривание металлов толще 15 мм с особым грибовидным проваром. Эта особенность объяснима получением в основном материале отверстия, проходящего насквозь. В него возможен выход плазменной струи с переходом на обратную часть детали. В сущности, вся процедура является прорезанием детали с последующей заваркой разреза.
Плазменной сварке и резке доступны многие соединения. Например, стыковые – с металлом толщиной около 2 мм варят с проведением отбортовки кромок, а при работе с заготовками большей толщины (около 10 мм) рекомендован скос кромок. Когда это необходимо, применяют добавочный металл. Сварка металлических деталей с толще 25 мм требует разделки кромок с ее углом и глубиной намного меньшими, чем в случае использования аргонодуговой сваркие. Благодаря этому технология плазменной сварки позволяет снизить в несколько раз количество используемого присадочного материала. Он вводится в плазменную струю по краю сварочной ванны. Самым большим числом достоинств обладает сварка сжатой дугой для работы с листовым металлом без разделывания кромок и пользования присадочным материалом.
Характеристики плазменной сварки должны позволять соединение толстолистных материалов в несколько проходов без сквозного проплавления. С этой целью при укладке второго и последующих слоев металла требуется регулировка силового воздействия плазменной струи, чтобы не был вытеснен расплавляемый металл из сварочной ванны.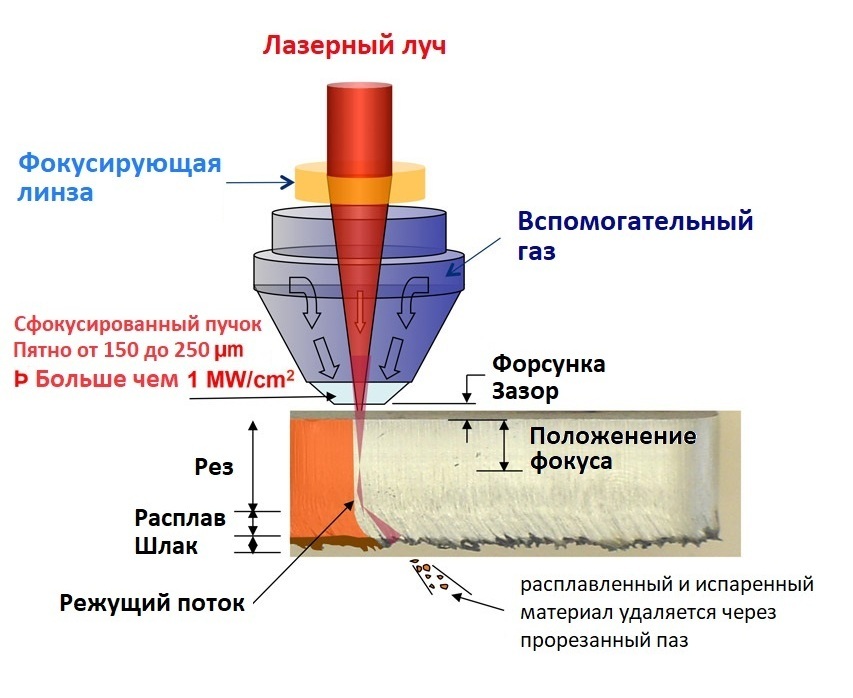 Делается это путем изменения уровня потребления плазмообразующих газов.
Делается это путем изменения уровня потребления плазмообразующих газов.
Характеристики оборудования для плазменной сварки
Основная часть сварочных работ с металлами и сплавами малой толщины (около миллиметра) также ведется плазменной сваркой. Применение прочих видов сварки для этих случаев не всегда доступно из-за ряда причин, кроющихся в эксплуатации, технологии либо конструкции изделия. А оборудование для плазменной сварки, использующее большие токи, формирует посредством плазмотрона дугу, обладающую намного устойчивостью в пространстве большей, чем просто горящая дуга. Причем разделение в подаче газов (защитного и плазмообразующего) способствует применению для сварки разнообразных газовых смесей.
Такое устройство плазменной сварки благодаря наличию сжатой дуги идеально в соединении тонколистных материалов. Этим обусловлено возникновение по сути отдельного метода соединения деталей – микроплазменной сварки для особенно тонких металлических материалов, осуществляемой посредством малоамперной сжатой дуги. Используемая для этого в виде концентрированного источника тепла сжатая дуга называется микроплазмой. Она возбуждается особыми горелками – плазмотронами. Применение такой дуги способствует надежности операции сварки даже на самом небольшом токе, это позволяет варить достаточно тонкий металл, что невозможно сделать посредством аргонодуговой сварки.
Используемая для этого в виде концентрированного источника тепла сжатая дуга называется микроплазмой. Она возбуждается особыми горелками – плазмотронами. Применение такой дуги способствует надежности операции сварки даже на самом небольшом токе, это позволяет варить достаточно тонкий металл, что невозможно сделать посредством аргонодуговой сварки.
Для работ с тугоплавкими либо химически активными металлами сварочные аппараты плазменной сварки позволяют вести сварочные работы в вакууме. Они обеспечивают высокое качество сварки материала толще 1 мм. Такая возможность существует из-за сжатия дуги с низким давлением на токе больше 80 А. Ее импульсное питание способствует уменьшению обычных сварочных токов с сохранением значительной частоты импульсов. Возможности импульсного режима позволяют вести регулировку в большом диапазоне не только тока, но и мощности плазменной дуги с низким давлением. Все это позволят варить очень тонкий металл.
Аппараты плазменной сварки, ценой ненамного отличающиеся от прочего оборудования, широко используются при сварке и резке тонколистного металла: сталей (нержавеющей и углеродистой), химически активных либо цветных металлов с их сплавами. Микроплазма также активно применяется в сварке и пайке тонких сеток, неметаллических изделий и фольги.
Микроплазма также активно применяется в сварке и пайке тонких сеток, неметаллических изделий и фольги.
Плазменно-дуговая резка. Вопросы процесса и оборудования
Процесс плазменной дуги всегда рассматривался как альтернатива кислородно-топливному процессу. В этой части серии описываются основы процесса с акцентом на рабочие характеристики и преимущества многих вариантов процесса.
Щелкните здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Основы процесса
Процесс плазменной резки показан на Рис. 1 . Основной принцип заключается в том, что дуга, образующаяся между электродом и заготовкой, сужается медным соплом с мелким отверстием. Это увеличивает температуру и скорость плазмы, выходящей из сопла. Температура плазмы превышает 20 000°C, а скорость может приближаться к скорости звука. При резке поток плазмообразующего газа увеличивается так, что глубоко проникающая плазменная струя прорезает материал, а расплавленный материал удаляется в вытекающей плазме.
Процесс отличается от кислородно-топливного процесса тем, что в плазменном процессе используется дуга для плавления металла, тогда как в кислородно-топливном процессе кислород окисляет металл, а тепло экзотермической реакции плавит металл. . Таким образом, в отличие от кислородно-топливного процесса, плазменный процесс можно применять для резки металлов, образующих тугоплавкие оксиды, таких как нержавеющая сталь, алюминий, чугун и сплавы цветных металлов.
Источник питания
Источник питания, необходимый для плазменно-дугового процесса, должен иметь падающую характеристику и высокое напряжение. Хотя рабочее напряжение для поддержания плазмы обычно составляет от 50 до 60 В, напряжение холостого хода, необходимое для зажигания дуги, может достигать 400 В постоянного тока.
При инициировании вспомогательная дуга формируется внутри корпуса горелки между электродом и соплом. Для резки дуга должна быть перенесена на заготовку в так называемом «перенесенном» режиме дуги. Электрод имеет отрицательную полярность, а заготовка – положительную, так что большая часть энергии дуги (примерно две трети) используется для резки.
Электрод имеет отрицательную полярность, а заготовка – положительную, так что большая часть энергии дуги (примерно две трети) используется для резки.
Состав газа
В традиционной системе с использованием вольфрамового электрода плазма является инертной, образованной с использованием либо аргона, либо аргона-H 2 или азот. Однако, как описано в Варианты процесса , можно использовать окисляющие газы, такие как воздух или кислород, но электрод должен быть из меди с гафнием.
Поток плазмообразующего газа имеет решающее значение и должен быть установлен в соответствии с текущим уровнем и диаметром отверстия сопла. Если расход газа слишком мал для текущего уровня или уровень тока слишком высок для диаметра отверстия сопла, дуга сломается, образуя две последовательные дуги: электрод к соплу и сопло к заготовке. Эффект «двойной дуги» обычно катастрофичен при плавлении сопла.
Качество резки
Качество кромки плазменной резки такое же, как и при кислородно-топливном процессе. Однако, поскольку плазменный процесс режет плавлением, характерной чертой является более высокая степень плавления по направлению к верхней части металла, что приводит к закруглению верхней кромки, плохой прямоугольности кромки или скосу кромки реза. Поскольку эти ограничения связаны со степенью сужения дуги, доступно несколько конструкций горелок, улучшающих сужение дуги и обеспечивающих более равномерный нагрев в верхней и нижней части реза.
Однако, поскольку плазменный процесс режет плавлением, характерной чертой является более высокая степень плавления по направлению к верхней части металла, что приводит к закруглению верхней кромки, плохой прямоугольности кромки или скосу кромки реза. Поскольку эти ограничения связаны со степенью сужения дуги, доступно несколько конструкций горелок, улучшающих сужение дуги и обеспечивающих более равномерный нагрев в верхней и нижней части реза.
Варианты процесса
Варианты процесса, Рис. 2а-2е , в основном были разработаны для улучшения качества резки и стабильности дуги, снижения шума и образования дыма или увеличения скорости резки.
Двойной газ
Процесс работает в основном так же, как и обычная система, но вокруг сопла вводится вторичный газовый экран, Рис. 2a . Положительные эффекты вторичного газа заключаются в усилении сужения дуги и более эффективном «выдувании» окалины. Плазмообразующий газ обычно представляет собой аргон, аргон-H 2 или азот, а вторичный газ выбирается в зависимости от разрезаемого металла.
Сталь
воздух, кислород, азот
Нержавеющая сталь
азот, аргон-H 2 , CO 2
- Алюминий
аргон-H 2 , азот/CO 2
Преимущества по сравнению с обычной плазмой:
- Снижение риска «двойного искрения»
- Более высокие скорости резания
- Уменьшение закругления верхней кромки
Впрыск воды
В качестве плазмообразующего газа обычно используется азот. Вода впрыскивается радиально в плазменную дугу, Рис. 2b , чтобы вызвать большую степень сжатия. Температура также значительно повышается, достигая 30 000°C.
Преимущества по сравнению с обычной плазмой:
- Улучшение качества и прямоугольности резки
- Повышенная скорость резания
- Меньший риск «двойного искрения»
- Уменьшение эрозии сопла
Водяной кожух
Плазма может работать либо с водяным кожухом, Рис. 2c , либо даже с заготовкой, погруженной на глубину от 50 до 75 мм ниже поверхности воды. По сравнению с обычной плазмой вода действует как барьер, обеспечивая следующие преимущества:
2c , либо даже с заготовкой, погруженной на глубину от 50 до 75 мм ниже поверхности воды. По сравнению с обычной плазмой вода действует как барьер, обеспечивая следующие преимущества:
Удаление дыма
- Снижение уровня шума
- Увеличенный срок службы сопла
В типичном примере уровня шума при высоком токе 115 дБ для обычной плазмы водяной экран эффективно снижает уровень шума примерно до 96 дБ, а под водой — до 52–85 дБ.
Поскольку водяной экран не увеличивает степень сужения, прямоугольность режущей кромки и скорость резания заметно не улучшаются.
Воздушная плазма
Инертный или нереакционноспособный плазмообразующий газ (аргон или азот) можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония, закрепленный в медном держателе, Рис. 2d . Воздух также может заменить воду для охлаждения горелки. Преимущество воздушно-плазменной горелки в том, что в ней вместо дорогостоящих газов используется воздух.
Следует отметить, что хотя электрод и сопло являются единственными расходными материалами, электроды с гафниевым наконечником могут быть дороже по сравнению с вольфрамовыми электродами.
Плазменная резка с высоким допуском
В попытке улучшить качество резки и конкурировать с превосходным качеством резки лазерных систем, доступны системы плазменной дуговой резки с высоким допуском (HTPAC), которые работают с сильно сжатой плазмой. Фокусировка плазмы осуществляется за счет закручивания плазмы, генерируемой кислородом, когда она входит в отверстие для плазмы, а вторичный поток газа впрыскивается ниже по потоку от плазменного сопла, Рис. 2e . Некоторые системы имеют отдельное магнитное поле, окружающее дугу. Это стабилизирует струю плазмы за счет поддержания вращения, вызванного закрученным газом. Преимущества систем HTPAC:
- Качество резки находится между обычной плазменной дугой и лазерной резкой
- Узкий пропил
- Меньшая деформация благодаря меньшей зоне термического влияния
HTPAC — это механизированная техника, требующая точного и высокоскоростного оборудования. Основные недостатки заключаются в том, что максимальная толщина ограничена примерно 6 мм, а скорость резки обычно ниже, чем у обычных плазменных процессов, и составляет примерно 60-80% скорости лазерной резки.
Основные недостатки заключаются в том, что максимальная толщина ограничена примерно 6 мм, а скорость резки обычно ниже, чем у обычных плазменных процессов, и составляет примерно 60-80% скорости лазерной резки.
Эта статья была подготовлена Биллом Лукасом в сотрудничестве с Дерриком Хилтоном, BOC.
Процесс заключается в нагревании газа до температуры, при которой он ионизируется или проводит электричество. Газ находится под давлением и выстреливается над вольфрамовым электродом.
Станок плазменной резки добавляет электричество, которое образует цепь с металлом, подлежащим резке.
В процессе выделяется тепло, превращающее газ в плазму, которая может резать металл.
Этот процесс можно использовать как для резки, так и для строжки металла. При строжке этот процесс предлагает более низкую стоимость, более низкий уровень дыма и шума по сравнению со строжкой угольной дугой.
Машина относительно проста в использовании… Проверьте газовые линии и соединения, включите воздушный компрессор (для моделей с воздушным охлаждением), а затем включите питание.
Легко!
Обзор
В процессе плазменно-дуговой резки металл разрезается путем плавления секции металла сжатой дугой. Высокоскоростной струйный поток горячего ионизированного газа плавит металл, а затем удаляет расплавленный материал, образуя пропил. Базовая компоновка горелки для плазменной дуговой резки, аналогичной горелке для плазменной дуговой сварки, показана на рис. 10-71.
Существуют три варианта процесса:
- низкоточная плазменная резка
- сильноточная плазменная резка
- резка с добавлением воды
Слаботочная дуговая резка, обеспечивающая высококачественную резку тонких материалов, использует максимальный ток 100 ампер и гораздо меньшую горелку, чем сильноточная версия. Были разработаны модификации процессов и оборудования, позволяющие использовать кислород в дроссельном газе для эффективной резки стали.
Все плазменные резаки сужают дугу, пропуская ее через отверстие, когда она движется от электрода к заготовке. По мере того, как дроссельный газ проходит через дугу, он быстро нагревается до высокой температуры, расширяется и ускоряется при прохождении через сужающее отверстие. Интенсивность и скорость дугового плазменного газа определяются такими переменными, как тип дросселирующего газа и его давление на входе, форма и диаметр сужающего отверстия, а также плотность энергии плазмы на работе.
По мере того, как дроссельный газ проходит через дугу, он быстро нагревается до высокой температуры, расширяется и ускоряется при прохождении через сужающее отверстие. Интенсивность и скорость дугового плазменного газа определяются такими переменными, как тип дросселирующего газа и его давление на входе, форма и диаметр сужающего отверстия, а также плотность энергии плазмы на работе.
Сужение сопла фокусирует дугу. Поток газа регулирует скорость плазмы.
Преимущества и недостатки
Преимущества
Процесс плазменной резки имеет множество преимуществ:
- Небольшой риск изменения формы металла (так называемая деформация)
- Точная резка
- Резка без шлака при работе с алюминием, нержавеющей и углеродистой сталью
- Работает во всех положениях
- Быстрый процесс
- Работает со многими типами металлов
- Не требуются газовые баллоны
Недостатки
Некоторые недостатки плазменной резки:
- Создает небольшой скос (7 градусов – приблизительно)
- Риск поражения электрическим током при небезопасной эксплуатации
- Требуется источник чистого воздуха — некоторые теперь поставляются с компрессорами, построенными в
- Для работы требуется электричество, поэтому он не полностью портативный
- Нерентабельно для очень толстой стали
Плазменно-дуговая резка
Основная схема плазменно-дуговой резки показана на рис. 10-72. Процесс работает на постоянном токе, прямой полярности (dcsp), отрицательном электроде, с ограниченной переносимой дугой.
10-72. Процесс работает на постоянном токе, прямой полярности (dcsp), отрицательном электроде, с ограниченной переносимой дугой.
В режиме переносной дуги дуга зажигается между электродом горелки и заготовкой. Дуга инициируется вспомогательной дугой между электродом и сужающим соплом. Форсунка подключается к земле (плюс) через токоограничивающий резистор и контакт реле вспомогательной дуги.
Вспомогательная дуга инициируется высокочастотным генератором, соединенным с электродом и соплом. Затем источник сварочного тока поддерживает эту слаботочную дугу внутри горелки. Ионизированный газ от вспомогательной дуги продувается через сужающее отверстие сопла.
Образует путь с низким сопротивлением для зажигания основной дуги между электродом и заготовкой.
При зажигании основной дуги реле вспомогательной дуги может автоматически размыкаться во избежание ненужного нагрева сужающего сопла.
Принципы работы
Расходные материалы для плазменной резки: качество и скорость резки снижаются при повреждении электрода или наконечника сопла
Основная схема плазменной резки показана на рис. 10-72. Процесс работает на постоянном токе, прямой полярности (dcsp), отрицательном электроде, с ограниченной переносимой дугой. В режиме переносной дуги дуга зажигается между электродом горелки и заготовкой. Дуга инициируется вспомогательной дугой между электродом и сужающим соплом. Форсунка подключается к земле (плюс) через токоограничивающий резистор и контакт реле вспомогательной дуги. Дежурная дуга инициируется высокочастотным генератором, соединенным с электродом и соплом.
10-72. Процесс работает на постоянном токе, прямой полярности (dcsp), отрицательном электроде, с ограниченной переносимой дугой. В режиме переносной дуги дуга зажигается между электродом горелки и заготовкой. Дуга инициируется вспомогательной дугой между электродом и сужающим соплом. Форсунка подключается к земле (плюс) через токоограничивающий резистор и контакт реле вспомогательной дуги. Дежурная дуга инициируется высокочастотным генератором, соединенным с электродом и соплом.
Базовая схема плазменной дуговой резки — Рис. 10-72
Затем источник сварочного тока поддерживает эту дугу слабого тока внутри горелки. Ионизированный газ от вспомогательной дуги продувается через сужающее отверстие сопла. Это формирует путь с низким сопротивлением для зажигания основной дуги между электродом и заготовкой. Когда загорается основная дуга, реле вспомогательной дуги может автоматически размыкаться во избежание ненужного нагрева сужающего сопла.
Поскольку сужающее плазму сопло подвергается воздействию высоких температур факела плазмы (примерно от 18 032 до 25 232 °F (от 10 000 до 14 000 °C)), сопло должно быть изготовлено из меди с водяным охлаждением. Кроме того, горелка должна быть рассчитана на создание пограничного слоя газа между плазмой и соплом.
Кроме того, горелка должна быть рассчитана на создание пограничного слоя газа между плазмой и соплом.
См. также : Газы для плазменной резки – Руководство по выбору
Горелки
Плазменная горелка для запуска дуги
Горелки для плазменной резки подходят к держателям резака в автоматических машинах для газовой резки.
Как правило, при запуске плазменно-дугового резака поместите наконечник на 1/4″ над пластиной. Не прикасайтесь к пластине (следуйте указаниям производителя).
Всегда начинайте с края с небольшим количеством металла под наконечником.
Сильноточная резка
Узкий разрез, оставшийся после процесса плазменной резки
Для резки на сильном токе резак устанавливается на механическую каретку. Автоматическая фигурная резка может быть выполнена на том же оборудовании, что и кислородная резка, если достижима достаточно высокая скорость перемещения. Вокруг плазмы используется водяная струя для уменьшения дыма и шума. Рабочие столы, содержащие воду, контактирующую с нижней стороной разрезаемого металла, также снижают уровень шума и дыма.
Рабочие столы, содержащие воду, контактирующую с нижней стороной разрезаемого металла, также снижают уровень шума и дыма.
Позиции резки
Горелка для плазменной резки может использоваться во всех положениях. Его также можно использовать для прокалывания отверстий и выдалбливания. Резак имеет специальную конструкцию для резки и не используется для сварки.
При использовании в неплоских положениях используйте маломощные плазменные машины с током менее 100 ампер. Машины большей мощности могут быть опасны, когда они находятся вне горизонтального положения.
Процедуры
Процедуры плазменной дуговой резки следующие (см. инструкции производителя для вашего конкретного устройства, это общие рекомендации):
- Проверьте давление воздуха (должно быть около 70 фунтов на квадратный дюйм).
- Прикрепил зажим заземления к разрезаемому металлу
- Включите резку
- Отрегулируйте силу тока в соответствии со спецификацией производителя для металла и толщины металла
- Позиционный экран, вырезанный по металлу
- Нажмите кнопку зажигания и установите дугу
- Переместите дугу над линией разреза и выполните разрез.
 При необходимости используйте направляющую планку, которая поможет сделать более ровный срез. Держите защитный колпачок и сужающую насадку на расстоянии от 1/8″ до 1/4″ над разрезаемой поверхностью. Не тяните защитную чашку и сужающую насадку по металлу, если только они не предназначены для такого использования. Совет. Сделайте разрез на обратной стороне линии разреза.
При необходимости используйте направляющую планку, которая поможет сделать более ровный срез. Держите защитный колпачок и сужающую насадку на расстоянии от 1/8″ до 1/4″ над разрезаемой поверхностью. Не тяните защитную чашку и сужающую насадку по металлу, если только они не предназначены для такого использования. Совет. Сделайте разрез на обратной стороне линии разреза. - Используйте меньшую скорость перемещения для более толстого металла. Направление резака (вбок, назад, вперед) по выбору резака.
- Переместите резак как можно быстрее.
- При использовании сжатого воздуха убедитесь, что в нем нет влаги. Для линии доступен воздушный фильтр, который может кондиционировать воздух для повышения качества плазменной резки.
Металлы
Металлы, которые обычно режут с помощью этого процесса, это алюминий и нержавеющая сталь. Этот процесс также можно использовать для резки большинства металлов, не содержащих железа (цветных), а также:
- алюминий
- латунь
- углеродистая сталь
- чугун
- медные сплавы
- медь
- высокое содержание никеля
- магний
- мягкая сталь
- сплавы никеля
- нержавеющая сталь
Элементы управления
Для регулировки потока плазмы и вторичного газа требуются специальные элементы управления. Требуется вода для охлаждения горелки, которая контролируется датчиками давления или расхода для защиты горелки. Система охлаждения должна быть автономной, включающей циркуляционный насос и теплообменник.
Требуется вода для охлаждения горелки, которая контролируется датчиками давления или расхода для защиты горелки. Система охлаждения должна быть автономной, включающей циркуляционный насос и теплообменник.
Варианты процесса
Несколько вариантов процесса используются для улучшения качества PAC для конкретных приложений. Как правило, они применимы к материалам толщиной от 1/8 до 1-1/2 дюйма (от 3 до 38 мм). Вспомогательная защита в виде газа или воды используется для улучшения качества резки.
Двухпоточная плазменная резка
Двухпоточная плазменная резка обеспечивает вторичную газовую подушку вокруг дуговой плазмы, как показано на рис. 10-73. Обычный дроссельный газ — азот. Защитный газ подбирается в зависимости от разрезаемого материала. Для мягкой стали это может быть углекислый газ (CO2) или воздух; для нержавеющих сталей, CO2; и смесь аргона с водородом для алюминия. Для низкоуглеродистой стали скорость резки немного выше, чем при обычной плазменно-дуговой резке, но качество резки во многих случаях неудовлетворительное.
Дуговая плазменная резка с двойным потоком — Рисунок 10-73
Плазменная резка с водяным экраном
Этот метод аналогичен плазменной резке с двойным потоком. Вместо вспомогательного защитного газа используется вода. Внешний вид среза и срок службы сопла улучшаются за счет использования воды вместо газа в качестве дополнительной защиты. Прямоугольность реза и скорость реза существенно не улучшаются по сравнению с обычным PAC.
Плазменная резка с впрыском воды
В этой модификации процесса PAC используется симметричная падающая струя воды возле сужающего отверстия сопла для дальнейшего сужения плазменного пламени. Расположение показано на рис. 10-74. Струя воды также защищает плазму от смешивания с окружающей атмосферой. Конец сопла может быть изготовлен из керамики, что помогает предотвратить двойное искрение. Плазма, сжатая водой, производит узкий, четко очерченный разрез на скоростях, превышающих скорости обычного PAC. Поскольку большая часть воды выходит из сопла в виде жидкой струи, она охлаждает кромку пропила, создавая острый угол. Прорез чистый. Когда дроссельный газ и вода впрыскиваются по касательной, плазменный газ закручивается, выходя из сопла и водяной струи. Это может создать высококачественную перпендикулярную поверхность на одной стороне пропила. Другая сторона пропила скошена. При фигурной резке направление движения должно быть выбрано для получения перпендикулярного разреза на детали и косого разреза на ломе.
Прорез чистый. Когда дроссельный газ и вода впрыскиваются по касательной, плазменный газ закручивается, выходя из сопла и водяной струи. Это может создать высококачественную перпендикулярную поверхность на одной стороне пропила. Другая сторона пропила скошена. При фигурной резке направление движения должно быть выбрано для получения перпендикулярного разреза на детали и косого разреза на ломе.
Устройство плазменной дуги с впрыском воды — Рис. 10-74
Вентиляция
Количество образующихся газов и зубцов требует использования местной вытяжки для надлежащей вентиляции. Резку следует производить над водоемом, чтобы удаляемые из среза частицы попадали в воду. Это поможет уменьшить количество паров, выбрасываемых в воздух.
При резке объекта, который может отбросить шлейф, например бочки, соблюдайте осторожность или полностью избегайте такой ситуации.
Области применения
Пример плазменной резки
Плазменная дуговая резка может использоваться для резки любого металла. Большинство приложений для:
Большинство приложений для:
- углеродистой стали
- алюминий
- нержавеющая сталь
Может использоваться для резки пакета, снятия фаски с листа, фигурной резки и прокалывания.
Меры предосторожности
При работе с мощным оборудованием необходимо носить средства защиты органов слуха. Уровень шума, создаваемого мощным оборудованием, некомфортный. Резчик должен носить защитные наушники.
Также необходимо носить обычную защитную одежду для защиты резака от дуги. Это касается защитной одежды, перчаток и шлема.
Маска пассивного сварщика должна быть оснащена затемнением №. 9-фильтровая стеклянная линза. В качестве альтернативы вы должны носить шлем с автоматическим затемнением.
Существует множество применений слаботочной плазменной резки, включая резку нержавеющей стали и алюминия для производства и обслуживания. Плазменная резка также может использоваться для пакетной резки, и она более эффективна, чем пакетная резка с помощью кислородно-ацетиленовой горелки. Плазменная строжка с низким током также может использоваться для повышения качества отливок.
Плазменная строжка с низким током также может использоваться для повышения качества отливок.
Избегайте резки во влажных или влажных местах, так как это повышает риск поражения электрическим током.
Используйте машины большей мощности (более 100 ампер) в горизонтальном положении. Точные характеристики уточняйте у производителя.
Поиск и устранение неисправностей
Качество процесса плазменной резки может ухудшиться, если:
- необходимо заменить электрод (двухкратный срок службы электродов сужающего сопла)
- изношена сужающая насадка
Что такое плазменная резка? Определение, станок с ЧПУ, как это работает
В этой статье мы узнаем, что такое плазменная резка, определение, процесс, типы, станок плазменной резки с ЧПУ, области применения, преимущества, недостатки и т. д.
Давайте изучим!
Что такое плазменная резка? Определение
Плазменная резка Определение
Плазменная резка — это метод резки электропроводящих материалов с помощью ускоренной струи горячей плазмы. Он также известен как резка плазменной дугой, потому что внешний источник питания возбуждает газы до такой степени, что они ионизируются и создают плазменную дугу.
Он также известен как резка плазменной дугой, потому что внешний источник питания возбуждает газы до такой степени, что они ионизируются и создают плазменную дугу.
Во-первых, плазменная дуга плавит заготовку, разрезает заданную область и, наконец, сдувает расплавленный металл.
Плазменная резка Значение
Плазма — это четвертое состояние вещества. Лед тает, если мы даем энергию в виде тепла. Этот растаявший лед теперь является водой. Если мы дадим больше тепла, оно превратится в пар. Если мы обеспечиваем нагрев до 11 700 °C, пар ионизируется.
Этот ионизированный газ с высокой энергией является плазмой, четвертым состоянием вещества.
Какое определение плазменной резки Станок с ЧПУ как работает
Плазменная резка также известна как плазменная дуговая резка или плазменная резка плавлением. В нем используется сильно нагретый ионизированный газ из плазменной горелки для нагрева, плавления и резки электропроводящих материалов с получением требуемых конструкций и форм..jpg)
- Этот метод часто называют альтернативой лазерной, газокислородной или гидроабразивной резке.
- Может использоваться для многих металлов, таких как алюминий, сталь, легированная сталь, медь и т. д.
- Подходит для материалов толщиной от 0,5 мм до 180 мм.
- Этот процесс очень эффективен и экономичен; однако у него есть ограничения.
- Блог посвящен процессу, работе, достоинствам, недостаткам и применению плазменной резки.
Краткая историческая справка
Плазменная резка возникла из плазменной сварки в 1960-х годах. Это стало очень продуктивным процессом в 1980-х годах, когда его использовали для резки листового металла. Первые плазменные резаки были медленными, неэффективными и дорогостоящими.
В 19В 80-х и 1990-х годах была представлена технология ЧПУ. Это дало плазменной резке большую гибкость, позволяя резать металл самых разных форм.
За последнее десятилетие производители представили больше функций, которые значительно улучшили процесс. Новые модели имеют небольшие сопла и более тонкие плазменные дуги, которые обеспечивают лазерную точность.
Новые модели имеют небольшие сопла и более тонкие плазменные дуги, которые обеспечивают лазерную точность.
Итак. Новая технология передовая и эффективная, а также экономичная.
Как работает плазменная резка?
Принцип работы плазменной резки
Резка различных типов металлов осуществляется двумя способами: механической резкой и термической резкой. Принцип работы процесса плазменной резки – термическая резка. Термическая резка основана на плавлении металла с использованием тепла вместо механической резки.
Общая работа системы такова, что плазменные резаки используют сжатый воздух или газы, такие как азот. Затем эти газы ионизируются, образуя плазму. Сжатые газы контактируют с электродом, после чего происходит ионизация. Таким образом, создается большее давление. Это нарастание давления толкает поток плазмы к режущей головке.
Что такое станок с ЧПУ для плазменной резки, как работает процесс Изображение: Machinemfg.com
Режущий наконечник сужает поток, что способствует созданию потока плазмы. Затем этот поток подвергается воздействию целевой области. Существует стол для резки, который соединяет целевую область с землей, поскольку плазма является электропроводной. Плазменная дуга контактирует с металлом, и высокая температура плавит его.
Затем этот поток подвергается воздействию целевой области. Существует стол для резки, который соединяет целевую область с землей, поскольку плазма является электропроводной. Плазменная дуга контактирует с металлом, и высокая температура плавит его.
В том же случае расплавленные газы выдуваются высокоскоростными газами. Итак, это основной принцип работы плазменной резки.
Процесс плазменной резки
Существует вариант процесса плазменной резки, но основные принципы и компоненты остаются прежними. Процесс завершается по фазам:
- Пилотная дуга Инициация дуги
- Генерация основной дуги
- Локализованный нагрев и плавление
- Изгнание материала
- Движение дуги
Пилотная дуга
Процесс. Начало с генерации 400V DC DC DC DC DC DC DC DC DC DC DC DC DC DC DC DC D холостое напряжение. Поток сжатого плазмообразующего газа вводится в плазмотронный узел, состоящий из электрода и плазменного сопла. Источник питания подает отрицательное напряжение на электрод, который действует как катод для цепи вспомогательной дуги.
Замыкает контакты разомкнутой цепи форсунки, что временно создает положительное напряжение на форсунке. Следовательно, он служит анодом для цепи вспомогательной дуги.
Инициирование пилотной дуги при плазменной резке Изображение: WeldingPros.net
Затем ACS (пульт запуска дуги) создает высокочастотный потенциал высокого напряжения между электродом и соплом, в результате чего возникает высокочастотная искра. Искра ионизирует плазменный газ, и он становится электропроводным, создавая путь тока с низким сопротивлением между электродом и соплом.
Затем На этом пути формируется вспомогательная дуга (дуга низкой энергии) из-за потока и разряда энергии между двумя компонентами.
Генерация основной дуги
После инициирования вспомогательная дуга вытекает из сопла на заготовку с плазменным газом, который частично ионизирует промежуточную область. Он формирует новый путь тока с низким сопротивлением. Поток газа толкает вспомогательную дугу вперед, благодаря чему она соприкасается с заготовкой.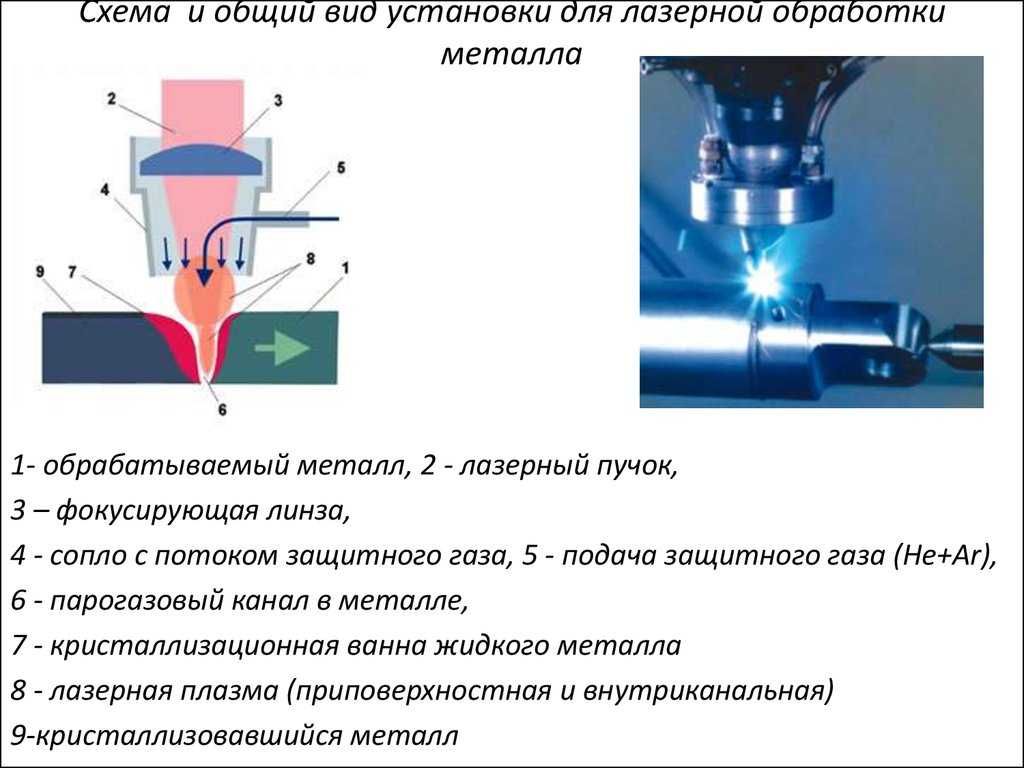
Трансфер производит основную плазменную дугу. Основная дуга осуществляет процесс резки. Таким образом, заготовка становится частью вновь образованной цепи основной дуги с электродом.
Перенос дуги также приводит к повторному размыканию или нормальному размыканию контактов сопла. Теперь сопло больше не является частью цепи вспомогательной дуги, что позволяет основной дуге увеличить силу тока резки.
Локальный нагрев и плавление заготовки
Рассмотрим головку плазменной резки. Части этой головки горелки включают экран, защитный газ, сопло, электрод и режущий газ. Режущий газ может быть аргоном или азотом. Защитным газом может быть CO2, сжатый газ или водяная струя, которые охлаждают заготовку и сопло.
- Часть электрода заряжена отрицательно, а сопло заряжено положительно.
- Заготовка – это рассматриваемая или над которой мы работаем; он также остается положительно заряженным.
- Поскольку электрод заряжен отрицательно и через него проходит режущий газ, он ионизируется.

- Когда ионизированный газ выходит из сопла, загорается искра, превращающая его в перегретую плазму.
- Заготовка притягивает его, а повышение температуры нагревает заготовку, из-за чего она плавится.
- Локальное плавление и нагрев таковы, что сопло сжимает поток через отверстие, что приводит к увеличению скорости и плотности энергии плазмы.
- Используется высокотемпературная плазма (20 тысяч градусов Цельсия).
Заготовка поглощает тепловую энергию плазмообразующего газа, увеличивая внутреннюю энергию материала. Следовательно, в процессе происходит нагрев, плавление, а затем испарение заготовки. Таким образом, достигается точный и точный желаемый разрез.
Выброс материала
Кинетическая энергия плазменного газа удаляет ширину материала и разрезаемого продукта. При выбросе материала ослабленный материал выталкивается из пропила.
Ток и сопло отвечают за правильный поток плазменного газа, чтобы резы были точными.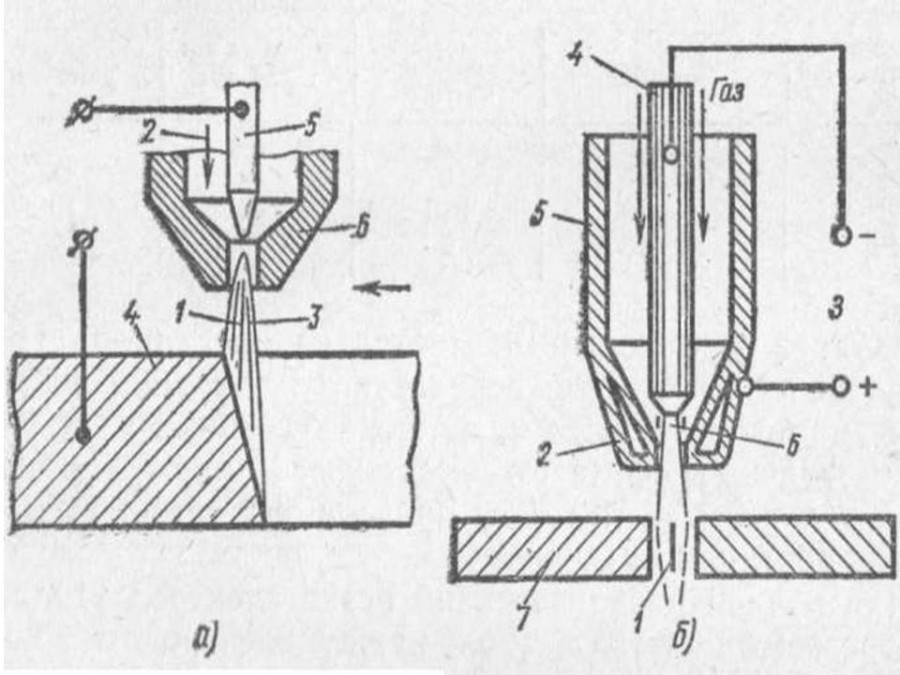
Движение дуги
Последним этапом является движение дуги, при котором инициирование локального нагрева и плавления приводит к движению дуги. Плазменная дуга либо вручную, либо автоматически перемещается по поверхности заготовки и создает весь рез.
В портативной системе оператор выполняет процедуру перемещения с помощью фонарика. Машина имеет запрограммированное программное обеспечение, которое производит движение головки резака по поверхности и создает идеальные разрезы в автоматизированной системе.
Варианты процесса плазменной резки
Как упоминалось ранее, основной принцип и компоненты остаются прежними, но в процессе плазменной резки есть варианты. Варианты различаются в зависимости от системы охлаждения, типа плазмообразующего газа, вида плазмы и конструкции электрода.
Каждый вариант дает преимущества, связанные с производственным применением, с точки зрения используемого материала и его свойств. Доступны следующие варианты:
- Стандартная плазменная резка
- Плазменно-дуговая резка с использованием вторичной среды
- Плазменно-дуговая резка с впрыском воды
Процессы, сопровождающие плазменную резку
Некоторые процессы сопровождают плазменную резку. Они включают;
Они включают;
- Производство
- Изгиб
- Rolling
- Сварка
- Обработка
- Плуг/Lumsden Grinding
- Препарат края
- Очистка и предварительная предварительная
Типы типов плазмы. К ним относятся:
- Инверторная плазменная резка
- Плазменная резка с числовым программным управлением (ЧПУ).
Плазменная резка с ЧПУ бывает трех типов:
- двумерная
- Трехмерная резка
- Плазменная резка труб и профилей.
Давайте кратко рассмотрим основы этих типов плазменной резки.
Станок плазменной резки с ЧПУ
Это автоматизированный метод. Методы ЧПУ составляют таблицы ЧПУ. Эти столы оснащены головками горелок, управляемыми компьютером, для получения аккуратных и четких резов. Компьютерное программное обеспечение обрабатывает информацию о воздуховодах, формируя плоские шаблоны для резки с помощью плазменного резака на режущем столе.
Станок с ЧПУ для плазменной резки Изображение: Лазерная гравировка с ЧПУ
Впервые эта технология была запущена в начале 1980-х годов и с тех пор завоевала популярность.
Многие мастерские используют станки плазменной резки с ЧПУ для изготовления декоративных металлоконструкций. Плазменные столы, используемые при резке с ЧПУ, были горизонтальными. Но благодаря прогрессу также представлены вертикальные столы, что обеспечивает большую безопасность, высокую скорость и большую гибкость.
Конфигурация плазменной резки с ЧПУ
Существует три основных конфигурации;
- 2-мерная,
- 3-мерная и
- плазменная резка труб и профилей.
Они различаются гибкостью режущей головки и формами материала, используемого перед обработкой.
Двухмерная/двухосевая плазменная резка
Также известна как планшетная плазменная резка. Он производит плоский профиль из листа или плиты и обрезает края прямо под углом 90 градусов к поверхности профиля. Мощные станки плазменной резки настраиваются за счет двухосевой плазменной резки, что дает большую глубину реза. (от 100 до 150 мм)
Мощные станки плазменной резки настраиваются за счет двухосевой плазменной резки, что дает большую глубину реза. (от 100 до 150 мм)
3-мерная/трехосевая плазменная резка
Аналогична 2-мерной. Но трехосная плазменная резка добавляет третье измерение за счет углового разреза или скошенной кромки материала. Таким образом работают станки для плазменной резки высокой четкости; следовательно, они обеспечивают большую гибкость, скорость и точность.
Процесс трехосевой плазменной резки выполняется, когда профиль резки используется для сварного изготовления. Благодаря способности резки под углом этот метод также может создавать фаски на кромках и отверстия с потайной головкой на профилированных отверстиях.
Плазменная резка труб и профилей
По сравнению с плоской плазменной резкой материал заготовки и оси резки отличаются при плазменной резке труб и профилей. Труба проходит под балкой, в то время как режущая головка остается неподвижной. Он создает прорези, метки и отверстия внутри трубы или секции в дополнение к концевым профилям.
Инверторный станок плазменной резки
Инверторная технология использует инверторные плазменные резаки. Им нужно два киловатта, и они аналоги плазмореза. Эти резаки преобразовывают сетевое питание в постоянный ток.
Затем он подается на высокочастотный транзисторный инвертор в диапазоне 10-200 кГц. Несколько лет назад использовались MOSFET-транзисторы, которые сейчас радикально заменены IGBT.
Типы плазмы, используемые при плазменной резке
В зависимости от изготавливаемой продукции и объема работы в вашем столе с ЧПУ используются различные источники плазмы. В зависимости от этих факторов различают следующие типы плазмы:
- Воздушная плазма
- Кислородная плазма
- Плазма высокого разрешения
- Обычная плазма
Все эти типы плазмы являются общими для ручных плазменных резчиков, которые предпочтительны для работы с небольшим объемом.
Воздушно-плазменная
Воздушно-плазменная — лучший вариант для мелкосерийного производства. Станки для производства стали начального уровня в основном используют воздушную плазму.
Станки для производства стали начального уровня в основном используют воздушную плазму.
Кислородная плазма
Кислородная плазма имеет лучшее качество по сравнению с воздушной плазмой. Большинство мастерских среднего класса используют его.
Плазма высокого разрешения
Прецизионные плазменные установки используются для получения высококачественной резки. Это лучше всего подходит для промышленного использования — в системе используется несколько газов, таких как водород, аргон, кислород, смесь азота или сжатый воздух.
Прецизионная дуга, используемая в этом процессе, составляет 40-50 килоампер на квадратный дюйм. Плазма высокой четкости — лучший выбор для центров металлообработки и других мастерских, выполняющих большие объемы работ.
Этот тип плазмы обеспечивает высокое качество изготовления. Ручной плазменный резак использует плазму высокого разрешения
Обычная плазма
Портативные устройства основаны на обычной плазме. Ручные плазменные резаки используют обычную плазму. Вместо плазмообразующего газа используется цеховой воздух. Форма сопла определяет форму дуги.
Ручные плазменные резаки используют обычную плазму. Вместо плазмообразующего газа используется цеховой воздух. Форма сопла определяет форму дуги.
Производит силу тока в диапазоне от 12 до 20 килоампер на квадратный дюйм.
Области применения плазменной резки
Области применения плазменной резки перечислены ниже:
- Как в механизированных, так и в ручных системах плазменная резка используется для резки различных проводящих материалов.
- Мастерские используют ручные плазменные резаки для обслуживания заводов, обработки тонкого металла, сельскохозяйственного обслуживания, сварочных ремонтных центров и центров обслуживания металлов. Он также используется в строительстве, коммерческом судостроении, производстве трейлеров, ремонте автомобилей, производстве и сварке.
- Механизированные плазменные резаки крупнее ручных, встроенных в штамповочные, лазерные или роботизированные системы резки. Они используются вместе с раскройными столами.
- Общие производственные и ремонтные мастерские, HVAC и механическое производство, а также центры обслуживания стали используют плазменно-дуговую резку.

- Сельское хозяйство и животноводство, строительное оборудование, реставрация автомобилей, украшения, трубы и трубопроводы, общее строительство, строительство государственных служб и многие другие используют методы плазменной резки.
- Ручные плазменные резаки подходят для легких работ. В основном их можно увидеть в автомастерских, гаражах, хобби-магазинах и домах.
Преимущества плазменной резки
Преимущества плазменной резки:
- Плазменная резка отличается универсальностью и совместимостью. Он может резать все электропроводящие материалы; Например, мягкая сталь, углеродистая сталь, алюминий, нержавеющая сталь, латунь, медь и другие металлы.
- Он позволяет производить различные виды резки, такие как резка под углом, прямая резка, выдалбливание, резка отверстий, резка с увеличенным радиусом действия, маркировка, резка мелких деталей и т. д.
- Плазменная резка позволяет создавать резы большой и средней толщины на материалах из высоколегированной стали и алюминия.

- Требует меньшей тепловложения даже для высокопрочной конструкционной стали.
- По сравнению с газокислородной резкой скорость плазменно-дуговой резки в десять раз выше.
- Гарантирует автоматизацию.
- Программное обеспечение для плазменной резки имеет множество функций. Это предотвращение столкновений, резка мостов, резка цепей, резка по общей линии, резка с несколькими головками и резка скелета.
- Программное обеспечение обеспечивает более простую настройку фаски, улучшенное качество отверстия и сокращение времени цикла.
- Станки с ЧПУ обладают высокой точностью и повторяемостью.
- Имеет меньший пропил по сравнению с газовой резкой.
- Он также может резать воду, что приводит к уменьшению ЗТВ.
- Это экономичный метод для резки средней толщины.
- Отражающие свойства материала не влияют на плазменную резку.
- Автоматические или ручные плазменные резаки могут генерировать точные линии, такие как нарисованные карандашом.
 Это приводит к более высокой точности и более чистой режущей кромке.
Это приводит к более высокой точности и более чистой режущей кромке.
- Плазменные резаки быстры и эффективны. Быстрый процесс снижает риск истирания металла, ошибок и искажений.
- Плазменная резка более безопасна по сравнению с кислородной.
Недостатки плазменной резки
Недостатки плазменной резки:
- При сухой резке могут быть шумы.
- Приводит к повышенному энергопотреблению.
- Это дороже, чем система кислородно-ацетиленовой резки.
- Плазменная резка до 180 мм и 120 мм для сухой и подводной резки соответственно.
- Имеет более обширную зону термического влияния по сравнению с лазерной резкой.
- Разрез шире, чем при лазерной резке.
- Большинство плазменных резаков не подходят для толстых и плотных металлов.
- Плазменная резка шумная и производит много дыма.
- Этот процесс дешевле, но может стать дорогостоящим. Замена электродов может быть дорогостоящей, если машина сломается.

- Для выполнения процесса требуется специальное оборудование. Точно так же крупную сумму необходимо заплатить специализированному поставщику газа.
Заключение
Плазменная резка — это высокотехнологичный метод, использующий ионизированный газ для резки электропроводящих материалов. Принцип работы – термическая резка. Это эффективная и экономичная техника, имеющая множество применений в различных областях. Плазменная резка имеет много преимуществ, таких как простота использования, экономичность, скорость резки, применимость к широкому спектру материалов, многозадачность и более безопасное использование.
Процесс плазменной резки ручной или автоматический. Плазменная резка с ЧПУ основана на компьютерном программном обеспечении для получения точных и аккуратных резов. Затем плазменная резка с ЧПУ делится на три типа конфигураций: 2D, 3D и резка труб и профилей. Другим типом является инвертированная плазменная резка, при которой сетевое питание преобразуется в постоянный ток.
Плазменная резка имеет множество коммерческих и промышленных применений, упомянутых выше. Благодаря универсальности процесса его можно использовать на нескольких электропроводящих материалах. Это эффективный и недорогой метод, который намного безопаснее. Это безопаснее, быстрее, совместимо, универсально и обеспечивает большую точность.
Refer to our most interesting articles,
What is thermodynamics
Intensitve & Extensive Properties
What is Pressure
Bernoulli’s theorem
Venturi meter
Pump basics
Globe valve
Siphon
Reference Articles
Как это работает, преимущества и ограничения?
Плазменная резка и сварка
Различные методы, используемые для резки или удаления металлов, можно разделить на две основные категории:
- Механическая резка и
- Термическая резка.

К механическим методам относятся распиловка, сверление, формовка, фрезерование и т. д., обычно используемые в металлообрабатывающих и механических мастерских. Методы термической резки включают нагревание для плавления или ионизации материала для его удаления. Наиболее часто используемые процессы термической резки:
- Газокислородная резка или газовая резка (OFW)
- Дуговая резка металлом, например, строжка
- Плазменная резка
- Электронно-лучевая резка
- Лазерная резка
- Электроэрозионная резка
Плазма, как вы, возможно, знаете, является 4-м -м -м состоянием вещества после жидкого, твердого и газообразного. Плазма определяется как сильно ионизированный электропроводящий столб газа (например, кислорода, аргона или азота), образующийся в результате нагревания этих газов до очень высокой температуры.
 Плазменная струя в любой дуге возникает в результате магнитного сжатия этого проводящего плазменного столба, называемого плазменной дугой.
Плазменная струя в любой дуге возникает в результате магнитного сжатия этого проводящего плазменного столба, называемого плазменной дугой.Самый дешевый плазменный резак
Когда дело доходит до поиска самого лучшего и самого дешевого плазменного резака, на рынке нет недостатка в вариантах. Но если вы ищете самый дешевый плазменный резак, это может быть немного сложнее. Хорошая новость заключается в том, что есть несколько отличных вариантов, даже если они не самые дешевые.
Одним из лучших недорогих плазменных резаков на рынке является плазменный резак Yes Welder CUT55DS. Этот аппарат предлагает множество функций для своей ценовой категории, в том числе впечатляющий выходной сигнал IGBT и удобный кабель горелки. Он также очень прост в использовании, что делает его отличным вариантом для начинающих или тех, у кого нет большого опыта работы с плазменными резаками.
Еще одним отличным вариантом для тех, кто ищет недорогой плазменный резак, является Hobart Airforce 12Ci & Primeweld CUT60.

Image Product Details Best Price Yes Welder -CUT55DS IGBT Inverter Plasma Cutter, IGBT Inverter Plasma Cutting, Value for Money Check Price Хобарт ВВС 12Ci Плазменный резак со встроенным воздушным компрессором, прост в использовании, не требует особых настроек для начала резки. Проверка цена Primeweld CUT60 . Обоснованная пилотная дуга, 3 года,
.Что такое плазменная резка?
Плазменная дуговая резка определяется как резка плазменной дугой, при которой суженная дуга (имеющая температуру более 20 000°C) плавит узкий участок металла, который затем сдувается силой дуги.
 Материал, который нужно разрезать, помещается на положительную клемму (анод), а электрод на отрицательную клемму (катод), чтобы создать электрическую дугу.
Материал, который нужно разрезать, помещается на положительную клемму (анод), а электрод на отрицательную клемму (катод), чтобы создать электрическую дугу.Важными характеристиками плазменной резки являются плавление металла высокоинтенсивной плазменной дугой и удаление расплавленного материала высокоскоростной газовой струей. В отличие от кислородной резки, для поддержания процесса не требуется экзотермическая реакция.
Аппарат для плазменной резки Принцип работы
Аппарат для плазменной резки сконструирован таким же образом, как и горелка для плазменной дуговой сварки. Постоянный ток (DC) используется в плазменной резке, а вольфрамовый электрод подключается к отрицательному полюсу, называемому катодом. Материал, который нужно разрезать, прикреплен к положительному полюсу или также называется анодом.
Для резки используется переносная дуга, т. е. дуга поддерживается между электродом в горелке (катод) и изделием (анод) .
 Режущая дуга инициируется вспомогательной дугой, которая сначала формируется между электродом и сужающим соплом высокочастотным генератором.
Режущая дуга инициируется вспомогательной дугой, которая сначала формируется между электродом и сужающим соплом высокочастотным генератором.Как работает плазменная резка: Подробнее…
Включите JavaScript
Как работает плазменная резка: Подробный обзор токоограничивающий резистор и контакт реле вспомогательной дуги. Простая схема плазменно-дуговой резки показана на рисунке ниже.
В однопоточном плазменно-дуговом резаке, т. е. горелке, обеспечивающей подачу диафрагменного, а не защитного газа. Дроссельный газ, предварительно нагретый плазмой дуги, расширяется и с большой скоростью выбрасывается через сужающееся отверстие. Затем металл, расплавленный дугой, сдувается кинетической энергией газового потока, образуя пропил. Дроссельным газом обычно является аргон.
В двухпоточной горелке (показанной на рисунке выше) предусмотрен обтекание дуговой плазмы вторичным защитным газом. В этом случае обычным дроссельным газом является азот.
 В качестве защитного газа используется двуокись углерода в случае мягкой и нержавеющей стали и смесь аргона с водородом в случае алюминия и его сплавов. Этот метод можно изменить, используя воду в качестве защитного газа вместо вспомогательного защитного газа. В любом случае качество резки не такое хорошее, как при использовании однопоточного метода.
В качестве защитного газа используется двуокись углерода в случае мягкой и нержавеющей стали и смесь аргона с водородом в случае алюминия и его сплавов. Этот метод можно изменить, используя воду в качестве защитного газа вместо вспомогательного защитного газа. В любом случае качество резки не такое хорошее, как при использовании однопоточного метода.Плазменная резка с впрыском воды
Наиболее эффективная система плазменно-дуговой резки, которая способна давать узкие, четко очерченные разрезы на высоких скоростях, включает впрыск воды в плазменное пламя для его дальнейшего сужения и предотвращения турбулентного перемешивания плазмы. с окружающим воздухом. Этот процесс называется плазменной резкой с впрыском воды.
Установка станка для плазменно-дуговой резки
Источниками питания для плазменной резки обычно являются интегрированные системы постоянного тока со встроенными системами зажигания дуги, подачи газа и водяного охлаждения. Большой ток, активные плазменные газы и повышенное сжатие приводят к более высоким рабочим напряжениям, которые могут находиться в диапазоне от 50 до 60 вольт.
 Используются падающие вольтамперные характеристики, а напряжение холостого хода может достигать 400 вольт. Источники питания инверторного типа могут использоваться для работы с меньшим током, и недавно стали доступны портативные автономные системы воздушно-плазменной резки, которые включают воздушный компрессор.
Используются падающие вольтамперные характеристики, а напряжение холостого хода может достигать 400 вольт. Источники питания инверторного типа могут использоваться для работы с меньшим током, и недавно стали доступны портативные автономные системы воздушно-плазменной резки, которые включают воздушный компрессор.Оборудование PAC состоит из источника питания, блока управления, одного или нескольких газов, используемых в качестве диафрагмы и защитного газа, и резака. Он может быть ручным или механизированным. Источник питания падающего типа, выдающий постоянный ток с напряжением холостого хода в диапазоне 120-400 В и выходным током в диапазоне 70-1000 ампер. Он также может содержать вспомогательную дугу и схему для высокочастотной генерации.
Для резки черных металлов толщиной до 75 мм и алюминия толщиной до 90 мм может потребоваться OCV около 400 В и ток до 500 ампер. Из-за присущей оператору опасности поражения электрическим током оборудование для ручной резки использует более низкое OCV 120–200 В и ток в диапазоне 70–100 ампер и обеспечивает относительно низкие скорости резки.
 Ручной PAC удобно использовать для резки цветных металлов толщиной до 25 мм и углеродистой стали толщиной до 12,5 мм.
Ручной PAC удобно использовать для резки цветных металлов толщиной до 25 мм и углеродистой стали толщиной до 12,5 мм.Блок управления содержит электромагнитные клапаны для включения и выключения газов и охлаждающей воды по мере необходимости. Они контролируют скорость потока режущего газа через расходомеры и имеют водяной выключатель для отключения работы, если водяное охлаждение недостаточно. Автоматы большой мощности могут содержать функции для регулирования вверх и вниз по току и расходу газа через диафрагму.
Горелки для плазменной резки
Конструкция плазменной горелки аналогична конструкции плазменных сварочных горелок, но обычно используются более высокие скорости плазменного газа и относительно небольшие ограничения, а нормальный диапазон рабочего тока составляет от 20 до 1000 ампер.
Ранние резаки полагались только на плазмообразующий газ для выполнения операции резки, и это часто был реактивный газ, такой как смесь азота или аргона + 35% водорода.
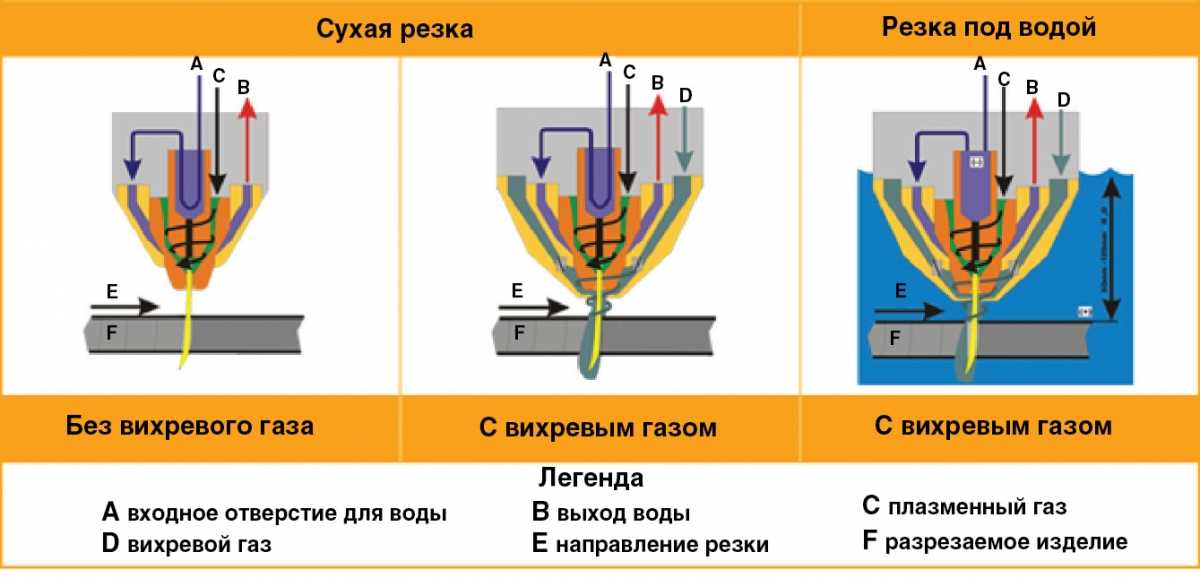 Эти газы могут быстро разрушить вольфрамовый катод, и часто используются альтернативные конструкции электродов, включающие медные стержни с водяным охлаждением, покрытые танталом.
Эти газы могут быстро разрушить вольфрамовый катод, и часто используются альтернативные конструкции электродов, включающие медные стержни с водяным охлаждением, покрытые танталом.Одиночные газовые резаки обычно работают при силе тока выше 400 ампер и больше всего подходят для механизированной высокоскоростной резки. В двойных газовых горелках используется вторичный газ для повышения стабильности плазмы, улучшения сужения и охлаждения верхней поверхности заготовки (уменьшение закругления верхней кромки реза).
Вторичный газ (обычно CO2 или воздух подается с высокой скоростью), поскольку эффективность защиты менее важна, чем в плазменной сварочной горелке. Совсем недавно были представлены воздушные плазменные горелки, которые могут стабильно работать при более низких токах. Эти системы больше подходят для ручной резки.
Резаки бывают нескольких типов и для каждого типа доступны насадки с различным диаметром отверстия. Чем выше ток, тем больше требуется диаметр отверстия.
 Сопло спроектировано в соответствии с используемой системой PAC и разрезаемым металлом. Для более качественной резки предпочтительнее использовать многоканальные сопла, у которых вспомогательные газовые порты расположены по кругу вокруг основного отверстия, чем сопла с одним портом.
Сопло спроектировано в соответствии с используемой системой PAC и разрезаемым металлом. Для более качественной резки предпочтительнее использовать многоканальные сопла, у которых вспомогательные газовые порты расположены по кругу вокруг основного отверстия, чем сопла с одним портом.Какой газ нужен для плазменной резки?
Назначение газов в плазменно-дуговой резке состоит в том, чтобы создать плазму (аргон, азот и водород используются в качестве плазмообразующих газов), придать дуге скорость для выталкивания расплавленного материала и обеспечить высококачественную отделку поверхности. Выбор газа для плазменно-дуговой резки зависит от типа материала. Основные газы, используемые при плазменно-дуговой резке, перечислены ниже:
- Сжатый воздух: Используется для материала из углеродистой стали и ограничен толщиной материала до 1 дюйма (25 мм).
- Азот (N): газ используется для плазменной резки материалов большой толщины. Он может резать материал толщиной до 3 дюймов (75 мм).
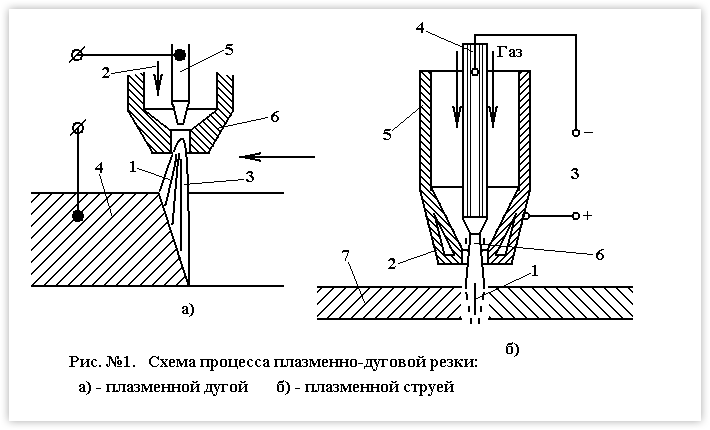 Азот можно использовать для плазменной резки почти всех материалов, особенно для экономичной резки алюминия или нержавеющей стали.
Азот можно использовать для плазменной резки почти всех материалов, особенно для экономичной резки алюминия или нержавеющей стали. - Кислород (O): Кислород в основном используется для резки материалов из углеродистой стали толщиной до 1,5 дюймов. Кислород обеспечивает высокую скорость резки при плазменной резке. Газообразный кислород не подходит для резки нержавеющей стали и алюминия плазменной дугой, поскольку это приведет к получению шероховатой поверхности из-за более высокого уровня окисления.
- Газовые смеси аргон (Ar)-водород (H): Газовые смеси Ar-H лучше всего подходят для резки нержавеющей стали, а также алюминия плазменной дуговой резкой. Эту смесь можно использовать для резки материала толщиной до 3 дюймов (75 мм).
Плазменная резка и лазерная резка
Как плазменная резка, так и лазерная резка являются процессами термической резки. Плазменная резка дешевле лазерной.
Двумя основными типами передовых процессов резки металлов являются плазменная и лазерная резка.
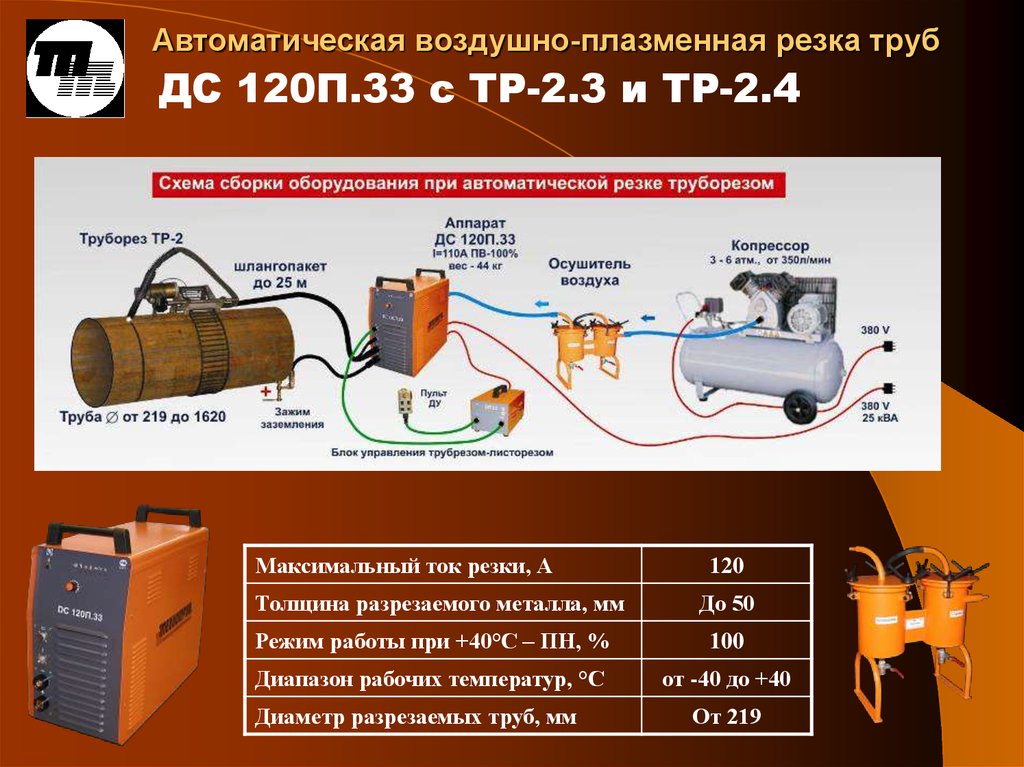 Оба метода имеют свои преимущества и недостатки, поэтому может быть трудно решить, какой из них использовать.
Оба метода имеют свои преимущества и недостатки, поэтому может быть трудно решить, какой из них использовать.Плазменная резка — это процесс, в котором используется струя горячей плазмы для резки металла. Это очень универсальный метод, который можно использовать для самых разных металлов. Плазменная резка относительно дешева и проста в использовании, что делает ее популярным выбором для проектов «сделай сам». Однако разрезы, произведенные плазмой, не всегда такие чистые, как разрезы, сделанные лазерной резкой.
Лазерная резка — это процесс, в котором для резки металла используется мощный лазерный луч. Он производит очень чистые пропилы и может использоваться для широкого спектра металлов. Лазерная резка дороже, чем плазменная, но результаты часто стоят дополнительных затрат.
Плазменная резка Использование
Плазменная резка широко применяется для резки и ремонта профилей алюминиевых сплавов и аустенитной нержавеющей стали. Слаботочные системы плазменной резки в настоящее время используются для резки листовой стали при ремонте кузовов автомобилей и изготовлении систем отопления и вентиляции.
Плазменный процесс также может использоваться для строжки (в качестве альтернативы угольной дуге и кислородно-топливным процессам). Требуется специальный наконечник для строжки (плазменное отверстие), а в качестве плазмообразующего газа обычно используется аргон + 35% водорода.
Для точного высокоскоростного профилирования плазменная резка часто выполняется на станках портального типа с ЧПУ. В этих случаях можно использовать горелки с водяным кожухом, а заготовку можно подвешивать на водяном столе. Такая компоновка подавляет дым и шум от процесса и улучшает качество резки.
Каковы преимущества плазменной резки?
Плазменная резка имеет следующие преимущества:
- Возможность резки черных и цветных металлов.
- Диапазон толщины от 0,5 до 150 мм в зависимости от материала.
- Низкая скорость при низком токе для ручного управления.
- Высокоскоростной большой ток для механизированной работы.
- Плазменная дуговая резка дешевле лазерной.
- Плазменная резка подходит для резки сплавов никеля и титана, а также алюминия и нержавеющей стали.
Каковы недостатки плазменной резки?
Ограничения процесса плазменно-дуговой резки по сравнению с кислородной резкой:
- Требуется электропитание
- Для ферритной стали максимальная толщина, которую можно разрезать, меньше с PAC
- Возникает излучение дуги
- При больших токах возникает высокий уровень шума
- Высокие капитальные затраты на оборудование
Плазменная резка нержавеющей стали
Плазменная дуговая резка является основным процессом резки материалов из нержавеющей стали. нержавеющие стали трудно резать с помощью газокислородной резки, потому что оксиды хрома имеют температуру плавления намного выше, чем у оксида железа, присутствующего в материале из нержавеющей стали. Эти тугоплавкие оксиды, которые являются тугоплавкими по своей природе, постоянно накапливаются в пропиле в процессе резки и предотвращают воздействие потока кислорода на свежее железо.
Несмотря на то, что плазменная резка работает при очень высокой температуре дуги, эти оксидные слои очень легко расплавить без каких-либо проблем. Качество резки при плазменной резке нержавеющей стали зависит от типа газа (плазменный газ-аргон-водородная смесь или сжатый воздух), как показано на рисунке ниже. Черный цвет обусловлен азотом, присутствующим в воздухе.
Будет ли плазменный резак резать алюминий?
Прямой ответ- Да. Плазменный резак можно эффективно и экономично использовать для резки алюминия и его сплавов. Плазменно-дуговая резка является одним из наиболее широко используемых процессов резки алюминиевых материалов наряду с лазерной резкой и гидроабразивной резкой.
Безопасность в процессе плазменно-дуговой резки
Плазменно-дуговая резка дает ярко выраженные блики дуги, брызги, дым и шум. Необходимо защитить операторов и других лиц, работающих поблизости, от воздействия этих неприятных аспектов. Особенно важно контролировать дым и шум.
Одним из способов борьбы с дымом является размещение разрезаемого листа на разделочном столе, заполненном водой до нижней поверхности листа. Плазменная струя с большой скоростью выпускает газы, которые ударяются о воду и создают в ней турбулентность. Все частицы дыма попадают в турбулентную воду.
Шум контролируется с помощью так называемого водяного глушителя в сочетании с описанным выше уровнем грунтовых вод. Глушитель представляет собой насадку, прикрепленную к корпусу горелки и выпускающую водяную завесу вокруг передней части горелки.
Вода, требуемая форсункой, закачивается из грунтовых вод. Водяная завеса вокруг факела и водная поверхность стола вместе образуют звукопоглощающий экран вокруг дуги. Водяной глушитель не следует путать с водяной защитой и впрыском воды, используемыми в модифицированных системах PAC.
Похожие сообщения
- Почему мы не можем резать нержавеющую сталь и алюминий кислородно-газовой горелкой?
- Что такое проволочная электроэрозионная резка, ее преимущества и ограничения?
- Как работает плазменная резка: подробный обзор
Плазменная резка – процесс, области применения, безопасность, варианты и выбор
31 мая, 19 4:51 ·
Оставить комментарий ·
Colin BrownПлазменные резаки способны резать металлы простых и сложных форм, включая создание отверстий, скошенных кромок, строжку и маркировку.
Плазменная резка является экономичной и практичной альтернативой газокислородной, лазерной и гидроабразивной резке и используется в промышленности, торговле и домашнем хозяйстве. Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.Когда газ нагревается до чрезвычайно высоких температур, электроны в молекулах газа отрываются от ядра, превращая газ в плазму. Плазменная резка осуществляется путем направления плазменной струи через металл.
Преимущества и недостатки плазменной резки по сравнению с другими процессами резки:
«Обязательно соблюдайте рекомендации производителей и все стандартные правила техники безопасности при работе с электрическим оборудованием»
- Возможность резки всех электропроводящих материалов, включая нержавеющие стали и сплавы цветных металлов (алюминий, латунь, медь и т. д.). Примечание. Нержавеющую сталь и цветные сплавы нельзя резать кислородно-ацетиленовой резкой
- Резка хорошего качества
- Может использоваться на рабочем месте для ручной резки, так как оборудование портативное и легкое.
- Автоматизация легко достижима, как и в других процессах резки. Станки плазменной резки с ЧПУ способны вырезать сложные формы на высоких скоростях.
Эффективен при резке металлов толщиной до 6 дюймов.
.
Недостатки:
- Не подходит для резки непроводящих материалов. Примечание. Процессы гидроабразивной и лазерной резки являются лучшей альтернативой для этих типов материалов.
Соображения безопасности!
Следующее содержание предназначено только для общей информации и не должно рассматриваться как полное руководство по безопасности плазменной резки. Обязательно соблюдайте рекомендации производителей и все стандартные меры безопасности, применяемые при работе с электрическим оборудованием.
Поражение электрическим током: Высокая выходная мощность и напряжение (от 110 до 150 В постоянного тока), необходимые для плазменной резки, создают потенциально смертельный риск поражения электрическим током.
Некоторые меры предосторожности во избежание поражения электрическим током включают в себя: электрическое заземление плазменного резака, необходимо носить соответствующие средства индивидуальной защиты (СИЗ, например, резиновые перчатки в дополнение к сварочным перчаткам), проверять все кабели перед началом работы, обеспечивать сухость рабочей зоны и т. д.Защита глаз и кожи:
В процессе плазменной резки испускаются сильные инфракрасные и ультрафиолетовые лучи, вредные для глаз и кожи. Необходимо носить защитную маску или защитные очки с правильным затемнением линз. Для защиты кожи от расплавленного металла и паров необходимы средства индивидуальной защиты (защитная одежда, защитная обувь, сварочные перчатки, сварочный фартук, при необходимости и т. д.), закрывающие все тело.Токсичные пары и газы:
В процессе плазменной резки выделяются дым и потенциально вредные газы (как в случае лазерной и кислородно-ацетиленовой резки). Для отвода паров от оператора требуется соответствующая вентиляция. Это может быть достигнуто с помощью систем удаления дыма. В некоторых ситуациях также может потребоваться сварочная маска с защитой от дыма.Пожароопасность:
Убедитесь, что рядом с рабочим местом нет легковоспламеняющихся материалов.
Шум: При уровне шума до 120 децибел оператору и персоналу рядом с плазменным резаком требуются средства защиты органов слуха.
Риски, связанные с газами под давлением: Закрепите баллоны, закрепите/проверьте шланги и соединения.Варианты плазменной резки
Газы: В зависимости от разрезаемого металла используются различные газы. Сжатый воздух или кислород обычно используются для резки углеродистых сталей, тогда как инертные газы, такие как аргон или азот, используются для резки нержавеющих сталей. Двойная газовая система (плазма и защитный газ) позволяет работать с отдельными плазмой и защитным газом, чтобы оптимизировать производительность, например. Воздух/Воздух, O2/Воздух, N2/Воздух, N2/CO2, Ar-h3/N2 или другие комбинации.
Защитные газы также способствуют охлаждению горелки. Кроме того, для мощных приложений доступны горелки с жидкостным охлаждением, которые обеспечивают максимальное охлаждение и длительный срок службы расходных материалов.Бортовые компрессоры:
Плазменные резаки доступны со встроенным воздушным компрессором для портативных устройств и подходят для более легких операций резки. С Big Blue Air Pak от Miller вы получаете электроэнергию и сжатый воздух в одном пакете, что облегчает плазменную резку на удаленных работах.Станки с ЧПУ с водяным слоем:
В качестве альтернативы системам дымоудаления плазменная резка на станках с ЧПУ выполняется водой под или полностью покрывающей заготовку. Это обеспечивает более экономичный вариант удаления дыма. Водяная кровать также подавляет шум, создаваемый процессом плазменной резки. При резке водой дополнительно минимизирует искажения, что особенно полезно при резке тонких материалов.Запуск дуги/плазмы:
Доступны два типа запуска дуги – пилотная дуга или касание. При запуске дуги касанием сопло должно коснуться заготовки, чтобы зажечь дугу, тогда как при вспомогательной дуге дуга присутствует в плазменном сопле, и контакт между соплом и заготовкой не требуется.
Высокочастотный запуск зависит от мощности высокой частоты и напряжения для ионизации газа. Его можно использовать с пилотной дуговой горелкой или контактным пуском для инициирования плазмы. Недостатком высокочастотного пуска является то, что он может создавать помехи для электронных схем поблизости.
При инициировании плазмы с обратной продувкой пламя зажигается внутри горелки движением поршня, зажигая дугу и ионизируя газ. Эта дуга образует вспомогательную дугу и остается независимо от того, соприкасается ли сопло с заготовкой или нет.Как выбрать плазменный резак?
При выборе плазменной резки необходимо учитывать следующее:
Ручной или механизированный?
Вы хотите резать вручную или использовать станок с ЧПУ? – учитывать наличие сигналов интерфейса ЧПУ и делителя напряжения (для обеспечения безопасных уровней напряжения от резака для автоматического управления высотой резака).
Обязательно Толщина и качество резки
Толщина материала должна соответствовать возможностям плазменной резки. Возможности резки указываются производителями в качестве ограничений по толщине следующим образом:
Резка с резким разрезом — только такая толщина, при которой остается окалина и шлак
Номинальная резка — это номинальная толщина резки, указанная производителем плазменной резки
Качественный рез – качественный рез достигается для материалов до этой толщины
Прорезь (ширина реза) — более качественные системы плазменной резки могут делать более узкие пропилы
Рабочий циклСтоимость расходных материалов и вопросы срока службы — срок службы расходных материалов определяется количеством резов или запусков
Red-d-Arc предлагает широкий выбор оборудования для плазменной резки от ведущего производителя Hypertherm, включая:
Диапазон силы тока: от 15 до 200 А
Диапазон резки: толщина от 5/16 до 2 дюймов
Однофазные и трехфазные системы
Одно- и двухгазовые системы
В наличии комплекты плазмореза с генераторами.
Также доступны для аренды мобильные компрессоры, работающие на дизельном топливе до 450 CFM.Ознакомьтесь с нашим полным ассортиментом оборудования для плазменной резки.
Плазменная резка — Назначение, преимущества и недостатки
Редактор: Штеффен Донат
Заготовки из электропроводящих материалов разрезаются с помощью ускоренной струи горячей плазмы. Это эффективный способ резки толстолистового металла.
Связанные поставщики
ХАСКО Хазенклевер ГмбХ + Ко КГ
AMETEK GmbH Подразделение Creaform Deutschland
Мейсбургер Георг ГмбХ & Ко. КГ
Hypertherm также разработала систему резки X-Definition, которая предлагается с системой XPR300. Этот процесс повышает качество и функциональность плазменной резки.
(Источник: Hypertherm)
Независимо от того, создаете ли вы произведение искусства или производите готовые детали, плазменная резка предлагает неограниченные возможности для резки алюминия, нержавеющей стали и других материалов.
Но что именно стоит за этой относительно новой технологией? Мы разъясняем самые важные вопросы в нашем кратком обзоре с наиболее важными фактами о плазменных резаках и плазменной резке.Как работает плазменная резка
Плазменная резка — это процесс, при котором электропроводящие материалы разрезаются с помощью ускоренной струи горячей плазмы . Типичными материалами, которые можно резать с помощью плазменной горелки, являются сталь, нержавеющая сталь, алюминий, латунь, медь и другие проводящие металлы. Плазменная резка широко используется в производстве , ремонте и восстановлении автомобилей, промышленном строительстве, утилизации и утилизации . Благодаря высокой скорости и точности резов при низких затратах плазменная резка широко используется от крупных промышленных приложений с ЧПУ до небольших любительских компаний, где материалы впоследствии используются для сварки. Плазменная резка — Токопроводящий газ с температурой до 30 000°C делает плазменную резку особенной.
Основной процесс плазменной резки и сварки заключается в создании электрического канала перегретого, электрически ионизированного газа, т. е. плазмы , от самого плазменного резака через обрабатываемую деталь, таким образом образуя законченную цепь обратно в плазму резак через клемму заземления . Это достигается за счет сжатого газа (кислород, воздух, инертный газ и др. в зависимости от разрезаемого материала), который с высокой скоростью обдувается заготовкой через сфокусированное сопло. В газе дуга образуется между электродом возле газового сопла и самой заготовкой . Эта электрическая дуга ионизирует часть газа и создает электропроводящий плазменный канал. Поскольку ток от резака плазменной резки протекает через эту плазму, она выделяет достаточно тепла, чтобы проплавить заготовку . В то же время большая часть высокоскоростной плазмы и сжатого газа выдувает горячий расплавленный металл, разделяя заготовку.
Плазменная резка — эффективный способ резки тонких и толстых материалов.
Ручные резаки обычно могут резать стальной лист толщиной до 38 мм , более мощные резаки с компьютерным управлением могут резать стальной лист толщиной до 150 мм . Поскольку плазменные резаки создают очень горячий и очень локализованный «конус» для резки, они очень полезны для резки и сварки листов изогнутой или угловой формы.Преимущества и недостатки плазменной резки
Преимущества:
- работа одной или нескольких горелок в зависимости от серии
- резка всех электропроводящих материалов
- резка материалов из высоколегированной стали и алюминия средней и большой толщины толщины стали
- резка высокопрочной конструкционной стали с меньшей тепловложением
- высокая скорость резки (до 10 раз выше, чем при кислородном топливе)
- любая обработка высококачественных заготовок для средних и толстых листовых металлов
- плазменная резка гарантирует автоматизацию
- плазменная резка под водой обеспечивает очень низкое тепловое воздействие и низкий уровень шума на рабочем месте
- 02 9 Недостатки :
- ограничение использования до 160 мм (180 мм) для сухой резки и 120 мм для подводной резки
- немного более широкий пропил
- Относительно высокое потребление мощности
- Лазеры предлагают еще более высокое качество резки
- Более дорогие, чем оксицетиленные системы резания
- Расширение шума
2020202092098
.
фрезы обычно используются мастерскими для тонкой обработки металла, обслуживания заводов, обслуживания сельского хозяйства, ремонтных центров сварки, центров обслуживания металлов (лом, сварка и демонтаж), строительных работ (например, зданий и мостов), коммерческого судостроения, производства трейлеров, ремонт автомобилей и произведения искусства (изготовление и сварка).Резка мягкой стали с помощью Flash 101.
(Источник: Kjellberg)
Механизированные плазменные резаки обычно намного крупнее ручных плазменных резаков и используются вместе со столами для резки. Механизированные плазменные резаки могут быть интегрированы в систему штамповки, лазерной или роботизированной резки. Размер механизированного плазменного резака зависит от используемого стола и портала. Эти системы не просты в управлении, поэтому перед установкой следует рассмотреть все их компоненты, а также компоновку системы.
Между тем, производители также предлагают комбинированные устройства, которые подходят как для плазменной резки, так и для сварки.
В промышленном секторе действует эмпирическое правило: чем сложнее требования к плазменной резке, тем выше затраты.Когда были разработаны первые плазменные резаки?
Плазменная резка возникла из плазменной сварки в 1960-х и превратилась в очень продуктивный процесс резки листового металла и пластин в 1980-х . По сравнению с традиционной резкой «металл против металла», плазменная резка не дает металлической стружки и обеспечивает точные разрезы. Первые плазменные резаки были большими, медленными и дорогими. Поэтому они в основном использовались для повторения рисунков раскроя в режиме массового производства. Как и другие станки, 9Технология 1202 CNC (Computer Numerical Control) использовалась в плазменном резаке с конца 1980-х по 1990-е годы . Благодаря технологии ЧПУ плазменные резаки получили большую гибкость при резке различных форм на основе ряда различных инструкций, запрограммированных в числовом программном управлении станка .
Однако станки плазменной резки с ЧПУ обычно ограничивались вырезанием шаблонов и деталей из плоских стальных листов только с двумя осями движения.За последние десять лет производители различных плазменных резаков полностью развили новые модели с меньшим соплом и более тонкой плазменной дугой . Это обеспечивает лазерную точность на кромках плазменной резки. Несколько производителей объединили прецизионное управление с ЧПУ с этими горелками для производства деталей, которые практически не требуют доработки , что упрощает другие процессы, такие как сварка.
Что такое термическое разделение?
Термин «термическая сепарация» используется в качестве общего термина для процессов, в которых материалы разрезаются или формируются под действием тепла с отключением потока кислорода или без него таким образом, что при дальнейшей обработке не требуется дополнительной обработки. Три доминирующих процесса Газокислородная, плазменная и лазерная резка .
Плазменный резак с узлом скоса.
(Источник: Lind)
Газокислородная резка
При окислении углеводороды выделяют тепло. Как и в случае других процессов горения, газокислородная резка не требует дорогостоящего оборудования, источник энергии легко транспортировать, а для большинства процессов не требуется ни электричества, ни охлаждающей воды. Обычно достаточно горелки и газового баллона. Газокислородная резка является преобладающим процессом для для резки тяжелой, нелегированной и низколегированной стали , а также для подготовки материала к последующей сварке . После того, как автогенное пламя довело материал до температуры воспламенения, включается кислородная струя, которая вызывает горение материала. Скорость достижения температуры воспламенения зависит от топливного газа. Скорость правильной резки зависит от чистоты кислорода и скорости газовой струи кислорода. Кислород высокой чистоты, оптимизированная конструкция сопла и правильно подобранный топливный газ гарантируют высокую производительность и минимизируют общие технологические затраты.
Плазменная резка
Плазменная резка была разработана в 1950-х годах для резки металлов, которые нельзя обжигать (например, нержавеющая сталь, алюминий и медь). При плазменной резке газ в сопле ионизируется и фокусируется специальной конструкцией сопла. Только с помощью этого потока горячей плазмы можно резать такие материалы, как пластмассы (без переноса дуги). При плазменной резке металлических материалов также зажигается дуга между электродом и заготовкой для увеличения передачи энергии. Очень узкое отверстие сопла фокусирует дугу и ток плазмы. Дополнительную шнуровку разрядного тракта можно обеспечить вторичным газом (защитным газом). правильный выбор комбинации плазмы и защитного газа может значительно снизить общие затраты на процесс.
Лазерная резка
Система Esab Autorex — это первый шаг к автоматизации плазменной резки. Его можно легко интегрировать в существующие производственные линии.
(Источник: Esab Cutting Systems)
Лазерная резка — новейшая технология термической резки, разработанная после плазменной резки.
Лазерный луч генерируется в резонаторной полости системы лазерной резки 9.1203 . Хотя расход резонаторного газа невелик, решающее значение имеют его чистота и правильный состав. Специальные резонаторные газы защищают устройства от попадания цилиндра в полость резонатора и оптимизируют режущую способность. Для резки и сварки лазерный луч направляется от резонатора к режущей головке через систему траектории луча. Необходимо убедиться, что в системе нет растворителей, частиц и паров. Особенно для высокопроизводительных систем (> 4 кВт) рекомендуется азот из жидкого источника. При лазерной резке кислород или азот могут служить режущим газом. Кислород используется для нелегированной и низколегированной стали , хотя процесс аналогичен газокислородной резке. Здесь также важную роль играет чистота кислорода. Азот используется для обработки нержавеющей стали, алюминия и никелевых сплавов для получения чистой кромки и сохранения основных свойств основного материала.Впрыск воды для плазменной резки и сварки
Вода используется в качестве хладагента во многих промышленных процессах, в которых используются высокие температуры. То же самое относится к впрыску воды при плазменной резке. Вода впрыскивается через инжектор в плазменную дугу плазмореза. Плазменная дуга обычно создается при использовании азота в качестве плазмообразующего газа, как это имеет место в большинстве плазменных резаков. Как только вода впрыскивается в плазменную дугу , это приводит к высокому сужению . В этом специальном процессе температура значительно повышается до 30 000°C и выше . Если сравнить упомянутые выше преимущества процесса с обычной плазмой, то можно увидеть, что как качество резки , так и прямоугольность реза значительно улучшаются , а материалы идеально подготавливаются к сварке. Помимо улучшения качества резки при плазменной резке, также можно наблюдать увеличение скорости резания, меньший риск двойной кривизны и уменьшение эрозии сопла .
Плазменная резка с повышенным сужающим эффектом
Вихревой газ часто используется в плазменной резке для лучшего удержания столба плазмы и более стабильной дуги, сужающей дугу. По мере увеличения количества входных газовых вихрей центробежная сила перемещает точку максимального давления к краю камеры, а точку минимального давления намного ближе к оси. Разница между максимальным и минимальным давлением увеличивается с увеличением количества завихрений. Большой перепад давления в радиальном направлении сужает дугу и приводит к высокой плотности тока и нагреву ома вблизи оси.
Это приводит к гораздо более высокой температуре вблизи катода . Следует отметить, что вихревой газ ускоряет эрозию катода по двум причинам: Повышение давления в камере и изменение картины потока вблизи катода . Следует также учитывать, что газ с большим числом закрутки увеличивает закруточную составляющую скорости в точке среза по закону сохранения углового момента.
