Принципиальная схема сварочного инвертора: Схема сварочного инвертора – принципиальная схема инверторной сварки
Содержание
Устройство сварочного инвертора.
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки.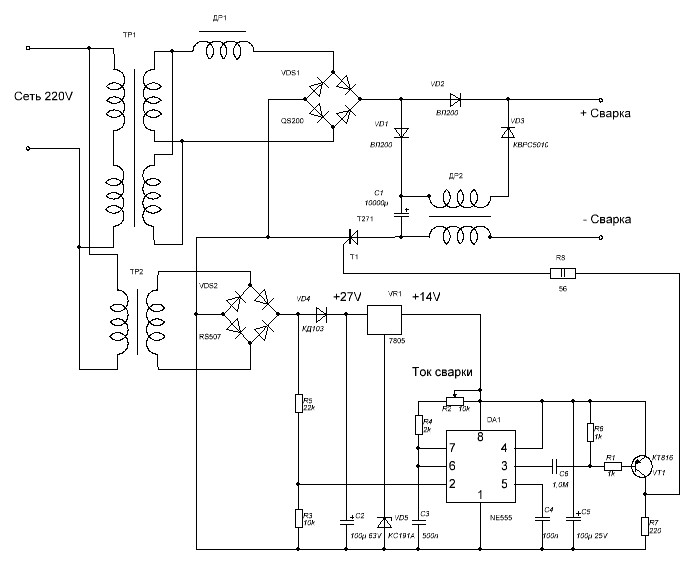 Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал.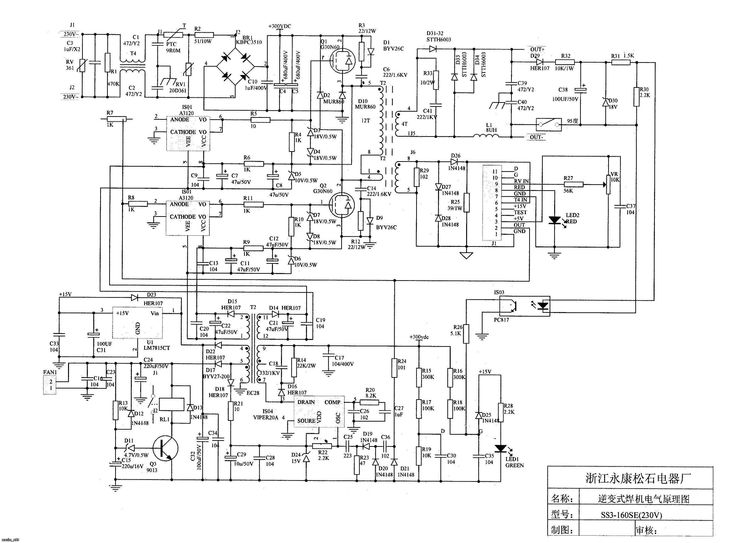 Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа.
Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
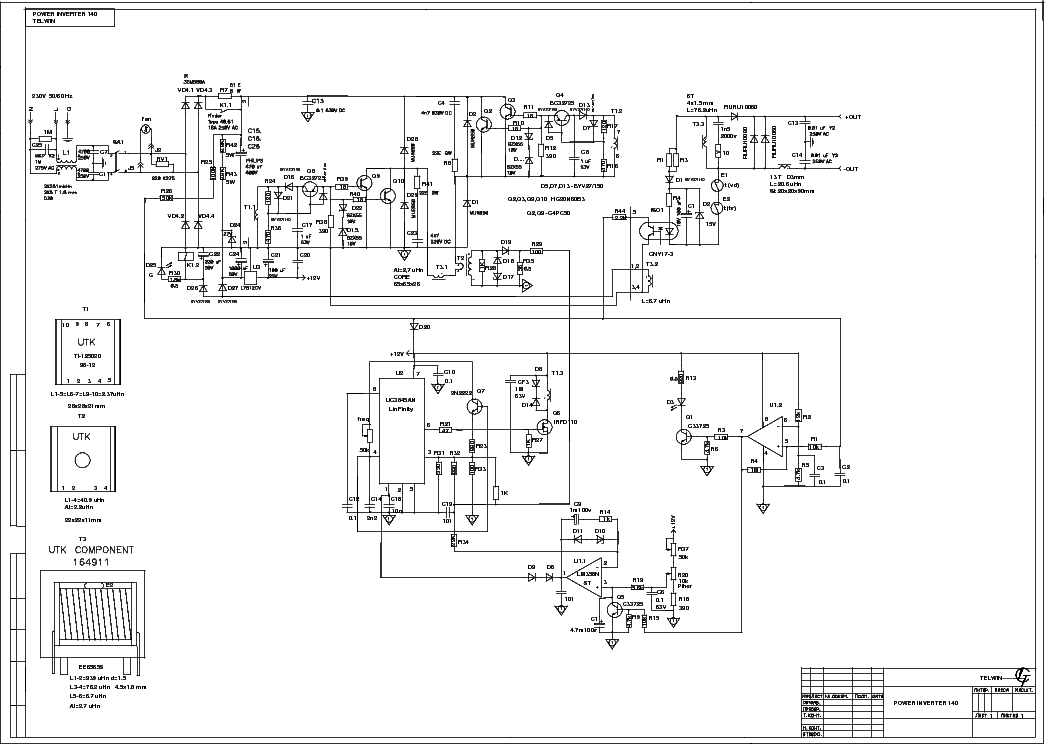
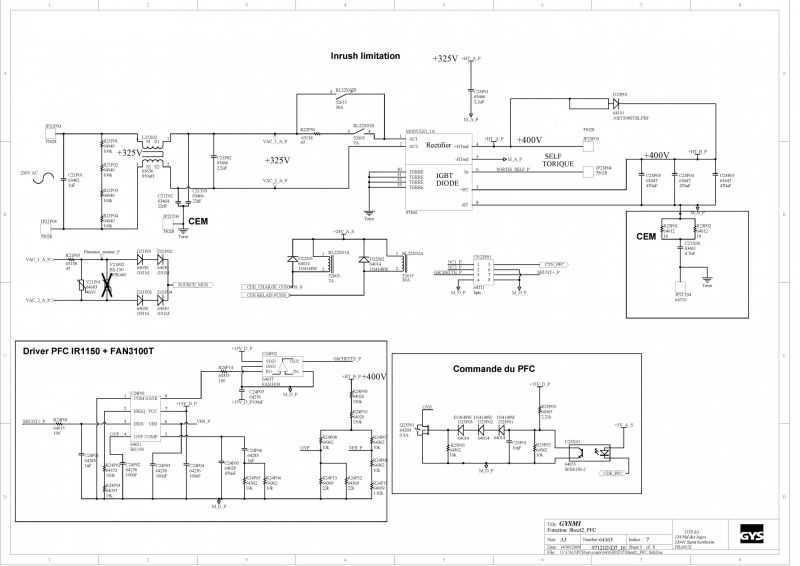
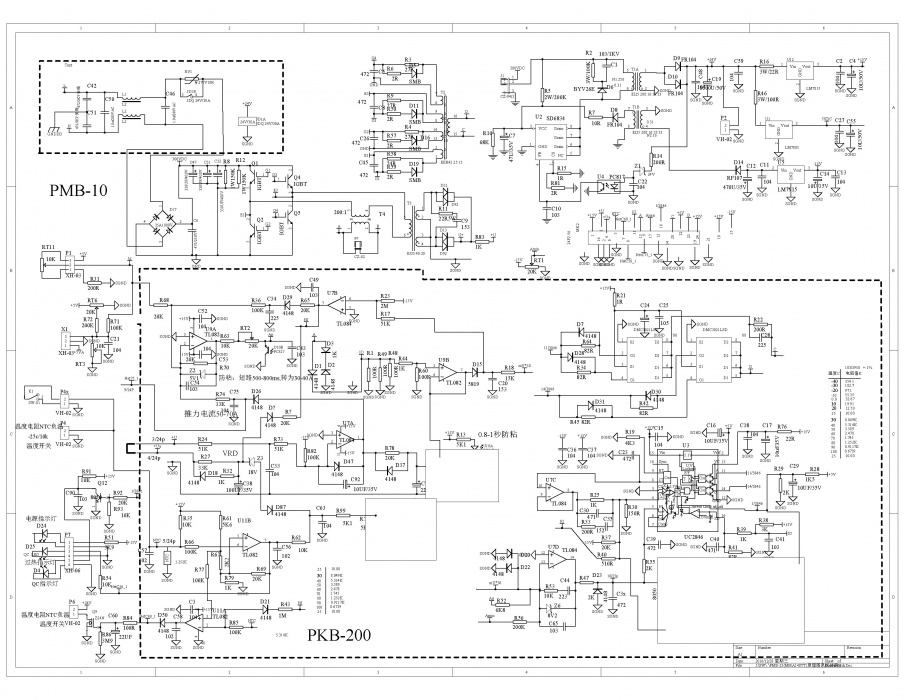
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата.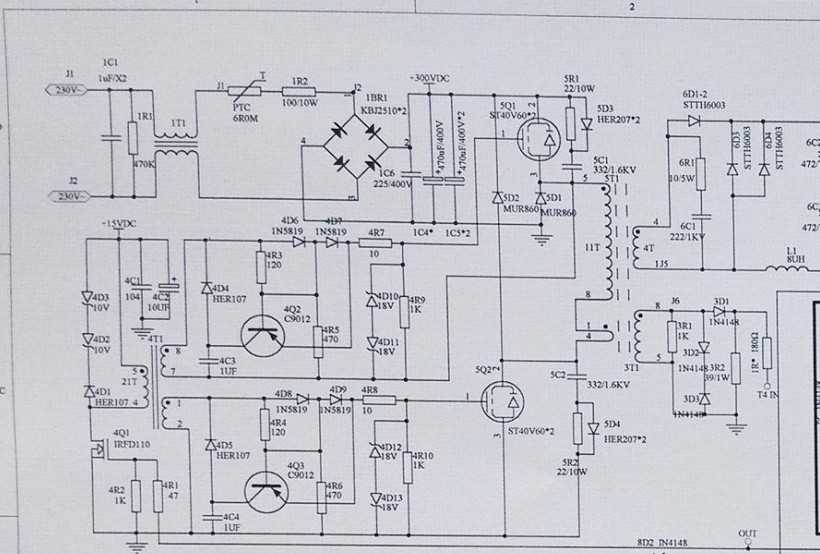 В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами.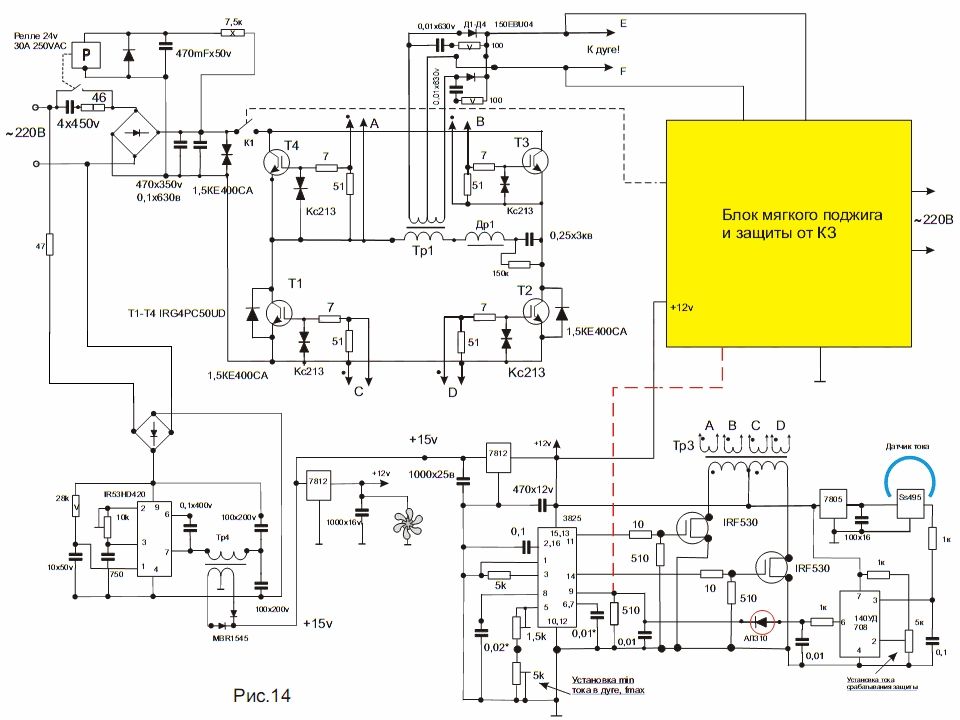 Это и необходимо для проведения сварочных работ.
Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Обозначение полевого транзистора на схеме.

Параметры MOSFET транзисторов.
Химические источники тока.
Сварочный инвертор своими руками: схема, видео — Asutpp
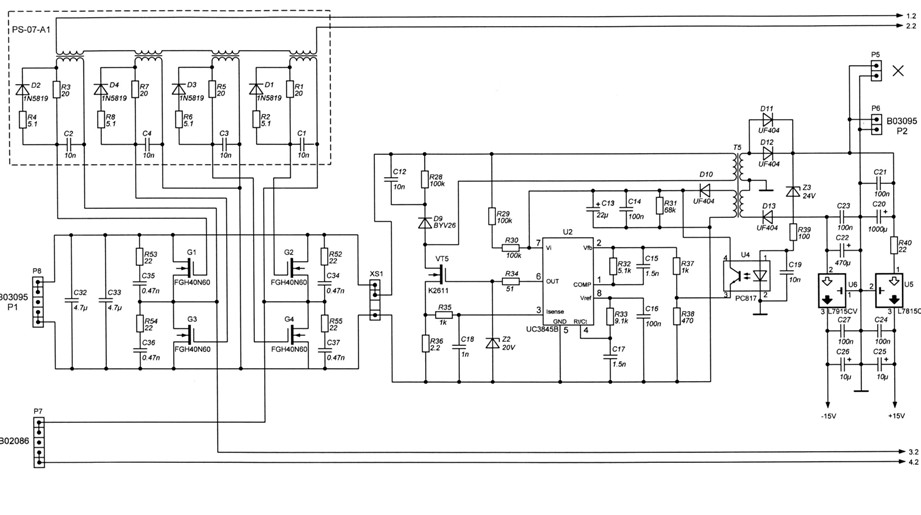
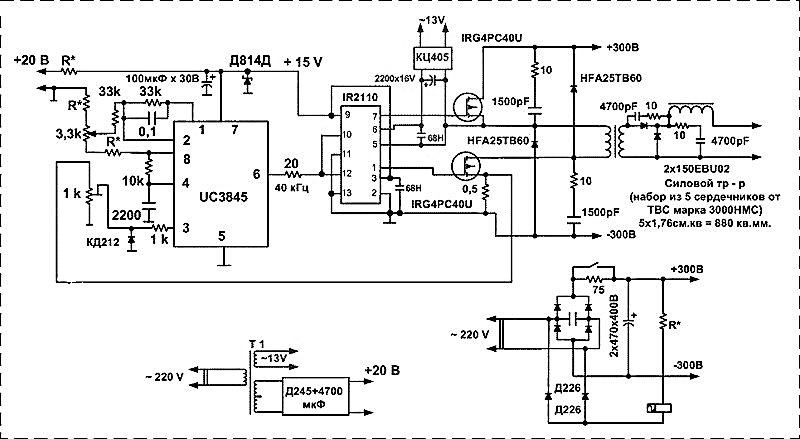
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
Самая важное при конструировании или ремонте покупного или самодельного инвертора — его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
Принципиальная электрическая схема сварочного инвертора
Изготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.

Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Кольца обмоток
Между первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания.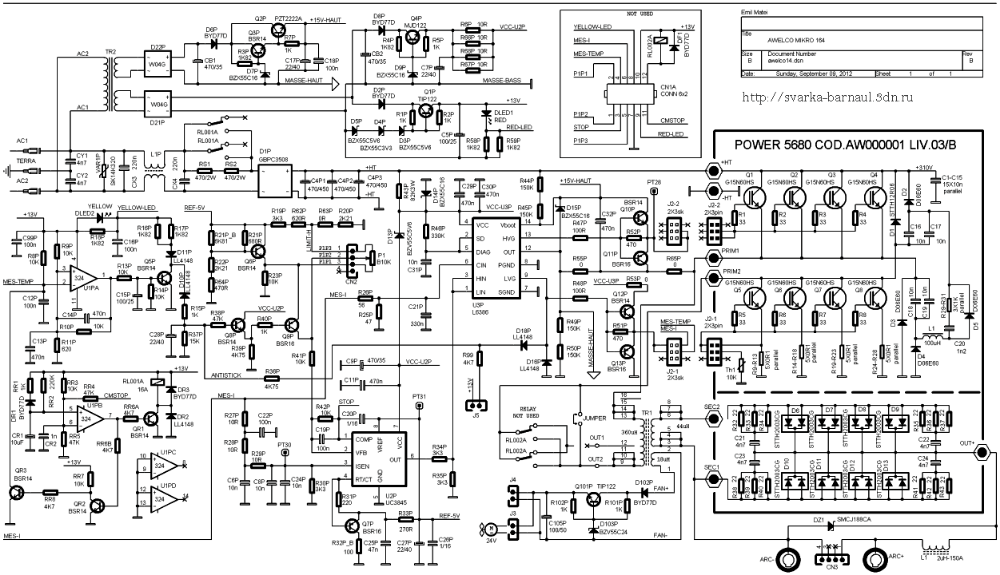 Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
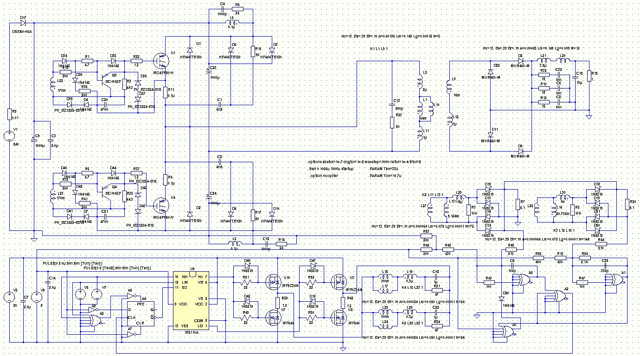
Схема: разобранный сварочный инвертор
Вес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
Инвертор из компьютера
Как настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов.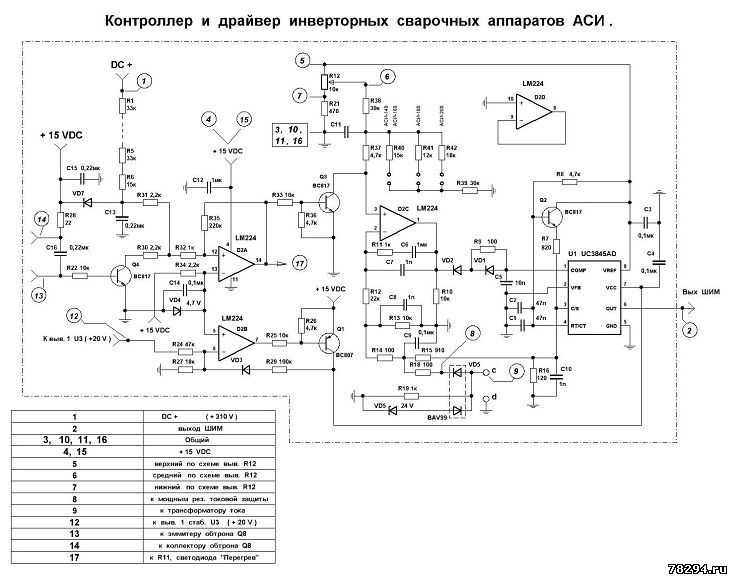 Как это можно сделать самому?
Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.
- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке.
 Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов. - Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона. Если инвертор маломощный, среднее амплитудное напряжение должно составлять около 15 вольт.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами. Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети.
 При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
Сварочный аппарат TIG переменного/постоянного тока
TIG225X с импульсным режимом
Обзор
плюс
Сварочный аппарат TIG AC/DC PrimeWeld TIG225X с Pulse — это универсальный сварочный аппарат, который поможет вам выполнять различные проекты. Независимо от того, свариваете ли вы кузова автомобилей, металлическую мебель или скульптуру, TIG не имеет себе равных в подлинном практическом мастерстве. Сварка TIG наиболее известна своими красивыми швами. Открытые соединения, такие как велосипедные рамы, уличные стержни, резервуары для воды и заборы, — вот где блестит процесс TIG.
Независимо от того, свариваете ли вы кузова автомобилей, металлическую мебель или скульптуру, TIG не имеет себе равных в подлинном практическом мастерстве. Сварка TIG наиболее известна своими красивыми швами. Открытые соединения, такие как велосипедные рамы, уличные стержни, резервуары для воды и заборы, — вот где блестит процесс TIG.
Поднимите свою сварку TIG на совершенно новый уровень качества
Импульсный сварочный аппарат TIG переменного/постоянного тока обеспечивает высочайший контроль качества алюминия, обеспечивая прекрасные сварные швы. PrimeWeld TIG225X имеет полный спектр настроек для настройки характеристик дуги. От уровня мощности при поджигании дуги до широтно-импульсной модуляции, которая управляет глубиной и шириной проплавления, вы можете контролировать каждый аспект своей машины.
Функция балансировки переменного тока удаляет окисление и загрязнения
Функция «Баланс переменного тока» позволяет установить время, затрачиваемое на каждую сторону цикла переменного тока, очищая поверхность от окисления и удаляя загрязнения из сварочной ванны.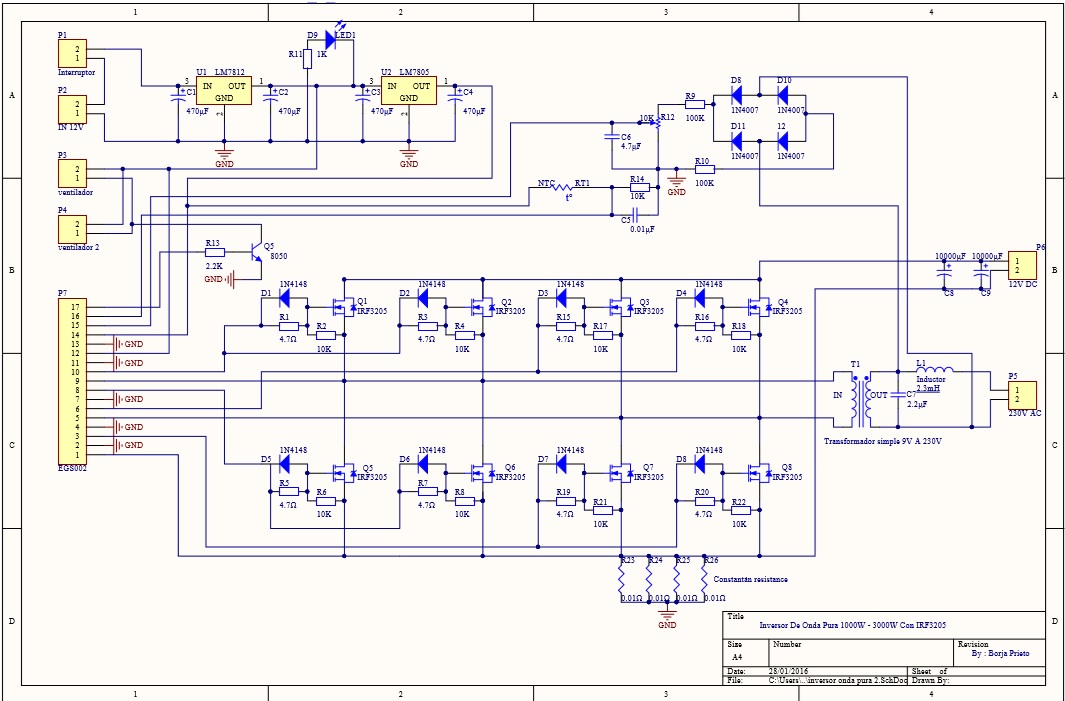 Изменяя время, в течение которого сигнал является отрицательным или положительным, вы можете изменить степень «перемешивания» в сварочной ванне.
Изменяя время, в течение которого сигнал является отрицательным или положительным, вы можете изменить степень «перемешивания» в сварочной ванне.
Fine Touch и Low Heat для листового металла
DC TIG обеспечивает низкотемпературный контроль, необходимый для листового металла или кузовов автомобилей. Для более толстого материала сварочный аппарат TIG переменного/постоянного тока мощностью 225 ампер может сваривать металл толщиной 1/2 дюйма. Никакой другой сварочный процесс не может сравниться с красотой открытых швов TIG. Это метод выбора для соединений открытых каркасов, таких как велосипедные рамы и металлические скульптуры.
Ручной режим для быстрой сварки
Ручной режим экономит затраты на защитный газ, когда вам не нужна тонкость сварки TIG. Переключите переключатель, чтобы выполнить ремонт ограждений и оборудования с помощью сварки постоянным током до 180 ампер. TIG225X быстро справится с любым металлом толщиной до 1/2 дюйма.
Эта машина работает в суровых реальных условиях, как и любой продукт PrimeWeld. Сварочный аппарат переменного/постоянного тока TIG225X с импульсным режимом — лучший сварочный аппарат TIG за свои деньги в своем ценовом диапазоне.
Сварочный аппарат переменного/постоянного тока TIG225X с импульсным режимом — лучший сварочный аппарат TIG за свои деньги в своем ценовом диапазоне.
ПОДДЕРЖИВАЕТСЯ ЛЕГЕНДАРНОЙ ПОДДЕРЖКОЙ PrimeWeld и БЕСПЕРЕБОЙНОЙ 3-ЛЕТНЕЙ ГАРАНТИЕЙ!
Наша служба поддержки клиентов позволяет легко связаться с нашей командой НАСТОЯЩИХ ЛЮДЕЙ, которые предоставят полезные советы и ноу-хау для устранения неполадок каждой модели PrimeWeld для достижения оптимальной производительности.
СКАЧАТЬ PDF
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ И ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ
Щелкните здесь, чтобы загрузить руководство пользователя TIG225X.
Информация о гарантии
3-летняя гарантия
PrimeWeld предлагает беспроблемную 3-летнюю гарантию. * Нажмите здесь, чтобы узнать больше.
* Нажмите здесь, чтобы узнать больше.
Служба поддержки клиентов
Служба поддержки клиентов, запасные части, техническая поддержка находятся в США.
Щелкните здесь, чтобы позвонить нам по телефону (856) 500-2000.
Особенности
плюс
Сварочный аппарат TIG225X AC/DC TIG с импульсными функциями
- Двойной вход 120/240 В
- IGBT инвертор с питанием
- Сварочный аппарат постоянного тока (ММА)
- Сварочный аппарат TIG переменного тока (GTAW-PA)
- Сварочный аппарат TIG постоянного тока (GTAW-PD)
- Начало сварки из коробки
ЗАЩИТНЫЕ ХАРАКТЕРИСТИКИ:
- Холодный электрод
- Защита от перегрузки по току
- Защита от перегрева
- Защита от скачков напряжения
ХАРАКТЕРИСТИКИ TIG (GTAW):
- Запуск высокочастотной дуги
- Предварительная и дополнительная подача защитного газа
- Замок курка горелки 2T/4T
- Начальное и конечное уменьшение тока
- Управление током вверх и вниз
- Фоновый базовый текущий уровень
- Выбираемый уровень частоты импульсов Hi/Lo/Off
- Импульсный коэффициент заполнения и частота импульсов
- Частота переменного тока
- Весы переменного тока для очистки сварочной ванны
- Широтно-импульсная модуляция
- Переключатель процесса переменного/постоянного тока
STICK ARC (MMA) ХАРАКТЕРИСТИКИ:
- Функция предотвращения прилипания электрода
- Качественный 10-футовый хомут
- Переход с TIG на Stick с помощью переключателя
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ:
- Соединители Dinse
- Соединение охладителя воды
- Цифровой индикатор мощности
- Встроенный соленоид защитного газа
- Переключатель режимов TIG/MMA (стик)
Технические характеристики
плюс
Технические характеристики
Размер выключателя:
- (120 В) 30 А / (240 В) 50 А
Мощность TIG в амперах:
- 120 вольт: 20-140 ампер
- 240 вольт: 20-225 ампер
Мощность дуги в амперах:
- Дуга 120 В: 20–120 А
- Дуга 240 вольт: 20-180 ампер
Рабочий цикл TIG:
- 40 процентов при макс.
 номинальном режиме (120/240 В)
номинальном режиме (120/240 В) - 100 процентов при 108 А (120 В)
- 100 процентов при 155 А (240 В)
Стик Duty Cycle Stick (MMA):
- 40 процентов при макс. номинальном (120/240 В)
- 100 процентов при 76 А (120 В)
- 100 процентов при 139 А (240 В)
Частота импульсов TIG:
- Низкий уровень от 0,5 до 10 Гц
- Высокий уровень от 10 до 200 Гц
Диапазон балансировки переменного тока TIG:
- 30-70 процентов
Предварительная подача газа:
- от 0,1 до 3 секунд
Постпоток газа:
- от 0 до 15 секунд
Вес:
- 41 фунт
Технические характеристики Таблица
| Параметр | TIG225ACDCP | |
|---|---|---|
| Процесс сварки | AC/DC GTAW-P DC-SMAW | |
| Инверторный тип | БТИЗ | |
| Входное напряжение | 1 фаза переменного тока, 110 В +/- 15 % | 1 фаза переменного тока, 220 В +/- 15 % |
| Входная частота | 50/60 Гц | 50/60 Гц |
Входной разъем типа Предварительно смонтированный для NEMA 6-50P *для предусмотрен адаптер от NEMA 6-50 до NEMA 5-15 (для работы от 220 В или 110 В) | 5-15P НЭМА *См. | 6-50P НЭМА |
| Номинальный входной ток | ТИГ: 34,0 А ММА: 46,3 А | ТИГ: 33,3 А ММА: 38.1А |
| Номинальное выходное напряжение | ТИГ: 15,6 В ММА: 24,8 В | ТИГ: 19,0 В ММА: 27,2 В |
| Номинальный выходной ток | ТИГ: 140,0 А ММА: 120,0 А | ТИГ: 225,0 А ММА: 180,0 А |
| Напряжение холостого хода | 56,0 В | |
| Зажигание дуги (ВИГ) | Высокочастотный пуск (ВЧ-старт) | |
| Рабочий цикл | См. таблицу рабочих циклов | |
| Энергопотребление без нагрузки | 40 Вт | |
| Эффективность | >=80% | |
| Коэффициент мощности | 0,73 | |
| Класс изоляции | Ф | |
| Степень защиты от проникновения пыли (IP) | ИП21 | |
| Вес | 18,5 кг / 40,7 фунта | |
| Габаритные размеры | 20,50 x 11,80 x 21,46 дюйма | |
| Пульт дистанционного управления | 2T операция | |
| Размер выключателя | 50 А 22 В/30 А 110 В | |
| Зависит от процесса сварки | ||
| Пусковой ток | от 10 А до 225 А | |
| Конечный ток | от 10 А до 225 А | |
| Текущее нарастание | от 0 с до 10 с | |
| Сварочный ток | от 10 А до 225 А | |
| Базовый ток | от 5% до 95% | |
| Частота импульсов | Низкий: от 0,5 Гц до 10 Гц Высокий: от 10 Гц до 200 Гц | |
| Газ: предварительная подача | от 0,1 до 3 с | |
| Газ: постпоток | от 0 до 15 с | |
| Частота переменного тока | от 40 Гц до 200 Гц | |
| Весы переменного тока | от 10% до 90% | |
 примечание
примечаниеВходное напряжение и рабочий цикл
| Тип сварки | Входное напряжение | Рабочий цикл |
|---|---|---|
| ТИГ | 110 В | 140 А/15,6 В при 40 % |
| 124 А/14,9 В при 60 % | ||
| 108 А/14,3 В при 100 % | ||
| 220 В | 225 А/19 В при 40 % | |
| 183 А/17,3 В при 60 % | ||
| 155 А/16,2 В при 100 % | ||
| Палка | 110 В | 120 А/24,8 В при 40 % |
| 98 А/23,9 В при 60 % | ||
| 76 А/23 В при 100 % | ||
| 220 В | 180 А/27,2 В при 40 % | |
| 162 А/26,5 В при 60 % | ||
| 139 А/25,6 В при 100 % |
*примечание: все значения даны при 25°C
Что включено
плюс
Что включено
- Горелка Superflex TIG серии 17 CK Worldwide с гибкой головкой и шлангом CK superflex, также включает разъем CK dinse
- Зажим заземления с 12-футовым кабелем
- Держатель электрода с 12-футовым кабелем
- Адаптер питания с 220 В на 110 В
- Регулятор силы тока ножной педали с
- Газовый регулятор
- Комплект расходных деталей для горелки TIG включает в себя чашки #5 #6 #7, цанги 1/16″ 3/32″, корпус цанги 3/32″, серый вольфрамовый электрод, 3/32″*175 мм, короткую заднюю крышку, длинную заднюю крышку
- Аргоновый шланг
- Маска для рук и щетка-молот
- Выключатель горелки
- Руководство пользователя
Как использовать
плюс
Как использовать сварочный аппарат TIG225X AC/DC TIG
Эксплуатация сварки TIG на постоянном токе
ВЧ (высокочастотное) зажигание позволяет зажечь дугу при сварке TIG без контакта вольфрама с заготовкой. При нажатии ножной педали машина активирует подачу газа и высокочастотное зажигание, в результате чего дуга зажигается в зазоре между вольфрамовым электродом и заготовкой. Расстояние между электродом и заготовкой может составлять до 1/4 дюйма (6,3 мм). Этот метод зажигания дуги предотвращает попадание вольфрама в заготовку, способствует увеличению срока службы вольфрама и обеспечивает лучший контроль оператора над запуском и остановкой дуги.
При нажатии ножной педали машина активирует подачу газа и высокочастотное зажигание, в результате чего дуга зажигается в зазоре между вольфрамовым электродом и заготовкой. Расстояние между электродом и заготовкой может составлять до 1/4 дюйма (6,3 мм). Этот метод зажигания дуги предотвращает попадание вольфрама в заготовку, способствует увеличению срока службы вольфрама и обеспечивает лучший контроль оператора над запуском и остановкой дуги.
- Соберите части передней части горелки, используя вольфрамовый электрод соответствующего размера и типа, необходимых для работы. Вольфрам требует заточки для сварки постоянным током.
- Установите максимальный сварочный ток (в амперах) с помощью ручки управления Amps, следя за значением, установленным на цифровом дисплее. Пожалуйста, выберите усилители в соответствии с толщиной металла, с которым необходимо работать.
- При использовании режима 2T начальный ток, нарастание, спад и конечный ток не действуют. При использовании режима 4T всего четыре действия: первое нажатие ручного переключателя для регулировки пускового тока, второе нажатие ручного переключателя для регулировки сварочного тока, третье нажатие ручного переключателя для регулировки конечного тока, четвертое нажатие ручного переключателя чтобы закончить сварку.
- Держите резак над заготовкой так, чтобы между вольфрамом и заготовкой оставался зазор 1/8 дюйма (3,2 мм).
- Частично нажмите на педаль, чтобы зажечь дугу в зазоре между вольфрамом и заготовкой. Сохраняйте зазор 1/8 дюйма (3,2 мм) между вольфрамом и заготовкой для поддержания дуги.
- Педаль можно нажимать сильнее, чтобы увеличить сварочный ток до предварительно установленного на панели значения на дисплее, или меньше нажимать, чтобы уменьшить сварочный ток.
- Чтобы прекратить сварку, медленно уменьшите нажатие педали.
- Продолжайте удерживать горелку над концом сварного шва, пока не прекратится подача газа.
- Режим 2T: при использовании в режиме 2T начальный ток, замедление при нарастании, наклон вниз и конечный ток не действуют.
- Режим 4T: при использовании режима 4T всего четыре действия: первое нажатие ручного переключателя для регулировки пускового тока, второе нажатие ручного переключателя для регулировки сварочного тока, третье нажатие ручного переключателя для регулировки конечного тока, четвертый ручной переключатель, чтобы закончить сварку.
Эксплуатация сварки TIG на переменном токе
Переменный ток (переменный ток) позволяет выполнять сварку TIG цветных сплавов, таких как алюминий, алюминиевые сплавы и магний. Эти материалы имеют изолирующий поверхностный оксидный слой, который плавится при более высокой температуре, чем основной металл, что затрудняет сварку основного металла, если оксиды не удалены. Сварочный ток переменного тока идеален, потому что форма волны переменного тока способствует разрушению поверхностного оксидного слоя. ВЧ-зажигание дуги обеспечивает легкое и точное зажигание дуги.
- Соберите части передней части горелки, используя вольфрамовый электрод соответствующего размера и типа. Для сварки переменным током с помощью TIG225X вольфрамовому электроду требуется заточка.
- Установите максимальный сварочный ток (в амперах) с помощью ручки управления Amps, следя за значением, установленным на цифровом дисплее.
- Установите частоту переменного тока (40-200 Гц) и баланс переменного тока (10-90%).
 Частота переменного тока обычно устанавливается на 60 Гц. Чем больше баланс переменного тока, тем лучше будет эффект очистки. Однако в случае высокого тока, если настройка баланса переменного тока слишком велика, это приведет к возгоранию вольфрамовой иглы. Свыше 100 А баланс переменного тока обычно устанавливается на уровне менее 40%.
Частота переменного тока обычно устанавливается на 60 Гц. Чем больше баланс переменного тока, тем лучше будет эффект очистки. Однако в случае высокого тока, если настройка баланса переменного тока слишком велика, это приведет к возгоранию вольфрамовой иглы. Свыше 100 А баланс переменного тока обычно устанавливается на уровне менее 40%. - Держите резак над заготовкой так, чтобы между вольфрамом и заготовкой был зазор 1/8 дюйма (3,2 мм).
- Частично нажмите на педаль, чтобы зажечь дугу в зазоре между вольфрамом и заготовкой. Сохраняйте зазор 1/8 дюйма (3,2 мм) между вольфрамом и заготовкой для поддержания дуги.
- Педаль можно нажимать сильнее, чтобы увеличить сварочный ток до предварительно установленного на панели значения на дисплее, или меньше нажимать, чтобы уменьшить сварочный ток.
- Чтобы прекратить сварку, медленно уменьшите нажатие педали. Продолжайте удерживать горелку над концом сварного шва, пока не прекратится подача газа.
- Продолжайте удерживать горелку над концом сварного шва, пока не прекратится подача газа.
Селекторные переключатели
плюс
Селекторные переключатели
- ВКЛ/ВЫКЛ : Этот переключатель включает питание машины при включении и выключает машину при переключении в положение выключения. ПРИМЕЧАНИЕ. Переключатель включения/выключения находится на задней панели TIG225X.
- TIG/MMA : Обеспечивает выбор режимов сварки TIG или SMAW (Stick). Выбор положения TIG обеспечивает функцию сварки TIG. Выбор положения MMA обеспечивает функцию сварки SMAW на постоянном токе (Stick).
- AC/DC : Обеспечивает выбор переменного или постоянного тока в режиме TIG. Выбор положения AC обеспечивает подачу сварочного тока переменного тока. Выбор положения постоянного тока обеспечивает подачу сварочного тока постоянного тока.
- 2T/4T : В режиме 2T нажатие кнопки горелки TIG запускает сварку, отпускание кнопки завершает сварку. В режиме 4T всего четыре действия: первое нажатие ручного переключателя для регулировки пускового тока, второе нажатие ручного переключателя для регулировки сварочного тока, третье нажатие ручного переключателя для регулировки конечного тока, четвертое нажатие ручного переключателя для закончить сварку.
- Выбор положения LOW переводит машину в режим низких импульсов с частотой от 0,5 Гц до 10 Гц. Выбор ВЫСОКОГО положения переводит машину в высокоимпульсный режим от 10 Гц до 200 Гц. Выбор положения OFF переводит аппарат в стандартный (неимпульсный) режим сварки.
- Это соединение предназначено для питания водяного охладителя 110/220 В (двойное напряжение). Не используйте это соединение для питания любого другого устройства. (макс. выход 4 А.) При работе от входного напряжения 110 В сварочный аппарат будет выдавать только 110 В на этом выходе. Точно так же при работе от 220 В на выходе будет 220 В. При использовании с охладителем с одним напряжением питания обязательно отключите охладитель от сети и прекратите его использование до тех пор, пока сварочный аппарат не сможет работать при правильном напряжении, необходимом для питания охладителя, иначе это может привести к серьезному повреждению охладителя.
Диски управления
плюс
Диски управления
A: Сварочный ток : Обеспечивает регулировку и контроль основного сварочного тока. Диапазон регулировки: 10–225 А (220 В), 10–40 А (110 В).
Диапазон регулировки: 10–225 А (220 В), 10–40 А (110 В).
B: Предварительная подача : Обеспечивает регулировку и контроль потока газа перед воспламенением. Обычно время подачи защитного газа к выходному отверстию наконечника сопла должно быть больше 0,5 с, чтобы покрыть точку начала сварки и вольфрамовый электрод. В случае более длинной газовой линии от баллона время предварительного запуска должно быть больше. Диапазон регулировки: 0,1-3 секунды.
C: Пусковой ток : Ток, появляющийся в цепи после нажатия кнопки на рукоятке. Чем выше начальный ток, тем легче зажечь дугу. Однако при сварке тонких листов слишком большой начальный ток может привести к прогоранию листа. В некоторых режимах сварки ток не увеличивается, чтобы нагреть свариваемый элемент. Диапазон регулировки 10–225 А (220 В), 10–140 А (110 В).
D: Нарастание : Время нарастания сварочного тока от начального до установленного значения сварочного тока. Диапазон регулировки: 0-10 секунд.
Диапазон регулировки: 0-10 секунд.
E: Базовый ток : Обеспечивает регулировку и контроль фонового сварочного тока во время импульсной сварки. Настройки представляют собой процент от пикового сварочного тока. Например, пиковый ток установлен на 100 ампер, а фоновый ток установлен на 20% (20 ампер), это означает, что выходной ток во время импульсного цикла будет уменьшаться со 100 ампер до 20 ампер во время каждого импульсного цикла. Диапазон регулировки: 5-95%.
F: Число импульсов в секунду : Обеспечивает регулировку и настройку частоты импульсов, когда машина работает в импульсном режиме. Он регулирует количество раз в секунду (Гц), когда выходной ток переключается с настройки пикового тока на настройку фонового тока. Регулировка: 10–200 Гц (высокая) и 0,5–10 Гц (низкая).
G: Импульсный режим : Отношение пикового тока к периоду импульса позволяет регулировать глубину проникновения. Увеличение импульсного режима увеличивает глубину проникновения, уменьшение снижает количество тепла, поступающего в материал, снижая риск прогорания более тонких листов или элементов меньшего размера. Более низкие значения импульсного режима должны использоваться для более высоких токов. Например, коэффициент 30% следует использовать для токов более 200 А. Больший импульсный режим следует использовать для малых токов, например, для токов ниже 100 А следует использовать коэффициент более 50 %. Диапазон регулировки 10 — 90%.
Более низкие значения импульсного режима должны использоваться для более высоких токов. Например, коэффициент 30% следует использовать для токов более 200 А. Больший импульсный режим следует использовать для малых токов, например, для токов ниже 100 А следует использовать коэффициент более 50 %. Диапазон регулировки 10 — 90%.
H: Наклон вниз : Время снижения сварочного тока от значения, установленного до нуля, или значение конечного тока. Регулировка 0 — 25 секунд.
I: Конечный ток : Ток, используемый в некоторых режимах сварки, когда дуга не гаснет сразу после снижения сварочного тока. Это позволяет заполнить кратер и конец сварного шва. Диапазон регулировки 10–225 А (220 В), 10–140 А (110 В).
J: Последующая подача : Обеспечивает регулировку и контроль подачи газа после гашения сварочной дуги. Последующий поток газа предотвращает загрязнение сварочной ванны в период ее охлаждения из расплавленного состояния в твердое на конце сварки и защищает вольфрамовый электрод от окисляющей атмосферы во время цикла охлаждения.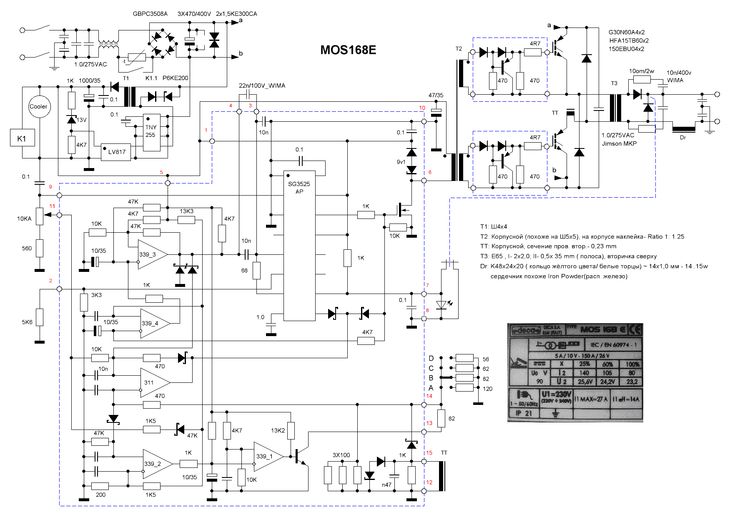 Время подачи постгаза будет зависеть от размера вольфрама и используемого сварочного тока. При правильной настройке расхода постгаза вольфрамовый электрод будет иметь чистое блестящее покрытие. Регулировка 0 — 15 секунд.
Время подачи постгаза будет зависеть от размера вольфрама и используемого сварочного тока. При правильной настройке расхода постгаза вольфрамовый электрод будет иметь чистое блестящее покрытие. Регулировка 0 — 15 секунд.
K: Частота переменного тока : Регулирует выходную частоту переменного тока для управления шириной конуса дуги и улучшения контроля направления дуги. Диапазон регулировки 40 — 200 Гц.
L: Баланс переменного тока : Чтобы понять, как работает контроль баланса, сначала нужно понять, почему для алюминия и магния требуется мощность для сварки на переменном токе. Эти материалы имеют изолирующий поверхностный оксидный слой, который плавится при более высокой температуре, чем основной металл, что затрудняет сварку основного металла, если оксиды не удалены. Сварочный ток переменного тока идеален, поскольку природа выходного переменного тока способствует разрушению поверхностного оксидного слоя. Регулятор баланса переменного тока предназначен для регулировки текущего времени потока между положительным (+) и отрицательным (-).
Имплантируемые кардиовертер-дефибрилляторы (ИКД) – клиника Майо
Обзор
Имплантируемый кардиовертер-дефибриллятор (ИКД)
Имплантируемый кардиовертер-дефибриллятор (ИКД)
Электрошок , контролирующий сердцебиение, ИКД когда устройство обнаруживает нерегулярное сердцебиение.
Имплантируемый кардиовертер-дефибриллятор (ИКД) представляет собой небольшое устройство с батарейным питанием, которое помещается в грудную клетку для обнаружения и остановки нерегулярных сердечных сокращений (аритмий). МКБ постоянно отслеживает сердцебиение и при необходимости наносит удары током, чтобы восстановить нормальный сердечный ритм.
Вам может понадобиться ICD , если у вас опасно учащенное сердцебиение, которое мешает вашему сердцу снабжать достаточным количеством крови остальную часть вашего тела (например, желудочковая тахикардия или фибрилляция желудочков), или если вы подвержены высокому риску такого сердца нарушение ритма (аритмия), как правило, из-за слабости сердечной мышцы.
ICD отличается от кардиостимулятора — имплантируемого устройства, которое может предотвращать опасное замедление сердцебиения.
Типы
ICD — это устройство для кардиотерапии. Существует два основных типа:
- Традиционный МКБ имплантируется в грудную клетку, а провода (отведения) прикрепляются к сердцу. Процедура имплантации требует инвазивной хирургии.
- Подкожный МКБ (S-ICD) — это еще один вариант, который имплантируется под кожу сбоку грудной клетки ниже подмышечной впадины. Он прикреплен к электроду, который проходит вдоль грудины. S-ICD больше, чем традиционный ICD , но не прикрепляется к сердцу.
Товары и услуги
- Книга: Книга семейного здоровья клиники Мэйо, 5-е издание
- Информационный бюллетень: Письмо о здоровье клиники Мэйо — электронное издание
Почему это делается
Подкожный имплантируемый кардиовертер-дефибриллятор (S-027) Подкожный 90 имплантируемый кардиовертер-дефибриллятор (S-ICD)
Подкожный имплантируемый кардиовертер-дефибриллятор (S-ICD) является менее инвазивной альтернативой традиционному МКБ . Устройство S-ICD имплантируется под кожу сбоку грудной клетки ниже подмышечной впадины. Он соединяет его с датчиком, который проходит вдоль грудины.
ICD постоянно отслеживает нерегулярные сердечные сокращения и мгновенно пытается их исправить. Помогает, когда сердце перестает эффективно биться (остановка сердца).
Ваш поставщик медицинских услуг может порекомендовать МКБ , если у вас были признаки или симптомы определенного типа нерегулярного сердечного ритма, называемого устойчивой желудочковой тахикардией, включая обмороки. МКБ также может быть рекомендовано, если вы пережили остановку сердца. Другими причинами, по которым вам может быть полезен МКБ , являются:
МКБ также может быть рекомендовано, если вы пережили остановку сердца. Другими причинами, по которым вам может быть полезен МКБ , являются:
- История болезни коронарной артерии и сердечного приступа, который ослабил сердце
- Увеличение сердечной мышцы
- Генетическое заболевание сердца, повышающее риск опасно учащенного сердечного ритма, например, некоторые типы синдрома удлиненного интервала QT
- Другие редкие состояния, которые могут повлиять на сердцебиение
Медицинский работник может порекомендовать S-ICD , если в сердце есть структурные дефекты, препятствующие прикреплению проводов к сердцу через кровеносные сосуды.
Записаться на прием
Риски
Возможные риски имплантации МКБ включают:
- Инфекция в месте имплантации
- Отек, кровотечение или синяк
- Повреждение кровеносных сосудов от МКБ отведений
- Кровоизлияние вокруг сердца, которое может быть опасным для жизни
- Подтекание крови через сердечный клапан (регургитация) в месте размещения электрода ICD
- Коллапс легкого (пневмоторакс)
- Движение (смещение) устройства или отведений, которое может привести к перфорации сердца (редко)
Как вы подготовитесь
Прежде чем вы получите МКБ , ваш поставщик медицинских услуг назначит несколько тестов, которые могут включать:
- Электрокардиографию (ЭКГ или ЭКГ).
 Ан ЭКГ — это быстрый и безболезненный тест, который измеряет электрические сигналы, заставляющие сердце биться. Липкие пластыри (электроды) накладывают на грудь, а иногда и на руки и ноги. Провода соединяют электроды с компьютером, который отображает результаты теста. ЭКГ может показать, бьется ли сердце слишком быстро, слишком медленно или вообще не бьется.
Ан ЭКГ — это быстрый и безболезненный тест, который измеряет электрические сигналы, заставляющие сердце биться. Липкие пластыри (электроды) накладывают на грудь, а иногда и на руки и ноги. Провода соединяют электроды с компьютером, который отображает результаты теста. ЭКГ может показать, бьется ли сердце слишком быстро, слишком медленно или вообще не бьется. - Эхокардиография. Этот неинвазивный тест использует звуковые волны для создания изображений сердца в движении. Он показывает размер и структуру сердца, а также то, как кровь течет через сердце.
Холтеровское мониторирование. Холтеровское мониторирование — это небольшое носимое устройство, которое отслеживает сердечный ритм. Возможно, он сможет определить нерегулярный сердечный ритм, который пропустил ЭКГ . Обычно вы носите холтеровское мониторирование в течение 1–2 дней.
 Провода от датчиков на груди подключаются к записывающему устройству с батарейным питанием, которое можно носить в кармане или носить на ремне или плечевом ремне.
Провода от датчиков на груди подключаются к записывающему устройству с батарейным питанием, которое можно носить в кармане или носить на ремне или плечевом ремне.Во время ношения монитора вас могут попросить вести дневник ваших действий и симптомов. Ваш лечащий врач обычно сравнивает дневник с электрическими записями и пытается выяснить причину ваших симптомов.
- Регистратор событий. Если у вас не было нарушений сердечного ритма во время ношения холтеровского монитора, ваш лечащий врач может порекомендовать регистратор событий, который можно носить в течение более длительного времени. Существует несколько различных типов регистраторов событий. Регистраторы событий аналогичны холтеровским мониторам и обычно требуют нажатия кнопки при появлении симптомов.
- Электрофизиологическое исследование (ЭП). Медицинский работник вводит гибкую трубку (катетер) через кровеносный сосуд в сердце. Часто используется более одного катетера.
 Датчики на кончике каждого катетера посылают сигналы и регистрируют электричество сердца. Медицинский работник использует эту информацию для определения области, которая вызывает нерегулярное сердцебиение.
Датчики на кончике каждого катетера посылают сигналы и регистрируют электричество сердца. Медицинский работник использует эту информацию для определения области, которая вызывает нерегулярное сердцебиение.
Чего ожидать
Перед процедурой
Если вам имплантируют ИКД , вас, скорее всего, попросят воздержаться от еды и питья как минимум за 8 часов до процедуры.
Поговорите со своим лечащим врачом о любых лекарствах, которые вы принимаете, и о том, следует ли вам продолжать их принимать до процедуры имплантации ICD .
Во время процедуры
Медицинский работник введет капельницу в ваше предплечье или кисть и может дать вам лекарство, называемое седативным, чтобы помочь вам расслабиться.
Вам, скорее всего, сделают общий наркоз (полный сон).
Во время операции по имплантации ICD врач вводит один или несколько гибких изолированных проводов (отведений) в вены возле ключицы к сердцу, используя в качестве ориентира рентгеновские снимки.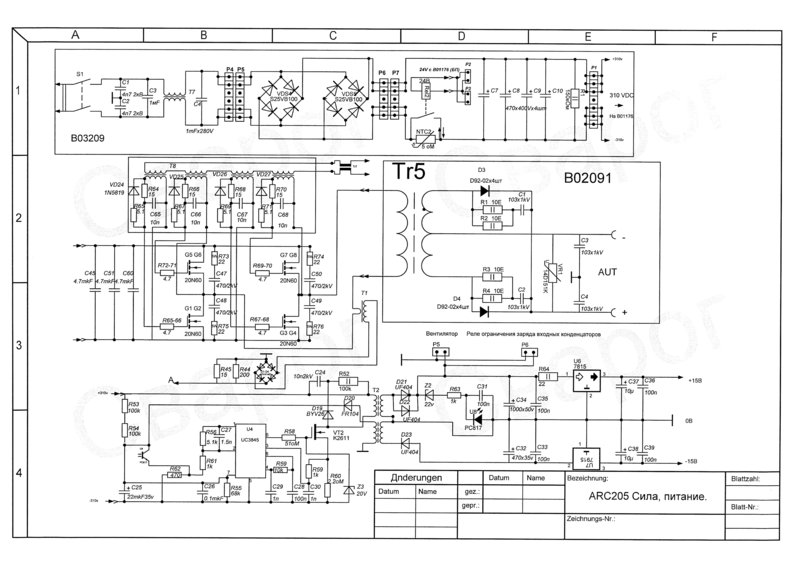 Концы проводов прикрепляются к сердцу. Другие концы прикрепляются к устройству (электрогенератору), имплантированному под кожу под ключицей. Процедура имплантации ICD обычно занимает несколько часов.
Концы проводов прикрепляются к сердцу. Другие концы прикрепляются к устройству (электрогенератору), имплантированному под кожу под ключицей. Процедура имплантации ICD обычно занимает несколько часов.
После того, как ICD будет установлен, ваш врач проверит его и запрограммирует в соответствии с вашими конкретными потребностями сердечного ритма. Тестирование МКБ может потребовать ускорения работы сердца, а затем восстановления его нормального ритма разрядом.
В зависимости от проблемы с сердцебиением, ICD можно запрограммировать на:
- Низкоэнергетическая стимуляция. Вы можете ничего не чувствовать или ощущать безболезненное трепетание в груди, когда ваш ICD реагирует на легкие изменения вашего сердцебиения.

- Удар более высокой энергии. При более серьезных нарушениях сердечного ритма ICD может обеспечить более сильную разрядку. Этот шок может быть болезненным, возможно, вы почувствуете, как будто вас ударили ногой в грудь. Боль обычно длится всего секунду, и после окончания разряда не должно быть дискомфорта.
Обычно достаточно одного разряда, чтобы восстановить нормальное сердцебиение. У некоторых людей может быть два или более разряда в течение 24 часов.
Наличие трех или более разрядов за короткий промежуток времени называется электрическим штормом или аритмическим штормом. Если у вас гроза, позвоните по номеру 911 или обратитесь за неотложной медицинской помощью, чтобы убедиться, что ваш ICD работает должным образом или у вас нерегулярное сердцебиение.
При необходимости ICD можно отрегулировать для уменьшения количества и частоты разрядов.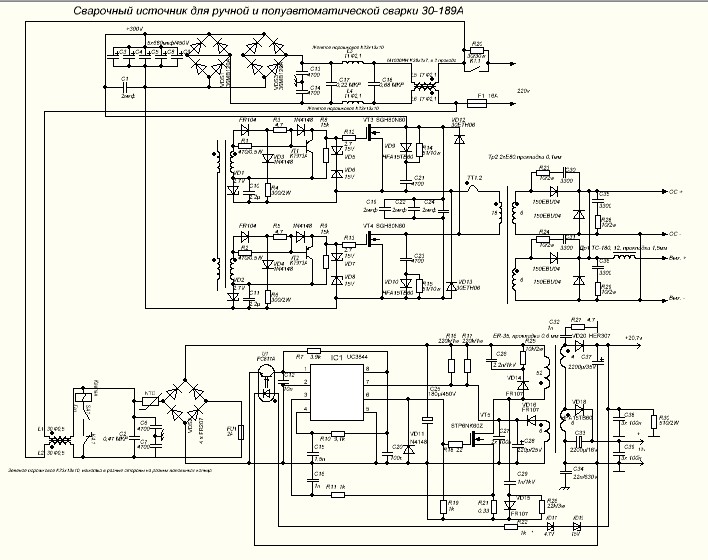 Могут потребоваться лекарства, чтобы заставить сердце биться регулярно и снизить риск грозы.
Могут потребоваться лекарства, чтобы заставить сердце биться регулярно и снизить риск грозы.
После процедуры
Обычно вас выписывают на следующий день после процедуры МКБ . Вам нужно договориться с кем-то, кто отвезет вас домой и поможет вам, пока вы выздоравливаете.
Область имплантации ICD может быть опухшей и болезненной в течение нескольких дней или недель. Ваш лечащий врач может прописать обезболивающие препараты. Аспирин и ибупрофен не рекомендуются, поскольку они могут увеличить риск кровотечения.
Обычно вам следует избегать резких движений, при которых левая рука поднимается над плечом, в течение восьми недель, чтобы электроды не двигались до тех пор, пока область не заживет. Возможно, вам придется ограничить вождение в зависимости от типа МКБ 9.0731 получил. Ваш поставщик медицинских услуг даст вам инструкции о том, когда безопасно вернуться к вождению автомобиля и другим повседневным занятиям.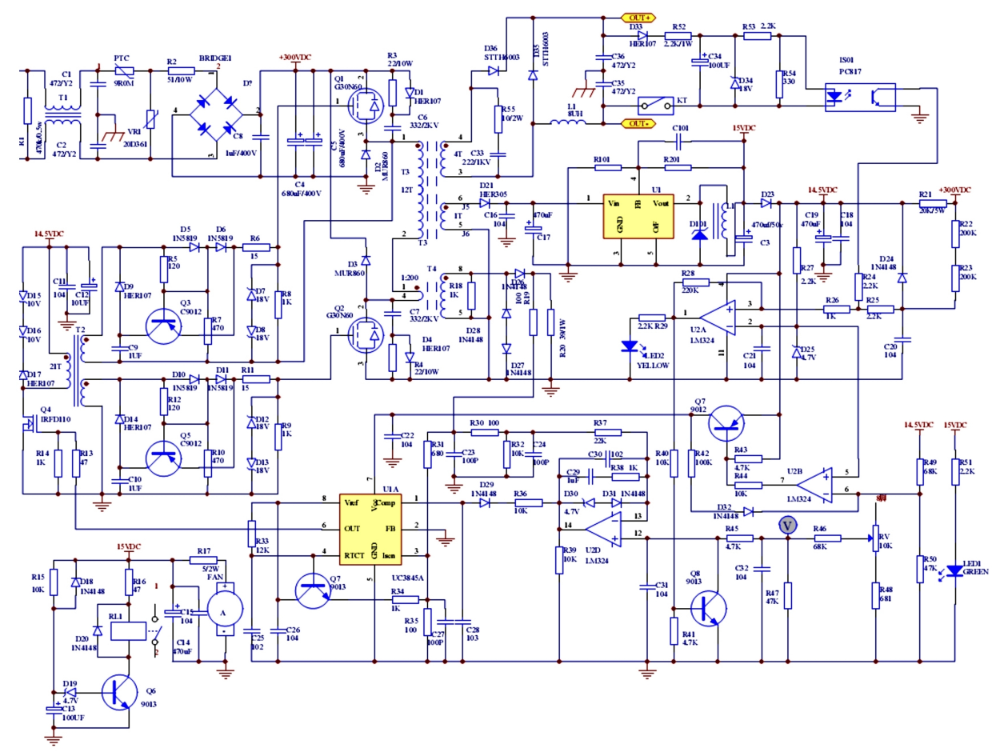
В течение примерно четырех недель после операции ваш лечащий врач может попросить вас избегать:
- Энергичных занятий или упражнений с нагрузкой выше плеча, включая гольф, теннис, плавание, езду на велосипеде, боулинг или уборку пылесосом
- Подъем тяжестей
- Программы напряженных упражнений
Ваш лечащий врач, вероятно, посоветует вам избегать контактных видов спорта на неопределенный срок. Сильный контакт может повредить устройство или сместить провода.
Долгосрочные меры предосторожности
Проблемы с ICD из-за электрических сигналов (электрических помех) возникают редко. Тем не менее, примите меры предосторожности со следующим:
- Сотовые телефоны и другие мобильные устройства. Разговаривать по мобильному телефону безопасно, но не держите мобильный телефон ближе 6 дюймов (около 15 сантиметров) от объекта МКБ , когда телефон включен.
 Хотя маловероятно, но ICD может принять сигнал мобильного телефона за сердцебиение и замедлить сердцебиение, вызывая такие симптомы, как внезапная усталость.
Хотя маловероятно, но ICD может принять сигнал мобильного телефона за сердцебиение и замедлить сердцебиение, вызывая такие симптомы, как внезапная усталость. Системы безопасности. После операции вы получите карточку, в которой будет указано, что у вас есть МКБ . Покажите свою карточку персоналу аэропорта, потому что код ICD может привести к срабатыванию системы безопасности аэропорта.
Кроме того, ручные металлоискатели часто содержат магнит, который может мешать работе ICD . Ограничьте сканирование с помощью ручного детектора менее чем 30 секундами над местом вашего ICD или отправьте запрос на ручной поиск.
- Медицинское оборудование.
 Сообщите поставщикам медицинских услуг, что у вас есть МКБ . Некоторые процедуры, такие как магнитно-резонансная томография (МРТ), магнитно-резонансная ангиография (МРА) и радиочастотная или микроволновая абляция, могут быть не рекомендованы, если у вас есть ICD . Ваш лечащий врач может сказать вам, нужен ли вам альтернативный тест.
Сообщите поставщикам медицинских услуг, что у вас есть МКБ . Некоторые процедуры, такие как магнитно-резонансная томография (МРТ), магнитно-резонансная ангиография (МРА) и радиочастотная или микроволновая абляция, могут быть не рекомендованы, если у вас есть ICD . Ваш лечащий врач может сказать вам, нужен ли вам альтернативный тест. - Электрогенераторы. Стойте на расстоянии не менее 2 футов (0,6 метра) от сварочного оборудования, высоковольтных трансформаторов или систем двигатель-генератор. Если вы работаете с таким оборудованием, ваш лечащий врач может организовать тест на вашем рабочем месте, чтобы узнать, влияет ли оборудование на ваше здоровье.0734 МКБ .
- Наушники и беспроводные зарядные устройства. Наушники могут содержать магнитное вещество, которое может мешать работе ICD .
 Держите наушники и беспроводные зарядные устройства на расстоянии не менее 6 дюймов (около 15 сантиметров) от ICD .
Держите наушники и беспроводные зарядные устройства на расстоянии не менее 6 дюймов (около 15 сантиметров) от ICD . - Магниты. Магниты могут повлиять на ICD , поэтому рекомендуется держать магниты на расстоянии не менее 6 дюймов (15 сантиметров) от места установки ICD .
Устройства, которые не представляют или практически не представляют опасности для МКБ включает микроволновые печи, телевизоры и пульты дистанционного управления, радиоприемники AM/FM, тостеры, электрические одеяла, электробритвы и электродрели, компьютеры, сканеры, принтеры и устройства GPS.
Ограничения на вождение
Если у вас есть МКБ для лечения желудочковой аритмии, вождение автомобиля может представлять опасность для вас и окружающих. Сочетание аритмии и ударов от МКБ может вызвать обмороки, что опасно при вождении.
Сочетание аритмии и ударов от МКБ может вызвать обмороки, что опасно при вождении.
Во многих странах действуют ограничения на вождение для людей с ICD . Если ваш ICD был имплантирован из-за предыдущей остановки сердца или желудочковой аритмии, ваш врач может порекомендовать подождать несколько месяцев, прежде чем садиться за руль или управлять транспортным средством. Если у вас шок с обмороком или без него, сообщите об этом своему лечащему врачу. Обычно вам не рекомендуется садиться за руль до тех пор, пока вы не избавитесь от шока в течение нескольких месяцев.
Если у вас есть ICD , но у вас в анамнезе не было опасных для жизни аритмий, вы обычно можете возобновить вождение автомобиля примерно через неделю после процедуры, если у вас не было электрошока.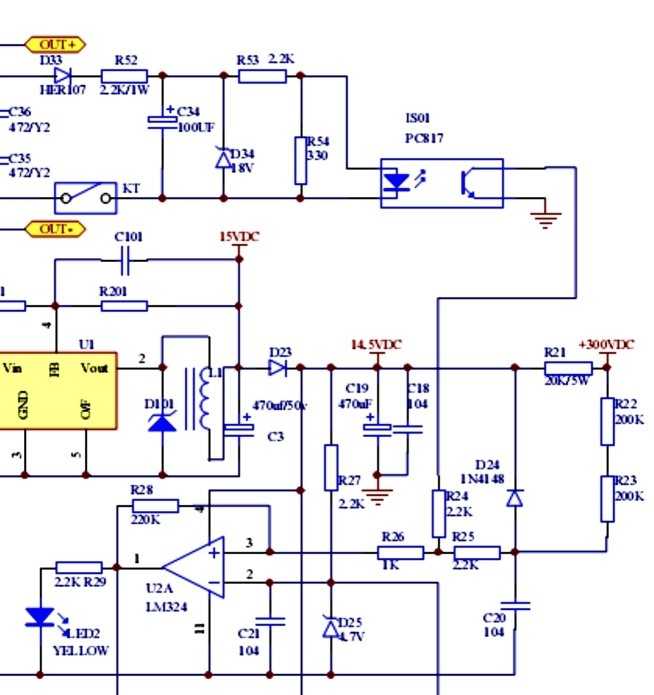 Обсудите свою ситуацию с вашим лечащим врачом.
Обсудите свою ситуацию с вашим лечащим врачом.
Обычно вы не можете получить коммерческое водительское удостоверение, если у вас есть МКБ .
Результаты
МКБ является основным методом лечения всех, кто пережил остановку сердца. ИКД все чаще используются у людей с высоким риском внезапной остановки сердца. МКБ снижает риск внезапной смерти от остановки сердца больше, чем только лекарства.
Хотя удары электрическим током могут вызывать тревогу, они являются признаком того, что ICD эффективно лечит проблемы с сердечным ритмом и защищает от внезапной смерти.
Литиевая батарея в ICD может работать от 5 до 7 лет. Аккумулятор обычно проверяется во время регулярных проверок, которые должны проводиться примерно каждые шесть месяцев. Когда батарея почти разряжена, генератор заменяют новым во время небольшой амбулаторной процедуры.
Аккумулятор обычно проверяется во время регулярных проверок, которые должны проводиться примерно каждые шесть месяцев. Когда батарея почти разряжена, генератор заменяют новым во время небольшой амбулаторной процедуры.
ИКД и вопросы, связанные с окончанием срока службы
Если у вас есть ИКД и вы неизлечимо больны, ваш ИКД по-прежнему будет подавать разряды, если его не деактивировать. Медицинский работник может выполнить простую процедуру, чтобы отключить ICD , если это необходимо. Выключение устройства может предотвратить нежелательные удары и ненужные страдания. Это не приведет к немедленной остановке сердца.
Поговорите со своим лечащим врачом о своих пожеланиях. Также поговорите с членами семьи или лицом, уполномоченным принимать медицинские решения за вас, о том, что вы хотели бы делать в ситуации ухода в конце жизни.
