Припаять медь к латуни: Чем паять медь и латунь, чтобы получить надежное соединение
Содержание
Как припаять медь к латуни
Содержание
- Основные сведения о латуни
- Применение латуни
- Припои и флюсы: классификация и методы выбора
- Способы пайки
- Пайка с помощью паяльника
- Пайка с применением газовой горелки
- В чем особенности технологии?
- Классификация латунных сплавов
- Эффективность и препятствия
- Выбор оптимальных материалов
- Выбор подходящего припоя
- Флюсы: самодельные или готовые
- Два метода пайки латуни
- Использование паяльника
- Пайка с помощью горелки
- Важно. Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
- Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом.
 Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка. - Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).

- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы.
 Это может быть: желтая, красная, зелёная или золотистая латунь.
Это может быть: желтая, красная, зелёная или золотистая латунь.
Пайка трубы из латуни
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые.
 Температура плавления твердых припоев превышает 500 °C.
Температура плавления твердых припоев превышает 500 °C. - По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.

- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Пайка латуни газовой горелкой
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить).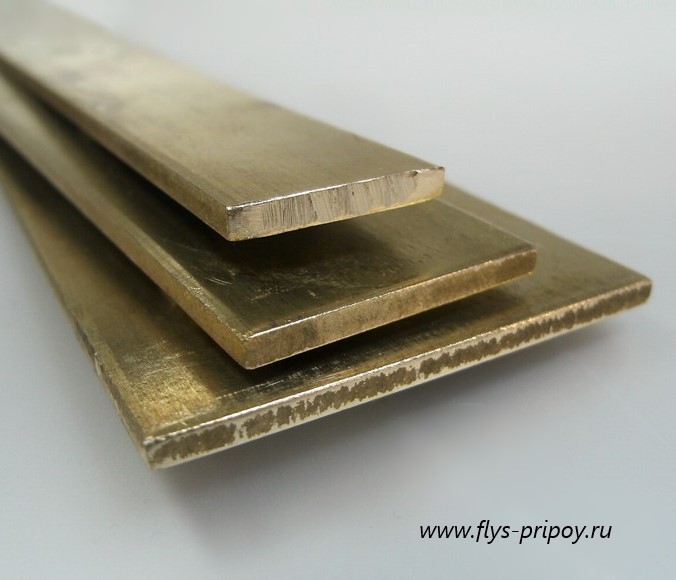 Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла.
 Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям.
Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно. Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В.
 Будьте предельно бдительны, соблюдайте осторожность.
Будьте предельно бдительны, соблюдайте осторожность.
В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие – теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь – так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть – значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Как паять латунью в домашних условиях: как запаять латунь
Латунь является одним из самых популярных сплавов во многих отраслях от судо- и машиностроения до создания изделий выступающих в качестве элементов декора. В данной статье мы разберемся в вопросе: Как паять латунью в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
- Свойства латуни
- Что нужно учитывать при спайке латуни в домашних условиях
- Выбор материалов для пайки латуни в домашних условиях
- Этапы процесса спаивания латунью дома
- Методы прогрева латуни
- Техника безопасности при спайке латуни в домашних условиях
- Как паять латунью в домашних условиях: видео
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами.
 Наиболее это свойство выражено у красной латуни томпака;
Наиболее это свойство выражено у красной латуни томпака; - Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия.
 В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк; - Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные.
 Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным; - Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.

- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.

Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях«, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
КАК ПАЯТЬ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ: ВИДЕО
Правильная пайка латуни в домашних условиях
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам.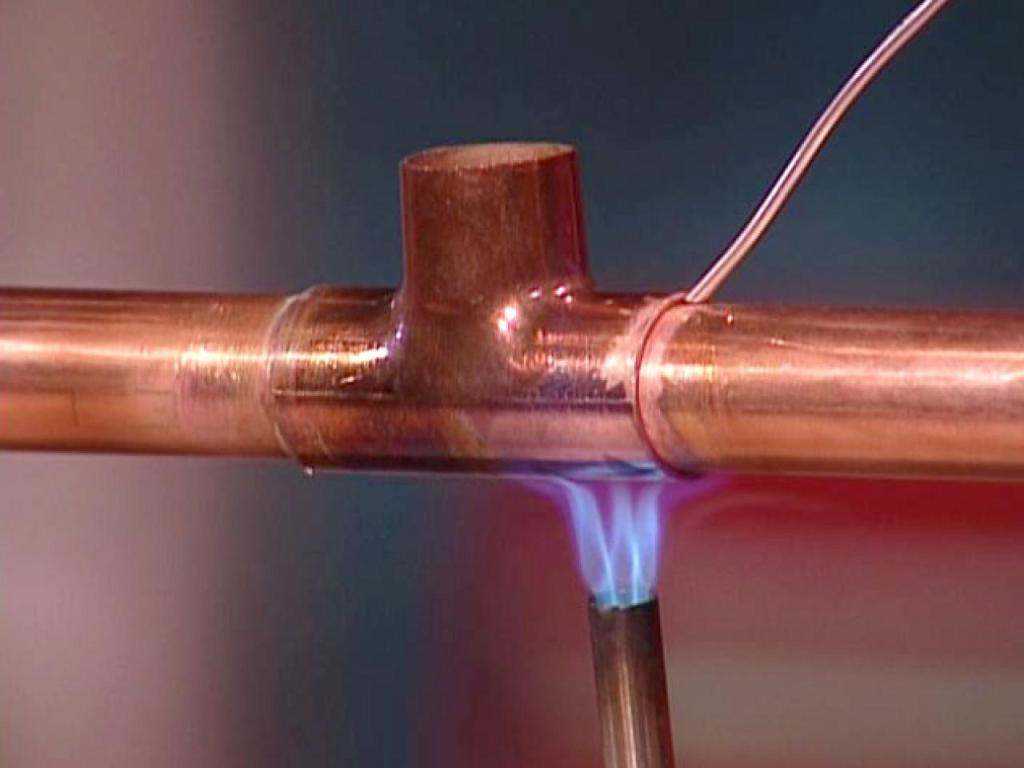 Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Вернуться к оглавлению
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие – 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие – 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Для осуществления пайки следует использовать какой-либо теплостойкий материал. Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3%-ая серная кислота. При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
что нужно знать о пайке латуни дома?
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале.
 Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть. - Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Похожие статьи
- Припой для пайки металлов: информация только по существу
- Пайка радиаторов своими руками: принципы и особенности работы
- Пайка алюминия в домашних условиях: принцип работы
- Пайка флюсом: что следует знать?
Можно ли запаять латунь оловом.
 Правильная пайка латуни в домашних условиях. Ошибки, которых следует избегать
Правильная пайка латуни в домашних условиях. Ошибки, которых следует избегать
Пайка латунью относится к разряду высокотемпературной пайки (ее температура плавления составляет 880-950°С). Она применяются в тех случаях, когда возникает необходимость получить более прочное соединение, чем при использовании мягких припоев. Также преимуществами данного вида пайки является устойчивость к высоким температурам полученного соединения и отсутствие изменений в структуре металла (что неизбежно при использовании сварки).
По сравнению с другими тугоплавкими припоями (серебряным, медно-фосфорным) данный сплав является самым прочным и высокотемпературным.
Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и понижает температуру плавления, а кремний не дает цинку окисляться и испаряться.
Применяются данные припои исключительно при , стали, меди и оловянистой бронзы (с содержанием олова до 8%).

Для данного вида пайки не подходит обычный паяльник. Необходимо оборудование, способное разогреть изделие до температуры, которая несколько превышает температуру плавления латуни (900-1000°C). В большинстве случаев применяются разнообразные газопламенные горелки и печи. Значительным недостатком использования горелок является быстрота и неравномерность нагрева. В совокупности со свойством латуни в жидком состоянии проникать по границам зерен стали (что может вызвать хрупкое разрушение под напряжением) это способствует образованию трещин. Вероятность их появления становится значительно ниже при в печах или в солевых ваннах, где обеспечивается равномерный нагрев паяемых изделий. Повторная пайка в любом случае увеличивает данную опасность.
В качестве флюса используется бура, смешанная с борной кислотой в соотношении 1:1 и залитая водой (на 20 г каждого компонента необходимо взять 250 мл жидкости).
Технология пайки латунью при помощи газопламенной горелки
- Прежде всего необходимо зачистить места стыковки деталей.
 Это делается для того, чтобы удалить стойкую оксидную пленку, которую не способен снять флюс. Для этого используют слесарные инструменты (напильники, шаберы, надфили и ножовки).
Это делается для того, чтобы удалить стойкую оксидную пленку, которую не способен снять флюс. Для этого используют слесарные инструменты (напильники, шаберы, надфили и ножовки). - Соединить детали при помощи тисков (либо любым другим способом).
- Промазать зону пайки флюсом, который снимет оксидную пленку с металла и обеспечит лучшую адгезию.
- Зажечь горелку, настроить пламя с небольшим избытком кислорода (с целью исключения окисления поверхности металла).
- Разогреть кончик припоя и окунуть его во флюс (в случае если припой изначально не был офлюсован).
- Равномерно разогреть изделие в месте стыковки до вишневого цвета.
- Расплавить припой по месту пайки (если было достаточное количество флюса, то он легко растечется и затянет стык).
- Дать припою застыть.
- Зачистить спай.
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu 2 0 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu 2 0.
В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu 2 0.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется
в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм 2 , свинцом — 3,6 кгс/мм 2 , а соединений из латуни — 5,9 кгс/мм 2 и 2,6 кгс/мм 2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять
и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту.
Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.

- Литейные. Это арматура, готовые изделия, сделанные из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро
необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды
. Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60
или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше)
. Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев
. В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия
. Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Аккуратная пайка / Мастерские / В помощь стим-мастеру / Коллективные блоги / Steampunker.ru
Готовлю материал о почти самодельной пропанобутановой горелке, но процесс несколько затянулся. Сайт без внимания не оставляю, ну и подвигло поделиться некоторым опытом пайки. В недавней показанной работе, не плохой работе, обозначилась как раз проблема с излишками олова, при пайке элементов и сложностью зачистки от избытка олова.
(В материал добавлены новые фото. Макросъёмка.)
Попытаюсь показать способ с возможностью почти полной скрытности мест пайки, хотя для пайки мягкими припоями это довольно сложно, цвет припоя выделяется и отличен от цвета меди и латуни.
Однако, помня давний опыт, набрался наглости показать это на одном из самых сложных элементов, на котором «натаскивают» ювелиров, — пайка колец и цепочек.
Что нам потребуется видно на снимке.
Обычная медная или латунная проволока для изготовления звеньев цепочки. Естественно потребуется паяльник, горелкой быстрей и надёжней, но «набить руку» лучше с паяльником.
В качестве флюса пойдёт канифоль, но нужен спиртовой раствор канифоли, либо любой жидкий флюс. Я применил хлористый цинк. Требуется и олово, но вот олово надо сделать в виде тонкой пластинки, толщиной 0,1 – 0,3 мм. Лучше потоньше. Олово взял самое тонкое и сплющил его древними пассатижами. Ещё потребуется хитрая державка.
Прежде делал такую из деревянной бельевой прищепки, иногда усиливая её резинкой от велокамеры и малость подрезав «губки», что бы они прочно удерживали и сжимали вложенную для пайки деталь. Сейчас деревянной прищепки не нашёл и сделал примитивный зажим слегка похожий на прищепку, который «вихляется» и несколько менее удобен.
Аккуратно намотав проволоку на подходящий стержень, снимаем полученную «пружинку» и насекаем отдельные звенья будущей цепочки. Как правило, это выполняется бокорезами и концы звеньев имеют «фасонный» срез, однако лучше отсекать колечки звеньев будущей цепочки лезвием. Срез будет чище, и «припасовка» торцов получится более лёгкой. Применяя бокорезы, получим «фасонные» срезы проволоки и их будет сложней подготовить к пайке. С помощью плоского надфиля, а лучше применить металлическую пилку для ногтей (алмазная быстро «засалится») надо припасовать концы каждого звена до плотного соприкосновения всей поверхностью разреза. Ни в коем случае не следует зачищать поверхность звена там, где не будет пайки, а лучше, если проволока будет в лаковой изоляции. Обрабатываются только торцы.
Начав работать, вдруг обнаружил, что ничерта не вижу рабочую зону!!! Пришлось срочно искать бинокуляр, приводить в порядок и цеплять на голову.
Итак – продолжим….
На серии снимков показываю как готовились звенья цепочки. Намотать проволоку на подходящий стержень могут все, это пропустим.
Вот такие срезы получаются при работе бокорезами.
Здсь почти готово к пайке, но на левом срезе остался след бокорезов, его надо ещё поправить, иначе в лунке будет видно припой и его не удалить. Я нарезал заготовку из чистой медной проволоки, на которой нет ни лака, ни окислов. Паять будет несколько сложней.
Здесь можно сравнить первично отрезанное звено и почти готовое к пайке.
Следующий снимок сделан мобильником и плоховат. В фотике сдохли батарейки. Потом заменю фото.
Зажимаем звено губками прищепки (в губках надо сделать выборку, для удобства работы и надёжного удержания звена), вкладываем в разрез звена тонкую пластинку припоя, смоченный флюсом и, помогая прищепке, плотно сжимаем срезы и отсекаем лишний припой. Далее надо только прогреть место пайки любым доступным способом до плавления припоя и полного смыкания места пайки. Есть маленькая тонкость в момент пайки. С М О Т Р И Т Е….
Греть надо не жалом паяльника и не припой. На жале всегда есть остатки припоя, который в данном случае может навредить. Греть надо приложив паяльник горячим стержнем к плоскости колечка, прогревая проволоку звена кольца и уже проволока передаст тепло олову. В этом случае олово спаяет плоскости среза и будет просто тончайшей ниточкой, которую можно с трудом заметить. Когда олово расплавится, это сразу видно, надо чуть поджать колечко, что бы оно плотней сомкнулось, и шов был как можно более тонким. Если олово было несколько толстовато, то часть его может быть выдавлена, но к лакированной наружной поверхности оно не прилипнет и его очень просто убрать.
У меня проволока была довольно чистая, а олово я хоть и обжал пассатижами, но видимо недостаточно тонко и в нижней части звена олово всё же показалось. С дуру мазнул пальцем и только размазал, пришлось чуточку зачистить. Для того, что бы увидеть шов, надо его искать. Приглядевшись, конечно найдёшь, но не сразу….
Всё. Успехов всем. Может быть, этот способ пайки кому пригодится.
Звено в образце преднамеренно сделал чуть крупней, для лучшей видимости процесса. С более мелкой деталькой работа такая же, но показать сложней, да и выполнить будет более сложно. Мелочь, она всегда кропотливая….
PS При пайке твёрдыми припоями и правильном подборе припоя по цвету и температуре плавления шов получается абсолютно не заметен. Это можно проверить на любом обручальном кольце, паяным таким способом.
Как и обещал даю дополнительные фото в режиме макросъёмки. Переделывать ранее написанное не стану — долго. Текст будет с верху и за ним будет фото.
Показываю правильно подготовленное место пайки.срезы ровные и параллельные. Это не то колечко, что паял ранее. Подготовил другое.
Так заправляется олово в место пайки. Промерил толщину пластинки — 0,2 мм.Оставляется только зажатый в звене кусочек. Всё остальное надо срезать. Я срезал скальпелем. Прежде, для такого дела был специальный ножичек. Маленький, но острее бритвы.
Здесь в другом ракрусе и покрупней.
Это снять было сложно 10копеек и олово в плоскости
Вот так прогревалось место пайки. Это снимок телефоном, вчера забыл его разместить.
Место пайки вверху. Звено сжато «прищепкой» и поджато тисочками.
Ну и наконец макросъёмка шва паяного. Сделано 2 снимка но на одном подсветка обычной лампой, а вторую сторону подсветили светодиодом холодного света и получились дурацкие блики похожие на размазанное олово. Сегодня заходил внук. Показал ему запаянное звено. Спрашивает — а что в нём такого? Отвечаю — паяное.
ГДЕ !???? Пришлось показать.
Ну ты дед даёшь!!!
Пайка меди и латуни Металлы в ювелирной мастерской
Медь и латунь — интересные материалы для работы в ювелирной мастерской. Они прекрасны сами по себе и идеально подходят для изучения новых техник. Но при пайке этих металлов возникают уникальные проблемы с точки зрения дизайна и технического исполнения. Узнайте больше у нашего координатора студии Эрики Стайс.
Пайка меди и латуни может быть сложной задачей, но здесь, в нашей студии для сотрудников, мы используем недрагоценный металл для многих проектов. Все наши занятия для начинающих начинаются с этих двух металлов для изготовления деталей из смешанных металлов. Мы используем их для серег, подвесок и особенно манжет. Вы не найдете металл, который покрывается патиной так же хорошо, как медь, или металл, который полируется так же легко, как латунь. Неблагородные металлы недороги и менее пугающие, пока вы изучаете новые методы и инструменты.
Пайка недрагоценных металлов сильно отличается от пайки стерлинговым серебром или золотом. Поскольку медь является более сложным основным металлом, после успешной пайки с медью переход на стерлинговое серебро становится легким переходом.
Понимание ваших материалов
- Пластичность = растяжение (если металл пластичен, его можно протянуть через тяговую плиту без разрушения)
- Ковкий = сжатый (если металл ковкий, его можно отбить молотком или прокатать на прокатном стане)
Медь
Медное кольцо с цветком
Я люблю работать с медью! Он мягкий и податливый, легко покрывается патиной и улучшается с возрастом. Назовите меня наивным, но я думал, что, поскольку он находится в Периодической таблице, его можно будет добывать в естественном состоянии. Но знаете ли вы, что на самом деле очень мало чистой меди в такой форме? Вместо этого медь обычно встречается в рудах.
Для удаления меди из этих различных типов руд требуется множество шагов. Каждый шаг очень важен, потому что он отделяет нежелательные материалы, тем самым улучшая чистоту меди. Этапы процесса извлечения меди увлекательны, но они также производят опасные отходы, которые вредны для нашей окружающей среды. К счастью, в Соединенных Штатах мы перерабатываем более половины используемой нами меди, и этот процент растет.
Если вы ищете интересный дизайн для практики, попробуйте этот пошаговый проект медного цветочного кольца.
Латунь
Латунный металл в основном представляет собой комбинацию меди и цинка. Он пластичен и податлив, как чистая медь. Существует более 60 различных типов латунных сплавов, но два самых популярных типа для ювелиров — это желтая латунь (медь 67%, цинк 33%) и красная латунь (медь 84%, цинк 15%, железо 0,05%, свинец 0,05%). .
Планирование дизайна
Теперь, когда вы понимаете, с какими материалами работаете, следующим этапом будет планирование дизайна. Когда я планирую дизайн своих украшений, я помню, что использую серебряный, а не медный припой. На это есть причины. Медный припой очень хрупок, поэтому он часто ломается при текстурировании или маневрировании детали после пайки. Другая причина заключается в том, что это не точное совпадение цвета после того, как он в любом случае припаян к детали. Но основная причина, по которой я решил не использовать его, заключается в том, что для медного припоя существует только одна температура потока. Не существует мягких, средних или твердых медных припоев, что усложняет создание многоэтапных паек. Я предпочитаю работать с припоем для ювелирных изделий и просто планирую видимые соединения, которые получатся в результате.
Вы можете решить проблему соединения разных цветов в своих проектах разными способами.
Медный браслет с проволочной обмоткой
- Используйте пайку в своем дизайне. Например, добавьте серебряные украшения, чтобы серебряная окраска стала частью изделия.
- Скройте соединения, обмотав их проволокой.
- Припаяйте детали так, чтобы припой был снизу и скрыт от глаз.
- Покройте всю деталь однородным металлическим покрытием, как только она будет полностью изготовлена.
- Патина детали (Серебряный припой не образует патину так же хорошо, как медь, поэтому я сначала погружаю всю деталь, а затем наношу кистью Liver of Sulphur на само соединение).
Подготовка медных и латунных изделий
Медный кулон в виде слона
Подготовка металлов перед пайкой ювелирных изделий имеет решающее значение. Пренебрежение только этим одним шагом может действительно стать разницей между успехом и неудачей при попытке пайки. Первое, что вам нужно сделать, это проверить свое соединение. Эти две части (или концы) должны идеально подходить друг к другу. Если это плохо видно, поднесите их к источнику света и посмотрите, светит ли какой-либо свет через соединение. Если это так, используйте наждачную бумагу, напильники, пильный диск или что-то еще, пока соединение не станет плотным.
Теперь, когда вы завершили первую часть подготовительной работы, вы можете перейти ко второму шагу, который заключается в очистке изделия. Неблагородные металлы — это грязные материалы, и вся эта грязь, копоть и масло должны быть удалены, чтобы они не мешали припою. Возьмите наждачную бумагу с зернистостью 600 или 800 и протрите ею стыки, где будет течь припой. Когда вы закончите, не прикасайтесь к тому месту, где вы его отшлифовали, иначе вы повторно загрязните его и вам придется отшлифовать его снова.
Теперь можно готовиться к пайке.
Пайка меди и латуни
Припой
Паять медь может быть сложно. Он плавится при 1983 градусах по Фаренгейту, что очень высоко по сравнению с другими металлами! Чтобы представить это в перспективе, 14-каратное золото плавится при 1615 градусах по Фаренгейту, стерлинговое серебро при 1640 градусах по Фаренгейту, латунь при 1650-1724 градусах по Фаренгейту, а чистое серебро при 1761 градусе по Фаренгейту. Добавьте 222 градуса по Фаренгейту к этой последней температуре, и вы, наконец, расплавитесь. твоя медь. Это очень много тепла, и некоторые факелы просто не могут его расплавить. Но что, если ваша цель — просто припаять его? Это отличный вопрос.
Совет: Пламя плавит не припой, а металл.
Это означает, что сколько бы вы ни держали пламя над припоем, оно просто не потечет. Припой не течет по холодному металлу. Вы должны всегда сосредотачиваться на нагреве металла, и когда он станет достаточно горячим, припой потечет. Итак, как видите, очень важно нагреть металл до температуры, при которой припой достигает точки текучести. Мы используем серебряный припой, когда работаем с медью и латунью, поэтому это наша справочная таблица, когда нам нужно увидеть температуру потока:
Количество цинка в металле снижает температуру плавления, поэтому латунь плавится при более низкой температуре, чем чистая медь. Как видно из приведенной выше таблицы, вы можете использовать любой серебряный припой на меди или латуни, но точки текучести припоя у разных поставщиков различаются, поэтому всегда проверяйте точки текучести припоев, которые вы решили использовать.
Наконечники и пламя горелки
Складная латунная манжета с CZ
Медь очень быстро окисляется, поэтому вам нужно добраться туда и нагреть ее как можно быстрее, прежде чем она станет слишком грязной. В этом поможет флюс, а паста Handy Flux отлично работает с медью и латунью. Флюс может расплавиться быстрее, чем успевает растечься припой, поэтому тщательно выбирайте наконечник горелки, потому что тепло будет вашим другом номер один при пайке металлов.
Примечание. Здесь мы используем горелку Смита, подключенную к баллонам с воздухом/ ацетиленом . У нас есть три факела для всего, что мы здесь делаем, и это идеальное число для нас. Маленький наконечник используется для пайки небольших соединений (кольца, серьги), средний наконечник используется для большинства деталей пайки (кольца, подвески), а большой наконечник используется для крупных работ (манжеты, отжиг, ). и плавление ).
Пайка латуни и меди Советы по поиску и устранению неисправностей:
Припой не течет:
- Возможно, металл слишком загрязнен/окислен
- Наконечник горелки слишком мал для необходимого тепла
- Неподходящее топливо для работы
- Неправильный флюс/или отсутствие флюса
Недостаточно тепла:
- Используйте наконечник горелки большего размера
- Создать закрытое пространство для пайки с помощью огнеупорных или паяльных кирпичей
- Припой на угольном блоке (угольные блоки отражают тепло, что значительно нагревает деталь)
Латунь становится розовой при травлении (цинк выгорел, поэтому на поверхности остается только медь)
- Используйте наждачную бумагу или диски с радиальной щетиной 3 м на вращающемся инструменте для удаления
- Поместите украшения в контейнер, наполненный рассолом и небольшим количеством перекиси водорода. Удалите его, когда он станет чистым (не оставляйте его в смеси!)
Соединения под серебряную пайку выделяются из-за разницы в цвете:
- Покройте его! Поместите ювелирные изделия в травильный раствор, добавьте кусок стали, дайте медной пластине соединиться с припоем, удалите ювелирные изделия и сталь из травильного раствора. Вы не сможете повторно использовать травильный раствор после того, как используете его для меднения.
- Окислить украшение
- Дополнительные идеи см. в разделе «Планирование дизайна» в тексте выше
Научитесь паять
Вот еще отличные статьи по пайке:
5 шагов для начала пайки серебра
3 Насадки для пайки ювелирных изделий
Типы серебряного припоя, используемого в ювелирных изделиях 10 и травление
Есть вопросы? Напишите нам по адресу studio@halsteadbead. com. Мы хотели бы услышать от вас. К сожалению, поддержка студии по телефону недоступна. Только электронные письма, пожалуйста.
Ссылки:
http://www.madehow.com/Volume-4/Copper.html: Как производятся продукты подробно объясняет весь процесс извлечения меди. Это отличное чтение!
Поделиться через фейсбук
Поделиться в Твиттере
Поделиться на Pinterest
Поделиться по электронной почте
Написал:
Эрика Стайс
Эрика — бывший координатор студии в Холстеде. Она проработала в компании 14 лет, работая в различных отделах, но влюбилась в кузнечное дело. Главный совет Эрики для начинающих мастеров по металлу: «Практикуйтесь! Будьте терпеливы к себе и получайте от этого удовольствие. Не бойтесь задавать вопросы. Всем нам в Halstead нравится помогать людям, будь то вопросы по продуктам или техническая помощь в студии. Мы здесь для вас».
Теги, относящиеся к этой статье:
латунь
медь
пайка ювелирных изделий
кузнечное дело
помощь в пайке
Процессы пайки и пайки меди, латуни и бронзы
Хотя медь, латунь и бронза могут не использоваться в таких отраслях, как холодильное оборудование, электроника и сантехника (а также художники-декораторы), которые ежедневно используют при сварке, многие из них сталкиваются с этими металлами и ежедневно выполняют процессы пайки меди, латуни и бронзы.
Вот некоторые вещи, которые следует помнить при сварке меди, латуни или бронзы со сталью:
Пайка латуни с нержавеющей сталью — довольно простой процесс. Латунь плавится при температуре около 1652-1724ºF и довольно легко отливается. При любых работах по сварке латуни используйте высококачественный наполнитель, если цвет не обязательно должен совпадать с металлом. Из-за относительно высокой температуры плавления латунь с низким содержанием цинка можно сваривать припоем.
Super Alloy 1 может соединять все эти металлы в любой комбинации и может использоваться для соединения с другими металлами, такими как алюминий, при температуре 350°F. необходимо, или когда вам нужен высокий поток, чтобы добраться до труднодоступных мест.
Серебряная паяльная паста SSQ-6 имеет формулу, аналогичную нашей SSF-6, в удобном шприце на 1 унцию.
Команда Muggy Weld
В Muggy Weld мы стремимся предоставлять клиентам высококачественные электроды и сплавы из различных металлов, таких как железо, алюминий, чугун и сталь. Если ваша организация ищет короткие сроки выполнения работ и высококачественные решения для сварки за небольшую долю от общих затрат на ремонт, то вы не ошибетесь, обратившись к нам. Мы изготавливаем комбинации стержней и флюсов из высококачественных материалов, которые работают синхронно. Muggy Weld предлагает сварочные решения, которые вам нужны.
Просмотрите наши видеоролики
Мы предлагаем полезные видеоролики о процессах пайки и пайки меди, латуни и бронзы. Вы сможете узнать все, что нужно знать об этом виде сварочных работ. Muggy Weld заботится о вас, поэтому мы не только предоставляем продукты, но и предлагаем обучающие видео.
| Super Alloy 1 Мультиметаллический припой и припой для горшечных металлов | SSF-6 Высокопрочный припой с содержанием серебра 56% | SSQ-6 Паяльная паста с содержанием серебра 56 % | |
|---|---|---|---|
| Доступные размеры (дюймы) | 3/32 дюйма, 1/8 дюйма | 1/16 дюйма | н/д |
| Доступные размеры (мм) | 2,38 мм, 3,17 мм | 1,58 мм | н/д |
| Температура плавления | 350°F (177°C) | 1150°F (622°C) | 1050°F (566°C) |
| Сила сцепления | 20 000 фунтов на квадратный дюйм | более 70 000 фунтов на квадратный дюйм | более 85 000 фунтов на квадратный дюйм |
| Тип флюса и срок годности | Мед жидкий, срок годности 2 года | Покрытый флюсом | Флюс смешанный, срок годности 9 месяцев |
| Рекомендуемая горелка | Любой | Любой | Любой |
| Цвет сплава | Серебро | Серебро | Серебро |
| Содержит кадмий? | Да | № | № |
| Работает во всех положениях? | Да | Да | Да |
| Возможно ли коробление металла? | № | Да | Да |
| Склеивает толстые металлы с тонкими? | Хорошо | Великий | Великий |
| Можно ли соединять медь/латунь/бронзу с другими металлами? | Да | Да | Да |
Видеосварка меди, латуни, бронзы
Медно-латунные резьбовые фитинги [Как их припаять]
Эта статья носит ознакомительный характер. Всегда обращайтесь за советом к квалифицированным специалистам.
Вы собираетесь установить медный ввод в сантехнический участок. Но он должен идти с латунным резьбовым фитингом с другой стороны. Ваш опыт работы сантехником говорит о том, что это новая работа для вас.
Как соединить медь с латунными резьбовыми фитингами?
Медный вход необходимо припаять к латунным резьбовым соединениям. Для этого сначала отполируйте край входа, который входит в латунный фитинг. Затем нанесите немного луженого флюса на обе соединительные кромки входного отверстия и латунного фитинга. После этого соедините их вместе и правильно припаяйте.
Вот вкратце весь процесс. Но этого недостаточно для выполнения работы. Мы объяснили весь процесс в нашей статье здесь.
Вам интересно? Давайте прыгать тогда!
Как соединить медные и латунные резьбовые фитинги?
Соединение медных и латунных резьбовых фитингов требует немало хитростей. Вам не понадобится профессионал, чтобы сделать работу сразу. Но мы надеемся, что у вас есть идеи об основах FPT в сантехнических проектах. Это даст вам представление о кромках с наружной и внутренней резьбой.
Латунный резьбовой фитинг может иметь два типа резьбового конца. Это может быть конец с внутренней резьбой или конец с наружной резьбой. Другой край латуни соединяется с медными входами. Входное отверстие соединяется с помощью пайки.
Чтобы соединить медь с резьбовым латунным фитингом, необходимо выполнить несколько шагов. Но в первую очередь вам потребуются эти инструменты для выполнения работы:
- Защитные перчатки
- Медный вход
- Наждачная шкурка зернистостью 120
- Круглая проволочная щетка
- Пропановая горелка
- Флюс для лужения
- Средство для чистки труб
- Припой
- Тефлоновые ленты
Есть все, что вам нужно? Давайте начнем!
Шаг 1: полировка медного впускного отверстия
Сначала отшлифуйте край медного впускного отверстия, к которому будет прикреплена латунь. Для работы используйте наждачную бумагу с зернистостью 120. Продолжайте шлифовать его, пока край не станет блестеть больше, чем другие части.
Возьмите круглую проволочную щетку и вставьте ее внутрь края медного входа. Тщательно почистите входное отверстие щеткой. Повторите процесс несколько раз. Наконец, протрите впускное отверстие абразивным чистящим средством, чтобы удалить оставшуюся грязь.
Шаг 2: Прикрепите латунь с резьбой к впускному отверстию
Нанесите слой луженого флюса на блестящий край медного впускного отверстия. Применяйте его как внутри, так и снаружи области. Также нанесите немного луженого флюса внутрь резьбового клапана.
Теперь соедините медный патрубок с латунным фитингом. Убедитесь, что он плотно прилегает. Добавьте немного луженого флюса за пределами области соединения.
Шаг 3: пайка соединения
Пришло время припаять место соединения. Используйте пропановую горелку, чтобы нагреть область соединения латуни и входного отверстия. Нагрейте область в течение 30 секунд. Теперь возьмите 8 дюймов припоя из рулона припоя. Согните его до 90 градусов и коснитесь им шва.
Если припой легко плавится, продолжайте наносить его на места соединения. Если он не тает должным образом, снова равномерно нагрейте ту же область. На этот раз нагрейте его в течение 15 секунд и снова нанесите припой.
Продолжайте нагревать каждые 15 секунд и припаивайте соединение. Делайте это до тех пор, пока соединение не будет правильно спаяно. Процесс аналогичен пайке шаровых кранов в открытом или закрытом состоянии.
Шаг 4: Охладите зону пайки
Возьмите влажную тряпку и сотрите излишки припоя. Подождите 2-3 минуты. По истечении времени опустите все это в воду нормальной температуры. Он мгновенно остынет.
Шаг 5. Герметизация соединения
Пришло время герметизировать другой конец латунного резьбового фитинга. Чтобы заклеить его, вам понадобятся тефлоновые ленты. Если край латунного фитинга имеет наружную резьбу, намотайте ленту по часовой стрелке. Оберните его 2-3 раза.
Если кромка с внутренней резьбой, ленту нельзя наклеивать на фитинги. Вместо этого оберните ленту вокруг резьбового конца прибора. Наденьте латунный фитинг на прибор и затяните соединение. Теперь он правильно запечатан.
Что делать, если в соединении протечка?
При пайке часто возникают проблемы с утечкой. Это происходит из-за плохой пайки или плохой герметизации резьбового конца. Если в месте пайки есть течь, к сожалению, придется паять заново.
Нанесите больше припоя на область, чтобы закрыть места утечки. Просто повторите процесс пайки. Но и слишком много припоя тоже не наносите.
Если утечка в уплотненном соединении, проблема в уплотнении. Тефлоновая лента могла испортиться. В ряде случаев вместо лент многие используют герметизирующие составы.
Через определенное время этот герметик также теряет свою эффективность. В результате возникают проблемы с утечкой.
Чтобы решить эту проблему, вы повторно нанесли уплотнения на резьбовые соединения. Вам понадобятся водонепроницаемые ленты из тефлона или делрина.
Но лучше всего для герметизации использовать тефлоновую ленту или любой герметик. Если вы ищете хорошие герметики, вот что мы предлагаем:
| Продукт-1 | |
| Продукт-2 |
Такой прочный герметик продлит срок службы вашей работы.
Вот оно! Надеюсь, теперь весь процесс для вас достаточно ясен.
Часто задаваемые вопросы
Вопрос: Плавится ли тефлоновая лента при пайке?
Ответ: Да, плавится в процессе пайки. Тефлоновые ленты чувствительны к теплу. Он может плавиться при несколько более высокой температуре. Вот почему, если вы припаяли какой-либо металл с тефлоновой лентой, нанесите ленту повторно.
Вопрос: Как удалить припой с латуни?
Ответ: Нагрейте место пайки с помощью нагревательной горелки. Не переусердствуйте с подогревом. Когда припой расплавится, протрите его тонкой бумагой или стальной ватой.
Вопрос: Из чего сделана латунь?
Ответ: Латунь — это один из видов металлического сплава, изготовленного из комбинации цинка и меди. Количество цинка и меди может варьироваться. Эта вариация делает латунь более мягкой или твердой.
Заключение
Это было все от нас о фитингах медь-латунь с резьбой. Надеюсь, наша статья оказалась полезной для вашего проекта.
Наконец, удачи в ремонте!
Пайка меди с латунью
11.05.2007, 21:54
#1
Пайка меди с латунью
Я занимаюсь ремонтом кондиционеров уже более 30 лет, но у меня всегда были проблемы с правильной пайкой этих металлов.
В основном змеевики несущего испарителя с изношенными компрессионными фитингами, я хочу открутить гайки и просто припаять медный и латунный фитинг. У кого-нибудь есть хорошие идеи о типе припоя и флюса?Ответить с цитатой
15 мая 2007 г., 18:51
#2
пайка меди с латунью
Я хочу думать, что все вы, которые написали, как спаять эти два сплава, и это сработало просто великолепно, вы всегда можете научить техника чему-то новому, если он любит свою работу.
Даже спустя 32 года у меня все еще есть страсть к этому бизнесу, и я пробовал другие области, но это лучше всего помогает вам работать, так что еще раз спасибо за всю вашу замечательную информацию.Ответить с цитатой
15 мая 2007 г., 18:55
#3
Вы пробовали синий стержень….(505 я думаю….)????
Если бы все всегда делалось «по книге».
.. книга никогда бы не изменилась.Ответить с цитатой
15 мая 2007 г., 18:56
#4
серебристый….чистый…чистый…чистый….
Ответить с цитатой
15 мая 2007 г.
, 19:00#5
У меня нет ответа на ваш вопрос по пайке. У меня те же проблемы, что и у тебя. Я использовал прут для пайки с ограниченным успехом при соединении стали с медью.
Ответить с цитатой
15 мая 2007 г., 19:04
#6
Первоначально написал vet
Я хочу думать, что все вы, которые написали, как спаять эти два сплава, и это сработало просто великолепно, вы всегда можете научить техника чему-то новому, если он любит свою работу.
Даже спустя 32 года у меня все еще есть страсть к этому бизнесу, и я пробовал другие области, но это лучше всего помогает вам работать, так что еще раз спасибо за всю вашу замечательную информацию.???Это сработало, и никто не дал вам никаких ответов?? это был вопрос с подвохом?
Ответить с цитатой
15 мая 2007 г., 19:14
#7
пайка
Я разместил это на днях, извините, но я думаю, что вернулся в неправильную форму.
45% серебра с белым пастообразным флюсом, но мне пришлось использовать баллоны для пайки, баллона с пропаном просто не хватило. Я никогда не делал этого раньше, кроме как с прутком для пайки, что было катастрофой, так что еще раз спасибо. Боже, этот серебряный припой стоил 45,00 только для 10 футов. Так что другой техник, который хочет припаять латунь к меди, отлично работает.Ответить с цитатой
15 мая 2007 г., 19:15
#8
Первоначально Послано vet
Я разместил это на днях, извините, но я вернулся в неправильную форму, я думаю.
45% серебра с белым пастообразным флюсом, но мне пришлось использовать баллоны для пайки, баллона с пропаном просто не хватило. Я никогда не делал этого раньше, кроме как с прутком для пайки, что было катастрофой, так что еще раз спасибо. Боже, этот серебряный припой стоил 45,00 только для 10 футов. Так что другой техник, который хочет припаять латунь к меди, отлично работает.используйте нитро, и пайка не является проблемой .. (настолько)
Ответить с цитатой
15 мая 2007 г., 20:02
#9
только что прочитал, что серебряный припой с пастой — единственный способ, а также должны быть чистые соединения
Ответить с цитатой
15 мая 2007 г.
, 20:38#10
95/5 с флюсом.
Ответить с цитатой
15 мая 2007 г., 21:52
#11
пайка 45/5 и белым пастообразным флюсом
Я не пробовал 95/5, это дешевле, так как серебро с флюсом работало так хорошо, и да, вы правы, чисто, чисто, чисто! Это было действительно проще, чем пайка, я не мог поверить в результаты, так что всем большое спасибо.
Ответить с цитатой
15 мая 2007 г., 22:34
#12
прочность сустава
Ответить с цитатой
16 мая 2007 г., 01:42
№13
Припой Silphos предназначен ТОЛЬКО для соединений медь-медь.
Для соединения латуни с медью или стали с медью вам понадобится припой с высоким содержанием серебра и флюсом. Я не пробовал ни один из них, но на рынке есть другие продукты, которые, как считается, подходят для работы.
Член сертификата RSES
RSES-SWRA Бывший президентПланета в порядке, люди в порядке! -Джордж Карлин
Ответить с цитатой
16 мая 2007 г., 03:22
№14
пара вариантов
в течение многих лет я всегда использовал 45% серебряный припой, белый пастообразный флюс и поток азота.
соединения должны быть очень чистыми. проблем не было всегда все нормально. Недавно я познакомился с пайкой стержней синим флюсом, который уже ионировал стержень. они отлично работают и работают практически со всем, что вы хотите спаять вместе. я предпочитаю использовать их вместо предыдущего метода. оба способа выполняют свою работу, синие стержни просто упрощают ее. у них тоже есть оранжевые стержни, но я предпочитаю синие. оранжевый, кажется, течет немного быстро для меня. удилища фирмы harris.Ответить с цитатой
16 мая 2007 г., 07:29
№15
бэдбиллр
те стержни, о которых вы говорите, действительно дорогие? и я не помню, чтобы видел их здесь, в нашем складе Johnstone в О-Фаллон, штат Миссури.
Я проверю их, и еще раз спасибо за информацию.Ответить с цитатой
17 мая 2007 г., 18:31
№16
пайка
Извините, но я попытался еще раз припаять медь к латунному компрессионному фитингу, когда он все еще был подключен к катушке, я очистил его, насколько мог, и использовал много пасты, не повезло, мне только жаль, что я не мог припаять это все же.
Я знаю, что делаю что-то не так, но серебро просто продолжало скатываться, вам, ребята, хорошего дня.Ответить с цитатой
17 мая 2007 г., 21:29
# 17
НИКОГДА не используйте палочки с фосфором на стали. Это делает хрупкое соединение, которое сломается. Насколько я знаю, все стержни с флюсовым покрытием не содержат фосфора, но стержни из чистой меди/фосфора/серебра предназначены только для соединения меди с медью без флюса.
Вы можете использовать медь/фосфор/серебро на латуни и бронзе, если вы также используете правильный флюс.Последний раз отредактировал Кевин О’Нил; 17 мая 2007 г., 21:34.
Причина: Ясность
Помните, что кондиционирование воздуха начинается с ВОЗДУХА.
Ответить с цитатой
17 мая 2007 г., 21:44
# 18
СИЛВАЛИТ Используется для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 0
Используется для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 2
Для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 2M Для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 5
Для пайки меди и медных сплавов, латуни и бронзы.
СИЛЬВАЛОЙ 6
Для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 6F
Для пайки меди и медных сплавов, латуни и бронзы.
SILVALOY 15
Используется для пайки меди и медных сплавов, латуни и бронзы.
Ни в коем случае не эксперт, но я не думаю, что становится достаточно жарко.
Последний раз редактировалось BigJon3475; 17 мая 2007 г., 22:01.
Ответить с цитатой
17 мая 2007 г.
, 21:52# 19
Первоначально Послано BigJon3475
Ни в коем случае не эксперт, но я не думаю, что становится достаточно жарко.
Согласен. 45% с белой пастой должна быть правильной температурой.
И если тебе будет слишком жарко, ты облажался. Это никогда не прилипнет.Ответить с цитатой
17 мая 2007 г., 23:18
#20
хорошо, теперь, когда мы затронули эту тему, может кто-нибудь сказать мне, как лучше всего паять алюминий с медью или ремонтировать алюминий?
Дело не в том, что ты знаешь, а в том, что ты можешь доказать.
Ответить с цитатой
Как профессионально паять латунь с низким содержанием свинца с помощью флюса для лужения
Флюс для лужения особенно полезен для эффективной пайки латуни с низким содержанием свинца или без него. Как правило, свинцовая латунь проводит тепло лучше, чем используемые сегодня металлы. Однако большинство старых систем со свинцовыми трубами были исключены, поскольку исследования показали, что свинец в водопроводных трубах может нанести вред человеческому организму при многократном воздействии. Агентство по охране окружающей среды определило, что максимальный уровень содержания свинца в питьевой воде должен быть равен нулю из-за ее токсичности.
Пайка латуни с низким содержанием свинца может быть сложной задачей, так как она плохо проводит тепло. Использование флюса для лужения поможет устранить человеческую ошибку при пайке латуни с низким содержанием свинца и поможет заполнить соединение, чтобы создать герметичное соединение.
Давайте рассмотрим, как флюс для лужения помогает в процессе пайки, как его применять и какие типы флюса для лужения доступны в вашем магазине или в местном хозяйственном магазине.
Что такое флюс для лужения и чем он полезен?
В отличие от других флюсов, представленных на рынке, флюс для лужения содержит измельченные чешуйки припоя, известные как порошок для лужения, который очищает, лужит и флюсует наиболее часто припаиваемые металлы, включая медь, латунь, цинк, оцинкованное железо, свинец и олово или медь. -металлы с покрытием.
Частицы луженого порошка улучшают формулу флюса для предварительного лужения труб и улучшают текучесть припоя, обеспечивая равномерный нагрев фитинга. Последнее необходимо при пайке систем трубопроводов большего диаметра.
Флюс обладает превосходными смачивающими свойствами для улучшения текучести припоя. Он также предотвращает окисление, заполняя шов и блокируя доступ воздуха во время процесса смачивания.
Примечание: Флюс для лужения не предназначен для использования с алюминием, нержавеющей сталью или магнием. Кроме того, будьте осторожны, чтобы не использовать его в электрических частях. Мы не рекомендуем использовать флюс и припои Oatey для алюминия, потому что он так хорошо проводит тепло, что его трудно поддерживать в достаточном нагретом состоянии для пайки. Нержавеющая сталь должна быть спаяна или сварена. Проконсультируйтесь с техническим отделом Oatey для приложений, не упомянутых здесь конкретно.
Как использовать флюс для лужения в процессе пайки
Шаг 1: Подготовка
Перед пайкой важно очистить все поверхности. Снимите заусенцы (или рассверлите) внутреннюю часть концов труб, используя инструмент для удаления заусенцев, чтобы удалить любые острые края и небольшие неровности или шероховатости (известные как заусенцы). Удаление заусенцев создает гладкую поверхность, обеспечивая меньшее сопротивление потоку воды.
Во время подготовки очистите втулку фитинга и трубу либо щеткой для фитинга, либо абразивной наждачной тканью для труб большего диаметра.
Шаг 2: Нанесите флюс для лужения
Нанесите небольшое количество флюса для лужения внутри фитинга и снаружи трубы кислотной кистью. Не переусердствуйте, так как требуется только тонкий слой на обеих поверхностях.
Нанесите флюс кистью: не наносите его пальцами и обязательно тщательно мойте руки после использования.
Используйте влажную ткань, чтобы удалить лишний флюс с трубы и внутри фитинга перед их соединением.
Важно: Никогда не флюсуйте трубы, которые не будут спаяны в течение четырех часов. Флюс является кислотой и будет иметь эффект травления, если оставить его на трубе слишком долго без применения тепла и припоя.
Шаг 3: Нагрейте до температуры, необходимой для пайки
Не допускайте перегрева трубопровода:
- Для трубопровода малого диаметра направляйте тепло к стыку.
- Для труб большого диаметра перемещайте тепло вокруг соединения, чтобы обеспечить адекватный поток припоя по окружности соединения.
Примечание: Oatey считает, что трубы в доме имеют большой диаметр, если их диаметр составляет 32 мм (1,25 дюйма) или больше.
Поскольку латунь с низким содержанием свинца также не проводит тепло, начните с небольшого нагрева трубы снаружи втулки или непосредственно в месте соединения, пока флюс не начнет пузыриться или активироваться. Затем нанесите тепло на основание фитинга.
Нагрев как трубы, так и фитинга обеспечит наиболее эффективное соединение в дальнейшем, поскольку припой следует за флюсом, который течет в направлении тепла. Этот метод позволяет флюсу или припою притягиваться к основанию фитинга, который, в свою очередь, заполняет весь фитинг.
При нагреве убедитесь, что вы убрали пламя, как только припой расплавится. По мере плавления припоя флюс будет втягивать припой в чашку фитинга. Слишком сильный нагрев либо вызовет избыточный поток припоя, либо сгорит флюс, что увеличит вероятность возникновения пути утечки.
Прочтите наш блог, чтобы узнать, как паять медные трубы и как избежать распространенных ошибок, чтобы обеспечить герметичность соединения.
Шаг 4: Вытрите излишки флюса
Пока соединение еще теплое, немедленно вытрите сухой тряпкой все остатки флюса или капли припоя.
Удаление излишков флюса легко пропустить, но не стоит. Если не удалить избыток флюса, со временем это приведет к серьезному повреждению трубы.
Любой флюс, находящийся в трубе, разъедает медь. Это также может привести к тому, что ярь-медянка — зеленовато-голубое обесцвечивание, обычно встречающееся на меди, бронзе и латуни — со временем образует и разрушает медную трубу. В конце концов (это может произойти через 20 лет) это вызовет точечную коррозию и создаст утечку.
Типы флюса для лужения
Водорастворимый флюс для лужения представляет собой смываемый водой флюс, содержащий порошок припоя, который облегчает процесс пайки. Он подходит для медных труб большого диаметра и не окрашивает медные трубы в зеленый цвет.
Водорастворимый флюс для лужения вымывается из линии при работе с обычной водой и совместим со всеми распространенными припоями для сантехники. Водорастворимый флюс менее агрессивен и самоочищается внутри трубы по мере того, как вода течет по трубопроводу. Он имеет более узкий диапазон температур при нагреве, но работает со всеми распространенными сантехническими припоями.
Флюс для лужения на основе петролатума (нерастворимый флюс) также содержит порошок для лужения, который помогает предварительно лужить трубу, обеспечивая превосходные смачивающие свойства и улучшая текучесть припоя. Он очищает, лужит и флюсует наиболее часто припаиваемые металлы, такие как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово. При использовании флюса для лужения на основе петролатума необходимо промывать линию очистителем на основе тринатрийфосфата из-за их нерастворимости в воде.
Флюс является важным этапом в процессе пайки. Использование флюса для лужения особенно полезно при пайке труб большого диаметра, поскольку он действует как грунтовка и помогает полностью заполнить стыки труб.
Флюс для лужения также полезен домовладельцам или торговцам, которые не занимались пайкой, поскольку он обеспечивает дополнительную защиту соединения труб.
Можете ли вы эффективно паять латунь? Вот Истина.
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
У вас есть проект, требующий пайки латуни. Можно ли вообще эффективно паять латунь? У нас есть правда о пайке латуни.
Можно эффективно паять латунь. Убедитесь, что поверхности проекта чистые и плотно прилегают друг к другу. Используйте правильный припой для латуни и низкотемпературную горелку.
Пайка латуни не должна быть сложной. Мы проведем вас через весь процесс. Как только вы научитесь эффективно паять латунь, вам будет легко паять и другие металлы.
Можете ли вы эффективно паять латунь? Вот Истина.
Латунь, как и другие металлы, хорошо поддается пайке. Соблюдая некоторые рекомендации перед паянием, можно сплавить латунь и получить прочное соединение.
- Знакомство с металлами, с которыми вы работаете
- Соберите материалы
- Осмотрите латунные детали, которые вы хотите спаять
- Очистите металл
- Используйте правильный флюс и припой
- Равномерно нагрейте латунь
Охладите и очистите все 900 оставшийся поток от проекта.
Понимание металлов, с которыми вы работаете
Металлы имеют разные температуры плавления. Латунь считается низкотемпературным металлом. При пайке нужно использовать нужное количество тепла, чтобы ваш металл не плавился и не деформировался. Вам также потребуется использовать правильный флюс и припой для вашего проекта.
Некоторые металлы, такие как латунь, являются сплавами. Это означает, что они представляют собой соединения двух или более металлов, объединенных с образованием нового металла.
Латунь состоит из «меди и цинка в различных пропорциях», согласно журналу Science. Латунь также содержит другие металлы, такие как свинец и иногда мышьяк. Существует более 60 видов латуни. Мы сосредоточимся на наиболее часто используемых латунных сплавах, используемых в:
- C360: Трубы, фитинги, автомобильная промышленность
- C330 Морская среда, трубы
- C260 Ювелирные изделия и украшения
Латунь C360, или латунь свободной резки, обычно используется в трубах и фитингах машин. Он имеет высокий процент свинца, что делает его одним из самых простых видов латуни для пайки.
Латунь C330 или латунь с низким содержанием свинца идеально подходит для труб и использования в водной среде. Он имеет низкое содержание свинца и устойчив к коррозии.
Латунь, используемая в ювелирных изделиях и декоративных изделиях, называется C260 или патронная латунь. В нем много цинка и меди. Этот латунный сплав легко поддается ковке без потери прочности. Патронная латунь не содержит свинца.
Соберите все, что вам нужно
Имея все под рукой, ваш проект пойдет гладко. Вот некоторые вещи, которые могут вам понадобиться для вашего проекта.
- Your Brass project pieces
- A Well Ventilated Work Space
- Butane or other low heat flame fuel
- Butane Torch
- Flint Strike Lighter
- Safety Goggles
- Vise
- Solder Cutting Pliers
- Welding Blanket
- клещи термостойкие
- Файлы
- Панчаная бумага
- Странная щетка
- Пожарный кирпич
- Руки помощи
- Серебряный паяль
- Flux Brush
Проверьте латун
. Возьмите ваш проект и проверьте их. Убедитесь, что они подходят друг к другу как можно ближе. Чем плотнее они прилегают друг к другу, тем лучше будет сцепление припоя. Это важно, так как припой чем-то похож на клей для металла. Если есть слишком большой зазор, ваш припой не будет держаться.
Обратите внимание: если вы пытаетесь заделать трещину или раскол в латуни, одной пайки будет недостаточно. Лучше всего будет вырезать второй кусок латуни и припаять его к поврежденному фрагменту.
Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Очистка латуни
Следующей важной частью пайки латуни является ее чистота. Латунь часто имеет защитное покрытие, чтобы предотвратить ее потускнение. Это должно быть полностью удалено, прежде чем вы начнете паять.
Очистка латуни удаляет:
- Грязь
- Масло
- Мусор
- Металлические боры Выполнено.
Во-первых, вам нужно спилить все заусенцы на краях латуни. Это можно сделать с помощью большого файла или маленьких файлов. При необходимости используйте формованные файлы. Подача будет проще, если у вас есть тиски, чтобы удерживать ваш проект на месте.
После того, как вы подпилите детали, вам нужно их отшлифовать. Возьмите наждачную бумагу и плотно оберните ею напильник, который вы будете использовать. Начните с крупнозернистой наждачной бумаги и переходите к мелкозернистой наждачной бумаге.
Если есть узкая область, которую необходимо очистить, вы можете использовать щетку для царапин. Я не использовал его раньше. Напильники и наждачная бумага мне подошли.
Пришло время припаять
Теперь, когда вы очистили латунные детали, пришло время их спаять.
Настройте паяльную станцию, если вы еще этого не сделали.
- Накройте рабочую зону сварочным покрывалом
- Установите бутановую или кислородно-ацетиленовую горелку
- Используйте огнеупорные кирпичи и/или руку(и) помощи, чтобы удерживать ваш проект на месте
- Имейте флюс и кисточка готова
- Подготовьте серебряный припой
Нанесите флюс на детали из латуни
Флюс очищает металл и действует как клей, скрепляя детали для пайки.
Вам понадобится флюс на основе олова, также известный как флюс для пайки латуни.Используя кисть, нанесите флюс на очищенные участки, которые вы будете паять. Сложите детали вместе и нагрейте горелкой.
Подготовьте припой
Убедитесь, что у вас есть серебряный припой марки easy. Тип припоя важен для правильной работы с латунью. Тем не менее, попытка использовать свинцовый припой, который не работает должным образом, является распространенной ошибкой.
Отрежьте столько припоя, сколько потребуется для соединения. Вы не хотите слишком много припоя. Если вы паяете трубы, излишки припоя могут попасть внутрь трубы. Это может уменьшить расход воды.
Если вы будете припаивать украшения или что-то еще, излишки припоя нужно будет отшлифовать. Если вы используете основной серебряный припой серебристого цвета, он будет отображаться серебристым или серым цветом на вашем латунном изделии, делая соединение очень заметным, если используется избыток припоя.
Включение фонарика
Наденьте защитные очки.
Убедитесь, что клапан на наконечнике горелки закрыт, и включите газ.Возьмите зажигалку в одну руку и включите горелку другой. Убедитесь, что наконечник горелки не направлен на шланги или канистры; подожгите наклейку перед головкой горелки, пока она не загорится. Затем отрегулируйте пламя.
Равномерный нагрев латуни
Видео Beads and Bones дает очень хорошую демонстрацию правильной пайки латуни. Она использует припой латунного цвета, чтобы он соответствовал изделию, над которым она работает.
Направьте пламя горелки на изделие и нагрейте круговыми движениями. Отрегулируйте, насколько близко или далеко вы находитесь от проекта. Вам нужна самая горячая часть пламени, которая является кончиком внутреннего конуса пламени.
Равномерно нагрейте обе части изделия. Латунь будет готова к пайке, когда нанесенный флюс начнет пузыриться и слегка дымиться.
Аккуратно нанесите припой прямо на стык вашего изделия. Снова равномерно нагрейте изделие из латуни.
Припой должен плавиться почти мгновенно и течь по паяемому соединению.Дайте изделию остыть в течение нескольких минут, прежде чем очищать его водой с пищевой содой. Очистка водой с пищевой содой поможет удалить остатки флюса. Флюс может вызвать коррозию металлов, если его не очистить.
Теперь, когда вы знаете, как эффективно паять латунь, вам будет легче паять другие металлы, включая серебро и золото.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.Последние сообщения
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
