Работа резаком: Как пользоваться резаком по металлу
Содержание
Газовый резак: устройство, виды, особенности выбора
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.
Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.
Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.
Фото 2. Внешний вид инжекторной газокислородной горелки
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки.
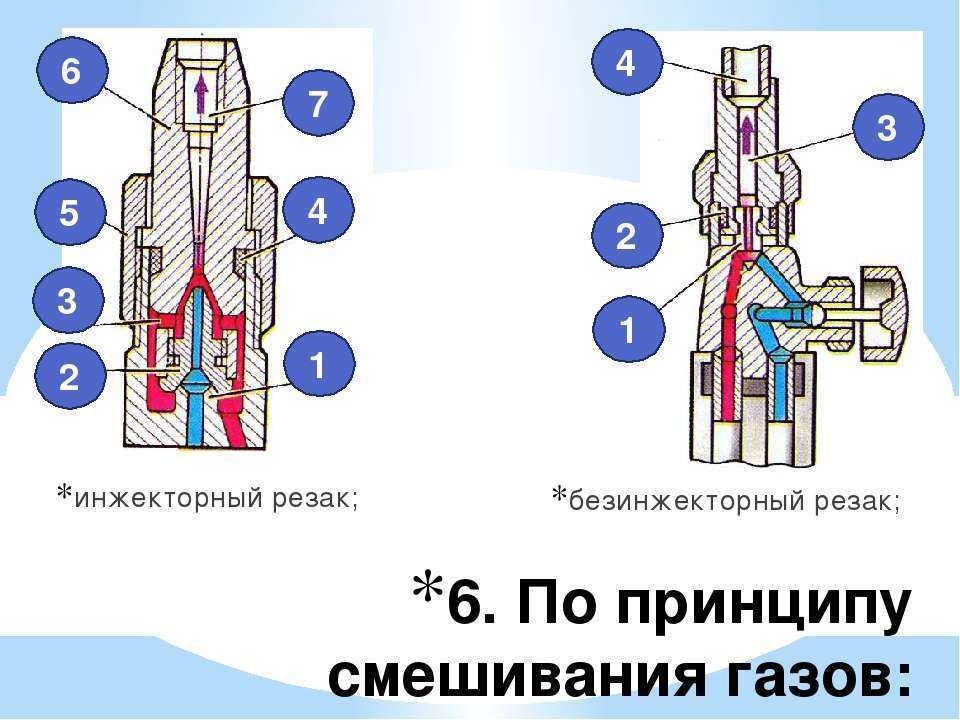 Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.
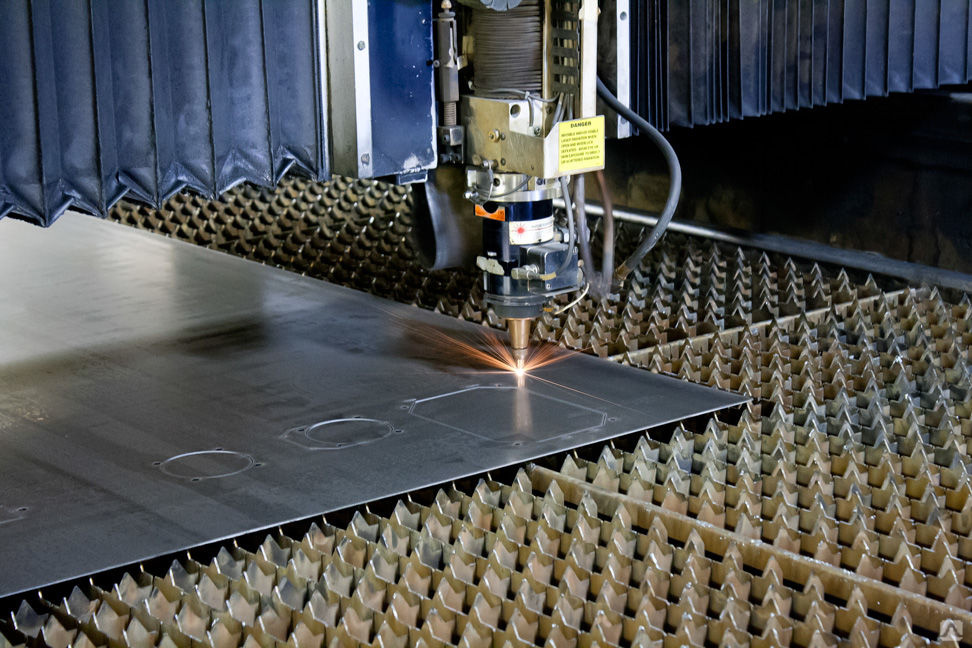
Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
Правила выбора:
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.

- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.
Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
Последовательность работ:
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами.
 При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами. - Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.
Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т. е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.
Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.

- К толстой игле подводится газовый баллончик, к тонкой – компрессор.
Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка.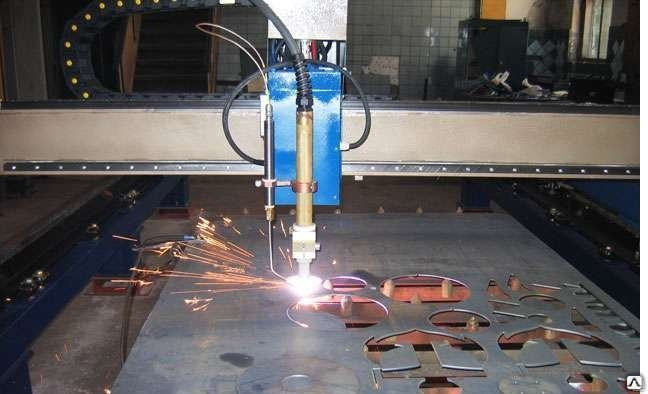 Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
office_kit_cutter_a4_1
%PDF-1.5
%
5 0 obj
>
endobj
2 0 obj
>stream
2017-12-13T15:57:40+03:002017-12-13T15:56:51+04:002017-12-13T15:57:40+03:00Adobe Illustrator CS6 (Windows)
AQBIAAAAAQAB/+4ADkFkb2JlAGTAAAAAAf/bAIQABgQEBAUEBgUFBgkGBQYJCwgGBggLDAoKCwoK
DBAMDAwMDAwQDA4PEA8ODBMTFBQTExwbGxscHx8fHx8fHx8fHwEHBwcNDA0YEBAYGhURFRofHx8f
Hx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8f/8AAEQgBAACgAwER
AAIRAQMRAf/EAaIAAAAHAQEBAQEAAAAAAAAAAAQFAwIGAQAHCAkKCwEAAgIDAQEBAQEAAAAAAAAA
AQACAwQFBgcICQoLEAACAQMDAgQCBgcDBAIGAnMBAgMRBAAFIRIxQVEGE2EicYEUMpGhBxWxQiPB
UtHhMxZi8CRygvElQzRTkqKyY3PCNUQnk6OzNhdUZHTD0uIIJoMJChgZhJRFRqS0VtNVKBry4/PE
1OT0ZXWFlaW1xdXl9WZ2hpamtsbW5vY3R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo+Ck5SVlpeYmZ
qbnJ2en5KjpKWmp6ipqqusra6voRAAICAQIDBQUEBQYECAMDbQEAAhEDBCESMUEFURNhIgZxgZEy
obHwFMHR4SNCFVJicvEzJDRDghaSUyWiY7LCB3PSNeJEgxdUkwgJChgZJjZFGidkdFU38qOzwygp
0+PzhJSktMTU5PRldYWVpbXF1eX1RlZmdoaWprbG1ub2R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo
+DlJWWl5iZmpucnZ6fkqOkpaanqKmqq6ytrq+v/aAAwDAQACEQMRAD8A9U4q7FUJFrGkzahLpsN7
byajAvOeySVGmRdvieMHmo+MdR3GKr9P1LTtRtVu9Puoby1csEuLeRZYyVJVgHQldmFDiqIxV4/5
g8v/AJrP5zuW8v8AmW2tpWu3vbbTZ7ySUpp8iWkLF7Rw6snOOfiOICs2zVPwqquqab+ftrpNrcJr
MdxqCuEvbe1S0ZH9S8tkjaNZLMMoS1adpSWPxCq7fDiqHmsv+cgx5fFz/iCzt7yD6/8AXZbqK1tk
UJ6QtpE/cXChEdZyS32ouPRjyCqSza5+c8geCPz15dtry9Mw0mCS5sS7mS5QWvECBvUDRJIgoK8u
teyrLNet/wA5bHVLnUv8S6XYeXIpVY/XfRREg9GJfikNupBa4L8qv9nYEGmKqF/cfmrqHmPUR5Y8
16PcaUjTmCzeW3eeEptSQxWznjHIQpB3UfaLH7SqAeb85p7C9v8AS/Num3ulwTQk3cMllPJHFFJI
biMcbRIXleBoSORX4vAHFU003TPzvuxY3LeY7RrCeKxmmaFLYScmnRr1F/0WWPj6DusZDh5lU13N
VUlSL/nIlYraOTzPozTtcLbTTI1u0azCYs0LKbaNi/ojjxX4q/firMPJMn5gaHDqN1+ZWuae9o3o
rp8ytFAkberPzDv6duCWjMIHyPuSqzVtS05VgZrqELchTbEyKBIGKqpTf4qtIoFPEeOKq0ssUMTy
yuscUal5JHIVVVRUkk7AAYqh7bVtKurp7S2vIJ7qKNJpLeOVHkWOUVjdkUkhX/ZPQ4qisVdirsVd
irAfMH5OaFrdtLZz395BZS6i+rCCH6uCtzK5klpK8Ty8Hc8uPLb5Uoqk5/5x18qixeyj1XU0ilES
yfHbtVIZfWRFDQkIvqBW+ADp7nFVFv8AnG/y88enrLruqytpkUNvas8kR4x2/r8FoIxt/pTfKm1M
VX/9C+6Tbxaxc2ms31xq+qWGpWf1m9aN0MupLKGlkEccZJDTV2xVRuPyD8jJHJDc61dw3cyn1ZGn
gLqXjdCIhLGwjjHqHgiig/UqnPlr8k/K2k6Xf2dtqN7eWmp28NuZJXgd0FuVMckcixDflGpINUNN
1xVD3P5BeWrjVpNVfU79b6a4W8nljaFCZxdLds60i+DlItKDoPffFUVZ/kj5bs9E1nSYL28Ca5BD
BdzkxB1EPGjIEjRAzFeTHjuzM3U4qu0z8lPL9nfXN3PqF9em606fSJY5miA+pzxQw8OSRq/JI7dV
D8uR3JJriqhq/wCRuhatqEOoX2q3z3EVtDafCLVFaO2LmAuqwDky89yetB4Yqq+UvyO8qeWNVstS
tLm7upbBPThS7aKRfhiWJDtGtCgSq074qr6d+T2jWeoW98dT1Cd7fUv00IpJI/Te+eIRTSuvDf1e
PI77GvGlTVVrQPyd0TQrdUsdQvfrMN+up211I0TtHMtmbEgK0fAqYmbYjYnalMVSWb/nHDyhLK8j
alqKlrmW5Tg1uvpma5huSqUh+EB7dQtOg2xVPtD/ACf8uaNoesaRaXFz6GuGJb6ZjH6xgiijhaBX
VAeEiIwNa05GmKo7yj+Xln5bvFvF1K81CaKxh0u2+teiBHaW9PTT9zHEXII+1IWbc74qyzFXYq7F
XYq7FXYq7FXYqkmpafdXErKPrkKJewXqy2ckMfqCBY/3MnNgTG5Qh2puO+Kony/eR3entMisn+k3
SPG9OSOlzIrK3EsKgjscVTLFXYq7FVCa+t4ZfSbm0nEMVjjkkoCSATwVqV4nFXQXsEz+mnNXpyCy
RvGSBQEjmq1pUVpiqvirsVdirsVdirsVdirsVdiqGuNStLeYwyF/UCqxCRSOAHYqu6Kw3KkUxVVt
rmK5iEsRJQll+JWQ1RirAqwBFCMVVMVdirsVSWEfo7zNNETS11lPXi9ru3VUlFT/AL8hCMqj+Rz3
xVOsVdiqyaZIYzI/QdANySegA7k4qlk8F88l36kcrLeW6wg27Rq0VDJWjMyHlSQGo74qqabbXEZt
EkWbjaWxtzNcMjSSMfT+IlGepPpktXFUyxVLb/X7Oxk43ClFaeO0jkZ4UV55gvpxJ6kiEs3MACm5
xVG2twtxD6oVk+JkKPSoKMUIPEsOq+OKquKuxV2KuxV2KuxVJNe8vpqsgW4gS4tle1nVWmeFhNZz
NNGaojVXkRUV36YqjdPeSEfVrpRHO8ksicSWRg7tJRWIWpAO4p+GKo7FXYq7FXmf5gfmp5at4YLL
QpP075oS5gl0uwsWU8nruWuGIiWJo+ccjBjRWO3WiqFj/wCcl/y3t9QudP8AMKal5YvbcqFh2S0Y
+sCzKXia0N2rICn26hT+yTvRVnel+ePJmryyQ6Rr2n6nPCnqSw2V1DcyKnILUpEztuzBRt1IGKpn
DFI8n1icUf8A3VFsfTBFN6bFz3PboPEqojFXYqp3E6wx8iCzE8UQdWY9FH+e3U7YqlcuhPPU3LQX
Ba4jveE8JlVLiEKI2j+NAvpmNSu1a79cVTK0tzBD6bNzYs7swHEcpHLmgqaCreOKq2KuxV2KuxV2
KuxV2KrZYo5YzHIvJD1HyNQfmD0xVjXmzzxpPk21hl1lppkuX9OyEEZklkeoHpH7KcqNVfiHIVFK
j4lWDXX5q+fddE0flXRIbG3WCSb69qLlpfRkqLeZbZAZkZuDcQYZFY9CQPiVS3VfKeo3Wl3Wt+eP
Md3rNlAkdxPpsXK0gt/QUrPNxtXkq8cfI8YgKnl1LCiqH8j+a/y21VJx5Yjito7eWkhMC249Qv8A
V43pQANMHX060Z1PEbo6oqivMvlLSPM1tbNdWUUs0SGSC9uoIZXhdCrKvGSo5mRVJRkZGCsjijUx
Vjtx+Rv5Q6u5fUrG58tos17K2o6XcEWgt440uEN8LwXQtOCGRA6hYiYySULxxBVbN/zjN+bOh6RD
Z+T/AMy7lUjcgWDyXmmWyRvyZ3T6vNdfFzI29MVqTyr1VeZ+ZPL35+flz52hnsZLw+YfMc091LPp
UovIdVuYGaeaVbKKJG4RJcgFJoT8XNl+E0VVQtP+cpvzy0TVZItWvIbya1eSG507ULKGELItUZZF
t0tplZGHTkN+uKvTfyp/5yo1bzJ5z0vSPNGnWcEWqSCztbuzE6CGeTkqAxs1yZPWl9OOvJeHWtK4
q+msVdirsVdirsVdirsVdirsVdiqF1DTLK/SMXMKStAxkt2YAmOQoyclJ6Hi7Lt2JGKsKhFxYiKH
6vGDDwivbK1cSraN6QcrGxEbMgFAq8AaEUUDbFUNc6oLu14WfqhJZ2tZLpYwTDxDBpfTkKtxLAIj
cW3ZXo0VWxV8/wD5l+S9U/LvU7fz15UlW3jLrFqdlFEy26vJTlSMFwttMy0KM3wMV4nccVXp35cf
mVp/nTTmubdUtpodryzMheWN6Lx+HgoKsefFq9B4kqqrI5Fjt4xHbII7cxmF4Iz6Q9MjjRePHjQd
ONKYqhdK1vzNoM18+khLjTRLCllol3L6dotvFaxw0s5IopJLQBgPgKOnwHiiFy+KvQvKHnny/wCb
LWabS5JFuLRhHf2FxG0NxbyGqlXQ7MA6OnqRlo2ZGCs3E4qmuqaTpWrWMlhqtlBqFjLx9W0uokmi
biwZeUcgZTRgCNuuKsKn/Ib8q21u11y00OPTdVs7q2vLaexZ7eNJLSRJFAt1P1cK/p8XpHvUnZvi
xVn+KuxV2KuxV2KuxV2KuxV2KuxV2KpL5is5yiXUDKqRktdr6bO7xhGFE4sOLcuJrxbYEU3qFWJR
XFtIqyWCLNDcBZfrasPTcFY+LiQVMhaNqqwqDxoWGKpJrmoz29syzWjahbLWHUuERUcmhVl4JMUU
wuzcWk5sqHZvhDvGq8B/NryNrPlTzGNc8kx3dnbXfGO6TTmcelcSybRqsVGWOUhaJ9nlsKAquKsn
/Ke4/MDSYJZvOuoMukXS8rYajJJNcJKOCj985ZUVlcfu2avei0bFU2XUdd876mNK8p6cXWYwLe38
sK8IlHqun1iQrKI1jJ5xkHlzU8Kk0xV7f+Xv5fN5Q0IJ64u9cnKyX91TaTioVbcOQHaKMf3ZboxL
UAYrirMYZkmiWRPsmux2IINCCPEHY4qvxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuIBBBFQeoxVgut2
72GoMs3qut5Mfq4VTIiLwJoWjjX01PpkkyE/GaBt1XFWFazK4vZNR0q5jmbTxcR6ijNJK4cwRyej
GEWcqSsSM0aRVrxcV+JJVWI+ZPzO0mz421lB9YjCSCeCQIQ8hmMXFnDSfDwjkcmnxcoyKgtiqc+S
fyV80+ZZ4NY8+zS2tmhiK6WQqz3UYDyj1fTK/VxzmI4057stI/hOKvdtF0PSNE06HTdJtY7OygAE
cMYp0FOTE/EzGnxMxJPUnFUdirGdY+sJdSfVLmGC4e/tjcrcXEsKmzCxeu0ao6jnxDBTTr19lU70
puVmDzMi+pL6bsxclBKwT4iSSONKHFUXirsVdirsVdirsVdirsVdirsVdiqhd3YtxH+7eVpX4Kqc
QahWckl2QUoh74qkV21r5t0xobVytnNAs0N7FKv72Obko9Ga2kJUMEPxqwI6rvuFXgdzpHn/AM6+
ZtQ0HQ4DaWVhI1rd3sxeK2V7KYNGXdEPGTkkZVEUkGrAKrPir2j8v/yg8qeTVW4gjOoaxsW1S5VT
IjenwcW6gfuUbk2wJahozMKYqzjFXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYqhr60kuBFwd
FMTlyJEMisCjIVKhk/n8cVQ2i6LBpUQt7ZIILSKKOC2tbWH0Io0jLmgXk4/3ZiqZYq7FXYq7FXYq
7FXYq7FXYq7FXYq7FXYqwfXvzf8ALGiafpl/eQXbQanO9snopFI0LxzpAxmAl+FQZQ1RXb3Kgqpl
5O/Mfyl5wmv4dAu2uZdMZUvVaKSLgz1oKuqg/ZPTFWTYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7
FXYq7FXYq7FXieurF/hny5y88NpM5l1FLPVjb3rRvP6oWk4uXkFIJRxh2kntQ1FcVQqOLDTJ2078
3bGyS4eV4pTHby1kYSV3kdmPpkcuI2WnGlAMVTSa81qKztxP+bFhFdPBLcG4MVqEeN7hwJAhbjwi
p6VenwmtMVUvLtj+YOsvcWumfmlaausdrA5mt7e2dkk9TgarHvxf0JF58utdhTFWRweSPzTFt6U/
n15h4/eLYwI1eVQa79tunf2GKs08v2ur2mi2dtrF6mo6nFGEur2OP0VlYftemC1DTr7+HTFUwxV2
KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KvIPMen+cJfLemRReRLK4uCdSh2PSkdF4wSfAgt7pZlC/W
YgBIWX4txRehVQdppeu3GnyzXX5R6ZDOkbtFameBmaR5YkYBhHReaTysT34HxAxVSii164htLi0/
KLTzDd2XrlpZoFcSSyvIIXR40ZQWYO3LxNRiqI0i/wDPvl5ZZdB/KSzsJXHohbS8t4uUayuyg8UU
AVflTxYn5qskvvOn5qwvdC28i/WEiiR7Z/r8S+o7R8mShHw0f4f9vFWT+TdY8yatpUlz5h0Q6DfJ
O8SWZnS45RKFKy802HIkintiqe4q7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXg+v6JLe/l/5fmg0
rWYW0+8vmWyhdYL23V0lmeTibdl9T00Zk4mvNvSDkMWCqTNFYiK6tZ9Q88xXVrbjUZYWkKu6VjRY
FYUB9Vxx4r1O+3IYq6G71a+j8zy6fF5z+ryWtlFZxXDyRrx+urLJPaSj1CzGJkAoteFQTvVVVmn6
sh2/Sbu3Xz/K0c8RjhDI1hcLCy3UbyyqfSlSfn6bHlQjqBscVelTfnZHDp9heN5Q8xP9fUP6EdiX
kiBlniPqjl8J/wBGDU60dffFVK3/ADuup5o4F8jeYhNKFKhreJU+IEj94ZAg6dyPfFW9P/O2fUdU
0/T7fybrsL3d8lpdTXls8MVvE5RfXMiiRGAaTdajYEk9KqvTsVdirsVdirsVdirsVdirsVdirsVd
irsVdirXFeXKg5Upy708MVbxVpVVVCqAqqKKo2AA7DFW8VdirsVdirsVdirsVdirsVdirsVdirsV
dirsVdirw9/Pf/OTJYU8l2MSi3kNOHrF51idojtfRhFklCqUNSqnlyY/Diqbjzd+fSrewS+V7Nrm
2guXtrqJS1vcTKsf1eNVa7SVRy9TkxHxArTiQwxVD6d5v/5yGmkP1ryvZRIrgMPS4/ujblmkVvr7
8mSf4fToOQ/bFfhVRNn5z/PNNRiju/KMNzZySwpI0QW2Mcbl1lcu15chuB4GgX7JbwxVpvNf59DV
Y4R5dtDprRRNNdG3IljkYn1gsQ1BlkEYFR8Y5dNq7Kr77zL+fq2Qmt9A0+K9EVwZLD0WuUWaOCWS
BUulvoOayukaE+kvEuRvxqVWaeQ9T836jobT+a9Oj0zVVuJY/Rh+w8Kn93IAXlIqDTdt6VoK0CrI
sVdirsVdirsVdirsVdirsVdirsVdirsVQs17Il/b2cdvJJ6qvJLPRhFGibbvQqXZiAErWlT2xViU
H5kXx8yano9x5a1BYbK49C21KBGlgnURNIXJZI+BBWlPir1riqRw/n3bS2qXEfk/zFIKukyRWQka
ORI0f02COTzPqDbw3O2Ko+5/OOGKwgnTyzrM11cQtcLYJbgzIgvPqYMq8uSAn460px8cVQ0f5z3c
FnBJqXk/W1mZWNwba1eaNWHAAJ9mR+XqCnwdN8VW+YPzqn0DUby3vvK+pSW8Qjezkt1VnlRo0Z2K
sUPwvKEPHlTuRWmKo7T/AM3TfQevF5T11IWs5rxHltVQE28AmMJBfkHdj6abUY7jbfFUuP59WQsr
O8/wrrpiupZbdqW6H05IGRJEaknUFm2/yTWmKqlr+eInljibyZ5iiklMQRWsv2ZAebE8uI9Mih43
7VxVW1v86DpUtnH/AIP8wXn1y2S5529oGWPnJLHwkPLZv3PL3VgcVWW/52ifUbewj8m+YvUuGRRK
9lwiUvIqfFI7KPhDVbsOmKqcX55BywbyZ5iifirRo9nuyk0YmjELxPXfxxVfY/nhBeanp1hF5S8w
r+kLiK3+syWDxww+rxHOV2oAqljX2FRsRVVMp/zSaKGKUeWdYcST3tuyC3HNBZFB6riuyTepWM91
3xVLZfzskiMSv5I8y1lk9Oq2SuEq3FTIVcgAj4qiopXfpVVTT88mYwA+SfMaGcgUNovw1XlvRyPb
78VRmt/nNZaZdLaL5e1e8umigl+r28KNKGntzc+kU58hIkankPHbuMVR1/8Amd9UXV2/w5q8/wCi
RZH9zb8vrh22P1P3G/x+j0k8DiqT235y6o0rm48la2tu7t9WaODkwjQLyMvIooduVUVC1R33xVf5
b/OTUNYAabyTrljHLeLaQNJCK8HkijWaZXMRjA9bk32gOJoxxV6NNd28M0MMj0luCVhShJYqpZun
YAbk7ffirx/zFrl23mDVbCL80bfQ5obpl/R93bRxGMvT0oo3uPT9RV5L8SVBr74qk1tc+cHiF4fz
l0sWV08kcFxDb2rJLJAqiSh3UFQULUJ+18sVR1rrF9a2kkF7+cGmzX8ciSNdiK1WkVsbkTxkBuJB
dkr4CM+OKoa11jzFbGr/AJzaRd+m6LOrxWy1eFJA6gq7caqrM2x3XtTFUbpV5qzWBaT83bG/msZ5
kurtIbXYXIihghfgaCksT/Nm/wAnFV+l61q82lG5n/NbTGWIXsc91GtuY/VuLVmtmJbgF+rP8YX9
oDfrTFVlhea3fRQaVZfm/p82pq92Ge3t7Rnk528cagqGK1imSSWtNy/+TiqGhvvMIuYXk/OexMM0
iTJH9Ws+TRcUBUEmnxV8Op+gKq2r6tr0SR30H5s2yWF1qCCJo7O3mRIZB6wjaRTRVMaECRtqeJOK
sx8r/mJ5UsNCtbbXfPGl6vqSxySy6gkkMHqxrKyczGrEDg3wGnhiqb6r+ZnkTSW08ahrEMCarAbv
T5yHaCWALzMomVTEFC/ESWG2+Kqtx+Y3kG2uEtrjzFp0c8rMkcbXUQYsoUkAcu3NfvxVRuPzR/Li
2FbjzNpsO3Kj3USmleNaFq9dsVcfzR/LkcgfMmnKUdomBuIweagsy0J7BTiqv/ysXyHwZ/8AEFh6
aSLAz/WI+IkdeSpWtKld/liqGk/M38tYle5k8w6agSRoXkM8YIkUDkvWtaU/zGKq13+ZX5e2chju
vMmmwuH9Mh7qIfHxL0+1/KK4qr2vnzyVdwPPba7YywRyrbvKtxGVEshIRK1pVipp40xVD2v5mfl5
d3Nva2nmTTbi5u5BDbQRXUTvJIQCFVVYkmjA/TirITa2xuRdGJDcqhiWfiPUEbEMUDdeJKg0xV5Z
r1hrNzrGoRH8tLDUbVZ7iaDUZ54KzOxiCymMoWrLwHLfooxVKtV0XVYtCs7Oz/Ka0khMt4XsoLuC
D0gEgeN0ZV2+sunBh5Jv1xVDDRdamnubiT8ndO9eWK4Px3cPpv8AEh5cOHEeopk4/CN/DkcVah0/
zGhi/wCQL6arPJSUC5tTxVwY3bkYxX4HYfL54q9E038u/Jl9okf1/wAq2mnTXYSa+sEVBxmUHYtF
xDcSxK+HXY4qjP8AlWXkEBVTQbOOFZHma3SJVid3jaMtJGBweiuacht2xVXsvy/8kWOoJqNnodlB
fROZI7mOFFkV2ABZWA2NAB8sVUbj8tPy+uECT+XdPkUKiANbxmixABF6dAB0xVVl/L7yW+myacuj
2sNrJQ8YYljZGVDGjIygFGRWPEj7PbFUPH+Vv5cRzSTR+WtNSWZJI5nW2jBdJQRIGoN+YYg1xVF3
PkPyZdQW9vcaLZywWkX1e1iaFSscW/wKKUC79MVUD+W/kRp2uJtDs552mkuPVmiWRg8oAbiWBotF
ACjYYqpv+Vv5cOZGfyzprNMAJXNtFycChHJuNT074q7T/wAsPIOntI1tolsDIwYc09TjRGSic+XE
ESOTTqWJOKq5/LzyIUMZ0CwMbSLMUNvHQyIOKtSnULsPbbFVOX8tPy+ljaOTy7p7q7tI4a3jNXcU
Zjt1IxVbL+V/5cyxJFL5a05446cFa2jIHFeApt2U0xVcv5a+Q0Mfo6HaQCOSOUCKJUBMLM6BgoHJ
Q0hbidq4q3b/AJbfl/b3lve2/l7T4ry1cSW06W8avG60oyMBt9kYqnU2nxzX9veSSSH6sr+lb1X0
ub7eqRTkXC1UfFShO2KvBvzJtUi866je29n5tt7tndXk0pI10+d44ITFI3olXkYcxSu+1CQa4qlF
7FfXUUE4H5gq0gS0uBHQ0YwJEWRDIpTZWYEE0eta91Vfmrxz2ZTz+sksoeS7eRz9ty3JTVhwX1ew
6BtsVRnmxwPMmpadqN151SS5vL2KC50xnS043FxHJElsGf4iqHitP5WoBiqEGutb+VtVvpU8+2tl
MUu5pn9ETwNDcc3cGUkovGSj1+EqvyOKqHoXbae8ln/ysFJrW5kMzzsytJFBIJ5eEfqLyLIWjjoD
QkbNiqI8m3U1l5i0O5jbz20iyBAmrJ69mqSOUkadF3rxmanhxr2GKqv5gxSab5kn0mZ/NTWvr3I0
+50m8uJpnlES6gVEEkKRtGEuZI14zOw9M7bnFUHrGjyaX+j3kvfzAuZLzS4r0GyO0X1smIQSjkeM
8QPJ/A7jwxVHapr9ne6nfXkMfnaYyXRuZoNOljZYWErBY4hG5/ds1o4AHep7Yq6VnsdM0eTUj56n
S7v7+ptA/OKKG4jiiMqo0kgj4SK0fHqV2UUpiq+wuZvMetWZgXzrpkVlZXEN3I4MSyCK2kdaPyHG
UstF+Fq1pt1xVj1xLDaaXcUvvPxjikZJl5xOkcyMsjKZGPMMFnPw1+yKntRVPtE1K3sLu1v/AEvP
moLchprQys01t6c6SlSfTYoq8bz1FJ/kA9sVS5BDarNEr/mJdTWF01lOiTK7JIWSYOx5nqkS0r1D
k964qq6Vp15K2jW9o/ntP0jcwQSz3s8iLbJJLQTSFQ5KqUFRyWqltwcVRHmnVX1PXrvVuPnZVYtH
HLoacbVvqwETMiGWRebS2j/YFPjpTqcVaTSlt7bStTe78/yHVofVS0Lu/wBWNsyxencdfTLBOXxE
7V3NcVTLyxdPeanp1rHa+e4ymr217JcaiRHEBakW/pPzYVtpPrHN1UfEFxV7xNd28M0MMj0luCVh
ShJYqpZunYAbk7ffiryvUrrXdW866lY6P+Y8enPaTi3fQpLJA6PJHzVVeXgXoF5BkqD0r8WKpHYa
zrbhZ2/OnSbhprhTahYLNYyGKlozH6hZvh3A5Dr13xVNodXvrWC0vbz807FrOe4nkSV4rZI5IbOF
EnhV6gfu3Uuzdd6Yqkeoal5hjktGtvzk0pvq1Li4iljst7WS5SP1eRLf3alqHbkdqgGuKtQ6jrrX
7G9/OfTWsJDLGkKR2nOQ8Co2I4jiWViAD1p7lVHzX3nHUtOD2P5n6ctppllbwaprFsltxF073VLi
SNlkA5BYU48wGPJhSnEqp9+X3nzR7DRJZfMvnyy1eS7ma4s5J1jspooPhQRNEW5bHf4hX4t8VZM/
5n/ltxhkk8yaYFk5vA73MQB9MMHKkn9kK1fbFVfTPzF8h6pPBb6br9heT3Mno28UM8bs8nFm4qAd
zxQnFVCL8yvy2EaSxeYtM4TP6aMlxF8ThuJUUO5DHfwxVFRfmB5Im01tTi12xfTkmS2e7E6ems0i
h0jZq0DMrA0PbFUI35rflmsSynzRpnpOvNH+tREFagVB5eJGKouDz15Hmjmkh2zT2jiKfWGE8VFM
ztEnPfbk8bKK+GKqFn+Zf5dXVxbWdn5j02e4upBBa28NzE7vIQCERVYkmjA4q3dfmN+X1k5Fz5g0
+B2laJg08akyIxjYHf8AZaMqfliqIi89+S5YruWPXLF4rFHlvJBPHxijif05Hc1oFR/hY9jtiq1/
PfkiCK1dtbsUhvPVNpIJ4+EnouUl4MDxPF1Kn3xVD/8AK0fy59FZv8S6cInNFc3MYBIYJStf5mA+
nFUTpHn7yTrNxHb6VrllfTygGOOCdHZgVDbAH+Ug/SPHFU6NrbG5F0YkNyqGJZ+I9QRsQxQN14kq
DTFXlvmK+1HR/NEl3Y+QrC69S/RTrMl3bQyO81I1f41LBmZwqr+0xAG4xViMOnXEEt3bR/k/pT2M
knq85Ly0ePksUKUWNlPAUjduI25D+Yk4qnUTrNoMthe+RNF0jV7YMfLmk3M9rcpcfWJB9eIjUxMt
IqOzCp/a9iqk+h6Xqx02yh2f8pdKlvLKzWMTPPbcnZJFQAGYzOvKrfE7k7UJNcVRuj2hll1B738q
tPtI47Ge8t52mhEUt4qpxhXmoUerKWQyL4KdwVOKpnZDU7TQ5Y4/y00y0+uyquoaYtzbFHSCGOVG
eiBCVuJpFAPTj74qxkjW9R1USJ+UdrFDbF4Ip4r2GDkpliZqqoQScjGik91Yr0bdVZZ2+p3d9Z2V
r+UmjRaTB9cilN1d21wwdWkQxK6M/BvVQrIOL7/D8PHFWV2thNpR0a90f8tdJg1FknuboR3VsjWk
0TFYVSRY/iMsRNHGwrTpXFVmpReXtIu9Ptb/AMiaVYaDLZtd3uptc20h2W4WN5HjUAB2PrLDHzQ1
BYf5NVUn06Sa4sRpcf5X2MGjyPHfeg12kJe79JCjenIsbMBFM3E7heBTqBRVW0bQYZIZodV/KvTI
wttd3FoWuba5pcV9aG3ZpApVJpGCx8a8fh3A6KqmqX3myohP5VWbW91HDdPImo2sSzXNuWmhhkHE
GZfUfrQj4qEYqi7Ow0hvPcC6T5S0c2+m3MKSyQ20bXFtJItuyMtyknBSsbyu3wbFFTq4OKoDzL+m
JfNF3Zz/AJd6T5itJjM+m3Biit5eD3rM4ad5bhWab1Fm6R8iTsd6KozVrm40K4vrXTfy102fR5vq
lpLPFcQR84r5BLKrxLG54LcUr0XYufHFVO3n1acS2F3+VumQWdg8o0lBe2jqVlM0jsihRxLMeR49
yabkYqu/RT2+i2um2P5V2FxLOLiW504XUTxQiG9WNK3DRlHcpSTiDX6BirvKtv5ktPMVrMPylttH
iU21v9ahvLdliSeWI3M4jCKOUIiVq05NwHTFXsM17Il/b2cdvJJ6qvJLPRhFGibbvQqXZiAErWlT
2xV4J580nyIPOWsy6p5P1S6vrmdbkXely3Mz3v1MJMyrBIkEYBVPScozca/CehxVB2GiflhNYSW0
P5c+ZUglMt06MJQ3IQNIeJabdmW3VQK/y+JqqowaF+VumKkjeRvMesy6cr25mSFX4ssMEEqSCOVU
dyZWc1qVNQKDiMVTUab+WV9bWsjfl95gjRbLVLGCIpNG8dtYVvijqJag3TzssRO5Jpiqna3f5bXN
ovlU/l/5iitYdPjRIXjkMhgkniuwg/el+Qmfx3pTpTFUHrFh+WRnMk/5eeYJ55o2WSKGaRzHDOXj
qYknbiHEZ4sVqaddsVRGnWn5Z6TP9dPkjzOJgJbsPcJOUjKL9Yblxk9NGb0lRe7VH0KoHTNJ/KeY
XusT+RvMJktYJNRjmnEyJKLi6UpbQ8XAZ0e54japCVqeuKtazp3kFtDvDYflv5haXVC3G5+JWWnK
D1aq0/Hiq80QpxbatBXFWQT2HkWw1GXQbDyX5lC2FzcXMd5bRs0h2k3HoCSKWdzX+4WSMj4QG374
qm+gflx5A89qNR1bQtYtJNMhhsLS21V2gK2/FbiIRekwLJH6rRgsa0rXtirLJ/ya/LueW0lm0zlJ
ZC3EDerKDS0jjih50Yc+KQqPixVfc/lD5Gu7DTbG+s3u7fSJ3uNOE0rlojKwd4wwKkxsyg8TXFUP
b/kl+Xdvf299DYSpcWxJTjdXAVuRBPNQ9GHIcqHv8hRVZ/yoz8tDE0R0xzHJdW99IpuJ/intFkWJ
yQ9dhO9afwxVSu/yE/LO4glh/R8kIlitrd2inlU+laRCGJOpH92oB2rirUH5AfldEyyfot3mVeAm
aeXnT4iaEMKcjIxNPH5Yqyzyt5T0Pytpf6L0WFrey9SSb02keT45W5OQXLUqxrQbYqnGKsHl/O38
r4pRHLrioxcR1aC5C1LtHXkYuPEPGwLV4jx3GKtj86Pyvaxl1E60n1e2BErtBcB0akrGMoYuYk42
sjGOnLiOVKEEqqcv55flZE6I2uAtJKIF4W129XIDLusR+FlNVb7JAJB2NFUzvvzI8ladZTXs9662
0N09nM0VrcylbiNGkkVkiidtljYlqU99xiq+P8zfy7kcInmTTS5JXj9aiB5BQxWhbqFNSP6HFWk/
M78vGslvv8R6elqxZRLJcRx/GsayshDlSHVJFLL1Fd8VXXX5i/l7ZrDPceYtNiW6qkEpuoaSemoc
hTy34rKGPhXFVsv5nfl1E8aS+ZdNRpa+mGuohy4/ap8X7Pfw74qsP5q/lqEDnzRpgQkKCbqIVZq0
UfF1NDtiqNn89+S4IDPNrtikK28d40huI+ItpmCRzE8tkdjRW6HFUuX82vy0Mlwn+JLBVtfTE0zz
KsQMvLiolaiMfgNQDt364qjD+YnkMacupnzBp/6OacWq3f1mL0jOYxL6QflQt6bBqeGKqY/Mv8vC
/AeZNN50BC/Woq7qX6cv5VP3HFUNN+bn5ZQmAHzLYOLivB4pllQBWKlpHj5LGoYceTkCtB1IxVMI
vP3kiXT21KLXrB9PSQRNeLcxGESGH6wE9Tlxr6Px0r0xVQk/Mv8AL2N0R/MenB5RWEfWYvjFOXwf
F8W38uKtQ/md+XUzhIvM2luzEKALuE/EWVKfa68nUfSMVTfRvMGh63bNc6Pf2+oW6kBpraRZVBZQ
4FVJh3WBxVh5q7FWN/8AKtvIPpRxfoCx9OIKsa+ilAE5cR0/Z5tT54qsg/K/8u7evoeXbCPk3qNx
gQVeoYsdupKjfFVx/LT8vyysfL1gxQhl5QIRyGwNCN8VY9+aHl64fS7XT9B8q2mrRXcsrampUQlI
TGqSNFIjxMk7hV4vRvsdCaYqw4WHmZI3Mf5LaavpSFlRrmzYuVDRhgeNFZhwq29RyB2ocVTTXbPz
BbmTS9P/ACk0/UdDtruS7tAbm1j/ANKUsiXCxFCA0gUNzqDRqHocVSu80zzLPYw2x/JewW0sriS7
jtI76zRDyiPFeCRgOWMrrIh+E7demKrr7Sb3jd2ekflBYXNlbmgeK4hsi9xE0QniQmNW9NnZhyHw
ugPaoxVMk07WGtI7yb8o9O+uSNKkkQuLRinpRJ6ElDHQiQnjQfEoX5DFUNeWuqX1mkdn+VFrcWdt
cC2Nt9ZgtVkS2b0XSVGjAmhR3fgrAq/2um5VVNAtJLi6jOqflJY2OkmQrPdp6FxKh5cJf3BiWRqS
BfiAoQGcbEYqhbnSNZuNI/R8P5R2b6PeMr3MEV5DbsELrMskSPGjI55fElEKsDXriqHFj5peIjU/
yV0y8ijurhrSGGSxQxhApjduZcP6rb8/hpQjjsCyqO0PR7/UWa8uPyh0q2YpJNaSvLAvKYVpyV4V
dOUgU8uP2TyFaUxVD39x5itdFh0ub8m7P9Cm6gmFos9rLCt3ODCZfQjRtw3w86dGq3HFV97oGrX9
g9vdflDZxLb3EMlt9XvbZCQjvIXDIquFFOXH9rlxpWtVUf5e8oQ6rqlvbeavyqsbK0gVlttQWe2v
W5KqR8rgNwZuaNuSXPw9z0VeqaNoOiaJZ/UtGsLfTrTkW+r2sSQx8iAK8UAHbFUdirsVeQXH56+Z
LfSUuZfIWoDUJbZLqK0V5niYSXa2wj9dbY8ZPTZpiroKKu+5GKoqb85PNMXKVvI92bYRXMgAe5+s
GSBUKQCE2YHqO8qofj4j4qM3HFWQ3f5gakrM9l5fubi1/RyajE0gnimcyoXEYjEEijhsslX5g9Eb
aqrGIfzt80vPfxN5EvVFk8SxS87gpOJITKxjIs6jf4Y+QHL9oodsVW6h+dfnCw0A6rdeRZopTZw3
cFm11KXlkuCzJbRlbNuUohiklcU+FQA1GPEKqc/58+YYTC/+A9QuLaa39dZLVppW5tEHji4/VlUn
1GETsrFVatCwoSqp3f5+eZYtSube38h4s1pFKqW940lynqxNcPD6vD6mxTiiB2Umu+1euKq/lv8A
PTzHq2qaVY3XkPUbFNSljSW7rO0NurrKW9RpLWCro0ajj9k8vtbbqvXsVdirsVdirsVdirsVdirs
VdirsVdiqB12xu7/AEW+srO5ayu7mCSO2vELBoZWUhJBwKN8LUPXFWJ/mbC8lvpKyeaE8tzLK7+r
608AmKqCVpFNDyVepV6jFXnM2r+Y57meCP8AOjS7eXmfSRI7aRgqngQQ3Hpx6gmpJ8BVVHW2raqL
64+tfnPpzLEoi9KOGzURzCEIC/JnDVdGcjufDpiqM1zXrh72eztfzd0/TLu0ihtriB4rOSRbm3Ho
3DMjlfilmRuSj7P7NMVTKGXzfr2gW+n+X/O1rea5pqO02o28a+nfA8U5P8LxoUkDgrHy41WvXFVt
55A/O2W8maD8xRDAzOYpPqEBYBg3EGLjw2Mn837I61oFUTD5I/OGeAvdee/q07rJ+7hs4HEbMkip
RmUcqMyN9ntiq6HyL+byXjPJ5/8AUtf3jCL6hEGLSDYcq/Cqn7NMVTDzH5R/Mq/uYpNJ86HTYltB
BMgsoX5z8OJnofs/F8dAfbpirofJ/wCY407Tbebzq5uLa6mlv51s4QbiCSVGjhqa8fTjV1BHXlv9
ndVM4PL/AJzSzgim8ymW5js7qCWf6rEoe5mYmCcr/wAUggU709zirEtG/L/85YIrE3fn88YrWOOe
1+pxy0lCKG/fP8clCrDm25ryO+KooeTPzightFj88pczerGLyaWxhAEKxIrNGi7cmkQsQexp74qj
77yf+Ys9pYRwebjBewaeLW7vhbp+8uQG5TiD+7rLyWv8nh5ftHFUlufy/wDzrMkh2b8xB6SsTJ6l
jCCF9Z2AHEfH+7cDcj7IHviqcSeTPzK/Ruo28XniQXdzGiWNw1nbn6u63bzM9ABz5QMsW/zxVu08
n/mbFPrT3Pnb6xFe2U1vpcYsoo/ql04pHc1BPLgd+HTt2xVJP8Bfnh6V5bL+YSorwwfVrw2MDP6t
W9f4CPhGy8dz9rtTdVkll5W/MKG102O683fWp7W9iuNQm+pxR/WbVAvO34qfg5cT8Q8cVTrzpc31
r5W1GewvYtOvI4qwX1xJFFFE1QA7vOksYH+su/TbqFWIfmzp+q3mk6LcRXejWU8byK7ayYXtJZpY
T6NurSxqzerKgH7so1N9+mKsIuPy81qy5zR6T5It2up1hsnug/HnJReKuxZmkqw4oOp+dcVVU/L/
APMCxf0LHQvI1vFcRq1xGsLoXuIzxX4KU+h5t/5sVXX3kTWtSj1Ce30/yVfXtxc+jfXiK8M3q8Xl
uw8sbOyziZ1bjUfD164qjNN0b839AkiGi2XlSC8vB6F0tsk0UcUixO5PESUVWmVV+FORLDkKAEKp
3Z6h+e7W9+1xJ5dmm+poNMS1eXe6Z4qvLzNPT4esdjvtiqpZXv56Gzk+ty+XVvTPbtBGHlKi2KTN
cK9D9sN6YUrtQE4qhBqn/OQEmns3Py1bXcKyRy+sZ+LSBY/TkXjIaRs3Old6dsVRD3356rYGP6x5
bXVVlug0btNwEPpxfVKgEHn6hcv2pSmKt30/536lcAWdxounWkV3cBkZpPWeOKYC2ViDKODopd6U
Yr/L0xV1y/55zapYJb6noEen+rE94I+f1ho14epEOYlXduQPEV3FCuKr9Sufz3juuNlceWxC124i
+smcMbcKTxIUj4lNOmKoL9N/nnFbRXd7ceWrGGGVRqh2p5IxHGskiyFyHYLyVQU+LpWu+Kppa3v5
vjULCW7vPL/6LkmgN2sZlDm2JUytE5ajOYzttSvTamKpVHrn57XalbSfywl5Fb28t5p0jy+vbvLI
SwmCSOEJT4V7V/axVl/kjUvOLWd0fOM+lGdXT6rLpkjenwMahg4kP+/QxXf7NMVZOt5aNy4zxtxq
WoymgHWu/bFW1urZ3CJKjORUKGBJFK1p8jXFVTFUJq+lWWr6XdaZfKZLK8jaG5jVivKNxRlqtDRh
scVYL+cuqeTNH8u6e3mmzv8AULA3DfV4LCZUk9W3t5brk4ee350jt2pud6DvirzbTbn/AJxU062F
1aG4hg0+RdQLhdQorgxxK1Kb8eY+ED79sVUm1H/nGmcSavqlxezLBIZRNNb3UVGlmcSOGiROS/6W
qEVoKAgV5Eqrb7zP/wA4uR6FdaZHd3lvALu5uDIkN87rdSKiTMhkRgfhiUeAxV2qn/nE+yuYJLz6
3FJdFr+3ZDqY3d0csGQ1U1jUjeopiqZ+WL//AJxh/RT6hpXqvb6VJbFpJI70yJJ6N3LCRzG/7tZy
abbb78cVSiHUf+cTLeVIFW6kkugIkR01GZwIE9RQAwd9vVoKVr9ntTFVSHRP+cYY/L0WpzRahdWi
G1glvSuoDnKbRZImcIFQF4peVBQVqKYqt1Tzb/zjFdecL+41aS/e+l9S9ubycXEcKXFs3P6uqrwf
1KKnFeHE8VFeVQVUZ5itv+cZrPzDNJqDXkN5Hf3EV/Ekd+8Us61hkjcqpVR6l0rclI3pvQ0KqzT9
S/5xfsLrTb/TZ7yzvbtozplzBHfF1kd3EbKvB1DK3KnJfc1xVX17zR/zjfqV7c6RcXN5FqLX91eS
8Irsstxf+nNcyLyVk4yJbjp0FaAVxVBWt7/zii95LBB9Zaa7tvrbbahQwPyuGAP+tKxI6gimKq97
e/8AONWrG+1+8vri6t4Lq2tJYDFcI8UsVtEltwARJeKJYsSe5Y8q/DRVUTzh/wA4u2SappwluY4t
RgR79DHqBBit3HGhIqOJXtvirf1j/nGXTFYzG4lF+iXVvCLa8kYQyRmbiPTjNQGhZuT7r0rxGyrM
vJX5f/kjrljeS+W7VbmO3N/pN23qTiVPXBguUbmQ/wASj4WPbpiqf6F+TP5e6Hrljrem6e8Oo6dF
6FpIZ5nVY+Hp04M5U7E9RirN8VS7zDHrsui3cegywwau6Us5rkFokYkVZgA3Ra02Ir12xVjn5i2H
na+s9MXy9c2dpIsxOordiJ43jK/3aerFLud91oaeOKsXitfzhttO+q6X/hZFhiRLVKOqRRwqpVQq
16LGtOw69hiqAuU/Nu2uVkB8saNYvPFea3epw9PlDHFG6O8oPJn4N+ypUKAG/axVkPo/mS/le7IX
y3c65I9qbAIjC3aOSFDc+oSW5FpOZSnUYqkt1dfnfBYz3MyeVpWtYxIwTlU0ZwysXIVQaxcmJAFG
9sVT3zDN+Ydzo+lXPktdBX1oA1+b1g8UpJrDJCYCycKK7L8R+17HFUh/RX573F7Dd2x8qCWGM+qI
YmPNyGCLKxV34qGU/Ay/PemKst0+D8yZdI0kT22lxzvqH+5m3kjKgadHII0MSqXX1mhQNuaCvHti
qSatB+dQudYvNP0/Q7ixiW6OlWdzCy3MhSVhErFXZD6iDryFQex2xVU13y/+ZFvLaTeVdJ0GLUZ7
SR9WvbmMhGvZpPWkC8aycHZTy/ymB7Giqpq2k/m0un6Fc2J0pdUgjaPV7aOHlbNNJIqRSRhuD8Ik
JY/GKCpoxoMVQUVh/wA5AMWaa18rJIqwlPTWdgZAvGbkzAEBuooNulSN8VZBNp35iL5lsjbWuif4
cBgS+DRuLoRmMm4ERHw/3xBQHtWuKpPcWH56DU3S1t/LJ0trlG5TRz+oYOR5Bgm1QD1xVV8tWX5x
xXF/N5ntNAngSwlaxXT4pPVa9BVolPqFR6Z+Kvxde/fFUvk0n891M11Y2PlWO4vEhEwliuAaR24R
VkKs3L02Z1oOxoMVTi6H50Q+XIVsLXRh5ik1CVrmT41tvqR5emz78zNVlLFRTY+OKqkVn+c9x5ct
hd3elW/mCHUklm+riQW0tgsP903JXcMZzVuNKqNuuKqOnr+ff1+E30nl8WBmX1wiXJmEHrRcgvxK
vP0RJ7cjirM/Mmq3Wk6Fe6la2bahc20ZeGyQlWlatAgZVkIrXspxVgH53Q6HeaNpM+r+XpdctY3m
laNJ7m2MCGHjKx9CKXlVHIo5Ue+KvOz5d/KtlM7+UfMRtLgxWdvpgjo1wby2urpnhpIsj0Echch+
6j7IGKoyy0v8rb25uY5vy+8w2cd7K019cTLIkS8VmlLMyzUCr6e/HpyHviqIttW/LqWK5eTyFrxt
7yGO6vJXid0VrKNrVVLGT4HWO4cfDT33xVAWenflfqU093F+XHmLlcQpbTugkUBZZFRwoMyioYEy
EdDyrviqI1rT/wAup5nt9Q8heZL23t3h0u1jEMhjjji5xeqrrJyZGWclmcnanTFU78nan5D8oT67
d+XPKusQm1k+pvKSWhuuE8cEXoGaXizSeoHUdWB71GKsgP54xJaQzS+UdfSaeKaWK0FshmYw8yVV
DIGavDqBQd6bVVa1T88BYeYrzRl8pa3e/VnjRbm1tuaESRJKC9SvD7dBvviqKH5wu1zLCvk/X2EK
K7uLVaHm5VVWr1ZttwOnfFW9C/OS11p7D6t5a1uOC/nt4Y7mW1CxCO6haZJ+YcqYlC0Zh0qD0xVL
7L88Z9QntZLDyfrb6XLEJpbtrY1Kyxq8JhClkdTz+JuW3atcVR+nfnD9c1uLSG8q61DO7BJ5DAjp
AzSrF++KOeHUtv8Asio2IOKqEv51vFFA58meYZDPHJII47QMyiNHcBqstOXCn+1irVt+d8F0trLb
eVNdltryBbmGdLZWXg3IipVytaKOhP2l8cVTPSvzTS+1y20uXy3rVil0VWO8uLUiNXYOQJAhdkH7
vqRQVFdsVZzirsVdir//2Q==
xmp. did:FE21CE1205E0E711B122BDFF8FDFF05Euuid:66eaa8a9-5a8f-4132-919c-f22df063d4acuuid:2337929a-23f4-42d4-b0e7-90402b07f4c5proof:pdf1
did:FE21CE1205E0E711B122BDFF8FDFF05Euuid:66eaa8a9-5a8f-4132-919c-f22df063d4acuuid:2337929a-23f4-42d4-b0e7-90402b07f4c5proof:pdf1
uuid:a9f376e6-b13f-479d-b494-611b2ac75ce0xmp.did:ACF63F4E4720E711A411D39AF53A9B95uuid:2337929a-23f4-42d4-b0e7-90402b07f4c51proof:pdf
application/pdf
Adobe PDF library 10.01FalseD:20140206104533*PDF/X-3:2002PDF/X-3:20021FalseFalse210.015777297.010639Millimeters
 07Falsetimes.ttf
07Falsetimes.ttfPDF/X-3:2002
endstream
endobj
1 0 obj
>
endobj
6 0 obj
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC/ImageI]/Properties>/XObject>>>/Rotate 0/TrimBox[0. 0 0.0 595.32 841.92]/Type/Page>>
endobj
77 0 obj
>/Font>/ProcSet[/PDF/Text]/Properties>>>/Rotate 0/TrimBox[0.0 0.0 595.32 841.92]/Type/Page>>
endobj
78 0 obj
>stream
0 0.0 595.32 841.92]/Type/Page>>
endobj
77 0 obj
>/Font>/ProcSet[/PDF/Text]/Properties>>>/Rotate 0/TrimBox[0.0 0.0 595.32 841.92]/Type/Page>>
endobj
78 0 obj
>stream
HW[[~ׯ8¢yZCZ6)іr> 8w|aʛovo/g\]e}nFYb۴&D9}eCV8g`mV= :dHӦpcA6Z哆ȂOۊݕXJb!E-䟱!d:Dc~;X.ytG.[_gt*7{?8ިPA(kY:ϧ_Xi#LPI˚ 05vL
>: \vuOCj)3Z`7n4?yP~㎈O7W:Jf’_`VrçM,ٍeQOU!V2z
Резак кислородно-пропановый — как правильно резать. Как пользоваться газовым резаком – основы безопасной и качественной работы
Содержание
- Основы работы с газовым резаком
- Подготовка места и условий безопасной и удобной работы
- Подготовка и настройка газового оборудования для резки
- Поджигание резака и нагревание металла
- Резка стали газовым резаком
- Преимущества и недостатки
- Особенности использования
- Особенности резки
- Сколько расходуется газа
- Нюансы
- Негативная деформация
- Опасность обратного удара
- Правила использования
- Принципиальная конструкция газового резака
- Инжекторный или двухтрубный резак
- Безинжекторный или трехтрубный газовый резак
- Стандарты и габариты
- Вставные газовые резаки:
- Портативные модели: малому кораблю – малое плавание
- Оборудование
- Требования безопасности
- Как выбрать резак получше?
- Советы бывалых: как пользоваться
Основы работы с газовым резаком
Процесс резки газовым резаком происходит за счет сжигания металла в струе кислорода, подаваемого под давлением. Предварительно сплав должен быть разогрет до нужной рабочей температуры с помощью горящей смеси ацетилена с кислородом. Единственные металлы, которые можно резать этим способом – различные марки углеродистой и нелегированной стали. Нержавейку, цветные металлы и сплавы разрезать кислородно-ацетиленовым резаком нельзя.
Предварительно сплав должен быть разогрет до нужной рабочей температуры с помощью горящей смеси ацетилена с кислородом. Единственные металлы, которые можно резать этим способом – различные марки углеродистой и нелегированной стали. Нержавейку, цветные металлы и сплавы разрезать кислородно-ацетиленовым резаком нельзя.
Для выполнения данного вида работ помимо соответствующего комплекта газового оборудования потребуется следующее:
- Огнетушитель.
- Защитная экипировка: специальные очки; перчатки из толстой кожи; крепкая рабочая обувь с кожаной подошвой.
- Соответствующая одежда – рекомендуется надевать огнестойкую, однако если ее нет, то подойдет хорошо облегающая хлопчатобумажная. Нельзя надевать вещи из синтетических и легковоспламеняющихся тканей, свободного кроя, с рваными или поношенными краями.
- Инструменты для измерений и разметки: линейка, угольник и карандаш, изготовленный из мыльного камня.
- Зажигалка для газового резака – предназначена для правильного зажигания пламени резака.
 Обычными спичками, зажигалками пользоваться очень опасно.
Обычными спичками, зажигалками пользоваться очень опасно.
Подготовка места и условий безопасной и удобной работы
Для обеспечения безопасного проведения работ с использованием газового резака требуется следовать следующим правилам и рекомендациям:
- Для выполнения работы выбирают только место в идеально проветриваемом помещении либо на открытом воздухе.
- Резать можно вдали от легковоспламеняющихся веществ и материалов.
- Пол в помещении должен быть бетонным или земляным.
- Поверхность земли или бетона должна быть очищена от любых посторонних предметов и материалов в радиусе не менее 5 м, так как искры от разрезаемого металла разлетаются на несколько метров и могут поджечь сухие ветошь, стружку, бумагу, высохшие растения или листья.
- Разрезаемый металл кладут на подходящую опору, чтобы пользоваться резаком на удобной рабочей высоте.
 Для этих целей лучше всего использовать стальной стол.
Для этих целей лучше всего использовать стальной стол. - Нельзя допускать касаний пламенем бетона (особенно если он свежий) – это вызовет его расширение и последующее интенсивное растрескивание с вылетанием из него мелких осколков бетона.
- Категорически запрещено в качестве рабочих использовать легковоспламеняющиеся поверхности, или на которых разлиты огне-, взрывоопасные материалы.
- Место разреза металла размечают как показано на видео.
Подготовка и настройка газового оборудования для резки
Чтобы работать с газовым резаком было безопасно, важно не только грамотно подобрать соответствующий комплект оборудования, но и правильно его подключить и настроить. Сначала к баллонам с кислородом и ацетиленом подсоединяют соответствующие трубки. Кислородные шланги и емкости обычно зеленого цвета, ацетиленовые – красные.
На обоих концах шлангов следует установить предохранительные затворы (приспособление, задерживающее обратные удары пламени).
Следующий шаг – проверка исправной работы подачи ацетилена. Сначала закрывают клапан регулирования подачи – Т-образную ручку вращают несколько раз назад. На баллоне, в верхней его части, открывают вентиль – поворачивают на 1 поворот кисти. Делают это в целях безопасности. Нельзя допускать, чтобы давление ацетилена в баллоне превышало 1 атм – в случае высокого давления этот газ становится нестабильным и даже может самопроизвольно взорваться или воспламениться. Чтобы проверить, что давление ацетилена отрегулировано правильно, выполняют следующие действия:
- Главный клапан емкости отпирают, затем открывают регулирующий клапан, поворачивая ручку в направлении часовой стрелки. Делать это нужно очень медленно, следя за показаниями манометра, установленного на выходе низкого давления. Регулирующий клапан открывают, пока давление не станет 0,34–0,54 атм.
- Затем продувают воздух из шланга – открывают ацетиленовый клапан резака до появления звука выходящего газа. После этого смотрят на показания манометра низкого давления.
 При продувке величина давления должна быть стабильной (если нет, то убеждаются в правильности установки регулятора).
При продувке величина давления должна быть стабильной (если нет, то убеждаются в правильности установки регулятора). - Клапан на резаке закрывают.
Проверяют и настраивают подачу кислорода – отключают регулятор его подачи (скручивают вниз), а после этого настраивают давление. Для снижения подачи кислорода закручивают ручку манометра на несколько оборотов назад. Затем выполняют последовательность следующих шагов:
- На баллоне для кислорода полностью отпирают главный клапан. Он двухседельный и в случае его частичного открытия из-за высокого давления в баллоне (150 атм) кислород выходит вокруг кольца уплотнения соединения штока клапана.
- Медленно открывают регулятор подачи, следя за показаниями манометра, установленного на выходе низкого давления, до настройки давления кислорода в пределах 1,7–2,7 атм.
- Продувают из шланга атмосферу – на резаке открывают кислородный вентиль. У резака 2 вентиля для кислорода: один ближе к шлангу, контролирует подачу в камеру, где кислород смешивается с ацетиленом для подогрева стали (горения смеси), а также для подачи в кислородную дюзу для резки; другой расположен дальше и подает кислород в отдельную дюзу резки (пока не открыт этот вентиль или не отпущен специальный рычажок резки кислород не должен выходить из мундштука резака).
 Сначала открывают первый вентиль – его несколько раз поворачивают, обеспечивая достаточный приток кислорода для осуществления обеих функций. После этого немного открывают второй (передний) вентиль – на время пока не очистится шланг (3–5 с для трубки длиной 7,5 м).
Сначала открывают первый вентиль – его несколько раз поворачивают, обеспечивая достаточный приток кислорода для осуществления обеих функций. После этого немного открывают второй (передний) вентиль – на время пока не очистится шланг (3–5 с для трубки длиной 7,5 м). - Передний вентиль закрывают.
Поджигание резака и нагревание металла
Перед зажиганием резака требуется:
- убедиться в герметичности всех соединений (клапанов, манометров, шлангов, другой арматуры) – любая протечка газа может моментально вызвать пожар;
- проверить еще раз место работы на предмет отсутствия легковоспламеняющихся материалов, посторонних людей (особенно детей), животных;
- убедиться в готовности к работе;
- надеть защитные очки и перчатки.
Затем открывают на резаке клапан ацетилена, позволяя выйти кислороду, который находится в камере-смесителе. На это достаточно нескольких секунд. Потом закручивают вентиль, пока не станет слышно, что ацетилен еле выходит. Перед резаком располагают специальную зажигалку для него как показано на видео, чтобы ее внутренняя часть касалась мундштука. Затем надавливают на рычаг зажигалки. Когда производимые искры подожгут ацетилен, перед мундштуком должно образоваться маленькое пламя желтого цвета.
На это достаточно нескольких секунд. Потом закручивают вентиль, пока не станет слышно, что ацетилен еле выходит. Перед резаком располагают специальную зажигалку для него как показано на видео, чтобы ее внутренняя часть касалась мундштука. Затем надавливают на рычаг зажигалки. Когда производимые искры подожгут ацетилен, перед мундштуком должно образоваться маленькое пламя желтого цвета.
Подкручивая клапан подачи газа, увеличивают длину пламени примерно до 25 см. Факел должен начинаться у самого мундштука резака. Пламя будет отрываться от него или прыгать, когда ацетилена подается чересчур много.
Медленно открывают передний кислородный вентиль. При этом пламя должно поменять цвет с желтого на голубой – в этот момент будет обеспечена подача такого количества кислорода, которого достаточно для полного сжигания ацетилена. Подачу кислорода следует увеличивать, пока внутренний язычок голубого пламени не уменьшится и сожмется в направлении мундштука.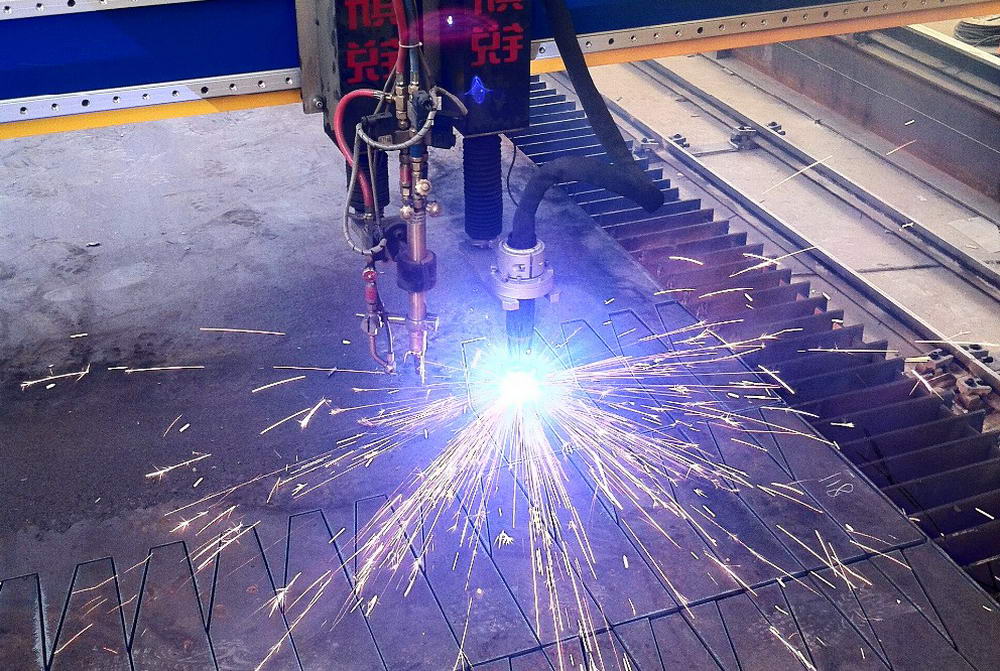
Кислородный клапан открывают еще больше – увеличивают размер факела, пока у внутреннего пламени длина не станет едва больше толщины разрезаемой стали (для листовой холоднокатаной толщиной 9,5 мм достаточно превышения длины пламени на 1,3 мм). Когда слышно «сопение» или кажется, что голубое пламя перистое и неустойчивое, то это означает слишком большую подачу кислорода. Ее снижают, пока все пламя не стабилизируется, а внутреннее – не примет форму четкого конуса.
Внутреннее пламя самым кончиком подносят к поверхности обрабатываемой стали. Ее греют до образования в месте соприкосновения лужицы расплавленного светящегося металла. Кончик пламени надо держать неподвижно на расстоянии примерно 10 мм от поверхности стали как показано на видео, чтобы все тепло концентрировалось на одном участке.
Резка стали газовым резаком
Ручку клапана газовой резки медленно отпускают вниз – подают струю кислорода, поджигающую расплавленный металл. Если сразу начинает происходить бурная реакция, то сталь загорелась и можно продолжать постепенно увеличивать давление кислорода, пока его струя не прорежет материал насквозь. Когда реакция не идет – металл разогрет недостаточно, чтобы возгореться в струе кислорода. Необходимо в нагревающее пламя добавить кислорода и дать ему возможность разогреть сталь.
Если сразу начинает происходить бурная реакция, то сталь загорелась и можно продолжать постепенно увеличивать давление кислорода, пока его струя не прорежет материал насквозь. Когда реакция не идет – металл разогрет недостаточно, чтобы возгореться в струе кислорода. Необходимо в нагревающее пламя добавить кислорода и дать ему возможность разогреть сталь.
Когда струя кислорода начнет резать, мундштук резака начинают медленно передвигать вдоль линии реза. При этом почти все продукты обработки (расплавленный шлак, искры) сдуваются струей к задней стороне зоны разрезания как показано на видео. Если этот поток возвращается обратно или замедляется, то надо уменьшить скорость перемещения резака или остановить его и прогреть материал еще больше (работать лучше очень медленно, нежели пытаться резать слишком быстро). Резку продолжают до завершения намеченного отреза или разделения металла.
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки.
 Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм. - Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.

- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м 3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.

После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т.![]() к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
Номинальный расход газов.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
Стандарты и габариты
Сварка при помощи сварочной горелки с газом.
Все стандартные измерения, касающиеся газовых резаков, оговорены в ГОСТе 5191-79. Естественно, что вес и размеры аппаратов напрямую связаны с их мощностью. Вес, например, бывает только в двух значения: резаки моделей Р1 и Р2 весят 1,0 кг, а модель высокой мощности Р3 весит 1,3 кг и ни граммом больше или меньше.
Кстати, с мощностью и размерами связан и вид горючего газа. Если мощные резаки Р3 работают только на смеси кислорода с пропаном, то аппарата поменьше типа Р1 и Р2 вполне могут функционировать с любым видом газа.
Вставные газовые резаки:
Кроме классических моделей с разной мощностью существует отдельная категория – так называемые вставные газовые резаки с особой маркировкой РВ.
По ГОСТу они называются очень странно: наконечники к газовой горелке для резки металла. В общем-то они отличаются от традиционных резаков: смешивание горючей смеси и кислорода проводится в самом наконечнике.
По весу эти устройства значительно легче резаков. РВ1 весит 0,6 кг, а РВ2 и РВ3 – всего по 0,7 кг. Но пусть эта кажущаяся изящность не вводит вас в заблуждение. Не будем забывать, что это наконечники к горелке, в комплекте с которой они будут весить ничуть не меньше, чем обычные резаки. В чем тогда преимущество?
В том, что их можно докупить к уже имеющейся горелка и, таким образом, сэкономить кое-какие деньги. И компактность всего комплекта, упакованного в специальный кейс. И еще одна немаловажная деталь, которая касается природы горючего газа. Дело в том, что ацетилен значительно дороже пропана.
Но для сварки металла намного желательнее именно ацетилен: горелка с ним дает пламя с температурой выше на 400°С, чем такая же со смесью кислорода с пропаном.
Портативные модели: малому кораблю – малое плавание
Устройство резака.
На рынке сейчас предлагается множество портативных вариантов автогенов – именно так они позиционируются. Они продаются в виде насадки к компактному цанговому газовому баллону. Но по своей сути и принципу работы это горелки. Большинство из них обеспечивают температуру факела не выше 1300°С.
Встречаются, конечно, и портативные модели «профессионального» ряда – цанговые резаки, дающие температуру факела выше – до 2000 – 2500°С, что в общем-то близко по показателям к классическому кислородно-пропановому резаку. Но физика есть физика: даже в этих моделях нет главного компонента, который режет металл – кислородной струи, которая окисляет этот самый металл.
Где хорош портативный газовый резак? При резке легко плавких металлов или сплавов типа олова, латуни, бронзы, меди. Но даже эти «детские» варианты не режутся, а плавятся. Поэтому компактные насадки – резаки используются больше для пайки или сварки маленьких заготовок из цветных металлов. Это могут быть детали бытовых устройств типа холодильника или кондиционера. Сварка, а не резак, одним словом.
Это могут быть детали бытовых устройств типа холодильника или кондиционера. Сварка, а не резак, одним словом.
В любом случае будьте внимательны при выборе таких моделей далеко не всегда их предлагаемая «портативность» в итоге оправдана.
Оборудование
Основным оборудованием для газовой резки является резак. В комплект к нему входят: насадка для сварки и плавки.
Благодаря резаку можно контролировать дозировку газовой смеси и кислорода. Также с помощью этого оборудования осуществляется воспламенение горючей смеси, подача пламени к месту обработки.
Резак состоит из двух блоков: режущего и подогревающего. Первый представлен трубкой выхода струи кислорода, вентилем и мундштуком внутреннего типа.
Подогревающий блок включает вентили, которые предназначены для регулировки давления газовой смеси и кислорода. Также есть трубка подачи, мундштук наружного вида, камера смешивания и инжекторная ячейка.
Резаки бывают ручными и машинными. Последние являются стационарными, поэтому для ремонтных работ предпочтительнее использовать ручные.
Дополнительно используется следующее газорезательное оборудование:
- редуктор – предназначен для снижения давления;
- прибор для изменения давления;
- стальной баллон с газом и кислородом;
- соединительные шланги.
Перед использованием оборудования важно проверить его исправность во избежание взрыва баллона или редуктора. Резак предварительно продувается кислородом.
Требования безопасности
Газовое оборудование, которое используется в процессе резки металлов, а именно кислородно-ацетиленовый резак, относится к категории взрыво- и огнеопасных. Поэтому перед тем, как пользоваться газовым резаком, следует выполнить все обязательные рекомендации по соблюдению техники безопасности.
Для этого рабочее место следует снабдить:
- огнетушителем. Использование газового резака сопровождается открытым пламенем и высокими температурами, поэтому средства пожаротушения должны присутствовать на посту;
- защитной спецодеждой, состоящей из:
- х/б костюма, по возможности, пропитанного огнезащитным составом;
- перчаток или краг из брезента или достаточно толстой кожи;
- ботинок с кожаной подошвой;
- защитных очков с встроенными светофильтрами.

При работе с резаком ни в коем случае не следует надевать предметы одежды из синтетики или других с легкостью воспламеняющихся тканей, а также неприлегающие плотно к телу или имеющие сильно изношенные края. Все это может привести к возгоранию и, соответственно, опасности для здоровья и жизни.
Резать газом можно только различные марки и виды нелегированной углеродистой стали. Нержавеющая сталь, цветные металлы и разнообразные сплавы разрезать пропановым резаком не получится.
Как выбрать резак получше?
Принцип действия газового резака.
Предлагаем блок полезной информации, которая поможет вам лучше ориентироваться в спецификациях и технических характеристиках резаков заранее:
- Ниппели бывают латунными алюминиевыми. Латунные варианты долговечнее.
- Если есть возможность, выбирайте модели с алюминиевыми, а не пластиковыми ручками, Какой бы не был пластик теплоустойчивым, он «поплывет» в любом случае быстрее, чем алюминий.

- Рукоятка должна быть достаточно массивной: диаметр не меньше 40 мм.
- Вентили должны хорошо работать. Это значит – проворачиваться без особых усилий.
- Аппараты с рычажным управлением более удобны и экономны в использовании, они экономят газ.
- Вентильные шпиндели должны быть обязательно из нержавеющей стали, а не из латуни, которые слишком недолговечные. Бывают «комбинированные» варианты, они по своей долговечности занимают серединную позицию.
- Лучшим материалом для корпуса резака являются металлы: латунь, медь, нержавеющая сталь.
- Мы помним, что ацетиленовые резаки стоят дороже. Следим за материалом, из которого выполнены детали имеющие прямой контакт с горючим газом перед смешением в камере. Внимание! Они не должны быть сделаны из меди или ее сплавов, где содержание меди не меньше 65%.
- Если конструкция устройства разборная, это лучше: его легче чистить и ремонтировать.
- Только медь! Только медный наружный мундштук!
- Правильный внутренний мундштук на газовый резак ацетиленового типа тоже должен быть из меди.
 А вот в кислородном резаке по металлу – из латуни. Вот такие нюансики.
А вот в кислородном резаке по металлу – из латуни. Вот такие нюансики. - Обязательно проверяйте у продавца состояние дел с запасными частями и расходным материалом.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
- Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
- Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
- На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п. Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.

- Перед работой нужно запастись:
- линейкой, специальным карандашом, угольником и рулеткой;
- специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
- Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам. Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.
- Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
- Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
- Пол в мастерской должен быть или бетонным, или земляным.
- Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне.
 Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
- Сначала баллон с кислородом: выставляем рабочее давление.
- Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
- Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
- Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
- К месту горения начинает поступать струя поджигающего кислорода.
 Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени. - Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
- После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла. Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
- Охлаждение деталей проводится или с помощью воды, или естественным образом.
- После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
- Сначала закручиваем вентиль кислорода.
- Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
- Закручиваем вентили на баллонах.

- Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Источники
- https://tutmet.ru/polzovatsja-rezat-rabotat-gazovym-rezakom-nastrojka.html
- https://stanok.guru/oborudovanie/raznoe/rezka-metalla-kislorodno-propanovym-rezakom.html
- https://printeka.ru/metally/kak-pravilno-rezat-gazovym-rezakom-metall.html
- https://tutsvarka.ru/oborudovanie/gazovyj-rezak
- https://msmetall.ru/instrument/kak-rezat-relsy-rezakom.html
- https://WikiMetall.ru/oborudovanie/kak-polzovatsya-rezakom.html
Ацетиленовый резак: устройство, принцип работы, особенности
Технологии современного мира шагнули далеко вперед. Теперь любой человек может справиться с процедурой резки газом, ведь это намного проще, чем газосварочные работы, поэтому для допуска не требуется почти никаких навыков. Основное, что нужно понять – технологию резки газом. Все чаще и чаще используются резаки с использованием пропана, а для работы с ними, требуется сочетать пропан и кислород. Подобная смесь обеспечивает нужную температуру, благодаря которой, осуществляется газовая резка металла.
Подобная смесь обеспечивает нужную температуру, благодаря которой, осуществляется газовая резка металла.
Плюсы и минусы газовой резки
У этого способа резки много преимуществ:
- Газовая резка позволяет разрезать материал большой толщины. А также при помощи ее, можно сделать аккуратный разрез по трафарету. Достигнуть аккуратности выполнения работ при пользовании болгаркой просто невозможно, а уж если возникла необходимость прорезать отверстие на некоторую глубину, то с этим справится только резка газом.
- Для газовой резки требуется резак, который обладает малым весом и габаритами. Это позволяет достигнуть комфорта вовремя работы, а если сравнивать резак с бензиновыми аналогами, то разница колоссальна. Бензиновые резаки сильно шумят, ими сложно делать аккуратные разрезы из-за большого веса, сильные вибрации заставляют оператора прилагать усилия при резке. Давление кислорода позволяет не тратить сил.
- Газовая резка позволяет ускорить процесс резки почти в 2 раза, если сравнивать результатами, показываемыми бензиновыми аналогами.

- Аккуратность реза хуже чем у ацетиленового резака, но при этом гораздо лучше, чем у бензинового и болгарки.
- Пропан очень дешевый газ. Его использование выгодно в тех случаях, когда требуется выполнить большой объем работ.
Цена пропана позволяет выполнять работы больших объёмов
Увы, но минусы тоже имеют место, однако, их намного меньше, а если быть точнее, то один – ограниченный спектр металлов, которые можно разрезать.
Например, газовая резка металла пропаном и кислородом не в силах разрезать сталь с высоким содержанием углерода. Поэтому применение этого вида резки оправдано лишь для низко- и среднеуглеродистый стали.
Такое ограничение возникает из-за того, что температура плавления высокоуглеродистых сталей равняется температуры горения газового резака, поэтому при резке материал плавится и не дает кислороду попасть внутрь.
Отсюда вытекает правило: для успешной резки, температура горения разрезаемого металла должна быть меньше, чем его температура плавления.
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние. Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).

- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).
Также советуем посмотреть видео о том, как выбрать данное устройство:
В можно приобрести качественные резаки , которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
Как осуществляется резка?
Резка производится с одновременным подогревом. Именно для этой цели, наконечник резака имеет 3 сопла. Боковые служат для подачи подогревающей смеси, а по центру размещается самое тонкое сопло, через которое подается кислород под очень высоким давлением.
Газовый резак
Если говорить о давлении, то оно может достигать 12 атмосфер, такой мощности достаточно для того, чтобы человек, подставивший руку под поток воздуха, повредил себе кожу. При поджигании этой струи, осуществляется резка металлических конструкций.
При поджигании этой струи, осуществляется резка металлических конструкций.
При таком способе резке образуется флюс, который разбрасывается пламенем в стороны, а если выполняется сквозная резка, то его прожигают через всю толщу материала. Благодаря этому, резка металла намного лучше электрической. Ведь шов, получающийся в итоге, очень аккуратный.
Если вернуться к металлам, температура плавления которых ниже 600 градусов Цельсия, то разрезать их не получится из-за удаления верхнего слоя металла, которое будет повторяться до самого конца резки. Для того чтобы все-таки осуществить резку требуется применять мобильные нагреватели. Это небольшие баллончики сжатого газа, на которые надето сопло.
Ацетиленовые резаки для сварки. Преимущества
- Благодаря тому, что при резке металла в данном виде резака используется два вида газа, а именно ацетилен, как горючий элемент, и кислород, делающий пламя выше температурой, его можно применять для раскроя очень толстых слоев металла, до двадцати сантиметров.

- Имеющиеся вентили позволяют регулировать температуру пламени и его интенсивность.
- Отлично подходит для создания тонких и ровных линий отреза, его стоит купить для автосервиса или промышленного предприятия.
- Очень хорошо режет низкоуглеродистые стали.
Процесс резки
Перед началом резки нужно убрать ржавчину с металла.
Необходимо зачистить металл
При резке заготовка должна располагаться так, чтобы выходящая струя легко проходила сквозь нее.
В самом начале процедуры, поверхность материала разогревается до температуры горения металла. Используется кислород и горючий газ. После достижения нужной температуры, подается кислород, который будет воспламеняться, вследствие контакта с горячей поверхностью и именно он будет резать.
В этом моменте важно достигнуть непрерывности подачи кислорода, в ином случае, пламя погаснет и поверхность быстро остынет, а затем ее придется нагревать заново.
В процедуре резки прослеживается четкая корреляция – чем чище применяемый кислород, тем выше качество резки. А также иногда возникает ситуация, при которой струя кислорода резко врезается в металл и мощность резки падает, начинается искривление потока. Для того чтобы избежать такой ситуации, нужно немного наклонить струю.
А также иногда возникает ситуация, при которой струя кислорода резко врезается в металл и мощность резки падает, начинается искривление потока. Для того чтобы избежать такой ситуации, нужно немного наклонить струю.
Важно понимать, что струя имеет конусовидную форму, расширяется ближе к нижней части. Из-за этого ширина реза увеличивается при приближении к завершению резки и образовываются окалины.
Исправить ситуацию можно при помощи увеличения мощности резака, но не стоит слишком увлекаться, если перестараться, то окалины возникнуть на верхней части металла.
Мощность резака
На качество резки сильно влияет давление кислорода. Высокое давление неизбежно приводит к плохому резу, да и расход кислорода становится просто огромным. Малое давление не даст прорезать металл и удалить окислости будет тяжело. Поэтому нужно соблюдать средние показатели, которые индивидуальны для каждого металла, и регулировать подачу кислорода из кислородного баллона.
Пошаговая инструкция для работы с газовым инжекторным резаком
Температура пламени пропановой горелки и ацетиленовой
И это правило должно неукоснительно соблюдаться. Ведь залитый в бензиновую «паялку» керосин сделает из нее инструмент наподобие огнемета. Попадая в горелку, он не успеет полностью испариться, следовательно, гореть будут не пары, а сам керосин.
Ведь залитый в бензиновую «паялку» керосин сделает из нее инструмент наподобие огнемета. Попадая в горелку, он не успеет полностью испариться, следовательно, гореть будут не пары, а сам керосин.
Нормально работать такой инструмент не будет.
Еще опаснее в керосиновую паяльную лампу заливать бензин.
Бензин значительно быстрее керосина испаряется, и давление его паров в горелке будет в 6 раз больше расчетного. При попытке зажечь пары взорвутся, превратив полезный инструмент в опасную бомбу.
Особенности газовых резаков: ацетиленовых и пропановых
Сегодня для резки металла используют горелки различных видов, которые отличаются по типу обработки, назначению, конструкции, подаче кислорода, мощности, типу мундштука, а также виду горючего.
Это обеспечивает очень высокую производительность работы, низкое образование окислительных процессов, что гарантирует высокое качество резки.
Что касается принципа функционирования, он не слишком оригинален. Кислород из баллона подается в инжектор и режущую трубку. В инжекторе этот газ смешивается с ацетиленом, подогреваясь и воспламеняясь.
В инжекторе этот газ смешивается с ацетиленом, подогреваясь и воспламеняясь.
Именно этим пламенем и разрезают листы металла. Такие модели используют в процессе резки соединение кислорода и пропана, при этом срез получается менее чистым, чем при применении ацетиленовых агрегатов. Регулируя мощность подачи газа с помощью индуктора, можно обработать достаточно толстые материалы.
Купить газовый пропановый резак следует благодаря таким достоинствам:
- удобство при создании криволинейных срезов;
- небольшой вес;
- доступная стоимость;
- высокая производительность;
- возможность создания глухих отверстий.
Стоит подчеркнуть, что применяется оборудование этого типа далеко не для всех материалов. Использовать его можно исключительно для чугуна (ковкого), а также сталей с низким или средним содержанием углерода.
Это незаменимый инструмент для работы по шаблону, когда необходимо вырезать деталь определенной формы. Если вам требуется купить резаки, работающее на или , следует обратиться в интернет-магазин «Авант».
Большая Энциклопедия Нефти и Газа
Воздушно-ацетиленовое пламя ( температура 2300 С) используется наиболее широко. Восстановительное пламя предотвращает образование у ряда металлов термостойких окислов, которые препятствуют атомизации.
Воздушно-ацетиленовое пламя имеет более низкую температуру, что уменьшает опасность выгорания припоя. Воздушно-ацетиленовое пламя горелки аппарата УПН регулируется таким образом, чтобы порошок фторопласта-3, проходя через него, не плавился, а только нагревался и частично размягчался.
Применяя воздушно-ацетиленовое пламя, можно напылять также и пластмассы. Применялись воздушно-ацетиленовое пламя ( горелка удлиненная, длина пламени 11 — 12 см и ширина выреза 0 07 см) и кварцевый спектрограф средней дисперсии. Свет от лампы с Fe-катодом пропускался через пламя, в которое распылялись растворы, содержащие железо в концентрации от 7 ло 500 мкг / мл.
Температура воздушно-ацетиленового пламени равна 2100 — 2400 С; температура кислородно-ацетиленового пламени достигает 3300 — 3400 С.
Минимальная температура воспламенения кислородно-ацетиленовой смеси лежит в пределах от 416 до 440 С; скорость воспламенения этой смеси равна 90 — 200 м / сек, в зависимости от содержания в ней кислорода.
Скорость распространения взрыва ( детонации) равна 3000 м сек.
Для воздушно-ацетиленового пламени обычно применяются горелки без подсоса внешнего воздуха, а необходимый для горения воздух подается распылителем. Для нормальной работы этих горелок количество воздуха, проходящее через распылитель, должно быть как раз таким, какое необходимо для получения устойчивого пламени; поэтому диаметр трубки, подающей воздух в распылитель, и размер выходного отверстия горелки зависят от давления воздуха в распылителе.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты. В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты.
Если в восстановительное воздушно-ацетиленовое пламя БРОДИТЬ водный раствор алюминия, то абсорбция будет очень мала.
Однако Дэвид сообщает [75], что кислые водные 8-оксихинолиновые раб-творы алюминия обеспечивают в воздушно-ацетиленовом пламени сильный абсорбционный сигнал. Вероятно, это объясняется тем, что органический комплекс препятствует образованию связи алюминий-кислород в частицах аэрозоля, поступающих в пламя, асам комплекс легко диссоциирует при температуре пламени. Страницы: 1
Наивысшая температура пламени горелки.
Регулировка пламени горелки.
Таким пламенем резать нельзя, так как помимо получения некачественного реза заметно снижается производительность.
Регулировка пламени заключается в том, чтобы создать симметричное по отношению к режущей струе кислорода нормальное или слегка окислительное пламя необходимой мощности. Мощность пламени устанавливается в зависимости от толщины разрезаемого металла.
Мощность пламени устанавливается в зависимости от толщины разрезаемого металла.
Обычно при правильно установленном давлении и полностью открытых кислородном и ацетиленовом вентилях (на резаке) в зажженном подогревательном пламени есть некоторый избыток ацетилена. Постепенным перекрыванием ацетиленового вентиля достигается нормальное пламя. Нормальное пламя должно быть создано при не полностью открытых вентилях для возможности дальнейшей регулировки.
Особые моменты в резке
Технология резки металла гласит, что не нужно спешить открывая вентиль пропанового резака, ведь в таком случае, вы подвергаете себя опасности, которая может возникнуть из-за взаимодействия кислорода с разогретым металлом. Для исключения обратного удара пламени, требуется выводить кислородную струю, строго следуя углу наклона горелки.
Сначала он равняется 90 градусов, после этого совершается малое отклонение, примерно на 6 градусов, в противоположную сторону движению. Если осуществляется резка толстого металла, то отклонение может увеличиваться вплоть до 70 градусов.
Важно помнить, что процесс резки по металлу должен происходить с одной и той же скоростью, которая подбирается визуальным методом, например, можно оценить скорость разлета искр.
При оптимальной скорости, поток искр вылетает под углом 90 градусов. Если искры летят в сторону, отличную от стороны движения резака, то скорость резки очень мала. О высокой скорости информирует угол вылета искр менее 80 градусов.
Толщина металла играет не последнюю роль, ведь если толщина металла довольно большая, то нельзя монотонно двигать резак до момента, когда лист будет разрезан по всей толщине. Ближе к концу резки требуется увеличить угол наклона примерно на 15 градусов.
Во время проведения процедуры не должно возникать никаких продолжительных пауз. Если работа все же была остановлена в какой-то точки, то резку нужно начинать с самого начала и выбрать новое место старта.
Конец резки должен сопровождаться следующими действиями, именно в этом порядке:
- прекращение подачи режущего кислорода;
- прекращение подачи регулирующего кислорода;
- отключение пропана.

Какими бывают резаки для ручной резки металла?
Существует множество модификаций данных устройств.
Они квалифицируются по множеству признаков, которые мы сейчас постараемся перечислить:
- По виду реза. Резаки для ручной газовой резкиподразделяются на следующие типы: поверхностные, разделительные и кислородно-флюсовые.
- По принципу своего действия. Различают инжекторные и безинжекторные устройства.
- По конструкции мундштуков (наконечников). Бывают многосопловые и щелевые.
- По виду используемого горючего. Существуют аппараты для жидкого топлива, для газов-заменителей, а также для ацетилена.
- По уровню давления кислорода. Низкое или высокое давление.
Требуемое оборудование
Для того чтобы воспользоваться газовым резаком нужно иметь хоть один баллон пропана и кислорода, шланги, предназначенные для высокого давления, резак. Каждый баллон идет в комплекте с редуктором, при помощи которого можно осуществлять регулировку потока газа. Баллон с пропаном имеет обратную резьбу, поэтому невозможно использовать другой редуктор на нем.
Баллон с пропаном имеет обратную резьбу, поэтому невозможно использовать другой редуктор на нем.
Разные резаки для резки металлов не сильно различаются. Все имеют по 3 вентиля:
- один для подачи пропана;
- второй – регулирующего кислорода;
- третий – режущего кислорода.
Все кислородные вентили – синего цвета, а для пропана – красные.Металл разрезается при помощи струи пламени.
Схема газового резака
Газовым резаком можно разрезать металл с толщиной до 300 мм. Устройство очень легко ремонтируется, так как многие части аппарата сменные.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Техника безопасности
Нужно понимать, что резка металла газом – процесс, который может освоить даже новичок, но от этого процесс не становится менее опасным. Поэтому проводить обучение можно только под присмотром опытного специалиста.
Для проведения работ по резке металла следует придерживаться следующей техники безопасности:
- В помещении, где ведутся работы, должна обеспечиваться хорошая вентиляция.

- Следует убрать все горячие веществ на расстояние 5 метров от места, где будет вестись резка.
- Работу можно проводить только в специальной одежде: защитная маска, огнеупорная одежда.
- Нельзя направлять пламя на источник газа. Его направление должно быть диаметрально-противоположным.
- В процессе работы резака запрещается наступать на шланги, шевелить их, всячески физически воздействовать на них.
- Во время перерыва нужно погасить пламя у резака, закрутить вентили на баллонах с газом.
Эффективная и безопасная резка может быть достигнута лишь при соблюдении всех этих правил, которые сложны лишь на первый взгляд.
Как резать толстый металл резаком
Для кислородных резаков обычного устройства можно считать нормальными толщины разрезаемой стали до 200—300 мм, как не вызывающие особых затруднений и не требующие особых специальных приёмов резки. Толщины свыше указанных считаются большими и требуют специальной аппаратуры и особых приёмов резки, встречающей значительные затруднения.
Затруднения при резке больших толщин заключаются главным образом в следующем. Требуются специальные мощные резаки с увеличенным подогревательным пламенем и с увеличенным диаметром сопла режущего кислорода. По существующей теории давление режущего кислорода должно возрастать с увеличением раз
резаемой толщины. Существуют эмпирические формулы для определения давления режущего кислорода в зависимости от разрезаемой толщины. В обычных резаках с цилиндрическим или ступенчато-цилиндрическим соплом давление режущего кислорода на входе в резак меняется от 3—4 ати для малых толщин до 8—9 ати для толщины 100 мм, 11 —12 ати для 200 мм, 12—14 ати для 300 мм, 20—25 ати для 400—500 мм. Резка больших толщин становится практически невозможной отчасти из-за трудности пользования кислородом высокого давления (необходимость особо прочных бронированных шлангов и т. п.), главным же образом из-за быстрого расширения струи кислорода по выходе из сопла и значительного охлаждения кислорода вследствие дросселирующего эффекта. Расширение струи объясняется несовершенством работы цилиндрического сопла, поэтому кислород по выходе из сопла имеет давление, значительно превышающее атмосферное, и продолжает расширяться в струе вне сопла, что и вызывает увеличение сечения струи. Падение давления кислорода от входного до атмосферного вызывает значительное его охлаждение; чем выше входное давление, тем сильнее охлаждение. Расширение струи и охлаждение кислорода, тормозящее процесс резки, сказывается всё сильнее по мере повышения входного давления режущего кислорода, т. е. увеличения толщины металла.
Расширение струи объясняется несовершенством работы цилиндрического сопла, поэтому кислород по выходе из сопла имеет давление, значительно превышающее атмосферное, и продолжает расширяться в струе вне сопла, что и вызывает увеличение сечения струи. Падение давления кислорода от входного до атмосферного вызывает значительное его охлаждение; чем выше входное давление, тем сильнее охлаждение. Расширение струи и охлаждение кислорода, тормозящее процесс резки, сказывается всё сильнее по мере повышения входного давления режущего кислорода, т. е. увеличения толщины металла.
Непрерывно растущая потребность резки всё больших толщин металла, соответственно общему росту мощности промышленности, заставляет более внимательно подойти к изучению процесса кислородной резки. Таким изучением применительно к резке больших толщин с конца 1948 г. занимались инж. М. М. Борт и автор настоящей книги, которые пришли к следующим основным выводам. Давление кислорода на входе в резак определяется главным образом конструкцией резака и не является характерной величиной для процесса резки. Основными величинами являются скорость, длина и сечение струи кислорода. Скорость должна быть сверхзвуковой. Длина струи зависит от её начального сечения, конструкции сопла и скорости на выходе.
Основными величинами являются скорость, длина и сечение струи кислорода. Скорость должна быть сверхзвуковой. Длина струи зависит от её начального сечения, конструкции сопла и скорости на выходе.
Строение струи и распределение скоростей в ней схематически показаны на фиг. 234. Струя режущего кислорода А имеет коническую форму и постепенно сходит на нет. Струя кислорода увлекает с собой окружающий воздух, образуя постепенно расширяющуюся наружную зону Б, заполненную смесью кислорода с воздухом. Газы наружной оболочки Б перемещаются в осевом направлении, но со значительно меньшей скоростью, быстро уменьшающейся в радиальном направлении. Примерное распределение скоростей в сечениях струи 1—1, 2—2 и 3—3 показано на фиг. 234.
По мере удаления от среза мундштука уменьшаются сечение кислородной струи и скорость движения кислорода в ней и, наконец, струя становится практически непригодной для резки. Уменьшение сечения и скорости струи служит основной причиной так называемого отставания при резке, о котором говорилось выше.
Активная длина струи L, пригодная для резки, определяется несколькими факторами, наиболее важными из которых являются начальные скорость и сечение струи, правильность её очертания, наличие по возможности ламинарного движения кислорода в ней. Быстрое уменьшение сечения и скорости струи и недостаточность её активной длины особенно сказываются при резке больших толщин. Обычные средства увеличения активной длины струи: повышение давления кислорода на входе в резак и увеличение сечения струи оказываются недостаточными.
Фиг. 234. Струя режущего кислорода.
Более внимательное изучение процеса кислородной резки приводит к следующим заключениям.
Решающим показателем для успеха резки является скорость движения кислорода в режущей струе, достаточная для успешного сдувания расплавленных окислов с поверхности металла в полости реза. При резке боль – / ших толщин для обеспечения достаточной длины струи особенно значительной должна быть начальная скорость кислорода.
Давление кислорода на входе в резак, обеспечивающее необходимую начальную скорость кислорода, определяется главным образом конструкцией резака. Несовершенство конструкции существующих стандартных резаков вызывает необходимость пользоваться значительными давлениями кислорода на входе в резак, а также быстро повышать давление с увеличением толщины разрезаемого металла.
Главнейшие конструктивные недочёты существующих стандартных резаков следующие: неудачная форма сопла режущего кислорода, наличие резких отклонений пути кислорода в резаке, в особенности при переходе от ствола к мундштуку, наличие резких изменений сечения на пути кислорода, например в вентиле. Обычная цилиндрическая или ступенчато-цилиндрическая форма сопла неудовлетворительно переводит потенциальную энергию сжатого газа в кинетическую энергию струи при сверхзвуковых скоростях. Значительное количество энергии при этом теряется в форме звуковых колебаний, переходит в теплоту и проч., что и вызывает необходимость применения повышенных давлений на входе. Резкие отклонения кислородопровода в резаке и изменения сечения увеличивают потери и служат причиной завихрений и турбулентных движений, нарушающих правильную форму струи и уменьшающих её устойчивость и рабочую длину.
Резкие отклонения кислородопровода в резаке и изменения сечения увеличивают потери и служат причиной завихрений и турбулентных движений, нарушающих правильную форму струи и уменьшающих её устойчивость и рабочую длину.
Учитывая сказанное, М. М. Борт и автор книги сконструировали и построили в Киевском политехническом институте мощный кислородный резак Р-100 для резки стали толщиной до 2 м. В резаке Р-100, схематически показанном на фиг. 235, выполнены требования, указанные выше. На основании результатов длительных экспериментов соплу придана форма, показанная на фиг. 236 и названная сдвоенной коноидальной. Образующая сопла строится по точкам на основании опытных данных. Кислородопровод резака, подводящий кислород к соплу, представляет собой прямую трубку значительной длины и диаметра. Вентиль режущего кислорода заменён задвижкой, не суживающей сечения кислородопровода. Для смеси подогревательного пламени имеется ряд сопел, расположенных концентрически вокруг сопла режущего кислорода. Мундштук резака имеет охлаждение проточной водой для устранения возможности обратных ударов подогревательного пламени, в особенности при резке горячего металла, например на металлургических заводах. Конструкция резака полностью себя оправдала как в лабораторных, так и производственных условиях. Резак даёт правильную длинную струю. Кислород выходит из сопла при давлении, близком к окружающему, и дальнейшего его расширения в струе практически не происходит. Струя отличается устойчивостью вследствие правильного ламинарного течения газа в ней и отсутствия завихрений. Основные технические данные резака Р-100 приведены в в табл. 33.
Мундштук резака имеет охлаждение проточной водой для устранения возможности обратных ударов подогревательного пламени, в особенности при резке горячего металла, например на металлургических заводах. Конструкция резака полностью себя оправдала как в лабораторных, так и производственных условиях. Резак даёт правильную длинную струю. Кислород выходит из сопла при давлении, близком к окружающему, и дальнейшего его расширения в струе практически не происходит. Струя отличается устойчивостью вследствие правильного ламинарного течения газа в ней и отсутствия завихрений. Основные технические данные резака Р-100 приведены в в табл. 33.
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы.
 Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов. - Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.

- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Заключение
Несмотря на то что на фоне газосварочных работ резка газом имеет свои положительные стороны, подходить к выполнению этой работы следует с той же ответственностью. Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы. И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.

- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0 C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м 3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
ПРАВИЛА ВЫБОРА И ИСПОЛЬЗОВАНИЯ РЕЗАКА ДЛЯ ПЛИТКИ И СТЕКЛА
Сделать красивый и качественный ремонт в доме – задача не из простых. Но если правильно подобрать инструменты, с этим делом можно справиться и собственными силами, без больших финансовых затрат и помощи со стороны. Одним из таких эффективных и полезных помощников является резак для стекла и плитки. Отмечу, что плиткорез используется также и для нарезания камня и керамогранита. Используя данный инструмент, просто и быстро можно обновить дизайн интерьера, навести красоту и порядок в саду, на даче, создать уникальный декор и аксессуары.
Для чего нужен резак
Плиткорез, как правило, используется для создания отверстий разной формы, а также для раскроя заготовок для угловых соединений. При этом он может также:
- подрезать и корректировать размеры;
- создавать прямые резы;
- делать фигурные и сложные углубления;
- нарезать клинкер;
- резать материал под наклоном в сорок пять градусов.
Этот инструмент выполняет резку нужного нам материала несколькими способами:
- В первом случае накладываются риски, и резка делается в виде надреза, чтобы затем материал можно было разломать.
- Второй способ – откусывание краев.
- И последний вариант – полное разрезание материала, распил заготовок.
Выбор способа резки зависит от вида используемого плиткореза. При этом от оборудования также будут напрямую зависеть скорость и сложность работы, ее качество. Чтобы не прогадать с выбором, рекомендую вам обратить внимание на главные критерии, по которым подбирается этот полезный в хозяйстве и работе, практичный инструмент.
Критерии выбора резака для плитки и стекла
Начать подбор варианта под себя стоит с изучения описаний всех существующих видов резаков.
- Механический резак. В этом случае плиткорез отличается своей компактностью, простотой эксплуатации, легкой переносимостью перепадов температур. При этом он может работать без подключения к электросети, а также в условиях повышенной влажности.
- Ручной резак. Такие «кусачки» не используются для создания прямых резов, но незаменимы при скалывании краев материала. При этом инструмент требует аккуратности, наличия навыков работы с ним. Он используется только на материале толщиной до 10 мм.
- Механический настольный резак. Механические плиткорезы – очень прочные, изготовлены в виде металлического стола, по которому движется режущий валик. Они отличаются усиленной безопасностью, просты в использовании. При этом материал в таком резаке прочно фиксируется, легко нарезается, а само устройство подходит для стационарной работы.
- Электрический резак. Электрические плиткорезы представляют собой также полностью стационарное оборудование, которое состоит из электродвигателя, стола, пильной головки, системы охлаждения. Работа с таким вариантом – легкая и быстрая, протекает почти без усилий.
- Электрический ручной резак. Эти резаки отличаются высокой мобильностью, удобством в работе, напоминают по дизайну болгарку. Устройство имеет систему водного охлаждения. А также не требует наличия специального места для работы.
При выборе резака для плитки и стекла учитывайте не только индивидуальные предпочтения, наличие у вас навыков взаимодействия с ним и, конечно же, условия работы, но также, если речь идет о ручном устройстве:
- прочность и жесткость материала изготовления резака;
- хорошую толщину и площадь его опоры;
- тип и конструкцию рычага плиткореза, а также его направляющих частей;
- характер и уровень усилий, которые вы должны будете приложить в работе с ним;
- длину инструмента, его рабочей части;
- тип и форму материала, который вы хотите обработать;
- плавность работы плиткореза, а также вращения режущего ролика;
- сложность ремонтных работ в случае необходимости, а также возможность самостоятельной замены деталей.
При покупке электрических моделей обратите внимание на:
- уровень мощности резака;
- глубину выполняемого разреза;
- скорость работы устройства и его рабочего диска;
- наличие у инструмента системы охлаждения, защиты от перегрева;
- наличие системы предупреждения случайного включения и индикатора нагрузки на мотор.
Правила использования резака для плитки и стекла
Чтобы работа протекала без происшествий и брака, вы не уставали, а разрез материала радовал своим качеством, отсутствием сколов и неровностей, необходимо соблюдать несколько несложных правил работы с резаком.
- Прежде, чем приступить к делу, займитесь организацией вашего рабочего места, его очисткой, а также непосредственной подготовкой инструмента.
- Не забывайте о технике безопасности и спецодежде.
- Сделайте освещение максимально ярким и пригодным для работы.
- Следите, чтобы на полу или вокруг вас не скапливался мусор, острые части материла.
- Соблюдайте правила пользования конкретным типом резака, не пренебрегайте инструкцией.
- Проверьте перед использованием поверхность и состояние резака и его режущего ролика, убедитесь, что инструмент не имеет дефектов или повреждений.
- Плотно зафиксируйте инструмент и рабочий материал, установите оптимальную плавность работы каретки резака.
- Проверьте станину резака на загрязнения, мусор, проблематику, состояние рукоятки.
Техника безопасности при работе с резаком
Работая с плиткорезом, соблюдайте в обязательном порядке следующие правила безопасности:
- Используйте спецодежду: защитные очки, подходящую закрытую обувь, специальную робу.
- Берегите руки и пальцы. Не подносите их слишком близко к работающему устройству.
- Используйте оснастку подходящего размера.
- Заменяйте сразу детали, которые износились, пришли в негодность.
- Отложите работу, если чувствуете себя плохо, не выспались, принимаете лекарства, влияющие на вашу координацию и внимание.
- Если материал сильно пылится, крошится или вы работаете в маленьком, закрытом помещении – пользуйтесь специальными строительными респираторами.
Если вашим выбором стал электрический резак, важно:
- Не использовать его при усиленном уровне важности помещения.
- Резак должен быть установлен на ровной поверхности.
- В работе помимо уже описанных средств нужно использовать также защитные наушники.
- Нельзя перегревать и перегружать устройство, использовать его на материалах, непригодных для инструмента.
- Всегда проверяйте состояние электрического кабеля в резаке.
- Будьте аккуратны и неторопливы.
В завершение отмечу, что каждый рабочий инструмент стоит подбирать индивидуально, в работе с ним помнить о правилах безопасности, подходить к делу ответственно и с умом, тогда вы сможете создавать настоящие шедевры, а ваш ремонт будет радовать глаз, вызывать восхищение. Главное – делайте работу хорошо и качественно. И помните: с первого раза часто не получается даже у опытных профессионалов, опыт и терпение принесут ожидаемые плоды!
Что делает закройщик: Описание работы, обязанности и ответственность
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме Cutter.
Обязанности закройщика
Вот примеры обязанностей из реальных резюме закройщика, представляющие типичные задачи, которые они, вероятно, будут выполнять в своих ролях.
- Поддерживайте инвентаризацию обновлений и управляйте сохранением продукта, документируя все процедуры.
- Вырежьте стекло для окон автофургона, запустите печь, осмотрите стекло.
- Работа на линии обвалки и распиловки
- Работа на машине Bobst для создания упаковки для пищевых продуктов.
- Проверка готовой продукции на качество и соответствие спецификациям USDA и компании.
- Разделка и обвалка оленей и других животных, работа быстро и эффективно, хорошая работа с членом бригады
- Используйте крановщика, водителя вилочного погрузчика, разгружайте грузовики, управляйте столом для резки с ЧПУ, вводите данные в компьютер, чтобы он мог работать каждый день для сварки.
- ОбязанностиПроверка стекла правильного размера, используемого для заказа.
- Установка и эксплуатация производственного оборудования в соответствии с действующими передовыми методами производства и стандартными операционными процедурами.
- Помогайте клиентам по телефону и электронной почте с онлайн-заказом и выбором изделий.
- Продукт для датировки кода убедитесь, что пристенные гастрономы повернуты, а морозильные камеры заполнены запасом, а также повернуты и складированы замороженное мясо.
Работа для резаков. Вы можете пообщаться
Высокооплачиваемые рабочие места — на 36 тыс.
Долл. США и вышеПоисковые задания вблизи в США
Начало работы на начало. Cutter Jobs
Вакансии на неполный рабочий день Сейчас нанимают
Активно нанимают
Вакансии резчика, добавленные за последние 7 дней
Вакансии резчика без диплома
Поиск вакансий без диплома
Нужно идеальное резюме резчика?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Закройщик Описание работы
Когда дело доходит до понимания того, чем занимается закройщик, у вас может возникнуть вопрос: «Должен ли я стать закройщиком?» Данные, включенные в этот раздел, могут помочь вам принять решение. По данным Бюро статистики труда, по сравнению с другими рабочими местами, темпы роста закройщиков описываются как «средние» и составляют 4% в период с 2018 по 2028 год. По прогнозам, к 2028 году откроется 32 600 возможностей для резки.
Закройщики в среднем составляют около 14,29 долларов в час, что составляет годовой оклад закройщика 29 727 долларов. Кроме того, известно, что закройщики зарабатывают от 23 000 до 36 000 долларов в год. Это означает, что самые высокооплачиваемые огранщики зарабатывают на 11 000 долларов больше, чем самые низкооплачиваемые.
Как и в случае с большинством профессий, чтобы стать закройщиком, нужно потрудиться. Иногда люди меняют свое мнение о своей карьере после работы в профессии. Вот почему мы рассмотрели некоторые другие профессии, которые могут помочь вам найти следующую возможность. К этим профессиям относятся ручной триммер, оператор триммера, производитель запасных частей и ручной триммер.
Вакансии резчика, которые могут вам понравиться
Создайте резюме профессионального резчика за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 12+ шаблонов резюме, чтобы создать свое резюме резчика.
Rachel Brown Cutter Информация о контакте Charlotte, NC (290) 555-1838 ..com.0005 Skills
Employment History Резак 2020 – настоящее время Food Lion Шарлотта, Северная Каролина
Нож для латуни 2019–2020 Tyson Foods Willoughby AVE, Brooklyn, NY
Архитектурная стажировка 2018 — 2019 HDR Engineering Willoughby Ave, Бруклин, Нью -Йорк Образование Degrade Architecture 2015 — 2018 Институт Pratt. |
|
|
Alexander Elliott Cutter Contact Info Columbus, OH (270) 555-0594 aelliott@example. Skills Будущая переработкаПесокБольшие листыНеобходимые корректировкиМясные продуктыРабочие заказыРаскрой тканиАвтозапчастиПравила безопасностиРазличные типы0005 Kroger Колумбус, Огайо
Нож для ручного переплета 2018–2020 Save-A-Lot Кливленд, Огайо
Резак 2014–2018 Save-A-Lot Кливленд, Огайо
Education High School Diploma 2014 — 2014 |
|
|
Patricia Payne Cutter Вирджиния-Бич, Вирджиния (400) 555-3027 Experience Cutter2012 — Настоящее время Food Lion•Virginia Beach, VA
Оператор трубореза2009 — 2012 H.S. Crocker Co•Huntley, IL
Deboner1999 — 2009 Wayne Farms Enterprise•Jacksonville, AL
Навыки Устранение неполадокСтандарты качестваПроцедуры безопасностиISOSСпециальные разрезыСерверная дрельМебельная тканьМясные продуктыСпецификации клиентовRAN ОБРАЗОВАНИЕ Диплом средней школы 1999 — 1999 |
Создайте мое резюме
Стройте профессиональный резюме в считанные минуты, используя этот шаг.
Навыки и личностные качества закройщика
Мы подсчитали, что 21% закройщиков владеют стандартами качества, процедурами и правилами безопасности. Они также известны своими мягкими навыками, такими как коммуникативные навыки, визуальные способности и механические навыки.
Мы разбили процент закройщиков, у которых эти навыки указаны в их резюме, здесь:
- Стандарты качества, 21%
Использовали отличные навыки планирования и организации для регулярного соблюдения сроков, стандартов качества.
- Процедуры техники безопасности, 12%
Обучил сотрудников тому, как правильно обрезать крылья и соблюдать все стандартные рабочие процедуры и соблюдать все процедуры безопасности.
- Правила безопасности, 12%
Соблюдайте правила техники безопасности и проверяйте качество продукции.
- Мясные продукты, 8%
Помогал нарезать, заворачивать и продавать мясные продукты.
- Сборочная линия, 7 %
Отрежьте то, что нужно отрезать, согните в соответствии со спецификациями и переместите материал вверх по сборочной линии.
- Разные виды, 5%
Срезать со свиней разные виды мяса.
«стандарты качества», «процедуры безопасности» и «правила безопасности» — не единственные навыки, которые мы нашли в их резюме. На самом деле, мы нашли целый список обязанностей закройщика, в том числе:
0012См. полный список навыков резчика.
Закройщики, поступившие в колледж, чтобы получить более углубленное образование, обычно изучали бизнес и общие науки, в то время как небольшая группа закройщиков изучала уголовное правосудие и графический дизайн.
Когда вы будете готовы стать закройщиком, вам может быть интересно, какие компании нанимают закройщиков. Согласно нашему исследованию с помощью резюме закройщиков, закройщиков в основном нанимают компании Brunswick, HNI и Lippert Components. Сейчас самое время подать заявку, так как у Брансуика 9вакансий резчиков, и их 7 в HNI и 7 в Lippert Components.
Если вас интересуют компании, в которых огранщики зарабатывают больше всего, вам следует подать заявку на работу в Omaha Steaks, Nosco и The Timken Company. Мы обнаружили, что в Omaha Steaks средняя зарплата резчика составляет 34 488 долларов. В то время как в Nosco огранщики зарабатывают примерно 34 003 доллара. А в компании Timken средняя зарплата составляет 33 370 долларов.
Подробнее о зарплатах закройщиков в США.
Мы также изучили компании, которые нанимают закройщиков из 100 лучших учебных заведений США. В тройку компаний, которые нанимают больше всего работников этих учебных заведений, входят Jo-Ann Stores, Kroger и Safeway.
Закройщики по большей части зарабатывают на жизнь в обрабатывающей и профессиональной отраслях. Резчики, как правило, больше всего зарабатывают в строительной отрасли со средней зарплатой в 32 331 доллар. Годовая зарплата резчика в обрабатывающей промышленности и сельском хозяйстве обычно составляет 31 063 и 29 долларов США.249 соответственно. Кроме того, закройщики, работающие в строительной отрасли, зарабатывают на 11,6% больше, чем закройщики в индустрии гостеприимства.
Три компании, которые нанимают наиболее престижных резаков:
- Brunswick9 Cutters Jobs
- HNI7 Cutters Jobs
- Lippert Components7 Работа для катеров
. Up
Поиск работы поблизости в США
Работа для резака на начальном уровне
Необходимо опыт
Неполный рабочий день. Вакансии
Поиск вакансий без обязательного образования
Создайте идеальное резюме
Наш инструмент для создания резюме проведет вас через процесс создания выдающегося резюме архитектора.
Что делают ручные шиномонтажные станки
Мы изучили среднюю годовую зарплату резчика и сравнили ее со средней ручным шиномонтажным станком. Вообще говоря, ручные резчики шин получают на 787 долларов меньше, чем резчики в год.
Несмотря на то, что их заработная плата может различаться, общее между закройщиками и ручными шиномонтажниками заключается в некоторых навыках, необходимых для каждого ремесла. В обеих карьерах сотрудники используют такие навыки, как сборочная линия, ЧПУ и тяжелое оборудование.
Существуют также некоторые ключевые различия в обязанностях. Например, обязанности резчика требуют таких навыков, как «стандарты качества», «процедуры безопасности», «правила безопасности» и «мясные продукты». Между тем, типичный ручной шиномонтажный станок обладает навыками в таких областях, как «ремонт шин», «замена масла», «посторонние включения» и «гладкие поверхности». Эта разница в навыках показывает, насколько действительно различны эти две карьеры.
Уровень образования, который получают ручные шиномонтажники, немного отличается от уровня образования резчиков. В частности, ручные резчики шин имеют на 0,9% меньше шансов получить степень магистра, чем резчики. Кроме того, у них на 0,1% меньше шансов получить докторскую степень.
Каковы обязанности оператора триммера?
Следующая роль, которую мы собираемся рассмотреть, — это профессия оператора триммера. Как правило, эта должность приносит более высокую заработную плату. На самом деле, они зарабатывают на 3713 долларов больше, чем закройщики в год.
Не все в этих работах отличается. Возьмем, к примеру, их навыки. Закройщики и операторы триммеров включают в свои резюме схожие навыки, такие как «стандарты качества», «правила безопасности» и «сборочная линия».
Помимо разницы в зарплате, есть и другие ключевые отличия, на которые стоит обратить внимание. Например, обязанности резчика, скорее всего, потребуют таких навыков, как «процедуры безопасности», «мясные продукты», «различные типы» и «подъемник для поддонов». Между тем, оператор триммера может быть квалифицирован в таких областях, как «оша», «точные записи», «члены экипажа» и «погодные условия». Эти различия подчеркивают, насколько по-разному выглядит повседневная жизнь в каждой роли.
Что касается образования, операторы триммеров имеют такой же уровень образования, как и закройщики. В целом у них на 0,5% больше шансов получить степень магистра и на 0,1% меньше шансов получить докторскую степень.
Чем отличается производитель стандартных деталей
Третья профессия, которую мы рассмотрим, — производитель стандартных деталей. В среднем эти рабочие получают более высокую заработную плату, чем закройщики. Фактически, они зарабатывают на 3876 долларов больше в год.
Используя резюме резчиков и производителей запасных частей, мы обнаружили, что обе профессии имеют схожие навыки, такие как «сборочная линия», «ЧПУ» и «сырье», но другие необходимые навыки очень разные.
Как уже упоминалось, эти две профессии отличаются друг от друга навыками, необходимыми для отличного выполнения работы. Например, собирая резюме закройщиков, они с большей вероятностью обладают такими навыками, как «стандарты качества», «техника безопасности», «правила безопасности» и «мясные продукты». Но производитель стандартных деталей может иметь такие навыки, как «миг», «сверлильный станок», «автомобильные детали» и «радиочастота».
Известно, что производители стандартных деталей имеют такой же уровень образования, как и резчики. Кроме того, у них на 0,1% меньше шансов получить степень магистра и на 0,1% меньше шансов получить докторскую степень.
Описание ручного триммера
Ручные триммеры, как правило, зарабатывают меньше, чем резчики, примерно на 3495 долларов в год.
В то время как закройщики и ручные триммеры выполняют повседневные задачи, используя схожие навыки, такие как usda, зрительная координация и тяжелое оборудование, эти две профессии также различаются по другим навыкам.
Хотя некоторые навыки являются общими для этих профессий, следует отметить некоторые различия. «стандарты качества», «процедуры безопасности», «правила безопасности» и «мясные продукты» — это навыки, которые фигурируют в резюме закройщиков. Кроме того, ручной триммер использует такие навыки, как обрезка деталей, излишки материала, проверка качества и сборщики заказов в своих резюме.
В целом, ручные триммеры достигают такого же уровня образования, как и резчики-резюме. У ручных триммеров на 0,9% меньше шансов получить степень магистра и на 0,1% меньше шансов получить докторскую степень.
Как работает плазменный резак
Что такое плазма?
Чтобы правильно объяснить, как работает плазменный резак, мы должны начать с ответа на основной вопрос «Что такое плазма? Проще говоря, плазма — это четвертое состояние вещества. Мы обычно думаем, что материя имеет три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое за счет введения энергии, например тепла. Например, вода переходит из твердого состояния (льда) в жидкое состояние при приложении определенного количества тепла. Если уровень тепла увеличится, он снова превратится из жидкости в газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводными, превратившись в плазму. Плазменная резка будет использовать этот электропроводный газ для передачи энергии от источника питания к любому проводящему материалу, что приведет к более чистому и быстрому процессу резки, чем при кислородном топливе.
Формирование плазменной дуги начинается, когда газ, такой как кислород, азот, аргон или даже воздух из цеха, нагнетается через небольшое отверстие сопла внутри горелки. Затем в этот поток газа под высоким давлением вводится электрическая дуга, генерируемая внешним источником питания, что приводит к тому, что обычно называют «струей плазмы». Плазменная струя сразу же достигает температуры до 40 000°F, быстро прокалывая заготовку и сдувая расплавленный материал.
Компоненты плазменной системы
- Источник питания. Плазменный источник питания преобразует однофазное или трехфазное сетевое напряжение переменного тока в плавное постоянное напряжение постоянного тока в диапазоне от 200 до 400 В постоянного тока. Это постоянное напряжение отвечает за поддержание плазменной дуги на протяжении всего разреза. Он также регулирует выходной ток, необходимый в зависимости от типа и толщины обрабатываемого материала.
- Консоль запуска дуги — схема ASC вырабатывает переменное напряжение приблизительно 5000 В переменного тока на частоте 2 МГц, что создает искру внутри плазменной горелки для создания плазменной дуги.
- Плазменный резак. Функция плазменного резака заключается в правильном выравнивании и охлаждении расходных материалов. Основными расходными деталями, необходимыми для создания плазменной дуги, являются электрод, завихритель и сопло. Для дальнейшего улучшения качества резки можно использовать дополнительный защитный колпачок, а все детали удерживаются вместе внутренним и внешним удерживающими колпачками.
Подавляющее большинство современных систем плазменной резки можно разделить на обычные или прецизионные.
В обычных плазменных системах в качестве плазменного газа обычно используется воздух цеха, а форма плазменной дуги в основном определяется отверстием сопла. Приблизительная сила тока плазменной дуги этого типа составляет 12-20К ампер на квадратный дюйм. Во всех портативных системах используется обычная плазма, и она до сих пор используется в некоторых механизированных приложениях, где допуски деталей менее строгие.
Прецизионные плазменные системы (высокая плотность тока) спроектированы и спроектированы для получения самых четких и качественных резов, которые достижимы с помощью плазмы. Конструкция горелки и расходных материалов более сложна, и в комплект входят дополнительные детали для дальнейшего сужения и придания формы дуге. Прецизионная плазменная дуга составляет приблизительно 40-50К ампер на квадратный дюйм. Несколько газов, таких как кислород, воздух высокой чистоты, азот и смесь водорода/аргона/азота, используются в качестве плазменного газа для получения оптимальных результатов на множестве проводящих материалов.
Работа в ручном режиме
В типичной портативной системе плазменной резки, такой как наша воздушно-плазменная система Tomahawk®, расходуемые части электрода и сопла находятся в контакте друг с другом внутри резака, когда он находится в выключенном состоянии. При нажатии на спусковой крючок источник питания вырабатывает постоянный ток, протекающий через это соединение, а также инициирует поток плазмообразующего газа. Как только плазменный газ (сжатый воздух) создает достаточное давление, электрод и сопло расходятся, что вызывает электрическую искру, которая превращает воздух в струю плазмы. Затем поток постоянного тока переключается с электрода на сопло, на путь между электродом и заготовкой. Этот ток и воздушный поток продолжаются до тех пор, пока не будет отпущен курок.
Прецизионный плазменный режим
Внутри прецизионной плазменной горелки электрод и сопло не соприкасаются, а изолированы друг от друга завихряющим кольцом с небольшими вентиляционными отверстиями, которые превращают предварительный поток/плазменный газ в завихряющийся вихрь. Когда на источник питания подается команда пуска, он создает напряжение холостого хода до 400 В постоянного тока и инициирует подачу газа предварительной подачи через шланг, подключенный к горелке. Сопло временно подключается к положительному потенциалу источника питания через цепь дежурной дуги, а электрод — к отрицательному.
Затем из Консоли запуска дуги генерируется высокочастотная искра, которая вызывает ионизацию плазменного газа и его электропроводность, что приводит к прохождению тока от электрода к соплу и созданию вспомогательной плазменной дуги.
Как только вспомогательная дуга соприкасается с заготовкой (которая соединена с заземлением через планки режущего стола), путь тока смещается от электрода к заготовке, высокочастотный сигнал отключается, а цепь вспомогательной дуги выключается. открыт.
Затем источник питания увеличивает постоянный ток до силы тока резки, выбранной оператором, и заменяет газ предварительной подачи оптимальным плазменным газом для разрезаемого материала. Также используется вторичный защитный газ, который выходит за пределы сопла через защитный колпачок.
Форма защитного колпачка и диаметр его отверстия заставляют защитный газ дополнительно сужать плазменную дугу, что приводит к более чистому резу с очень малыми углами скоса и меньшим пропилом.
ПОИСК OEWS
| Используйте ручные инструменты или ручные электроинструменты для резки и обрезки различных промышленных изделий, таких как ковер, ткань, камень, стекло или резина. Национальные оценки для ножниц и триммеров, ручных Национальных оценок для ножниц и триммеров, ручных:Оценка занятости и оценка средней заработной платы закройщиков и триммеров, разнорабочих:
Оценка заработной платы в процентах для закройщиков и триммеров, ручных:
Профиль отрасли для резчиков и триммеров, ручных: Отрасли с самой высокой опубликованной занятостью и заработной платой для резчиков и триммеров, ручных. Отрасли с самым высоким уровнем занятости в резчиках и триммерах, ручной:
Отрасли с наибольшей концентрацией рабочих мест в резчиках и триммерах, ручной:
Наиболее высокооплачиваемые отрасли для резчиков и триммеров, ручной:
Географический профиль для закройщиков и триммеров, ручной: Штаты и районы с самым высоким опубликованным уровнем занятости, коэффициенты местоположения и заработная плата для закройщиков и триммеров, ручной. Государства с самым высоким уровнем занятости в резчиках и триммерах, Рука:
Штаты с наибольшей концентрацией рабочих мест и коэффициентов местоположения в резчиках и триммерах, ручной:
Самые высокооплачиваемые штаты для резчиков и триммеров, Ручной:
Городские районы с самым высоким уровнем занятости в резчиках и триммерах, ручной:
Городские районы с наибольшей концентрацией рабочих мест и коэффициентом местоположения в резчиках и триммерах, рука:
Самые высокооплачиваемые столичные районы для закройщиков и триммеров, ручной:
Негородские районы с наибольшей занятостью закройщиков и триммеров, ручные:
Негородские районы с наибольшей концентрацией рабочих мест и коэффициентов местонахождения для закройщиков и триммеров, ручных работ:
Самые высокооплачиваемые районы за пределами города для закройщиков и триммеров, ручных работ:
Примерно в мае 2021 г. Эти оценки рассчитываются на основе данных, собранных от работодателей во всех отраслях промышленности, всех городских и других районах, а также во всех штатах и округе. Колумбии. Оценка заработной платы в процентилях — это величина заработной платы, ниже которой находится определенный процент работников. (1) Оценки для подробных занятий не суммируются с итоговыми значениями, поскольку итоговые значения включают занятия, не показанные отдельно. Оценки не включают самозанятых. (2) Годовая заработная плата была рассчитана путем умножения средней почасовой заработной платы на количество часов «круглогодичного полного рабочего дня», равное 2080 часам; (3) Относительная стандартная ошибка (RSE) является мерой надежности статистических данных обследования. Чем меньше относительная стандартная ошибка, тем точнее оценка. (8) Оценка не опубликована. (9) Коэффициент местонахождения представляет собой отношение районной концентрации профессиональной занятости к средней концентрации по стране. Другие оценки OEWS и связанная с ним информация: мая 2021 г. Оценки трудоустройства национальной трудоустройства и заработной платы мая 2021 г. Государственная профессиональная занятость и оценки заработной платы мая 2021 Метрополита и не-инметраполита. Оценка занятости по конкретным специальностям и заработной платы Май 2021 г. Профили занятий Технические примечания
Дата последнего изменения: 31 марта 2022 г. |
Как работает плазменная резка? Преимущества и недостатки
Резка металла может быть разделена на две категории – механическая и термическая резка. Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ .
Это один из наиболее широко используемых методов резки толстых металлических листов, но он также доступен и для листового металла. Прежде чем углубиться в преимущества и возможности плазменной резки, следует решить еще один вопрос.
Что такое плазма?
Вы наверняка слышали о трех основных состояниях материи – твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних слоях атмосферы Земли. Знаменитое полярное сияние — результат действия солнечных ветров, состоящих из плазмы. Освещение и высокотемпературный огонь также включают плазму. И наши тела тоже.
В целом он составляет около 99% видимой части Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновых вывесках и, конечно же, плазменных резаках.
Плазма представляет собой электропроводящее ионизированное газообразное вещество . Это означает, что у некоторых атомов отсутствуют электроны, а также есть свободные электроны.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Поэтому плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время он ведет себя аналогично жидкостям с точки зрения своей способности течь под действием электрического и магнитного полей.
Как работает плазменный резак?
youtube.com/embed/e7xwhaSAAks?start=14&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»How plasma cutting works»/>
Как работает плазменная резка
Процесс плазменной резки — это метод термической резки. Это означает, что он использует тепло для плавления металла, а не для его механической резки.
Общая механика системы всегда одинакова. Плазменные резаки используют сжатый воздух или другие газы, такие как азот. Происходит ионизация этих газов с образованием плазмы.
Обычно сжатые газы вступают в контакт с электродом, а затем ионизируются, создавая большее давление. Когда давление возрастает, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая струю плазмы. Затем наносится на заготовку. Поскольку плазма является электропроводной, заготовка соединяется с землей через режущий стол.
Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть вообще малобюджетная версия под названием высокочастотный контакт . Это недоступно для плазменных резаков с ЧПУ, поскольку высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Создание искры происходит, когда плазмотрон касается металла. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.
Другим вариантом является метод вспомогательной дуги . Во-первых, искра создается внутри горелки с помощью цепи высокого напряжения и слабого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга создается, когда вспомогательная дуга касается заготовки. Теперь оператор может начать процесс резки.
Третий способ заключается в использовании подпружиненной головки плазменной горелки . Прижатие горелки к заготовке создает короткое замыкание, в результате чего начинает течь ток.
Сброс давления устанавливает вспомогательную дугу. Дальнейшее аналогично предыдущему способу. Это приводит дугу в контакт с заготовкой.
Преимущества и недостатки
Преимущества
- Может резать все токопроводящие материалы. Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.
- Отличное качество для толщины до 50 мм.
- Максимальная толщина до 150 мм.
- Относительно дешев для пропилов средней толщины.
- Лучший способ резки нержавеющей стали и алюминия средней толщины.
- , обеспечивающие высокую точность и повторяемость.
- Может резать в воде, что приводит к уменьшению ЗТВ. Также снижает уровень шума.
- Меньший пропил по сравнению с газовой резкой.
- Более высокая скорость резки, чем при кислородной резке.
Доступны станки с ЧПУ
Недостатки
- Большая ЗТВ по сравнению с лазерной резкой.
- Качество более тонких листов и пластин не такое хорошее, как при лазерной резке.
- Допуски не такие точные, как при лазерной резке.
- Не достигает такой толщины, как пламенная или гидроабразивная резка.
- Оставляет ЗТВ, чего не делает гидроабразивная резка.
- Более широкий пропил, чем при лазерной резке.
Выбор метода резки
Выбор между различными методами резки зависит от материала, его толщины и применения деталей.
Рекомендуемая толщина реза для плазменной резки составляет от 15 до 50 мм .
Рекомендуемый верхний предел толщины материала для плазменной резки составляет около 50 мм для углеродистой и нержавеющей стали. Алюминий не должен превышать 40 мм.
Все вышеперечисленное относится к области гидроабразивной и газовой резки.
Услуги лазерной резки должны быть предпочтительным вариантом для листового металла и более тонких пластин из-за более высокого качества и скорости резки. Но верхний предел лазерной резки где-то в районе 25…30 мм.
Кроме того, плазменная резка выполняется быстрее и, следовательно, дешевле для пластин толщиной от 15 мм. Опять же, вопрос упирается в требуемое качество. Тем не менее, всегда можно получить хороший и плавный результат с помощью постобработки.
Закройщик — О работе
Ринга Тапахи
Альтернативные названия для этой работы
Закройщики раскладывают и вырезают ткань для изготовления одежды и мягкой мебели.
Заработок
Закройщики обычно зарабатывают
21–26 долларов США в час
Источник: NZ Fashion Tech and Competenz, 2017. позиций.
Продолжительность обучения
>1
Обычно требуется >1 года обучения.
Заработная плата
Заработная плата закройщиков зависит от опыта и типа выполняемой ими работы.
- Помощники закройщика обычно получают минимальную заработную плату.
- Закройщики с опытом работы от двух до пяти лет обычно зарабатывают до 24 долларов в час.
- Закройщики с управленческими обязанностями могут зарабатывать до 26 долларов в час.
Некоторым резчикам также выплачиваются бонусы за производительность.
Источник: New Zealand Fashion Tech and Competenz, 2017.
- Веб-сайт PAYE.net.nz — используйте этот калькулятор для преобразования информации о заработной плате
- Веб-сайт службы занятости Новой Зеландии – информация о минимальных ставках заработной платы
(Эта информация носит ознакомительный характер. Узнайте больше об источниках нашей платежной информации)
Что вы будете делать
Закройщики могут выполнять некоторые или все из следующих действий:
- проверить дизайн выкройки и инструкции в Интернете
- раскладка выкройки на ткани
- интерпретация инструкций от модельеров, дизайнеров и маркеров
- резка ткани вручную с помощью ручных электрических раскройных машин
- контролировать компьютеризированные станки для резки
- делать подробные записи об израсходованном количестве ткани
- проверить, сколько ткани на складе
- сообщить техническим специалистам и менеджерам, сколько ткани заказывать
- свяжите кусочки ткани вместе и храните их в порядке размера и цвета.
Навыки и знания
Закройщики должны знать:
- типы тканей и конструкцию одежды
- швейные коды и символы
- различное оборудование и методы резки
- как работать с режущими машинами
- базовые компьютерные навыки для программирования станков для резки и проверки проектов в Интернете.
Условия труда
Закройщики:
- обычно работают в обычное рабочее время, но иногда могут работать сверхурочно
- работают на фабриках и в мастерских, хотя самозанятые закройщики могут работать из дома
- работают в пыльных и шумных условиях.
Какова работа на самом деле?
Ra Thomson
Маркер/резак
Что на самом деле включает резка?
«Я раскладываю на столе от 60 до 100 листов ткани, затем кладу сверху большой лист бумаги, на котором отмечены все части выкройки. Затем я втыкаю несколько булавок, чтобы прижать бумагу, и следую следы резцом».
Это так просто, как кажется?
«Вы можете легко скрутить ткань или пометить ее неровностью. Например, если вы работаете с тканью в клетку, вы должны убедиться, что клетка имеет точно квадратную форму, потому что, если вы сделаете это неправильно, детали одежды могут не совпадать.
«Кроме того, если вы режете что-то вроде шелка, оно очень плавное и двигается, в то время как что-то вроде хлопка просто прилипает к себе и остается там — это как резать бумагу.
«По мере накопления опыта вы начинаете понимать ткань и то, как она работает — она становится автоматической.»
Что посоветуете начинающим резчикам?
«Сосредоточься. Если ты собираешься сконцентрироваться на резке, тебе действительно нужно знать, что ты делаешь, и ты должен быть очень предан делу.»
Вступительные требования
Для того, чтобы стать закройщиком, нет особых требований для поступления. Однако большинство работодателей предпочитают нанимать людей с квалификацией.
Вы можете получить квалификацию, выполнив одно из следующих действий:
- Новозеландский сертификат по технологиям моды (уровень 3) в рамках стажировки в Competenz.
- Новозеландский сертификат в области технологий моды (уровень 3) или аналогичный в техническом институте.
- Веб-сайт Competenz – информация о стажировках в сфере моды
- Колледжа искусств и дизайна Уайтклиффа — информация о сертификате в области технологий одежды и моды
- Веб-сайт Южного технологического института — информация о сертификате в области технологий моды
Веб-сайт
Среднее образование
Рекомендуется минимум три года среднего образования. Полезные предметы включают дизайн и визуальную коммуникацию (графика), цифровые технологии, математику и технологии обработки.
Дополнительные требования для ролей специалистов:
Стать закройщиком образцов
Чтобы стать закройщиком образцов, вы должны получить новозеландский диплом в области технологии моды (уровень 5).
- Веб-сайт Competenz – информация о стажировках в сфере моды
- — информация о дипломе в области технологий моды
- Колледж искусств и дизайна Уайтклиффа — информация о дипломе в области технологий одежды и моды
- — информация о дипломе в области технологий моды
Веб-сайт Восточного технологического института
Веб-сайт Южного технологического института
Личные требования
Резаки должны быть:
- пациент
- быстро и аккуратно
- точный, с вниманием к деталям
- способен следовать инструкциям
- хорошо работает под давлением
- хороши в математике, поэтому они могут измерять и производить вычисления
- хорошо решают проблемы.
Вам нужно набраться терпения, потому что, если вы вырезаете что-то не так, у вас может быть 60 неправильных деталей одежды и очень раздраженный дизайнер. Поэтому вы должны убедиться, что вы правильно разложили ткань, и не торопитесь с раскроем.
Ра Томсон
Резак
Полезный опыт
Полезный опыт для закройщиц включает:
- общественные или вечерние курсы по пошиву одежды
- шитье или пошив одежды
- работа на швейной фабрике или в мастерской.
Физические требования
Резчики должны иметь хорошее зрение (с коррекционными линзами или без них), нормальное цветовое зрение, хорошую зрительно-моторную координацию и устойчивые руки. Физическая сила является преимуществом при подъеме тяжелых рулонов ткани.
Узнайте больше об обучении
- Competenz
- 0800 526 1800 — [email protected] — www.competenz.org.nz
- Восточный технологический институт (EIT)
- 0800 22 55 348 — www.eit.ac.nz
- Колледж искусств и дизайна Уайтклиффа
- 0800 800 300 [email protected] — www.whitecliffe. ac .nz
- Южный технологический институт (SIT)
- 0800 86 78 839 — [email protected] — www.sit.ac.nz
Ознакомьтесь с соответствующими курсами
Каковы шансы получить работу ?
Сокращение числа заданий на резку
Количество заданий на резание уменьшилось из-за:
- расширение использования компьютеризированных режущих машин
- Предприятий Новой Зеландии, использующих резак за границей, чтобы сэкономить на затратах.
Несмотря на то, что количество закройщиков сокращается, в этой области обучаются недостаточно людей. Это означает, что когда огранщики уходят из отрасли, работодателям трудно их заменить.
Согласно переписи, в 2018 году в Новой Зеландии работал 231 закройщик. ткани, маркировки и изготовления моделей, скорее всего, будут наняты.
Большинство вакансий закройщика не рекламируются
Если вы хотите получить работу закройщика, лучше всего обратиться в компанию самостоятельно, так как более половины новых вакансий в отрасли не рекламируются.
Типы работодателей разные
Закройщики могут работать в:
- в небольших домах моды
- крупные производители одежды
- магазины модной одежды
- производители мягкой мебели
- Производители палаток и брезента
- магазины мебели и штор
- портные и портные.
Многие огранщики работают не по найму, предоставляя свои услуги ряду клиентов.
Источники
- Эдмундс, С., «Новозеландские дизайнеры занимают нишу, чтобы заняться быстрой модой», 16 апреля 2017 г. (www.stuff.co.nz).
- Маршалл-Смит, В., академический директор, NZ Institute of Fashion Technology Ltd, Управление по вопросам карьеры — интервью Комиссии по высшему образованию, ноябрь 2017 г.
- Министерство бизнеса, инноваций и занятости, «Профессия — портные и модельеры», по состоянию на октябрь 2017 г. (www.mbie.govt.nz).
- New Zealand Apparel, «NZ-Made Dead?», 2 августа 2017 г. (www.apparelmagazine. co.nz).
- NZ Fashion Tech, «Changing Times», по состоянию на октябрь 2017 г. (www.nzfashiontech.ac.nz).
- NZ Fashion Tech, «Получение занятости», по состоянию на октябрь 2017 г. (www.nzfashiontech.ac.nz).
- NZ Fashion Tech, «Возможности отрасли», по состоянию на октябрь 2017 г. (www.nzfashiontech.ac.nz).
- Райан, Х., «Момент сияния индустрии моды», NZ Herald, 26 августа 2017 г. (www.nzherald.co.nz).
- Stats NZ, «Данные переписи населения 2018 г.», 2019 г.
(Эта информация носит справочный характер. Узнайте больше об источниках нашей информации о вакансиях)
Повышение квалификации и специализации
После дальнейшего обучения закройщики могут стать руководителями раскройных мастерских, мастерами по пошиву одежды, модельерами или дизайнерами.
- Информация о вакансии мастера по пошиву одежды
- Информация о работе дизайнера одежды
- Информация о работе модельера
Закройщики могут выполнять несколько функций, в том числе:
- Закройщик выкройки кожи
- Закройщик выкройки кожи разрезает кожу на одежду.
- Резак для образцов
- Резак для образцов отрезает ткань для создания образцов дизайна для дизайнеров и клиентов.
Закройщики могут также специализироваться на таких предметах, как:
- одежда
- шторы и обивка (чехлы для автомобильных сидений и мебели, такой как диваны)
- (палатки, тенты).
Брезент
Ножницы прикалывают выкройки к ткани, прежде чем разрезать ее.
Последнее обновление 1 апреля 2022 г. , ткань, камень, стекло или резина.
Пример заявленных должностей:
Резак для ткани, Резак для джинсовой ткани, Резак для ткани, Финишер, Резак по стеклу, Ручной резак, Резак для кожи, Автономный резак, Резак для образцов, Триммер
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites в нижней части любой страницы в My Next Move.
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, используя Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites в нижней части любой страницы My Next Move for Veterans.
Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Пуэде regresar usando el botón Atrás en su navegador, или eligiendo “O*NET OnLine” en el menu Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Трудовая деятельность
Обращение с предметами и их перемещение — Использование рук и рук при перемещении, установке, размещении и перемещении материалов, а также манипулировании вещами.
Оценка количественных характеристик продуктов, событий или информации — Оценка размеров, расстояний и количеств; или определение времени, затрат, ресурсов или материалов, необходимых для выполнения рабочей деятельности.
Выполнение общих физических упражнений — Выполнение физических действий, требующих значительного использования рук и ног и движений всего тела, таких как лазание, поднятие тяжестей, балансирование, ходьба, наклоны и работа с материалами.
Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично.
Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников.
Установление и поддержание межличностных отношений — Развитие конструктивных и совместных рабочих отношений с другими людьми и поддержание их с течением времени.
Оценка качеств объектов, услуг или людей — Оценка ценности, важности или качества вещей или людей.
Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств).
Идентификация объектов, действий и событий — Идентификация информации путем классификации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях.
Осмотр оборудования, конструкций или материалов — Осмотр оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов.
Мониторинг процессов, материалов или окружения — Мониторинг и анализ информации из материалов, событий или окружающей среды для обнаружения или оценки проблем.
Организация, планирование и расстановка приоритетов в работе — Разработка конкретных целей и планов для расстановки приоритетов, организации и выполнения вашей работы.
Обработка информации — Компиляция, кодирование, категоризация, расчет, табулирование, аудит или проверка информации или данных.
Выполнение административной деятельности — Выполнение повседневных административных задач, таких как ведение информационных файлов и обработка документов.
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, правилам или стандартам.
вернуться к началу
Подробная рабочая деятельность
Маркировать продукты, заготовки или оборудование идентифицирующей информацией.
Обрезать лишний материал с заготовок.
Резка промышленных материалов при подготовке к изготовлению или обработке.
Измеряйте материалы, чтобы отметить контрольные точки, линии разреза или другие индикаторы.
Шаблоны размещения на оборудовании, материалах или заготовках.
Придайте форму металлическим заготовкам молотком или другим небольшим ручным инструментом.
Нанесение направляющих линий или маркировки на материалы или детали с использованием шаблонов или других ссылок.
Ознакомьтесь с рабочими заданиями или другими инструкциями, чтобы определить спецификации продукта или требования к материалам.
Установка материалов или заготовок на производственное оборудование.
Сортировка материалов или продуктов для обработки, хранения, транспортировки или сортировки.
Регулировка тканей или других материалов во время производства одежды.
Управление режущим оборудованием.
Готовые изделия штабелировать для дальнейшей обработки или отправки.
Замените изношенные компоненты оборудования.
Затачивание режущих или шлифовальных инструментов.
Установите органы управления оборудованием в соответствии со спецификациями резки.
Подсчет готовой продукции или заготовок.
Взвешивание готовой продукции.
Управление шлифовальным оборудованием.
Чистые заготовки или готовые изделия.
Польские материалы, заготовки или готовые изделия.
Перемещение продуктов, материалов или оборудования между рабочими зонами.
Поиск профессий, связанных с несколькими подробными видами деятельности
к началу страницы
Рабочий контекст
Проводите время с помощью рук, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или осязать их
В помещении с экологическим контролем — 91% ответили «Каждый день».
Важность точности или аккуратности
Проводить время стоя — 80% ответили «Постоянно или почти постоянно».
Тратьте время на повторяющиеся движения — 43% ответили «Постоянно или почти постоянно».
Давление времени — 20% ответили «Раз в неделю или чаще, но не каждый день».
Работа с рабочей группой или командой — 22 % ответили «чрезвычайно важно».
Структурированная и неструктурированная работа — 39% ответили: «Много свободы».
Контакт с другими — 56% ответили «Постоянный контакт с другими».
Ответственность за итоги и результаты
Свобода принимать решения — 38% ответили «Некоторая свобода».
Продолжительность типичной рабочей недели — 96% ответили «40 часов».
Координировать или руководить другими — 36% ответили «Чрезвычайно важно».
вернуться к началу
Зона работы
- Должность
- Зона работы 1: небольшая подготовка или ее отсутствие
- Образование
- Для некоторых из этих профессий может потребоваться аттестат о среднем образовании или сертификат GED.
- Соответствующий опыт
- Для этих профессий не требуется или не требуется никаких навыков, знаний или опыта, связанных с работой. Например, человек может стать официантом или официанткой, даже если он никогда раньше не работал.
- Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких дней до нескольких месяцев обучения. Обычно опытный работник может показать вам, как выполнять работу.
- Примеры рабочих зон
- Эти занятия включают выполнение инструкций и помощь другим. Примеры включают работников по приготовлению пищи, посудомоечных машин, шлифовальных и отделочных машин, рабочих по благоустройству и уходу за территорией, операторов лесозаготовительного оборудования и бариста.
- Диапазон SVP
- До 3 месяцев подготовки (ниже 4.0)
вернуться к началу
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый индекс
- Сертификаты
Найти сертификаты по всей стране
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship. gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
вернуться к началу
Навыки
Ни один навык не соответствует минимальному баллу.
вернуться к началу
Знания
вернуться к началу
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы в этой профессии? Респонденты сказали:
ответил:
Требуется аттестат не ниже среднегоответил:
Требуется аттестат о среднем образовании или его эквивалент подробнееответил:
Какой-то колледж, степень не требуется подробнее
наверх
Способности
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы.
Близкое зрение — Способность видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя).
Устойчивость руки-руки — Способность удерживать руку и руку неподвижно при движении руки или удерживании руки и кисти в одном положении.
Информация Упорядочивание — Способность упорядочивать предметы или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, узоры чисел, букв, слов, изображений, математических операций).
Категория Гибкость — Способность генерировать или использовать разные наборы правил для комбинирования или группировки вещей различными способами.
Точность управления — Способность быстро и многократно регулировать органы управления машиной или транспортным средством в точном положении.
Устное понимание — Способность слушать и понимать информацию и идеи, представленные в произнесенных словах и предложениях.
Распознавание речи — Способность идентифицировать и понимать речь другого человека.
Статическая сила — Способность прилагать максимальную мышечную силу, чтобы поднимать, толкать, тянуть или переносить предметы.
наверх
Проценты
Код процента: RC
Хотите узнать свои интересы? Воспользуйтесь Профилировщиком интересов O*NET в My Next Move.
Реалистичный — Реалистичные занятия часто связаны с работой, которая включает в себя практические, практические проблемы и решения. Они часто имеют дело с растениями, животными и реальными материалами, такими как дерево, инструменты и машины. Многие профессии требуют работы на улице и не требуют большого количества документов или тесного сотрудничества с другими.
Обычный — Обычные занятия часто связаны с выполнением установленных процедур и распорядков. Эти занятия могут включать в себя работу с данными и деталями больше, чем с идеями. Обычно существует четкая линия полномочий, которой следует следовать.
к началу страницы
Рабочие ценности
Поддержка — Профессии, которые соответствуют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников. Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.
Взаимоотношения — Профессии, которые удовлетворяют этой ценности работы, позволяют сотрудникам оказывать услуги другим и работать с коллегами в дружественной неконкурентной среде. Соответствующие потребности — это сотрудники, моральные ценности и социальные услуги.
Независимость — Профессии, удовлетворяющие этой ценности работы, позволяют сотрудникам работать самостоятельно и принимать решения. Соответствующими потребностями являются Креативность, Ответственность и Автономия.
к началу страницы
Рабочие стили
Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач.
Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств.
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству.
Честность — Работа требует честности и этичности.
Достижение/Усилие — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач.
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели.
Настойчивость — Работа требует настойчивости перед лицом препятствий.
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях.
Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте.
Инициативность — Работа требует готовности брать на себя ответственность и решать задачи.
вернуться к началу
Тенденции в области заработной платы и занятости
- Медианная заработная плата (2021 г.)
- 14,54 долл. США в час, 30 230 долл. США в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый индекс
- Занятость (2020)
- 8 100 сотрудников
- Прогнозируемый рост (2020-2030 гг. )
Отклонение (-1% или ниже)
- Прогнозируемые вакансии (2020-2030)
- 600
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2020)
Производство
Источник: Бюро статистики труда, данные о заработной плате за 2021 год.
внешних сайтов и прогноз занятости на 2020-2030 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2020–2030 гг.
