Приспособление для станка фрезерного станка: Зажимные приспособления для фрезерных станков
Содержание
Приспособления для установки заготовок на фрезерных станках
При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.
Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.
Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.
Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола. Корпус может быть повернут относительно основания в горизонтальной плоскости и закреплен болтами и гайками.
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Инструмент и приспособления для фрезерных станков — Обработка металлов резанием — Совершенствование навыков выполнения слесарных и токарных работ
Главная / Слесарное дело / Совершенствование навыков выполнения слесарных и токарных работ / Обработка металлов резанием / Инструмент и приспособления для фрезерных станков
2 марта 2012
Фрезерные станки получили свое название от многозубого режущего инструмента — фрез, которыми на этих станках обрабатывают металлы.
На горизонтально-фрезерных станках в зависимости от вида обрабатываемой поверхности применяют цилиндрические, дисковые, торцовые и фасонные фрезы.
Фрезы
а — цилиндрические; б — дисковые; в — торцовая; г — фасонные.
Цилиндрическими фрезами обрабатывают широкие поверхности, дисковыми — канавки, пазы и узкие поверхности, торцовыми — широкие поверхности и различные выемки, фасонными — криволинейные (фасонные) поверхности.
Приспособлениями для фрезерных станков являются машинные тиски, в которых зажимают обрабатываемую заготовку, подкладки, призмы с хомутиками и прижимные планки, при помощи которых можно прикреплять заготовку непосредственно к столу, не используя машинных тисков.
Вопросы
- Что является основным инструментом у фрезерных станков?
- Какие бывают фрезы?
- Для чего предназначены цилиндрические и дисковые фрезы?
- Какие приспособления используют на фрезерных станках?
Для обработки металлов резанием механизмы станков имеют два основных движения: главное и подачи, при которых перемещаются режущий инструмент и заготовка. Главное движение — это вращение от электродвигателя шпинделя с установленной фрезой. Подача — поступательное движение стола с укрепленной на нем обрабатываемой заготовкой. На фрезерном станке процесс обработки называется фрезерованием.
Перед фрезерованием необходимо закрепить фрезу на оправке, установленной в шпинделе и хоботе.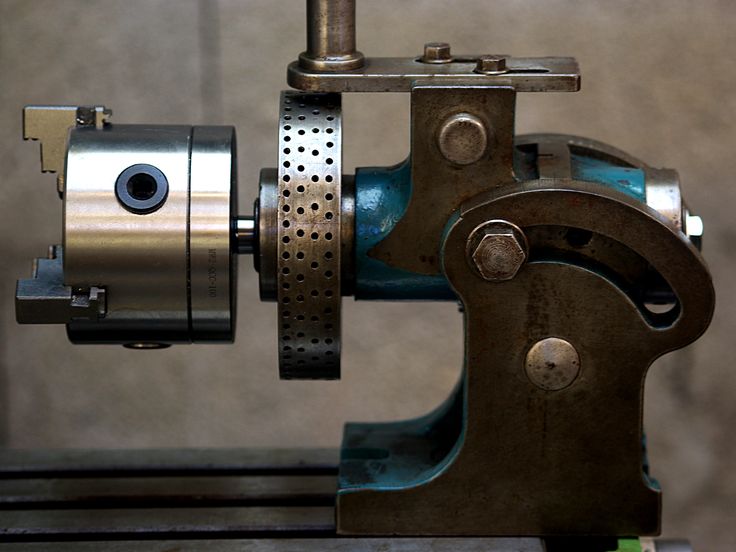 Включают станок и проверяют на биение фрезерную оправку с надетой на нее фрезой. Если фреза бьет, останавливают станок и изменяют установку либо заменяют фрезу или оправку. Проверяют надежность крепления машинных тисков и закрепляют в них размеченную заготовку.
Включают станок и проверяют на биение фрезерную оправку с надетой на нее фрезой. Если фреза бьет, останавливают станок и изменяют установку либо заменяют фрезу или оправку. Проверяют надежность крепления машинных тисков и закрепляют в них размеченную заготовку.
При помощи рукоятки подъемного механизма консоли заготовку подводят к фрезе. Включив станок и плавно вращая рукоятку подачи, сообщают столу и заготовке поступательное движение (подачу).
Фреза снимает необходимый слой металла. Если у заготовки фрезеруют несколько поверхностей, то, обработав одну поверхность, заготовку переворачивают, зажимают в тисках и продолжают фрезерование.
Вопросы
- Какие виды движения происходят при резании металлов на фрезерном станке?
- Что нужно сделать перед работой на фрезерном станке?
- В какой последовательности фрезеруют заготовку?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
AMROK® Индивидуальные/специальные зажимные приспособления для станков с ЧПУ
AMROK® Индивидуальные/специальные зажимные приспособления для станков с ЧПУ | Компания Advanced Machine and Engineering Co.
Перейти к навигации
Перейти к содержимому
Усовершенствованная конструкция оснастки требует опыта, навыков и творчества.
Дизайн и сборка заложены в нашей ДНК.
Предсказуемая и повторяемая операция обработки зависит от оснастки, которой можно доверять. Успех в этой отрасли требует большей автоматизации и меньшего количества отходов.
Мы создаем приспособления, которые делают наших клиентов успешными
▶ Конкурентоспособные сроки выполнения заказов ▶ Интеграция с роботами ▶ Удобный для оператора дизайн
В компании Advanced Machine and Engineering мы занимаемся закреплением рабочего места. Мы создаем продукты и решения, выдерживающие испытание временем, а также предоставляем вам бесконечные возможности в будущем. Группа AME по закреплению оснащена инженерами-экспертами и специалистами по закреплению, которые работают с вашей командой.
ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО СВЕТИЛЬНИКОВ НА ЗАКАЗ
Запросить предложение
ГИДРАВЛИЧЕСКОЕ И ПНЕВМАТИЧЕСКОЕ ОБОРУДОВАНИЕ НА ЗАКАЗ
Экономьте время между циклами и зажимайте и разжимайте с помощью гидравлического или пневматического привода. Используйте передовые знания в области автоматизации от команды инженеров AMROK®.
Используйте передовые знания в области автоматизации от команды инженеров AMROK®.
Узнать сейчас
ИНДИВИДУАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ РУЧНЫХ УСТРОЙСТВ
Замена деталей вручную с помощью приспособлений, изготовленных по индивидуальному заказу и подходящих для заготовок практически любой формы и размера.
Узнать
ИНДИВИДУАЛЬНЫЕ КРЕПЛЕНИЯ ДЛЯ ЦАПФ 4-Й ОСИ
Максимизируйте эффективность вашего вертикального обрабатывающего центра с помощью специального решения для крепления 4-х осей.
Исследуйте сейчас
КОМПЛЕКТ ПОСТАВКИ «ПОД КЛЮЧ»
Ищете место, где можно позаботиться обо всех ваших потребностях в хранении? Наши светильники спроектированы, изготовлены, собраны и испытаны на месте. Помимо наших надгробий, цапфовых столов, крепежных плит и компонентов крепления, AMROK может стать вашим универсальным интегратором крепления.
ПРОВЕРКА КИМ НА ТОЧНОСТЬ ДЕТАЛЕЙ
Наши приспособления проверяются с использованием крупномасштабных современных КИМ (координатно-измерительных машин) в среде с регулируемой температурой, чтобы обеспечить самые строгие требования к допускам. Таким образом, вы получаете точную платформу для обработки ваших деталей. Отчеты CMM доступны по запросу.
Таким образом, вы получаете точную платформу для обработки ваших деталей. Отчеты CMM доступны по запросу.
ПРОДУМАННЫЕ КОНЦЕПЦИИ КРЕПЕЖА С БЫСТРОЙ РЕАКЦИЕЙ
Свяжитесь напрямую с нашими опытными инженерами по крепежу, чтобы обсудить ваши варианты крепления. Наша команда инженеров может быстро предоставить вам 3D-модель CAD вашего конкретного приспособления, чтобы вы могли просмотреть и проверить.
СОЗДАЙТЕ ДЛЯ ПЕЧАТИ С НЕБОЛЬШОЙ ПЕРСПЕКТИВОЙ.
Ищете что-то уникальное? Хотите, чтобы мы предложили свои два цента за дизайн вашего светильника? Без проблем.
Хотите, чтобы мы изготовили его по вашему принту?
Давайте работать вместе
Индивидуальные приспособления для обработки, разработанные для максимальной производительности
- Полностью автоматизированный гидравлический зажим
- Пневматические быстросменные приспособления
- Ручные зажимные приспособления с прецизионными зажимными элементами
- Роботизированная интеграция и обслуживание станков для многопаллетных обрабатывающих модулей
Большой объем или большое количество миксов — каждая секунда на счету
Зажим под ключ — Разработано для передовых технологий
- Автоматизация с использованием ручного, гидравлического или пневматического зажима
- Предоставить дизайн для AMROK® для сборки
- Сотрудничайте с командой AMROK® от начала до конца
- Стаж работы более 30 лет
- Разработан и изготовлен в США
ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО ВЫХОДЯТ ДАЛЕКО ЗА ОБОРУДОВАНИЕМ
- AME проектирует и производит нестандартное оборудование и периферийные устройства для станков
- Укомплектован полной командой инженеров по механике, электрике, управлению и гидроэнергетике
- Ознакомьтесь с примерами нашей работы в нашей группе проектирования машин
Знакомство с дизайном и сборкой машин
Импортный фрезерный станок с инструментальной пластиной для алюминиевых приспособлений – Saunders Machine Works
$ 499,00
499,00 $
характеристики продукта
Приспособление и инструментальная пластина для различных импортных фрезерных станков (Grizzly G0704, Precision Matthews PM-25, Optimum BF-20L).
Размеры: 26″ x 9″ x 0,95″
Пластина крепится к столу с помощью 5 низкопрофильных SHCS. Крепежные винты и Т-образные гайки не включены.
Пластина имеет 260 отверстий для крепления, расположенных на расстоянии 1,25 дюйма от центра. Каждое отверстие для крепления имеет резьбу 1/2–13 UNC и просверлено под штифт 0,500 дюйма.
Доступен из алюминия 6061.
| Вариант | Вес (фунты) |
|---|---|
| 6061 Алюминий | 18,0 |
Необходимое оборудование и инструменты для настройки
Не включает монтажное оборудование. Мы рекомендуем низкопрофильные гайки SHCS и Т-образные пазы QTY5 для стола вашего станка. Размеры монтажных отверстий см. на чертеже.
Мы рекомендуем низкопрофильные гайки SHCS и Т-образные пазы QTY5 для стола вашего станка. Размеры монтажных отверстий см. на чертеже.
CAD-файлы
Инструкция по установке
Когда алюминиевые крепежные пластины SMW 6061 устанавливаются на неалюминиевую поверхность, такую как стальной станочный стол, эти пластины должны использоваться с ингибитором гальванической коррозии (например, диэлектрической смазкой для свечей зажигания) и часто сниматься для проверки состояния и/ или повторно нанести ингибитор коррозии. Диэлектрическая смазка входит в комплект наших крепежных пластин 6061.
Инструкции по установке
Для получения информации и демонстрационных видеороликов о настройке и установке, а также других советов и рекомендаций посетите страницу часто задаваемых вопросов!
Текущие запасы и время выполнения заказа
| Вариант | КОЛ-ВО |
|---|---|
| 6061 Алюминий | 5 |
Тарелки, имеющиеся на складе, обычно готовы к отправке в течение одного рабочего дня (другие позиции в заказе могут повлиять на время доставки).
