Приспособление для сверлильных станков: Приспособления для сверлильных станков: функционал
Содержание
ПРИСПОСОБЛЕНИЯ К ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫМ СТАНКАМ
Основы конструирования приспособлений
Быстросменный патрон для смены инструментов (сверл, зенкеров, разверток, цековок) без остановки шпинделя показан иа рис. 127, а. Вращение от шпинделя станка передается через конус 1 и шарик 2 на сменный инструмент с туго посаженной цилиндрической втулкой 3, имеющей лунку под шарик. Для смены инструмента рабочий поднимает левой рукой втулку 4. Под действием центробежной силы шарик западает в выточку 5. Инструмент разъединяется с корпусом патрона, и рабочий легко вынимает его правой рукой. После установки нового инструмента втулка 4 Опускается, и шарик западает в новую лунку. Этот патрон безопасен при частоте вращения шпинделя до 250—300 об/мин.
В другой конструкции быстросменного патрона (рис. 127, б) для смены инструмента 6 необходимо слегка притормозить втулку 7, Взявшись за нее левой рукой. При этом зазор между упорами а корпуса патрона и внутренним скосом Ь втулки увеличивается, и инструмент выпадает, так как его выступ с не задерживается этим скосом. При установке нового инструмента имеющимся на нем выступом нажимают на скос D, втулка отходит, преодолевая действие пружин 8, и защелкивается, фиксируя положение инструмента.
При этом зазор между упорами а корпуса патрона и внутренним скосом Ь втулки увеличивается, и инструмент выпадает, так как его выступ с не задерживается этим скосом. При установке нового инструмента имеющимся на нем выступом нажимают на скос D, втулка отходит, преодолевая действие пружин 8, и защелкивается, фиксируя положение инструмента.
Вертикально-сверлильные и радиально-сверлильные станки оснащают также многошпиндельными револьверными головками (рис. 128). Корпус головки раструбом 3 надевают на шпиндельную гильзу 2 станка и закрепляют стяжным винтом 1. В корпусе головки смонтирован поворотный диск 7 с наклонно расположенной осью. В гнездах этого диска устанавливают шпиндели 6 Головки; некоторые из них могут иметь ускоряющую или замед-
Рис. 127. Быстросменные патроны для сверлильного стайка |
Рис.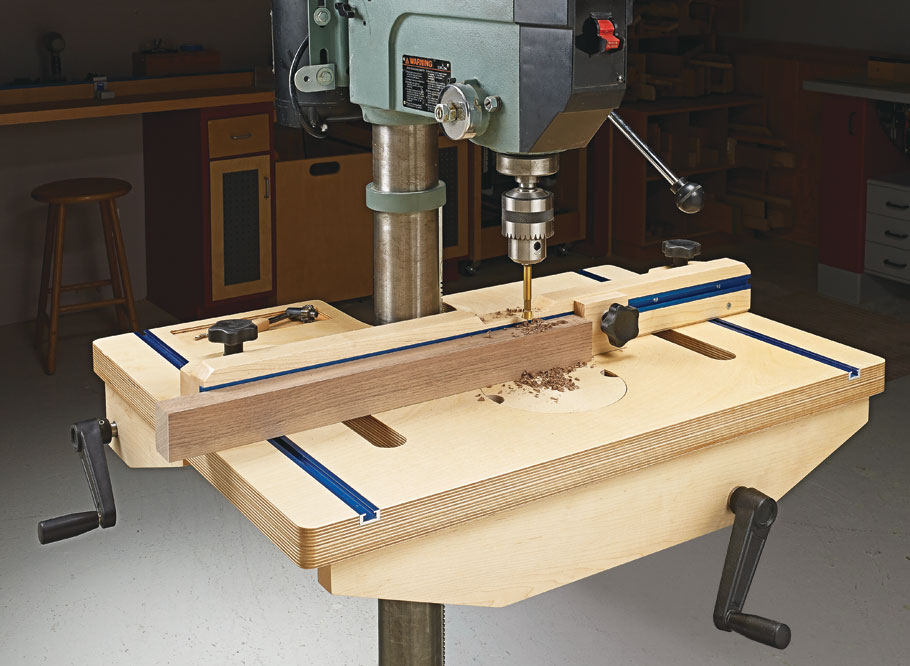 128. Многошпиндельная револьверная головка к сверлильному станку
128. Многошпиндельная револьверная головка к сверлильному станку
Ляющую зубчатую передачу. Поворотный диск фиксируется в определенных положениях с помощью вытяжного фиксатора. Центральный вал 4 головки связан со шпинделем станка коническим хвостовиком. Вращение от этого вала на отдельные шпиндели головки передается муфтой 5 с торцовыми выступами.
Для смены инструмента необходимо повернуть диск 7, пред — ьарительно вытянув фиксатор. Вместе с тем происходит подъем муфты 5 и расцепление вала 4 с нижним шпинделем. Поворот диска производится без остановки шпинделя станка. Извлечение фиксатора, расцепление муфты и поворот диска происходят автоматически при подъеме шпинделя станка При этом переключающий валик 9, упираясь в торец шпиндельной бабки, перемещается вниз и приводит в действие соответствующий механизм, состоящий из рычажной системы и зубчатой передачи с храповым устройством для вращения диска только в одну сторону (на рис. 128 не показано). При опускании шпинделя происходит фиксация диска и включение муфты центрального вала с вновь установленным шпинделем. Поворот диска возможен также рукояткой 8. С помощью головок этого типа можно сверлить, развертывать и зенкеровать отверстия, цековать бобышки, а также нарезать внутреннюю резьбу.
128 не показано). При опускании шпинделя происходит фиксация диска и включение муфты центрального вала с вновь установленным шпинделем. Поворот диска возможен также рукояткой 8. С помощью головок этого типа можно сверлить, развертывать и зенкеровать отверстия, цековать бобышки, а также нарезать внутреннюю резьбу.
На рис 129, а показана схема реверсивной головки для нарезания резьбы на сверлильном станке. Корпус головки 2 имеет разрез и закреплен на шпиндельной трубе станка винтовой стяжкой 1. Вращение при нарезании резьбы от валика 3 (связанного со шпинделем станка) передается через муфту 5 на валик 6. При подъеме головки в начале обратного хода муфта переключается 210
в нижнее положение, передача вращения на валик 6 При этом происходит в обратном направлении, через конические зубчатые колеса 4, 8 и 7.
Схема более совершенной конструкции реверсивного патрона показана на рис. 129, б Вращение от шпинделя сверлильного станка через конус 21, диск 11 и фрикционные прокладки 13, подтягиваемые гайкой 12, передается на корпус патрона 10. При нарезании резьбы момент на валик 15 метчика передается зубьями 9 п 19. Нижняя часть патрона 14 предохраняется от вращения шпилькой 17, скользящей по вертикальному пазу станины или корпуса приспособления. Нижний упор 16 устанавливают по высоте в зависимости от глубины нарезаемой резьбы. Когда шпилька 17 коснется неподвижной плоскости упора 16, патрон останавливается. Метчик, продолжая ввинчиваться, сместит валик 15 вниз, обеспечивая сцепления зубьев 19 и 20. Передача на инструмент происходит через передаточные зубчатые колеса 18 В обратную сторону с большей скоростью. Поломка метчика предупреждается пробуксовкой диска 11 между фрикционными прокладками 13.
Поломка метчика предупреждается пробуксовкой диска 11 между фрикционными прокладками 13.
На рис. 130, а показана схема приспособления для растачиьа — ния на вертикально-сверлильном станке конических отверстий. Втулку 10 верхней частью вставляют в патрон станка и направляют кондукторными втулками 2 и 5, запрессованными в корпус приспособления, где закреплена заготовка 4. Во втулке 10 помещен валик 7 с пружиной 1. При опускании шпинделя станка валик доходит до упора 6. Дальнейшее опускание шпинделя станка со втулкой 10 вызывает радиальное перемещение пластины 8 С расточным резцом 9, так как штифт 3, запрессованный в валике 7, скользит по наклонному пазу пластины. Таким образом, вершина резца будет описывать коническую поверхность. При подъеме шпинделя пружина 1 возвращает валик 7 и пластину в исходное положение.
Рис. |
 129. Патроны для нарезания резьбы метчиками
129. Патроны для нарезания резьбы метчикамиДля растачивания внутренних выемок в отверстиях применяют специальные скалки 12 (рис. 130, б) с продольным пазом, в ко-
Рис. 130. Приспособления для растачивания канавок в отверстяях |
Тором на оси 15 закреплена качающаяся подпружиненная державка 13 с резцом 14. При подаче скалки вниз выступ державки отклоняется вправо кондукторной втулкой 2. Резец врезается в стенку отверстия и при дальнейшем опускании скалки протачивает выемку, длину которой ограничивают предварительной установкой упора 11.
На рис. 130, в показано приспособление для растачивания кольцевых канавок на сверлильном станке. Центральный валик 16, Связанный со шпинделем станка, имеет в нижней части прямоугольное окно, куда вставлена расточная пластина 8. Запрессованный в валике штифт 3 проходит через сквозную наклонную прорезь расточной пластины. При подаче валика вниз штифт выдвигает пластину в радиальном направлении и ее режущая кромка растачивает в отверстии заготовки 4 кольцевую канавку. Гильза 18, Через окна которой проходит расточная пластина, направляется кондукторной втулкой 17. Бурт втулки ограничивает осевое перемещение гильзы, чтобы растачивание канавки происходило на заданной высоте. Пружина 1 возвращает расточную пластину в исходное положение.
Запрессованный в валике штифт 3 проходит через сквозную наклонную прорезь расточной пластины. При подаче валика вниз штифт выдвигает пластину в радиальном направлении и ее режущая кромка растачивает в отверстии заготовки 4 кольцевую канавку. Гильза 18, Через окна которой проходит расточная пластина, направляется кондукторной втулкой 17. Бурт втулки ограничивает осевое перемещение гильзы, чтобы растачивание канавки происходило на заданной высоте. Пружина 1 возвращает расточную пластину в исходное положение.
Значительный эффект по снижению времени обработки полу — Чрют, применяя многошпиндельные сверлильные головки, устанавливаемые на обычных вертикально-сверлильных станках.
Схема простейшей головки с постоянным расположением шпинделей показана на рис. 131, а. Вращение от шпинделя станка через конус 1 и центральное зубчатое колесо 2 передается на зуб — чгтые колеса 3 шпинделей 4 головки. Ее корпус для удобства 212
Ее корпус для удобства 212
Нием шпинделей |
Сборки выполняют из двух половин. Верхняя половина имеет раструб, которым она крепится на шпиндельной трубе станка. Для правого вращения шпинделей шпиндель станка должен вращаться в левую сторону. В цепь подачи включают передаточное зубчатое колесо, чтобы при левом вращении шпинделя головка имела подачу вниз.
На рис, 131, б показана схема головки, где эти недостатки устранены введением промежуточных зубчатых колес. Схема бесшестеренной головки показана на рис. 131, в. Вращение от шпинделя станка через конус 1 передается на кривошип 5, который входит в поводковую плиту 6, поддерживаемую вторым кривошипом 7. Рабочие шпиндели 4 имеют кривошипы такого же радиуса; они приводятся во вращение от поводковой плиты 6, Которая может вращать любое количество шпинделей, расположенных произвольно в пределах ее габаритов. При движении плиты все ее точки описывают окружности одного радиуса, равного радиусу г кривошипа. При такой конструкции привода угловые скорости всех шпинделей одинаковы.
При движении плиты все ее точки описывают окружности одного радиуса, равного радиусу г кривошипа. При такой конструкции привода угловые скорости всех шпинделей одинаковы.
В серийном производстве целесообразно применять головки с переставляющимися шпинделями. Их можно использовать для обработки деталей с различным числом и расположением отверстий.
На рис. 132, а показана схема головки с шарнирно-телеско — пическим шпинделем. Державки 1 рабочих шпинделей 2 можно выдвигать в радиальном направлении или перемещать по окружности нижней опорной плоскости корпуса 3 головки. Компенсация изменения расстояния между шарнирами 4 и 5 осуществляется телескопическим соединением 6 со скользящей шпонкой. Шпин-
Дели головки вращаются с одинаковыми скоростями. В конструкции головки, представленной на рис. 132, б, перестановка шпинделей 2 осуществляется по дуге радиусом г. Это достигается поворотом нижних частей 7 корпуса относительно осей а—а. Хвостовик 8 головки вставляют в конус шпинделя, а ее корпус предохраняется от провертывания стержнем 9. Головки этого типа удобны для обработки отверстий во фланцах разного диаметра. Возможность перестановки шпинделей у этих головок несколько ограничена. На рис. 132, в даны варианты расположения шпинделей. Оси шпинделей должны лежать на окружностях радиуса т.
132, б, перестановка шпинделей 2 осуществляется по дуге радиусом г. Это достигается поворотом нижних частей 7 корпуса относительно осей а—а. Хвостовик 8 головки вставляют в конус шпинделя, а ее корпус предохраняется от провертывания стержнем 9. Головки этого типа удобны для обработки отверстий во фланцах разного диаметра. Возможность перестановки шпинделей у этих головок несколько ограничена. На рис. 132, в даны варианты расположения шпинделей. Оси шпинделей должны лежать на окружностях радиуса т.
На рис. 133 показаны конструктивные детали многошпиндельных головок: головки с подшипниками скольжения и шариковыми подпятниками (рис. 133, а) и шпинделя с подшипниками качения (рис. 133, б). На рис. 133, в показаны способы привода центрального вала головки торцовой шпонкой и фланцевые крепления корпуса головки к шпиндельной трубе. Крепление инструмента в шпинделях этих головок осуществляется непосредственно по конической поверхности (рис. 133, б), если инструмент имеет конический хвостовик. При использовании переходной втулки (рис. 133, г) можно регулировать положение инструмента подлине. Для инструментов с цилиндрическими хвостовиками применяют цанговое крепление (рис. 133, д). Затяжкой цанги обеспечивается надежная передача крутящего момента и точное центрирование инструмента. Этот способ отличается компактностью и легкостью регулировки инструмента по длине.
133, б), если инструмент имеет конический хвостовик. При использовании переходной втулки (рис. 133, г) можно регулировать положение инструмента подлине. Для инструментов с цилиндрическими хвостовиками применяют цанговое крепление (рис. 133, д). Затяжкой цанги обеспечивается надежная передача крутящего момента и точное центрирование инструмента. Этот способ отличается компактностью и легкостью регулировки инструмента по длине.
Исходными данными для расчета и конструирования специальной многошпиндельной головки с постоянным расположением шпинделей являются: число, диаметр, глубина и расположение
Г/ Dj
Рис. 133. Детали многошпиндельных головок
Просверливаемых отверстий, материал заготовки, основные размеры и паспортные данные станка, на котором устанавливают головку (частота вращения и крутящие моменты на шпинделе, допустимые силы подачи, размер шпинделя, его ход, вылет и минимальное расстояние от стола станка).
Устанавливая режимы резания, целесообразно стойкость всех сверл принимать одинаковой для одновременной их смены. Стойкость сверл в приближенных расчетах принимают равной 100 мин при смене их не более 2 раз за смену. При точном расчете стойкость сверл следует назначать в зависимости от числа шпинделей в головке. Если в головке работают сверла одного диаметра, то их стойкость можно определить по формуле
Стойкость сверл в приближенных расчетах принимают равной 100 мин при смене их не более 2 раз за смену. При точном расчете стойкость сверл следует назначать в зависимости от числа шпинделей в головке. Если в головке работают сверла одного диаметра, то их стойкость можно определить по формуле
Где т — показатель относительной стойкости; при сверлении стали сверлами из быстрорежущей стали разных марок т = 0,2, при сверлении чугуна т = 0,125; Т0 — время работы станка, эквивалентное всем расходам, связанным со сменой и переточкой инструмента; с — число сверл в головке.
При большем числе сверл стойкость Т растет, а производительность падает (рис. 134, а, кривая 1). В этом случае выгоднее применять сменную головку и сверла менять вне станка (прямая 2).
При разных диаметрах D сверл их стойкость
A) S) Рис. |
 134 Графики к выбору типа головки
134 Графики к выбору типа головкиГде Тш — время на смену одного инструмента, мин; Tw — норма времени на заточку инструмента, мин; lw — заработная плата заточника за 1 мин; гш — накладные расходы по заточному цеху, %; Sw — начальная стоимость инструмента; K — число переточек, допускаемых инструментом; е — заработная плата рабочего за 1 мин; z0 — цеховые расходы по отношению к производственной зарплате, %.
При работе головки на режиме наибольшей производительности второе слагаемое в формуле (55) принимается равным нулю. Значения Т„ можно брать также по нормативам.
Все сверла многошпиндельных головок работают с одинаковой минутной подачей
SM = Nsor> = • (56)
Подачу на один оборот so6 и скорость резания v для отдельных сверл можно определить по выражениям
Cvdx
С4сл
1 6об
Подставив выражения (57), в формулу (56), получим
= 1°0°CDCs 1
ПТтСу 4+0,64/-* •
Из этого выражения видно, что минутная подача как лимитирующая величина должна устанавливаться по сверлам большого диаметра, так как показатель степени при D положителен.
Определив sM и рассчитав для отдельных сверл soCl по формуле (57), можно найти для них частоту вращения (мин) п — SJso6. Зная материал заготовки и значения so6, определяют для каждого шпинделя по формулам теории резания крутящие моменты МкР и осевые силы Р0. По величинам п и заданному расположению шпинделей устанавливают кинематическую схему головки и определяют передаточные отношения от центральной ведущей шестерни к шпиндельным шестерням. С учетом передаточных отношений определяют суммарный крутящий момент на валу 216
головки, частоту вращения этого вала, а также суммарную осевую силу. По этим величинам подбирают частоту вращения шпинделя станка, при которой обеспечивается передача найденного суммарного крутящего момента.
После корректирования величины суммарного крутящего момента и частоты вращения центрального вала головки по паспортным данным станка рассчитывают модуль и числа зубьев шестерен, а также размеры радиальных и упорных подшипников. При подборе числа зубьев принятые передаточные отношения могут изменяться, и приходится дополнительно уточнять расположения осей центрального и промежуточных зубчатых колес.
При подборе числа зубьев принятые передаточные отношения могут изменяться, и приходится дополнительно уточнять расположения осей центрального и промежуточных зубчатых колес.
Конструктор должен также определить размеры валов и осей вубчатой передачи головки. При подборе подшипников качения их долговечность принимается 2000—3000 ч основного (машинного) времени. В этом случае замену подшипников при двухсменной работе головки производят через 1,5—2 года.
Шпиндели головок изготовляют из сталей 4-5 и 40Х; зубчатые колеса из сталей 20X, 12ХНЗА с последующей цементацией и закалкой или из стали 40Х (закалка). Для корпусных головок применяют серый чугун СЧ 12 или СЧ 15, а также алюминиевые сплавы типа АЛ9.
При конструировании головок с переставляющимися, а также с кривошипными шпинделями методика расчета видоизменяется. Частота вращения у всех шпинделей этих головок принимается одинаковой. Ввиду общей для всех шпинделей минутной подачи sM, подача на один оборот so6 у них также одинакова. Значение sn6 следует определять по сверлу наименьшего диаметра, как наименее прочному из данного комплекта инструментов:
Значение sn6 следует определять по сверлу наименьшего диаметра, как наименее прочному из данного комплекта инструментов:
С _ г и0’6
Для сверла наибольшего диаметра lOOOo ЮООСХ,,,
П
Отсюда
Ю00Со
Ттгу—1 Л — T J0,6 (у—1)
Для значения sM по выражениям (58) и (59) можно установить, что головка с разными частотами вращения шпинделей производительнее головки с постоянными частотами вращения в dmfnu~l) раз. Приняв, например, dmdX = 20 мм,
Dmm — 10 мм и г/ = 0,5, получим 20°’М0-°’3 = 1,23. При dniax = — dmin = 1 это соотношение равно единице.
На рис. 134, б показана зависимость времени сверления от отношения dmax/dram — При значении этого отношения больше 1,4 может оказаться выгодным разбить операцию на две с меньшим значением отношения. Тогда /о1 — f To2 •< T„.
При конструировании кривошипных головок необходимо определять диаметр шпинделей, радиус кривошипов, диаметр и длину кривошипной шейки шпинделей и ведущего вала, а также местоположение оси этого вала по отношению к шпинделям головки. Диаметр шпинделей определяют по моменту Мрез, который ОНИ передают. Момент резания рассчитывают по выбран
Диаметр шпинделей определяют по моменту Мрез, который ОНИ передают. Момент резания рассчитывают по выбран
Ной ранее величине подачи и диаметру сверла. Диаметр ведущего вала головки определяют по суммарному моменту от всех 1пп инд елей.
При определении радиуса г кривошипов следует учитывать, что с его увеличением уменьшаются действующая на кривошипную шейку сила Р, диаметр D и длина I этой шейки:
Р = MvJr и Р = Dlq,
Где Q — допустимое давление на поверхностях скольжения.
Увеличение г невозможно при малом расстоянии между шпинделями головки. При больших же г возрастает неуравновешенность ее движущихся частей. Для малых г зазор в сопряжении кривошипной шейки с поводковой плитой необходимо уменьшать.
Положение оси ведущего вала головки можно определить гра — 4оаналитическим методом. Вычерчивают расположение шпинделей головки в плане (рис. 135, а) с кривошипами, повернутыми в одну сторону. Перпендикулярно к ним откладывают силы
Перпендикулярно к ним откладывают силы
/ = Мрез L/R; Р2 = Л4рез T/П . . .; Рп = Мрез п/Г-
Далее находят направление равнодействующей этих сил (линия 1—/). Вычерчивают расположение шпинделей с кривошипами, повернутыми на 90° (рис. 135, б) и действующими на них теми же силами. Как и в предыдущем случае, проводят равнодействующую этих сил (линия 2—2). Пересечение линий 1—1 и 2—2 в точке О определяет положение оси кривошипной шейки ведущего вала головки. На расстоянии г от этой точки на линии 1—1 расположена ось ведущего вала головки (точка Ог). Использование изложенного метода обеспечивает плавную и надежную работу всех шпинделей.
Рис. 135. Определение положения оси ведущего кривошипа головки |
Правильно сконструированные кривошипные головки удовлетворительно работают при условии одновременного врезания и одновременного выхода всех ее инструментов. В противном случае возможно заедание и заклинивание отдельных кривошипов
В противном случае возможно заедание и заклинивание отдельных кривошипов
и возникновение больших распирающих сил. Например, кривошипный механизм перестает работать, если из всего комплекта инструментов в конце операции продолжает работать одно сверло.
Диаметр и длину шейки кривошипа ведущего вала рассчитывают по радиальной силе
Г
На эту шейку обычно монтируют подшипник качения, в то время как кривошипные шейки рабочих шпинделей из-за стесненности пространства вращаются в подшипниках скольжения.
Вновь изготовленное приспособление тщательно проверяют перед сдачей в эксплуатацию. Проверка предусматривает: внешний осмотр, контроль комплектности в соответствии с чертежом, правильность изготовления приспособления по основным элементам и сопряжениям (плавность и легкость …
Приспособления изготовляют различными методами. Универсальные приспособления выпускаются в значительном количестве для укомплектования новых станков и действующего станочного оборудования; значительная часть их стандартизована (трех — и четырехкулачковые патроны, плиты и другие …
На станках с программным управлением (ПУ) обрабатывают детали широкой номенклатуры малыми партиями. Характерным для этих станков является быстрая сменяемость партий, сложность и повышенная точность обработки деталей. Приспособления для станков с …
Характерным для этих станков является быстрая сменяемость партий, сложность и повышенная точность обработки деталей. Приспособления для станков с …
ПРИСПОСОБЛЕНИЯ ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ
Рис. 6.1. Кондуктор скальчатый с конусным зажимом ГОСТ 16888-71 (1 — корпус; 2 — плита;
ГОСТ 16890-71; 3 — рукоятка; 4 — ручка).
Рис. 6.2. Кондуктор скальчатый консольный с пневматическим зажимом ГОСТ 16889-71
(1 — корпус; 2 — плита ГОСТ 16870-71; 3 — цилиндр пневматический; 4 — кран управления).
Рис. 6.3. Кондуктор скальчатый с механическим зажимом для сверления отверстий в цилиндрических заготовках (1, 2 — призмы; 3 — упор).
Заготовку устанавливают на призмы 1 и 2 до упора 3. Заготовка зажимается при опускании кондукторной плиты (запирается конусом).
Рис. 6.4. Кондуктор скальчатый двухколонный с пневматическим зажимом (1, 2 — пальцы;
3 — крышка; 4 — пневматический привод; 5 — рукоятка) предназначен для сверления различных по форме заготовок. Сменные наладки устанавливают на пальцах 1 (цилиндрический и срезанный), плиту с кондукторными втулками — на пальцах 2. Зажим осуществляется при опускании крышки 3, соединенной со штоком 4 — пневмопривода. Рукоятка 5 крана служит для управления. Ход штока
8 мм. Усилие на штоке соответственно 4410 Н при внутреннем диаметре пневмокамеры 140 мм и давлении воздуха в сети p = 0,4 МПа.
Размеры кондуктора, мм
| A | B | H | H1 | h | h1 | C | C1 | D | d | L | |
| min | max | ||||||||||
Рис. 6.5. Кондуктор для сверления отверстий в болтах, шпильках и валиках (1 — шпилька;
6.5. Кондуктор для сверления отверстий в болтах, шпильках и валиках (1 — шпилька;
2 — эксцентрик; 3 — болт; 4 — корпус; 5 — колодка).
Колодка 5 в зависимости от диаметра детали имеет два призматических гнезда. Колодку
можно перемещать в пазах корпуса 4. Шпилька 1 служит упором. Ее положение по длине регулируют гайкой. Эксцентрик 2, зажимающий деталь, настраивают по высоте болтом 3.
Рис. 6.6. Кондуктор скальчатый портальный с конусным зажимом ГОСТ 16891-71 (1 — корпус;
2 — плита; 3 — рукоятка).
Кондукторы укомплектовываются плитами ГОСТ 16890-71, ГОСТ 16893-71 и установочными пальцами ГОСТ 16894-71, ГОСТ 16895-7.
Рис. 6.7. Кондуктор скальчатый портальный с пневматическим зажимом ГОСТ 16892-71
(1 – корпус; 2 — плита ГОСТ 16893-71; 3 — кран управления; 4 — цилиндр пневматический).
Рис. 6.8. Подставка для накладного кондуктора с ручным креплением (1 — подставка; 2 — палец;
3 — рукоятка).
Заготовку устанавливают непосредственно на подставку 1 или на промежуточную прокладку. Накладной кондуктор центрируется на пальце 2, при закреплении удерживается быстросъемной шайбой. Кондуктор и заготовку закрепляют одновременно опусканием пальца, соединенного косозубым зацеплением с валиком, несущим рукоятку 3, запирание — конусным замком.
Размеры подставки, мм
| D | H | h | d | d1 | b | |
| min | max | |||||
Рис. 6.9. Подставка для накладного кондуктора с пневматическим зажимом.
6.9. Подставка для накладного кондуктора с пневматическим зажимом.
Закрепление накладного кондуктора — от пневматического привода. При давлении воздуха в сети
p = 0,4 МПа, для подстановки с диаметром D = 190…260 мм осевое усилие на штоке пневмопривода равно 2548 Н; для подставки с диаметром D = 315 мм — 4000 Н.
Размеры подставки, мм
| D | D1 | D2 | H | d | h | b | d1 | |
| min | max | |||||||
| - |
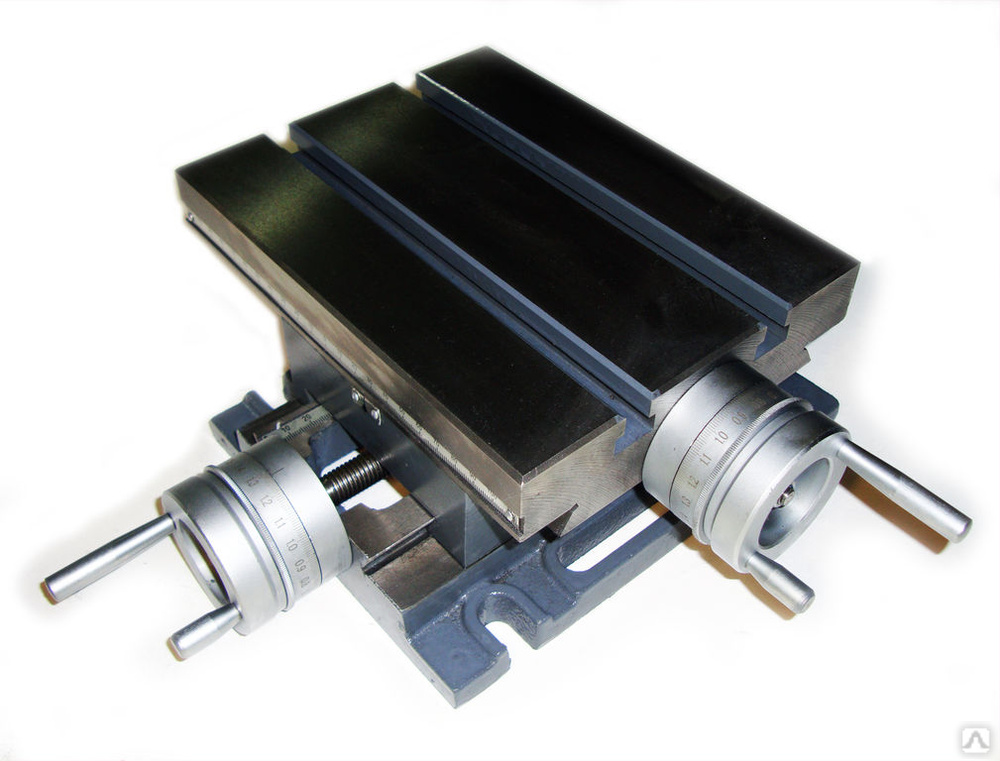
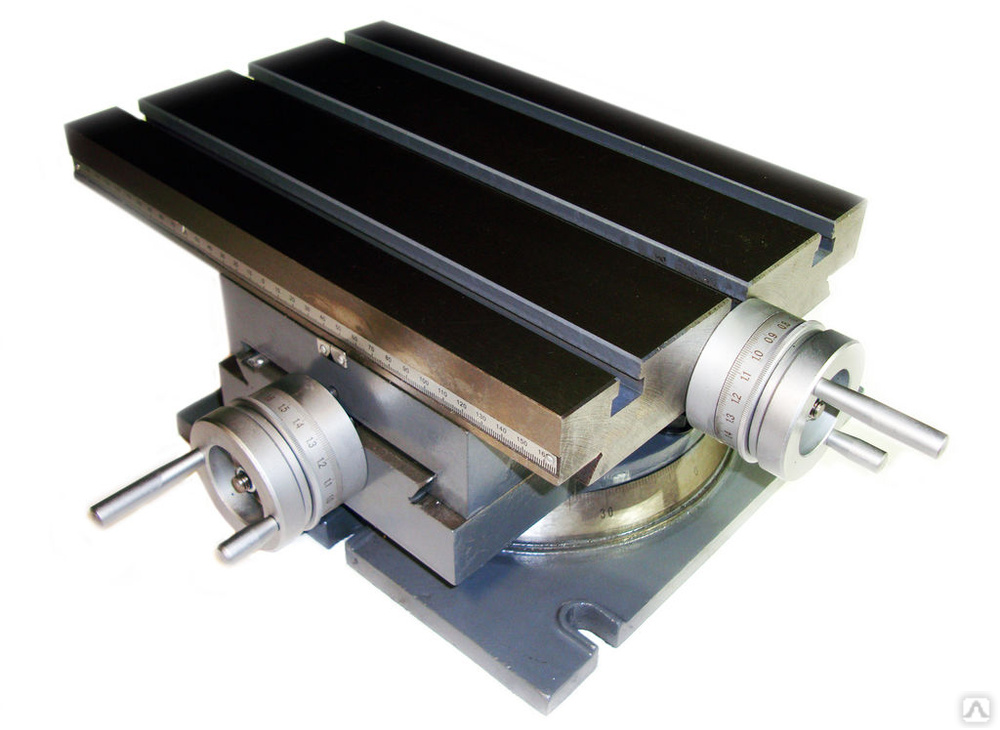
Рис. 6.10. Стол плавающий для сверлильных станков (1 — цапфа; 2 — стол; 3 — мембранная камера;
6.10. Стол плавающий для сверлильных станков (1 — цапфа; 2 — стол; 3 — мембранная камера;
4 — плита).
Заготовки можно устанавливать в кондукторе, закрепленном на подвижном столе или непосредственно на столе. Для закрепления стола в заданном положении служит пневматический прижим с приводом от мембранной камеры 3, обеспечивающий плотное прилегание стола к опорной поверхности плиты 4. Перемещение стола ограничено пределами перемещения цапфы 1. Воздух подводится через кран 5.
Рис. 6.11. Стол-тумба неподвижный с пневматическим зажимом ГОСТ 16206-70. Размеры Т-образных пазов по ГОСТ 1574-75. Сила зажима не менее 12 000 Н.
Рис. 6.12. Стойка с делительной планшайбой и эксцентриковым креплением (1 — палец;
2 — рукоятка; 3 — втулка с резьбовым гнездом; 4 — лимб).
Предназначена для радиально-сверлильных станков. Заготовку устанавливают непосредственно на рабочую поверхность планшайбы или в приспособление, которое центрирует по отверстию. Пальцы 1 и резьбовые гнезда втулки 3 служат для установки и закрепления плиты с кондукторными втулками. Планшайбу фиксируют в заданном положении поворотом рукоятки 2. Деление может производиться на 2, 3, 4, 6, 8, 12 частей. Настройку на заданное деление выполняют поворотом лимба 4, имеющего шкалу с делениями.
Заготовку устанавливают непосредственно на рабочую поверхность планшайбы или в приспособление, которое центрирует по отверстию. Пальцы 1 и резьбовые гнезда втулки 3 служат для установки и закрепления плиты с кондукторными втулками. Планшайбу фиксируют в заданном положении поворотом рукоятки 2. Деление может производиться на 2, 3, 4, 6, 8, 12 частей. Настройку на заданное деление выполняют поворотом лимба 4, имеющего шкалу с делениями.
Рис. 6.13. Стойка поворотная для накладных кондукторов (1 — шпиндель; 2 — фиксатор; 3 — костыль;
4 — винт; 5 — червячная передача; 6 — болт).
Кондуктор центрируется по поверхностям шпинделя 1 с диаметром 25 или 150 мм. Для закрепления кондуктора на фланце шпинделя служат болты 6. Шпиндель стопорят винтом 4. Посредством червячной передачи 5 установочную поверхность стойки можно наклонять в обе стороны на 30°. Для закрепления стойки служит костыль 3.
Для закрепления стойки служит костыль 3.
Дата добавления: 2020-08-31; просмотров: 544; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Самодельные станки и приспособления для домашней мастерской
Приятно посмотреть, когда человек сделал всю мебель и другие предметы быта собственными руками. Чтобы упростить процесс резки металла или выпилки элементов из дерева, сооружают самодельные станки и приспособления для домашней мастерской. Такое решение экономит не только время на изготовление изделий, но и деньги на покупку готового инструмента. Несколько практичных и интересных вариантов рассмотрим ниже.
Станок для гибки труб своими руками
Читайте в статье
- 1 Как использовать самодельные станки и приспособления для домашней мастерской
- 2 Практичные полки для инструментов своими руками
- 3 Делаем столярный верстак своими руками по чертежам: видео-инструкция и фото-примеры
- 3.1 Чертежи столярного верстака своими руками
- 3.
 2 Инструкция по сборке деревянного верстака своими руками
2 Инструкция по сборке деревянного верстака своими руками - 3.3 Изготовление столярных тисков для верстака своими руками
- 3.4 Чертежи слесарного верстака своими руками из металла
- 4 Как сделать приспособление для заточки ножей своими руками: чертежи и фото-примеры
- 4.1 Как сделать приспособление для заточки сверла по металлу своими руками
- 5 Делаем сверлильный станок для домашней мастерской
- 5.1 Чертежи с размерами для сверлильного станка своими руками
- 6 Варианты прессов для гаража своими руками
- 6.1 Пресс своими руками из домкрата: чертежи и варианты изготовления
- 7 Делаем своими руками отрезные дисковые станки по металлу для домашней мастерской
- 8 Немного рекомендаций
Как использовать самодельные станки и приспособления для домашней мастерской
Применение самодельных станков и приспособлений для домашней мастерской направлено на решение нескольких задач:
- Упрощение процесса обработки металла.
 В ходе создания предметов быта нередко требуется резчик по металлу или пресс.
В ходе создания предметов быта нередко требуется резчик по металлу или пресс. - Усовершенствование обработки древесины. Даже чтобы построить небольшой сарай или сделать деревянную полочку для дома, необходима электропила и другие деревообрабатывающие приспособления.
Токарный станок своими руками
Покупать готовый инструмент довольно дорого, поэтому использование самодельных станков и приспособлений для гаража становится с каждым днем все актуальнее. Среди самых распространенных вариантов домашнего инструмента выделяют:
- столярный верстак;
- приспособление для быстрой заточки ножей;
- устройство для заточки металлических сверл;
- сверлильные станки;
- пресс;
- отрезные дисковые станки.
Самостоятельно собранный сверлильный станок
Вот несколько фото инструментов и приспособлений своими руками от «самоделкинов»:
1 из 4
Практичные полки для инструментов своими руками
Перед созданием устройств и инструментов для работы своими руками определите место хранения всех приспособлений, чтобы потом не искать по всей мастерской или гаражу, где что лежит. Сделать полочку под инструменты своими руками несложно, главное, определиться с ее габаритами и материалом изготовления.
Сделать полочку под инструменты своими руками несложно, главное, определиться с ее габаритами и материалом изготовления.
Отличный вариант для ключей и отверток
Самый простой способ сделать полки – собрать их из дерева. Не забывайте о необходимости покрывать готовую конструкцию защитным лаком или краской, чтобы не допустить гниения и разбухания древесины.
Деревянная полка-шкаф
Можно сотворить комбинированный вариант стеллажа из металлической опоры и деревянных полок. Вот подробная инструкция по созданию такой самодельной модели:
| Изображение | Последовательность действий |
| Собираете каркас. Для этого приготовьте две боковые рамы, состоящие из 4-ех уголков. Соединяете элементы при помощи саморезов. Затем, стягиваете 2 рамы между собой, используя 4 уголка. | |
Когда каркас полностью собран, переходите к изготовлению полочек. Их можно сделать из дерева или металла, а также из других подручных плотных материалов. Достаточно вырезать полотна подходящего размера и закрепить их на металлическую основу. Достаточно вырезать полотна подходящего размера и закрепить их на металлическую основу. | |
| При желании можно сделать стеллаж подвижным, закрепив четыре небольших колесика. Или прочно установить его в отведенное место в гараже. |
Можно найти другие интересные проекты и чертежи по изготовлению полочек для инструментов. Посмотрите видеоматериал по теме:
Watch this video on YouTube
А также сделать своими руками полезные приспособления для домашнего хозяйства:
1 из 4
Делаем столярный верстак своими руками по чертежам: видео-инструкция и фото-примеры
Среди распространенных приспособлений для столярной мастерской своими руками выделяют верстак. Прочный и габаритный стол, позволяющий надежно закрепить заготовку, полезен для качественной резки древесины и создания из нее различных элементов.
Пример столярного верстака
В комплектацию устройства входят:
- Рабочая поверхность.
 Для нее используют твердую древесину, чтобы увеличить срок эксплуатации приспособления. Толщина должна быть не менее 6 см.
Для нее используют твердую древесину, чтобы увеличить срок эксплуатации приспособления. Толщина должна быть не менее 6 см. - Опоры. Собирают из деревянных балок или металлических пластин. Главная задача – обеспечить устойчивость всему механизму.
- Тиски для закрепления изделия. Если стол будет длинным можно установить сразу двое тисков.
- Ящичек для инструментов. Полезное углубление или выдвижная конструкция, обеспечивающая быстрый доступ к необходимым небольшим деталям.
Покупной складной верстак для работы
Чтобы самостоятельно собрать столярный верстак для своей мастерской, стоит выбрать чертеж, закупить материал для работы.
Чертежи столярного верстака своими руками
Перед покупкой материалов для сборки собственного верстака, стоит задуматься о подробном чертеже. В него должны входить размеры самого станка, желательно отметить габариты используемых материалов и их количество.
Например, готовый чертеж складного верстака своими руками может выглядеть так:
Пример чертежа складного верстака
Какую бы модель для создания вы ни выбрали, учитывайте несколько особенностей рабочего стола, обеспечивающие удобство резки древесины:
- рост и длина рук мастера: от этих параметров зависит высота и ширина столешницы;
- какая рука рабочая: располагать тиски справа или слева;
- какие заготовки будут изготавливаться: выбор формы стола;
- какую площадь в помещении отводите для верстака.

Учитывая все эти параметры, вам будет легче определиться с чертежами столярного верстака и размерами станка. Вот несколько интересных примеров:
Вариант с размерамиС установкой тисковПодробное описание к чертежуУниверсальный домашний верстак
Инструкция по сборке деревянного верстака своими руками
Можно купить верстак деревянный в магазине или через интернет-каталоги, но дешевле сделать его самостоятельно. Возьмем за основу простой вариант с типовыми размерами столешницы: длина – 150-200 см, ширина 70-120 см.
Работа по изготовлению будет включать несколько этапов:
| Изображение | Что надо сделать |
| Верхнюю крышку делаете из толстых досок, чтобы получился щит шириной от 70 до 200 см. Скрепляете элементы на длинные гвозди, причем вбивать их надо с внешней стороны, а с внутренней тщательно загибать. Рабочая поверхность верстака делается только из древесины или ДСП. | |
Обшейте крышку по нижнему периметру брусом 5 на 5 см. Так будет удобнее крепить вертикальные опоры. От размера столешницы зависит расположение опор. Их лучше изготовить из толстого прямоугольного бруса минимум 120 на 120 мм. Так будет удобнее крепить вертикальные опоры. От размера столешницы зависит расположение опор. Их лучше изготовить из толстого прямоугольного бруса минимум 120 на 120 мм. | |
| Установить столярный верстак надо правильно. Обязательно прочно его закрепите. Если он будет смонтирован на улице под навесом, то выкопайте ямки для опор. В помещении используйте другие способы крепежа. |
Когда конструкция собрана, установите на нее тиски. Чтобы полностью понять, как собрать столярный верстак своими руками, посмотрите видеоматериал:
Watch this video on YouTube
Изготовление столярных тисков для верстака своими руками
Профессиональные «самоделкины» собирают не только столы для работы, но и тиски своими руками по чертежам. В любую конструкцию такого зажима будут входить несколько элементов:
- Опоры, где каждая приходится губкой для зажима.
- Двигающаяся зажимная губка.
- Направляющие из металла.
 По ним двигается губка.
По ним двигается губка. - Ходовой винт, для перемещения элементов.
- Воротка. Необходима для вращения винта.
При изготовлении самодельных тисков своими руками можно использовать различные подручные материалы. Например, есть вариант конструкции из профильной трубы. Для этого приготовьте несколько отрезков трубы разного размера, стальную шпильку с крупной резьбой и гайки двойные.
Инструкция по созданию верстальных тисков из профильной трубы:
| Изображение | Что надо сделать |
| Самая большая труба выступает в роли корпуса. К ней снизу припаиваются опоры. С тыльной стороны надевается фланец из стали 3-4 мм. В центре просверливается отверстие для ходовой гайки, а напротив передней опоры приваривается губка задняя. | |
На внутреннюю подвижную деталь приваривается передний стальной фланец. В нем монтируется шпилька, с закрепленными на ней стопорными гайками. С двух сторон фланца надеваются упорные шайбы. Последний элемент – подвижная трубка, закрепленная на передней губке. С двух сторон фланца надеваются упорные шайбы. Последний элемент – подвижная трубка, закрепленная на передней губке. |
А также посмотрите видео «тиски своими руками в домашних условиях»:
Watch this video on YouTube
Чертежи слесарного верстака своими руками из металла
Слесарный металлический верстак больших отличий от столярного не имеет. В основе жесткий металлический, а не деревянный каркас. К нему крепятся тиски, а весь верстак рассчитан на выдерживание силы удара кувалдой.
Вариант домашнего металлического верстака
Металлические верстаки своими руками могут иметь одну, две или три тумбы, а также не иметь полочек и ящичков для мелких деталей. По прочности для работы в гараже можно сделать обычный стол из металла толщиной до 5 мм и усиленную конструкцию, где применимы листы от 10 до 30 мм.
Вот несколько полезных чертежей для изготовления металлического верстака для своей мастерской:
Простой вариант слесарного верстакаГабариты самодельного инструментаСовмещение верстака и стола для работыЗакрепленные тиски
Как сделать приспособление для заточки ножей своими руками: чертежи и фото-примеры
Без ножа на кухне не обходится ни один дом. Правильную заточку без специальных приспособлений сделать довольно сложно: необходимо соблюсти нужный угол и добиться идеальной остроты лезвия.
Правильную заточку без специальных приспособлений сделать довольно сложно: необходимо соблюсти нужный угол и добиться идеальной остроты лезвия.
Вариант домашнего устройства для заточки лезвий
Для каждого ножика необходимо соблюдать определенный угол заточки:
- Бритва и скальпель требуют угол в 10-15⁰.
- Ножик для нарезания хлебобулочных изделий – 15-20⁰.
- Классические многофункциональные ножи – 25-30⁰.
- На охоту и в поход берут прибор с углом лезвия от 25 до 30⁰.
- Если хотите нарезать твердые материалы, то сделайте заточку под углом в 30-40⁰.
Таким способом можно регулировать угол заточки
Чтобы обеспечить нужный угол, стоит купить или сделать приспособление для заточки. Например, можно собрать точило из двигателей от стиральных машин своими руками.
Самодельный точильный станок из мотора стиральной машины
Комментарий
Андрей Феофанов
Специалист по подбору инструмента «ВсеИнструменты.ру»
Задать вопрос
«Если будете пользоваться заточкой не каждый день, то достаточно 1000 оборотов в минуту для качественного результата и длительного срока эксплуатации приспособления.
«
Для сборки такого станка пригодится мотор от «стиралки» мощностью в 200 Вт. Полностью для создания точило из двигателя от стиральной машины приготовьте:
- сам мотор;
- металл для кожуха с толщиной от 2 до 2,5 мм;
- трубочка для фланца;
- камень для заточки;
- гайки;
- пусковой механизм;
- кабель для подключения к электросети;
- уголок из металла или брус из дерева для станины.
Пошаговое описание изготовления станка можете посмотреть в видеоматериале:
Watch this video on YouTube
Существуют несложные заточные станки своими руками без двигателей. Например, можно сделать приспособление из брусков. Для этого приготовьте два абразивных бруска одинакового размера и камень для заточки.
Легкий вариант точила от «самоделкиных»
Ход работы по созданию такого простого приспособления будет следующим:
- Отшлифуйте бруски из дерева наждачной бумагой, убрав заусенцы.
 Сделайте разметку в зависимости от нужного угла.
Сделайте разметку в зависимости от нужного угла.
Материалы для работы
- К прочерченной линии прикрепите камень для придания лезвию остроты. Для этого приложите его к бруску и отметьте его ширину. Затем, на разметках сделайте пропилы, глубиной до 1,5 см.
- В полученные выемки закрепляете абразивные бруски, чтобы пазы совпадали. Потом, устанавливаете камень для заточки, закручивая его на болты.
Вариант готового точила
Способов изготовления домашнего точила для ножей много. Вбирайте подходящий и пробуйте создать удобный и полезный инструмент для дома.
Как сделать приспособление для заточки сверла по металлу своими руками
Самостоятельно делают не только точило для лезвий, но и станок для заточки сверл по металлу. Вот несколько чертежей, полезных для работы:
Удобный вариант для повседневного использованияРазвернутый чертежГотовый домашний станокДругой удобный вариант
Чтобы понять, как правильно по чертежам собрать собственный станок для заточки сверл, посмотрите видеоматериал по теме:
Watch this video on YouTube
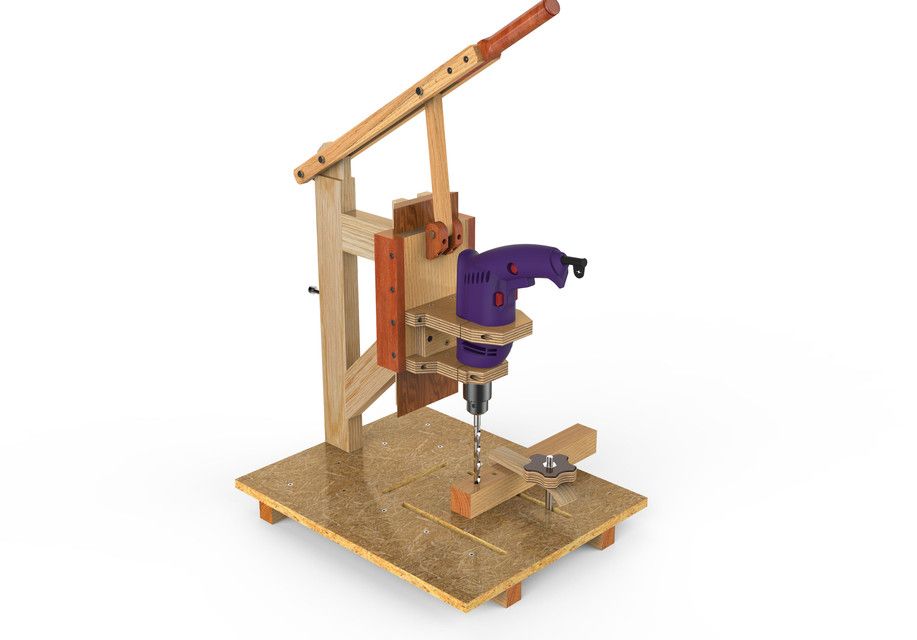
Делаем сверлильный станок для домашней мастерской
«Самоделкины» мастерят своими руками и сверлильный станок. Самодельное приспособление прекрасно справится с изготовлением различных отверстий в вашей домашней мастерской, причем качество получится на высоте, если правильно собрать оборудование.
Самодельное приспособление прекрасно справится с изготовлением различных отверстий в вашей домашней мастерской, причем качество получится на высоте, если правильно собрать оборудование.
Вариант домашнего сверлильного станка
Самый простой и распространенный вариант такого оборудования для гаража – это переоборудованная дрель. Для работы понадобятся:
- станина для основания;
- механизм вращения;
- вертикальная стойка.
Для стойки обычно используют ДСП или доски. Масса дрели небольшая, поэтому нет необходимости использовать металл. При этом станину надо делать массивной, чтобы уменьшить вибрации в процессе работы устройства.
Можно сделать корпус металлическим
Чтобы правильно соединить станину и вертикальную стойку, а также собрать все оборудование в один целый станок, обратите внимание на видео-инструкцию:
Watch this video on YouTube
Чертежи с размерами для сверлильного станка своими руками
Чтобы правильно сделать любой станок или практичное устройство для частного использования, вначале стоит сделать чертеж с размерами. Только потом приступать к подготовке материалов и сборке устройства.
Только потом приступать к подготовке материалов и сборке устройства.
Вот несколько примеров чертежей сверлильных станков из дрели своими руками:
С подробным описаниемСхематическое изображение с необходимыми размерамиДругой вариант сборкиПростая схема устройства
А также можно сделать самодельные тиски для сверлильного станка. Ниже приведена видео-инструкция по сборке такого приспособления:
Watch this video on YouTube
Статья по теме:
Станки по дереву для домашней мастерской. Их можно приобрести в специализированном магазине или сделать самостоятельно из подручных материалов. Поговорим более подробно о втором методе обустройства собственного уголка для работы.
Варианты прессов для гаража своими руками
Самодельные прессы для гаража позволяют обрабатывать различные изделия и материалы под воздействием давления. Конструктивно оборудование состоит из цилиндров. В гараже такой станок пригодится для рихтовки или скрепления различных элементов, а также для сгибания листов металла или прессовки картона.
В гараже такой станок пригодится для рихтовки или скрепления различных элементов, а также для сгибания листов металла или прессовки картона.
Пример самодельного пресса
Для частного применения достаточно производительности в 10-15 тонн. Чаще всего применяют бутылочный домкрат с предусмотренным ручным насосом, который выступает в роли основного элемента конструкции.
Вот несколько интересных вариантов прессов для гаражей от «самоделкиных»:
Вариант из подручных материаловРельсы тоже пригодятсяГотовая покупная модельУдобный самодельный пресс
Пресс своими руками из домкрата: чертежи и варианты изготовления
Создать самодельный пресс из домкрата можно двумя способами:
- зафиксировать устройство на основании станины, чтобы осуществлять давление вверх;
- установка домкрата ближе к верху станины для давления вниз.
Вот несколько полезных чертежей для создания собственного домашнего пресса:
Простой вариант конструкции с размерамиС описанием элементовПодробный чертеж будущего прессаПример готового устройства
Чтобы правильно подобрать модель и габариты будущего пресса, необходимо учитывать несколько моментов, связанных с самим домкратом:
- его габариты;
- величину рабочего хода штока;
- толщину стола;
- высоту заготовок для прессовки.

Посмотрите, как правильно собрать пресс из домкрата своими руками в видеоматериале:
Watch this video on YouTube
Делаем своими руками отрезные дисковые станки по металлу для домашней мастерской
Станки дисковые – полезные приспособления в домашнем хозяйстве. С их помощью можно быстро разрезать любые металлы под углом в 45 или 90⁰. Монтировать такое устройство обязательно на жесткое основание. Если поставить другой диск можно работать со всевозможными материалами, а не только с металлическими листами. Покупать готовую установку достаточно дорого, поэтому легче и интереснее сделать станок своими руками.
Готовый вариант станка для резки
В простом варианте создания самодельного дискового отрезного станка понадобятся следующие материалы и инструменты:
- угол металлический №25;
- швеллер №10;
- вал и профильная труба;
- сварочный аппарат;
- подшипник;
- электромотор и коробка для проводов;
- пусковой механизм, катушка и дрель.

После подготовки всех инструментов и материалов для собственного станка необходимо выбрать подходящий чертеж самодельного отрезного станка по металлу. Своими руками можно сделать приборы по следующим схемам:
Вариант подробного чертежаСхема станкаЧертеж несложного устройстваСамодельная маятниковая пила
Собрат станок для резки металлических листов на основе болгарки несложно, если вы умеете работать с различным инструментом и готовы вырезать заготовки. Ход работы по сборке собственного отрезного станка следующий:
- Из уголка нарежьте заготовки для рамы, размеры которой должны быть 40*60*120см. Сварите элементы в общий каркас. А в качестве направляющей приварите швеллер.
- На швеллер прикрепите пару стоек в вертикальном положении при помощи болтов. Из трубы необходимо сделать раму 45 на 60 см для установки мотора и вала.
- На задней части рамы устанавливаете пилу с двигателем. Лучше подобрать асинхронный мотор, мощностью от 1,5 до 3 кВт. Затем, сделайте вал с фланцами, шкивом и опорами.
 При этом фланец выступает только на 3,2 см.
При этом фланец выступает только на 3,2 см. - Закрепите подшипник на вал, там же закрепите шкив и опоры. Смонтируйте коробку с электросхемами снизу рамы. Затем, на длинную часть коромысла закрепляете инструмент, а на короткую монтируете мотор. Соединяете мотор и вал с помощью ременной передачи, и ваше устройство готово.
Готовый вариант после соединения всех элементов
Чтобы полностью понимать всю последовательность действий, посмотрите видео, как сделать отрезной станок из болгарки своими руками:
Watch this video on YouTube
Статья по теме:
Чтобы изготовить трубогиб для профильной трубы своими руками – изучите подробные инструкции, видео, фото, чертежи из данного обзора. С помощью этих материалов реализовать соответствующий проект не сложно.
Немного рекомендаций
Домашняя мастерская или укомплектованный гараж – гордость любителя работать руками. Чтобы сделать приборы и приспособления своими руками надо правильно выбрать чертежи и материалы изготовления.
Самодельный окучник для огорода
Среди самых распространенных вариантов домашнего оборудования можно встретить не только точило для ножей, пресс или станок для резки металла, но и другие варианты:
- устройства для загиба труб;
- станки для работы с деревом;
- много приспособлений для огорода;
- соковыжималки для больших объемов винограда и многое другое.
Стол с циркулярной пилой для безопасной работы с древесиной
Какой вариант для обустройства своего гаража вы бы не выбрали, стоит задуматься о полочках для инструментов или ящиков для оборудования. Главное, чтобы использовать приспособления, сделанные своими руками, было удобно, легко и безопасно.
Домашняя пилорама из бензопилы
Не бойтесь экспериментировать и превращать подручные материалы и инструменты в настоящие полезные станки для домашней мастерской и гаража.
Характеристики сверлильных станков и правила работ
15.08.2022
В первую очередь сверлильный станок предназначен для просверливания отверстий. Он идеально подходит для
Он идеально подходит для
этой работы, поскольку сверло погружается в материал сверху, и потому появляется возможность точно
просверливать отверстия под любым углом. Но на сверлильном станке можно не только просверливать отверстия,
но также фрезеровать, вытачивать гнезда и даже выпиливать деревянные заглушки.
Сверло крепится в патроне, который вращается на шпинделе. Для того чтобы шпиндель можно было опускать и
поднимать, он вращается внутри втулки, которую можно поднимать, опускать и фиксировать с помощью замка.
Сверлильный станок удерживается на опоре. Вдоль этой опоры поднимается и опускается рабочий стол,
снабженный подъемной рукоятью. Весь станок опирается на массивную станину. Размер сверлильного станка
определяется расстоянием от центра сверла до передней стенки опоры, которое затем удваивается. Например,
если расстояние от центра сверла до передней стенки опоры составляет 188 мм, то это 376 мм станок. Чаще всего
сверлильные станки бывают 376 и 431-миллиметровыми.
Как правильно подобрать сверла для станка
На сверлильном станке можно использовать различные сверла. Спиральные сверла применяются чаще остальных.
Эти сверла, как правило, хранятся наборами в специальных ящичках или коробках. Шнековые сверла имеют острую
режущую кромку и используются для просверливания очень ровных, гладких отверстий, таких, как отверстия для
соединений на шкант.
Существует несколько специализированных типов сверл. Многие столяры предпочитают просверливать отверстия
большого диаметра с помощью фигурного сверла, которое позволяет проделать отверстие намного быстрее.
Сверло с цилиндрической головкой предназначено просверливания отверстий большого диаметра с плоским
основанием. Большие отверстия иногда просверливают с помощью центрового сверла с плоской головкой. Круглые
отверстия для труб сверлят с помощью кольцевой пилы. Иногда применяется круглый резак, режущую кромку
которого можно перемещать ближе или дальше относительно центрального.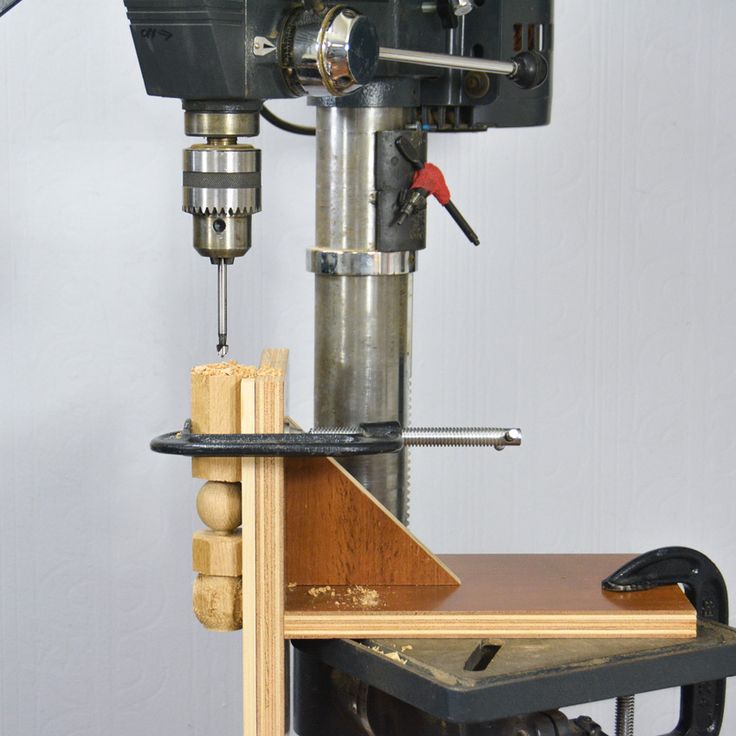 С помощью приспособления можно
С помощью приспособления можно
просверливать самые боль диаметру отверстия.
Техника безопасности при работе на сверлильных станках:
— При смене сверла необходимо отключить станок от электрической сети.
— Сверлить можно острыми сверлами.
— Не забывайте вынуть из патрона станка.
— Небольшие по размеру неправильные по форме заготовки крепите к столу с помощью струбцин.
— Руки должны находиться на расстоянии не менее 10 см от сверла.
Имеются также специальные сверла, используемые при сверлении отверстий под шурупы. Зенковкой
просверливают сообразные отверстия под плоские и овальные шляпки шурупов. Винтовым сверлом можно
одновременно просверлить зенковку, отверстие для ствола шурупа и направляющее отверстие для его нарезной
части. Существует также специальное приспособление для вырезания деревянных заглушек, которыми маскируют
шляпки шурупов.
Прежде всего выберите нужное сверло и определите скорость вращения шпинделя. Общее правило гласит, что
Общее правило гласит, что
чем больше сверло и чем тверже материал, тем меньше скорость сверления. Если задать сверлу слишком большую
для него скорость вращения, оно будет перегреваться, а также может сбросить со стола заготовку.
Существует два способа переключения скоростей. Первый состоит в том, что оператор включает станок и
регулирует скорость с помощью рычага переключения скоростей. Второй способ сложнее. Он предусматривает
перенос приводного ремня на другой уровень шкива. Никогда не делайте этого на включенном в сеть станке.
Установка сверла
Прежде всего отключите станок от электрической сети. Выберите нужное для работы сверло и вставьте его
хвостовик в отверстие патрона на глубину не менее 25 мм. Затяните патрон вручную с помощью внешней манжеты.
Окончательно затяните патрон, поочередно вставив ключ во все три отверстия патрона. Не забудьте вынуть ключ,
когда закончите затягивать патрон.
Положите на рабочий стол подкладку — не нужную оструганную доску или кусок фанеры. Она будет защищать стол
Она будет защищать стол
и не даст сверлу коснуться металлической поверхности стола. Положите поверх подкладки предназначенную для
просверливания заготовку. Отрегулируйте высоту стола так, чтобы кончик сверла находился в 25 мм от
поверхности заготовки. Не забывайте зафиксировать стол рукояткой, иначе он опрокинется. Отрегулируйте стол
таким образом, чтобы проделанное в нем отверстие оказалось прямо под сверлом. Это предохранит стол в том
случае, если сверло все пройдет не только сквозь заготовку, но и сквозь подкладку. Если заготовка мала по размеру,
прикрепите ее к столу с помощью струбцины. То же самое сделайте в том случае, если вам предстоит просверлить
отверстие большого диаметра. Не пытайтесь просверлить отверстие большого диаметра, удерживая заготовку
руками. Если заготовка имеет необычную форму, закрепите ее на столе с помощью специального приспособления.
Сверление разных отверстий
Сквозными называются отверстия, проходящие сквозь всю толщину заготовки. Для того чтобы просверлить
Для того чтобы просверлить
сквозное отверстие, выберите подходящее сверло и установите скорость. Установите сверло и поднимите стол, как
было описано выше. После этого отодвиньте подкладку и лежащую на ней заготовку к одному краю стола.
Опускайте сверло вдоль бокового края заготовки до тех пор, пока его кончик не окажется чуть ниже верхнего края
подкладки. Проверьте, совпадает ли сверло с отверстием в рабочем столе.
Затяните замок втулки, закрепив сверло на этом уровне. Опустите вниз стопор, доведя его гайку до фланца
мертвого стопора. Это позволит вам контролировать глубину сверления. Поднимите сверло. Подложите под него
лежащую на подкладке заготовку. Опустите сверло, приблизив его кончик почти к самой заготовке. Совместите
кончик сверла с меткой, отмечающей на заготовке центр будущего отверстия. Если существует опасность, что
заготовка может не удержаться на столе, зафиксируйте ее с помощью струбцины.
Включите станок и придерживайте заготовку левой рукой. Плавно поверните правой рукой опускающий рычаг,
Плавно поверните правой рукой опускающий рычаг,
подведите сверло к заготовке и начинайте сверлить. Из-под сверла должны вылетать гладкие тонкие стружки. Если
отверстие глубокое, несколько раз поднимите сверло, чтобы дать ему возможность самостоятельно очиститься от
стружки. Как только стопорная гайка дойдет до верхнего мертвого стопора, верните патрон в верхнее положение и
выключите станок. Не притрагивайтесь к стружкам до полной остановки сверла.
Сверление несквозных отверстий на сверлильных станках. Несквозные отверстия не проходят сквозь всю
заготовку по толщине. Они существуют с одной стороны, но отсутствуют с другой стороны заготовки. Несквозные
отверстия просверливают почти так же, как и сквозные. Установите сверло, стол и выберите скорость так же, как
было описано выше. Подведите сверло к заготовке. Опустите его до линии, отмечающей глубину будущего
отверстия. Опустите стопорную гайку и затяните мертвый стопор. Включите станок и просверлите отверстие.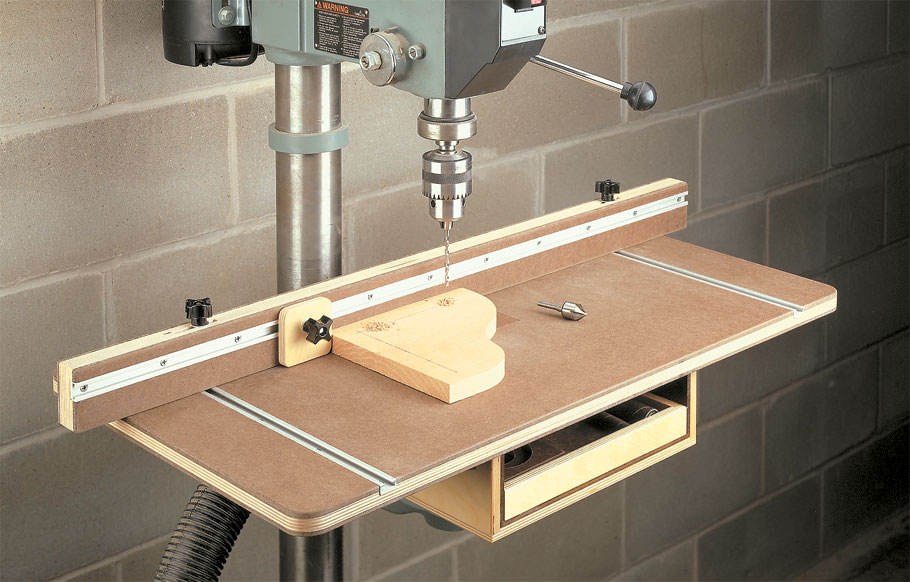
Для просверливания наклонного отверстия вам потребуется наклонить стол. Установите с помощью транспортира
нужный угол на Т-образной малке. Установите сверло, а затем отпустите рычаг размещенного под столом фиксатора
наклона. Приложите головку малки к столу и наклоняйте его до тех пор, пока плечо малки не окажется под прямым
углом к сверлу. Затяните рычаг фиксатора наклона стола.
Положите под сверло заготовку и приверните ее к столу струбциной. Поскольку сверло склонно покачиваться во
время работы под углом, возьмите кусок ненужной древесины, который, когда его приложат к заготовке, образует
поверхность, перпендикулярную сверлу. Прикрепите струбциной этот кусок древесины к заготовке и просверлите
ее сквозь верхнюю накладку. Отверстие получится прямым.
Гнездами называют прямоугольные отверстия, в которые вставляются шипы. Если вы решили проделать гнезда на
сверлильном станке, вам потребуется специальное дополнительное приспособление в виде долота и сверла для
гнезд. Это приспособление представляет собой сверло, вращающееся внутри полого четырехгранного долота.
Это приспособление представляет собой сверло, вращающееся внутри полого четырехгранного долота.
Сверло выбирает древесину и увлекает за собой долото, которое формирует прямые стенки гнезда. Поскольку
ширину уже сделанного гнезда очень сложно изменить, всегда сначала делают гнезда, а уже затем подгоняют к ним
шипы. Шипы чаще всего режут на дисковой пиле, и их размер легко изменить. Убедитесь в том, что все заготовки
одинаковы по толщине. Разметьте гнезда на каждой заготовке.
Глубина гнезда должна на 3 мм превосходить длину шипа. Это необходимо для того, чтобы образовать внутри
гнезда полость, которая будет заполнена клеем. Установите приспособление для просверливания гнезд согласно
прилагаемым инструкциям производителя, положите на стол заготовку и опустите долото. Когда кончик долота
окажется вровень с нижней отметкой гнезда, опустите стопорную гайку. Закрепите мертвый стопор. Отпустите
замок втулки подложите заготовку под сверло. Установите и закрепите направляющую. Если вам нужно просверлить
Если вам нужно просверлить
несколько гнезд, одинаковых по размеру и идущих в одном направлении, установите стопорящий блок. Скорость
сверления не должна превышать 900 оборотов в минуту. Включите станок и медленно опустите патрон. Если гнездо
очень глубокое, периодически поднимайте сверло, чтобы дать ему возможность очиститься от стружки. Это не
позволит сверлу согнуться или сломаться.
Установка шлифовального барабана.
Сверлильные станки — это идеальный инструмент для шлифовки изогнутых поверхностей. На шлифовальный
барабан надевается абразивный рукав. Рукава различаются по величине абразивного зерна. Как правило, для
большинства работ используют рукав с абразивным зерном 80. Прежде всего, установите на стол сверлильного
станка дополнительную столешницу. Ее отверстие должно быть немного больше диаметра шлифовального
барабана. Опустите шлифовальный барабан и закрепите на месте с помощью стопора втулки. Установите скорость
вращения шпинделя на 1200 оборотов в минуту.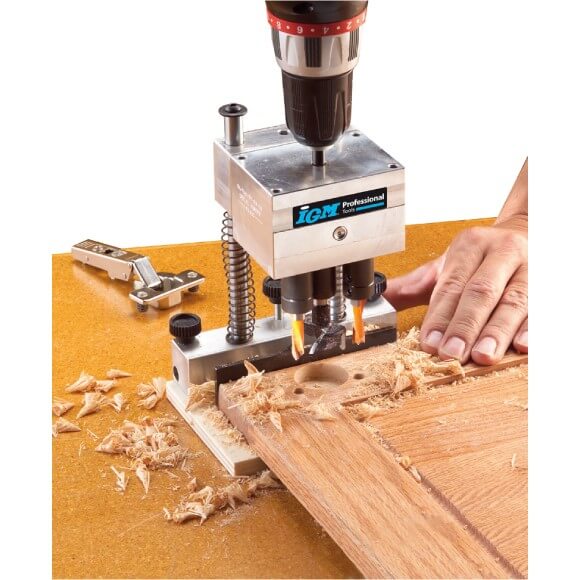 Всегда подавайте заготовку в направлении, противоположном
Всегда подавайте заготовку в направлении, противоположном
направлению вращения барабана. Как только абразивный слой на рукаве сотрется, опустите барабан ниже. Когда
абразивный рукав полностью сотрется, замените его новым.
Не пытайтесь высверлить канавку без крайней необходимости на станке, не способном развивать скорость менее
5000 оборотов в минуту. Для высверливания канавки потребуется большая дополнительная столешница из фанеры,
которая привинчивается к основному сверлильного станка или электрической дрели сверло как минимум на внутрь.
Опустите сверло на нужную глубину и зафиксируйте ром втулки. Приверните поверх дополнительной столешницы
деревянную направляющую с небольшим отверстием для сверла. Она будет направлять и одновременно защищать
заготовку. Подавайте заготовку слева направо. Используйте толкатель и держите руки на расстоянии не менее 150
мм от сверла. Не пытайтесь высверлить таким способом заготовку длина которой менее 300 мм.
Станки и приспособления в Костроме: 500-товаров: бесплатная доставка, скидка-76% [перейти]
5 899
5899
Станок для заточки ножей, 21 см Тип: Станок для заточки ножей, Размер: Длина 10.000 Ширина 6.000
В МАГАЗИНЕще цены и похожие товары
2 190
2190
Комплектующее для точильного станка TSPROF Тип: Комплектующее для точильного станка, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/41/40/4140f7e5ce00b311f641f367b35aace2.jpg»>
regmarkets.ru/listpreview/idata2/41/40/4140f7e5ce00b311f641f367b35aace2.jpg»>
4 290
4290
Комплектующее для точильного станка TSPROF, 4 предм. Тип: Комплектующее для точильного станка,
В МАГАЗИНЕще цены и похожие товары
 jpg»>
jpg»>
4 870
5844
Станок для заточки ножей ruixin, 46 см Тип: Станок для заточки ножей, Размер: Длина 27.500 Ширина
В МАГАЗИНЕще цены и похожие товары
531
890
Станок для заточки ножей, Точилка ножниц «Точилки» Тип: Комплектующее для точильного станка,
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/09/b8/09b8a31670ae764895f5396ed5246efd.jpg»>
regmarkets.ru/listpreview/idata2/09/b8/09b8a31670ae764895f5396ed5246efd.jpg»>
195
640
Станок для заточки ножей, Точилка ножниц TUOTOWN, 5 см, 1 предм. Тип: Точилка для ножей, ножниц,
В МАГАЗИНЕще цены и похожие товары
490
2100
Точилка для ножей, ножниц, Станок заточки ножей TUOTOWN, 6 см, 1 предм. Тип: Станок для заточки
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5169675/img_id8345752834256425984.jpeg/300×300″>
mds.yandex.net/get-mpic/5169675/img_id8345752834256425984.jpeg/300×300″>
320
320
Комплектующее для точильного станка АСМ Тип: Комплектующее для точильного станка, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
 jpg»>
jpg»>
540
540
Комплектующее для точильного станка Ganzo Тип: Комплектующее для точильного станка, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
307
900
Станок для заточки ножей, Точилка ножниц Sharpener «Домашняя кладовая», 6 см, 1 предм. Тип: Точилка
В МАГАЗИНЕще цены и похожие товары
1 990
1990
Комплектующее для точильного станка Venev Industrial Diamonds, 15 см, 1 предм. Тип: Комплектующее
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/6453326/img_id7184870683598126651.jpeg/300×300″>
mds.yandex.net/get-mpic/6453326/img_id7184870683598126651.jpeg/300×300″>
3 490
5250
Станок с тисками для дрели 400 мм STAYER 32240 Тип: Сверлильный станок, Размер: Длина 42.000 Ширина
В МАГАЗИНЕще цены и похожие товары
722
722
Приспособление для утапливания поршней тормозного цилиндра Audi, Volkswagen, Skoda Тип: Прижим
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/4331935/img_id1671849100202027148.jpeg/300×300″>
mds.yandex.net/get-mpic/4331935/img_id1671849100202027148.jpeg/300×300″>
2 199
2499
Станок для натяжения проволоки, металл Тип: Станок для натягивания проволоки в рамке для пчел,
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
590
790
Точилка для ножей, ножниц, Комплектующее точильного станка, 15 см, 1 предм. Тип: Комплектующее для
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/6214739/img_id7369283416680894913.jpeg/300×300″>
mds.yandex.net/get-mpic/6214739/img_id7369283416680894913.jpeg/300×300″>
1 590
1590
Комплектующее для точильного станка Venev Industrial Diamonds, 15 см, 1 предм. Тип: Комплектующее
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
30 760
Приспособление для сверления на 5 сверел CMT CMT333-325
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
14 490
Приспособление для сверления (база) в кейсе CMT CMT333
В МАГАЗИНЕще цены и похожие товары
 jpg»>
jpg»>
1 168
1825
PRYM 225162 Станок с иглой для вязания носков ‘L’
В МАГАЗИНЕще цены и похожие товары
Ремни запасные для сверлильного станка на 4 отверстия (2 шт)
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
Станок для вышивания, ручной ткацкий станок (+ 4 пряжи и 5 инструментов в подарок), станок для ткачества, 30 х 40, дерево, MaskOff минимальный возраст: 6 лет, длина: 40 см, ширина: 30 см
ПОДРОБНЕЕЕще цены и похожие товары
56 211
Трубный захват для FE100 R/L FE Powertools FECD006
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5175047/img_id711604237411370830.jpeg/300×300″>
mds.yandex.net/get-mpic/5175047/img_id711604237411370830.jpeg/300×300″>
Приспособление для заточки строгальных ножей с шириной лезвия до 76 мм
В МАГАЗИНЕще цены и похожие товары
1 168
1825
PRYM 225160 Станок с иглой для вязания носков ‘S’,
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5175047/img_id3790501524582154417.jpeg/300×300″>
mds.yandex.net/get-mpic/5175047/img_id3790501524582154417.jpeg/300×300″>
19 900
Насадка на заточной станок Tormek, для заточки съемных ножей фрез длиной < 100 мм
В МАГАЗИНЕще цены и похожие товары
43 478
Трубный захват для FE30-50 FE Powertools FECD005
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
Заточной станок TDM Electric, ЗС-150 Рубин, 150 Вт, 2950 об/мин, 150х16 мм, посадочный диаметр 12.7 мм
В МАГАЗИНЕще цены и похожие товары
26 265
Приспособление для обточки конусов 250 мм х 10? (GHB-1330/1340A)
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/4742551/img_id224212118136285961.jpeg/300×300″>
mds.yandex.net/get-mpic/4742551/img_id224212118136285961.jpeg/300×300″>
Ремни запасные для сверлильного станка на 5 отверстия (2 шт)
В МАГАЗИНЕще цены и похожие товары
 ru/listpreview/idata2/b6/e6/b6e6ea26c084fc96b145655400f122cc.jpg»>
ru/listpreview/idata2/b6/e6/b6e6ea26c084fc96b145655400f122cc.jpg»>
16 890
Приспособление для сверления малых петель CMT CMT333-3875
В МАГАЗИНЕще цены и похожие товары
65 663
Приспособление для обточки конусов 450 мм х 10? (GH-1640 ZX — GH-2280 ZX)
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5350118/img_id6879112050724208459.jpeg/300×300″>
mds.yandex.net/get-mpic/5350118/img_id6879112050724208459.jpeg/300×300″>
Точилки для ножей Work Sharp Универсальная электрическая точилка (станок) Culinary E2 кухонных и ножниц Knife & Tool Sharpener Original
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
5 280
5985
Заточной станок TDM Electric, ЗС-350 Рубин, 350 Вт, 2950 об/мин, 16х20 мм, 200 мм Бренд: TDM
В МАГАЗИНЕще цены и похожие товары
jpeg/300×300″>
Приспособление для шлифования BELMASH BS50/75 Белмаш
В МАГАЗИНЕще цены и похожие товары
Приспособление с алмазным резцом для правки шлифовального круга
В МАГАЗИНЕще цены и похожие товары
jpeg/300×300″>
Набор приспособлений для безопасной работы BELMASH SK4 Белмаш
В МАГАЗИНЕще цены и похожие товары
14 555
Копирующее устройство для токарного станка по дереву SKZ-92 Тип: центр, Назначение: токарные станки
ПОДРОБНЕЕЕще цены и похожие товары
regmarkets.ru/listpreview/images3/4d/88/4d8880b80bcf28f4d845391d8620a091.jpg»>
Станок для заточки ножей Matrix Тип: механическая точилка, Производитель: matrix, Назначение:
ПОДРОБНЕЕЕще цены и похожие товары
JET Приспособление для ножниц Jet JSSG-10 708026 Тип: направляющая, Производитель: JET
ПОДРОБНЕЕЕще цены и похожие товары
mds.yandex.net/get-mpic/5289692/img_id5297184543605124836.jpeg/300×300″>
67 230
Подручник для токарного станка, напольный Тип: упор, Назначение: токарные станки, Материал: чугун
ПОДРОБНЕЕЕще цены и похожие товары
720 944
Шипорезный станок LTT MХВ3518 Тип: станок
ПОДРОБНЕЕЕще цены и похожие товары
jpeg/300×300″>
Комплект подручников для токарного станка BELMASH HT-4 Производитель: BELMASH, Назначение: токарные
ПОДРОБНЕЕЕще цены и похожие товары
jpeg/300×300″>
10 792
Приспособление для нарезания наружной резьбы от М3 до М10 для Proxxon PD 250/E и PD 400 Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Заточной станок ЗС-350, 350 Вт, 2950 об/мин, круг 200 ×20 мм, посад. диам. 16 мм, «Рубин» TDM назначение: • Выполнение заточных, зубил. • заточка садового инвентаря: топоры, требующие обработку металла. преимущества: • Надежный асинхронный двигатель. • Два заточных круга различной зернистости. • Пылезащищенный выключатель. • Прозрачные искрозащитные экраны.
ПОДРОБНЕЕЕще цены и похожие товары
108 000
Приспособление для копирования на токарном станке Тип: копир, Назначение: токарные станки
ПОДРОБНЕЕЕще цены и похожие товары
16 296
JB-10 приспособление для расточки кулачков токарного патрона Тип: патрон
ПОДРОБНЕЕЕще цены и похожие товары
mds.yandex.net/get-mpic/5218438/img_id3412714980469520637.jpeg/300×300″>
15 904
Копирующее устройство для токарного станка по дереву SKZ-93 Тип: центр, Назначение: токарные станки
ПОДРОБНЕЕЕще цены и похожие товары
jpeg/300×300″>
Подручники для токарного станка S-образные, петроградъ, 330мм Назначение: токарные станки,
ПОДРОБНЕЕЕще цены и похожие товары
jpeg/300×300″>
13 147
JB-06 приспособление для расточки кулачков токарного патрона Тип: патрон
ПОДРОБНЕЕЕще цены и похожие товары
14 050
Копир для токарного станка Корвет 74к Тип: копир, Производитель: Энкор, Назначение: токарные станки
ПОДРОБНЕЕЕще цены и похожие товары
mds.yandex.net/get-marketpic/165430/piceb936138a80b2828b96f2226fa7b18fe/300×300″>
29 458
Заточной станок для строгальных ножей REALREZ TS-150 REZ-TS150/230V Тип: станок, Тип инструмента:
ПОДРОБНЕЕЕще цены и похожие товары
regmarkets.ru/listpreview/images3/c6/4f/c64fc45d31d6c0d2b052c64f5a65725d.jpg»>
Приспособление для заточки инструментов со скругленным жалом JET 708025 Производитель: JET, Тип
ПОДРОБНЕЕЕще цены и похожие товары
Цапфа для токарного станка корвет 401 Назначение: токарные станки
ПОДРОБНЕЕЕще цены и похожие товары
jpeg/300×300″>
10 206
Передняя бабка для токарного станка корвет 74 Назначение: токарные станки
ПОДРОБНЕЕЕще цены и похожие товары
14 461
JB-08 приспособление для расточки кулачков токарного патрона Тип: патрон
ПОДРОБНЕЕЕще цены и похожие товары
jpeg/300×300″>
2 страница из 18
Устройство сверлильного станка — РИНКОМ
Главная
Статьи
Устройство сверлильного станка
Устройство сверлильного станка
Поделиться
16-03-2018
Устройство сверлильного станка лучше рассматривать на примере компактных моделей, предназначенных для использования в бытовых условиях. Такие агрегаты могут применяться дома или в гараже. Для комфортной работы достаточно установить станок на любом возвышении, например, на обычном столе.
Устройство сверлильного станка лучше рассматривать на примере компактных моделей, предназначенных для использования в бытовых условиях. Такие агрегаты могут применяться дома или в гараже. Для комфортной работы достаточно установить станок на любом возвышении, например, на обычном столе.
Наиболее популярным видом бытовых сверлильных станков являются вертикально-сверлильные агрегаты со стандартным для такого оборудования устройством.
Фотография № 1: сверлильный станок Euroboor ECO-TUBE.30
Сверлильные станки: применение, конструкция, механизм действия
Сверлильные станки для производства отверстий в бытовых и промышленных условиях имеют одинаковое назначение. Они применяются для создания отверстий в заготовках из древесины, бетона, металла и т.д. Роль режущего инструмента выполняет сверло, которое аккуратно снимает стружку с детали.
Для создания отверстий в заготовках конструкция сверлильного агрегата должна включать в себя плиту-основание. На эту плиту монтируются все остальные элементы. Устройство вертикально-сверлильного станка предусматривает наличие сверлильного блока. Блок устанавливается на опорную стойку, которая фиксирует обрабатывающую часть и производит ее смещение.
Если вы хотите купить сверлильный станок, нужно принять во внимание такие особенности, как:
- тип сверлильного патрона;
- максимальный размер сверла;
- размеры рабочего стола;
- мощность двигателя;
- количество скоростей.

Очень важно понять принцип действия такого оборудования. Передача вращательного движения к шпинделю производится с помощью механизма скоростей. Чтобы начать сверление, режущий инструмент требуется опустить, направив его к обрабатываемой детали. Положение сверлильного блока на вертикальной штанге можно изменять.
Элементы конструкции бытового сверлильного станка и их взаимодействие
Устройство настольного сверлильного станка бытового типа включает в себя несколько элементов, взаимодействующих между собой:
- Опорная плита, выполняющая роль основания агрегата. На эту плиту крепится вертикальная стойка. Опорная плита обычно отливается из чугуна или стали.
- Вертикальная стойка, выполненная в виде колонны. К стойке прикрепляется сверлильная головка.
- Сверлильная головка, конструкция которой предусматривает наличие шпиндельной бабки, электродвигателя и ременной передачи.
- Шпиндельная бабка, к которой прикрепляется патрон, используемый для установки и фиксации режущего инструмента.
Запуск электродвигателя, являющегося частью сверлильной головки, приводит к вращению шпинделя. Максимальная мощность бытовых моделей сверлильных агрегатов — тысяча ватт. Выбор скорости вращения шпинделя производится при выключенном двигателе методом перекидывания ремня в нужную канавку шкива. В зависимости от модели станка, сверлильная головка может перемещаться на необходимую высоту вручную или с помощью рукоятки, соединенной с приводом. Перемещение режущего инструмента, закрепленного в патроне, производится за счет рычажного механизма.
Схема сверлильного станка
Схема сверлильного станка поможет лучше разобраться с его устройством. На представленной схеме отмечены все элементы конструкции бытового станка вертикально-сверлильного типа: электродвигатель, рукоятка, шпиндель, трубопровод, стол, станина, насос.
Фото №2: схема бытового сверлильного станка
Дополнительное оборудование для сверлильных станков бытового назначения
В комплектацию сверлильных станков, имеющих бытовое назначение, может быть включено дополнительное оборудование. Некоторые модели станков оснащаются рабочим столом, крепящимся к стойке, который можно вручную поднимать и опускать. Другой вид дополнительного оборудования — механизм, с помощью которого можно регулировать глубину сверления. Для этого кончик режущего инструмента опускают до отметки, соответствующей желаемой глубине отверстия, а затяжной рычаг регулирующего механизма закручивают, ограничивая возможность движения сверла.
Защитный экран — еще одна разновидность дополнительных устройств, которыми оборудуются станки для сверления. Такие экраны защищают пользователя от летящей во время работы стружки.
Сверлильные станки для использования в производственных условиях
Сверлильные аппараты, используемые в производственных условиях, являются сложными станками, способными не только сверлить отверстия, но и выполнять ряд других операций. Существует несколько разновидностей таких агрегатов, но наиболее распространенными из них являются сверлильные станки вертикального и горизонтального типа.
Вертикально-сверлильные станки выполняют сверление отверстий диаметром до 75 миллиметров. Они применяются для работы с небольшими деталями и заготовками в цехах, выпускающих мелкосерийную продукцию, а также для штучного производства. Горизонтально-сверлильные агрегаты предназначены для глубокого сверления. Зачастую на производстве применяются специализированные станки. Одним из самых востребованных видов являются магнитные станки, применяемые для работы на балках, трубопроводах, мостах, судах. Наиболее популярны магнитные станки марки Euroboor (Голландия), позволяющие сверлить отверстия диаметром до 200 миллиметров.
Фото №3: двухскоростной магнитный станок Euroboor ECO.40/2
Устройство и возможности промышленных сверлильных останков
Устройство промышленных сверлильных станков является более сложным, чем у бытовых агрегатов, а возможности таких приборов очень велики. На подобных станках можно обрабатывать заготовки из любого металла и других материалов значительной толщины.
Электросхема сверлильных станков промышленного назначения отличается надежным исполнением. Большинство таких агрегатов имеют возможность автоматического изменения направления вращения сверла. Почти все модели промышленных станков оснащены системой подачи жидкости для охлаждения.
Фото №4: устройство промышленного сверлильного станка
Основы работы на сверлильном станке
Прежде чем использовать сверлильный станок любого типа, необходимо изучить основы работы с ними. В первую очередь важно купить сверла для сверлильных станков, точно подходящие по размеру и совпадающие с типом крепления. Выбрать сверла для любых агрегатов можно в каталогах компании «РИНКОМ». Закрепив сверло, нужно убедиться, что оно плотно удерживается внутри механизма.
Обрабатываемые детали следует закрепить на столе. Запрещается удерживать заготовки руками и производить замену инструмента во вращающийся шпиндель. Перебрасывать ремни на ступени шкива можно только при выключенном электродвигателе. При сверлении деталей, особенно выполненных из хрупких материалов, нужно использовать спецодежду и защитные очки.
Похожие статьи
Инструментальная сталь
Инструментальные стали – особая категория сплавов, используемых при изготовлении штампов, деталей машин, режущих и измерительных инструментов. Продукция отличается повышенными прочностными характеристиками, устойчивостью к динамическому и термическому воздействию.
Легированные стали
Легированные стали – это особая категория сплавов, усиленных легирующими добавками. Последние повышают эксплуатационные свойства материала, обеспечивая устойчивость к коррозии, нагреву, ударному и абразивному воздействию. Возможно придание прочих качеств, востребованных при эксплуатации конечного продукта.
Инструментальные стали
Инструментальные стали представлены группой сплавов повышенной прочности с содержанием углерода от 0,7%. Материал получил широкое распространение в промышленности, востребован при изготовлении штампов, измерительных приборов и режущего инструмента.
Как выбрать сверло
Обработка любых материалов требует использования специального оборудования, поэтому знать, как выбрать сверло, крайне важно.
Устройство токарного станка
Токарный станок – это стационарное оборудование для обработки деталей резанием и точением. Техника востребована при производстве валов, втулок, переходников и прочей продукции. С ее помощью изготавливаются изделия бытового, хозяйственного и производственного назначения.
Все статьи
ExcaDrill — Буровое оборудование, устанавливаемое на экскаваторе
Буровое оборудование, устанавливаемое на экскаваторе
Это между вами и скалой. Человек против самой жесткой поверхности, которую может предоставить природа. Поиск самого сильного и умного способа бросить вызов противнику требует большого профессионального понимания и полного набора оборудования. Потому что даже в мире грубой силы и жестких взглядов некоторая доля интеллекта и изощренности оказались полезными.
ExcaDrill поможет вам повысить рентабельность. Несмотря на то, что он эффективен и точен, он дает вам невероятную мощность, позволяющую бурить до самой сердцевины породы. Дорога к новым возможностям не всегда может быть такой ровной, но с ExcaDrill можно справиться со всем, что встречается на вашем пути.
ExcaDrill 22A
ExcaDrill 22A предназначен для бурения фундаментов, резки дорог, проходки трубопроводов, работ по сносу и габаритных каменоломен с диапазоном диаметров отверстий 30-41 мм.
- Управление: AutoDrill
- Диапазон диаметров отверстий (Ø): 30–41 мм (1 3/16–1 5/8 дюйма)
- Компрессор: 1,3 м3/мин при 7 бар (45,9 куб. футов/мин при 102 psi)
- Дверной форсун: DF430X
- Весовая категория экскаватора – тонны: 9–21
- Общий вес: 920 кг (2 000 фунтов)
ExcaDrill 25A
ExcaDrill 25A предназначен для бурения фундаментов, резки дорог, проходки трубопроводов, работ по сносу и габаритных каменных карьеров с диаметром отверстия 30-45 мм. ExcaDrill 25A также хорошо подходит для сверления отверстий диаметром 45 мм для гидравлических инструментов для сноса.
- Управление: AutoDrill
- Диапазон диаметров отверстий (Ø): 30–45 мм (1 3/16–1 3/4 дюйма)
- Компрессор: 1,3 м3/мин при 7 бар (45,9CFM @ 102 psi)
- Дрифтер Doofor: DF500X
- Весовая категория экскаватора – тонны: 10–21
- Общий вес: 920 кг (2000 фунтов)
ExcaDrill 28A
3 90 , дорожная резка, фрезерование трубопроводов, работы по сносу
и габаритные каменоломни с диапазоном диаметров отверстий 38-51 мм.
Горизонтальные отверстия также могут быть просверлены для резки канатной пилой в габаритных каменоломнях.
- Управление: AutoDrill
- Диапазон диаметров отверстий (Ø): 38–51 мм (1 1/2–2 дюйма)
- Компрессор: 2,6 м3/мин при 7 бар (91,8 кубических футов в минуту при 102 фунтах на кв. дюйм)
- Дрифтер Дофор: DF500S /538S
- Весовая категория экскаватора – тонны: 13–21
- Полная масса: 920 кг (2 000 фунтов)
ExcaDrill 38A
размерный ряд 45-76 мм.
С дополнительным магазином для стержней можно просверлить до 29м.
- Управление: AutoDrill
- Диапазон диаметров отверстий (Ø): 45–76 мм (1 3/4–3 дюйма)
- Компрессор: 5,0 м3/мин при 7 бар (176,6 кубических футов в минуту при 102 фунтах на кв. дюйм)
- Drifter Doofor: DF550S
- Весовая категория экскаватора – тонны: 21–35
- Общий вес: 2 500 кг (5 511 фунтов)
ExcaDrill 45A
ExcaDrill уникален во всех отношениях. Его универсальность позволяет использовать его для самых разных работ,
таких как разработка карьеров, строительство и добыча полезных ископаемых на глубине до 29м с
диапазоном размеров отверстий 51-89 мм.
- Управление: AutoDrill
- Диапазон диаметров отверстий (Ø): 51–89 мм (2–3 1/2 дюйма)
- Компрессор: 6,0 м3/мин при 7 бар (211,9 кубических футов в минуту при 102 фунтах на кв. дюйм)
- Буровой бур: DF560S
- Весовая категория экскаватора – тонны: 24–40
- Общий вес: 2 600 кг (5 732 фунта) глубина
из 29м с диапазоном размеров отверстий 64-127 мм.
С помощью ExcaDrill 51A можно выполнять бурение с анкерным креплением и забивку свай.- Управление: AutoDrill
- Диапазон диаметров отверстий (Ø): 64–127 мм (2 1/2–5 дюймов)
- Компрессор: 7,5 м3/мин при 7 бар (247,2 кубических футов в минуту при 101 фунт/кв. дюйм)
- Drifter Doofor: DF800
- Весовая категория экскаватора – тонны: 32–45
- Общий вес: 2 700 кг (5 600 фунтов)0127
ExcaDrill представляет абсолютно новую и инновационную концепцию бурения. В его основу положен принцип крепления агрегата как принадлежности к экскаватору, что позволяет использовать существующую гидравлическую систему. Замена ковша бурового агрегата занимает менее пяти минут.
Преимущество использования ExcaDrill более чем очевидно: один и тот же экскаватор может выполнять разные задачи, такие как бурение, земляные работы, погрузка и т. д. Для всего этого требуется всего один оператор, так как все модели оснащены системой автоматического бурения AutoDrill.
Один блок ExcaDrill может использоваться на многих экскаваторах, т. е. с одной площадки на другую перемещается только буровая навеска. С помощью ExcaDrill можно бурить эффективнее за счет большого рабочего радиуса и хорошей маневренности экскаватора. Отношение часов удара к часам работы двигателя составляет более 60 %, что значительно выше, чем у обычных буровых установок.
Благодаря прочной стальной конструкции и навесному оборудованию ExcaDrill экскаватор можно перемещать даже в самых труднодоступных местах.Установки ExcaDrill также могут быть оснащены видеокамерой, устанавливаемой на стреле экскаватора, что позволяет следить за процессом бурения с близкого расстояния.
Все модели могут быть оснащены лазером, позволяющим сверлить все отверстия на одинаковую глубину.
Серия ExcaDrill включает шесть моделей, охватывающих отверстия диаметром от 30 до 127 мм. Использование дополнительного магазина штанг позволяет бурить скважины глубиной до 29 метров.
На практике ExcaDrill представляет собой настоящую буровую установку с кабиной. ExcaDrill также подходит для бурения с продувкой водой и воздухом как выше, так и ниже уровня земли.За дополнительной информацией обращайтесь:
sales.ed [at] junttan.com
service.ed [at] junttan.comТомми Пуурунен, коммерческий директор, ExcaDrill
Тел. +358 45 635 4693
tommi.puurunen [at] junttan.comЗапасные части ExcaDrill, пожалуйста, свяжитесь с:
частей [at] junttan.com
Junttan Oy / Natalia Soikino 2 1 85
03005
[email protected]Junttan Oy / Юссеф Зайнана
Тел.: +358 50 518 4236
[email protected]ВЕРНУТЬСЯ НА ДОМАШНЮЮ СТРАНИЦУ JUNTTAN
См. также другие наши решения:
Многоцелевые молоты 90 Сваебойные буровые установки 9004 ,
, а также Бывшее в употреблении и сдаваемое в аренду сваебойное оборудованиеБуровое оборудование — Brokk USA
Универсальное приспособление для сверления всех типов отверстий в бетоне, камне и плотных грунтах.
Взрыв скважин на строительных площадках. Бурение в ограниченном пространстве, во всех углах и направлениях.Обзор вложений
Длина Диаметр сверла Сверло из стали размер Макс. длина хода** Вес Сделано для ТЭ 160-100 1 910 мм/75,2 дюйма 33–42 мм/1,3–1,7 дюйма Р25 stroke length**»> 1 000 мм/3,3 фута
225 кг/ 496 фунтов Брокк 110, 120D, 170 ТЭ 260-180* 2 900 мм/114,2 дюйма 42 – 76 мм/1,7 – 3 дюйма Р32 1 830 мм/ 6 футов 415 кг/915 фунтов Брокк 200, 300, 500, 520D ТЭ 260-240* 3 500 мм/137,8 дюйма 42 – 76 мм/1,7 – 3 дюйма Р32 stroke length**»> 2 435 мм/8 футов
432 кг/ 952 фунта Брокк 300, 500, 520D ТЭ 326-180* 3 200 мм/126,2 дюйма 42–76 мм/1,7–3 дюйма Р32 1 830 мм/ 6 футов 440 кг/960 фунтов Брокк 300, 500, 520D ТЭ 326-240* 3 800 мм/149,8 дюйма 42 – 76 мм/1,7 – 3 дюйма Р32 stroke length**»> 2 435 мм/8 футов
450 кг/992 фунта Брокк 300, 500, 520D ТЭ 360-240* 3 590 мм/141,3 дюйма 42 – 76 мм/1,7 – 3 дюйма Р32 2 435 мм/8 футов 644 кг/1420 фунтов Брокк 500, 520D, 900 *Сверление удлинительного стержня по запросу
**За ход при открытом центраторе
***Требуется дренажный шланг, кабельный комплект, противовес в некоторых местах, промывка водой или воздухоммонтажная пластина, шланги, масло)
Спасибо!
Спасибо за сообщение.
Мы ответим как можно скорее!// Команда Brokk
15 любимых насадок для электродрели Боба Вила
Получите максимум от своей дрели
1/16
Электродрель — это рабочая лошадка, необходимая для многих проектов «сделай сам». Хотя у вас, вероятно, уже есть стандартные сверла, необходимые вашей дрели для заворачивания шурупов и выполнения направляющих отверстий, вы можете упустить целый мир возможностей электродрели.
Существуют приспособления для бурения, которые могут сделать вашу дрель еще более эффективной, действенной и увлекательной при выполнении обычных буровых работ. Кроме того, есть аксессуары, которые делают дрель полезной при работе в саду, уборке и покраске. Эти 15 насадок для электродрели значительно упростят работу над вашим списком дел.
СВЯЗАННЫЕ С: Лучшие аккумуляторные дрели 2022 года
istockphoto.com
Сверло для копания ямы в саду
16 февраля
Весенняя посадка — это легко с помощью сверла MAXBIT для копания садовых ям.
Он бывает диаметром 4 и 6 дюймов и выкапывает идеально круглую яму с плоским дном, в которую вы можете посадить рассаду.Получите сверло MAXBIT для копания ямы в саду по цене от 39,95 долларов США
СВЯЗАННЫЕ С: 10 креативных способов ухода за двором
thegrommet.com
Чистящие салфетки
3/16
Выполняйте уборку по дому быстрее и проще с помощью этого набора из четырех чистящих насадок для аккумуляторной дрели. Каждая упаковка поставляется с двумя мягкими и двумя обычными подушечками для борьбы с грязью, копотью и пятнами без особых усилий. Отлично подходит для мытья плинтусов, мытья душевых дверей и многого другого.
Приобретите чистящие салфетки для сверл в The Grommet за 13,95 долларов США
СВЯЗАННЫЕ: 8 чистящих средств, которые не заставят вас пошевелить пальцем
thegrommet.com
Реклама
Направляющая сверла
4/16
Добавьте совершенно новый уровень точности в свои проекты по благоустройству дома с помощью этого руководства по сверлению от Milescraft.
DrillMate имеет самоцентрирующееся основание направляющей сверла, которое можно настроить для точного сверления как прямых, так и угловых отверстий. Независимо от того, какое движение сверления вы делаете, оно окажет вам максимальную поддержку.Получите руководство по переносной дрели Milescraft DrillMate на Amazon за 35,9 долларов США.8
amazon.com
Угловой адаптер
5/16
Сверление в труднодоступных местах можно облегчить с помощью прямоугольной магнитной насадки MAXFIT от DeWalt. Он имеет магнитный наконечник для более быстрого удержания и рассчитан на ударную нагрузку как для дрелей, так и для ударных шуруповертов. Всего в 1½ дюймах от передней части к задней, он может проскользнуть в очень тесные помещения.
Получите прямоугольную магнитную насадку DeWALT MAXFIT в магазине Home Depot за 21,9 доллара США.7
СВЯЗАННЫЕ С: 10 ошибок, которые убивают аккумуляторы ваших электроинструментов
homedepot.
comЩетка для чистки
6/16
Возьмите чистящую щетку для своей аккумуляторной дрели, и вы быстро уберете дом. Выберите плоскую щетку или щетку для углов и краев для общей уборки или возьмите мягкую плоскую щетку для ковров и обивки. Что бы вы ни выбрали, это облегчит работу по дому.
Получите чистящую щетку для дрели для дрели в Grommet за 10,95 долларов США.
СВЯЗАННЫЕ С: Весенняя уборка обязательных вещей до 15 долларов США
thegrommet.com
Реклама
Очиститель малярных валиков
7/16
Очистка бывшего в употреблении малярного валика требует много времени и грязи, если только у вас нет Roller EZ Kleen. Прикрепите аксессуар к дрели и наденьте крышку ролика. Поместите его в ведро или раковину, а затем очистите! Вы сэкономите время и деньги, если будете использовать этот аксессуар в своем следующем проекте.
Получите очиститель для валиков Roller EZ Kleen Paint Roller Cleaner в The Home Depot за 11,99 долларов США.
СВЯЗАННЫЕ: Лучшие малярные валики и крышки 2022 года
homedepot.com
Гибкий держатель бит
8/16
11-дюймовый держатель бит с гибким стержнем RYOBI поможет вам работать в труднодоступных местах, например, под шкафами и в ящиках. Вал изгибается до 90 градусов и не будет вращаться во время использования. Его магнитный держатель для бит надежно защитит ваши крепления и биты во время вождения.
Получите Ryobi 11-дюймовый держатель бит с гибким валом в The Home Depot за 14,97 долларов США.
homedepot.com
Магнитный держатель бит и биты
16 сентября
3-дюймовый магнитный держатель бит Milwaukee Shockwave поможет вам легко переключаться между сверлильными и забивными насадками. Мощный магнит обеспечивает надежную фиксацию бит, а специальная термообработанная легированная сталь означает, что он может выдерживать интенсивное использование и небрежное обращение.
Получите 3-дюймовый магнитный держатель для бит Milwaukee Shockwave в магазине Home Depot за 5,9 долларов США.7
СВЯЗАННЫЕ: 15 полезных вещей, которые можно приобрести в Home Depot менее чем за 15 долларов
homedepot.com
Реклама
Самоцентрирующиеся сверла
16.10.
Набор самоцентрирующихся сверл Clic-Change от Bosch позволяет загружать и высвобождать сверла одной рукой. Этот набор из трех сверл подходит для ¼-дюймовых сверл, и каждое из них позволяет менять насадки без повторного зажима. Это огромная экономия времени! Он также включает в себя функцию самоцентрирования для обеспечения идеального сверления.
Получите набор стальных самоцентрирующихся сверл Bosch 1/4 дюйма с защелкой Clic-Change в The Home Depot за 23,26 доллара США.
СВЯЗАННЫЕ: Сверла для различных работ
homedepot.com
Набор драйверов сокетов
16/11
Вращение болтов или гаек вручную может занять много времени и сил.
Использование храповика помогает, но насадка-отвертка для дрели может сделать это еще быстрее. Этот набор адаптеров головок от DeWALT включает шестигранный хвостовик ¼ дюйма, который также подходит для стандартных сверл и быстросменных патронов.Получите набор из трех головок DeWALT Impact Driver на Amazon за 13,09 долларов США.
СВЯЗАННЫЕ: Лучшие сверла для каждого проекта
amazon.com
Миксер для красок Stir Whip
16/12
Если перемешивание шовного герметика, затирки и краски вам не по душе, эта насадка может стать вашим любимым аксессуаром в мастерской. Смеситель для краски Hyde Tools Stir Whip имеет стальной шестигранный хвостовик диаметром ⅜ дюйма и нейлоновую смесительную головку, которую легко чистить. Он также изгибается, чтобы поместиться в горлышко 5-галлонного ведра, поэтому нет необходимости снимать крышку во время смешивания.
Получите миксер для краски HYDE TOOLS Stir Whip Paint Mixer на Amazon за 14,10 долларов США.
amazon.com
Реклама
Набор зенкерных сверл
13/16
Некоторые проекты получаются лучше всего, когда головка крепежа хорошо сидит внутри дерева, но получить чистую поверхность без помощи сверла с потайной головкой непросто. Набор из трех штук от DEWALT включает зенкер №6, зенкер №8 и зенкер №10, и они подходят для всех марок аккумуляторных и проводных дрелей диаметром ⅜ и ½ дюйма.
Получите набор зенкерных сверл DEWALT на Amazon за 24,98 доллара США.
amazon.com
Щетка для очистки воздуховодов сушилки
14/16
Очистка воздуховода сушилки, возможно, не является чьей-либо любимой задачей, но это необходимая задача по обслуживанию дома, которую намного проще выполнить с помощью дрели. С помощью приспособления для очистки воздуховода сушилки, такого как это, от Deflecto, которое простирается до 12 футов, можно удалить ворс, скопившийся внутри воздуховода сушилки, и снизить риск возгорания сушилки.
Получите комплект для чистки воздуховодов сушилки Deflecto на Amazon за 16,79 долларов США.
СВЯЗАННЫЕ С: Как очистить вентиляционное отверстие сушилки
amazon.com
Дровокол
15/16
Для тех, кто использует дрова для обогрева дома или просто для того, чтобы разжечь уютный костер, насадка-раскол для дров может стать большим подспорьем. Работая с зерном, дровокол может быстро расколоть бревна для использования в дровяной печи или яме для костра. При первом использовании важно запустить дрель на минимальной скорости.
Получите дровокол для дров Crafted Concepts на Amazon за 15,99 долларов США.
amazon.com
Реклама
Проволочная щетка
16/16
Металлические поверхности трудно чистить и полировать, но эта работа упрощается с помощью проволочной щетки, прикрепленной к дрели. Проволочная щетка может помочь удалить краску, ржавчину и коррозию.
Набор из 10 проволочных щеток от Rocaris изготовлен из высокопрочной высокоуглеродистой проволоки и проволочной чашки с латунным покрытием.Получите щетку Rocaris Wire Cup на Amazon за 21 доллар США.
Указанные в статье цены действительны на момент публикации 22 февраля 2022 г.
amazon.com
Не пропустите!
Если у вас есть деньги, чтобы нанять разнорабочего для каждой домашней беды, вперед. Но если вы хотите сохранить свои деньги и проявить некоторую самодостаточность, проверьте эти умные продукты, которые решают миллион и одну маленькую проблему по дому. Иди сейчас!
Инструменты Отвертка с центральным сверлильным станком с ударным шуруповертом для углового 90-градусного L-адаптера Ключевое крепление 1/4 дюйма Сверло с пистолетной рукояткой Цена в Индии Центровые электрические дрели
Инструменты Центровочная отвертка Сверлильный станок с ударным шуруповертом для угла 90 градусов L-адаптер Ключевое крепление Дрель с пистолетной рукояткой 1/4 дюйма (размер патрона 0 мм)
3
6 оценок и 1 отзыв
Дополнительная скидка 207 ₹
1 861 ₹
2 793 ₹
Скидка 33%
Спешите, осталось всего несколько!
Доступные предложения
- Специальная ценаДополнительная скидка 207 фунтов стерлингов (цена включает скидку)
T&C
- Партнерское предложениеКупите этот продукт и получите скидку до 250 фунтов стерлингов на Flipkart Furniture
Узнайте больше
- Партнерское предложение Подарочная карта Flipkart на сумму до 1000 рупий*
Узнать больше
- Банковское предложение10% скидка на кредитную карту Axis Bank и кредитную карту EMI Trxns до ₹1750. При заказе 5000 и выше
T & C
RED, Black
- Тип: дрель с пистолетной рукояткой
- Размер патрона: 0 мм
- Источник питания: сетевой
- Тип использования: Home & Professional
- Просмотреть больше продавцов, начиная с 1861
- Вы, покупатель, настоящим заявляете и обязуетесь, что вы достигли совершеннолетия для покупки и использования этого продукта. Вы обязуетесь использовать продукт только в бытовых и/или сельскохозяйственных целях безопасным и законным способом, в соответствии со всеми применимыми законами, правилами безопасности и здравым смыслом. Кроме того, вы заявляете, что предпримете такие шаги, которые могут быть разумно необходимы или требуются в соответствии с применимым законодательством, чтобы не допустить попадания продукта в руки несовершеннолетних, неподготовленных и/или душевнобольных лиц. Flipkart не несет никаких последствий, убытков, повреждений или травм, которые могут возникнуть в результате насильственного или незаконного использования или неправильного использования продукта, продаваемого независимыми продавцами на платформе Flipkart. Клиент несет ответственность за бережное обращение с продуктом и его предполагаемое и законное использование в качестве инструмента. Flipkart не заявляет и не гарантирует, что покупатель может на законных основаниях приобретать, владеть или владеть продуктом. Пожалуйста, ознакомьтесь с законами и правилами, изложенными правоохранительными органами в вашей местной юрисдикции, прежде чем покупать и хранить продукт.
- Tools Centre
- Screwdriver Cum Drill Machine with Impact Driver for 90 Degree Angle L- Ключ-адаптер 1/4″
- Сверло с пистолетной рукояткой
- No
- 0 mm
- Red , Black
- Сетевой
- нет
- 10 8019 9 0 8 0 8 7
ГАРАНТИЧЕСКИЙ СЛУЖБА Тип - NA
5★
4★
3★
2★
1★
3
3
Описание
инструкции
Характеристики
Запасные части
- 8 18
Гарантия
Доставка
Проверка
Введите Pincode
Подробности просмотра
Color
. PLATIC. PLACETIN
Услуги
Продавец
Matraderstools
3,9
Описание
. дрель, в отличие от других сверлильных станков, эта машина имеет регулировку крутящего момента для правильного затягивания винтов, чтобы резьба винтов не соскальзывала и не повреждалась. ПРИМЕЧАНИЕ ЭТО НЕ УДАРНАЯ ДРЕЛЬ. Создает пространство для работы в труднодоступных местах шириной всего 2 дюйма для сверла или сверла размером 1 на 4 дюйма.
Подходит для любой электрической или пневматической дрели размером 1 на 4 дюйма и отлично подходит для труднодоступных мест. Благодаря легкой и компактной конструкции эта удобная насадка-сверло идеально подходит для бурения кабельных трасс между стойками и балками. Досягаемость сверла там, где чешется Адаптер сверла L-типа Сверление отверстий или затяжка винтов в лучшем случае Узкий уединенный идеальный 9Угол 0 градусов Угловой или L-образный адаптер, привинченный в труднодоступных местах, и отверстия, идеально подходящие для сверления. Легкое время DIY вы войдете в узкую стройную голову. Ударный шуруповерт может быть установлен с шестигранным валом 6,35 мм. Прикрепленный к ручному инструменту можно использовать. А положительный обратно совместим.Подробнее
Технические характеристики
Важное примечание
In The Box
General
Brand Model Number Тип Обратное вращение 80014 Chuck Size Color Power Features
Power Source Гарантия
Краткое описание гарантии Часто покупается вместе
Центр инструментов.
Скидка 33%
BOSCH 26085
Набор из 5 сверл по камню4.1
(8,382)
BUILDSKILL Высококачественный комбинированный шуруповерт для…
420100003
(64,055)
1 Item
₹1,861
2 Add-ons
₹626
Total
₹2,487
Ratings & Reviews
6 Ratings &
1 Reviews
1
Бесполезный товар
Продукт дешевого качества. Пожалуйста, не покупайте. Теперь я пытаюсь вернуть.
ПОДРОБНЕЕ
Вишнудев Б
Сертифицированный покупатель, Муваттупужа
4 месяца назад
Постоянная ссылка
Сообщить о нарушении
Есть сомнения относительно этого товара?
Безопасные и надежные платежи.
Легкий возврат. 100% подлинные продукты.Чувствительная насадка для сверления — Sherline Products
Количество чувствительных сверлильных насадок
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
Артикул: 1012
Категория: Другие аксессуары
ВНИМАНИЕ:
Перед покупкой этого аксессуара необходимо измерить диаметр сквозного отверстия шпинделя. Для правильной работы этого аксессуара должно быть не менее 0,408 дюйма (см. диаграмму ниже для справки).
Если ваш станок более старый, размер сквозного отверстия в шпинделе может быть слишком маленьким.
Оригинальные шпиндели имели сквозное отверстие 0,406 дюйма, что было зазором для инструмента 3/8 дюйма. Поскольку это обеспечивало достаточный зазор для инструмента 3/8″, отверстие .406 было просверлено с не очень жестким допуском. Иногда сверло немного гуляло, или отверстие было чуть меньшего размера. Когда Джо Мартин разработал чувствительную насадку для сверла (SDA), он разработал ее с очень небольшим зазором между латунным стержнем SDA и отверстием .406.С тех пор мы увеличили диаметр сквозного отверстия до 0,410 – 0,411, а отверстие расширили до нужного размера.
Вы также должны проверить наличие перекоса в отверстии .406 примерно на 1-1/2″ от конца шкива шпинделя. Старые шпиндели были просверлены с обоих концов, и на некоторых деталях сверло сбилось с центра. Это также вызовет проблемы с зазором для SDA.
Если вы хотите приобрести SDA для своего станка, а сквозное отверстие слишком маленькое или есть проблемы с выравниванием, мы предложим бесплатно развернуть ваш шпиндель по размеру, если вы готовы платить за доставка.
Чтобы воспользоваться этой бесплатной услугой, позвоните нам по телефону (760) 727-5857 и запросите номер RMA для вашей передней бабки.
Если вы разместите заказ на SDA одновременно с отправкой передней бабки, мы изготовим шпиндель вашей передней бабки и установим SDA на переднюю бабку, чтобы гарантировать правильную посадку и функционирование.
Схема сквозного отверстия шпинделя
Щелкните изображение, чтобы увеличить его.О насадке для чувствительного сверления
Насадка для сверления чувствительного сверления позволяет быстрее и легче сверлить небольшие отверстия, не ломая сверла. Использование пиноли или маховика для продвижения сверл диаметром менее 1/16″ может привести к поломке сверл, потому что рычаг, обеспечиваемый этими методами, затрудняет «чувство», как сверло режет. Если вам не нужен микрометрический контроль глубины с помощью маховика, чувствительная насадка для сверления облегчит выполнение задач по сверлению небольших отверстий.
Насадка состоит из сверлильного патрона 5/32″, который скользит по центральному валу. Вал крепится к шпинделю с помощью держателя, который навинчивается на резьбу шпинделя 3/4-16 за секунды, подобно держателю концевой фрезы. Пружина внутри латунной распорной трубки помогает поддерживать патрон и возвращать его в верхнее положение. Патрон удерживает сверла размером от 5/32″ до 80 (0,0135″)
Насадку легко установить за несколько секунд. Просто вставьте пружинную трубку в шпиндель и навинтите корпус насадки на резьбу шпинделя. Для использования возьмитесь за красное кольцо с накаткой, которое вращается на шарикоподшипнике на главном валу. Потяните сверло вниз, преодолевая натяжение пружины, и дайте ему вернуться, когда закончите.
Если вы просверливаете много маленьких отверстий, вам пригодится эта насадка. Это может даже окупиться в долгосрочной перспективе за счет экономии из-за меньшего количества поломок дорогих небольших сверл.
Неправильное использование станков и их принадлежностей может привести к серьезным травмам.
Прежде чем использовать этот инструмент, внимательно прочитайте инструкции и убедитесь, что понимаете его правильное и безопасное использование. Всегда надевайте защитные очки при работе со станками .
Скачать PDF 1012 Инструкции
Артикул 1012
Вместимость патрона 5/32″ (4 мм) — #80 (0,0135″ или 0,34 мм) Биение 0,003″ или менее Включает ключ для патрона Деталь № Описание Количество 10180 Ключ для патрона 5/32″ 1 10190 5/32″ 0 Конический сверлильный патрон Jacobs 1 10511 Главный вал 1 10512 Корпус сверла 1 10513 Латунная трубка 5″ x диам. 13/32″.1 10514 Крышка с крючком 1 10515 Приводной ключ (латунь) 1 10516 Кольцо подачи 1-3/4″ 1 10517 2,25″ x 0,028″ Пружина растяжения 1 10518 4-40 x 1/4″ Винт со шлицем из нержавеющей стали 1 10519 Стопорное кольцо 3/8″ 2 10520 Стальной штифт 1/16″ x 3/8″ 1 10930 Шариковый подшипник 3/8″ 1 Принадлежности для сверлильных станков
TC – Патроны MT2, MT3, MT4 с фиксирующей гайкой (всего 8 моделей). Наши резьбонарезные патроны совместимы с различными сверлильными станками. Тем не менее, мы рекомендуем использовать резьбонарезные патроны со сверлами Promotech PRO-52T, PRO-112T и PRO-132T, чтобы в полной мере воспользоваться преимуществами затянутой стопорной гайки.
TA – Переходники без предохранительной муфты для резьбонарезных инструментов размером от M3 до M42 для сквозных отверстий (всего 26 моделей)
TASC – Адаптеры для резьбонарезания с предохранительной муфтой для резьбонарезных инструментов размером от M3 до M42 для глухих отверстий (26 моделей) всего)
RA – переходники для расширения ассортимента инструментов для нарезания резьбы для использования с определенными патронами для нарезки резьбы (всего 5 моделей)Краткий обзор принадлежностей для нарезки резьбы Promotech
TC — патроны для нарезки резьбы
Код продуктаПереходники для нарезки резьбы типа TA и TASC (применимы для метрических и дюймовых размеров) 19 мм [1] 31 мм [2] 48 мм [3] 60 мм [4] MT2 OPR-0584-06-00-00-1 Н/Д Н/Д Н/Д MT2 OPR-0584-10-00-00-1 только с RDC-000008 Н/Д Н/Д MT3 OPR-0584-11-00-00-1 Н/Д Н/Д Н/Д MT3 OPR-0584-08-00-00-1 только с RDC-000008 Н/Д Н/Д MT3 OPR-0584-02-00-00-1 только с RDC-000009 только с RDC-000010 Н/Д МТ4 ОПР-0584-09-00-00-1 только с RDC-000008 Н/Д Н/Д MT4 OPR-0584-04-00-00-1 только с RDC-000009 только с RDC-000010 Н/Д MT4 OPR-0584-07-00-00-1 Н/Д только с RDC-000011 только с RDC-000012 TC – Резьбовые патроны с крепежными гайками
TC – Патроны для нарезки резьбы с крепежными гайками
Патрон для нарезки резьбы, оснащен стопорная гайка
Комплект поставки резьбового патрона, вкл.
HD-CUT OIL1Код продукта Тип Описание OPR-0584-06-00-00-1 MT2-19 Резьбовой патрон MT2 x 19 мм ОПР-0584-10-00-00-1 МТ2-31 Резьбовой патрон MT2 x 31 мм OPR-0584-11-00-00-1 MT3-19 Резьбовой патрон MT3 x 19 мм OPR-0584-08-00-00-1 MT3-31 Резьбовой патрон MT3 x 31 мм OPR-0584-02-00-00-1 MT3-48 Резьбовой патрон MT3 x 48 мм OPR-0584-09-00-00-1 MT4-31 Резьбовой патрон MT4 x 31 мм OPR-0584-04-00-00-1 MT4-48 Резьбовой патрон MT4 x 48 мм OPR-0584-07-00-00-1 MT4-60 Резьбовой патрон MT4 x 60 мм через постукивание отверстия
Tapping Muck — TC
Адаптер постукивания — TA
Инструмент для постукивания
Код продукта Код продукта 9087 . 0678 Описание Ø [мм] Размер метчика • [мм] ■[4 мм] 9004 WKL-000066 TA-1 Tapping Adapter 19 mm x M3 19 M3 3,5 2,7 WKL-000067 TA-1 Адаптер для резьбы 19 мм x M4 19 M4 4,5 3,4 WKL-000068 TA-1 Tapping Adapter 19 mm x M5/M6 19 M5/M6 6 4,9 WKL-000069 TA-1 Tapping Adapter 19 mm x M8 19 M8 8 6,2 WKL-000070 TA-1 Tapping Adapter 19 mm x M10 19 M10 10 8 WKL-000071 TA-1 Tapping Adapter 19 mm x M12 19 M12 9 7 WKL-000072 TA-2 Адаптер для резьбы 31 мм x M8 31 M8 8 6,2 WKL-000073 TA-2 Tapping Adapter 31 mm x M10 31 M10 10 8 WKL-000074 TA-2 Tapping Adapter 31 mm x M12 31 M12 9 7 WKL-000075 TA-2 Tapping Adapter 31 mm x M14 31 M14 11 9 WKL-000076 TA-2 Tapping Adapter 31 mm x M16 31 M16 12 9 WKL-000077 TA-2 Переходник для резьбы 31 мм x M18 31 M18 14 11 WKL-000078 TA-2 Tapping Adapter 31 mm x M20 31 M20 16 12 WKL-000079 TA-3 Tapping Adapter 48 mm x M14 48 M14 11 9 WKL-000080 TA-3 Tapping Adapter 48 mm x M16 48 M16 12 9 WKL-000081 TA-3 Tapping Adapter 48 mm x M18 48 M18 14 11 WKL-000082 TA-3 Переходник для резьбы 48 мм x M20 48 M20 16 12 WKL-000083 TA-3 Tapping Adapter 48 mm x M22/M24 48 M22, M24 18 14,5 WKL-000084 TA-3 Tapping Adapter 48 mm x M27 48 M27 20 16 WKL-000085 TA-3 Tapping Adapter 48 mm x M30 48 M30 22 18 WKL-000086 TA-4 Tapping Adapter 60 mm x M24 60 M24 18 14,5 WKL-000087 TA-4 Переходник для резьбы 60 мм x M27 60 M27 20 16 WKL-00000088 TA-4 Адаптер для постукивания 60 мм x M30 60 M30 9078 22 22 22 22999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999h99999н
WKL-000089 TA-4 Tapping Adapter 60 mm x M33 60 M33 25 20 WKL-000090 TA-4 Tapping Adapter 60 mm x M36 60 M36 28 22 WKL-000091 TA-4 Адаптер для резьбы 60 мм x M42 60 M42 32 8 90
Нарезание резьбы в глухих отверстиях
Патрон для нарезки резьбы – TC
Адаптер для нарезки резьбы – TASC
Tapping tool
Product Code Type Description Ø [mm] Tap size • [mm] ■[ мм] WKL-000092 TASC-1 Адаптер для резьбы 19 мм x M3 19 M3 3,5 7068 2 908 ВКЛ-000093 TASC-1 Переходник 19 мм x M4 19 M4 4,5 3,4 WKL-000094 TASC-1 Адаптер для резьбонарезания 19 мм x M5/M6 19 M5/M6 6 4,966
WKL-000095 TASC-1 Переходник для резьбы 19 мм x M8 19 M8 8 28,2
ВКЛ-000098 TASC-1 Переходник 19 мм x M10 19 M10 10 8 WKL-000099 TASC-1 Адаптер для резьбы 19 мм x M12 19 M12 0 9
9
WKL-000100 TASC-2 Адаптер для резьбы 31 мм x M8 31 M8 8 28,2
ВКЛ-000101 TASC-2 Адаптер для резьбы 31 мм x M10 31 M10 10 8 WKL-000102 TASC-2 Адаптер для резьбы 31 мм x M12 31 M12 9 7 WKL-000103 TASC-2 Адаптер для резьбы 31 мм x M14 31 M14 11 8 9
WKL-000104 TASC-2 Адаптер для резьбы 31 мм x M16 31 M16 12 9 WKL-000105 TASC- Адаптер для резьбы 31 мм x M18 31 M18 14 14
10
WKL-000106 TASC-2 Адаптер для резьбы 31 мм x M20 31 M20 16 8 92
WKL-000107 TASC-3 Адаптер для резьбонарезания 48 мм x M14 48 M14 11 9 WKL-000108 TASC-3 Адаптер для резьбы 48 мм x M16 48 M16 12 8 9
WKL-000109 TASC-3 Переходник для резьбы 48 мм x M18 48 M18 14 8 90
WKL-000110 TASC-3 Адаптер для резьбонарезания 48 мм x M20 48 M20 16 12 WKL-000111 TASC-3 Адаптер 48 мм x M22/M24 48 M22, M24 18 M22, M24 18 , M24 18 , M24 18 , M24 18 , M24 18 , M24 18 , M24 18 . WKL-000112 TASC-3 Адаптер для резьбы 48 мм x M27 48 M27 20 WKL-000113 TASC-3 Адаптер для резьбы 48 мм x M30 48 M30 22 18 WKL-000114 TASC-4 Адаптер для резьбы 60 мм x M24 60 M24 18 908, 0679 0
WKL-000115 TASC-4 Адаптер для резьбы 60 мм x M27 60 M27 20 67808 19 WKL-000116 TASC-4 Адаптер для резьбы 60 мм x M30 60 M30 22 18 WKL-000117 TASC-4 Адаптер для резьбы 60 мм x M33 60 M3 25 8 80
WKL-000118 TASC-4 Переходник для резьбы 60 мм x M36 60 M36 28 206078 28
WKL-000119 TASC-4 Переходник с предохранительной муфтой 60 мм x M42 60 M42 32 24 RA — Адаптеры сокращения
Код продукта Тип
9068 4444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444н.
