Точение чистовое: Чистовое точение — Большая Энциклопедия Нефти и Газа, статья, страница 1
Содержание
На точение чистовое:
Таблица
1.6 – Расчет припусков на обработку и
предельных размеров по технологическим
переходам
Элементарная | Элементы припуска, | Расчетный | Расчетный | Допуск | Принятые | Полученные | |||||
Rа | h | Δ | έ | Dmax | dmin | 2 Zmах | 2 Zmin | ||||
1. | 500 | 566 | — | — | 67,342 | 1000 | 68,342 | 67,342 | — | — | |
2.Точен. | 20 | 20 | 34 | 200 | 2182 | 65,16 | 250 | 65,41 | 65,16 | 3156 | 2182 |
3. | 10 | 10 | 1,7 | 20 | 160 | 65 | 74 | 65,074 | 65 | 418 | 160 |

 Точен.
Точен. 2Zomax
= 3156+418=3574 мкм;
2Zomin
= 2182+160=2317мкм;
1000-74=3574-2317=0.
Рассчитаем
припуск на диаметр Ø
детали «Фреза». Шероховатость обработанной
поверхности Ra=3,2
мкм. Материал детали – Сталь 40Х ГОСТ
4543-71.
Для
обеспечения заданной степени точности
и шероховатости необходимо предусмотреть
следующую последовательность обработки
поверхности:
Точение
черновое, точение чистовое.
В
качестве заготовки используется поковка,
Rz+h=500
мкм.
Суммарное
отклонение расположения поверхности
включает перекос отверстия ∆ п,
коробление ∆ к,
погрешность расположения отверстия
относительно технологических баз ∆
ртб.
∆ п=5·90=450
мкм;
∆ к=1·D=1·280=280
мкм;
∆ ртб=200
мкм;
(1.12)
мкм;
Величина
коэффициента уточнения после точение
чернового – 0,06,
точения
чистового -0,05, [4]. Следовательно, остаточная
кривизна после:
точения
черновое — ΔΣ1=566·0,06=34(мкм)
точения
чистовое — ΔΣ2=34·0,05=1,7
(мкм)
При
закреплении заготовки в 3-х кулачковом
самоцентрирующимся патроне ε=200 [8].
Таблица
1.5 – Данные для расчета припуска
Вид обработки | Квалитет | Допуск Td, мкм | Rа, мкм | h, мкм |
1. Точение черновое | 12 | 250 | 20 | 20 |
2. | 9 | 115 | 10 | 20 |
Исходя
из вышеизложенного определим расчетную
величину минимального припуска: на
точение черновое:
Таблица
1. 8 – Расчет припусков на обработку и
8 – Расчет припусков на обработку и
предельных размеров по технологическим
переходам
Элементарная | Элементы припуска, | Расчетный | Расчетный | Допуск | Принятые | Полученные | |||||
Rа | h | Δ | έ | Dmax | dmin | 2 Zmах | 2 Zmin | ||||
1. | 500 | 566 | — | — | 252,342 | 1000 | 253,42 | 252,342 | — | — | |
2.Точен. | 20 | 20 | 34 | 200 | 2182 | 250,16 | 250 | 250,41 | 250,16 | 3156 | 2182 |
3. | 10 | 10 | 1,7 | 20 | 160 | 250 | 115 | 250,115 | 250 | 418 | 160 |

 Точен.
Точен. 2Zomax
= 3156+418=3574 мкм;
2Zomin
= 2182+160=2317мкм;
1000-74=3574-2317=0.
1.8.2
Расчёт режимов резания
Режимы
обработки назначаются на все технологические
операции по общемашиностроительным
нормативам времени и режимов резания
для соответствующего вида обработки и
типа производства. Режимы резания
рассчитываются на ЭВМ или определяются
расчётно – аналитическим методом. В
В
пояснительной записке дипломного
проекта приводится пример подробного
расчёта режимов резания. Расчёт расчетное
– аналитическим методом, ниже, в данном
разделе. Пример расчёта режимов резания
расчетно – аналитическим методом:
расчет производится по методике
изложенной.
Расчет
режимов резания при операции
«токарно-винторезная»
Элементы
режимов резания устанавливаются в
следующем порядке:
—
глубина резания t:
при черновой обработке принимается
наибольшая из возможных глубина резания,
равная большей части припуска на
обработку; при чистовой обработке — в
зависимости от требуемой точности
размеров и требований к шероховатости
поверхности;
—
подача s:
при черновой обработке выбирают
максимально возможную подачу, исходя
из жесткости и прочности технологической
системы, мощности привода станка,
прочности инструмента; при чистовой
обработке – в зависимости от требуемой
точности размеров и шероховатости
поверхности. Выбранная подача
Выбранная подача
согласовывается с паспортными данными
станка;
—
скорость резания V
рассчитывается по эмпирическим формулам;
—
частота вращения шпинделя n
определяется, исходя из рассчитанной
скорости резания, и корректируется по
паспортным данным станка;
—
определяется фактическое значение
скорости резания с использованием
скорректированного значения частоты
вращения шпинделя;
— определяются
силы резания, мощность резания, крутящий
момент на шпинделе станка. Мощность
резания не должна превышать мощность
привода станка.
Расчет
режимов резания на операцию 005
“Токарно-винторезная”. Оборудование
– станок токарно-винторезный 16К20.
Последовательность:
Точить
торец, выдерживая размер 45 мм.Расточить
отверстие 50
ммРасточить
отверстие 65
ммТочить
канавку 2,5 ммТочить
фаску 2х45
Переход
1. Точить торец, выдерживая размер 45 мм.
Точить торец, выдерживая размер 45 мм.
Глубина резания
2.5 мм
Подача
0,4 мм/об (21)
Инструмент
резец подрезной с механическим креплением
трехгранной пластины Р18.
Скорость
резания при точении определяется по
формуле:
(9)
T
– стойкость инструмента, мин;
t
– глубина резания, мм, s
– подача, мм/об.
где
Cv=46,7;
x=0,5;
y=0,5;
m=0,33;
q=0,45;
u=0,1;
p=0,1;
Kv=0,85
[4];
T=120
мин.
Частота вращения
шпинделя определяется по формуле
,
(10)
где
D
– диаметр заготовки, мм
По
паспорту станка принимаем 315 мин-1.
Тогда фактическая скорость резания
составит
Фактическая
скорость:
Сила резания:
, (11)
где
СР
– постоянная;
x,
y,
n,
— показатели степени;
КР
– поправочный коэффициент.
СР
= 300; х = 1; у = 0,75; n
= — 0,15; [21]
КР
= КМРКРКРКР
КМР
– поправочный коэффициент, учитывающий
влияние качества обрабатываемого
материала на силовые зависимости
КР
– коэффициент учитывающий влияние
главного угла в плане КР
= 0.89
КР
– коэффициент
учитывающий влияние угла резца КР
= 1. 1
1
КР
— коэффициент учитывающий влияние угла
резца КР
= 1
, (12)
n
= 0.75 [21]
КР
= 0.8460.891.11
= 0.83
Pz
= 103002,539,60,750,400,7583
= 568Н.
Мощность резания:
Операция
035 Внутришлифовальная
Переход
№2. Шлифовать поверхность 50
мм
Припуск
на обработку составляет t
= 0,05 мм
Определяю скорость
шлифовального круга
к
= 30–35 м/с [3]
Принимаю
к
= 35 м/с
Определяю скорость
вращения заготовки
з
= 20–40 м/мин [8]
Принимаю
з
= 25 м/мин
Определяю
частоту вращения шпинделя, соответствующую
принятой скорости резания
Принимаю
n
= 145 об/мин
Найденное
значение n
= 145 об/мин может быть установлено на
станке, имеющем бесступенчатое
регулирование частоты вращения шпинделя
в пределах 63–400 об/мин.
Определяю поперечную
подачу круга
S
= 0,01 ÷ 0,025 мм [8]
Принимаю
S
= 0,015 мм
Определяю
мощность, затрачиваемую на резание [8]
где
CN
– постоянная в формуле
CN
= 0,14 [8]
r,
y,
q,
z
– показатели степеней
r
= 0,8
y
= 1,0
q
= 0,2
z
= 1,0
з
– скорость вращения заготовки
S
– подача
d
– обрабатываемый диаметр
b
– ширина шлифования
Операция
20 Горизонтально-фрезерная.
Расчет
режимов резания на фрезерование паза
глубиной 30±1мм,
Шириной
20, длиной L=27 мм. режущий инструмент –
фреза дисковая Ø125мм, ширина 20мм материал
режущей части Т15К6, число зубьев z=22.
Глубина
резания t = 14 мм. Рекомендуемая подача
зуб Sz = 0,02 мм/зуб.[9].
Скорость
резания рассчитывается при обработке
заготовки по формуле:
Значение
периода стойкости Т, коэффициента СV и
показателей степеней [9] равны СV =690 , x =
0,3, y = 0,4, m = 0,35, q=0,2, u=0,1, p=0, T=180
Коэффициент КV в
формуле находится по формуле:
КV = Kмv*Knv*Kиv,
где
Kмv — поправочный коэффициент, учитывающий
качество обрабатываемого материала;
Knv
– поправочный коэффициент, учитывающий
состояние поверхности заготовки;
Kиv – поправочный
коэффициент учитывающий материал
инструмента;
Kмv =1,14[9], Для
поверхности заготовки без корки Knv = 1,0
[9], Kиv =1,0[9]
Тогда:
КV = 1,14*1,0*1,0=1,14
Частота вращения
шпинделя:
Скорректируем
определенную исходя из рассчитанной
скорости резания по
паспорту станка
частоту вращения шпинделя n = 200 (мин-1).
Следовательно,
фактическая скорость резания равна:
Главная
составляющая силы резания при фрезеровании–
окружная сила определяется по формуле:
Значения коэффициента
Ср и показателей степени [5]:
Ср
= 261, x = 0,9, y = 0,8, u=1,1, q=1,1,w=0,1, KMP=0,96[5].
Следовательно
сила резания будет равна:
Крутящий момент
определяется по формуле:
Мкр=Рz*D/2*100
Мкр=621*200/2*100=621(Н·м)
Мощность резания
рассчитывают по формуле:
1.8.3
Расчёт нормы штучного времени
Расчёт
нормы штучного времени и подготовительно
– заключительного времени. Производится
на следующую операцию.
1.8.3.1
Определение штучно-калькуляционного
времени на операцию «Токарно-винторезная»
На
данной операции производиться точение
поверхностей на станке 16К20 .
Переход
2: Точить торец, выдерживая размер 45 мм.
Основное
технологическое время определяется:
,
(36)
L
= L0
+ L1
+ L2,
(37)
где
L
– длина резания, мм;
L0
– длина обрабатываемой поверхности,
мм;
L2
– величина врезания и перебега
инструмента, мм;
L3
– дополнительная длина на взятие пробной
стружки, мм;
n
– частота вращения шпинделя, мм/об;
Sмин
– минутная подача, мм/мин;
S
– подача на один оборот шпинделя, мм/об;
i
– число проходов.
Вспомогательное
время на установку, закрепление и снятие
детали ТВСП
= 4,5 мин.
Вспомогательное
время на переход (включение и отключение
подачи, подвод инструмента к детали и
т. д.) ТВСП
д.) ТВСП
= 0,1 мин
Оперативное время:
ТОП
= ТОСН
+ ТВСП
= 1.3 + 4,5 + 0,1 = 5.9 (мин)
Время
на отдых составляет ТОТД
= 9%, на обслуживание рабочего места ТОБС
= 3% о оперативного времени [3. Карта 72. С
150]
ТОБС
+ ТОТД
= 5.9(0,09+0,03)
= 0,82 (мин) (38)
Штучное время:
ТШТ
= ТОП
+ ТОБС
+ ТОТД
= 5.9 + 0,82 = 7,6 (мин) (40)
Подготовительно
заключительное время на партию деталей:
ТП.З.
= 16,5 мин.
Штучно-калькуляционное
время определяется:
, (42)
где
ПЗ
= партия запуска деталей.
где
N
– годовой выпуск деталей, шт;
Sn
– число запусков в год.
ТШТ.К
= 7,6 + 16,5 / 250 = 7,7 (мин)
1.8.3.2
Определение штучно-калькуляционного
времени на операцию «Внутришлифовальная»
Основное
технологическое время определяется:
Вспомогательное
время на установку, закрепление и снятие
детали ТВСП
= 4,5 мин.
ТОП
= ТОСН
+ ТВСП
= 8 + 4,5 = 12,5 (мин)
ТОБС
+ ТОТД
= 12,5(0,09+0,03)
= 1,5 (мин)
Штучное время:
ТШТ
= ТОП
+ ТОБС
+ ТОТД
= 12,5 + 1,5 = 14 (мин)
ТШТ.К
= 14 + 16,5 / 250 = 14,1 (мин)
1.8.3.4
Определение штучно-калькуляционного
времени на операцию «Горизонтально-фрезерная»
Основное
технологическое время определяется:
Вспомогательное
время на установку, закрепление и снятие
детали ТВСП
= 4,5 мин.
ТОП
= ТОСН
+ ТВСП
= 11 + 4,5 = 15,5 (мин)
ТОБС
+ ТОТД
= 15,5(0,09+0,03)
= 1,9 (мин)
Штучное время:
ТШТ
= ТОП
+ ТОБС
+ ТОТД
= 15,5 + 1,9 = 17,4 (мин)
ТШТ.К
= 17,4 + 16,5 / 250 = 17,5 (мин)
1.9
Разработка технологического задания
на проектирование специального режущего
инструмента.
Для
изготовления фрезы необходимы следующие
специальные инструменты:
—
резец специальный расточной с пластиной
сложного профиля из твердого сплава
Т15К6, сечение державки 40х32 мм L=140
мм, φ=90°;
—
протяжка специальная L=550
мм 18х30 мм
материал:
сталь быстрорежущая Р14Ф4, HB
269 (после отжига)
число
зубьев z=22
—
круг
шлифовальный
специальный эльборовый на органической
связке D=150
мм ширина 20мм
12R4
150х20х45х22 АС6М 100/80 B48 75 35
при механической, токарной, черновой, чистовой обработке
Таблица шероховатости при различной обработке
В таблице шероховатости приведены примеры некоторых видов обработки, при выполнении которых, при определённых условиях, образуется поверхность с настоящим значением шероховатости.
Исходная шероховатость является следствием технологической обработки поверхности материала. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
На рисунке схематично показаны параметры шероховатости, где: l — базовая длина; m — средняя линия профиля; S mi — средний шаг неровностей профиля; S i — средний шаг местных выступов профиля; H i max — отклонение пяти наибольших максимумов профиля; H min — отклонение пяти наибольших минимумов профиля; h i max — расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль; h i min — расстояние от низших точек пяти наибольших минимумов до линии, параллельной средней и не пересекающей профиль; R max — наибольшая высота профиля; y i — отклонения профиля от линии m; p — уровень сечения профиля; b n — длина отрезков, отсекаемых на уровне p.
|
Класс |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
В ячейках сверху указаны классы шероховатости для сопоставления с новым стандартом | ||||||||||||||
|
Ra |
100 |
50 |
25 |
12.5 |
6.3 |
3.2 |
1.6 |
0.8 |
0.4 |
0.  2 2
|
0.1 |
0.08 |
0.025 |
0.01 |
|
Rz |
400 |
200 |
100 |
50 |
25 |
12.5 |
6.3 |
3.2 |
1.6 |
0.8 |
0.4 |
0.2 |
0.1 |
0.05 |
|
Пескоструйная обработка |
Rz400 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ковка в штампах |
Rz400 |
Rz200 |
Rz100 |
|
|
|
|
|
|
|
|
|
|
|
|
Отпиливание |
Rz400 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сверление |
|
|
Rz100 |
Rz50 |
Rz25 |
|
|
|
|
|
|
|
|
|
|
Зенкерование черновое |
|
|
Rz100 |
Rz50 |
Rz25 |
|
|
|
|
|
|
|
|
|
|
Зенкерование чистовое |
|
|
|
Rz50 |
Rz25 |
3.  2 2
|
1.6 |
|
|
|
|
|
|
|
|
Развертывание нормальное |
|
|
|
|
|
3.2 |
1.6 |
0.8 |
|
|
|
|
|
|
|
Развертывание точное |
|
|
|
|
|
|
1.  6 6
|
0.8 |
0.4 |
|
|
|
|
|
|
Развертывание тонкое |
|
|
|
|
|
|
|
0.8 |
0.4 |
0.2 |
|
|
|
|
|
Протягивание |
|
|
|
|
Rz25 |
3.  2 2
|
1.6 |
0.8 |
0.4 |
|
|
|
|
|
|
Точение черновое |
Rz400 |
Rz200 |
Rz100 |
Rz50 |
|
|
|
|
|
|
|
|
|
|
|
Точение чистовое |
|
|
Rz100 |
Rz50 |
Rz25 |
3.  2 2
|
1.6 |
0.8 |
|
|
|
|
|
|
|
Точение тонкое |
|
|
|
|
|
3.2 |
1.6 |
0.8 |
0.4 |
|
|
|
|
|
|
Строгание предварительное |
Rz400 |
Rz200 |
Rz100 |
Rz50 |
|
|
|
|
|
|
|
|
|
|
|
Строгание чистовое |
|
|
Rz100 |
Rz50 |
Rz25 |
3.  2 2
|
1.6 |
|
|
|
|
|
|
|
|
Строгание тонкое |
|
|
|
|
|
|
1.6 |
0.8 |
|
|
|
|
|
|
|
Фрезерование предварительное |
|
Rz200 |
Rz100 |
Rz50 |
Rz25 |
|
|
|
|
|
|
|
|
|
|
Фрезерование чистовое |
|
|
|
|
Rz25 |
3.  2 2
|
1.6 |
|
|
|
|
|
|
|
|
Фрезерование тонкое |
|
|
|
|
|
3.2 |
1.6 |
0.8 |
|
|
|
|
|
|
|
Шлифование предварительное |
|
|
|
|
Rz25 |
3.  2 2
|
1.6 |
|
|
|
|
|
|
|
|
Шлифование чистовое |
|
|
|
|
|
|
1.6 |
0.8 |
0.4 |
|
|
|
|
|
|
Шлифование тонкое |
|
|
|
|
|
|
|
|
0.  4 4
|
0.2 |
|
|
|
|
|
Шлифование — отделка |
|
|
|
|
|
|
|
|
|
|
0.1 |
0.08 |
Rz0.1 |
Rz0.05 |
|
Притирка грубая |
|
|
|
|
|
|
|
0.  8 8
|
0.4 |
|
|
|
|
|
|
Притирка средняя |
|
|
|
|
|
|
|
|
0.4 |
0.2 |
0.1 |
|
|
|
|
Притирка тонкая |
|
|
|
|
|
|
|
|
|
|
0.  1 1
|
0.08 |
Rz0.1 |
Rz0.05 |
|
Хонингование нормальное |
|
|
|
|
|
|
1.6 |
0.8 |
0.4 |
0.2 |
|
|
|
|
|
Хонингование зеркальное |
|
|
|
|
|
|
|
|
0.  4 4
|
0.2 |
0.1 |
0.08 |
|
|
|
Шабрение |
|
|
|
|
|
3.2 |
1.6 |
0.8 |
|
|
|
|
|
|
|
Прокатка |
|
|
|
Rz50 |
Rz25 |
3.2 |
1.6 |
0.  8 8
|
|
|
|
|
|
|
|
Литье в кокиль |
Rz400 |
Rz200 |
Rz100 |
Rz50 |
|
|
|
|
|
|
|
|
|
|
|
Литье под давлением |
Rz400 |
Rz200 |
Rz100 |
Rz50 |
Rz25 |
3.  2 2
|
|
|
|
|
|
|
|
|
|
Литье прецизионное |
|
|
|
Rz50 |
Rz25 |
3.2 |
1.6 |
|
|
|
|
|
|
|
|
Литье пластмасс, прецизионное |
|
|
|
|
Rz25 |
3.  2 2
|
1.6 |
0.8 |
0.4 |
0.2 |
0.1 |
|
|
|
Глубина резания при чистовом точении
Стружколом Seco MF2
В большинстве случаев чистовое точение производится с небольшой глубиной резания, однако увеличение глубины на этом этапе также может быть технологически и экономически выгодным.
При оптимизации чистовой обработки вряд ли получится изменить скорость подачи, так как подача выбирается исходя из требований к шероховатости обработанной поверхности в соответствии со спецификациями производителя инструмента, в которых он указывает радиус закругления режущей части и скорость подачи, необходимые для получения того или иного качества поверхности при чистовом точении.
Однако, несмотря на жестко фиксированную скорость подачи, изменение глубины резания может оказать сильное влияние на процесс обработки.
В связи с тем, что в процессе чистовой обработки почти всегда образуется тонкая, трудно контролируемая стружка, первое, что следует сделать – это выбрать форму стружкообразующей канавки на режущей пластине. Для разных операций существуют различные формы канавок. К примеру, компания Seco производит пластины с канавками форм MF2 для малой и M3 для средней и большой глубины резания при точении стали. Каждая из форм канавки имеет своё окно рабочих параметров, которое необходимо соблюдать. Так, если рабочий диапазон глубины резания для канавки составляет от 0.25 до 0.5 мм, а точение производится с глубиной резания 0.2 мм, то сход стружки будет происходить не так оптимально, как должен.
Даже правильно выбранная форма стружколома не гарантирует, что качество поверхности будет удовлетворять спецификации. Одной из возможных причин является преждевременный износ режущей поверхности вследствие установки неоптимальных параметров резания (включая слишком малую глубину резания и слишком большой радиус закругления режущей кромки в плане).
При точении с очень малой глубиной резания и большим радиусом закругления режущей кромки в плане (например, 0.2 мм и 0.8 мм соответственно) радиус завивания валика стружки не оптимален.Вследствие этого происходит контакт сходящей стружки с периферической частью режущей кромки и передней поверхности пластины. При обработке высокоуглеродистой стали это приводит к луночному износу передней поверхности, тем самым приводя к ухудшению качества обработанной поверхности.
При увеличении глубины резания стружка становится более жесткая и скручивается за пределами радиуса закругления, т.к. форму и радиус завивания ей придает канавка-выкружка стружколома, выполненная вдоль всех режущих кромок пластины. Так, при том же самом радиусе 0.8 мм, но вдвое большей глубине резания, стружка по канавке сразу выходит за радиус резания, и свивается за пределами режущей части пластины, где появление луночного износа допускается.
Слишком малая глубина резания приводит к потере контроля над сходом стружки, которая свивается в клубок и может намотаться на державку и пластину, царапая обработанную поверхность. При большей глубине резания стружка завивается и дробится штатно, согласно замыслу конструкторов режущей пластины. Однако мало какое предприятие станет проводить финишную обработку с глубиной резания 0.4 мм (пластиной с радиусом закругления режущей кромки 0.8 мм). Хороший выход из положения — выбор пластины с меньшим радиусом закругления. Так, можно использовать пластину CNMG-432 (радиус закругления 0.8 мм) для черновой обработки, после чего CNMG-431 (радиус закругления 0.4 мм) для чистовой обработки. Благодаря меньшему радиусу закругления при малой глубине резания стружка будет направляться вбок от пластины, поскольку глубина резания окажется больше, чем область соприкосновения по радиусу закругления кончика пластины.
При большей глубине резания стружка завивается и дробится штатно, согласно замыслу конструкторов режущей пластины. Однако мало какое предприятие станет проводить финишную обработку с глубиной резания 0.4 мм (пластиной с радиусом закругления режущей кромки 0.8 мм). Хороший выход из положения — выбор пластины с меньшим радиусом закругления. Так, можно использовать пластину CNMG-432 (радиус закругления 0.8 мм) для черновой обработки, после чего CNMG-431 (радиус закругления 0.4 мм) для чистовой обработки. Благодаря меньшему радиусу закругления при малой глубине резания стружка будет направляться вбок от пластины, поскольку глубина резания окажется больше, чем область соприкосновения по радиусу закругления кончика пластины.
Манипулирование глубиной резания также может осуществляться с целью регулирования интенсивности силы резания, а также минимизации дребезга инструмента. Вектор силы резания при точении раскладывается на три составляющих: осевая, тангенциальная и радиальная. Осевая координата образуется при подаче каретки по направлению к патрону и направлена вдоль оси симметрии заготовки (также её называют силой подачи – прим. перев). Правильный учет этой силы – один из важнейших элементов стабильного резания. Вторая сила – тангенциальная – отражает давление заготовки на переднюю поверхность резца, её вектор направлен вертикально вниз. Образуется при врезании резца в заготовку; ей противодействует крутящий момент на шпинделе станка.
перев). Правильный учет этой силы – один из важнейших элементов стабильного резания. Вторая сила – тангенциальная – отражает давление заготовки на переднюю поверхность резца, её вектор направлен вертикально вниз. Образуется при врезании резца в заготовку; ей противодействует крутящий момент на шпинделе станка.
Третья сила – радиальная. Она направлена вдоль оси резца и отражает взаимное отталкивание резца и заготовки при проникновении режущей пластины в материал. Радиальная сила может стать причиной дребезга и вибрации, а также волнистой фактуры обработанной поверхности.
Важнейшая задача при точении – максимизировать осевую силу и минимизировать радиальную, поскольку на направлении осевой силы находятся самые массивные и надежные компоненты станка и устойчивость контакта резца и заготовки максимально. Радиальная сила не доставит больших проблем, в случае если инструмент достаточно жесткий, а обрабатываемая деталь имеет большой диаметр и надежно закреплена, т.е. общая жесткость системы деталь-инструмент максимальна. Однако при обработке, например, какого-нибудь вала диаметром дюйм (25,4 мм) и длиной шестнадцать (406 мм) – ситуация кардинально меняется. При точении тонких длинных деталей жесткость системы недостаточна. Так, при заходе от бабки и финише у патрона общая жесткость системы достаточно большая, но центральная область заготовки представляет собой проблему из-за появления вибрации, т.к. в этой зоне нет противодействия отгибанию заготовки резцом. В этот момент радиальная сила проявляет себя во всей красе.
Однако при обработке, например, какого-нибудь вала диаметром дюйм (25,4 мм) и длиной шестнадцать (406 мм) – ситуация кардинально меняется. При точении тонких длинных деталей жесткость системы недостаточна. Так, при заходе от бабки и финише у патрона общая жесткость системы достаточно большая, но центральная область заготовки представляет собой проблему из-за появления вибрации, т.к. в этой зоне нет противодействия отгибанию заготовки резцом. В этот момент радиальная сила проявляет себя во всей красе.
К примеру, при работе твердосплавной пластиной с углом в плане от 0 до -5° с радиусом закругления 0.4 мм и глубиной резания 0.3 мм при чистовом проходе будет получаться конусность примерно 0.01 мм на дюйм (25,4 мм) длины. Однако при увеличении глубины резания до 0.55 мм конусность становится столь незначительной, что ей можно пренебречь. Это происходит потому, что резание происходит на 0.18 мм глубже, чем точки касательных к радиусу закругления. Проекция центра закругления находится вне обрабатываемой заготовки, при этом осевая сила получается значительно больше чем радиальная. Таким образом, для уменьшения вибрации и дребезга следует использовать наименьший радиус закругления режущей кромки в плане и увеличить глубину резания насколько это возможно.
Таким образом, для уменьшения вибрации и дребезга следует использовать наименьший радиус закругления режущей кромки в плане и увеличить глубину резания насколько это возможно.
Источник материала: перевод статьи
Finish Turning Tactics in Depth (of cut),
Cutting Edge Conversation.
Автор статьи-оригинала:
Чед Миллер (Chad Miller), менеджер по токарной
обработке и новым материалам Seco
Скачать каталоги инструмента Seco и получить информацию о данном производителе вы можете по этой ссылке: Seco Tools, каталоги инструмента Секо
Черновое и чистовое точение заготовок на токарном станке по дереву
Черновое и чистовое точение заготовок на токарном станке по дереву
 org/Person»>
org/Person»>
Окользин Сергей Станиславович
Пожалуйста, оцените
Оценка 1Оценка 2Оценка 3Оценка 4Оценка 5
Методическая разработка по технологии
Черновое и чистовое точение заготовок
на токарном станке по дереву
Окользин Сергей Станиславович,
учитель технологии ГБОУ
СОШ № 509 Санкт-Петербурга
Методическая разработка составлена в разделе «Технологии обработки древесины. Элементы машиноведения «, по теме «Черновое и чистовое точение заготовок на токарном станке по дереву» Данный материал разработан в соответствии с требованиями ФГОС по предмету технология.
Карта составлена в виде таблицы, в которой отображены цель, планируемый результат, предметные знания, УУД. Также в карте определены метапредметные связи, формы работы и ресурсы. Урок разбит на этапы и для каждого этапа определены задачи, методы и приёмы обучения, формы учебного взаимодействия, деятельность учителя и учащихся, формируемые УУД и предметные действия.
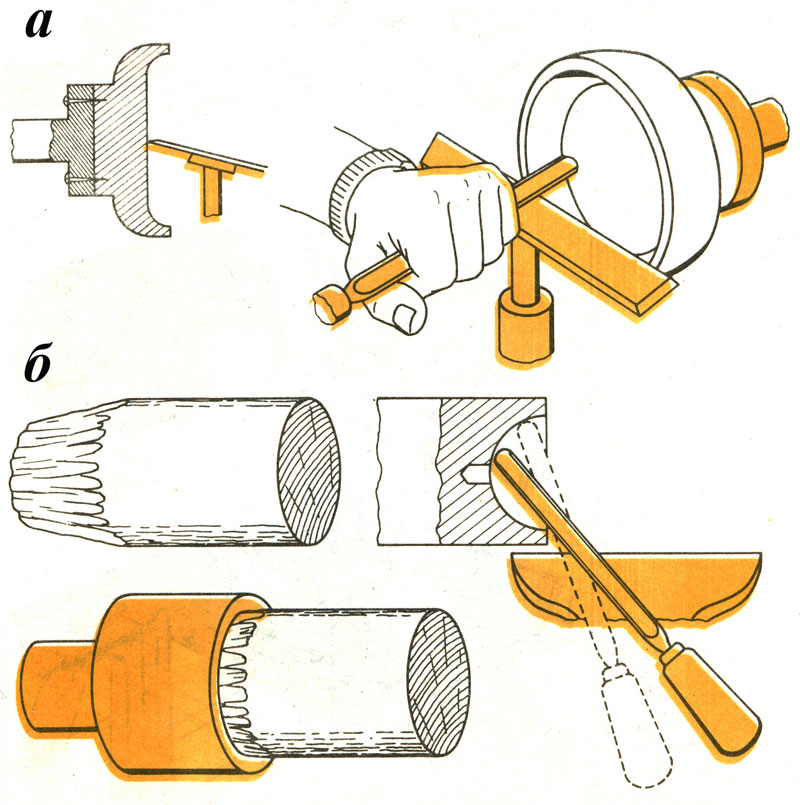
Урок проводится в 6 классе и предназначен для обучения мальчиков. Тип урока — комбинированный с использованием ИКТ, с результатами формирования УУД по ФГОС. На уроке закрепляются основные понятия: рейер, мейсель, черновое точение, чистовое точение, кронциркуль., план-шайба, закрепления заготовки в центрах.
На уроке предполагается использовать фронтальную, индивидуальную и групповая формы работы. Практическое задание направлено на развитие логического мышления, индивидуальных способностей и возможностей каждого учащегося. Применяемые формы и методы способствуют закреплению умений при выполнении практического задания по точению древесины.
Базовый учебник: Тищенко А.Т., Симоненко В.Д. «Технология. Индустриальные технологии. 5 класс».
Тема урока « Черновое и чистовое точение на токарном станке по дереву»
Форма урока: фронтальная беседа, индивидуальная практическая работа, групповая практическая работа, самоанализ и коррекция результатов практической деятельности.
Тип урока: комбинированный «открытие нового знания», практическое закрепление знаний и способов действий, урок по выполнению трудовых приемов и навыков.
Цели:
Воспитательная: воспитание положительной мотивации к предмету «Технология», к рабочей профессии в целом, в её значимости. Воспитание уважения к людям труда специалистам высокого класса, профессионального достоинства. Воспитание корпоративной культуры, коммуникабельности, ориентированию на успех, толерантности, эмпатии.
Развивающая: создать условия для наглядно-действенного, практического мышления; умения анализировать, сравнивать, обобщать. Способствовать развитию воссоздающего воображения; внимания; зрительной, смысловой, двигательной памяти; нравственных чувств коллективизма, ответственности, долга, эстетических чувств и качеств (аккуратность, чистоплотность), интеллектуальных чувств любознательности, стремления к новому, прогрессивному, удовлетворения от хорошо выполненной работы.
Образовательная: создание условий для формирования познавательных, регулятивных, личностных универсальных учебных действий при изучении способов чернового и чистового точения заготовок, приемов измерения круглых деталей и ровных поверхностей будущих форм готового изделия, знать принадлежности токарного станка для крепления заготовки. Формировать оптимальные и безопасные приемы работы на СТД. Закрепить знания подготовки заготовок для станке , закрепления ее на станке.,
Деятельностная: I группа- закрепление навыков подготовки заготовок для крепления на станке,. II группа — формировать способности управления станком, грамотно и безопасно выполнять технологические операции точения.
Методическое обеспечение урока: технология личностно – ориентированного подхода, здоровье сберегающие технологии.
Методы обучения : диалог, регулирование учителем крепления заготовок на станке. Самостоятельная работа учащихся.
Дидактические принципы: наглядность, последовательность обучения, доступность, научность.
Задачи урока:
1. Предметные – формирование у учащихся умения готовить заготовки для точения, закреплять заготовки на станке, пользоваться основными резцами.
2. Регулятивные — определение последовательности промежуточных задач с учетом конечного результата; составление плана и последовательности действий;
3. Познавательные – выбор наиболее оптимальных средств и способов решения задачи (чернового и чистового точения заготовок)
4. Коммуникативные – умение вести учебное сотрудничество на уроке с учителем, одноклассниками в группе и коллективе;
5. Личностные – формирование бережливости при выполнении трудовых приемов, умение сотрудничать.
6.Метапредметные — формировать умение принимать учебную задачу и стремиться ее выполнять;
— развивать умение наблюдать, сравнивать, обобщать, делать выводы
Наглядные пособия: плакат из комплекта кабинета «Резка тонколистового металла и проволоки», образцы заготовок тонколистового металла и проволоки.
Инструменты и оборудование: ножовка, рубанок, угольник, линейка, карандаш, молоток, керн, наковальня, столярный верстак, станок.
План-конспект уроков
| Основные этапы организации учебной деятельности | Цель этапа | Содержание педагогического взаимодействия | |||
| Деятельность учителя | Деятельность обучающихся | ||||
| Познавательная | Регулятивная | Коммуникативная | |||
| Мотивация учебной деятельности 2 мин. | Организация учебного процесса | Запускает учеников в класс, предлагает одеть халаты и занять рабочие места. Отмечает отсутствующих на уроке. Назначает дежурное звено по уборке мастерской. | Преобразовывать модель поведения в соответствии с содержанием учебного материала и поставленной учебной целью | учатся способам самоорганизации, | планирование учебного сотрудничества с учителем и сверстниками |
Актуализация знаний, проверка домашнего задания, объявление темы урока. 10 мин. | Проверка усвоения пройденного материала, установка логического перехода и взаимосвязи с темой нового урока | Приветствие учеников. Ребята давайте вспомним, что вы изучали на прошедшем уроке? Подготовка заготовки является базовой основой любого технологического приема закрепления в станке и дальнейшей ее обработки. Итак, прошу желающих ответить на поставленные мною вопросы. Оценка ответов, краткое повторение ключевых понятий. Учитель объявляет тему нового урока | структурирование знаний; осознанное и произвольное построение … | обеспечивающие организацию обучащимися своей учебной деятельности (целеполагание, планирование, прогнозирование, контроль, коррекция, оценка) | умение с достаточной полнотой и точностью выражать свои мысли, умение участвовать в коллективном обсуждении. . |
| Проблемное объяснение нового материала 20 мин.  Практическая работа 50 мин. | Подготовить заготовки для работы на станке двумя способами : в центрах и на план-шайбе, закрепить заготовки для точения в центрах, точить заготовки в центрах. | Учитель объявляет – сегодня тема урока « Черновое и чистовое точение заготовок на токарном станке по дереву» Прежде чем приступим к выполнению работы , вспомним основные моменты ТБ. Мы научись подготавливать заготовки для станка двумя способами, подготовили заготовки для работы 2-х звеньев, которые будут на первом уроке эти заготовки обрабатывать, а другие 2 звена будут готовить заготовки и на втором уроке они будут закреплять их на станке и обрабатывать. Всему классу показывает как начинать работать на станке, как держать резец, как врезаться в заготовку, как проводить первые пробные движения резцом. 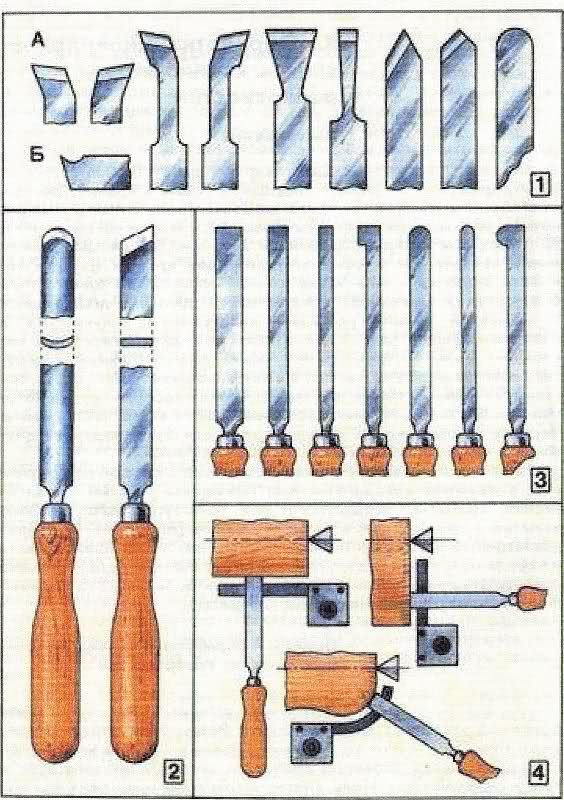 Во ВоОстанавливает работу, выдает 3 и 4 звену заготовки для работы . Возвращается к 1 и 2 –му звену Учитель контролирует, поправляет работу учащихся,, подсказывает правильные действия во время работы, контролирует ТБ, по окончанию производится замер сечения заготовки кронциркулем и определяет ровность обработанной поверхности линейкой. Звенья меняются местами: 1 и 2 звено переходят на подготовку заготовки для станка, 3 и 4 звенья с подготовленными заготовками идут на закрепление и точение на станке. | Обучающиеся отвечают по ТБ. Обучающиеся смотрят и слушают . 3 и 4 звенья приступают к подготовке заготовок ручным столярным инструментом. 1 и 2- ое звенья берут резец и обрабатывают вращающуюся заготовку на станке. Звенья меняются местами: 1 и 2 звено переходят на подготовку заготовки для станка, 3 и 4 звенья с подготовленными заготовками идут на закрепление и точение на станке.  | ||
| Итог урока, рефлексия, выставление оценок, уборка мастерской 10 мин. | Учитель поздравляет ребят с тем что, они сегодня научились практическим навыкам подготовки заготовок для чернового и чистового точения на токарном станке по дереву ,приемам закрепления заготовок, точения на станке, их первому опыту работы на станке. Сейчас я выставлю оценки, после чего можете задавать вопросы по теме пройденного урока . Что вам понравилось на сегодняшнем уроке. | ||||
Назад
Вперед
You have no rights to post comments
Авторизация
Запомнить меня
Регистрация
-
Забыли данные входа? -
Регистрация
Перевод сайта
Подробности и регистрация со СКИДКОЙ
Таблица шероховатости
В таблице приведены примеры некоторых видов обработки, при выполнении которых, при определённых условиях, образуется поверхность с настоящим значением шероховатости.
| Класс | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| В ячейках сверху указаны классы шероховатости для сопоставления с новым стандартом | ||||||||||||||
| Ra | 100 | 50 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,08 | 0,025 | 0,01 |
| Rz | 400 | 200 | 100 | 50 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | 0,05 |
| Пескоструйная обработка | Rz400 | |||||||||||||
| Ковка в штампах | Rz400 | Rz200 | Rz100 | |||||||||||
| Отпиливание | Rz400 | |||||||||||||
| Сверление | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование черновое | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование чистовое | Rz50 | Rz25 | 3,2 | 1,6 | ||||||||||
| Развертывание нормальное | 3,2 | 1,6 | 0,8 | |||||||||||
| Развертывание точное | 1,6 | 0,8 | 0,4 | |||||||||||
| Развертывание тонкое | 0,8 | 0,4 | 0,2 | |||||||||||
| Протягивание | Rz25 | 3,2 | 1,6 | 0,8 | 0,4 | |||||||||
| Точение черновое | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Точение чистовое | Rz100 | Rz50 | Rz25 | 3,2 | 1,6 | 0,8 | ||||||||
| Точение тонкое | 3,2 | 1,6 | 0,8 | 0,4 | ||||||||||
| Строгание предварительное | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Строгание чистовое | Rz100 | Rz50 | Rz25 | 3,2 | 1,6 | |||||||||
| Строгание тонкое | 1,6 | 0,8 | ||||||||||||
| Фрезерование предварительное | Rz200 | Rz100 | Rz50 | Rz25 | ||||||||||
| Фрезерование чистовое | Rz25 | 3,2 | 1,6 | |||||||||||
| Фрезерование тонкое | 3,2 | 1,6 | 0,8 | |||||||||||
| Шлифование предварительное | Rz25 | 3,2 | 1,6 | |||||||||||
| Шлифование чистовое | 1,6 | 0,8 | 0,4 | |||||||||||
| Шлифование тонкое | 0,4 | 0,2 | ||||||||||||
| Шлифование – отделка | 0,1 | 0,08 | Rz0,1 | Rz0,05 | ||||||||||
| Притирка грубая | 0,8 | 0,4 | ||||||||||||
| Притирка средняя | 0,4 | 0,2 | 0,1 | |||||||||||
| Притирка тонкая | 0,1 | 0,08 | Rz0,1 | Rz0,05 | ||||||||||
| Хонингование нормальное | 1,6 | 0,8 | 0,4 | 0,2 | ||||||||||
| Хонингование зеркальное | 0,4 | 0,2 | 0,1 | 0,08 | ||||||||||
| Шабрение | 3,2 | 1,6 | 0,8 | |||||||||||
| Прокатка | Rz50 | Rz25 | 3,2 | 1,6 | 0,8 | |||||||||
| Литье в кокиль | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Литье под давлением | Rz400 | Rz200 | Rz100 | Rz50 | Rz25 | 3,2 | ||||||||
| Литье прецизионное | Rz50 | Rz25 | 3,2 | 1,6 | ||||||||||
| Литье пластмасс, прецизионное | Rz25 | 3,2 | 1,6 | 0,8 | 0,4 | 0,2 | 0,1 | |||||||
Точение с ударом — описание, советы и примеры :: ТОЧМЕХ
При обработке на токарном станке вы легко определите даже по звуку, идет ли точение с ударом или без него. Основной проблемой при обработке с ударом является выкрашивание режущей кромки, вследствие чего стойкость инструмента оставляет желать лучшего.
Основной проблемой при обработке с ударом является выкрашивание режущей кромки, вследствие чего стойкость инструмента оставляет желать лучшего.
Для начала необходимо дать определение понятию «обработка с ударом». Обработка с ударом — это такая обработка, при которой в силу геометрических особенностей заготовки процесс резания прерывается и возобновляется в течение цикла обработки.
Различные виды ударов
При фрезеровании — каждый переход представляет собой процесс резания с ударом, но существует ряд ключевых отличий удара при фрезеровании от удара при точении.
Первое отличие — количество пластин, которые одновременно снимают стружку в процессе резания. При фрезеровании в контакте с заготовкой одновременно находятся как минимум две пластины, а при точении всегда одна.
Второе отличие заключается в распределении нагрузки по длине режущей кромки. При фрезеровании взаимодействие инструмента и заготовки начинается с середины режущей кромки (зависит от главного угла в плане), а при точении, как правило, с вершины (также зависит от главного угла в плане).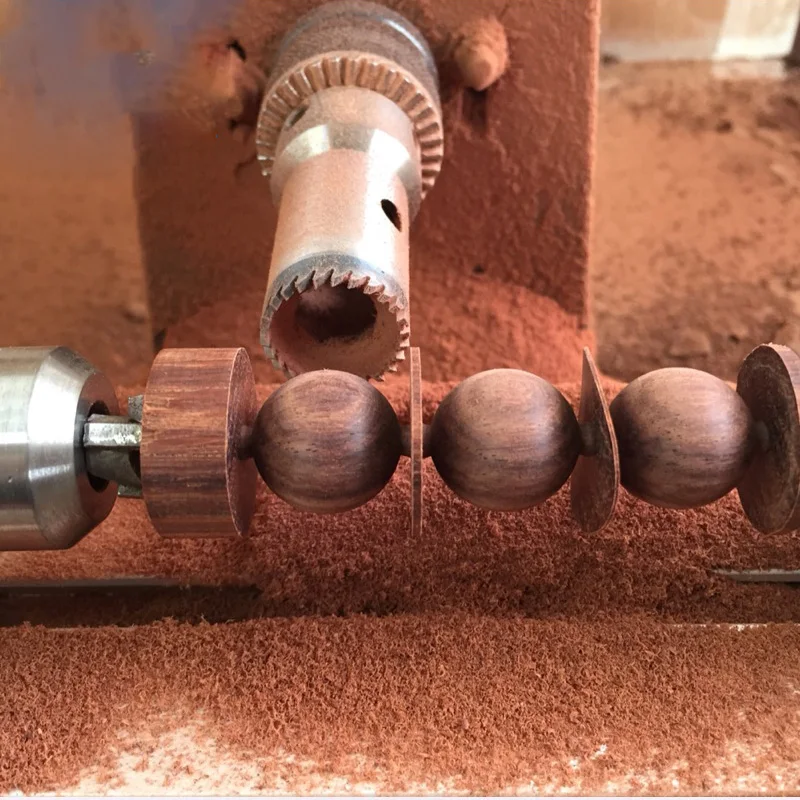
Существует множество различных типов точения с ударом, но укрупнено все их можно разделить на две группы. К первой группе относится черновое точение заготовок с неравномерным припуском (отливки, поковки). В каталоге инструмента такие условия обработки называют тяжелыми. При черновом точении пластины достаточно быстро изнашиваются, но когда приходит время ее заменить, достаточно просто ослабить прижим и повернуть пластину, так как допуски на черновую обработку не являются жесткими. Кроме того, на этапе черновой обработки на детали еще нет пазов или отверстий. При такой обработке используют инструмент без задних углов из прочного сплава, а обработку ведут на низких и средних скоростях.
Чистовое точение с ударом может быть чрезвычайно трудным. При износе инструмента, как правило, недостаточно повернуть пластину или заменить ее на новую, может понадобиться размерная поднастройка. В зависимости от вида удара и марки обрабатываемого материала инструмент может изнашиваться так быстро, что вы сможете обработать одной пластиной всего несколько деталей. Это ведет к тому, что тратится много времени на смену инструмента, страдает производительность, а также увеличивается количество брака, если оператор вовремя не заменит инструмент.
Это ведет к тому, что тратится много времени на смену инструмента, страдает производительность, а также увеличивается количество брака, если оператор вовремя не заменит инструмент.
Что делать в такой ситуации? Давайте рассмотрим несколько примеров.
Обработка кольца с внутренними пазами
В качестве обрабатываемой детали выступает кольцо из нержавеющей стали, твердостью до 35 HRC с внутренними пазами. Выполняется чистовая обработка внутреннего диаметра с допуском по H7 и чистотой поверхности Ra0,32. Руководствуясь рекомендациями производителя инструмента и учитывая, что на внутреннем диаметре расположены пазы, выбираем сплав для получистовой обработки нержавеющей стали и снижаем скорость резания на 30% от рекомендованной. Слишком сильно снижать скорость резания не следует, так как это приведет к уменьшению стойкости инструмента.
Растачивание алюминиевой заготовки с пазом
Говорят, что обработка алюминия не вызывает проблем, даже в случае прерывистого резания. В данном случае это будет неверно. Выполняется чистовое растачивание алюминиевой заготовки из деформируемого алюминия с пазом, основное требование — шероховатость поверхности Ra0,32. В данном случае мы сталкиваемся с наростообразованием, возникающим вследствие прерывистого резания. Стандартным приемом борьбы с наростообразованием является увеличение скорости резания, что в данном случае невозможно: из-за прерывистого резания инструмент быстро выкрашивается и не выполняется требование по чистоте поверхности. В данном случае необходимо заменить твердый сплав поликристаллическим алмазом, к нему практически не пристает нарост, и он обладает достаточной прочностью для чистовой обработки с ударом.
В данном случае это будет неверно. Выполняется чистовое растачивание алюминиевой заготовки из деформируемого алюминия с пазом, основное требование — шероховатость поверхности Ra0,32. В данном случае мы сталкиваемся с наростообразованием, возникающим вследствие прерывистого резания. Стандартным приемом борьбы с наростообразованием является увеличение скорости резания, что в данном случае невозможно: из-за прерывистого резания инструмент быстро выкрашивается и не выполняется требование по чистоте поверхности. В данном случае необходимо заменить твердый сплав поликристаллическим алмазом, к нему практически не пристает нарост, и он обладает достаточной прочностью для чистовой обработки с ударом.
Растачивание сырых кулачков
Еще одним примером может служить растачивание сырых кулачков, с этой задачей операторы сталкиваются практически каждый день. Задача эта не из легких, так как высоки требования к точности обработки и шероховатости поверхности кулачков.
Кулачки, как правило, имеют небольшое изменение диаметра в том месте, где заготовка своим торцем упирается в кулачок. Это позволяет не делать на заготовке фаски и при этом обеспечивать ее достаточно точное базирование в трехкулачковом патроне. Для создания этого изменения диаметра оператор в конце прохода перемещает инструмент в направлении X+, для этого требуется инструмент с возможностью профильной обработки.
Это позволяет не делать на заготовке фаски и при этом обеспечивать ее достаточно точное базирование в трехкулачковом патроне. Для создания этого изменения диаметра оператор в конце прохода перемещает инструмент в направлении X+, для этого требуется инструмент с возможностью профильной обработки.
В большинстве случаев используют пластины из чистового сплава с возможностью профильной обработки. Как же увеличить стойкость чистового сплава при обработке с ударом? Как ни странно, нужно увеличить скорость резания.
Также операторы часто пользуются следующим приемом: для того, чтобы не писать программу, рабочая подача задается вручную — в результате выкрашивания появляются практически сразу же из-за нестабильного уровня подачи.
Самый простой способ в данном случае — один раз написать программу для растачивания кулачков.
При обработке с ударом не рекомендуют использовать охлаждающую жидкость, так как в процессе резания режущая кромка то охлаждается, то нагревается, и на пластине появляются термические трещины. Но обработка без СОЖ как правило требует применения более износостойкого сплава, а следовательно и менее прочного. Самое лучшее решение в данном случае — приобрести несколько пластин из разных сплавов для проведения испытаний и отладки режимов.
Но обработка без СОЖ как правило требует применения более износостойкого сплава, а следовательно и менее прочного. Самое лучшее решение в данном случае — приобрести несколько пластин из разных сплавов для проведения испытаний и отладки режимов.
Тонкая настройка Определение
Что такое тонкая настройка?
Термин «тонкая настройка» относится к интервенционистской стратегии, используемой инвесторами для снижения потерь и рисков в своих инвестиционных портфелях. Индивидуальные инвесторы и финансовые специалисты, такие как управляющие портфелями, настраивают систему, внося небольшие изменения и улучшения. Этого можно добиться разными способами, в том числе с помощью новейших технологий, которые могут предсказать наилучшее время для внесения изменений.
Тонкая настройка помогает инвесторам соответствовать их общим инвестиционным целям. Это стратегия, которую многие инвесторы должны использовать при изменении условий.
Основные выводы
- Тонкая настройка — это стратегия, используемая в финансах и экономике для смягчения потерь и экономического стресса.

- Предполагает внесение небольших модификаций и улучшений.
- Индивидуальные инвесторы могут настроиться самостоятельно или воспользоваться опытом финансовых специалистов, используя любое количество стратегий, таких как технический анализ.
- Тонкая настройка помогает инвесторам оставаться в соответствии со своими общими инвестиционными целями.
- Улучшения в технологии упростили тонкую настройку в инвестиционной отрасли.
Понимание тонкой настройки
Тонкая настройка — это стратегия, которую используют инвесторы и специалисты по инвестициям для улучшения инвестиционных портфелей. Инвестиционная индустрия предлагает широкий спектр вариантов инвестирования, теорий, продуктов и торговых стратегий, которые можно использовать для оптимизации результатов. Профессиональные инвестиционные менеджеры и опытные инвесторы постоянно корректируют свои экономические, количественные и фундаментальные модели для получения оптимальных результатов, следя за рынками и экономикой.
Это может быть достигнуто несколькими способами. Методология зависит от оптимизируемого процесса. Некоторые инвесторы выбирают тонкую настройку самостоятельно, внося небольшие изменения или улучшения в свои портфели. Другие могут полагаться на опыт финансовых специалистов, таких как финансовые аналитики, инвестиционные консультанты и портфельные менеджеры.
Усовершенствования в технологии теперь облегчают определение возможностей для тонкой настройки. Это включает в себя алгоритмы, которые автоматически вносят изменения в портфель на основе рыночных сдвигов и колебаний в экономике, которые могут идти вразрез с общими целями инвестора.
Как отмечалось выше, тонкая настройка важна для того, чтобы люди соответствовали своим инвестиционным целям. Инвесторам, возможно, придется реагировать на жизненные изменения и сдвиги в экономике, среди прочего. Например, инвесторы должны быть начеку и, возможно, должны реагировать на волатильность рынка или перераспределять капитал в своих пенсионных портфелях по мере взросления.
Тонкая настройка стратегических инвестиций — это еще один способ, с помощью которого инвесторы могут вносить изменения в свои портфели. Этот тип тонкой настройки не связан с кодированием или электронными алгоритмами. Вместо этого инвесторы могут изменить свои инвестиционные планы, чтобы оптимизировать свои доходы, даже если реализация этих планов осуществляется вручную.
Особые указания
Тонкая настройка является очень важной частью исследований во многих различных отраслях. Исследователи могут дорабатывать свои исследования и теории в течение многих лет, прежде чем опубликуют свою работу. Улучшения в технологиях также помогли исследователям так же, как и частным лицам в инвестиционной индустрии. Это потому, что у них есть возможность сотрудничать с программистами, чтобы превратить свои теории в расчетные модели и алгоритмы инвестирования или торговли.
Экономисты и центральные банки могут использовать стратегии тонкой настройки, чтобы ускорить экономический рост с помощью денежно-кредитной и налогово-бюджетной политики.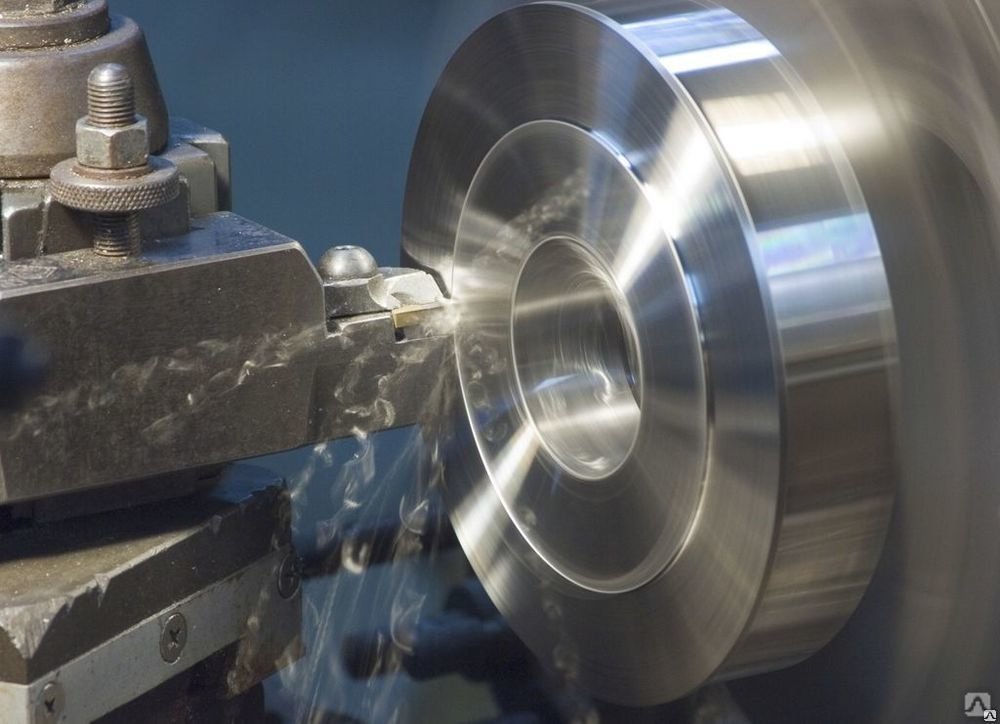
Тонкая настройка в области инвестирования и трейдинга
Индивидуальные инвесторы, ориентированные на получение долгосрочной прибыли, обычно обращаются за услугами к профессиональным инвестиционным менеджерам, которые помогут им настроить свои инвестиционные портфели. Эти услуги могут включать консультации или инвестирование через управляемые счета и фонды. Работа с финансовым консультантом может быть одним из лучших способов убедиться, что инвестиционный портфель активно настроен во всех типах рыночных условий.
Активная торговля и технический анализ также предоставляют широкие возможности для тонкой настройки. Активные трейдеры могут точно настроить свои инвестиционные стратегии, расширив типы используемых ими ордеров. Технические аналитики, использующие различные торговые стратегии, также могут корректировать свои торговые планы, выявляя и используя новые модели технического анализа или более комплексно систематически комбинируя модели технического анализа, чтобы добиться большей уверенности в торговых сигналах.
Хотя на инвестиционном рынке существует ряд возможностей для тонкой настройки, несколько теорий также поддерживают преимущества сохранения консервативной инвестиционной позиции. Диверсификация и теория эффективного рынка предполагают, что инвесторы должны четко осознавать свою допустимость риска для оптимального инвестирования в различные активы.
Технология кодирования
Достижения в практике и технологиях кодирования вызывают точные исследования среди разработчиков алгоритмов. Разработки, связанные с использованием тонкой настройки алгоритмов на основе нечеткой логики, искусственного интеллекта, нейронных сетей или генетических алгоритмов, дают несколько примеров областей, которые могут вызвать желание тонкой настройки при разработке алгоритмов. Эти технологические обновления становятся все более желательными с появлением алгоритмической и высокочастотной торговли.
Развитие алгоритмического трейдинга и количественного инвестирования дало представление о тонкой настройке новых измерений. Разработчики торговых или инвестиционных систем работают над улучшением и оптимизацией доходов за счет улучшения кодирования и модернизации аппаратных систем.
Разработчики торговых или инвестиционных систем работают над улучшением и оптимизацией доходов за счет улучшения кодирования и модернизации аппаратных систем.
Высокочастотные трейдеры даже разработали специально созданные микрочипы с алгоритмами, встроенными в оборудование для более быстрой обработки. Независимо от технологии тонкая настройка направлена на повышение эффективности алгоритмических процессов или функций.
Как вы определяете тонкую настройку?
Тонкая настройка — это процесс, который инвесторы и специалисты по инвестициям используют для внесения небольших изменений или улучшений в инвестиционные портфели. Он может выполняться с использованием различных стратегий, таких как технический анализ, вручную или автоматически с использованием новых технологий.
Что такое аргумент тонкой настройки?
Аргумент тонкой настройки пытается объяснить происхождение Вселенной. Теория возникла в результате развития Теории Большого Взрыва, которая объясняет, как Вселенная зародилась и эволюционировала до такой, какой она является сегодня. Есть несколько вариаций этой теории. Некоторые религиозные люди считают, что их теория объясняет существование Бога, в то время как нерелигиозные люди говорят, что она помогает установить существование мультивселенной.
Есть несколько вариаций этой теории. Некоторые религиозные люди считают, что их теория объясняет существование Бога, в то время как нерелигиозные люди говорят, что она помогает установить существование мультивселенной.
Что такое тонкая настройка в глубоком обучении?
Глубокое обучение — это небольшая часть машинного обучения. Он построен на основе искусственных нейронных сетей, что позволяет проводить контролируемое, неконтролируемое и частично контролируемое обучение. Точная настройка глубокого обучения достигается путем объединения наборов данных из установленных сетей и их эффективного использования за счет более практичного использования времени, денег и других ресурсов.
Investopedia не предоставляет налоговые, инвестиционные или финансовые услуги и консультации. Информация представлена без учета инвестиционных целей, допустимого риска или финансового положения любого конкретного инвестора и может не подходить для всех инвесторов. Инвестирование сопряжено с риском, включая возможную потерю основной суммы.
мелодия — определение тонкой настройки по The Free Dictionary
тонкая настройка
(финто́н’, -тён’)
тр.в. тонкая настройка , тонкая настройка , тонкая настройка
Внесение небольших корректировок для достижения оптимальной производительности или эффективности: тонкая настройка ее инвестиционной стратегии для максимизации прибыли.
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
тонкая настройка
vb
( tr ) тонкая настройка (чего-либо) для достижения оптимальной производительности , 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
доводка
в.т. -тюнинг, -тюнинг.
1. для настройки (приемника) на оптимальный прием.
2. мелодия (по умолчанию 8).
3. внести коррективы для обеспечения стабильности или улучшения.
[1920–25]
наладчик, н.
Рэндом Хаус Словарь колледжа Кернермана Вебстера, © 2010 K Dictionaries Ltd. Авторские права Random House, Inc., 2005, 1997, 1991. Все права защищены.
тонкая настройка
Причастие прошедшего времени: тонкая настройка
Герундий: тонкая настройка
ImperativePresentPreteritePresent ContinuousPresent PerfectPast ContinuousPast PerfectFutureFuture PerfectFuture ContinuousPresent Perfect ContinuousFuture Perfect ContinuousPast Perfect ContinuousConditionalPast Conditional
| Imperative |
|---|
| fine-tune |
| fine-tune |
| Present |
|---|
| I fine-tune |
| ты настраиваешь |
| он/она/оно настраивает |
| we fine-tune |
| you fine-tune |
| they fine-tune |
| Preterite | |
|---|---|
| I fine-tuned | |
| you fine-tuned | |
| HE/SE/IT FINALNET | |
| I Im Fine-Tuning | |
| Вы прекрасно настраиваете | |
. Он/она/это тонкая настройка Он/она/это тонкая настройка | |
| . Мы не настраиваем | |
| . | Они тонко настраивают |
| Present Perfect |
|---|
| you have fine-tuned |
| they have fine-tuned |
| Past Continuous |
|---|
| I was fine-tuning |
| you were fine-tuning |
| he/ она/оно дорабатывала |
| мы дорабатывали |
| ты дорабатывала |
| они дорабатывали |
| У меня была тонкая настройка |
| У вас была тонкая настройка |
| У него/она имела Fine-Tuned |
| . |
| У них были тонкие настройки |
| Future |
|---|
| Я буду тонко-наусенить |
| . Вы будете Fine-Tune |
. буду дорабатывать буду дорабатывать |
| you will fine-tune |
| they will fine-tune |
| Future Perfect | |||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| I will have fine-tuned | |||||||||||||||||||||
| you will have fine-tuned | |||||||||||||||||||||
| он/она/оно настроит | |||||||||||||||||||||
| мы настроим | |||||||||||||||||||||
| вы настроите | |||||||||||||||||||||
| они настроят | 5 Будущее |
|

 0145
0145
 в. тонкая настройка , тонкая настройка , тонкая настройка
в. тонкая настройка , тонкая настройка , тонкая настройка  Ltd., 1971, 1988 © HarperCollins Publishers, 1992, 1993, 1996, 1997, 2000, 2003, 2005
Ltd., 1971, 1988 © HarperCollins Publishers, 1992, 1993, 1996, 1997, 2000, 2003, 2005
 пост
пост
 Я ждал более пяти минут гигантского заказа, который включал ровно одно детское блюдо. Увидев, как двум людям, заказавшим после меня, принесли еду, я спросил, где моя. Менеджер начал кричать на кассиров за то, что они \\"обслуживали заказы\\", когда у них не было еды. Но ни один из кассиров не находился рядом с этими элементами управления, а менеджер раздавал еду клиентам и очищал доски.\\nМенеджер был груб, отдавая мне мой заказ. Она не позаботилась о том, чтобы все было у меня в чеке, и даже не хватило приличия извиниться за плохое обслуживание.\\nЯ ел в разных ресторанах McDonalds более 30 лет. Я работал более чем в одном месте. Я ожидаю плохих дней, плохого настроения и случайной ошибки. Но у меня еще не было приличного опыта в этом магазине. Это останется местом, которого я избегаю, если только кому-то из моей группы не нужно избегать болезни из-за низкого уровня сахара в крови. Возможно, мне лучше вернуться к расово предвзятому сервису Steak n Shake!»}
Я ждал более пяти минут гигантского заказа, который включал ровно одно детское блюдо. Увидев, как двум людям, заказавшим после меня, принесли еду, я спросил, где моя. Менеджер начал кричать на кассиров за то, что они \\"обслуживали заказы\\", когда у них не было еды. Но ни один из кассиров не находился рядом с этими элементами управления, а менеджер раздавал еду клиентам и очищал доски.\\nМенеджер был груб, отдавая мне мой заказ. Она не позаботилась о том, чтобы все было у меня в чеке, и даже не хватило приличия извиниться за плохое обслуживание.\\nЯ ел в разных ресторанах McDonalds более 30 лет. Я работал более чем в одном месте. Я ожидаю плохих дней, плохого настроения и случайной ошибки. Но у меня еще не было приличного опыта в этом магазине. Это останется местом, которого я избегаю, если только кому-то из моей группы не нужно избегать болезни из-за низкого уровня сахара в крови. Возможно, мне лучше вернуться к расово предвзятому сервису Steak n Shake!»} 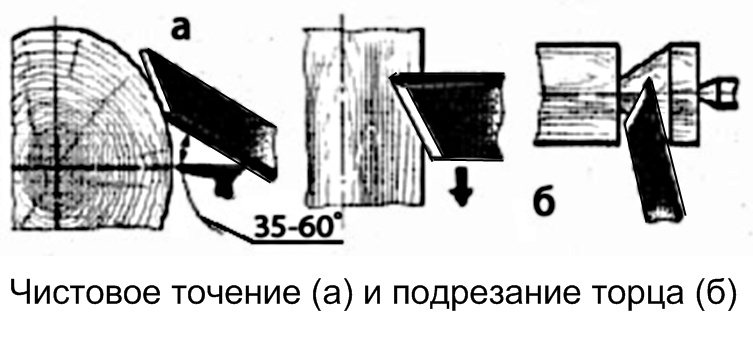 Чтобы обработать ваш набор данных за один шаг, используйте метод 🤗 Datasets
Чтобы обработать ваш набор данных за один шаг, используйте метод 🤗 Datasets  Trainer API поддерживает широкий спектр вариантов и функций обучения, таких как ведение журнала, накопление градиента и смешанная точность.
Trainer API поддерживает широкий спектр вариантов и функций обучения, таких как ведение журнала, накопление градиента и смешанная точность. Для этого руководства вы можете начать с гиперпараметров обучения по умолчанию, но не стесняйтесь экспериментировать с ними, чтобы найти оптимальные настройки.
Для этого руководства вы можете начать с гиперпараметров обучения по умолчанию, но не стесняйтесь экспериментировать с ними, чтобы найти оптимальные настройки.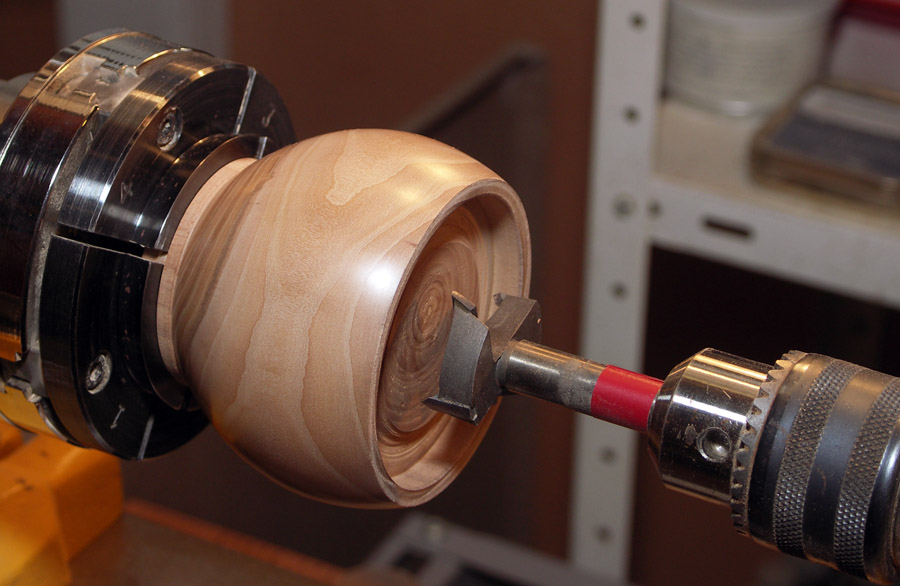 .. логиты, метки = eval_pred
... прогнозы = np.argmax (логиты, ось = -1)
... return metric.compute(predictions=predictions, references=labels)
.. логиты, метки = eval_pred
... прогнозы = np.argmax (логиты, ось = -1)
... return metric.compute(predictions=predictions, references=labels)  Если ваш набор данных небольшой, вы можете просто преобразовать все это в массивы NumPy и передать их в Keras.
Если ваш набор данных небольшой, вы можете просто преобразовать все это в массивы NumPy и передать их в Keras. keras.optimizers импортирует Адама
# Загрузите и скомпилируйте нашу модель
модель = TFAutoModelForSequenceClassification.from_pretrained("в корпусе bert")
# Более низкие скорости обучения часто лучше подходят для тонкой настройки преобразователей.
model.compile (оптимизатор = Адам (3e-5))
model.fit(tokenized_data, метки)
keras.optimizers импортирует Адама
# Загрузите и скомпилируйте нашу модель
модель = TFAutoModelForSequenceClassification.from_pretrained("в корпусе bert")
# Более низкие скорости обучения часто лучше подходят для тонкой настройки преобразователей.
model.compile (оптимизатор = Адам (3e-5))
model.fit(tokenized_data, метки)  Это сделает ваш массив еще больше, и все эти жетоны заполнения также замедлят обучение!
Это сделает ваш массив еще больше, и все эти жетоны заполнения также замедлят обучение! карта (tokenize_dataset)
карта (tokenize_dataset) 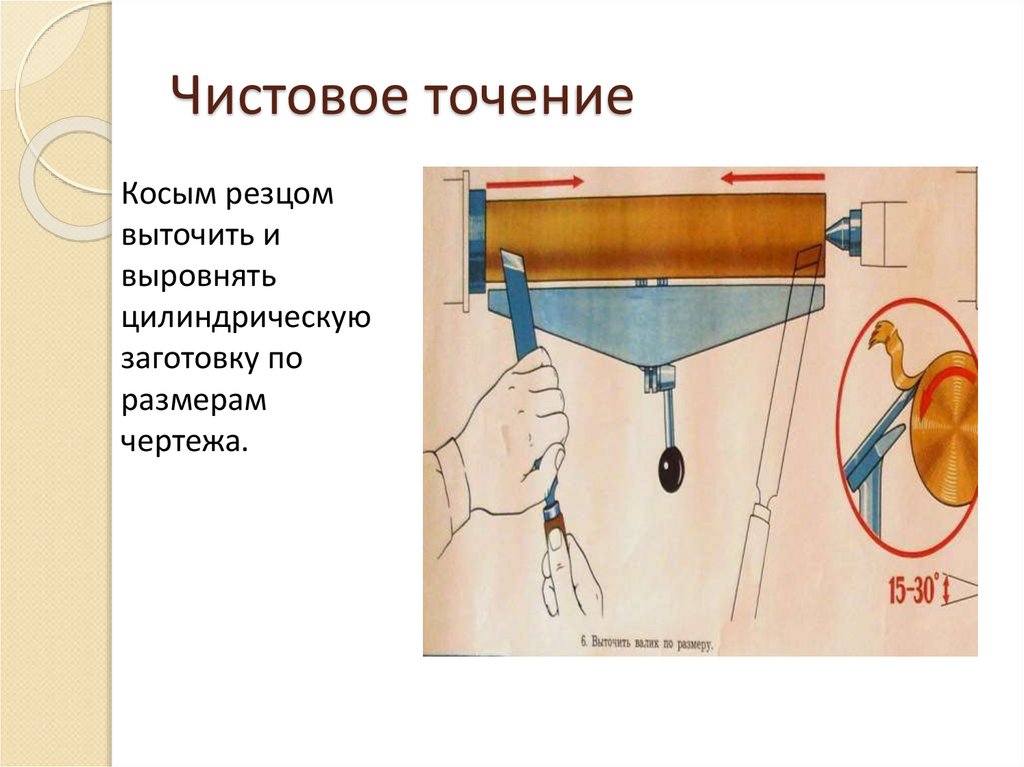 Смотрите наши
Смотрите наши remove_columns(["текст"])
remove_columns(["текст"])  from_pretrained("bert-base-cased", num_labels=5)
from_pretrained("bert-base-cased", num_labels=5)  is_available() else torch.device("cpu")
>>> model.to(device)
is_available() else torch.device("cpu")
>>> model.to(device) 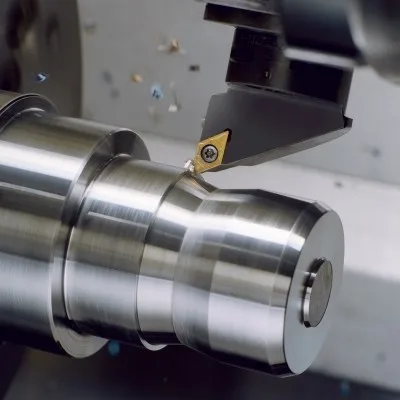 Но вместо того, чтобы вычислять и сообщать метрику в конце каждой эпохи, на этот раз вы будете накапливать все пакеты с
Но вместо того, чтобы вычислять и сообщать метрику в конце каждой эпохи, на этот раз вы будете накапливать все пакеты с 

 (включая антимикробные), «Сверхмощное чистящее средство для рук или мыло», «Лекарственное вяжущее средство/лечебный тоник» и «Протирочный спирт».
(включая антимикробные), «Сверхмощное чистящее средство для рук или мыло», «Лекарственное вяжущее средство/лечебный тоник» и «Протирочный спирт».