Приспособление паз фрезером: Как сделать шип-паз ручным фрезером: приспособления, фрезы, видео
Содержание
Приспособления для фрезерования пазов
Автор: yurimi | |Приспособления к фрезеру
Такие приспособления для фрезерования пазов можно использовать создавая шипы, пазы для деталей с различной толщиной, имеющие разную длину. Большинство многих рассмотренных ранее подобных устройств не имеют достаточного, широкого диапазона для фрезерования, чтобы прекрасно работать. Установка и настройка предложенных приспособлений быстрая и легкая. На рисунках ниже показаны схемы приспособлений. Длинные и поперечные упоры сделаны из фанеры толщиной 3/4″, а ширина основных упоров существенно отличается. Первое приспособление имеет возможность регулировки расстояния фрезерования паза, фрезер установлен на приспособление для фрезерования, а само устройство не крепится к столу, второе приспособление для фрезерования шпоночного паза наоборот, прижимается к столу струбцинами, фрезер перемещается сам вдоль основного упора и в двух направлениях.
[column-group]
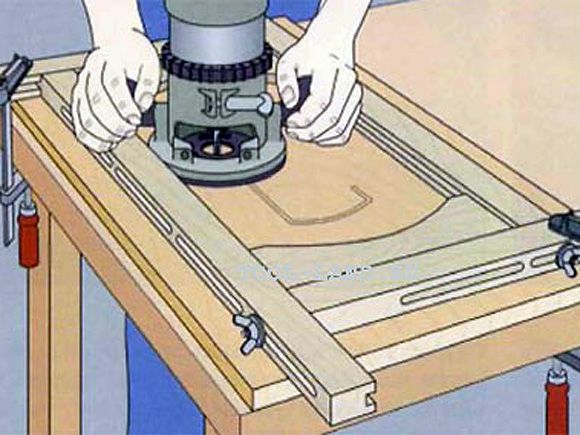
[column]В первом случае ширина основного упора равна ширине основания фрезера. Основной упор крепится к прочно расположенному перпендикулярному упору создавая устройство в форме буквы T, которое устойчиво во время работы. Зажимать приспособление во время работы не нужно, оно двигается с фрезером, но при этом удерживается квадрат к заготовке, для удобства работы в этом устройстве добавлено несколько функций. На фото ‘а’ показано, как расположен фрезер на приспособлении, одна рука должна плотно прилегает к фрезеру, а вторая рука прижимает короткий упор к заготовке. Кроме того, основной упор помещен в прямоугольный направляющий блок, чтобы помочь приспособлению удерживать угол 90 градусов. Фрезер крепится на одном краю основного упора. Второй край упора крепится к короткому упору болтом, шайбой и гайкой-барашкой. Установив все необходимые размеры, можно сделать любые прямые пазы разной длины и ширины.[/column]
[column]Плексигласовое основание для фрезера в данной ситуации играет самую главную роль. Как видно из фото отверстие для фрезы и фрезер смещены от центра на новом основании. Это означает, что каждая из сторон основания фрезера может быть использована для фрезерования пазов на разном расстоянии от направляющего упора, один раз. То есть установили упор и имеем четыре паза расположенных на разных размерах.[/column]
Как видно из фото отверстие для фрезы и фрезер смещены от центра на новом основании. Это означает, что каждая из сторон основания фрезера может быть использована для фрезерования пазов на разном расстоянии от направляющего упора, один раз. То есть установили упор и имеем четыре паза расположенных на разных размерах.[/column]
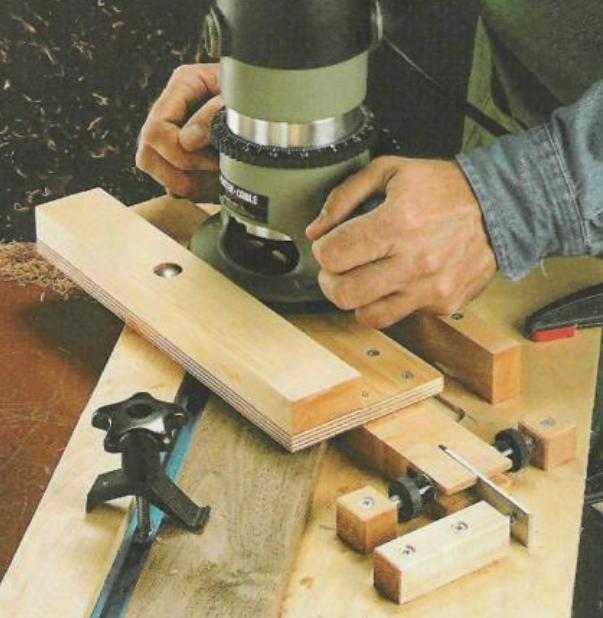
[column]Само приспособление имеет форму Т-квадрата — это просто длинный упор надежно закрепленный под прямым углом к короткому упору. В данном случае использовано соединение шип-паз, оно и удерживает упор в квадрате к заготовке. На фрезер установлено опорное основание, на коротком упоре сделаны пазы под размер разных фрез. Каждая выборка соответствует одному из краев опорной плиты. Пазы используются для точного позиционирования кондуктора на заготовке. Такие приспособления для фрезерования пазов можно использовать совместив выемку на коротком упоре с меткой на макете. Поверните основание фрезера на нужный размер, установите напротив упора и сделайте разрез. Фрезеруя, помните о правильном направлении движения фрезера при фрезеровании, смотрите приспособление для фрезерования чертеж.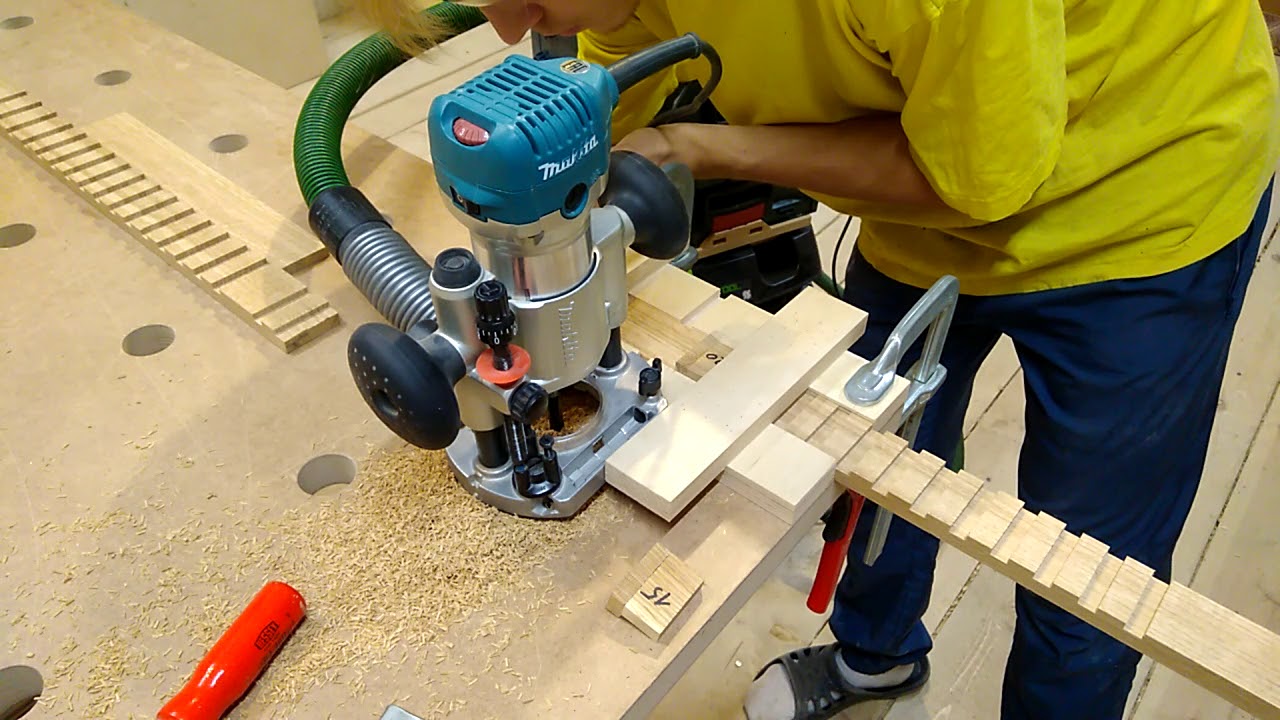 [/column]
[/column]
[/column-group]
Метки: приспособление для фрезерования, приспособление для фрезерования чертеж, приспособление для фрезерования шпоночного паза, упор, фрезер. Закладка Постоянная ссылка.
Приспособление для нарезки шипов ручным фрезером в Железнодорожном: 52-товара: бесплатная доставка, скидка-37% [перейти]
Партнерская программаПомощь
Железнодорожный
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Продукты и напитки
Продукты и напитки
Детские товары
Детские товары
Текстиль и кожа
Текстиль и кожа
Электротехника
Электротехника
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Промышленность
Промышленность
Дом и сад
Дом и сад
Все категории
ВходИзбранное
Шаблон CMT Т127 для шипорезного приспособления CMT300 Производитель: CMT
ПОДРОБНЕЕ
-37%
882
1404
LAVIE 2 шт. набор 8 мм хвостовик язык и канавка фрезы набор запас 1-1/2 шип фреза для дерева деревообрабатывающие инструменты бит
набор 8 мм хвостовик язык и канавка фрезы набор запас 1-1/2 шип фреза для дерева деревообрабатывающие инструменты бит
ПОДРОБНЕЕ
Фреза кромочная калевочная с подшипником (18х19х63.3 мм) FIT 3605-081918 16077797 Тип: фреза,
ПОДРОБНЕЕ
-14%
2 522
2917
3 шт. 12 мм хвостовик входной внутренний шип дверной фрез набор для дерева Тип: фреза
ПОДРОБНЕЕ
CMT Шаблон CMT Т129 для шипорезного приспособления CMT300 CMT300-T129 Производитель: CMT
ПОДРОБНЕЕ
LAVIE хвостовик 12 мм Фреза с трапециевидным соединением пальцев Тип: фреза, Производитель: Без
ПОДРОБНЕЕ
CMT Шаблон CMT Т80 для шипорезного приспособления CMT300 CMT300-T080 Производитель: CMT
ПОДРОБНЕЕ
CMT Шаблон CMT Т127 для шипорезного приспособления CMT300 CMT300-T127 Производитель: CMT
ПОДРОБНЕЕ
Ручное шиповальное устройство для установки ремонтных шипов Производитель: Ремшип
ПОДРОБНЕЕ
17 448
Приспособление для соединений на прямой шип и ласточкин хвост с комплектом из 4-х фрез WOODWORK
ПОДРОБНЕЕ
Шипы ручные фрезеры
Насадка на фрезер для пазов Макс. размер цанги в комплекте: 35.5 мм, Ход фрезы (глубина
размер цанги в комплекте: 35.5 мм, Ход фрезы (глубина
ПОДРОБНЕЕ
8mm хвостовиком Фреза комбинированная пазо-шиповая,3шт Тип: фреза, Производитель: Без бренда,
ПОДРОБНЕЕ
15 300
Набор комб РАМ фрез D74,6/90,5ММ D32ММ h43,4ММ Набор комб рам фрез D74,6/90,5мм d32мм h43,4мм Насадн
ПОДРОБНЕЕ
LAVIE 2 шт. 12 мм хвостовик для входной и межкомнатной двери Ogee Router Bit Matched Фрезерный набор
ПОДРОБНЕЕ
Фрезер для закругленных шипов, фрезер для дверных и оконных переплетов, ручка 1/4 Производитель:
ПОДРОБНЕЕ
19 603
Приспособление для соединений на прямой шип и ласточкин хвост с комплектом из 4-х фрез Woodwork SMT-301
ПОДРОБНЕЕ
17 685
Гибкий шаблон для фрезерования 18×18мм L=2000мм Производитель: CMT
ПОДРОБНЕЕ
-15%
1 529
1800
Копировальная втулка, копировальное кольцо для фрезера Фиолент 54х20 Millcut 5420 Тип: кольцо,
ПОДРОБНЕЕ
Приспособление для фрезера Kwb Master Производитель: kwb
ПОДРОБНЕЕ
Набор фрез по дереву Вихрь 6 шт (хвостовик 8 мм, кейс) для работы с фрезерными станками
ПОДРОБНЕЕ
Набор фрез SKRAB 12 предметов 33343 Производитель: SKRAB, Количество предметов: 12шт. , Набор
, Набор
ПОДРОБНЕЕ
19 603
WOODWORK Приспособление для соединений на прямой шип и ласточкин хвост с комплектом из 4-х фрез Woodwork
ПОДРОБНЕЕ
Направляющая для фрезера KWB для LINE MASTER Тип: база для крепления, Производитель: kwb, С
ПОДРОБНЕЕ
Система «KWB» Line Master крепление ручного фрезера для радиальных резов Тип: база для крепления,
ПОДРОБНЕЕ
Гибкий шаблон для фрезерования 12×12мм 1200мм CMT TMP-1200 Производитель: CMT
ПОДРОБНЕЕ
181 200
Комплект: Шипорезка Leigh D4R Pro 600 мм плюс Устройство пылеудаления и поддержки фрезера плюс Шаблон Leigh для фигурных шипов Leigh Isoloc клевер и ушки
ПОДРОБНЕЕ
Устройство фрезерное белмаш MD-01 для многофункциональных деревообрабатывающих станков белмаш MD-01
ПОДРОБНЕЕ
Наборы фрез для фрезеров ,по дереву, 15шт, ручка 8 мм, для обрезного станка гравировальный станок
ПОДРОБНЕЕ
WORTEX Основание наклонное для фрезера кромочного WORTEX MMB1000029 Производитель: Wortex
ПОДРОБНЕЕ
Приспособление для нарезки шипов ручным фрезером
Наконечники для фрезерных приспособлений | Инжиниринг режущего инструмента
Автор Брандт Тейлор
Опубликовано
18 сентября 2020 г. — 13:30
— 13:30
В этой статье я покажу способ изготовления модульного приспособления для мельниц. В приспособлении используется стандартный механический зажим и новый рабочий упор.
Удержание деталей для обработки на фрезерном станке может быть сложной задачей. Для наших целей проблема заключается в обработке длинной тонкой детали. Это станочный нож из инструментальной стали, в котором должен быть установлен ряд потайных отверстий. Деталь имеет размеры 4,75 мм на 190,05 мм на 469,9 мм (0,187″×0,75″×18,5″). Отметки на краях детали не допускаются. В партии нужно обработать 50 деталей, поэтому требуется быстрая замена детали. На рис. 1 показано приспособление и деталь в разобранном виде. На рисунке 2 показана часть, установленная на приспособлении. На рисунке 3 показаны детали крепежа.
Рис. 2: Деталь установлена на приспособлении Изображение предоставлено Б. Тейлором
Рис. 3: Отображается подробная информация об аппаратном обеспечении прибора. Изображение предоставлено Б. Тейлором.
Изображение предоставлено Б. Тейлором.
Основание приспособления представляет собой алюминиевый стержень размером 38,1 мм на 127 мм (1,5 дюйма × 5 дюймов) и длиной 533,4 мм (21 дюйм). Верхняя и нижняя поверхности стержня имеют плоскую поверхность. и параллельны. На нижней поверхности установлены две шпонки с Т-образным пазом, которые входят в Т-образный паз на столе фрезерного станка. На верхней поверхности приспособления предусмотрены два раззенкованных отверстия для зажимных гаек с Т-образным пазом. Завершается расточной оправкой, чтобы отверстие можно было использовать в качестве указателя при установке приспособления на станок.Два ключа для Т-образных пазов и две зажимные гайки для Т-образных пазов используют один и тот же Т-образный паз на столе фрезерного станка.
В приспособлении используется набор из пяти штифтов с шестигранной головкой и пяти краевых зажимов для удержания обрабатываемой детали. Один круглый штифт на конце детали задает размер длины. Шестигранные штифты изготовлены из стального шестигранника диаметром 12,7 мм (0,5 дюйма), обточенного до диаметра 12,7 мм/12,675 мм (0,5 дюйма/0,499 дюйма) на одном конце. Они входят в диаметр 12,725 мм (0,501 дюйма). просверленные отверстия на приспособлении. (См. рис. 3.) Штифты с шестигранной головкой могут свободно вращаться в отверстиях. Это гарантирует, что деталь будет зажата под прямым углом к шестигранной поверхности, и будет иметься достаточная поверхность зажима для детали. При использовании этого метода метки на кромке детали не делаются. Если бы использовались круглые дюбеля, они бы испортили лезвие ножа.
Они входят в диаметр 12,725 мм (0,501 дюйма). просверленные отверстия на приспособлении. (См. рис. 3.) Штифты с шестигранной головкой могут свободно вращаться в отверстиях. Это гарантирует, что деталь будет зажата под прямым углом к шестигранной поверхности, и будет иметься достаточная поверхность зажима для детали. При использовании этого метода метки на кромке детали не делаются. Если бы использовались круглые дюбеля, они бы испортили лезвие ножа.
Зажимы представляют собой зажимы для приспособлений, производимые Mitee-Bite Products LLC в Центре Оссипи, Нью-Гемпшир. Эти хомуты имеют латунную гайку, закрепленную на стальном болте с резьбой, и доступны в различных размерах. В данном случае используется размер с резьбой 3/8″-16. Зажимы имеют эксцентричное расположение, поэтому при повороте болта шестигранным ключом гайка перемещается на болте радиально, зажимая или разжимая деталь. быстро и легко использовать
Этот тип приспособления, использующий краевые зажимы и штифты с шестигранной головкой, имеет то преимущество, что точно определяет горизонтальные размеры.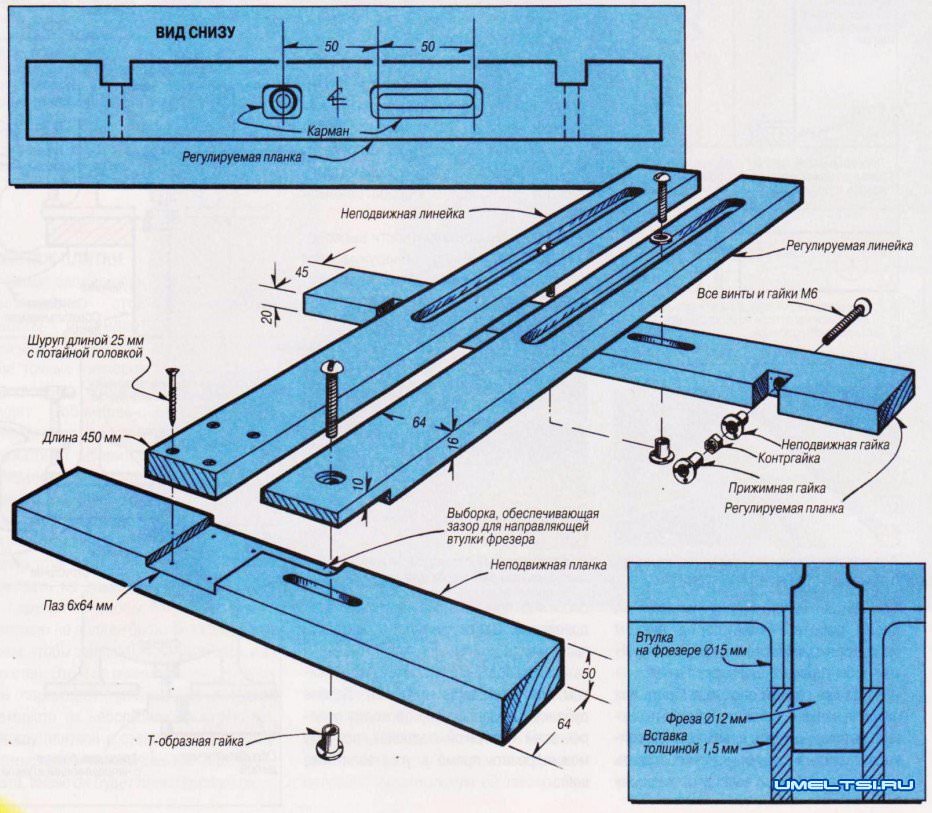 Этот способ также может использоваться для зажима круглых или неправильной формы деталей с точностью и повторяемостью. хорошо работает использование четырех точек зажима.Используйте два шестигранных штифта, чтобы установить положение X и Y, и два краевых зажима, чтобы прижать деталь к шестигранным штифтам.Один шестигранный штифт под углом 0°, а другой под углом 90° и один крайний зажим на 180° и другой на 270° сделают это. Надеюсь, это поможет.
Этот способ также может использоваться для зажима круглых или неправильной формы деталей с точностью и повторяемостью. хорошо работает использование четырех точек зажима.Используйте два шестигранных штифта, чтобы установить положение X и Y, и два краевых зажима, чтобы прижать деталь к шестигранным штифтам.Один шестигранный штифт под углом 0°, а другой под углом 90° и один крайний зажим на 180° и другой на 270° сделают это. Надеюсь, это поможет.
Связанные термины из глоссария
- растачивание
растачивание
Увеличение отверстия, которое уже было просверлено или забурено. Как правило, это операция по правке ранее просверленного отверстия одноточечным токарным инструментом. Растачивание, по сути, представляет собой внутреннюю токарную обработку, поскольку внутреннюю форму обычно формирует одноточечный режущий инструмент. Некоторые инструменты доступны с двумя режущими кромками для балансировки сил резания.
- расточная оправка
расточная оправка
Консольная балка, которая удерживает один или несколько режущих инструментов на месте во время операции растачивания.
 Может удерживаться неподвижно и перемещаться в осевом направлении, пока заготовка вращается вокруг нее, или вращаться и перемещаться в осевом направлении, пока заготовка удерживается неподвижно, или комбинация этих действий. Устанавливаются на фрезерные, сверлильные и расточные станки, а также токарные станки и обрабатывающие центры.
Может удерживаться неподвижно и перемещаться в осевом направлении, пока заготовка вращается вокруг нее, или вращаться и перемещаться в осевом направлении, пока заготовка удерживается неподвижно, или комбинация этих действий. Устанавливаются на фрезерные, сверлильные и расточные станки, а также токарные станки и обрабатывающие центры. - приспособление
приспособление
Устройство, часто собственного производства, которое удерживает определенную заготовку. См. приспособление; модульное крепление.
- плоская (винтовая плоская)
плоская (винтовая плоская)
Плоская поверхность обработана на хвостовике режущего инструмента для лучшего удержания инструмента.
- групповая резка (фрезерование)
групповая резка (фрезерование)
Обработка несколькими фрезами, установленными на одной оправке, как правило, для одновременной резки.
- фрезерный
фрезерный
Операция механической обработки, при которой металл или другой материал удаляют путем подачи питания на вращающийся резак.
 При вертикальном фрезеровании режущий инструмент устанавливается вертикально на шпиндель. При горизонтальном фрезеровании режущий инструмент устанавливается горизонтально либо непосредственно на шпиндель, либо на оправку. Горизонтальное фрезерование далее подразделяется на обычное фрезерование, при котором фреза вращается против направления подачи или «вверх» в заготовку; и попутное фрезерование, при котором фреза вращается в направлении подачи или «вниз» в заготовку. Фрезерные операции включают плоское или поверхностное фрезерование, торцевое фрезерование, торцевое фрезерование, угловое фрезерование, фрезерование формы и профилирование.
При вертикальном фрезеровании режущий инструмент устанавливается вертикально на шпиндель. При горизонтальном фрезеровании режущий инструмент устанавливается горизонтально либо непосредственно на шпиндель, либо на оправку. Горизонтальное фрезерование далее подразделяется на обычное фрезерование, при котором фреза вращается против направления подачи или «вверх» в заготовку; и попутное фрезерование, при котором фреза вращается в направлении подачи или «вниз» в заготовку. Фрезерные операции включают плоское или поверхностное фрезерование, торцевое фрезерование, торцевое фрезерование, угловое фрезерование, фрезерование формы и профилирование. - Фрезерный станок (фрезерный станок)
Фрезерный станок (фрезерный станок)
Работает с концевыми фрезами и фрезами на оправке. Особенности включают головку со шпинделем, который приводит в движение фрезы; колонна, колено и стол, обеспечивающие движение по трем декартовым осям; и основание, поддерживающее компоненты и вмещающее насос для смазочно-охлаждающей жидкости и резервуар.
 Заготовка устанавливается на стол и подается во вращающуюся фрезу или концевую фрезу для выполнения операций фрезерования; вертикальные фрезерные станки также подают концевые фрезы в работу с помощью пиноли, установленной на шпинделе. Модели варьируются от небольших ручных машин до больших станков с постельным бельем и дуплексных мельниц. Все они принимают одну из трех основных форм: вертикальную, горизонтальную или конвертируемую горизонтальную/вертикальную. Вертикальные станки могут быть коленного типа (стол устанавливается на колено, которое можно приподнять) или станочного типа (стол надежно поддерживается и перемещается только горизонтально). Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации.
Заготовка устанавливается на стол и подается во вращающуюся фрезу или концевую фрезу для выполнения операций фрезерования; вертикальные фрезерные станки также подают концевые фрезы в работу с помощью пиноли, установленной на шпинделе. Модели варьируются от небольших ручных машин до больших станков с постельным бельем и дуплексных мельниц. Все они принимают одну из трех основных форм: вертикальную, горизонтальную или конвертируемую горизонтальную/вертикальную. Вертикальные станки могут быть коленного типа (стол устанавливается на колено, которое можно приподнять) или станочного типа (стол надежно поддерживается и перемещается только горизонтально). Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации. - Фрезерный станок (фрезерный) 2
Фрезерный станок (фрезерный)
Работает с концевыми фрезами и фрезами на оправке. Особенности включают головку со шпинделем, который приводит в движение фрезы; колонна, колено и стол, обеспечивающие движение по трем декартовым осям; и основание, поддерживающее компоненты и вмещающее насос для смазочно-охлаждающей жидкости и резервуар.
 Заготовка устанавливается на стол и подается во вращающуюся фрезу или концевую фрезу для выполнения операций фрезерования; вертикальные фрезерные станки также подают концевые фрезы в работу с помощью пиноли, установленной на шпинделе. Модели варьируются от небольших ручных машин до больших станков с постельным бельем и дуплексных мельниц. Все они принимают одну из трех основных форм: вертикальную, горизонтальную или конвертируемую горизонтальную/вертикальную. Вертикальные станки могут быть коленного типа (стол устанавливается на колено, которое можно приподнять) или станочного типа (стол надежно поддерживается и перемещается только горизонтально). Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации.
Заготовка устанавливается на стол и подается во вращающуюся фрезу или концевую фрезу для выполнения операций фрезерования; вертикальные фрезерные станки также подают концевые фрезы в работу с помощью пиноли, установленной на шпинделе. Модели варьируются от небольших ручных машин до больших станков с постельным бельем и дуплексных мельниц. Все они принимают одну из трех основных форм: вертикальную, горизонтальную или конвертируемую горизонтальную/вертикальную. Вертикальные станки могут быть коленного типа (стол устанавливается на колено, которое можно приподнять) или станочного типа (стол надежно поддерживается и перемещается только горизонтально). Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации. - параллельный
параллельный
Полоса или блок прецизионно отшлифованного материала, используемый для подъема заготовки, удерживая ее параллельно рабочему столу, чтобы предотвратить контакт фрезы со столом.

Автор
Брандт Тейлор
978-838-2979
Брандт Тейлор является владельцем компании Taylor Engineering в Берлине, штат Массачусетс, механического цеха и производителя токарных патронов. С ним можно связаться по адресу [email protected]. Для получения дополнительной информации о кулачках патрона посетите сайт www.stopjaws.com.
Каковы методы зажима приспособлений для фрезерных станков с ЧПУ?
Установка заготовки
Крепление фрезерного станка с ЧПУ используется для зажима заготовки (и направления инструмента). Его функция состоит в том, чтобы позиционировать заготовку, чтобы получить правильное положение относительно станка и инструмента, и надежно зажать заготовку.
Содержание зажима заготовки включает:
·Позиционирование: Установите заготовку в правильное положение относительно станка и инструмента.
·Зажим: После того, как заготовка установлена, заготовка закрепляется таким образом, чтобы положение заготовки не менялось во время обработки.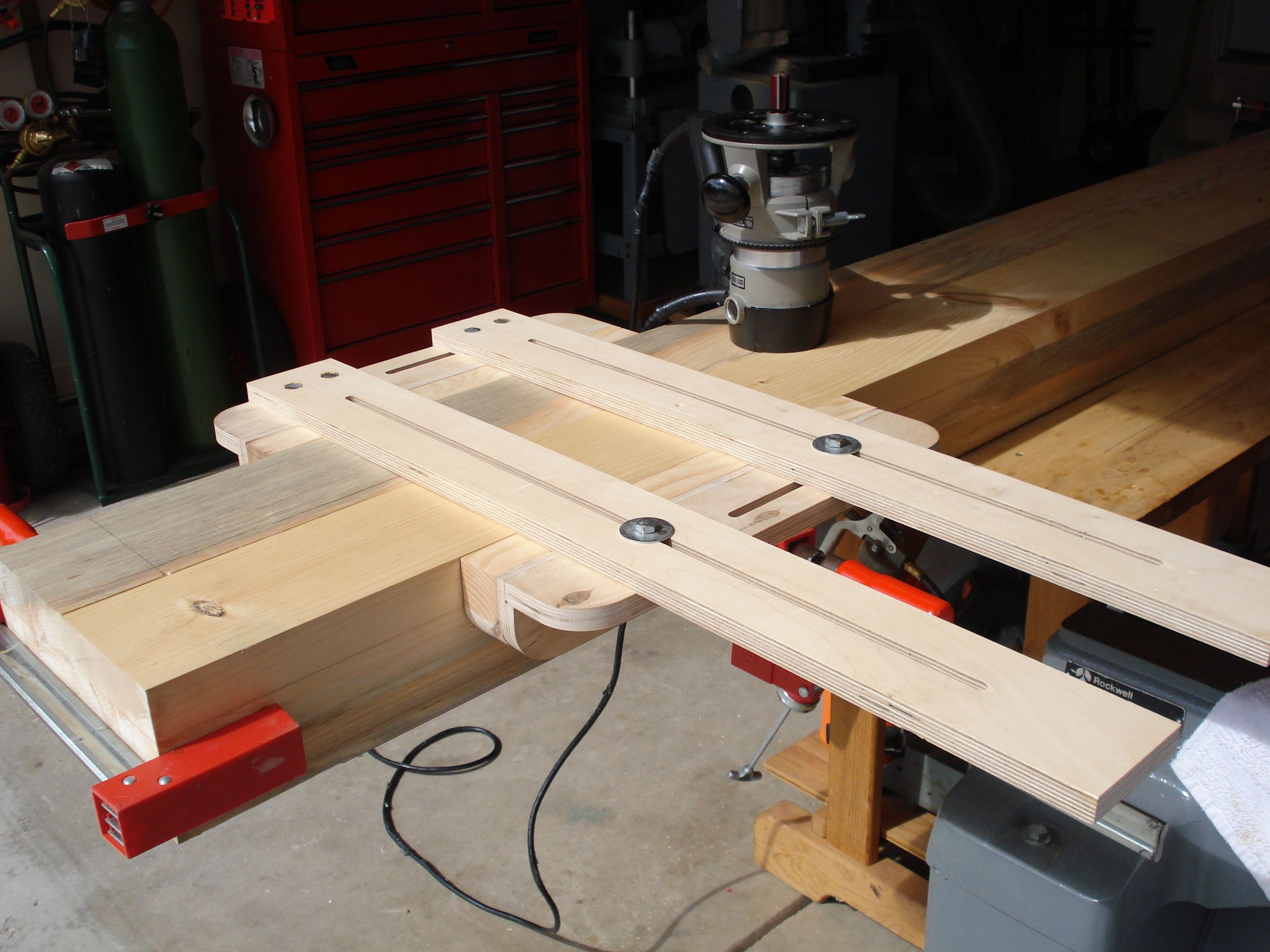
Взаимосвязь между позиционированием и зажимом: при установке заготовки существует два процесса: сначала позиционирование, а затем зажим. a) Поместите заготовку непосредственно на стол станка или в принадлежности станка, такие как четырехкулачковый патрон, станочные тиски и т. д. В зависимости от одной или нескольких поверхностей заготовки используйте чертилку или индикатор, чтобы выровнять точное положение заготовку, прежде чем продолжить. зажим;
b) Сначала выполните процесс разметки положения обрабатываемой поверхности в соответствии с требованиями обработки, а затем выровняйте по нанесенным линиям метки для осуществления зажима.
2) Особенности:
а) Этот вид зажима трудоемок, имеет низкую эффективность производства и требует от работников высокого технического уровня;
b) Низкая точность позиционирования, поскольку часто требуется добавить процесс разметки, что увеличивает стоимость производства;
c) Необходимо использовать только станочные приспособления и инструменты с хорошей универсальностью, поэтому он может быть пригоден для обработки различных поверхностей различных деталей, особенно подходит для штучного и мелкосерийного производства.
2. Установка струбцинами:
1) Заготовка устанавливается на приспособление. Никакого выравнивания не требуется, и можно напрямую получить метод зажима точной позиции обработки.
2) Особенности: Позволяет избежать потерь человеко-часов из-за разметки и позиционирования, позволяет избежать расширения диапазона разброса погрешностей обработки обрабатываемой заготовки, удобен для зажима.
1. Этапы зажима заготовки методом выравнивания:
1) Разметьте сначала чертилкой положение паза;
2) Положите заготовку на стол вертикально-фрезерного станка с ЧПУ и выровняйте ее по нанесенным меткам. После завершения выравнивания зажмите заготовку прижимной пластиной или тисками.
3) Отрегулируйте положение фрезы относительно заготовки в соответствии с положением меток линии канавки, а затем начните обработку после регулировки.
4) В процессе обработки необходимо нарезать тот или иной ход, измерить размер, а затем по результатам измерения отрегулировать взаимное положение фрезы до выполнения требований.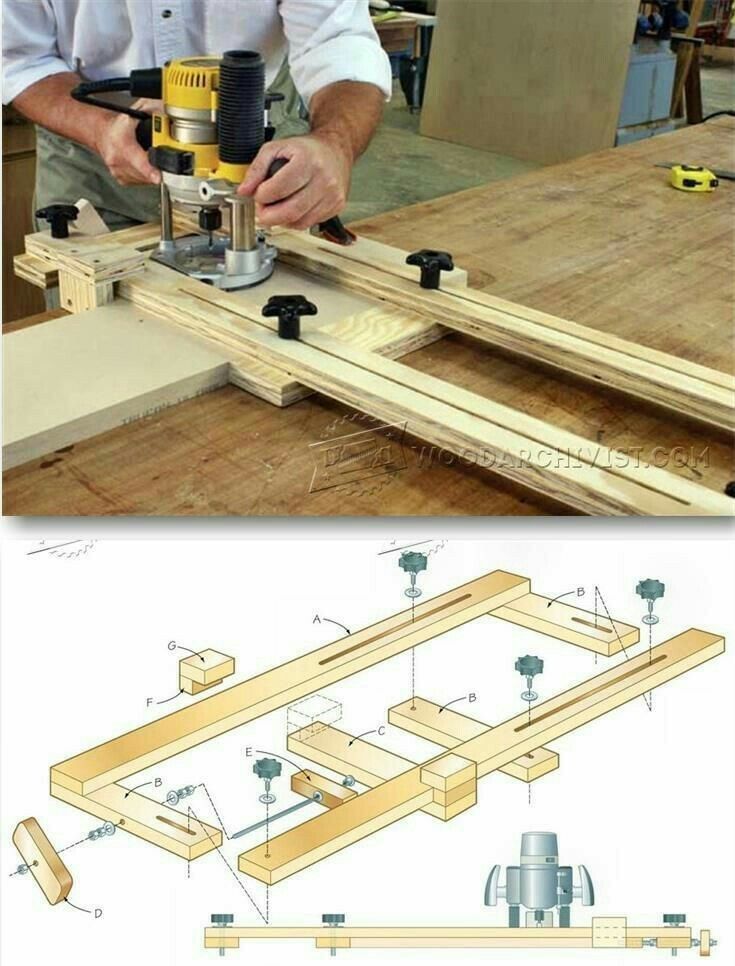
5) Повторите вышеуказанные шаги для каждой обрабатываемой заготовки.
Таким образом, этот метод зажима не только трудоемкий и длительный, но и имеет большой разброс погрешностей обработки при обработке партии заготовок.
2. Используйте зажимы для зажима
Заготовку можно поместить непосредственно в шаблон без разметки, используя метод зажима шаблона. Сторона А заготовки опирается на две опорные пластины 2; сторона B опирается на два зубчатых верхних опорных гвоздя 3; Прижимная пластина 8 зажимает заготовку, чтобы завершить процесс зажима заготовки. При обработке очередной заготовки положение приспособления на станке не меняется, а загружать и выгружать заготовку можно только ослаблением гайки 9..
(3) Классификация приспособлений
Их можно классифицировать по области применения, используемому станку и источнику зажимного усилия.
a) В соответствии с различными процессами приспособления можно разделить на приспособления для станков, приспособления для осмотра, приспособления для сборки, приспособления для сварки и т. д.;
д.;
b) В соответствии с различными типами станков приспособления для станков можно разделить на приспособления для токарных станков, приспособления для фрезерных станков, приспособления для сверлильных станков и т. д.;
c) В зависимости от используемых источников зажимной силы его можно разделить на ручные зажимы, пневматические зажимы и т. д.;
d) В зависимости от области применения он подразделяется на обычные приспособления, приспособления, комбинированные приспособления, доступные регулируемые приспособления и групповые приспособления.
Определения и характеристики различных приспособлений показаны в таблице ниже.
Универсальное приспособление Высокая универсальность, широко используется в мелкосерийном производстве штучных изделий
Приспособление специально разработано для конкретного процесса, имеет компактную конструкцию, удобное управление, высокую эффективность производства и простую гарантию точности обработки. Он подходит для серийного и массового производства фасонных изделий.
Комбинированное приспособление Приспособление, собранное из набора предварительно изготовленных стандартных компонентов и узлов.
Универсальные регулируемые приспособления не соответствуют конкретному объекту обработки и имеют широкий спектр применения. Адекватно регулируя или заменяя отдельные компоненты на приспособлении, можно использовать его для обработки различных заготовок с одинаковыми формами, размерами и методами обработки.
Групповое приспособление специально разработано для групповой обработки группы деталей с явными объектами обработки и сильной уместностью. Его можно адаптировать к различным процессам и формам и размерам обработки путем регулировки.
e) Передвижное приспособление: Передвижное приспособление — это приспособление, используемое на автоматических или полуавтоматических производственных линиях. Хотя он подходит только для определенного типа заготовки, после того, как заготовка установлена на подвижном приспособлении, ее можно использовать в различных положениях от начала производственной линии до конца производственной линии. Обработка различных процессов. В соответствии с этим конструкция передвижного приспособления также может применяться в различных процессах.
Обработка различных процессов. В соответствии с этим конструкция передвижного приспособления также может применяться в различных процессах.
(4) Состав и назначение приспособления
Состав: позиционирующий элемент, зажимное устройство, соединительный элемент, установочный или направляющий элемент, другие устройства, зажимной корпус.
Состав приспособления
1) Позиционирующий элемент: используется для определения положения заготовки в приспособлении.
2) Зажимное устройство: используется для зажима заготовки.
3) Настройка инструмента, направляющий элемент: определить положение инструмента относительно позиционирующего элемента приспособления.
4) Другие устройства: такие как делительные элементы и т. д.
5) Соединительные элементы и соединительные поверхности: используются для определения положения приспособления на шпинделе или столе станка.
6) Корпус зажима: Соедините различные компоненты и устройства зажима в органичное целое.
Функции: (1) Обеспечение стабильного и надежного выполнения различных требований к точности обработки; (2) сократить время обработки и повысить производительность труда; (3) снизить производственные затраты; (4) снизить трудоемкость рабочих; рабочие для обработки; (6) может расширить сферу станкостроения.
Гарантия точности размеров
1. Блок наладки инструмента 5 устанавливается на приспособление. Щуп 10 для наладки инструмента вставляют между рабочей поверхностью блока наладки инструмента и режущей кромкой концевой фрезы для определения положения фрезы относительно приспособления. В это время положение стола фрезерного станка соответственно горизонтальное. Расположите и вертикально поднимите стол, чтобы добиться правильного положения инструмента относительно блока наладки инструмента.
2. Поскольку две рабочие поверхности ножевого блока и соответствующие опорные поверхности соответствующей опорной пластины 2 для позиционирования приспособления и зубчатого верхнего опорного штифта 3 были гарантированы и рассчитаны, размеры a и b фрезерной канавки окончательно гарантировано, как показано на следующем рисунке.