Приспособления для сверления: Приспособление для сверления отверстий – выбираем патрон для станка + Видео
Содержание 1. Инструменты, приспособления и оборудование для выполнения операции сверления 2. Организация учебного места. Правила безопасной работы при выполнении операции 3 Технология выполнения операции 4. Практическая часть 5. Рекомендации и указания по совершенствованию в процессе выполнения операции Заключение Список используемой литературы В годы Великой Отечественной войны деревянные конструкции нашли широкое применение в гражданских и производственных зданиях, оборонительных сооружениях и мостах. В послевоенный период, характеризуемый резким повышением уровня индустриализации строительства, соответственно меняются и типы деревянных конструкций. Широкому применению древесины в строительстве способствуют ее высокие технические достоинства. Она по сравнению с металлами и камнем легко обрабатывается, при небольшой массе обладает относительно высокой прочностью, отличается малой теплопроводностью, плохо поддается разрушительному действию кислот и щелочей, прочно склеивается, нередко имеет красивый внешний вид и хорошо воспринимает внешнюю отделку. Вместе с тем древесина не лишена некоторых отрицательных свойств. При изменении влажности она усыхает, разбухает, коробится и растрескивается. Ее прочность, твердость и другие механические свойства в различных направлениях неодинаковы, она горит, недостаточно стойка против загнивания и поражения насекомыми. В деревообрабатывающей промышленности в настоящее время вырабатывают прессованную древесину, которая не имеет недостатков древесины естественного строения, намного превосходит ее по механическим свойствам. Промышленность также выпускает древесноволокнистые плиты (фибролитовые, ксилолитовые и др.), получившие широкое распространение в сельском строительстве. На изготовление их используют преимущественно отходы, получаемые при механической обработке древесины. Большое развитие в строительстве получили клееные деревянные конструкции, на изготовление которых используют клеи, от свойств и качества которых зависит прочность изделий. [14] На деревообрабатывающих заводах конструкции из дерева изготовляют поточными методами с переходом изделия от одного станка к другому в соответствии с технологическим процессом. Цеха, в которых ведут заготовку элементов деревянных конструкций, оборудуют полуавтоматическими и автоматическими линиями с программным управлением. Наряду с конструкциями заводского изготовления в сельском строительстве, там, где древесина является местным строительным материалом, продолжают применяться на базе малой механизации конструкции построечного изготовления. Для обработки древесины в построечных условиях применяют электрические ручные машины. При небольших объемах работ, применяют ручные инструменты: поперечные и продольные пилы, струги, медведки и шерхебели для грубой острожки, рубанки и фуганки — для чистой острожки, долота и стамески для долбления гнезд, сверла для сверления. Среди основных приемов плотницких работ выделяют: тесание, резание, пиление, сверление, долбление, строгание, шлифование и циклевание древесины. Целью нашей курсовой работы является: изучить и описать технологию механического сверления древесины. Задачей является, определить и описать необходимость изучения технологии механического сверления древесины; проанализировать литературу и полученные знания применить на практике при выполнении практической части. Объектом наших исследований является процесс сверления древесины, предметом – технологии механического сверления древесины. Сверло – рабочий орган любого сверлильного станка, будь то ручная дрель или стационарная машина. В зависимости от характера и условий выполняемых работ используют, сверла разных видов. Режущие элементы сверл должны обеспечивать свободный процесс резания, получаемая стружка должна легко удаляться из отверстия. Конструкция сверл должна быть такой, чтобы при заточке не изменялись режущие параметры. В каждом сверле различают стержень, хвостовик и рабочую часть. Стержень может иметь разную длину; от длины стержня зависит возможная глубина сверления. У многих сверл стержень имеет специальную форму и специальную обработку и приспособлен: а) для направления сверла; б) для зачистки боковых сторон высверливаемого отверстия; в) для выбрасывания стружки. Хвостовиком называется верхняя, обычно утолщенная часть стержня квадратной или шестигранной пирамидальной формы, которой сверло вставляется в патрон приспособления для сверления (коловорот, дрель). Рабочая (режущая) часть сверла состоит из резцов. По конструкции режущей части можно разделить сверла на три основные группы: ложечные, центровые и спиральные. Ложечное сверло (его также называют перкой) представляет собой стержень, в нижней (рабочей) части которого сделан продольный желобок, оканчивающийся заостренным жалом. При помощи жала сверло внедряется вглубь древесины и, кроме того, центрируется. Одна кромка желобка заточена на всю длину и является режущей, вторая кромка служит направляющей. Такое сверло работает при вращении в одну сторону. Столяры часто затачивают и вторую кромку — сверло тогда работает при вращении в любую сторону. Ложечное сверло работает при нажиме на него сверху. Оно не приспособлено для выбрасывания стружек, и для очистки от стружек приходится вынимать сверло из отверстия. От этого снижается производительность резания. Ложечное сверло применяют для высверливания отверстий под нагели, винты, шурупы. Улитообразное сверло представляет собой разновидность ложечных сверл. Недостатки этого сверла — частая поломка тонкого конца, сложная заточка, работа при вращении в одну сторону. Назначение улитообразного сверла такое же, как и всякого ложечного сверла. Шиловое сверло. Имеет форму трехгранного шила с хвостовиком, работает в обе стороны. Служит для высверливания гнезд под шурупы. Центровое сверло. Рабочая часть этого сверла имеет вид лопатки с шилообразным острием — центром, боковым дугообразным резцом, называемым дорожником, и несколько наклоненным плоским ножом, расположенным по радиусу. Назначение шилообразного острия — центрировать сверло, дорожника — обрезать древесину по окружности высверливаемого гнезда, плоского ножа — снимать обрезанную по окружности древесину в виде винтовой ленты. Центровое сверло работает только в одну сторону при нажиме на него сверху. Используют его главным образом для высверливания отверстий под круглые шипы. Винтовое сверло. У него стержень на 2/3 длины сделан витым. Спиральное сверло. Стержень на 2/3 длины охватывается винтообразной спиралью. Спирально-ленточное, или штопорное, сверло. Стержень на 2/3 длины представляет собой стальную ленту, скрученную штопором. Сверла последних трех видов имеют в рабочей части конический винтообразный заглубитель, два дорожника и два плоских ножа. Стружка легко выбрасывается. Работают эти сверла поперек волокон при незначительном нажиме на них и даже без нажима. Служат для высверливания различных отверстий диаметром от 6 до 40 мм. Пробочное сверло применяется для высверливания сучков под заделку пробками, работает при нажиме на него сверху. Рабочая часть сверла представляет собой стальную цилиндрическую коробочку с диаметральной перегородкой — резцом. Зенковочное сверло (зенковка). Для сверления отверстий в различных породах древесины поперек волокон применяют сверла спиральные дереворежущие с центром и подрезателем (рис. 1, а) диаметром 4…32мм, длиной 80…200мм. Рис. 1. Сверла Для выпиливания пробок и заделки сучков используют цилиндрические пилки с выталкивателем (рис. Сверла спиральные с коническим хвостовиком, оснащенные пластинами из твердого сплава, выпускаются диаметром 10, 30мм, длиной 140…275мм для укороченной серии и 168…324мм для нормальной серии. Простейший сверлильный станок – это обычная ручная дрель. Сверло зажимается в патроне, передачи регулируются вручную либо электронным регулятором скорости. Дрели, в которых имеется регулятор оборотов, можно применять как шуруповерты. Для сверления большого количества заготовок, или выполнения точно заданных по глубине отверстий в качестве дополнения к электродрели применяют станину, в которой фиксируется дрель. Станина позволяет, как сказано выше, сверлить точно заданные по глубине отверстия, но этим ее функции не исчерпываются. Сверлильный станок представляет собой станину с электродвигателем, привод от которого передает вращение на патрон со сверлом. Как правило, сверлильный станок оснащается большим по сравнению с электродрелью количеством скоростей, и большими возможностями. [2] Механическое сверление осуществляется с помощью электросверл или специальных сверлильных станков. В плотничных и столярных работах в основном применяются электросверла. При сверлении необходимо нажимать руками на корпус электросверла, в результате чего она опускается по направляющим стойкам, сжимая пружины. После окончания сверления нажим прекращается и корпус под действием выпрямляющих пружин поднимается вверх. Если требуется просверлить отверстие в другом месте, то электросверло переносят, устанавливают в исходное положение и весь процесс повторяют Для выполнения значительных объемов работ по высверливанию отверстии в условиях деревообрабатывающих мастерских применяются сверлильные станки. Сверлильные станки а — вертикально-сверлильный; б— горизонтально-сверлильный. Вертикально-сверлильный станок СвА с автоматической подачей является универсальным, так как позволяет сверлить любые отверстия. Этот станок имеет и другую модификацию, позволяющую использовать ручную подачу. При присоединении к рабочему столу сверлильного станка платформы (суппорта) с боковым движением и установкой концевой фрезы вместо сверла возможна выборка продольных гнезд. Горизонтальный сверлильный станок СвГД-3 предназначен для выборки горизонтальных продольных гнезд. Он имеет станину, рабочий вал, пружину, рабочий стол и суппорт. Обрабатываемую деталь неподвижно закрепляют пружиной, надвигая на нее шпиндель со сверлом. Горизонтально — сверлильный станок состоит из электродвигателя, шпинделя, каретки, рычагов подачи каретки и сверла, зажима для укрепления обрабатываемой детали. Шпиндель можно передвигать по оси сверла, а каретку в поперечном направлении. На этом станке можно просверливать не только круглые отверстия, но и прямоугольные. Для получения прямоугольных отверстий необходимо сначала высверлить ряд круглых, а затем поперечным движением каретки объединить их в общее продолговатое отверстие. При работе на станках и с электрифицированными инструментами необходимо соблюдать правила техники безопасности. [3] Основными задачами правил по технике безопасности являются: организация работ по предохранению работающих от производственных травм, вредных воздействий ядовитых веществ. Все работающие обязаны усвоить безопасные приемы работы, хорошо знать правила по технике безопасности. Каждый вновь пришедший ученик должен может быть допущен к работе лишь после вводного инструктажа по технике безопасности. При вводном инструктаже учащийся знакомится с основными причинами, вызывающими травматизм: неисправность оборудования, ограждений, инструмента, электросети, неправильные приемы работы. Каждый работающий должен знать организацию рабочего места, приемы безопасной работы на станках и инструментами. Учащийся обязан знать, как обращаться с материалами, изделиями, как подносить и укладывать их, правила пользования защитными приспособлениями. Повторный инструктаж проводится не реже, чем через 6 мес. При столярных работах, прежде всего, необходимо соблюдать меры предосторожности. Детали, подвергающиеся столярной обработке, надежно закрепляют на верстаке, так как при резании стамеской часто могут быть произвольные срывы, которые приводят к травмам. Работайте только исправным инструментом, обращая внимание на надежную насадку топора и молотка на рукоятки, следите за тем, чтобы ручки стамесок и долот не имели трещин и были прочно посажены на хвостах. [9] Сверла нужно хранить на специальном стеллаже в порядке убывающих диаметров. Для каждого сверла устраивается отдельное гнездо. В соответствии с правилами техники безопасности при работе сверлами необходимо: 1) прочно закреплять сверло в патроне и периодически проверять надежность их крепления; 2) не держать коловорот или дрель сверлом к себе; 3) при высверливании горизонтальных отверстий не нажимать сильно на коловорот грудью; 4) не допускать падения сверл с верстака; 5) прочно закреплять сверло в тисках при заточке. Резание стамесками и вообще работа долбежным инструментом требуют от столяра большой осторожности и аккуратности, надежного удерживания стамесок в руках, особенно при резании «на себя». [5] При работе не разбрасывайте режущие инструменты по верстаку, тем более в стружки. Надо всегда по окончании работы класть инструмент на определенные места. Рабочее место надо всегда содержать в порядке. На каждом рабочем месте (у станков) вывешивают основные правила по технике безопасности:
При работе учащихся на электроустановках и соприкосновении с токоведущими частями работающей электроустановки создается опасность поражения током, поэтому необходимо следить за состоянием станков. Неизолированные токоведущие части должны быть ограждены, чтобы к ним не было свободного доступа. Так же, каждый учащийся должен уметь оказать первую медицинскую помощь при электротравме. [1] Электротравма может произойти при непосредственном контакте ученика с токоведущими частями электроустановок. При поражении током необходимо срочно устранить воздействие на пострадавшего тока путем отключения пускателя (рубильника), снятия предохранителей. После работы инструмент очищают от антисептиков и хранят в специальном помещении. Деревянные проантисептированные элементы хранят под хорошо проветриваемым навесом, предохраняющим их от воздействия дождя, снега. [13] Для оказания первой помощи на рабочем месте должна быть аптечка. Механизированным инструментом работать могут лица, прошедшие обучение. Инструмент необходимо систематически и своевременно проверять и ремонтировать. Работать можно лишь исправным инструментом. Ремонт инструмента, замена режущих частей должны производиться после его выключения ж полной остановки. Работать механизированным инструментом с приставных лестниц запрещено. При перерывах в работе и во время переноски механизированный инструмент отключают от сети. Оставлять без надзора механизированный инструмент с работающим двигателем запрещается. Для сверления отверстий по разметке на детали предварительно наносят точку сверления отверстия, её накалывают шилом или намечают пересечением двух линий. Сверло устанавливают точно в том месте, где намечена риска, а проще — точно в центре отверстия. После разметки деталь кладут на стол, проверяю, чтобы ось сверла находилась точно против точки разметни, закрепляют ее и производят пробное сверление. Этот способ сверления трудоемок, так как требуется размечать каждую деталь. [7] Более производителен способ сверления по упору. Подготовка станка для сверления по этому способу состоит в следующем: на столе станка устанавливают линейку, упор, которые фиксируют точное положение детали на столе, и при подаче сверла отверстие выбирается в точно заданном положении. механический сверление древесина В своей практической части мы приведем пример самостоятельно нами разработанной и изготовленной качели, основной прием при выполнении которой, сверление. В приложении 1- чертеж выполненного нами изделия, в приложении 2- технологическая карта к данному изделию. Особенно тщательно должна выполняться операция при выполнении глухого отверстия, чтобы избежать откола древесины и образования сквозного отверстия. Для этого по мере продвижения сверла в массив древесины нажим на инструмент должен постепенно ослабляться. Не рекомендуется использование различных насадок на дрели, причем даже для небольших объемов работ. Их применение, как правило, создает тяжелые режимы работы, а неправильная установка, например с перекосом, чревата плохими последствиями. При сверлении, не дотрагивайтесь руками до вращающихся частей станка. Не оставляйте работающий станок без присмотра. Не дотрагивайтесь до сверла или обрабатываемой поверхности непосредственно после обработки, они могут быть сильно разогретыми и обжечь Вашу кожу. При сверлении по древесине оптимальные результаты достигаются с использованием сверл по дереву, оснащенных направляющем шурупом-наконечником. Направляющий шуруп-наконечник облегчает сверление, втягивая сверло в обрабатываемую заготовку. [4] Отверстия сверлами выбирают по разметке или шаблону, причем центр отверстия накалывают шилом. При некачественном сверлении возникают дефекты — не выдержан размер отверстия, вызванный биением сверла вследствие неправильного закрепления, рваная поверхность отверстия при сверлении тупым или неправильно заточенным сверлом. Сверла затачивают напильниками с мелкой насечкой или на специальном станке. Для механизированного сверления применяют электросверлильные машины ИЭ-1019А, ИЭ-1031А, ИЭ-1032, вертикально-сверлильный и горизонтально-сверлильный станки. Ими можно сверлить отверстия диаметром до 9мм. Сверлят отверстия спиральными сверлами. Перед работой электросверлильную машину тщательно осматривают и проверяют, после чего в патрон вставляют сверло и прочно его закрепляют, а затем нажимом на пусковой курок включают электродвигатель. В течение 1.2мин работают вхолостую; если двигатель работает нормально, приступают к работе.
|
 Кроме того, древесина часто имеет пороки — большое количество сучков, кривизну и т. п.
Кроме того, древесина часто имеет пороки — большое количество сучков, кривизну и т. п. Обработку древесины на заводе ведут в определенной последовательности, технологический процесс начинается с раскроя древесины (бревен, брусков, досок и др.), т. е. с распиловки, просушки, строгания, придают изготовляемым элементам необходимую форму. Далее готовые элементы соединяют в отдельные узлы, из которых собирают целые изделия. При необходимости изделия антисептируют и отправляют на объект строительства.
Обработку древесины на заводе ведут в определенной последовательности, технологический процесс начинается с раскроя древесины (бревен, брусков, досок и др.), т. е. с распиловки, просушки, строгания, придают изготовляемым элементам необходимую форму. Далее готовые элементы соединяют в отдельные узлы, из которых собирают целые изделия. При необходимости изделия антисептируют и отправляют на объект строительства. Для выполнения каждого из этих приемов необходим определенный набор инструментов и владение необходимыми знаниями. [3]
Для выполнения каждого из этих приемов необходим определенный набор инструментов и владение необходимыми знаниями. [3] Гораздо быстрее выдалбливать различные гнезда, предварительно просверлив отверстия. [10]
Гораздо быстрее выдалбливать различные гнезда, предварительно просверлив отверстия. [10]
 У него режущая кромка идет по конической винтовой линии; внизу сверло оканчивается центрирующим концом в виде штопора. Улитообразным сверлом легче работать, чем ложечным, так как его нижний кенец как бы ввинчивает сверло в древесину, а винтообразная канавка способствует выбрасыванию стружки.
У него режущая кромка идет по конической винтовой линии; внизу сверло оканчивается центрирующим концом в виде штопора. Улитообразным сверлом легче работать, чем ложечным, так как его нижний кенец как бы ввинчивает сверло в древесину, а винтообразная канавка способствует выбрасыванию стружки.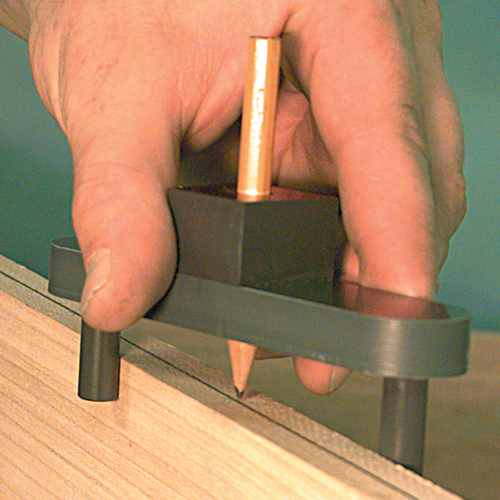
 Рабочая часть этого сверла имеет вид конуса с продольными канавками на боковой поверхности; служит зенковочное сверло для конического рассверливания верхней части отверстий под головки шурупов. [15]
Рабочая часть этого сверла имеет вид конуса с продольными канавками на боковой поверхности; служит зенковочное сверло для конического рассверливания верхней части отверстий под головки шурупов. [15] 1, в, г). Кроме того, для сверления отверстий в древесине применяются сверла спиральные с цилиндрическим хвостовиком, оснащенные пластинами из твердого сплава, диаметром 5…16мм, длиной для укороченной серии 70…138мм, для нормальной серии — 66…178мм.
1, в, г). Кроме того, для сверления отверстий в древесине применяются сверла спиральные с цилиндрическим хвостовиком, оснащенные пластинами из твердого сплава, диаметром 5…16мм, длиной для укороченной серии 70…138мм, для нормальной серии — 66…178мм. Станина также позволяет сверлить отверстия под определенным углом, что порой необходимо, например, для соединений громоздких деталей. [17]
Станина также позволяет сверлить отверстия под определенным углом, что порой необходимо, например, для соединений громоздких деталей. [17] Они разделяются на вертикально-сверлильные и горизонтально -сверлильные, по числу шпинделей — на одно и многошпиндельные, а по способу подачи — на механические и ручные. [4]
Они разделяются на вертикально-сверлильные и горизонтально -сверлильные, по числу шпинделей — на одно и многошпиндельные, а по способу подачи — на механические и ручные. [4] Рабочий стол в горизонтальном направлении передвигают рукояткой, в вертикальном — маховичком. Механизм подачи у отдельных станков устроен иначе — рабочий вал со сверлом, обрабатывающий деталь, закреплен неподвижно.
Рабочий стол в горизонтальном направлении передвигают рукояткой, в вертикальном — маховичком. Механизм подачи у отдельных станков устроен иначе — рабочий вал со сверлом, обрабатывающий деталь, закреплен неподвижно. Надо предупредить школьников о необходимости получить разрешение учителя на выполнение отдельных операций.
Надо предупредить школьников о необходимости получить разрешение учителя на выполнение отдельных операций.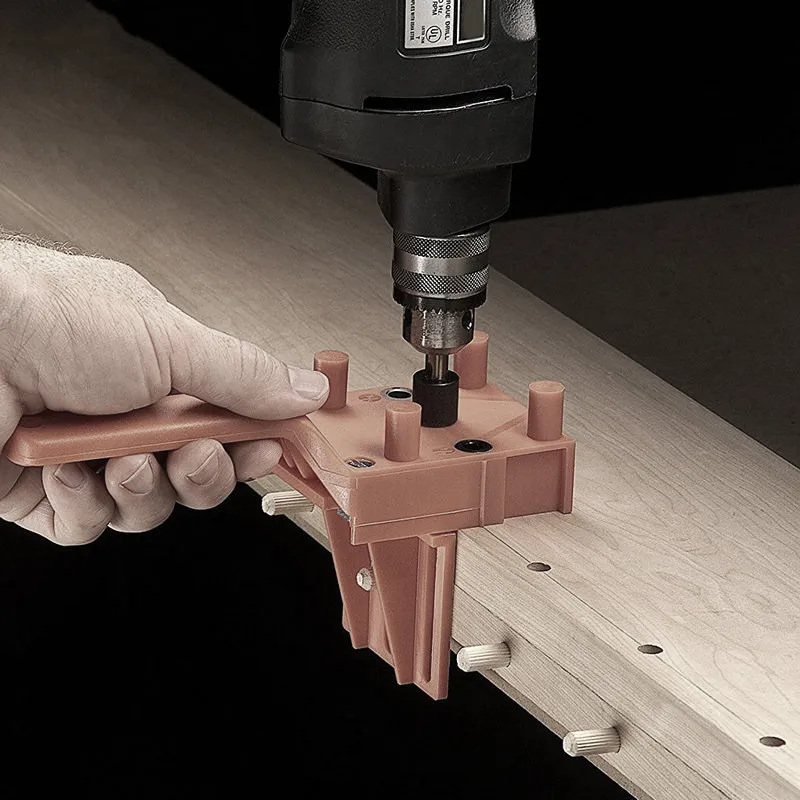 Он необходим для проверки и повышения уровня знаний, основных правил по технике безопасности. [11]
Он необходим для проверки и повышения уровня знаний, основных правил по технике безопасности. [11]

 Оказывающий помощь должен обезопасить себя, надев резиновые галоши или сухие шерстяные перчатки или обмотав руки сухой тряпкой. После снятия напряжения вызывается врач для оказания медицинской помощи.
Оказывающий помощь должен обезопасить себя, надев резиновые галоши или сухие шерстяные перчатки или обмотав руки сухой тряпкой. После снятия напряжения вызывается врач для оказания медицинской помощи. [16]
[16] При сверлении ось вращения должна совпадать с осью высверливаемого отверстия. [1]
При сверлении ось вращения должна совпадать с осью высверливаемого отверстия. [1]
 До работы сверло хорошо затачивают, прочно укрепляют. При работе надо следить за тем, чтобы ось вращения совпадала с осью отверстия.
До работы сверло хорошо затачивают, прочно укрепляют. При работе надо следить за тем, чтобы ось вращения совпадала с осью отверстия. В. Работа с деревом. Издательство: Современный литератор; 176 стр., 1999 г.; С. 56-57
В. Работа с деревом. Издательство: Современный литератор; 176 стр., 1999 г.; С. 56-57 Н. Технология деревообработки. Издательство: Академия (Москва) 178 стр., 1998 г. С. 29
Н. Технология деревообработки. Издательство: Академия (Москва) 178 стр., 1998 г. С. 29Сверление отверстий в металле требует наличия приспособлений облегчающих работу
Обработка металла производится не только в промышленных условиях. При выполнении ремонтных работ на автомобиле, изготовлении конструкций на приусадебном участке или проведении ремонта жилища, необходимо сверление отверстий в металле. В домашних условиях чаще всего применяется ручная дрель.
При выполнении ремонтных работ на автомобиле, изготовлении конструкций на приусадебном участке или проведении ремонта жилища, необходимо сверление отверстий в металле. В домашних условиях чаще всего применяется ручная дрель.
Этот универсальный инструмент требует определенных навыков работы с твердыми изделиями. Можно приобрести, или изготовить самостоятельно станок для сверления отверстий в металле, однако это не дешевое удовольствие.
Технология сверления отверстий в металле заключается в снятии тонкого слоя материала за счет одновременного поступательного и вращательного движения сверла.
Главное условие качественной и безопасной (для инструмента) обработки – удержание оси патрона в фиксированном положении. С помощью станка несложно сохранить прямолинейность, чего не скажешь при работе с ручным инструментом.
Если вы не уверены в твердости рук (это нормальная ситуация для обычного человека), для сверления под прямым углом требуются механические помощники (кондукторы).
Сразу оговоримся, что дополнительные кондукторы требуются лишь в случае, когда толщина металла превышает диаметр сверла.
Если вы делаете отверстие в тонкой стальной пластине, прямолинейность не имеет значения.
Приспособления для сверления перпендикулярных отверстий
Есть несколько разновидностей направляющих для ручной электродрели. Инструменты с механическим приводом плохо подходят для работ с металлом, тем более, если речь идет о точности.
- Кондуктор для сверления. Выполнен в виде корпуса, удобного для удержания, внутри которого размещены втулки-направляющие для сверл различного диаметра.
- Направляющая для дрели (ручная). Опорное устройство, в котором инструмент фиксируется за шейку
- Стойка для дрели (полу стационарная). Фактически является недорогой альтернативой сверлильного станка.
Материал втулок тверже инструмента, поэтому отверстия не изнашиваются. Установив кондуктор точно над центром предполагаемого отверстия, можно не беспокоиться о том, что сверло «уведет» от заданного направления.
Особенно полезно такое устройство при сверлении перпендикулярных отверстий в трубах небольшого диаметра, когда наконечник норовит соскользнуть с цилиндрической поверхности.
Подошва размещается на заготовке, удерживаясь второй рукой за рукоять. Дрель перемещается строго вертикально, не допуская перекосов и уводов сверла.
Конструкция может иметь угловой держатель для труб небольшого диаметра, что делает приспособление более универсальным.
При наличии поворотного механизма, вы получаете еще и приспособление для сверления отверстий под углом.
Правда металл таким образом просверлить не удастся, боковые нагрузки быстро сломают сверло.
Каретка с закрепленным инструментом (за ту же шейку) движется по штанге с помощью рычага. Заготовка прочно удерживается на подошве с помощью тисков или струбцины. Качество сверления получается очень высоким, но и стоимость приспособления немалая. Хотя в сравнении со сверлильным станком – это недорого.
Приспособление для удержания сверла под прямым углом можно изготовить самостоятельно. Достаточно насверлить отверстий различного диаметра в бруске из прочного материала, например – текстолита или эбонита.
Только на боковую поддержку рассчитывать не стоит – это скорее «прибор» для визуального контроля. При боковом отклонении сверло быстро разобьет направляющее отверстие в кондукторе.
Следующая проблема — сверление глубоких отверстий
Технологически правильным будет использование токарного станка. Причем при обработке цилиндрических деталей (например, оружейного ствола) вращается заготовка, а сверло остается неподвижным. Обязательно охлаждение и принудительный отвод стружки из отверстия.
Для этого сверла для глубокого сверления имеют специальные канавки на поверхности, или же бур периодически извлекают из заготовки для очистки от стружки.
В домашних условиях обязательно использовать направляющие для дрели. Мастера рекомендуют не сверлить отверстия, глубиной более чем 2/3 от длины сверла. В качестве охлаждения можно использовать обычную воду, сверло периодически извлекается из отверстия для очистки от стружки и остывания.
В качестве охлаждения можно использовать обычную воду, сверло периодически извлекается из отверстия для очистки от стружки и остывания.
Важно! При сверлении за несколько подходов, недопустимо менять угол сверла. Иначе можно «запороть» заготовку.
Применение специальных длинных сверл требует особой технологии.
Как только режущая часть вместе с отводящими кромками скроется в отверстии, стружка будет закупоривать канавки, и заблокирует вращение. Поэтому на последнем этапе извлечение сверла и очистку от стружки выполняют чаще.
Сверление отверстий большого диаметра в металле
Эта процедура еще сложнее, чем глубокое бурение. Сверление больших отверстий выполняется либо коронкой (для небольших толщин), либо обычным сверлом в несколько этапов.
- Коронка для металла практически не отличается от аналогичного приспособления для бетона или гипсокартона.
 Отличие в материале режущей поверхности и заточке зубьев.
Отличие в материале режущей поверхности и заточке зубьев.По центру расположено направляющее сверло, которое не дает коронке «уйти с маршрута». Работа производится на малых оборотах с принудительным охлаждением. Диаметр отверстия фактически не ограничен, все зависит от крутящего момента вашей дрели.
- Сверление в несколько этапов. При значительной толщине заготовки, следует запастись набором сверл с разницей в диаметре 25%. Начиная с самого тонкого, постепенно переходим на следующие размеры, до финишного диаметра. Важно сохранять положение центра вращения патрона дрели, поэтому без направляющей не обойтись.
- Использование конусных сверл. Этот инструмент представляет собой комплект из последовательно расположенных сверл разного диаметра на общей оси. Если вы обрабатываете тонкие стальные пластины, удобнее будет воспользоваться именно конусным ступенчатым сверлом.
Технология та же, что и в поэтапном проходе. Вы утапливаете сверло в отверстие, пока не добьетесь нужного размера.
Как выбрать инструмент для сверления отверстий, мы разобрали. Теперь поговорим об общих принципах обработки металла:
- Центр будущего отверстия «пробивают» кернером. В ямку упирается кончик сверла при первых оборотах. Разумеется, при наличии направляющих или кондуктора, это делать не обязательно
- Для достижения высокой точности (по диаметру) следует выбирать сверло на 0,1-0,3 мм меньше. За счет небольшой вибрации в патроне, диаметр несколько увеличивается
- Используйте смазку для снижения трения и охлаждения. Подойдет обычная вода или машинное масло
- При первых признаках затупления сверла, прекратите работу и заточите кромки.
 Иначе можно не только потерять инструмент, но и испортить заготовку
Иначе можно не только потерять инструмент, но и испортить заготовку - При сверлении полых заготовок (труб, коробок) желательно поместить внутрь заготовки распорку из дерева
- Для сверления глухих отверстий применяется упорная линейка с разметкой. Если ваша дрель не оснащена упором – намотайте на сверло индикаторное кольцо с помощью светлого скотча.
Разработка станочного приспособления для сверления одновременно 4 отверстий агрегатной головкой
Проектирование
приспособления для сверление отверстий.
Исходные данные: необходимо разработать станочное приспособление для сверления
одновременно 4 отверстий агрегатной головкой (см. рис. 1).
рис.1.Отверстия
для сверления D=13 .
Выбор оборудования.
Станок выбираем исходя из
параметров обрабатываемой детали , в частности для обработки отверстий
критерием выбора являлось : габариты самой детали , и также габариты
спроектированного приспособления, т. к. приспособление должно крепиться на стол
к. приспособление должно крепиться на стол
станка.
Выбираем станок вертикально
сверлильный модели 2Г175М
Технические | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Выбор
режущего инструмента.
Рис
2. Сверло спиральное с цилиндрическим хвостовиком.
Рекомендуемый диаметр сверла для
отверстий принимаем по рекомендуемому приложению к ГОСТ 19257-73
Сверло спиральное с
цилиндрическим хвостовиком
ГОСТ 10902-77
средняя серия
d=0,1-13 мм – диаметр сверла
L=19-205 мм — длина сверла
l=3-140 мм — длина рабочей части
Материал режущей части
инструмента – Р6М5
Сверло d=13 Р6М5
Материал режущей части Р6М5 т.к.
обрабатываемый материал НВ=220
При сверлении необходимо
применять СОЖ (специальная охлаждающая жидкость)
Спиральные сверла обеспечивают
при обработке деталей в кондукторах точность расположения отверстий до мм. Применение кондукторных втулок
удлиняет сверла и снижает их стойкость , но повышают точность сверления
отверстий , примерно до 50 % .
Расчет режимов и
сил резания.
Глубина резания. t=0.5D
Материал обрабатываемой детали
— СЧ-15 ГОСТ 1050-74 –относится к 3-й категории. Далее все коэффициенты
Далее все коэффициенты
выбираем исходя из рекомендаций[2, стр.381-401 ]
Твердость НВ=220
t=0.5
13=6.5 мм , где t — глубина резания
S=0.35 мм/об,
где S — подача
T=45 мин,
где Т — стойкость инструмента
D=13 мм,
где D – диаметр инструмента
,
где — поправочный коэффициент на обрабатываемый
материал.
, где —
коэффициент на обрабатываемый материал.
—
коэффициент на инструментальный материал.
—
коэффициент учитывающий глубину сверления.
=1
Крутящий момент и осевую силу рассчитываем по
формулам:
коэффициенты
для нахождения крутящего момента Мкр
Y=0.8
Коэффициенты
для нахождения осевой силы Po
Рассчитываем мощность резания:
Описание работы
приспособления.
Приспособление
устанавливается на стол станка нижней частью корпуса и закрепляется на нем
посредством болтового соединения. При этом направляющие шпонки должны
находиться в пазу стола.
Обрабатываемая деталь – устанавливается
на цилиндрический палец. Затем в зацепление заходит конический палец
установленный на кондукторной плите, тем самым задавая однозначное положение
детали относительно оси. После этого клиновой механизм, устанавливает деталь по
«лыске» задавая тем самым однозначное положение отверстий относительно
конструкторской базы. За этим она прижимается сверху кондукторной плитой. Далее
можно производить процесс обработки.
Привод зажима осуществляется
следующим образом: воздух подаётся в верхнюю полость пневмокамеры, усилие мембраны
передаётся на шток пневмокамеры, от штока пневмокамеры на кондукторную плиту,
зажимающею деталь.
После процесса обработки воздух
подается в нижнюю полость пневмокамеры. Шток пневмокамеры с закрепленной на ней
плитой движется вверх и освобождает деталь.
Расчет
необходимой силы зажима.
Где :
— крутящий
момент от одного сверла, Нм
— осевая
сила от сверления, Н
— расстояние
от оси, мм
— коэффициент
трения
— сила
зажима, Н
Расчет коэффициента запаса.
Рассчитаем коэффициент
запаса из по формуле:
K = K0×K1×K2×K3×K4×K5×K6
K0
= 1,452 — коэффициент, учитывающий неточность расчетов,
K1 = 1,1 — коэффициент,
учитывающий наличие случайных неровностей на поверхности,
K2 = 1,15 — коэффициент,
учитывающий увеличения сил резания от затупления режущего инструмента,
K3 = 1,1 — коэффициент,
учитывающий силы резания при прерывистом резании,
K4 = 1,0 — коэффициент,
характеризующий зажимное устройство,
K5 = 1,0 — коэффициент,
характеризующий удобство расположения рукоятки,
K6 = 1,5- коэффициент,
учитывающий наличие моментов стремящихся повернуть деталь.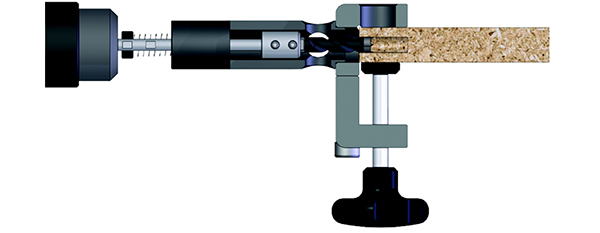
Отсюда: K = 1,452×1,15×1,1×1,0×1,0×1,5 = 2,34
W = 1475,04×2,34 = 3451 H — усилие зажима с учетом коэффициента запаса.
Выбор
схемы базирования детали.
Для сверления
данных отверстий выбираем схему базирования детали, при которой деталь устанавливается
на короткий палец.
|
Расчет погрешности
установки детали в приспособлении.
Погрешность базирования на данный размер:
где TD — допуск на диаметр, который
используется в качестве установочного, в нашем случае ,
Определяем
допустимую погрешность базирования:
, где:
где Т- допуск на диаметр отверстия выполнено по 12
квалитету
( Т = 0,3 мм)
SDс — составляющая,
учитывающая систематические погрешности.
w —
погрешность обработки детали, принимаем w = 0,02 мм.
Dз—
погрешность закрепления детали в приспособлении.
Dу
— погрешность установки, зависящая от установочной поверхности, детали
Приспособления для сверления отверстий под давлением
Похожие презентации:
Сверление отверстий
Приспособление для устьевого и скважинного тампонирования и пережатия труб
Сверление отверстии в листовом, полосовом и фасонном материале
Процесс обработки отверстий, сверление
Приспособления для токарных станков
Приспособление для соединения с трубами на устье фонтанирующей скважины
Основы проектирования приспособлений
Процесс сверления
Приспособления для резки труб
Сверление. Виды сверления
1. Комплект № 6
Приспособления для сверления
отверстий под давлением.
Приспособление для сверления предназначено для
сверления стенок труб нефтяного сортамента, шиберов
задвижек , находящихся под давлением, с целью сообщения
с их внутренней полостью.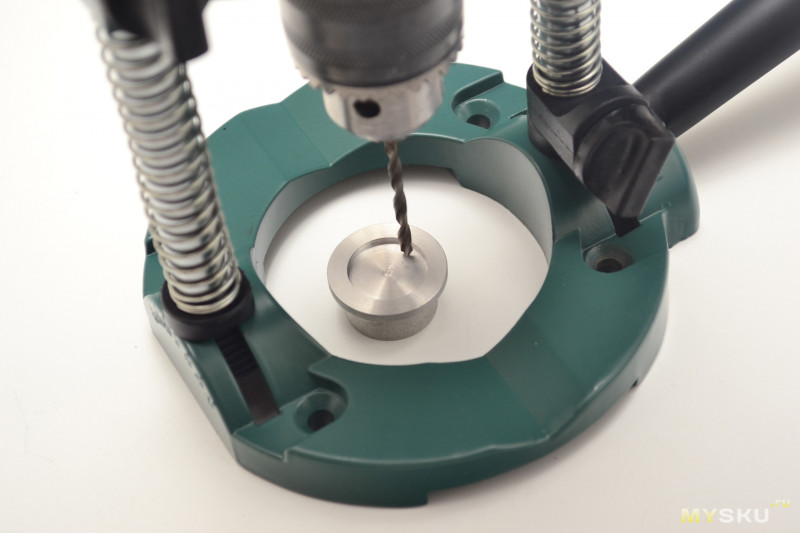
Привод органов управления-ручной.
Приспособление позволяет производить следующие
виды работ:
Сверление стенки труб круглого сечения Ф114-426мм,
Сверление стенки ведущей трубы (квадрат не менее 80мм)
Сверление шибера задвижек,
Постоянный контроль давления во вскрытой полости,
Установку загродительного пальца для тампонирования
внутреннего канала труб,
Закачку
во внутренний канал просверленных труб
тампонирующих элементов.
Техническая характеристика
Шифр
Диаметр охватываемых труб
Максимальный диаметр отверстия
Рабочее давление
Габаритные размеры:
длина
ширина (по штурвалу)
-ПСТ 00.000
-114-426мм
-42мм
-35МПа
-2870мм
-600мм
Устройство и принцип работы
Приспособление для сверления состоит из трех
основных узлов: хомута 1, разобщающего устройства
(задвижка) 2 и устройства сверления 3
Поз.1
Поз.2
Поз.3
Хомут предназначен для закрепления устройства на
просверливаемой трубе и герметизации места
соединения устройства с последней.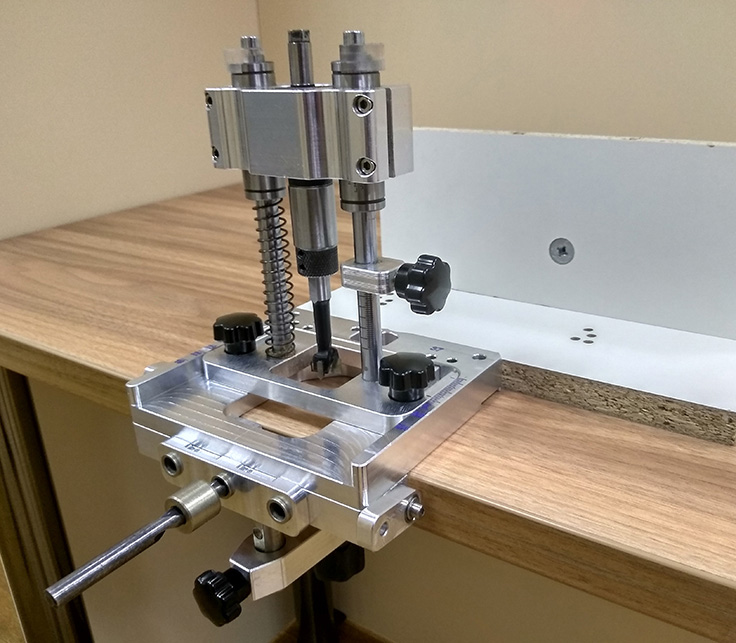
Состоит из полухомута со встроенным в него
узлом герметизации места сверления, включающим в
себя сменную оправку (втулку) и резиновый уплотнитель
В комплект приспособления входят сменные
оправки (втулки) на весь ряд охватываемых труб
Сменная оправка
(втулка)
уплотнитель
Разобщающее устройство представляет собой
задвижку, которая позволяет производить замену
режущего
инструмента,
смену
технологического
инструмента (сверла на установочный палец) при
выполнении операции тампонирования, а также
подсоединения линий для закачки жидкости в трубное
пространство
Устройство сверления предусматривает вращение
и мягкую подачу (отвод) сверла.
Поз.8
Поз.6
поз. 7
поз. 4
поз. 5
Поз.1
поз.2
поз.3
Состоит из фланца 1, корпуса 2, гайки 3, винта
нажимного 4, шпинделя 5, сверла 6, штурвала 7
Сверление осуществляется вращением штурвала 7
по часовой стрелке с одновременной подачей винтом 4
также по часовой стрелке. Герметизация шпинделя
Герметизация шпинделя
достигается комплектом уплотнений устанавливаемых во
фланце 1. Для стравливания давления в полости
работающего устройства во фланце имеется клапан 8.
В комплект входят сверла разного диаметра,
переходные конуса Морзе,
спец ключи для нажимных
резьбовых втулок,
установочные пальцы
в соответствии с диаметром
сверл.
Порядок монтажа и работы.
Перед
установкой
хомута
на
место
предполагаемого сверления спецключом вывернуть в
полухомуте резьбовую втулку до упора со стороны
фланца. С обратной стороны в полухомут вставить
уплотнение, втулку, подобранную по соответствующему
диаметру трубы, зафиксировать стопорным болтом.
втулка
уплотнение
стопорный болт
При креплении полухомута цепью
осуществляется болтом и гайкой
натяжение
цепи
Произвести распакеровку уплотнения резьбовой втулкой
со стороны фланца и смонтировать задвижку.
Установить сверло в шпиндель устройства и
зафиксировать его стопорным болтом с потайной головкой
Присоединить к фланцу
задвижки устройство
сверления и прокрепить все
элементы приспособления.
Оборудовать фланец
устройства трехходвым краном
для манометра.
Открыть задвижку
Подвести винтом подачи сверло к телу трубы и вращением
штурвала с плавной подачей сверла произвести сверление
отверстия
в
трубе.
Вскрытие
канала
сверления
контролируется манометром.
Штурвал
Винт подачи
После сверления отвести сверло в начальное положение,
закрыть задвижку и через трехходовой кран стравить
давление из полости устройства. Далее произвести смену
сверла или установить палец для перекрытия канала
трубы с последующим проведением тампонирования.
Меры безопасности
Для
производства сверления необходимо вокруг трубы
подготовить удобное место для работы.
Сверление под давлением можно проводить только при
полной герметичности устройства.
В комплекте устройства для сверления должны быть два
сверла на 5-10мм больше одной трети внутреннего
диаметра рассверливаемой трубы.
Предпочтительная
последовательность сверления –
«сверху-вниз».
Диаметр запрессовываемого пальца должен обеспечивать
его надежную посадку в отверстие.
Расстояние между отверстием под палец и отверстием
закачки
тампонов
должно
выбираться
с
учетом
предполагаемого объема тампонирования.
English
Русский
Правила
Приспособления для сверления, сборки мебели, столярных соединений
Артикул:
Текст:
Выберите категорию:
Все
Новинки
Наш INSTAGRAM
Подарочные сертификаты
Столы для электроинструмента
» •Набор для сборки фрезерного стола (DIY)
» •Готовые столы и столешницы
» Фрезерные столы INCRA
Все для изготовления стола
» Профили Т-Трек
» •• Пластины для установки инструмента
»» •••Для фрезера
»» •••Для пилы (лобзика)
»» •••Оснастка для пластин
» ••Угловые упоры
» ••Параллельные упоры
» ••Основание для фрезерных столов
» ••Кондукторы для фрезерного стола
» ► Позиционеры Incra Шипорезки Incra
» Фрезерование Kreg
» УПОРЫ И НАПРАВЛЯЮЩИЕ KREG
» ••Фрезерная оснастка
»» ••• Прижимы
»» ••• Копировальные кольца
»» ••• Переходные втулки (цанги)
»» ••• Доп. принадлежности
принадлежности
»» •••Шаблоны
Профили T-TRACK
» • Профили T-Track
» Профиль для параллельного упора
» Профили T-Track INCRA
» • Ползунок в т-трек (t-track)
» • Комплектующие для T-track
»» •• Доп. принадлежности
»» •• Болты гайки шайбы винты м8
»» •• Самоклеющиеся линейки
»» •• Флип-стопы (ограничители)
» • Профиль конструкционный
Диски СМТ
» Пилы ультратонкие для продольного и поперечного реза серия 271
» Пилы ультратонкие для поперечного реза серия 272
» Для торцовки с увеличенным ресурсом и качеством. серия 274, 285, 294
серия 274, 285, 294
Мебельные комплектующие
Клей
» Incoll
» TITEBOND (США)
»» Красный (внутр. работы)
»» Синий (внутр.+ наруж.)
»» Прозрачный (внутр.+ наруж.)
»» Зеленый( все виды работ + конт. с пищей)
»» Монтажный клей
»» Polyurethane Wood Glue Titeseal (D4)
»» Liquid Hide Wood Glue (эффект состарившегося дерева)
»» Клеи для напольных покрытий
»» Кисти
»» Помпа
» Клейберит
» Строительные пистолеты
» Контактный клей
Отделка
» Шпатлевка
» Абразив
»» Круг 150 мм 15 отв
»» Прямоуг. на мягкой подложке
на мягкой подложке
» Масло / Кондиционер
» Воск
Фрезы
» • Фрезы СМТ
»» Фрезы пазовые короткая серия
»» Пазовые с торцевым зубом
»» Пазовые длинная серия
»» Фрезы пазовые длинная серия
»» Обгонные фрезы с верхним подшипником
»» Псевдофиленка
»» СМТ наборы
»» PRO-внутренний радиус
»» Обгонные фрезы с нижним подшипником
»» Пазовые дисковые фрезы
»» Фрезы для скрытых мебельных ручек
»» Фреза для выравнивания поверхности
»» Фрезы со сменными ножами
»»» Фрезы обгонные с верхним и нижним подшипником
»»» Фрезы врезные пазовые со сменными ножами
»»» Фреза Z2+2 погружная для выравнивания поверхности
»»» Фрезы Z3 для выравнивания поверхности со сменными ножами
»» Фреза Z3 для изготовления подносов и блюд
»» Фрезы прямые пазовые со сменным ножом
» Наборы фрез BOSCH
» ФрезыCMT Contractor
»» пазовые с торцевым зубом серия 174
»» пазовые короткие серия 911
»» Пазовые удлиненные серия 912
»» обгонные с верх. подш. серия 911B
подш. серия 911B
»» с внутр. радиусом и подш. серия 940
»» Для скрытых мебельных ручек серия 955
»» для радиальных пазов 922
» • Свёрла чашечные HW для фрезера L60 серия 392
»» Сверла присадочные Глухие LH 55,5
»» Сверла присадочные Глухие RH 55,5
» Фрезы Энкор
»» • Пазовые прямые
»» • Пазовые фасонные
»» • Кромочные фигурные
»» • Кромочные прямые
»» • Кромочные конусные
»» • Калевочные
»» • Фигирейные горизонт.
»» • Фигирей вертик.
»» • Мультипрофильные
»» • Комбинированные
»» • Фальцевые кромочные
»» • Галтельные фрезы
»» • Фрезы по ГКЛ
»» • Фрезы по ДСП
»» Ласточкин хвост
»» • Наборы фрез
»» • Разметочный инструмент Энкор
»» • Втулки копировальные
» Фреза для врезания замков
» Сменные ножи для фрез
Кондукторы
» • Сборка мебели
» • Приспособления для инструментов
» • Для ламината/плитки
» • Втулки для изготовления кондукторов
» Для нарезания шипов
» *Для складных метров
» Приспособления для пил
» Кондукторы Kreg
» Косой шуруп
»» БИТЫ и СВЕРЛА KREG
»» Скрытые соединения Kreg Jig
»» Заглушки мебельные
»» Саморезы для KREG Jig
»»» Мелкий шаг резьбы
»»» Крупный шаг резьбы
»»» Саморезы для KREG HD
»»» Наборы саморезов KREG
»»» Шурупы KREG Deck Jig
Оснастка
» • Оснастка для кондукторов
» Сверла
»» •• Спиральные
»» •• Сверла Форстнера
»»» ••• Твердосплавные
»»» ••• Обычные
» • Зенкеры
» Магниты
» Расходники
• Измерение + разметка
» Электронные
» Линейки
» Разметочные линейки
» • Карандаши для разметки
» Угольники
» Штангенциркули
Верстаки
» • Модульный верстак
» • Комбинированные (фрезер + пила)
» • Рабочие столы
» • Принадлежности к верстакам
Японские пилы
Струбцины и зажимы
» • Быстрозажимные
» • Винтовые
» • Трубные и ваймы
» • IRWIN
» • Энкор
» • Тиски
» • Startul
» • EHOMA
» • Пазовые в T-Track
» • Stanley
» Зажимы и Струбцины Kreg
» • Bessey
» • Зажимы механические Toggle Clamps
» • Quick-Piher быстрозажимные
» • Угловые (рамочные)
» Корпусные струбцины
Барашки
Для ЧПУ станка
» Направляющие для чпу и ЗD принтера
» Фрезы гравировальные
» Фрезы монолитные по пластикам и стеклопластикам
» Цанга ER20
» Доп. Принадлежности
Принадлежности
» Детали станка Чпу
Изделия из фанеры/мдф
Запчасти
Заготовки
» Заглушки
» Фанера
» Заготовки из мдф
Положение о программе лояльности
Обьем:
Все37 мл118 мл296 мл473 мл0,5 л946 мл1кг4,5 кг3,785 л3.8л (4,6 кг)237 мл3,78 л355 мл540 гр15.14л (18,5 кг)13,24 л300 мл859 млнет20 кг8,14 л1 л250 мл20 литров500 мл750 мл
Модификация:
Всеобычнаямаксимальнаястальной барашекпластиковый барашекБЕЗ барашков!Р120Р150Р220Р240Р280Р320Р180Р127Р80Р100время схват.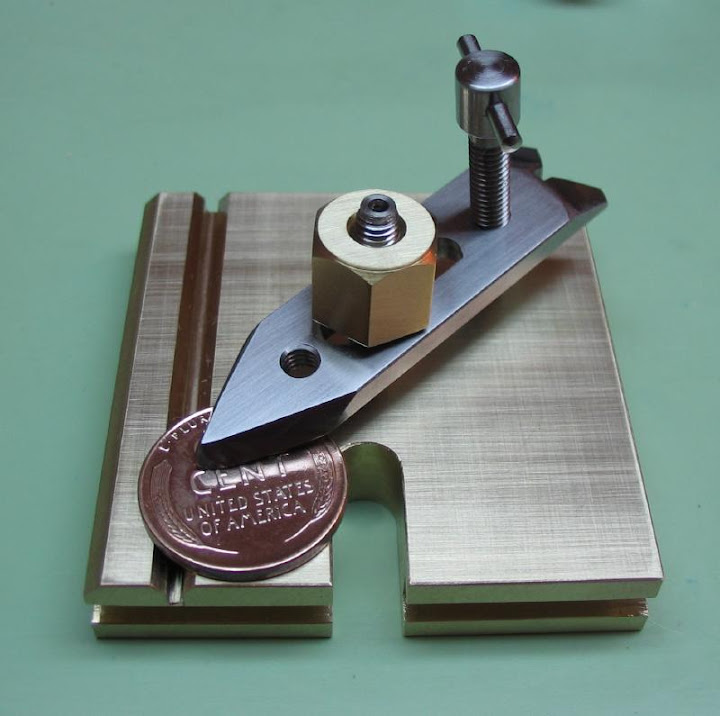 25минвремя схват. 10минвремя схват. 45минна профиль 800 ммна профиль 600 ммна профиль 1200 ммнапрокат на 7 днейкупить с цинковым покрытиемкупить без покрытияТ-образныйП-образныйЗакаленная+ циркульна стол 1200-800на стол 800-60024 мм27 мм*400-700400-200СтальПластик{"value":"Пластик","charge":"","type":"value"}
25минвремя схват. 10минвремя схват. 45минна профиль 800 ммна профиль 600 ммна профиль 1200 ммнапрокат на 7 днейкупить с цинковым покрытиемкупить без покрытияТ-образныйП-образныйЗакаленная+ циркульна стол 1200-800на стол 800-60024 мм27 мм*400-700400-200СтальПластик{"value":"Пластик","charge":"","type":"value"}
Производитель:
Все3M АвстрияAllit ГерманияAssistent (Беларусь)BoschCMT (Тайвань)CMT ИталияDeWALTDeWaltFein (Германия)Incra СШАIRWINKaproKnipex ГерманияKREG (США)MakitaMakita Corporation. 3-11-8, Sumiyoshi-cho, Anjo, Aichi 446-8502, Japan, ЯпонияRobert BOSCH GmbH, D-70771 Leinfelden, Max-Lang-Str. 40-46 Germany. ГерманияSOLA Messwerkzeuge GmbH, Unteres Tobel 25, A-6840, Gotzis, Austria. АвстрияStanleyTritonVeritas, КанадаWolfcraft, ГерманияYato Роберт Бош ГмбХ«CMT Utensili SpA» (г. Пезаро, Италия)ЗАО «НЗСС»Индивидуальный Предприниматель Карачун Алексей ВасильевичИрвинКитай (Макита для бренда Maktec)Китай. CHINA DOMESTICСделано в Китае для Kreg Tool CompanyСМТ ИталияЦИЧАО «Коростеньский завод МДФ»ЭнкорЭнкор ( Воронеж, РФ)Энкор (Россия)Энкор Воронеж
CHINA DOMESTICСделано в Китае для Kreg Tool CompanyСМТ ИталияЦИЧАО «Коростеньский завод МДФ»ЭнкорЭнкор ( Воронеж, РФ)Энкор (Россия)Энкор Воронеж
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Проектирование и расчёт приспособления для сверления сквозного отверстия Ø 11 мм курсовая по технологии | Дипломная Материаловедение и технологии материалов
Скачай Проектирование и расчёт приспособления для сверления сквозного отверстия Ø 11 мм курсовая по технологии и еще Дипломная в формате PDF Материаловедение и технологии материалов только на Docsity! Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования Тюменский государственный нефтегазовый университет Машиностроительный техникум КУРСОВОЙ ПРОЕКТ По дисциплине: «Технологическая оснастка» Тема: «Проектирование и расчёт приспособления для сверления сквозного отверстия Ø 11 мм».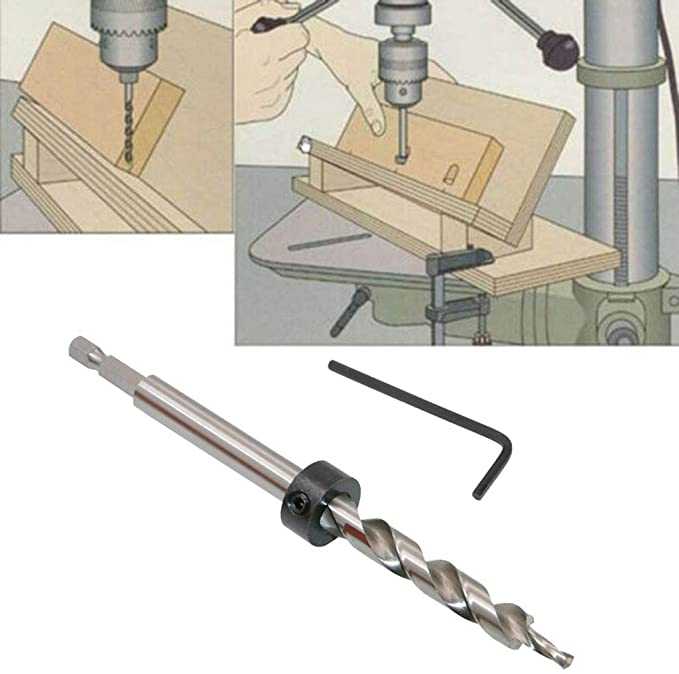 Выполнил: Студент гр……………. ……………… Проверил: Преподаватель Тех. оснастки ……………… Тюмень 2008 Введение. Интенсификация производства в машиностроении неразрывно связана с техническим перевооружением и модернизацией средств производства на базе применения новейших достижений науки и техники. Техническое перевооружение, подготовка производства новых видов продукции машиностроения и модернизация средств производства неизбежно включают процессы проектирования средств технологического оснащения и их изготовления. Применение станочных приспособлений позволяет: 1. Надежно базировать и закреплять обрабатываемую деталь с сохранением ее жесткости в процессе обработки; 2. Стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего; 3. Повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений; 4. Расширить технологические возможности используемого оборудования. В зависимости от вида производства технический уровень и структура станочных приспособлений различны.
Выполнил: Студент гр……………. ……………… Проверил: Преподаватель Тех. оснастки ……………… Тюмень 2008 Введение. Интенсификация производства в машиностроении неразрывно связана с техническим перевооружением и модернизацией средств производства на базе применения новейших достижений науки и техники. Техническое перевооружение, подготовка производства новых видов продукции машиностроения и модернизация средств производства неизбежно включают процессы проектирования средств технологического оснащения и их изготовления. Применение станочных приспособлений позволяет: 1. Надежно базировать и закреплять обрабатываемую деталь с сохранением ее жесткости в процессе обработки; 2. Стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего; 3. Повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений; 4. Расширить технологические возможности используемого оборудования. В зависимости от вида производства технический уровень и структура станочных приспособлений различны. Для массового и крупносерийного производства в большинстве случаев применяют специальные станочные приспособления. Специальные станочные приспособления имеют одноцелевое назначение для выполнения определенных операций механической обработки конкретной детали. Эти приспособления наиболее трудоемки и дороги при исполнении. В условиях единичного и мелкосерийного производства широкое распространение получила система универсально-сборных приспособлений (УСП), основанная на использовании стандартных деталей и узлов. Этот вид приспособлений более мобилен в части подготовки производства и не требует значительных затрат. Содержание. и для нарезания резьбы машинными метчиками, рассверливания, зенкерования, развертывания и подрезки торцов ножами. Техническая характеристика: Наибольший диаметр сверления в стали, мм ……… 25 Конус Морзе шпинделя …………………….. № 3 Расстояние оси шпинделя до направляющих колонны, мм ……. 250 Наибольший ход шпинделя, мм ………………. 200 Расстояние от торца шпинделя: До стола, мм ……………….
Для массового и крупносерийного производства в большинстве случаев применяют специальные станочные приспособления. Специальные станочные приспособления имеют одноцелевое назначение для выполнения определенных операций механической обработки конкретной детали. Эти приспособления наиболее трудоемки и дороги при исполнении. В условиях единичного и мелкосерийного производства широкое распространение получила система универсально-сборных приспособлений (УСП), основанная на использовании стандартных деталей и узлов. Этот вид приспособлений более мобилен в части подготовки производства и не требует значительных затрат. Содержание. и для нарезания резьбы машинными метчиками, рассверливания, зенкерования, развертывания и подрезки торцов ножами. Техническая характеристика: Наибольший диаметр сверления в стали, мм ……… 25 Конус Морзе шпинделя …………………….. № 3 Расстояние оси шпинделя до направляющих колонны, мм ……. 250 Наибольший ход шпинделя, мм ………………. 200 Расстояние от торца шпинделя: До стола, мм ………………. 60 – 700 До плиты, мм………………. 690 – 1060 Наибольшее (установочное) перемещение сверлильной головки, мм……. 170 Перемещение шпинделя за один оборот штурвала, мм………… 122, 46 Рабочая поверхность стола, мм ……. 400 х 450 Наибольший ход стола, мм…………. 270 Установочный размер Т-образных пазов в столе: Центрального……………… 14Н9 Крайних……………………..14Н11 Расстояние между двумя Т-образными пазами, мм…….. 80 Количество скоростей шпинделя ……….. 12 Пределы чисел оборотов шпинделя, об/мин………. 45 – 2000 Количество подач…………….. 9 Пределы подач, мм/об…………. 0,1 – 1,6 Наибольшее количество нарезаемых отверстий, в час………. 60 Электродвигатель главного движения: Мощность, кВт……………….. 2,2 Габариты станка, мм (высота х ширина х длина).. 2350 х 785 х 915 Вес станка, кг………………. 880 1.3. Расчёт режимов резания аналитическим метом. 1.3.1. Определяем глубину резания: t = 0,5D = 0,5 * 11 = 5,5 мм 1.3.2. Подача: S = 0,14 мм/об [1;табл.25;стр.277] Подача не корректируется по паспортным данным станка, потому что тип подачи – ручной.
60 – 700 До плиты, мм………………. 690 – 1060 Наибольшее (установочное) перемещение сверлильной головки, мм……. 170 Перемещение шпинделя за один оборот штурвала, мм………… 122, 46 Рабочая поверхность стола, мм ……. 400 х 450 Наибольший ход стола, мм…………. 270 Установочный размер Т-образных пазов в столе: Центрального……………… 14Н9 Крайних……………………..14Н11 Расстояние между двумя Т-образными пазами, мм…….. 80 Количество скоростей шпинделя ……….. 12 Пределы чисел оборотов шпинделя, об/мин………. 45 – 2000 Количество подач…………….. 9 Пределы подач, мм/об…………. 0,1 – 1,6 Наибольшее количество нарезаемых отверстий, в час………. 60 Электродвигатель главного движения: Мощность, кВт……………….. 2,2 Габариты станка, мм (высота х ширина х длина).. 2350 х 785 х 915 Вес станка, кг………………. 880 1.3. Расчёт режимов резания аналитическим метом. 1.3.1. Определяем глубину резания: t = 0,5D = 0,5 * 11 = 5,5 мм 1.3.2. Подача: S = 0,14 мм/об [1;табл.25;стр.277] Подача не корректируется по паспортным данным станка, потому что тип подачи – ручной. 1.3.3. Проверяем принятую подачу: кгс Ср = 68 qp = 1 Кр = 0,6/0,6 = 1 yp = 0,7 [1;стр.281] PZ [2; прил.] Подача выбрана правильно 1.3.4. Стойкость режущего инструмента: мин. [1;табл.29;стр.279] 1.3.5. Скорость резания: м/мин Сv = 7 y = 0,7 x = – q = 0,4 m = 0,2 Kv = 0,75 [1;табл.28;стр.278] 6… Частота вращения шпинделя: об/мин Корректируем по паспортным данным станка nд = 125 об/мин [2; прил.] 1.3.7. Действительная скорость резания: м/мин 1.3.8. Проверка скорости резания по мощности станка: NшпNрез Nшп = NдвкВт кВт кгс/м См = 0,0345 y = 0,8 x = – q = 2 Kр = 0,75 [2;табл.32;стр.281] Nшп = 2,8 > Nрез = 1,08 Обработка возможна 1.3.9. Машинное время: мин. L = мм. W – сила зажима Mкр = = – крутящий момент — средний диаметр резьбы =’ – угол подъема резьбы =’ – угол трения резьбовой пары Кф= 0,7 – коэффициент фиксации Данный зажим вполне удовлетворяет всем требованиям и обеспечивает необходимую зажимную силу, которая превосходит силы резания. 2.4. Точностной расчёт приспособления. 0 01 FДля получения требуемой точности изготавливаемой де тали в приспособлении необходимо выбрать такую схему приспособлении, при которой действительные 0 0 1 Fпогрешности базирования заготовки в приспособлении были бы мень ше или 0 0 1 Fравны допустимым значениям погрешности ба зирования.
1.3.3. Проверяем принятую подачу: кгс Ср = 68 qp = 1 Кр = 0,6/0,6 = 1 yp = 0,7 [1;стр.281] PZ [2; прил.] Подача выбрана правильно 1.3.4. Стойкость режущего инструмента: мин. [1;табл.29;стр.279] 1.3.5. Скорость резания: м/мин Сv = 7 y = 0,7 x = – q = 0,4 m = 0,2 Kv = 0,75 [1;табл.28;стр.278] 6… Частота вращения шпинделя: об/мин Корректируем по паспортным данным станка nд = 125 об/мин [2; прил.] 1.3.7. Действительная скорость резания: м/мин 1.3.8. Проверка скорости резания по мощности станка: NшпNрез Nшп = NдвкВт кВт кгс/м См = 0,0345 y = 0,8 x = – q = 2 Kр = 0,75 [2;табл.32;стр.281] Nшп = 2,8 > Nрез = 1,08 Обработка возможна 1.3.9. Машинное время: мин. L = мм. W – сила зажима Mкр = = – крутящий момент — средний диаметр резьбы =’ – угол подъема резьбы =’ – угол трения резьбовой пары Кф= 0,7 – коэффициент фиксации Данный зажим вполне удовлетворяет всем требованиям и обеспечивает необходимую зажимную силу, которая превосходит силы резания. 2.4. Точностной расчёт приспособления. 0 01 FДля получения требуемой точности изготавливаемой де тали в приспособлении необходимо выбрать такую схему приспособлении, при которой действительные 0 0 1 Fпогрешности базирования заготовки в приспособлении были бы мень ше или 0 0 1 Fравны допустимым значениям погрешности ба зирования. Погрешность приспособления вычисляется по формуле: мм – Допуск на размер обрабатываемого отверстия k – Коэффициент учитывающий возможное отступление от нормального распределения отдельных составляющих k1 – Коэффициент погрешности базирования – Погрешность базирования – Погрешность закрепления – Погрешность установки мм Lд – длина детали S – наибольший зазор между шпонкой приспособления и пазом стола станка L – расстояние между осями пазов – Погрешность износа инструмента 2.5. Расчёт слабого звена. Самым слабым звеном приспособления является резьбовое соединение, так как на него действует большая сила при зажатии заготовки. Для того, что бы быть уверенным в надежности данного соединения необходимо произвести расчеты на допустимое усилие зажатия по условиям прочности для основной метрической резьбы: — Сила среза — Максимальная сила среза — Текучесть материала резьбового соединения Q- Сила зажима D- Диаметр резьбы Подставляя значение в расчетную формулу, получим Литература. 1. Справочник технолога машиностроителя.
Погрешность приспособления вычисляется по формуле: мм – Допуск на размер обрабатываемого отверстия k – Коэффициент учитывающий возможное отступление от нормального распределения отдельных составляющих k1 – Коэффициент погрешности базирования – Погрешность базирования – Погрешность закрепления – Погрешность установки мм Lд – длина детали S – наибольший зазор между шпонкой приспособления и пазом стола станка L – расстояние между осями пазов – Погрешность износа инструмента 2.5. Расчёт слабого звена. Самым слабым звеном приспособления является резьбовое соединение, так как на него действует большая сила при зажатии заготовки. Для того, что бы быть уверенным в надежности данного соединения необходимо произвести расчеты на допустимое усилие зажатия по условиям прочности для основной метрической резьбы: — Сила среза — Максимальная сила среза — Текучесть материала резьбового соединения Q- Сила зажима D- Диаметр резьбы Подставляя значение в расчетную формулу, получим Литература. 1. Справочник технолога машиностроителя. 1 и 2 том. Под ред. А.Г. Косиловой и Р.К. Мещерякова. — М. : Машиностроение, 1985. 2 . Процессы формообразования и инструменты. Гоцеридзе Р.М. – М. : Издательский центр «Академия», 2006. 3. Приспособления для металлорежущих станков. М.А. Ансеров. – Машиностроение, 1986. 4. Технологическое оборудование машиностроительных производств. А.Г. Схиртладзе, «Высшая школа»; 2002г. 5. Технологическая оснастка. Б.И. Черпаков. – М. : Издательский центр «Академия», 2003. 6. Сборник задач и примеров по резанью металлов и режущему инструменту. Н.А. Нефёдов и К.А. Осипов – М. : машиностроение, 1990. Провер. Разраб. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. Изм. Лист № докум. Подпись Дата Лист КП.151.001.00.ПЗ Н. Контр. Провер. Разраб. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. КП.151.001.00.ПЗ Лист Дата Подпись № докум. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм.
1 и 2 том. Под ред. А.Г. Косиловой и Р.К. Мещерякова. — М. : Машиностроение, 1985. 2 . Процессы формообразования и инструменты. Гоцеридзе Р.М. – М. : Издательский центр «Академия», 2006. 3. Приспособления для металлорежущих станков. М.А. Ансеров. – Машиностроение, 1986. 4. Технологическое оборудование машиностроительных производств. А.Г. Схиртладзе, «Высшая школа»; 2002г. 5. Технологическая оснастка. Б.И. Черпаков. – М. : Издательский центр «Академия», 2003. 6. Сборник задач и примеров по резанью металлов и режущему инструменту. Н.А. Нефёдов и К.А. Осипов – М. : машиностроение, 1990. Провер. Разраб. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. Изм. Лист № докум. Подпись Дата Лист КП.151.001.00.ПЗ Н. Контр. Провер. Разраб. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. КП.151.001.00.ПЗ Лист Дата Подпись № докум. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. Лист Изм.
КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. КП.151.001.00.ПЗ Лист Дата Подпись № докум. Лист Изм. Лист Изм.
Революционные аксессуары для дрелей, которые стоят каждой копейки
С этими специальными насадками и битами нет ничего, что вы не смогли бы просверлить.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1
/
11
КОНСТРУКЦИОННЫЕ СОВЕТЫ
Сверлить везде, в любом месте, под любым углом
Орбитальный аппарат Milescraft 360-Degree поможет вам выбраться из множества заторов. Это очень универсальная насадка под любым углом для сетевой или аккумуляторной дрели.
Если вы устанавливаете много шкафов и сталкиваетесь с сумасшедшими ситуациями, когда вы не можете поместить дрель в неудобное место. этот инструмент может сделать работу. Он рассчитан на длительный срок службы, его легко устанавливать и сбрасывать с помощью быстроразъемного замка в рукоятке.
Купить сейчас
2
/
11
CONSTRUCTION PRO TIPS
Шуруповерт для защиты спины
У вас болит спина при мысли о привинчивании чернового пола или подстилающего слоя? У вас уже есть шуруповерт для гипсокартона? Если вы ответили «да» на оба вопроса, ознакомьтесь с системой автоматической подачи Senco DuraSpin DS440-AC. Этот комплект позволяет прикрепить удлинительную штангу и головку винта к стандартному шуруповерту, экономя вашу спину и повышая производительность.
Купить сейчас
3
/
11
КОНСТРУКЦИОННЫЕ СОВЕТЫ
Набор шурупов по бетону
Это отличный инструмент для тех, кто заворачивает большое количество шурупов по бетону. Набор для установки шурупов по бетону Irwin 1881131 Impact Performance Series – это набор из девяти предметов, который содержит все необходимое для завинчивания шурупов по бетону наиболее распространенных размеров: четыре сверла, приводную втулку, две шестигранные насадки и две насадки Phillips. . Приводная втулка позволяет легко перейти от бурения к вождению за считанные секунды.
Купить сейчас
4
/
11
CONSTRUCTION PRO TIPS
Держатель бит для тесноты
Новый поворотный держатель DeWalt поворачивается под углом 20 градусов, что отлично подходит для заворачивания шурупов в труднодоступных местах. Это особенно удобно, когда патрон для вращающейся дрели не портит поверхность, например дверную раму. Муфта вращается независимо от держателя и может управляться вручную для поддержания устойчивости биты. Сдвиньте воротник вниз, и вы получите обычный держатель бит. Вы найдете их в Интернете или в домашних центрах.
Купить сейчас
5
/
11
CONSTRUCTION PRO TIPS
Одноручное сверло
Нет ничего лучше ступенчатого сверла для сверления более тонкого металла. Ступенчатое сверло предназначено для сверления постепенно увеличивающихся отверстий по мере того, как глубже вы загоняете сверло, поэтому вы можете просверливать отверстия нескольких размеров одним сверлом. Он создает хорошее чистое отверстие и не зацепляется и не отбрасывается, как твист.
Электрики постоянно используют ступенчатые сверла для сверления отверстий в электрических коробках и монтажных панелях. Это сверло также отлично подходит для подготовки фурнитуры для штормовых дверей и сверления больших начальных отверстий в водосточных желобах, чтобы вы могли вырезать отверстие для водосточной трубы с помощью ножниц по металлу. Вы можете сэкономить деньги, купив ступенчатые биты в наборе.
Купить сейчас
6
/
11
CONSTRUCTION PRO TIPS
Отбрось свои заботы
Тот, кто первым поместил магнит в гайковерт, был гением. Так приятно, когда твои застежки крепко держатся в водителе, а не падают на землю. Однако после нескольких часов установки стальной крыши или крепления стальных шпилек металлическая стружка имеет тенденцию забивать драйвер и прилипать к тому же магниту. DeWalt решил эту проблему, изготовив гаечный ключ с магнитным держателем и небольшим поршнем, так что вы можете просто смахнуть стружку — это чертовски лучше, чем выковыривать их пинцетом.
Купить сейчас
7
/
11
CONSTRUCTION PRO TIPS
Кольцевые пилы Unplugged
Вы знаете, как это бывает. Вы тратите две минуты на сверление отверстия кольцевой пилой и пять минут на то, чтобы вытащить чертову пробку. «Speed Slot» на кольцевых пилах Lenox Tools меняет все это. У большинства кольцевых пил есть вертикальный паз, который полезен для извлечения заглушки на треть, но кольцевая пила со ступенчатыми пазами от Lenox действительно позволяет очень быстро вывернуть заглушку. Это просто, но гениально.
Купить сейчас
8
/
11
CONSTRUCTION PRO TIPS
Просверлите большие отверстия в ограниченном пространстве
Если вам нужно просверлить отверстия между балками или стойками, но у вас нет угловой дрели, эти короткие сверла — то, что вам нужно. Они самые короткие (3-1/2 дюйма). Забейте один и просверлите прямо в балку — больше не нужно сверлить под углом.
Набор из восьми коротких плоских сверл Milwaukee поставляется с семью размерами сверл и фиксирующим удлинителем. Храните набор бит в мягком футляре и защелкивайте его на ведре для инструментов или на ремне с помощью прилагаемого карабина.
Храните набор бит в мягком футляре и защелкивайте его на ведре для инструментов или на ремне с помощью прилагаемого карабина.
Купить сейчас
9
/
11
CONSTRUCTION PRO TIPS
Quick Draw для инструмента Slinger
Если ваша дрель висит в сумке на крюке, пристегнутом к ремню, когда вы идете за дрелью, как часто вы выдергиваете крючок вместе с дрелью? И этот крюк цепляется за лестницы, доски, ветки деревьев, что угодно, верно?
Вот что-то лучше и безопаснее. В Bigg Lugg 2 вместо крюка используется банджи-шар/гнездо. Просто оберните банджи-мяч вокруг инструмента и вставьте шар в гнездо на зажиме для ремня. Инструменты крепко держатся, но при этом легко удаляются.
Купить сейчас
10
/
11
CONSTRUCTION PRO TIPS
Мощный инструмент для работы в труднодоступных местах
Milwaukee производит насадку для сверления под прямым углом, которая может выдерживать в два раза больший крутящий момент, чем большинство моделей на рынке. Вы можете использовать его с лопатой или любым другим аксессуаром с шестигранной головкой 1/4 дюйма.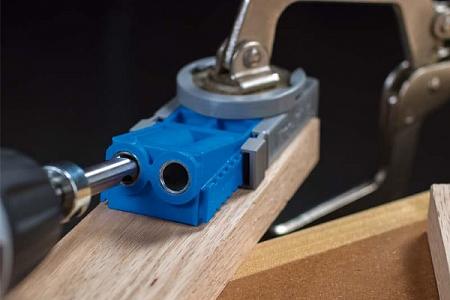 Этот инструмент не заменит Hole Hawg, но его 2-дюймовый профиль позволит вам проникнуть в места, где большинство сверл с прямым углом не подходят. Вы можете найти Милуоки 49-22-8510 онлайн здесь.
Этот инструмент не заменит Hole Hawg, но его 2-дюймовый профиль позволит вам проникнуть в места, где большинство сверл с прямым углом не подходят. Вы можете найти Милуоки 49-22-8510 онлайн здесь.
Купить сейчас
11
/
11
CONSTRUCTION PRO TIPS
Сверло, которое поедает гвозди на завтрак
Сверла, поедающие гвозди, никоим образом не новы. Сантехники и электрики подсели на них годами. Эти ребята просверливают тысячи отверстий каждый год, иногда по пути забивая гвозди. Сверло Nail Eater прогрызет случайный ноготь, не пропуская удара и не теряя остроты.
Купить сейчас
Первоначально опубликовано: 07 июля 2021 г.
Инструменты для бурения горных пород | Продуктивный ассортимент бурового инструмента
Соединенные Штаты
Дом
 org/ListItem»>
org/ListItem»>
Инструменты для бурения горных пород
Инструменты для бурения скальных пород Find you
Селектор/конфигуратор бурового инструмента
Поиск альтернативных продуктов
Селектор анкерного болта
Буровой инструмент с перфоратором
- У нас есть один из самых больших ассортиментов бурильных колонн с перфоратором и сопутствующего оборудования среди всех поставщиков в мире.

Инструменты для погружного бурения
- Конечно, вы ожидаете, что у «Эпирок» будут самые производительные погружные пневмоударники в мире. И мы делаем.
Инструменты для вращательного бурения
- Мы предлагаем комплексное решение вращающихся инструментов для сегодняшних требований к производительности.
Инструменты для бурения восстающих
- Мы являемся лидером в области бурения восстающих горных пород с богатой историей поставок высококачественной продукции для бурения восстающих горных пород диаметром до 8 метров.

Портативное оборудование
- У нас есть необходимое ручное буровое оборудование.
Буровые инструменты ГНБ
- У нас есть широкий ассортимент продукции для горизонтально-направленного бурения (ГНБ).
Инструменты для разведочного бурения
- Бурение — тяжелая работа. Фордия упрощает задачу.

Наземная опора
- Компания «Эпирок» разрабатывает и производит разнообразный ассортимент качественных наземных крепей для различных областей применения.
Шлифовальное оборудование
- Правильные инструменты, которые вернут вас на передний край.
Компания «Эпирок» обладает всеми знаниями в области горных инструментов, чтобы предложить вам максимально возможную производительность бурения. При поставке инструментов требовательным клиентам по всему миру мы встречались со всеми типами горных пород. Мы используем этот опыт, ноу-хау в области материалов и лучшее оборудование для моделирования в лаборатории, чтобы разработать наиболее эффективные инструменты для бурения горных пород, доступные на рынке. Наша цель — предложить вам наилучшее качество скважины, максимальное количество метров бурения в час и минимально возможную стоимость производства. Это так просто.
При поставке инструментов требовательным клиентам по всему миру мы встречались со всеми типами горных пород. Мы используем этот опыт, ноу-хау в области материалов и лучшее оборудование для моделирования в лаборатории, чтобы разработать наиболее эффективные инструменты для бурения горных пород, доступные на рынке. Наша цель — предложить вам наилучшее качество скважины, максимальное количество метров бурения в час и минимально возможную стоимость производства. Это так просто.
Если речь идет о инструментах для бурения горных пород мирового класса, вам не обойтись без компании «Эпирок». Наши продукты являются первоклассными. Гарантировано.
Подземный Powerbit
Новый Powerbit Underground — мощный
Наконец-то он здесь! Подполье Powerbit. Буровое долото для горняков, которые хотят довести его до предела.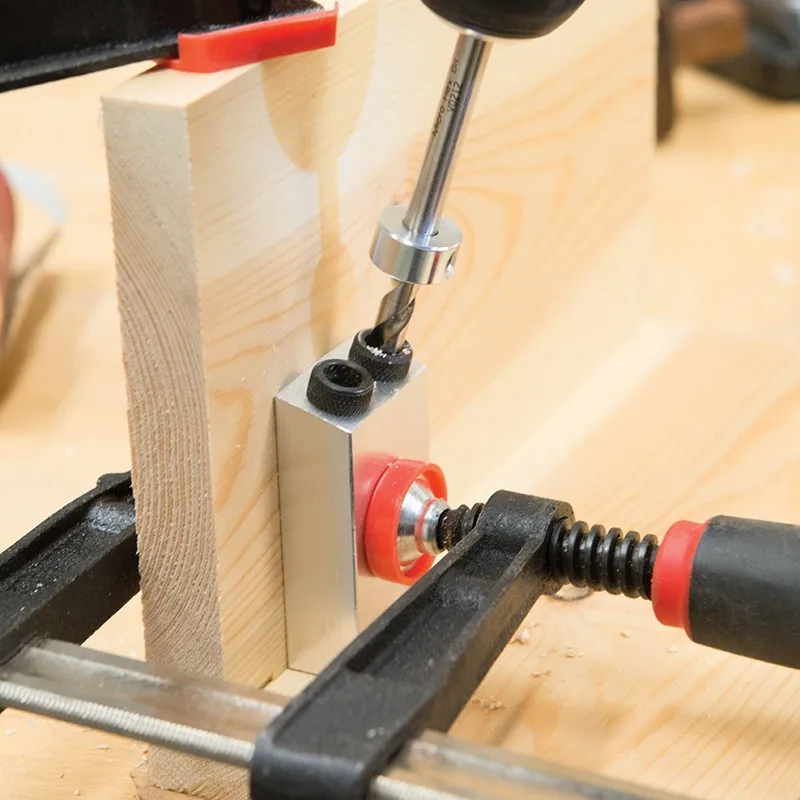 Сверляйте больше метров каждый день и между переточками, наслаждаясь более длительным сроком службы долота. Это просто буровое долото для горняков, которые не согласятся ни на что, кроме самого быстрого и продуктивного подземного бурения, какое только можно вообразить. Подходит ли вам Powerbit Underground?
Сверляйте больше метров каждый день и между переточками, наслаждаясь более длительным сроком службы долота. Это просто буровое долото для горняков, которые не согласятся ни на что, кроме самого быстрого и продуктивного подземного бурения, какое только можно вообразить. Подходит ли вам Powerbit Underground?
Читать далее
Загрузка…
Поверхность Powerbit
Powerbit Surface
Powerbit — это совершенно новая линейка перфораторов для бурения с поверхности от компании «Эпирок». Они созданы для работы с любыми породами, от твердых до мягких, от абразивных до неабразивных. Эти биты служат гораздо дольше. Они дают бурильщикам больше метров перед первой переточкой и еще много метров между переточками. С Powerbit бурильщики гарантированно получат больше производительности от каждого долота.
Эти биты служат гораздо дольше. Они дают бурильщикам больше метров перед первой переточкой и еще много метров между переточками. С Powerbit бурильщики гарантированно получат больше производительности от каждого долота.
Читать далее
Загрузка…
Шестое чувство
Загрузка…
Новая брошюра
С гордостью представляем шесть самых быстрых погружных пневмоударников.

Узнайте больше о серии COP M!
Печатные материалы
Каталоги продукции и брошюры
Товары
Инструменты для бурения горных пород
Принадлежности для алмазного сверления — Продукция
Новости
Обзор новостей Heger.
Узнать больше
- Старт
Товары
бурение
Аксессуары
Аксессуары
Heger предлагает широкий ассортимент принадлежностей для профессиональных пользователей: удерживающие воду кольца, вакуумную базу, переходник, удлинители, инструмент для ослабления сверл, точильные камни, магниты для пайки, …
Поиск:
Конкретный
Асфальт
Гранит
Центрирующий штифт
Центрирующий штифт для сверл 1 1/4″ для бурильных машин Weka. Доступны различные длины.
Доступны различные длины.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Водозащитное кольцо
Водоудерживающее кольцо было разработано для удержания воды и шлама при мокром бурении. Устройство использует отрицательное давление коммерческого пылесоса для влажной или сухой уборки, чтобы прикрепиться к горизонтальной или вертикальной поверхности в зоне бурения. Доступны диаметры до 100/150/200/250/350 мм. Пожалуйста, заказывайте уплотнитель отдельно. Используя WSR, подрядчики сводят к минимуму загрязнение площадки, защищают операторов и оборудование от шлама и мусора и значительно экономят время, необходимое для последующей уборки рабочего места.
- Приложение
- Принадлежности для алмазного бурения
- Диаметр
- 100-350 мм
- Цены
- Прейскурант в формате PDF
Вакуумная пластина до 162 мм
Вакуумная пластина подходит для Ø до 162 мм.
- Применение
- Принадлежности для алмазного сверления
- Диаметр
- до 162 мм
- Цены
- Прейскурант в формате PDF
Вакуумный насос VP03
Вакуумный насос VP03 имеет производительность 25 л/мин. Подходит для сверления до Ø 150 мм. Максимум. вакуум 850 мбар. Размер 230 х 210 х 230 мм.
- Применение
- Принадлежности для алмазного бурения
- Диаметр
- до 150 мм
- Цены
- Прейскурант в формате PDF
Вакуумный насос VP04
Вакуумный насос VP04 имеет производительность 100 л/мин. Подходит для сверления до Ø 350 мм. Максимум. вакуум 900 мбар. Размеры 245 х 210 х 270 мм.
- Применение
- Принадлежности для алмазного бурения
- Диаметр
- до 350 мм
- Цены
- Прейскурант в формате PDF
Вакуумный шланг
Вакуумный шланг для вакуумных насосов VP03 и VP04. Длина 3 м.
Длина 3 м.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Тележка водяного насоса
Мобильная тележка водяного насоса PP40. Вместимость 40 л. Со встроенным насосом (4,5 бар). В том числе аккумулятор и зарядное устройство. Водяная пробка для подключения Gardena.
- Применение
- Аксессуары для алмазных инструментов
- Цены
- Прейскурант в формате PDF
Резервуар для воды
Резервуар для воды из стали. 10 л. В комплекте со шлангом 3 м.
- Приложение
- Принадлежности для алмазного бурения
- Цены
- Прейскурант в формате PDF
Фланцевая гайка SW41
Фланцевая гайка с пружиной или без нее. SW41.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Установочный инструмент Стандартный
Установочный инструмент стандартного исполнения для анкеров с молотком.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Установочный инструмент с защитой рук
Инструмент для установки с защитой рук для анкеров с молотком.
- Приложение
- Принадлежности для алмазного бурения
- Цены
- Прейскурант в формате PDF
Резьбовой стержень
Резьбовые стержни DYWIDAG для крепления буровых станков. Размеры М12 х 150 мм — М12 х 200 мм — М12 х 200/80 мм. Поставляется с подходящими гайками и барашковыми гайками.
- Применение
- Принадлежности для алмазного бурения
- Цены
- Прейскурант в формате PDF
Гайка или барашковая гайка
Гайка или барашковая гайка для резьбовых стержней.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Разрыхлитель корончатого сверла 750 мм
Разрыхлитель корончатого бура — длина 720 мм.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Разрыхлитель корончатого сверла 420 мм
Разрыхлитель корончатого бура — длина 420 мм.
- Применение
- Принадлежности для алмазного бурения
- Цены
- Прейскурант в формате PDF
Фиксатор дюбеля 340 мм
Фиксатор дюбеля 340 мм
- Применение
- Принадлежности для алмазного бурения
- Цены
- Прейскурант в формате PDF
Ручка для переноски 1 1/4 дюйма
Ручка для ручной клади 1 1/4 дюйма
- Приложение
- Принадлежности для алмазного бурения
- Цены
- Прейскурант в формате PDF
Быстросъемный 1 1/4″
Easy-релиз 1 1/4″
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Улавливатель керна BKF350
Улавливатель керна BKF350 позволяет удерживать керн при сверлении бетонных потолков. Он используется в приложениях, где поддержка невозможна по техническим или коммерческим причинам. Подходит для дрелей со шпинделем 1 1/4″ UNC и Ø 60-350 мм. Для потолков толщиной до 35 см. Простота в обращении. Вес 2 кг.
Он используется в приложениях, где поддержка невозможна по техническим или коммерческим причинам. Подходит для дрелей со шпинделем 1 1/4″ UNC и Ø 60-350 мм. Для потолков толщиной до 35 см. Простота в обращении. Вес 2 кг.
- Применение
- Принадлежности для алмазного сверления0268
- Цены
- Прейскурант в формате PDF
Медная втулка
Медный рукав. Ø снаружи 38 мм. Ø внутри 32 мм. Толщина 2 мм.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Слайдер Easy-релиз
Легкосъемное кольцевое мотобуровое долото. 1 1/4″. 10 мм.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Погружной насос
Подводный щенок UltraZero. Максимум. напор 3,1 м. Производительность 3000 л/ч. Ø 135 мм. Подключение 3/4″. Длина кабеля 6 м. 230 В / 50 Гц / 80 Вт.
Ø 135 мм. Подключение 3/4″. Длина кабеля 6 м. 230 В / 50 Гц / 80 Вт.
- Приложение
- Принадлежности для алмазного бурения
- Цены
- Прейскурант в формате PDF
Быстросъемная стойка с резьбой
Быстросъемная колонна с резьбой
- Применение
- Аксессуары
- Цены
- Прейскурант в формате PDF
Быстросъемная стойка с зажимом
Быстросъемная колонка с зажимом.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Магнит для пайки
Магнит для пайки сегментов.
- Приложение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Деревянный ящик для магнитов
Деревянная коробка на 16 магнитов (поставка без магнитов).
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Точильный камень / плита
Точильный камень или пластина для заточки для зачистки сегментов сверла. Размеры: Точильный камень 200 х 100 х 50 мм. Точилка малая 270 x 165 x 50 мм — большая точилка 330 x 270 x 50 мм.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Переходник для алмазных сверл
Мы можем предоставить широкий спектр различных адаптеров. Пожалуйста, ознакомьтесь с нашим прайс-листом в формате PDF для получения дополнительной информации.
- Применение
- Принадлежности для алмазного сверления
- Цены
- Прейскурант в формате PDF
Адаптер PQ6 для алмазных сверл
Пожалуйста, ознакомьтесь с нашим прайс-листом в формате PDF для получения дополнительной информации.
- Приложение
- Принадлежности для алмазного бурения
- Цены
- Прейскурант в формате PDF
Фланец
Фланцы в различных исполнениях:
6 отверстий — 1 1/4 дюйма — SW41
6 отверстий больших — 1 1/4 дюйма — Langloch
3 отверстия — 1 1/4 дюйма — Gölz
6 отверстий — 1 1/4 дюйма — M33 /3
- Приложение
- Принадлежности для алмазного бурения
- Цены
- Прейскурант в формате PDF
Удлинители 1/2 дюйма
Доступны различные типы удлинителей. Соединение 1/2″. Различная длина: 50/100/200/300/400/500 мм. Более подробную информацию см. в нашем прайс-листе в формате PDF.
Удлинители 1 1/4″
Доступны различные типы удлинителей. Соединение 1 1/4″. Различная длина: 100/200/300/400/500 мм — сталь или алюминий. Более подробную информацию см. в нашем PDF-прайс-листе.
Более подробную информацию см. в нашем PDF-прайс-листе.
Сверла и принадлежности для бурения- | Объединенный крепеж
ПОСМОТРЕТЬ КАТЕГОРИИ
> Болт |
> Гвоздь |
> Винты |
> Сшивание |
> Шайба |
Абразивы |
Клеи | Герметики | Лента |
Крепеж | Якоря |
Крепежные штифты и вставки |
Аксессуары для электроинструментов |
Оборудование и продукты для обеспечения безопасности |
Лезвия пилы |
Обвязка |
Структурное оборудование |
Стойка, канал и фитинги |
Поиск:
Сверла длины самолета | Кольцевые фрезы | Твердосплавные сверла |
Твердосплавные фрезы для отверстий | Сверла с твердосплавными наконечниками | Кобальтовые сверла |
Центрирующие биты для колонкового бурения | Коронки | Биты резца |
Двухсторонние сверла | Аксессуары для дрели | Наборы сверл |
Сверлильные патроны | Наборы сверл с самоподачей | Сверхдлинные сверла |
Сверла общего назначения | Стеклянные и керамические сверла | Наборы перфораторов |
биты сверла молотка | Сверла с шестигранным хвостовиком | Аксессуары для кольцевых пил |
Наборы кольцевых пил | Оправки кольцевой пилы | Ударные перфораторы |
Наборы сверл Jobber | Сверла длины Jobber | Биты для левой руки |
Сверла по каменной кладке | Сверла длины механики | Ударные биты |
Пилотные сверла | Сверла с уменьшенным хвостовиком | Сверла длины винтовой машины |
Сильвер Деминг | Сверла со шлицевым хвостовиком | Ступенчатые сверла |
Сверла с прямым хвостовиком | Короткие сверла | Сверла с конусной длиной |
Сверла с коническим хвостовиком | Удлинители сверла по дереву |
© 2013- Объединенная крепежная компания | Все права защищены
Сверла и принадлежности для бурения
Сверла длины самолета
Наборы кольцевых фрез
Кольцевые фрезы
Твердосплавные сверла
Твердосплавные фрезы для отверстий
Сверла с твердосплавными наконечниками
Ключи и держатели для патронов
Кобальтовые сверла
Биты по бетону
Центрирующие насадки для колонкового бурения
Буровые коронки
Фрезы
Двусторонние сверла
Принадлежности для дрели
Наборы сверл
Сверлильные патроны
Направляющая сверла
Наборы сверл с самоподачей
Сверхдлинные сверла
Сверла общего назначения
Сверла по стеклу и керамике
Наборы перфораторов
Перфораторы
Наборы сверл с шестигранным хвостовиком
Сверла с шестигранным хвостовиком
Фрезы для отверстий
Принадлежности для кольцевой пилы
Комплекты кольцевых пил
Оправки для кольцевой пилы
Кольцевые пилы
Ударные перфораторы
Наборы сверл Jobber
Сверла длины Jobber
Магнитные оправки и адаптеры для сверлильных станков
Сверла по каменной кладке
Ударные биты
Пилотные сверла
Дополнительные сверла
Сверла с уменьшенным хвостовиком
Биты для перфоратора
Сверла для шурупов
Серебряный Деминг
Шлицевые биты
Сверла со шлицевым хвостовиком
Зондовые сверла
Наборы ступенчатых сверл
Ступенчатые сверла
Сверла с прямой канавкой
Сверла с прямым хвостовиком
Короткие сверла
Конические сверла
Сверла с коническим хвостовиком
Сверла с титановым покрытием
Наборы сверл по дереву
Сверла по дереву
Товарных соответствий (45 результатов — показаны страницы 1 из 1)
Биты с самоподачей DeWalt — DeWalt
Торцевые головки DeWalt 1/2 дюйма
ДеУолт 13 шт.
 Набор титановых сверл
Набор титановых сверлДеУолт, 13 шт. Набор сверл с черным оксидом
ДеУолт 14 шт. Набор сверл PILOT POINT®
Гвозди DeWalt 15 калибра DA с угловой отделкой
ДеУолт 16 шт. Набор сверл PILOT POINT®
ДеУолт 18 шт. Набор сверл PILOT POINT® Gold для черных металлов
Туннельная насадка Makita SDS-MAX
ДеУолт 29 шт.
Набор металлических указателей PILOT POINT®Макита 75 шт. Набор метрических сверл и насадок
Биты черного оксида DeWalt
Вакуумная трубка для воздуходувки Makita 2
DeWalt Cobalt Drill Bits Fractional Jobber
DeWalt DEWALT DWA58058 ПОЛАЯ НАСАДКА SDS MAX 5/8
DeWalt DEWALT DWA58078 7/8 ПОЛАЯ НАСАДКА SDS MAX
DeWalt DEWALT DWMTC МАГНИТНЫЙ ПРОЧНЫЙ ЧЕХОЛ БЕЗ БИТ
DeWalt DEWALT DWMTCIR20 20 ШТ.
ГОТОВЫЙ К УДАРУ ПРОЧНЫЙ МАГНИТНЫЙ ЧЕХОЛ **СНЯТ С ПРОИЗВОДСТВА*DeWalt Сверла DeWalt общего назначения с пилотным наконечником
Перфоратор DeWalt
Сверла DeWalt HIGH IMPACT CARBIDE SDS Max для каменной кладки
Сверла по камню DeWalt HIGH IMPACT CARBIDE SDS Plus
Ступенчатые сверла DeWalt IMPACT READY
Корабельные буровые долота DeWalt Long Power
Переходники DeWalt для хвостовиков бит для каменной кладки
Металлические соединительные гвозди DeWalt
Сверла DeWalt для различных материалов
Цельные твердосплавные коронки DeWalt
Сменные пилотные биты DeWalt
DeWalt SDS + Твердосплавные сверла по каменной кладке с полной головкой
Сверла DeWalt SDS Max: двухрезцовые сверла SDS Max
Сверла по камню DeWalt SDS Plus
Сверла по каменной кладке DeWalt SDS+ с шестигранным хвостовиком 1/4 дюйма
Корабельные буровые долота DeWalt Short Power
Боковая ручка Makita
Биты лопаты DeWalt
DeWalt Сверло со шлицевым хвостовиком DeWalt
Титановые сверла DeWalt
Двухкомпонентные твердосплавные коронки DeWalt
Пильные полотна по дереву DeWalt для ламината
Пильные полотна для деревообработки DeWalt
9ПОЛОЕ НАСАДКА SDS MAX
Инструменты для погружного бурения
— Sandvik Mining and Rock Technology Инструменты для погружного бурения
— Sandvik Mining and Rock Technology
Перейти к содержимому
Дополнительная навигация для
Продукты
Подземные буровые установки и анкероустановщики
Станки для бурения с поверхности
Подземные погрузчики и грузовики
Оборудование для механической резки
Скальные инструменты
Инструменты для погружного бурения
Погружные молотки
Буровые долота
Система вскрыши Tubex
Трубы для погружного бурения
Буровой инструмент с верхним ударником
Инструменты для вращательного бурения
Инструменты для бурения восстающих
Скальные болты
Резка
Услуги горных инструментов
PowerCarbide™
Шлифовальное оборудование
Переработка карбида
Горные инструменты Устойчивое развитие
Скальные буры
Автоматизация
Для эффективного бурения с погружным пневмоударником (DTH) вам потребуются высокопроизводительные буровые инструменты. Инструменты, которые повышают вашу производительность и экологичность, снижая при этом общие эксплуатационные расходы и выбросы. В рамках Sandvik мы предлагаем именно это. Мы работаем в тесном сотрудничестве с нашими клиентами, чтобы максимизировать ваш результат и повысить общий опыт бурения.
Хотите знать больше?
Сделать запрос
Найти офис
Загрузки
Выбор правильного инструмента DTH для ваших конкретных потребностей и условий может быть сложной задачей, но мы здесь, чтобы поддержать вас на каждом этапе пути. В нашем обширном ассортименте DTH вы найдете подходящее решение для любых грунтовых условий, а наши знания и опыт помогут вам добиться оптимальной точности и проникновения. Независимо от того, хотите ли вы молот с обратным клапаном или без него, быстрое или прямое буровое долото, мы сотрудничаем, чтобы обеспечить наилучшее соответствие вашим операциям.
ПОЧЕМУ ВЫБИРАЮТ ИНСТРУМЕНТЫ SANDVIK DTH?
Повышение производительности
Сочетая высокую мощность и скорость с низким расходом топлива, мы предлагаем широкий ассортимент погружных пневмоударников, которые гарантированно принесут результаты. А наши погружные буровые долота, обладающие уникальным сочетанием прочности, твердости и устойчивости, подходят даже для самых требовательных приложений. Для дальнейшего бурения с инструментами, которые служат еще дольше, мы также предлагаем наши эксклюзивные вставки PowerCarbide TM , а также трубы погружного бурения, рассчитанные на увеличенный срок службы и специально разработанные для работы с нашими перфораторами.
Кроме того, мы поставляем Tubex — экономичную систему продвижения обсадной колонны с погружным пневмоударником, которая снижает количество незакрепленного материала в скважине для одновременного бурения и обсадки.
Инновации и экологичность
Исследования и разработки лежат в основе того, что мы делаем в Sandvik, и с постоянным стремлением к инновациям мы соглашаемся только на самое лучшее. Для наших клиентов это означает партнерство с акцентом на продуктивное, прибыльное и устойчивое будущее. Например, с нашим новейшим гидромолотом Tundo™ RH650 вы можете ежегодно экономить до 3,3 млн литров топлива, что соответствует 9000 тонн CO 2 восстанавливается из атмосферы. Подробнее об этом замечательном нововведении читайте здесь.
Безопасность превыше всего, безопасность всегда
Другим главным приоритетом для нас является безопасность. С помощью широкого спектра инструментов и принадлежностей, изготовленных для снижения рисков при бурении с погружным пневмоударником, мы защищаем рабочую среду горняков по всему миру.
ПРЕИМУЩЕСТВА
- Передовые технологии материалов и оптимизированные конструкции
- Повышение экологичности, производительности и надежности при одновременном снижении эксплуатационных расходов
- Повышенная эффективность использования воздуха и сниженный расход топлива
- PowerCarbideTM собственной разработки и лучший в отрасли продукт, обеспечивающий высочайшую производительность, высокое качество и превосходную долговечность
ЖЕЛАЕТЕ УЗНАТЬ БОЛЬШЕ?
Если у вас есть какие-либо вопросы о продуктах Sandvik для погружного бурения (DTH) — будь то технические характеристики, данные по применению или вы просто хотите испытать их самостоятельно — свяжитесь с нами.
