Приспособления для сверлильных станков: Приспособления для сверлильных станков: функционал
Содержание
Технология обработки на сверлильных станках и оснастка: приспособления, кондукторы, инструмент
Сверлильные станки можно отнести к оборудованию с универсальными возможностями. Одновременно с возможностью сверления отверстий различного диаметра, чистоты и точности, с их помощью возможно выполнение многочисленных операций, в соответствии с технологическим процессом обработки поверхностей. Применение этой категории оборудования оптимально, если технологией предусмотрены следующие действия:
- просверлить, рассверлить отверстия различных диаметров;
- зенкеровать просверленные отверстия до соответствующих параметров, зенковать необходимые выточки для размещения выступов крепежных деталей;
- развертывать поверхность отверстий в заданных пределах;
- раскатывать отверстия с применением шариковых и роликовых оправок до заданного уровня шероховатости;
- выполнить нарезку внутренней резьбы;
- подрезать (цековать) торцы деталей с целью их выравнивания.

Существуют также другие возможности применения оборудования этой категории.
Рис. 1. Работы, выполняемые на сверлильных станках
а – сверление; б – рассверливание; в – зенкерование; г – зенкование; д – развертывание; е – раскатывание; ж – нарезание внутренней резьбы; з – подрезание (цекование) торцов
Инструменты
Для решения поставленных задач разработаны серии специальных инструментов с различными характеристиками и конструктивными решениями режущих поверхностей, кромок, для которых предусматриваются специальные углы резания, длина витка, конфигурация углублений для отвода стружки и пр. В зависимости от выполняемых операций резания, технических качеств обрабатываемых материалов применяются инструменты c соответствующими параметрами:
- сверла различных диаметров;
- развертки;
- зенкеры;
- зенковки;
- метчики и пр.

Для того чтобы получить нужную чистоту и точность обработки существуют специальные приспособления, служащие для:
- крепления инструмента в шпинделе станка;
- размещения и крепления заготовки;
- удерживания крепежных приспособлений на столе станка и т.д.
Вспомогательные инструменты
Крепление перечисленного выше режущего инструмента в шпинделе станка осуществляется при помощи вспомогательных инструментов:
- переходных сверлильных втулок;
- сверлильных патронов;
- оправок и пр.
В случаях, если размер конуса в шпинделе станка не совпадает с конусом хвостовика инструмента, крепление инструмента осуществляется при помощи переходных конических втулок. При отсутствии на производстве нужного номера втулки, возможно применение нескольких втулок, однако при этом может пострадать точность обработки детали.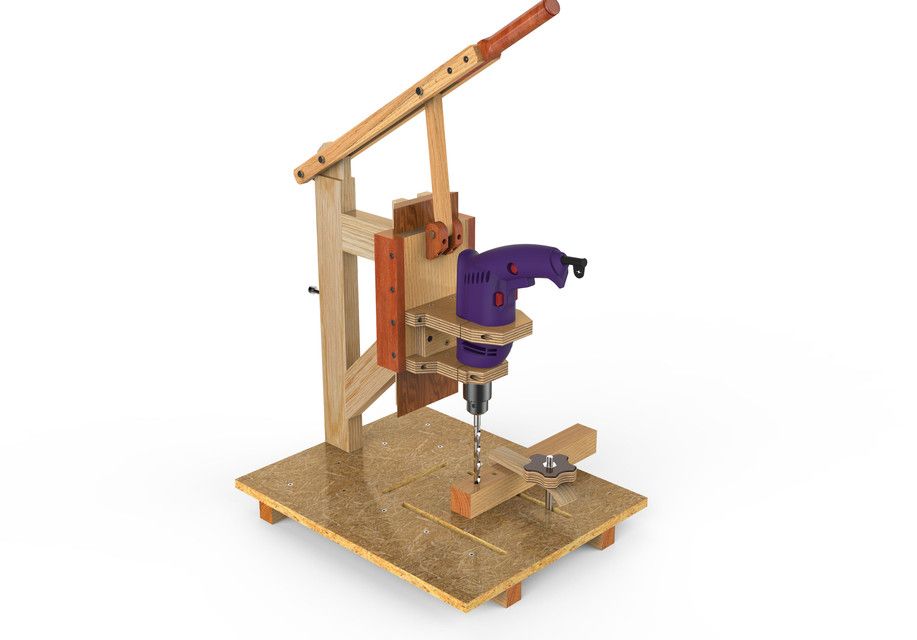 Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Крепление режущего инструмента с цилиндрическим хвостовиком на сверлильных станках выполняется и с использованием двух- и трехкулачковых сверлильных патронов. В трехкулачковом патроне обойма 3 с гайкой 2 приводится во вращение ключом 4. При вращении гайки объединенные ею кулачки 1 смещаются вниз, зажимая хвостовик режущего инструмента. Вращением ключа в обратную сторону кулачки разжимаются, высвобождая инструмент.
Рис. 2. Сверлильный патрон для закрепления сверл с цилиндрическим хвостовиком:
А – общий вид патрона с ключом для зажима заготовки; б – устройство патрона; 1 – кулачки; 2 – гайка; 3 – обойма; 4 — ключ
Двухкулачковый патрон содержит кулачки, перемещающиеся по Т-образным пазам в соответствии с вращением ключа и зажимающие хвостовик инструмента. Сверла небольшого диаметра легко закрепляются в цанговых патронах, а для экономии времени удобно воспользоваться быстросъемными патронами для инструментов с коническими хвостовиками, в которые инструмент можно устанавливать и вынимать, не останавливая станка.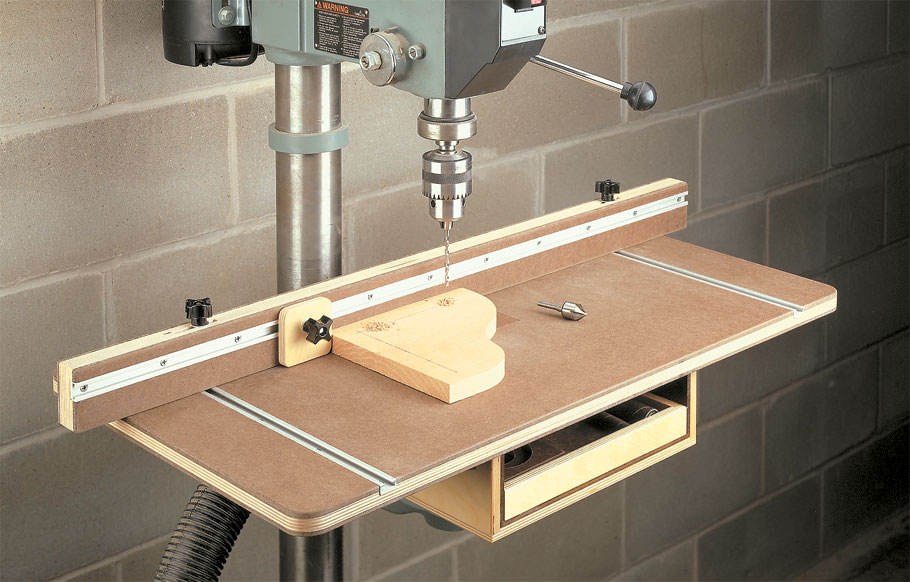 Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Для того чтобы обеспечить точное совпадение центров отверстий при выполнении нескольких последовательных операций, наиболее целесообразно применение самоустанавливающихся патронов.
Рис. 3. Быстросменный сверлильный патрон (а) и коническая втулка для крепления сверл с цилиндрическими хвостовиками (б):
1 – корпус патрона; 2 – сменная втулка; 3 – шарики; 4 – муфта; 5 – кольцо; 6 — оправка
Нарезка резьбы – операция, требующая максимальной точности. Для того чтобы при ее выполнении были обеспечены точные параметры, метчики крепятся в предохранительных патронах, которые также обеспечивают сохранность инструмента, предохраняя его от поломок. В процессе нарезания резьбы обеспечивается плотное соединение ведущей полумуфты 5 и ведомых полумуфт 2,4. По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
Рис. 4. Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях:
1 – кольцо для крепления метчика; 2, 4 – ведомые полумуфты; 3 – кулачки муфты; 5 – ведущая кулачковая полумуфта; 6 – пружина; 7 – оправка; 8 – гайка регулировочная
При помощи качающихся оправок, применяемых для крепления разверток, удается соблюдать точность центрирования при обработке отверстий. Вопрос удаления основного и вспомогательного инструмента из гнезда шпинделя легко решается – для этого применяются клинья особой формы или эксцентриковые ключи.
|
|
|
 5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин
Приспособления для крепления заготовок
Важным моментом в металлорезании является установка на станке и крепеж деталей, подлежащих обработке. Детали устанавливаются на специальных приспособлениях, в том числе:
- на тисках – машинных, эксцентриковых, винтовых, пневматических;
- призмах;
- угольниках;
- упорах;
- кондукторах.
В зависимости от быстроты и силы крепления, выбираются ручные (на небольших производствах) либо пневматические приспособления, обеспечивающие высокую скорость установки и крепления.
Наиболее приспособленными для быстрой установки заготовок являются тиски действующие на основе рычажно-кулачкового механизма. Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Рис. 7. Быстродействующие машинные тиски с рычажно-кулачковым зажимом: 1 – корпус; 2 – поворотная часть; 3 – неподвижная губка; 4 – винт; 5 – губка; 6 – рукоятка; 7 – эксцентриковый вал; 8 – двойной кулачок; 9 — основание
Кондукторы
Важным приспособлением для точного центрирования осей инструмента и обрабатываемого отверстия являются кондукторы. Кондуктор устанавливается над деталью с небольшим зазором для отвода стружки и крепится на столе станка. В теле кондуктора расположены отверстия, внутри которых размещены кондукторные втулки, выполненные из особо твердых сортов стали, прошедших термообработку (20Х, У10А).
Рис. 8. Кондукторные втулки: а — постоянные; б – быстросменные
Постоянные и быстросменные втулки служат для обеспечения точного направления режущей части инструмента в соответствии с заданными параметрами. Существуют специальные требования к расстоянию между деталью и кондуктором, в зависимости от обрабатываемого материала и качества стружки при его обработке. Для деталей из чугуна предполагается зазор 0,3-0,5 от величины диаметра втулки кондуктора. Зазор увеличивается и может достигать размеров диаметра втулки, если в качестве обрабатываемого материала применяется сталь, сплавы меди и алюминия и др.
В конструкции кондуктора предусматриваются корпус и плита, которые, в зависимости от назначения, могут быть:
- Съемными (подлежащими замене при изменении параметров заготовки).
- Подвесными, удобными при работе с многошпиндельными сверлильными головками.
 Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок. - Подъемными, которые передвигаются на скалках, запрессованных в корпус кондуктора, при помощи пневмопривода.
- Поворотными (для удобства снятия и установки каждой последующей детали).
- Постоянными (закрепленными в корпусе кондуктора при помощи крепежных элементов или сварки).
Кондукторы существенно облегчают труд рабочих, отменяя подготовительные работы по разметке и точной переустановке деталей при выполнении операций на оборудовании сверлильной группы, обеспечивая точность направления режущего инструмента. В соответствии с технологией обработки и условиями производства применяются кондукторы различной конструкции, получившие названия:
- поворотных.
- скользящих.
- опрокидываемых.
- накладных.

Наиболее распространенными приспособлениями являются накладные кондукторы, которые накладываются на обрабатываемую деталь и фиксируются при помощи металлических пальцев в положении, обеспечивающем выполнение операции в соответствии с технологической картой. Деталь предварительно фиксируется на рабочем столе при помощи соответствующего приспособления, обеспечивающего центрирование направляющих втулок кондуктора с осями высверливаемых в детали отверстий. Кондукторы этого вида могут крепиться на рабочем столе (закрепляемые), либо устанавливаться на фиксирующих пальцах (незакрепляемые).
Рис. 9. Незакрепляемый накладной кондуктор: 1 и 2 – фиксирующие пальцы; 3 – направляющие втулки; 4 – кондукторная плита; 5 – базовая поверхность приспособления; 6 – отверстия
Поворотная оснастка
Для удобства обработки деталей в соответствии с выбранной технологией применяется соответствующая поворотная и передвижная оснастка, которая существенно облегчает работу, не требуя переустановки деталей для сверления или выполнения других операций по качественной обработке отверстий. В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
- поворотные стойки с горизонтальной осью вращения планшайбы, в которой закрепляются заготовки;
- поворотные столы, вращающиеся вокруг вертикальной оси и расположенные в горизонтальном положении.
Универсальные приспособления
Универсально-сборными приспособлениями (УСП) пользуются при выполнении различных операций по резанию металлов. УСП – специальные приспособления, удерживающие заготовку в положении, необходимом для обеспечения точной обработки деталей. Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Важным устройством, обеспечивающим возможность выполнения нескольких одновременных или последовательных операций на станочном оборудовании, являются многошпиндельные сверлильные головки. Указанные приспособления применяются на крупных производствах, для просверливания отверстий и их последующей обработки, что приводит к реальному ускорению процесса изготовления деталей сложной конфигурации.
Револьверные сверлильные головки могут содержать различное количество шпинделей, оснащенных режущим инструментом в соответствии с технологической программой, предусматривающей последовательное выполнение операций. При этом возможна настройка собственной скорости вращения для каждого шпинделя в отдельности. Кроме того, обеспечивается подача инструмента с определенной скоростью в прямом и обратном направлениях. Такая конструкция головки обеспечивает возможность работы и выполнения запрограммированных операций без переналадки. Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Рис. 10. Шестишпиндельная револьверная головка: 1 – фиксатор; 2 – рычаг фиксатора; 3 – ведущая полумуфта; 4 – рычаг муфты; 5 – корпус основной; 6 – стержень; 7, 8 – упорные винты; 9 – рейка; 10 – зубчатое колесо; 11 – коническая зубчатая передача; 12 – храповой механизм; 13 – зубчатый вене; 14 – поворотный корпус; 15 – шпиндель головки
Поворот и подача инструментов, установленных в каждом шпинделе, осуществляется в запрограммированном автоматическом режиме, для этого нет необходимости останавливать оборудования для последующей переналадки. Обслуживание станков с такими сложными приспособлениями требует высокой квалификации станочников и технологов, разрабатывающих технологический процесс резания. Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Измерительные инструменты
Для проверки качества выполнения работы, использование контрольно-измерительных инструментов является обязательным. Измерения проводятся по различным параметрам, в том числе по глубине обработки, диаметру отверстий, выточек, фасок и т.д. При этом важна точность измерительного инструмента, которая выбирается в соответствии с требуемой точностью и чистотой операции. В качестве контрольно-измерительных инструментов рабочий персонал пользуется линейками, угольниками, нутромерами, штангенциркулями, штангенглубиномерами. Отдельную категорию инструментов для контроля и измерений представляют гладкие и резьбовые калибры.
Линейка может быть цельной, складной и выполненной в виде рулетки с ценой деления 1 мм и точностью измерения около 0,5 мм, с ее помощью измеряются наружные габариты изделий и размеры отдельных наружных элементов.
Точно измерить глубину отверстия (для диаметров от 6 мм) можно с помощью индикаторного и микрометрического нутромеров с ценой деления, соответственно, 0, 01 мм, точностью ±0,15 мм и 0,01 мм при точности ± 0,006мм.
Рис. 11. Нутрометры: а – индикаторный; б – микрометрический
Удобно пользоваться при измерении гладкими и резьбовыми калибрами – бесшкальными измерительными устройствами, изготовленными с высокой точностью по необходимым параметрам. Изготавливаются калибры двусторонними, одна из которых, проходная, применяется для измерения предельных размеров детали и обозначается ПР, другая, непроходная – для измерения наименьших размеров детали, обозначается аббревиатурой НЕ. Примером ПР служат гладкие пробки.
Примером ПР служат гладкие пробки.
Рабочие резьбовые калибры применяются для контроля точности исполнения резьбы и имеют сходные обозначения ПР и НЕ.
Рис. 12. Калибр пробки: а – гладкая предельная; б – резьбовая двусторонняя
Оснастка для сверлильных станков — полезная информация Сверлильные станки по металлу
На приобретении сверлильного станка все не заканчивается, кроме него необходимы рабочие оснастки и устройства для установки и фиксации заготовок. Рекомендуется покупать все необходимое вместе с оборудованием для сверления, так Вы точно и оптимально соберете нужный комплект. Разберемся в составе такого комплекта и других возможных дополнительных устройствах.
Кроме того, экономные владельцы дрелей и перфораторов могут решить, что подойдет для использования в сверлильном станке и обычное сверло, но не всегда достаточно стандартных режущих оснасток для работы.
Устройства для фиксации заготовок
Если обрабатываемое изделие не закрепить перед началом работ на станке, то из-за случайного смещения детали в процессе сверления, она может быть безвозвратно испорчена. Попытки удержать заготовку рукой не приведут ни к чему хорошему, плюс это не безопасно и может вызвать случайную травму.
Изделия небольшого размера фиксируют тисками, часто винтового типа, закрепленными на рабочем столе. Бывает, что тиски входят в комплект поставки сверлильного станка, но не у всех производителей. Тиски недорого стоят и обязательны к приобретению при сверлении на станках металлических или деревянных заготовок.
Есть и более функциональные устройства -универсальные тиски, которые можно крепить как горизонтально, так и вертикально на рабочем столе. По принципу работы они идентичны винтовым, но за счет расширенных возможностей стоят гораздо дороже, зато в процессе обработки деталь можно повернуть, не вынимая из тисков.
Также есть тиски в комплекте с поворотной платформой, позволяющие в процессе обработки детали поворачивать ее в разных плоскостях для сверления отверстий в разных местах детали. Такие тиски могут поворачивать в двух или трех осях, иметь поворотные губки. При производстве малых партий данный тип крепежа подходит идеально, так как серьезно повлияет на увеличение производительности.
В случае обработки изделий крупного размера тисков не достаточно, обязательно понадобятся струбцины в совокупности с направляющими и упорами при работе с деревянными деталями, а при обработке металлических заготовок потребуются прихваты.
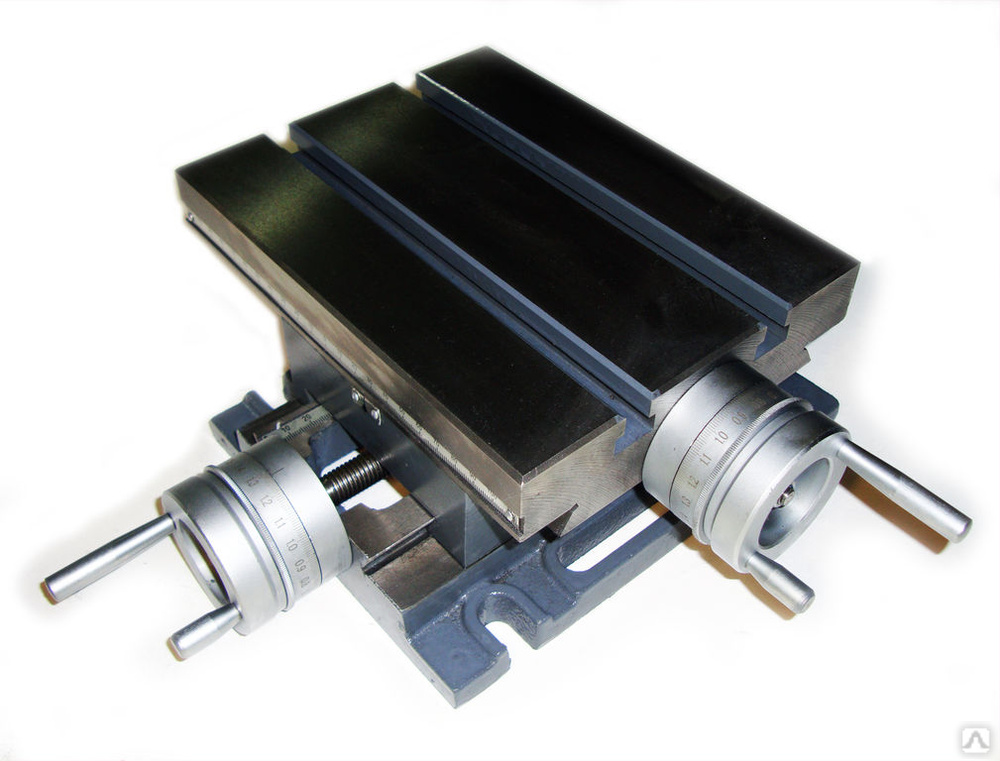
Кроме того, в случае сверления отверстий в деталях сложной формы, могут понадобиться вспомогательные столы: коробчатые для крепежа деталей в различных плоскостях, крестовидные для фрезерования, а также столы, оборудованные призмой при необходимости сверления в деталях с круглым профилем.
Крепление оснастки
Сверла и другие типы оснастки могут устанавливаться сразу в шпиндель, если их хвостовик выполнен в виде конуса Морзе, если же размер хвостовика и конуса шпинделя разные, то необходимо докупить переходные втулки определенного размера.
В сверлильном станке можно применять обычные сверла цилиндрического типа, зажимающиеся в патроне, который в свою очередь устанавливается в шпиндель с помощью специальной оправки. Патроны бывают с ключевым зажимом, либо с механизмом быстрого зажимания оснастки. Быстрозажимные патроны стоят гораздо дороже, но позволяют оперативно сменить рабочую оснастку на другую.
Классификация режущих инструментов
Как и при работе с обычными дрелями, в сверлильных станках применяют спиральные сверла, изготовленные из быстрорежущей или твердосплавной стали. Сверла из твердых металлов используют для работы с заготовками из закаленной стали, при работе с обычными металлами в основном используют оснастки из быстрорежущей стали. Лучше сразу купить набор оснасток разного размера: длины и диаметра.
Сверла для древесины отличаются наличием остроконечной заточки при диаметрах сверла менее 12 мм, если же требуется отверстие большего диаметра, то применяют сверла Форстнера для избегания возникновения сколов.
Кроме оснастки для сверления в станках используют:
- развертки;
- фрезы;
- зенкеры;
- метчики для нарезания резьбы в отверстии.
Используемые оснастки рекомендуется покупать в специализированных магазинах, желательно от более-менее известных брендов. Если нет никакого обозначения наименования производителя оснастки, то скорее всего она плохого качества: не соблюдены размеры инструмента, нарушена геометрия сверла, что вызывает его биение при работе, использовался материал низкого качества для ее производства, сверло может быть банально плохо заточенным.
Кроме тисков и других фиксирующих устройств, а также непосредственно рабочих оснасток, для работы на сверлильном станке понадобятся измерительные приборы: линейки, штангенциркули, микрометры и другие, потому что без них Вы не сможете осуществлять сверление точно.
Другие статьи по теме:
. ..
смотреть
все ->
|
Универсальные приспособления и принадлежности к сверлильным станкам Категория: Сверление металла Универсальные приспособления и принадлежности к сверлильным станкам Приспособлениями для механической обработки деталей на металлорежущих станках называют дополнительное оборудование и различные устройства, необходимые для установки и закрепления обрабатываемой детали. В отличие от приспособлений устройства для установки и закрепления режущего инструмента обычно называют вспомогательными инструментами. Приспособления, вспомогательный и режущий инструмент составляют технологическую оснастку станка. Приспособления играют большую роль в обеспечении нормального процесса обработки деталей, в достижении заданной точности и высокой производительности. Вспомогательный инструмент. Для крепления сверл, разверток, зенкеров и другого режущего инструмента в шпинделе сверлильного станка служит вспомогательный инструмент, к которому относятся: переходные втулки, сверлильные патроны различных типов, оправки и т. д. Переходные втулки применяют для крепления режущего инструмента с коническим хвостовиком. Наружные и внутренние поверхности втулок изготовляются конусными, обычно с конусом Морзе семи номеров— от № 0 до № 6. Если размер конуса хвостовика соответствует размеру конуса отверстия шпинделя станка, то режущий инструмент устанавливается хвостовиком непосредственно в отверстие шпинделя (рис. 1,а). Если конус сверла меньше конического отверстия шпинделя станины, то на конусный хвостовик сверла надевают переходную втулку и вместе со сверлом вставляют в конусное гнездо шпинделя станка (рис. 1,б). Если одной втулки недостаточно, применяют несколько переходных втулок, которые вставляют одну в другую. Сверлильные патроны используют для крепления режущих инструментов с цилиндрическим хвостовиком диаметром до 15 мм. В зависимости от устройства, принципа работы и назначения сверлильные патроны подразделяют на двух-кулачковые, трехкулачковые, цанговые, быстросменные и пр. Трехкулачковый патрон распространенной конструкции показан на рис. 1, г. Для крепления сверл малого диаметра с цилиндрическими хвостовиками часто пользуются цанговыми патронами. В цанговом патроне (рис. 1,д) режущий инструмент зажимается в сменной конусной цанге при навинчивании гайки. Рис. 1. Способы закрепления режущих инструментов и патронов в шпинделе станка Быстросменные патроны (рис. 1, е) применяют при последовательной обработке отверстий сверлом, зенкером, разверткой, когда требуется быстрая смена инструмента без остановки станка. Для смены инструмента кольцо поднимается вверх; при этом шарики под действием центробежных сил расходятся и инструмент с втулкой свободно выходит из патрона. Приспособления для закрепления деталей. Широкое применение при закреплении деталей получили различные зажимные устройства с винтовым зажимом: прихваты, призмы, а также машинные тиски и угольники. Использование ручных зажимов для закрепления деталей требует значительных затрат времени. Поэтому в последнее время все большее распространение получают приспособления с ручными быстродействующими эксцентриковыми, клиновыми, рычажно-кулачковыми, а также с быстродействующими механизированными зажимами механического, пневматического и гидравлического действия. Рис. 2. Приемы закрепления деталей при сверлении: Винтовые машинные тиски широко используют в индивидуальном производстве. Быстросменные машинные тиски с ры-чажно-кулачковым зажимом обеспечивают большое усилие зажима и прочно удерживают обрабатываемую деталь при высоких режимах резания. Для крепления деталь устанавливают в тиски и вращением установочного винта подводят к ней подвижную губку, оставляя некоторый зазор. Затем перемещением рукоятки в горизонтальное положение воздействуют на кулачок эксцентрикового валика; при этом подвижная губка, выполняя роль рычага, на конец которого действует двойной кулачок, прижимает деталь к неподвижной губке. Наладку тисков производят только при настройке для обработки первой детали. Закрепление последующих деталей достигается лишь перемещением рукоятки. Тиски имеют комбинированный механизм зажима, обеспечивающий при усилии на рукоятке, равном 16 кг, силу зажима 900 кг. Тиски изготовляют шести размеров: с шириной губок от 80 до 250 мм и наибольшим расстоянием между ними от 100 до 300 мм. В серийном и массовом производстве для закрепления деталей используются специальные кондукторы, имеющие запрессованные закаленные направляющие втулки, которые обеспечивают получение точного расположения отверстий без предварительной их разметки. На рис. 2, е изображен кондуктор для сверления одного отверстия в детали, расположенного параллельно опорной поверхности детали. Кондуктор состоит из угольника, к которому при помощи шарнирно-рычажного зажима прижимается деталь, и кондукторной плиты с втулкой, расположенной на заданном расстоянии от базовой поверхности детали и служащей для направления инструмента. При обработке отверстий на сверлильных станках применяется большое количество разнообразных кондукторов, различающихся по форме, устройству, весу и т. п. К числу поворотных и передвижных приспособлений, используемых на сверлильных станках, относятся поворотные стойки, поворотные и передвижные столы. Поворотные стойки служат для обработки отверстий, расположенных по окружности или с разных сторон в деталях типа втулок, дисков, колец, обойм и т. п. Круглые поворотные столы применяют для обработки отверстий, расположенных по окружности параллельно оси вращения в кольцах, дисках, фланцах и других подобных деталях. Нормализованные столы допускают деление на 2, 3, 4, 6, 8 и 12 равных частей, а также под углом 15 и 30°. Такие столы находят особенно широкое применение при многопозиционной обработке отверстий на станках, оснащенных многошпиндельными головками, и на многошпиндельных сверлильных станках. Реклама:Читать далее:Подготовка и настройка сверлильного станка для работы
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
6. Приспособления для сверлильных станков
Рис.
6.1. Кондуктор
скальчатый с конусным зажимом ГОСТ
16888-71 (1
— корпус; 2
— плита;
ГОСТ 16890-71; 3
— рукоятка; 4
— ручка).
Рис.
6.2. Кондуктор
скальчатый консольный с пневматическим
зажимом ГОСТ 16889-71
(1
— корпус; 2
— плита ГОСТ 16870-71; 3
— цилиндр пневматический; 4
— кран управления).
Рис.
6.3. Кондуктор
скальчатый с механическим зажимом для
сверления отверстий в цилиндрических
заготовках (1,
2 —
призмы; 3
— упор).
Заготовку устанавливают на
призмы 1
и 2
до упора 3.
Заготовка зажимается при опускании
кондукторной плиты (запирается конусом).
Рис.
6.4. Кондуктор
скальчатый двухколонный с пневматическим
зажимом (1,
2 —
пальцы;
3
— крышка; 4
— пневматический привод; 5
— рукоятка) предназначен для сверления
различных по форме заготовок. Сменные
наладки устанавливают на пальцах 1
(цилиндрический и срезанный), плиту с
кондукторными втулками — на пальцах 2.
Зажим осуществляется при опускании
крышки 3,
соединенной со штоком 4
— пневмопривода. Рукоятка 5
крана служит для управления. Ход штока
8 мм. Усилие на штоке соответственно
4410 Н при внутреннем диаметре пневмокамеры
140 мм и давлении воздуха в сети p
= 0,4 МПа.
Размеры кондуктора, мм
A | B | H | H1 | h | h1 | C | C1 | D | d | L | |
min | max | ||||||||||
70 | 90 | 50 | 80 | 160 | 12 | 6 | 125 | 38 | 210 | 13 | 280 |
100 | 120 | 80 | 120 | 205 | 15 | 8 | 180 | 53 | 270 | 16 | 350 |
Рис.
6.5. Кондуктор для
сверления отверстий в болтах, шпильках
и валиках (1
— шпилька;
2
— эксцентрик; 3
— болт; 4
— корпус; 5
— колодка).
Колодка 5
в зависимости от диаметра детали имеет
два призматических гнезда. Колодку
можно перемещать в пазах корпуса 4.
Шпилька 1
служит упором. Ее положение по длине
регулируют гайкой. Эксцентрик 2,
зажимающий деталь, настраивают по высоте
болтом 3.
Рис.
6.6. Кондуктор
скальчатый портальный с конусным зажимом
ГОСТ 16891-71 (1
— корпус;
2
— плита; 3
— рукоятка).
Кондукторы укомплектовываются
плитами ГОСТ 16890-71, ГОСТ 16893-71 и установочными
пальцами ГОСТ 16894-71, ГОСТ 16895-7.
Рис.
6.7. Кондуктор
скальчатый портальный с пневматическим
зажимом ГОСТ 16892-71
(1
– корпус; 2
— плита ГОСТ 16893-71; 3
— кран управления; 4
— цилиндр пневматический).
Рис.
6.8. Подставка для
накладного кондуктора с ручным креплением
(1 —
подставка; 2
— палец;
3
— рукоятка).
Заготовку устанавливают
непосредственно на подставку 1
или на промежуточную прокладку. Накладной
кондуктор центрируется на пальце 2,
при закреплении удерживается быстросъемной
шайбой. Кондуктор и заготовку закрепляют
одновременно опусканием пальца,
соединенного косозубым зацеплением с
валиком, несущим рукоятку 3,
запирание — конусным замком.
Размеры подставки, мм
D | H | h | d | d1 | b | |
min | max | |||||
125 | 75 | 20 | 75 | 12 | 21 | 20 |
200 | 90 | 20 | 85 | 16 | 21 | 25 |
300 | 105 | 25 | 120 | 20 | 25 | 28 |
Рис.
6.9. Подставка для
накладного кондуктора с пневматическим
зажимом.
Закрепление накладного
кондуктора — от пневматического привода.
При давлении воздуха в сети
p
= 0,4 МПа, для подстановки с диаметром D
= 190…260 мм осевое усилие на штоке
пневмопривода равно 2548 Н; для подставки
с диаметром D
= 315 мм — 4000 Н.
Размеры подставки, мм
D | D1 | D2 | H | d | h | b | d1 | |
min | max | |||||||
190 | 200 | 100 | 95 | 22 | 24 | 90 | 16 | 16 |
315 | 330 | 120 | 115 | 28 | — | 130 | 18 | 20 |
Рис.
6.10. Стол плавающий
для сверлильных станков (1
— цапфа; 2
— стол; 3
— мембранная камера;
4
— плита).
Заготовки можно устанавливать
в кондукторе, закрепленном на подвижном
столе или непосредственно на столе. Для
закрепления стола в заданном положении
служит пневматический прижим с приводом
от мембранной камеры 3,
обеспечивающий плотное прилегание
стола к опорной поверхности плиты 4.
Перемещение стола ограничено пределами
перемещения цапфы 1.
Воздух подводится через кран 5.
Рис.
6.11. Стол-тумба
неподвижный с пневматическим зажимом
ГОСТ 16206-70. Размеры Т-образных пазов по
ГОСТ 1574-75. Сила зажима не менее 12 000 Н.
Рис.
6.12. Стойка с
делительной планшайбой и эксцентриковым
креплением (1
— палец;
2
— рукоятка; 3
— втулка с резьбовым гнездом; 4
— лимб).
Предназначена для
радиально-сверлильных станков. Заготовку
устанавливают непосредственно на
рабочую поверхность планшайбы или в
приспособление, которое центрирует по
отверстию. Пальцы 1
и резьбовые гнезда втулки 3
служат для установки и закрепления
плиты с кондукторными втулками. Планшайбу
фиксируют в заданном положении поворотом
рукоятки 2.
Деление может производиться на 2,
3,
4,
6,
8,
12
частей. Настройку на заданное деление
выполняют поворотом лимба 4,
имеющего шкалу с делениями.
Рис.
6.13. Стойка
поворотная для накладных кондукторов
(1 —
шпиндель; 2
— фиксатор; 3
— костыль;
4
— винт; 5
— червячная передача; 6
— болт).
Кондуктор центрируется по
поверхностям шпинделя 1
с диаметром 25 или 150 мм. Для закрепления
кондуктора на фланце шпинделя служат
болты 6.
Шпиндель стопорят винтом 4.
Посредством червячной передачи 5
установочную поверхность стойки можно
наклонять в обе стороны на 30°. Для
закрепления стойки служит костыль 3.
Приспособления для сверлильных и расточных станков в Архангельске: 223-товара: бесплатная доставка [перейти]
Партнерская программаПомощь
Архангельск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Продукты и напитки
Продукты и напитки
Детские товары
Детские товары
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
ИнструментыИнструмент машинный, промышленный и приспособленияИнструменты и приспособления для отверстийПриспособления для сверлильных и расточных станков
Ремни запасные для сверлильного станка на 4 отверстия (2 шт)
В МАГАЗИНЕще цены и похожие товары
mds.yandex.net/get-marketpic/1885193/picf53230464e379665f6f6c01fb313f59f/300×300″>
Ремни запасные для сверлильного станка на 5 отверстия (2 шт)
В МАГАЗИНЕще цены и похожие товары
mds.yandex.net/get-mpic/5209134/img_id3747893997365653586.jpeg/300×300″>
net/get-mpic/4579830/img_id7688281909408832311.png/300×300″>
Патрон сверлильный Самозажимной бесключевой с хвостовиком 7:24 -BT30, ПСС- 8(0,5-8мм,М12) для станков с ЧПУ(BT30) \»CNIC\» (шт) тип: патрон, вид патрона: быстрозажимной, посадочное отверстие: 5/8
ПОДРОБНЕЕЕще цены и похожие товары
mds.yandex.net/get-mpic/4887894/img_id1882602780022670959.jpeg/300×300″>
jpeg/300×300″>
mds.yandex.net/get-marketpic/6099350/picd23e44cecc4463b4b90575c96da79198/300×300″>
mds.yandex.net/get-mpic/5165418/img_id5722091317433894982.jpeg/300×300″>
2 страница из 8
Аксессуары для сверлильных станков в Украине. Цены на аксессуары для сверлильных станков на Prom.ua
Работает
Сверлильный станок Euro Craft + тиски лучший выбор для дома
На складе
Доставка по Украине
3 200 грн
Купить
Интернет-магазин kilowat.in.ua
Работает
Сверлильный станок LEX LXDP15 + тиски лучший выбор для дома
На складе
Доставка по Украине
3 300 грн
Купить
Интернет-магазин kilowat.in.ua
Работает
Набор для плетения браслетов из резинок с аксессуарами Rainbow Loom 3000шт со станком и большим крючком.
Доставка из г. Винница
350 грн
248.50 грн
Купить
YakovMarket
Работает
Приспособление для установки сверлильных станков на трубы ZRO-250
Доставка по Украине
9 870 грн
Купить
Компания «КВРС»
Работает
Приспособление для установки сверлильных станков на трубы ZRO-500
Доставка по Украине
13 934 грн
Купить
Компания «КВРС»
Работает
Тиски для сверлильного станка 85 мм INECO
Заканчивается
Доставка по Украине
1 892 грн
Купить
Metalorez — Металлорежущие инструменты и оснастка
Работает
Тиски для сверлильного станка 120 мм INECO
Заканчивается
Доставка по Украине
2 631 грн
Купить
Metalorez — Металлорежущие инструменты и оснастка
Работает
Тиски для сверлильного станка 150 мм
Доставка по Украине
901 грн
Купить
Metalorez — Металлорежущие инструменты и оснастка
Работает
Тиски для сверлильного станка 75 мм
Доставка по Украине
881 грн
Купить
Metalorez — Металлорежущие инструменты и оснастка
Работает
Тиски для сверлильного станка 100 мм
Доставка по Украине
1 097 грн
Купить
Metalorez — Металлорежущие инструменты и оснастка
Работает
Сверло CMT для сверлильно присадочных станков D5 d10 L57. 5 h40 (308.050.12)
Доставка по Украине
263 грн
Купить
Интернет Магазин «А-Инструмент»
Работает
Сверлильный станок для жемчуга
Доставка по Украине
6 566 грн
Купить
ХозБуд
Работает
Алюминиевые тиски для сверлильного станка
Доставка из г. Харьков
475 грн
Купить
ХозБуд
Работает
ТАБЛИЧКИ, БИРКИ, ШИЛЬДЫ, ШИЛЬДИКИ ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ (ВСЕ МОДЕЛИ) ИЗГОТОВЛЕНИЕ НА ОБОЛОНИ В КИЕВЕ
Доставка по Украине
от 1 460 грн
Купить
ТОВ «Турфан-Трейд»
Работает
Набор для плетения браслетов из резинок с аксессуарами Rainbow Loom 3000шт со станком и большим крючком.
Доставка из г. Винница
350 грн
248.50 грн
Купить
CandyToys
Смотрите также
Работает
Виброопора для сверлильного станка
На складе в г. Киев
Доставка по Украине
450 грн
Купить
Компания «GB TRADE» (ГБ ТРЕЙД)
Работает
Устройство для врезки в трубопровод — сверлильный станок
Под заказ
Доставка по Украине
135 861 грн
Купить
ПП»Артіс»
Работает
Тиски для сверлильных станков Groz DPV/STD/125 (35112)
Доставка по Украине
4 166 грн
Купить
Santel
Работает
Тиски для фрезерных, сверлильных станков Optimum BME 100
Доставка из г. Днепр
1 763 грн
Купить
ООО «Технофлагман»
Работает
Тиски для фрезерных, сверлильных станков Optimum BME 150
Доставка из г. Днепр
3 038 грн
Купить
ООО «Технофлагман»
Работает
Патрон для сверлильного станка 16 В16 быстрозажимной
На складе
Доставка по Украине
1 134 грн
Купить
TOOLDNEPR
Работает
Metallkraft RB 127 | Сверлильный станок для сверления труб Metallkraft RB 127
На складе
Доставка по Украине
34 293 грн
32 369.61 грн
Купить
Магазин «СТАН МАШ» Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Работает
Станок сверлильный для плат MV1.5 (2-6тыс об/мин,регулятор), кулачковый патрон
Доставка из г. Днепр
2 079.20 грн
Купить
Работает
Якорь для сверлильного станка на электромагните Титан ПМД28 нового образца
На складе
Доставка по Украине
1 764 грн
Купить
TOOLDNEPR
Работает
Трубные тиски AGP MD750/4 для сверлильного станка на магнитном основании AGP MD750/4
На складе
Доставка по Украине
8 338 грн
7 921 грн
Купить
Магазин «СТАН МАШ» Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Работает
Трубные тиски AGP MDS750/4 для сверлильного станка на магнитном основании AGP MDS750/4
На складе
Доставка по Украине
8 338 грн
7 921 грн
Купить
Магазин «СТАН МАШ» Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Работает
Ротор (якорь) для магнитных сверлильных станков (MAB 100 /155 /MABasic 200 /AutoMAB 350)
Доставка по Украине
5 586.60 грн
5 307.27 грн
Купить
ООО «ЦТО КВАРЦ»
Работает
Ротор (якорь) для магнитных сверлильных станков (MAB 450/ 2000/ MABasic 450/ AutoMAB 450)
Доставка по Украине
5 959.04 грн
5 661.08 грн
Купить
ООО «ЦТО КВАРЦ»
Работает
Ротор (якорь) для магнитных сверлильных станков (MAB 825/ 845)
Доставка по Украине
6 890.14 грн
6 545.63 грн
Купить
ООО «ЦТО КВАРЦ»
Части сверлильного станка и их функции, типы, работа
Камаль Двиведи
03 марта 2021 г.
Здравствуйте, друзья! В этой теме мы познакомимся с частями сверлильного станка и их функциями.
Наряду с этим мы также знаем типы и принцип работы сверлильных станков.
Итак, не теряя времени, давайте ознакомимся с полным обзором сверлильного станка.
Что такое сверлильный станок?
Самый простой и точный станок,
который используется в производственных цехах.
Заготовка удерживается неподвижно, то есть фиксируется в нужном положении, а сверла вращаются, чтобы сделать отверстие.
Предназначен специально для выполнения
операции бурения и подобные операции.
Сверла также называются сверлами.
Подобно сверлильным станкам, фрезерным станкам, долбежным станкам, строгальные станки также используются в производственных цехах для выполнения различных видов операций.
Части сверлильного станка и их функции
В сверлильном станке используются следующие части сверлильного станка и их функции:
- Drill Chuck
- Head
- Table
- Column
- Spindle
- Drill Base
- Sleeve
- Socket
- Drill Drift
- Electric Motor
- Hand Wheel
See in the figure various parts бурового станка, которые подробно описаны ниже.
| Детали сверлильного станка |
Сверлильный патрон
Сверлильный патрон играет очень важную роль в сверлильном станке, поскольку он используется в качестве рабочего удерживающего устройства.
В основном, сверлильный патрон,
держите режущие инструменты с прямым хвостовиком.
Сверлильные патроны могут быть трех- или четырехкулачковыми, которые также перемещаются одновременно
при сверлении наружная втулка станка проворачивалась.
Зубья сделаны внутри челюсти, которая используется для легкого удерживания сверла.
И у него есть кольцевая гайка, при вращении которой челюсть открывается и закрывается одновременно.
Ключи используются для затягивания кулачков патрона.
Легированная сталь используется для изготовления сверлильных патронов.
Головка
Верхняя часть сверлильного станка называется головкой,
который имеет шпиндель, который движется вверх и вниз.
Стол
Стол используется для удержания заготовки или работы и может быть
отрегулировать, перемещая его вверх или вниз.
Колонна
Поддерживает стол и головку, а также все остальные
механизмы, прикрепленные к голове.
Чугун или сталь используются для изготовления колонн.
Поскольку его механические свойства отличаются высокой прочностью, а также закалкой.
Шпиндель
Используется для удержания и вращения инструмента для сверления. это
оснащен головкой бурильной машины.
Высокоуглеродистая хромистая сталь или стальные сплавы используются для изготовления шпинделя.
Основание сверла
Это самая важная часть бурового станка, так как на него приходится весь вес бурильного станка.
Чугун или сталь используются для изготовления основания сверлильного станка.
Основание сверла очень жесткое, так как оно изготовлено из чугуна.
Втулка
Втулка используется в сверлильном станке для
цель подачи режущих инструментов в заготовку или задание.
Сверлильная втулка также используется для крепления сверл с коническим хвостовиком и сверл с коническим хвостовиком, размер конуса которых равен размеру конуса шпинделя.
Втулки также называют быстросборными.
Розетка
Когда диаметр конического хвостовика сверла больше диаметра отверстия
шпинделе станка, на сверле используется специальная втулка, которая называется гнездом.
Оправка для сверления
Оправка для сверления представляет собой широкую стальную полосу, нарезанную по ширине кромки с углом конусности 8° — 19°.
Он используется для удаления сверл с коническим хвостовиком.
Выколотка для сверла также используется для снятия сверлильного патрона, втулки и гнезда, которые установлены в шпинделе станка.
Электродвигатель
Электродвигатель используется для питания
сверлильный станок.
Маховик
Маховик является очень важной частью сверлильного станка, потому что с его помощью можно контролировать, какая подача должна быть подана в задании или заготовке.
Шпиндель перемещается вверх и вниз при вращении маховика.
Способы удержания сверла
Есть четыре приема, которыми можно удерживать сверло
машина следующим образом:
- Холдинг
непосредственно в шпиндель - С помощью втулки
- С помощью
розетка - Использование
сверлильные патроны или ключ
Эти приспособления используются для удержания сверла любого типа в сверлильном станке.
Существуют некоторые удерживающие устройства, которые также применяются для удержания заготовки или работы в зависимости от их формы и размера, а именно:
- Использование ступенчатого блока
- Использование сверлильных тисков
- Использование V-образного блока
- Использование кондуктора и приспособления
- Использование Т-образного болта
После частей сверлильного станка и их функций
теперь мы будем знать типы сверлильного станка.
Типы сверлильных станков
Существуют следующие типы сверлильных станков:
- Портативный сверлильный станок
- Чувствительный сверлильный станок
- Вертикальный сверлильный станок
- Автоматический пневматический сверлильный станок
8
8
- Многошпиндельный сверлильный станок
- Радиально-сверлильный станок
- Многошпиндельный сверлильный станок
- Станок для глубокого сверления
Переносной сверлильный станок
Переносной сверлильный станок используется для бурения
малый диаметр отверстий в заготовке или работе.
Переносной сверлильный станок легко перемещать с одного места на другое.
другое место.
Эти типы сверлильных станков работают на высоких оборотах
скоростью и может сверлить до 12 мм в диаметре.
Эта машина имеет два типа:
- Ручная дрель
- Машина для сверления груди
Чувствительный сверлильный станок
Он используется для сверления точного отверстия в заготовке.
Это
широко используется для легких работ. Его буровая мощность составляет
более 20 мм.
Есть две ориентации этой машины означает
стиль скамейки и стиль пола.
Вертикально-сверлильный станок
Используется для просверливания отверстий большего размера, чем ручная дрель.
машина.
Используется там, где невозможно наличие электричества, например, на железнодорожных линиях, производстве, опорах и т. д.
Автоматический сверлильный станок
Портативный сверлильный станок с электрическим приводом,
который может работать как с источниками переменного, так и постоянного тока.
Обладает гораздо большей скоростью, чем рассмотренные выше машины и
можно легко использовать, чтобы сделать отверстие в любом месте.
Существует два типа автоматических сверлильных станков:
- Свет
для тяжелых условий эксплуатации - Для тяжелых условий эксплуатации
Пневматическая сверлильная машина
Эта машина работает с помощью воздуха
давление и используется для обслуживания
корабль, потому что электрическая машина не может работать
в воде.
Групповой сверлильный станок
Многорядный сверлильный станок использует несколько колонн одношпиндельного сверлильного станка, которые расположены рядом на общем основании, а в многорядном сверлильном станке также используется общий рабочий стол.
Радиально-сверлильный станок
Радиально-сверлильный станок используется для тяжелых заготовок.
и используется для проделывания отверстий
от среднего до большого размера.
В радиально-сверлильном станке есть тяжелые круглые вертикальные
горизонтальный рычаг поддержки колонны, который
поддерживается буровой головкой.
Многошпиндельный сверлильный станок
Многошпиндельный сверлильный станок в основном используется в промышленности или на заводах.
для массового производства работ.
С помощью многошпиндельных сверлильных станков можно просверлить несколько отверстий в любом
работа или заготовка одновременно, а также производить один и тот же шаблон и тот же размер
отверстия в ряде заготовок.
Станок для глубокого сверления
Используемые канавки на станке для глубокого сверления находятся в
Прямой способ впрыска охлаждающей жидкости и через полый корпус сверла
дотянуться до режущей поверхности.
Отношение глубины к диаметру 300: 1.
Широко используется для изготовления пресс-форм, штампов,
изготовление и изготовление деревянных духовых музыкальных инструментов.
Теперь мы будем знать операцию
сверлильного станка,
Эксплуатация бурения
Машина
Сверлильный станок выполняет множество видов операций.
Мы
можно сказать, что операция бурения завершена для
много целей. Некоторые из них обсуждаются ниже.
Все эти операции также можно выполнять на токарном станке.
Сверление
В этом процессе
отверстие делается в твердой выработке вращающимся
сверлить.
Расширение
В процессе развертывания предыдущего размера
отверстия увеличивается с идеальной точностью.
Это
многозубый режущий инструмент.
При развертывании точность
+/- 0,005 мм может быть достигнуто.
Сверление
Сверление – это сверлильный станок
операция, которая увеличивает отверстие заготовки или задания.
Сверление производится после сверления и
с помощью одноточечного режущего инструмента.
Посредством расточных операций мы производим точные
и отделочные работы.
Читайте также: разница между сверлением и растачиванием.
Контурное растачивание
Контровое растачивание — это операция сверлильного станка, при которой расширяется отверстие.
И эта операция всегда выполняется после сверления.
В этом процессе используйте многогранный режущий инструмент.
Эта операция используется для изготовления цилиндрического
отверстие по требованию.
Заглубление
Заглубление
выполняется при необходимости выполнения конической кромки под любым углом.
Эта операция также была
выполняется после сверления.
Углы конуса 60°, 82°,
90°, 100°, 110 и 120°.
Точечный вид
Отверстия, сделанные в процессе изготовления плоских поверхностей на поверхности отверстия или верхней поверхности отверстия в отливке, называются точечной наплавкой.
Нарезание резьбы
Это процесс, посредством которого
образуются внутренние резьбы.
Выполняется либо
вручную или на машине.
Малый диаметр
резьба просверливается, а затем нарезается резьба.
Притирка
В этом процессе сначала две заготовки притираются друг к другу, что называется притиркой, а затем, после точной фиксации обеих работ, выполняется сверление.
Трепанация
Процесс изготовления большого диаметра
отверстие или резка круглой детали сверлильным станком называется трепанацией.
В этой системе
две насадки установлены в центре держателя на одинаковом расстоянии
а посередине установлен пилотный размер отверстия.
Итак, Друзья здесь я обсуждал
части буровых машин и их функции , виды, операции.
Надеюсь, вам всем понравится
тему и четко понимать все аспекты, связанные с сверлильными станками.
Другие подобные статьи вы также можете найти в новостях Google.
Спасибо
Аксессуары, необходимые для сверлильного станка
Бесплатная доставка по выбранному городу (в более глубоком регионе взимается дополнительная плата) как управлять этим токарным станком. #MiniLathe #Lathe_Price #Lathe_Price_in_india
1) Этот станок #Small_Lathe Вы можете использовать этот станок на небольшом производстве, в ортопедической больнице, в лаборатории кузнечного завода и в своем гараже.
2) В этой машине мы дали коробку передач, у нее 2 рычага.
3) В этом #станке мы также задали #автоскорость и его крутящий момент шпинделя тоже очень большой.
4) В этой машине у вас есть 9 типов подачи и вы можете сбрасывать 9 типов нитей, если вы используете для переключения передач в ней, вы можете подавать больше и вы можете сбрасывать больше нитей.
5) Передняя бабка очень важна для этой машины.
6) Передняя бабка имеет 8 скоростей, но если вы хотите больше скорости, то мы дали шкиву 2 шага в этой машине, чтобы вы могли получить больше скорости.
7) На этой #машине можно работать до 1600 об/мин и минимум 50 об/мин.
Эта машина #Minilathe Цена: — 73 500 рупий. Только.
1) यह मशीन #Smallathe है। आप इस मशीन का उपयोग एक छोटे उद्योग, आर्थोपेडिक अस्पताल, फोर्जिंग पшить
2) हमने इस मशीन में गियरबॉक्स दिया है, इसमेतर 2 लथ
3) इस # मैचिने में, हमने # डिपोस्पीड भी दिया है और इसका स्पिंडल टॉर्क भी है।।।।।।।।।।। है है है है है है है
4) इस मशीन में, आपके पास 9 प्रकार के फ़ीड हैं और आर 9प्रकार के धागे छोड़ सकते हैं, और यदि इसमें गिय गिय के लिए उपयोग क क हैं हैं आप अधिक फ़ीड क सकते औ औ अधिक ध ध छोड़ हैं हैं।।।। सकते औ आप ध छोड़ हैं हैं।।।।। क क क क क क क
5) इस मशीन में हेडस्टॉक बहुत महत्वपूर्ण है।
6) हेडस्टॉक में 8 प्रकारक की है है, लेकिन यदि अधिक गति च च हैं हैं, तो इस मशीन में 2 च की एक च च है है त आप अधिक गति प प प प क। है है त त अधिक
).
1) Как можно использовать мини-токарный станок?
2) Сколько оборотов может работать на токарном станке?
3) Как обрабатывается поверхность на токарном мини-станке?
4) Как устроен мини-токарный станок?
5) Насколько ровны оси x и z на мини-токарном станке?
6) Как нарезать резьбу на токарном станке?
7) Как пользоваться переключателем на токарном мини-станке?
8) Какова скорость токарного станка?
9) Как установить патрон на токарном станке и как снять патрон?
10) Как упаковать мини токарный станок BANKA?
11) Как станок BANKA Mini Lathe загружается и разгружается?
12) Какие бесплатные аксессуары имеются в комплекте с этим токарным мини-станком Токарный станок модели Beau 30-500
13) Почему в станке предусмотрен квадратный резцедержатель?
16) Нужно ли брать стол в модели БАНКА 30?
15) Сколько моделей зубчатых колес в мини-токарном станке БАНКА 30–5000?
16) Почему этот токарный станок не имеет подходящего большого патрона True?
16) Следует ли использовать Spunk Guard в мини-токарном станке BANKA 30?
14) Какой самый большой вырез в модели 30?
19) Каков вес модели BANKA 30? 200 кг
20) В какой мастерской и на каком заводе в основном работает БАНКА модель 30?
1) मिनी लेथ मशीन का उपयोग कैसे किया जा सकता है?
2) मिनी लेथ मशीन में कितने RPM काम कर सकते हैं?
3) मिनी लेथ मशीन में सरफेस फिनिश होती है?
4) मिनी-लेथ मशीन का डिज़ाइन कैसा है?
5) एक मिनी लेथ मशीन में x- अक्ष और z- अक्ष कितनेेे।।म ।।?
6) मिनी लेथ मशीन में थ्रेड कैसे होता हे ?
7).
8) हॉबी लेथ मशीन की कितनी गति होती है?
9) मिनी मशीन में चक को कैसे फिट किया जाए औ औ को कैसे चेंज किया जाए?
10) कैसे बांका मिनी लेथ मशीन पैक करने के लिए?
11) बांका मिनी लेथ मशीन लोड और अनलोड कैसे करेगी?
12).
१४) क्या मॉडल बांका 30 में टेबल लेना जरुरी हे?
१५) बांका 30-500 मिनी लेथ में कितने मॉड्यूल के गि ययय
१६) क्यों इस लेथ मशीन में बड़ा True chuck स्यूटेबल नहीं ?
१७) बांका 30-500 मिनी लेथ में स्पेलश गार्ड लेना चाा चाा चाा
१८) बांका 30-500 में बड़ा से बड़ा कट कितनी होती हे ?
१९) बांका 30-500 का वजन कितना हे ? 200 кг
२०) बांका 30-500 ज्यादातर कोनसी वर्कशॉप और प्लांट में चलती हे हे हे हे हे हे हे?
Высота центра: 150 мм
Отверстие шпинделя: 20 мм
Админ. расстояние между центрами: 500 мм
Длина станины: 3 фута
Скорость вращения шпинделя: 1200 об/мин
Ширина станины: 180 мм 3 фазы, переключатель R/F, быстросменный резцедержатель, включая станок.
Токарный станок General Maxi.
Для получения дополнительной информации посетите нас:
www. ravimachines.com
Ссылка на продукт: — https://ravimachines.com/product/mini-lathe-machine-banka-30/
Специальная цена для звонка г-ну Тауфику: — +91-9377093780 Менеджер по продажам
Whatsapp:-
https://wa.me/919377093780
Facebook:-
https://www.facebook.com/Ravi.Machine/
Наш фотоальбом:-
https:// photos.app.goo.gl/tzht6kygquqcpwm36
हमारे दूसा लेथ मशीन के वीडियो देखने के लिए यहां क्लिक करें.
https://youtu.be/Ypt-903UY-U
https://youtu.be/zsrTlWyKijs
https://youtu.be/tE0LzcS1c00
https://youtu.be/1q81ROxssvU
https://youtu.be/i91EcwH0zR8
https://youtu. be/jpyU8umn5-o
https://youtu.be/FW8yPkSqQfU
https://youtu.be/Rsoi3tjquLc
0:00 какая тема видео?
0:55 Живая резка на мини-токарном станке.
1:17 Мини-токарный станок с описанием всех функций.
7:34 Как упаковать и отправить?
8:39 Сколько аксессуаров бесплатно?
5 Насадки для сверления (сделай сам)
Обновлено: 1 октября 2018 г.
Эти пять гаджетов доказали свою эффективность и помогают решать проблемы
Следующий проект›
Семейный мастер на все руки
Заставьте дрель делать больше, чем просто сверлить отверстия. Эти пять насадок для дрели решают проблемы и экономят время. Кроме того, они будут работать с аккумуляторными или сетевыми дрелями.
Авторы журнала «Сделай сам» из журнала The Family Handyman Magazine
Как раз тогда, когда вы думали, что не сможете найти больше применения для своей дрели
Когда я купил свою первую дрель, я использовал ее с одной целью — сверлить отверстия. В конце концов, я счел эффективным иметь специальный ящик для инструментов — мой набор для сверления — чтобы нести это сверло и несколько приспособлений для сверления непосредственно к задаче. За годы работы я перепробовал множество приспособлений для дрели. Большинство оседали на дне моего ящика с инструментами и оставались там.
Но пять принадлежностей остались в моем наборе для сверления, потому что они снова и снова доказывали свою ценность как экономия времени и решение проблем. Одним из преимуществ этих аксессуаров для инструментов является то, что вы можете использовать их как с сетевыми, так и с аккумуляторными дрелями. Кроме того, они дешевы и их можно приобрести в большинстве хозяйственных магазинов, на лесопилках и в хозяйственных центрах.
В зависимости от вашего уровня навыков и круга задач вы скоро поймете, какие приспособления для дрели подходят вам лучше всего. Вот мои любимые насадки для дрели:
Ротационный рашпиль
Роторный рашпиль
С помощью роторного рашпиля сошлифуйте лишнюю древесину. Он также отлично подходит для расширения или придания формы отверстиям в дереве и многих пластмассах. Периодически счищайте рашпиль старой зубной щеткой. Если вы работаете с дрелью в течение длительного времени или действительно опираетесь на инструмент, вы можете перегрузить двигатель или повредить его подшипники. Либо дайте дрели отдохнуть, либо используйте более мощную дрель, которая может обеспечить необходимую мощность при сохранении оборотов. Это выглядит грубо, и это так. Ротационный рашпиль не является чистовым инструментом. Вам придется использовать напильник и/или наждачную бумагу, чтобы сгладить все видимые следы.
После того, как вы просверлите большое отверстие или вырезаете рисунок в дереве, что вы можете сделать, когда вам нужно снять «немного больше»? Я считаю, что лучшим выбором будет насадка для вращающегося рашпиля. Одинаково хорошо шлифует дерево и пластмассу (если они не хрупкие). Чтобы снять много материала, во время работы опирайтесь на дрель. Ротационный рашпиль не является чистовым инструментом. Вам придется использовать напильник и/или наждачную бумагу, чтобы сгладить все видимые следы.
Самоцентрирующиеся насадки для петель
Просверлите точно центрированные отверстия
Сверлите точно центрированные отверстия быстро и уверенно. Эти самоцентрирующиеся шарнирные насадки, иногда называемые битами Vix, гарантируют, что сделанные вами отверстия позволят винтам правильно входить в потайные детали.
Сверление направляющих отверстий для шарнирных винтов раньше было утомительным и медленным. Иногда моя дрожащая рука делала отверстие не по центру, что приводило к тому, что винты не устанавливались должным образом в шарнирной пластине. Все изменилось после того, как я обнаружил эту находку. Самоцентрирующиеся шарнирные биты бывают разных фиксированных размеров, чтобы соответствовать размерам отдельных винтов. Один размер не подходит всем, но две насадки среднего размера (№ 5 и 6 и № 8-10, соответствующие стандартному размеру шурупов) подходят для большинства дверей, а также кухонных и ванных шкафов.
Просто вставьте конусообразную головку самоцентрирующейся фрезы в потайной край петли. Включите дрель и нажмите. Скрытая пружина внутри устройства сжимается, сверло движется вперед, и вуаля — идеально отцентрованное отверстие нужного диаметра для вашего винта.
Насадка для гипсокартона
Ввинчивание шурупов для гипсокартона на нужную глубину
Ускорьте подвешивание листов гипсокартона с помощью насадки для гипсокартона. Сверло будет вкручивать шурупы на нужную глубину — достаточно мелкую, чтобы поддерживать гипсокартон, но достаточно глубокую, чтобы головки шурупов не мешали мастерку для склеивания гипсокартона. Чтобы не загнать винт слишком глубоко, не давите на дрель слишком сильно.
Шуруповерт — лучший инструмент для заворачивания шурупов при работе с гипсокартоном размером с комнату. Но когда вы подвешиваете только пару листов или вам нужно прикрепить панель 4 × 12 к потолку с помощью первых нескольких винтов, бит для гипсокартона в аккумуляторной дрели — единственный выход.
Контурный цилиндр сверла для гипсокартона гарантирует, что шуруп будет вбит в панель на правильную глубину. На лицевой стороне панели появятся ямочки, но она не ослабнет — она готова к оклейке гипсокартоном. По этой причине сверло для гипсокартона является лучшим выбором, чем магнитный держатель бит с наконечником Phillips. С держателем бит винты часто будут закручены слишком глубоко. Когда это произойдет, бумажная поверхность панели порвется, и винт не выдержит вес панели. Другой винт должен быть правильно закручен рядом с первым. Представьте, что вы делаете это несколько раз, удерживая панель у потолка, а ваши руки превращаются в резину. Затем вложите несколько долларов и добавьте это сверло в свой набор сверл.
Шестигранная насадка
Используйте шестигранную насадку для завинчивания
Быстро установите лестничную стойку на саморезы с шестигранной головкой, закручиваемые шестигранной насадкой.
Соединение листового металла, ремонт приборов и забивание определенных крепежных элементов для бетона можно упростить и ускорить, добавив в набор сверла шестигранную насадку. Каждая шестигранная насадка приводит в действие один винт с шестигранной головкой фиксированного размера. В зависимости от количества этих крепежных деталей отдельных размеров, с которыми вы сталкиваетесь, вам может понадобиться либо одна бита, либо набор. Самый распространенный размер – 1/4 дюйма. шестигранный винт. Покупайте шестигранные биты с функцией «захвата» с уплотнительным кольцом, которая надежно удерживает винт, когда вы его позиционируете и закручиваете.
Магнитный держатель бит и биты
Быстрое и легкое завинчивание шурупов
Быстрое завинчивание шурупов без выпадения шурупов до того, как вы доставите их в отверстие. Магнитные держатели бит подходят для различных недорогих насадок: Phillips, Torx, квадратный хвостовик и прямые. Они также бывают разной длины.
Различные биты для разных головок винтов
Магнитные держатели бит подходят для различных недорогих насадок: Phillips, Torx, квадратный хвостовик и прямые.
Далее, к сверлам, больше всего в моей дрели запрессован магнитный держатель бит. Держатели бит экономят массу времени, быстро принимая различные биты отверток. Держатели бит бывают разной длины. 3-дюймовый. Модель хорошо подходит для установки новой дверной ручки, не царапая ее. Доступны более длинные держатели для бит, чтобы проникнуть глубоко в недоступные ниши.
Я покупаю только магнитные держатели, которые лучше захватывают как вставляемые биты, так и винты, которыми они закручивают. Это позволяет мне работать с дрелью одной рукой практически в любом положении.
Даже с этим преимуществом не забывайте об основах заворачивания шурупов:
- Вы можете легко снять головку шурупа, не удерживая кончик биты плотно в пазу шурупа.
- Слегка нажимайте до тех пор, пока винт не закрутится, затем нажмите сильнее. Слишком сильное давление приведет к выскальзыванию отвертки из резьбового паза и повреждению заготовки.
- Не перекручивайте шурупы для гипсокартона; их головы легко отрываются.
Первоначально опубликовано: 1 октября 2018 г.
Похожие проекты
Популярные обучающие видео
ⓘ
Ручная дрель и принадлежности | Штиль
Прямой выбор продукта: Ручная дрель и аксессуары
Для столяров, рабочих, садовников, озеленителей и лесников. Для сверления древесины, возведения заборов и скамеек, реставрации деревянных конструкций. Для бурения при озеленении клумб на больших площадях. Широкий ассортимент практичных аксессуаров.
Модель | Рабочий объем см³ | Вес кг | Выходная мощность кВт/л. | |
|---|---|---|---|---|
Выберите посадочный шнек BT 45 для сравнения | Посевной шнек BT 45 | 27,2 | 4,8 1) | 0,8/1,1 |
Выберите BT 45 для сравнения | БТ 45 | 27,2 | 4,8 1) | 0,8/1,1 |
Сверла по дереву | ||||
Посадочные буровые долота | ||||
Набор насадок для воды | ||||
Сверлильный патрон с ключом для BT 45 | ||||
Упряжь | ||||
Ремень |
1)
Без сверла
В зависимости от страны возможны отклонения от ассортимента продукции и представленной здесь информации. STIHL оставляет за собой право вносить изменения в технические характеристики и оборудование.
Сверлильный станок [Детали, типы, инструменты, операции] с PDF
В этой статье вы узнаете о сверлильном станке , как он работает? Его частей , операций , инструментов и типов сверлильных станков с PDF
Сверлильный станок и типы
Сверлильный станок используется для изготовления кругового сверлильного станка отверстие, инструмент, используемый для сверления отверстий различного размера и других связанных операций с использованием сверла.
Сверлильный станок — один из самых важных станков в мастерской. По своей значимости он уступает только токарным станкам. Отверстия были просверлены египтянами в 1200 г. до н.э. около 3000 лет назад луковыми бурами. Лучковая дрель является родоначальником современного сверлильного станка по металлу .
В сверлильном станке отверстия могут быть просверлены быстро и с низкими затратами. Отверстие создается вращающимся краем режущего инструмента, известного как сверло, которое прикладывает большое усилие к заготовке, зажатой на столе. Поскольку машина использует вертикальное давление для создания отверстия, ее условно называют «сверлильным станком».
Части буровой машины :
Ниже приведены основные Части буровой машины:
- Основание
- Колонка
- Таблица
- Радиальная ARM
- HEAD
- SPINDEMING.
Основание
Основание — это часть машины, на которой установлена вертикальная колонна. Основание изготовлено из литья. База поддерживает колонну и рабочий стол с другими насадками.
Верх основания выполнен в виде круглой колонны с вертикальным сверлением и имеет Т-образные пазы, чтобы можно было устанавливать и прикручивать к нему большие заготовки и приспособления для удержания. Основание машины может быть установлено на скамейке или на полу.
Колонна
Колонна представляет собой вертикальный элемент станка, который поддерживает стол и головку, содержащую весь приводной механизм. Это цилиндрическая отливка, установленная вертикально на одном конце основания и поддерживающая радиальный рычаг, который скользит вверх и вниз.
Электродвигатель в верхней части стойки помогает в вертикальной регулировке рычага путем вращения винта, проходящего через гайку, прикрепленную к рычагу.
Стол
Стол устанавливается на колонну и имеет Т-образные пазы для зажима изделия непосредственно на его торце. Стол имеет круглую или прямоугольную форму.
Радиальный рычаг
Устанавливается на колонну и проходит горизонтально над основанием. Он имеет направляющие, по которым скользит буровая головка. Радиальный рычаг перемещается вокруг колонны.
Сверлильная головка
Устанавливается на рычаге повторного набора и приводит в движение сверлильный шпиндель. В некоторых сверлильных станках сверлильную головку можно регулировать вверх или вниз для приспособления к разным высотам работы в дополнение к регулировке стола.
В нем заключен весь механизм привода сверла с разной скоростью и подачей. В более легких станках приводной двигатель установлен на заднем конце головки, уравновешивая вес сверлильного шпинделя.
Скорость шпинделя и механизм подачи
Двигатель в верхней части сверлильной головки приводит в движение горизонтальный шпиндель, и движение передается на сверлильную головку через группу конических шестерен. С другой группой шестерен получаются другие обороты шпинделя и подача.
Основным преимуществом этого типа сверлильных станков является то, что отверстия переменного размера в любой точке и под любым углом могут быть просверлены на крупногабаритной заготовке без перемещения заготовки.
- Несколько скоростей шпинделя можно получить следующим образом:
- Ступенчатый привод с коническим шкивом
- Ступенчатый привод с коническим шкивом с одной или несколькими задними шестернями
- Зубчатая передача.
Типы сверлильных станков
Ниже приведены 8 различных типов сверлильных станков :
- Переносной сверлильный станок
- Сверлильный станок
- 0027 Пол колонка вертикальной буровой машины
- Круглый столбец. станок
- Станок для вертикального сверления глубоких отверстий
- Станок для горизонтального сверления глубоких отверстий
1. Портативный сверлильный станок
Источник изображения: Indiamart.com
мастерские. Используется для сверления отверстий небольшого размера. Управляется удерживанием в руке. Заготовка, в которой должно быть просверлено отверстие, зажимается в тисках.
2. Чувствительный сверлильный станок
Этот тип сверлильного станка используется для сверления небольших отверстий на высоких скоростях в более легких работах или заготовках. Станок может быть установлен на столе или на полу, и работа по сверлению начинается с подачи сверла в заготовку исключительно ручным управлением.
Ручная подача позволяет оператору ощущать продвижение сверла в заготовку, так что, если какое-либо сверло изношено или заклинило, его можно немедленно освободить, чтобы предотвратить поломку сверла.
Так как оператор чувствует режущее действие в любой момент, это называется чувствительным сверлильным станком. Эти машины способны сверлить небольшие отверстия диаметром от 0,35 мм до 15 мм. Эти машины работают на более высокой скорости, достигающей 2000 об/мин.
3. Вертикальный сверлильный станок
Изображение источник https://czjyjc.en.made-in-china.com
Он больше по размеру и сильнее чувствительного сверлильного станка . Используется для сверления отверстий среднего и большого диаметра. В зависимости от типа используемой колонны он классифицируется как вертикальный сверлильный станок с круглой колонной и коробчатой колонной.
4. Радиально-сверлильный станок
Принципиальная схема 9Радиально-сверлильный станок 0568 показан на рисунке. Он состоит из основания, радиального рычага колонны, сверлильной головки, скорости вращения шпинделя и механизма подачи.
5. Станок для группового сверления
Этот станок состоит из ряда сверл, расположенных рядом друг с другом, так что одновременно можно просверливать более одного отверстия одинакового или разных размеров на одной и той же работе или на разных работах.
Расстояние между сверлильными шпинделями варьируется в зависимости от зазора между отверстиями. Этот тип станка используется для сверления большого количества отверстий в одном и том же задании с более высокой скоростью.
Основным преимуществом этого типа станка является то, что серию операций можно выполнять с разными шпинделями, установленными с разными резцами на одной и той же заготовке, перемещая ее из одного положения в другое.
6. Многошпиндельный сверлильный станок
Этот станок по конструкции подобен станку с многорядным сверлильным станком. Он используется для одновременного сверления определенного количества отверстий в одной и той же заготовке и для воспроизведения одной и той же работы на нескольких аналогичных работах.
Все шпиндели приводятся в движение одним двигателем и питаются непрерывно. Во время подачи стол с заготовкой поднимается или опускается, а положение сверлильной головки не изменяется.
7. Автоматический сверлильный станок
Этот тип сверлильного станка может выполнять ряд операций обработки на последовательных узлах и автоматически передавать работу от одного узла к другому.
После того, как работа будет загружена на первую машину, работа будет перемещаться с одной машины на другую, где могут выполняться различные операции, а готовая работа выходит из последней единицы без какой-либо ручной обработки.
Этот тип станка предназначен исключительно для производственных целей и может использоваться для фрезерования, хонингования и подобных операций в дополнение к сверлению и нарезанию резьбы.
8. Станок для глубокого сверления
Это может быть как горизонтальный, так и вертикальный тип станка. В этом сверлильном станке деталь, которую нужно просверлить, вращается, а сверло, которое делает отверстие, остается неподвижным. Глубокое сверление выполняется в таких компонентах, как стволы винтовок, коленчатые валы, длинные валы и т. д.
Сверлильный станок s
Сверло: Сверло — это режущий инструмент с канавками, используемый для создания или увеличения отверстия в твердом материале. Сверла изготавливаются самых разных типов и размеров.
Ниже приведены различные типы инструментов, используемых в сверлильных станках:
- Плоское или лопаточное сверло
- Сверло с прямыми канавками
- Спиральное сверло с двумя кромками
- Цилиндрический хвостовик дрель)
- A Спиральное сверло с параллельным хвостовиком (укороченной серии)
- Спиральное сверло с параллельным хвостовиком (длинной серии)
- A Спиральное сверло с параллельным хвостовиком
- Сверло с коническим хвостовиком (с тремя или четырьмя канавками)
- Сверло с масляной трубкой Center8
- сверло
7
1. Плоское или лопаточное сверло
Иногда используется плоское сверло, когда нет спирального сверла того же размера. Обычно он изготавливается из куска круглой инструментальной стали, которая выковывается по форме и шлифуется по размеру, а затем закаляется и отпускается.
Угол резания варьируется от 90 до 120, а рельеф или зазор на режущей кромке составляет от 3 до 8. Недостатком этого типа сверла является то, что каждый раз, когда сверло затачивается, диаметр уменьшается. Кроме того, нельзя рассчитывать на то, что он просверлит истинно прямое отверстие, поскольку острие сверла имеет тенденцию выходить из центра.
Другая трудность использования этого типа сверла заключается в том, что стружка не выходит из отверстия автоматически, а имеет тенденцию более или менее плотно укладываться, если необходимо сверлить глубокие отверстия.
2. Сверло с прямой канавкой:
Сверло с прямой канавкой имеет канавки или канавки, идущие параллельно оси сверла. Сверло с прямой канавкой можно рассматривать как режущий инструмент с нулевым передним углом. Этот тип сверла неудобен в стандартной практике, так как стружка не выходит из отверстия автоматически. Он в основном используется для сверления латуни, меди или других более мягких материалов.
При сверлении латуни спиральное сверло движется быстрее, чем номинальная подача, и сверло врезается в металл. При использовании сверла с прямой канавкой такой трудности не возникает. При сверлении листового металла сверло с прямой канавкой не поднимает лист, как спиральное сверло.
3. Спиральное сверло
Это самый распространенный тип сверла, используемый сегодня – спиральное сверло. Первоначально он был изготовлен путем скручивания плоского куска инструментальной стали в продольном направлении на несколько оборотов, а затем шлифовки диаметра и острия.
Современные спиральные сверла изготавливаются путем обработки двух спиральных канавок или канавок, которые проходят вдоль корпуса сверла.
Спиральное сверло является концевым режущим инструментом. Различные типы спиральных сверл классифицируются Индийским институтом стандартов в зависимости от типа хвостовика, длины канавки и общей длины сверла.
3.1 Цилиндрический хвостовик (короткие спиральные сверла или спиральные сверла)
Сверло имеет две спиральные канавки с параллельным хвостовиком примерно такого же диаметра, что и режущий конец. Диаметр сверла варьируется от 02 до 16 мм, увеличиваясь на 02–03 мм в младшей серии до 025 мм в старшей серии. Рис. 5.36 иллюстрирует упражнение.
3.2 Спиральное сверло с параллельным хвостовиком (укороченная серия)
Сверло представляет собой укороченную форму спирального сверла с параллельным хвостовиком, укорачивание приходится на длину канавки. Диаметр сверла колеблется от 05 до 40 мм, увеличиваясь на 03 мм в младшей серии до 025-05 мм в старшей серии. На рис. 5.37 показано сверло.
3.3 Цилиндрический хвостовик (длинная серия) Спиральное сверло
Сверло имеет две спиральные канавки с параллельным хвостовиком диаметром примерно с диаметр хвостовика в качестве режущего конца, который, однако, не превышает диаметра острия сверла.
Общая длина сверла такая же, как у спирального сверла с коническим хвостовиком соответствующего диаметра. Диаметр варьируется от 1-5 до 26 мм, увеличиваясь на 0-3 мм в нижней серии до 0-25 мм в старшей серии.
3.4 Спиральное сверло с коническим хвостовиком
Сверла имеют две винтовые канавки с коническим хвостовиком для удержания и забивания сверла. Хвостовик этих сверл соответствует конусу Морзе.
Диаметр от 3 до 100 мм. Диаметр увеличивается на 0-3 мм в младших сериях с хвостовиком с конусом Морзе № 1, на 0-25 мм в младших сериях с хвостовиком № 2 и 3, на 0-5 мм с хвостовиком с конусом Морзе № 4 и на 1 мм с хвостовиком с конусом Морзе. номера 5 и 6.
Не рекомендуется использовать хвостовик с конусом Морзе размером менее 6 мм. Калибр сверла позволяет легко выбрать любое сверло по калибру.
4. Корончатое сверло с коническим хвостовиком (с тремя или четырьмя канавками)
Эти сверла предназначены для расширения отверстий, пробитых или просверленных. Эти сверла не могут просверлить отверстие в твердом материале, потому что режущие кромки не доходят до центра сверла.
Металл снимается скошенной кромкой на конце каждой канавки. Сверла с сердечником производят более качественные отверстия, чем обычные сверла с двумя канавками.
Режущее действие корончатого сверла аналогично действию розеточной развертки, и оно часто используется в качестве черновой развертки. В некоторых случаях выбирается спиральное сверло с двумя канавками, чтобы сделать отверстие вдвое меньше требуемого размера, а остальную часть доделывают сверлом с тремя или четырьмя канавками.
5. Сверла с масляными трубками
Сверла с масляными трубками используются для сверления глубоких отверстий. Масляные трубки проходят вдоль корпуса по спирали и направляют масло непосредственно к режущим кромкам.
Смазочно-охлаждающая жидкость или сжатый воздух подается через мотыги к режущей точке сверла для удаления стружки, охлаждения режущей кромки и смазки обрабатываемой поверхности.
6. Центровочное сверло
Центровочные сверла представляют собой спиральные сверла с прямым хвостовиком и двумя канавками, используемые при сверлении центрирующих отверстий на концах вала. Они изготавливаются более мелких размеров.
Drilling Machine Operations
Following are the different operations performed on the drilling machine:
- Drilling operation
- Reaming operation
- Boring operation
- Counterboring operation
- Countersinking operation
- Spot facing operation
- Нарезание резьбы
- Притирка
- Шлифование
- Трепанация
1. Сверление
Сверление — это операция по созданию цилиндрического отверстия путем удаления металла с вращающейся кромки режущего инструмента, называемого сверлом.
Сверление – один из самых простых способов изготовления отверстия. Перед сверлением центр отверстия определяется на заготовке путем проведения двух линий под прямым углом друг к другу, а затем с помощью кернера делается углубление в центре.
Острие сверла нажимается на эту центральную точку для получения необходимого отверстия. Сверление не дает точного отверстия в заготовке, а расположение отверстия не идеально.
Внутренняя поверхность отверстия, полученного при сверлении, становится шероховатой, и размер отверстия всегда немного больше, чем у используемого сверла из-за вибрации шпинделя и сверла. Сверлом диаметром 12 мм можно сделать отверстие с припуском на 0-125 мм, а сверлом на 22 мм можно сделать отверстие с припуском на 0-5 мм.
2. Расширение
Расширение — это точный способ определения размера и чистовой обработки ранее просверленного отверстия. Чтобы закончить отверстие и довести его до точного размера, отверстие сверлят немного меньшего размера.
Скорость шпинделя составляет половину от скорости сверления, и можно использовать автоматическую подачу. Инструмент, используемый для развертывания, известен как развертка, которая имеет несколько режущих кромок.
Развертка не может создать отверстие. Он просто следует по ранее просверленному пути и удаляет очень небольшое количество металла. По этой причине развертка не может исправить положение отверстия. Материал, удаляемый этим процессом, составляет около 0-375 мм, и для точной работы он не должен превышать 0-125 мм.
3. Растачивание
Сверление выполняется на сверлильном станке по причинам, указанным ниже:
- Для увеличения отверстия с помощью регулируемого режущего инструмента только с одной режущей кромкой. Это необходимо там, где нет сверла подходящего размера или когда диаметр отверстия настолько велик, что его невозможно просверлить обычным способом.
- Используется для точной обработки отверстия и доведения его до требуемого размера.
- Для обработки внутренней поверхности отверстия, уже полученного в отливке.
- Используется для исправления круглости отверстия.
- Для корректировки положения отверстия, поскольку расточный инструмент движется независимо от отверстия.
Фреза удерживается в расточной оправке с коническим хвостовиком, который входит в гнездо шпинделя. Для идеальной отделки отверстия его просверливают немного меньшего размера. В прецизионных станках точность достигает + 0,00125 мм. Это более медленный процесс, чем развертывание, и требует нескольких проходов.
4. Зенковка
Зенковка — это операция цилиндрического расширения конца отверстия. Увеличенное отверстие образует квадратное плечо с исходным отверстием. Это необходимо в некоторых случаях для размещения головок болтов, шпилек и штифтов.
Инструмент, используемый для зенковки, называется зенковкой. Зенковки изготавливаются с прямым или коническим хвостовиком для установки в сверлильный шпиндель. Режущие кромки могут иметь прямые или спиральные зубья.
Инструмент направляется направляющей, которая выходит за пределы режущих кромок. Пилот входит в рабочий зазор отверстия малого диаметра и поддерживает выравнивание инструмента.
Эти направляющие можно менять местами для увеличения отверстий разных размеров. Зенковка может дать точность примерно + 0,005 мм . Скорость резания при зенкеровке на 25% меньше, чем при сверлильных работах.
5. Зенковка
Зенковка – это операция конусообразного расширения конца отверстия для обеспечения выемки для винта с плоской головкой или заклепки с потайной головкой, вставленной в отверстие.
Инструмент, используемый для зенкования, называется зенкером. Стандартные зенкеры имеют угол наклона 60, 82 или 90, а режущие кромки инструмента выполнены на конической поверхности. Скорость резания при зенковании на 25% меньше, чем при сверлении.
6. Точечная торцовка
Точечная торцовка — это операция сглаживания и придания квадратной формы поверхности вокруг отверстия под посадочное место для гайки или головки винта. Для этой цели можно использовать зенковку или специальный инструмент для точечной обработки.
7. Нарезание резьбы метчиком
Это операция нарезания внутренней резьбы с помощью режущего инструмента, называемого метчиком. Нарезание резьбы на сверлильном станке может выполняться вручную или на станке.
Метчик можно рассматривать как болт с точной нарезанной на нем резьбой. Резьбы действуют как режущие кромки, которые закалены и отшлифованы. Когда метчик ввинчивается в отверстие, он удаляет металл и нарезает внутреннюю резьбу, которая входит в наружную резьбу того же размера.
8. Притирка
Притирка — это операция по размеру и чистовой обработке отверстия малого диаметра, уже затвердевшего, путем удаления очень небольшого количества материала с помощью притирки. Существует много видов притирочных инструментов.
Обычно используются медные накладки. Притирка входит в отверстие и перемещается вверх и вниз во время вращения.
9. Шлифование
Шлифование может выполняться на сверлильном станке для окончательной обработки закаленного отверстия. Шлифовальный круг вращается вместе со шпинделем и подается вверх и вниз.
Для операции плоского шлифования можно выбрать подходящий шлифовальный круг. Шлифование также может быть выполнено правильно из-за круглости отверстия. Точность операции шлифования достаточно высока, около + 0,0025 мм.
10. Трепанация
Трепанация – это операция по созданию отверстия путем удаления металла по окружности полого режущего инструмента.
Эта операция выполняется для получения отверстий большого диаметра. При изготовлении отверстия удаляется меньше стружки и экономится большая часть материала.
Инструмент может работать на более высоких скоростях, так как вибрация по диаметру инструмента ограничена узкой режущей кромкой. Инструмент напоминает полую трубку с режущими кромками на одном конце и сплошным хвостовиком на другом, чтобы входить в сверлильный шпиндель. Это один из эффективных способов изготовления отверстия.
Заключение :
Вот и все, что мы рассказали о типах сверлильных станков, деталях, операциях. Но если у вас остались сомнения или вопросы по этой теме, вы можете задать их в комментариях. Я знаю, что вам понравилась эта статья, пожалуйста, поделитесь ею с друзьями. Вы можете присоединиться к нашему сообществу Facebook, нажав здесь.
Теперь вы можете загрузить PDF-файл этой статьи:
Загрузить сейчас
Подпишитесь на нашу рассылку, чтобы получать уведомления о наших новых обновлениях:
Введите свой адрес электронной почты
Все изображения машин, использованные в этом посте, взяты с сайта indiamart.com
Читать далее:
- Прорезной станок: типы, детали [Полное руководство]
- Строгальный станок: детали, типы строгального станка и принцип его работы
Компоненты сверлильного станка и их функции
Сверлильный станок как оборудование для проделывания отверстий, он состоит из нескольких частей, чтобы сделать его эффективным для достижения своих целей. С помощью режущего инструмента (сверла) можно выполнять такие операции сверления, как растачивание, развертывание, зенкерование, зенкерование и т. д.
Сегодня мы рассмотрим различные компоненты сверлильного станка, в том числе; основание, колонна или колонна, рычаг, рабочий стол, буровая головка, механизм подачи, шпиндель, сверлильные станки, патрон, электродвигатель, шкив или шестерни и т. д.
Contents
- 0.1 Base
- 0.2 Column or pillar
- 0.3 Upper arm
- 0.4 Worktable
- 0.5 Drill head
- 0.6 Feed mechanism
- 0.7 Spindle
- 0.8 Chuck
- 0.9 Electric motor
- 0.10 Шкив или шестерни
- 1 Подпишитесь на нашу рассылку новостей
- 2 Пожалуйста, поделитесь!
Основание
Эти части буровой машины несут весь вес машины и переносят его на землю. Это основание обычно изготавливается из чугуна или стали из-за их прочности. верхняя часть основания содержит несколько прорезей для поддержки больших работ, а радиальная колонна расположена с одной стороны от нее. Как правило, основание скреплено болтами с землей, а в некоторых случаях оно поддерживается двумя или четырьмя опорами.
Колонна или столб
Как упоминалось ранее, колонна или столб расположены на одной стороне основания. Радиальная колонна чаще всего используется из-за того, что она имеет подвижный рычаг, имеющий возможность двигаться по часовой стрелке и против часовой стрелки.
Колонна также изготавливается из чугуна или стали, так как требуется силовая операция, чтобы выдерживать нагрузку стрелы, а также бурильной головки. Стол с подвижной головкой установлен на колонне, так что стол может двигаться вверх и вниз по мере необходимости.
см. мои рекомендации
Верхний рычаг
Часть сверлильного станка несет буровую головку и корпус с приводным механизмом. Этот материал также изготовлен из того же материала, что и основа, что делает его жесткой структурой. Некоторые производители некоторых сверлильных станков предусматривают направляющую, по которой буровая головка может скользить по плечу.
Читать: Различные виды работы токарных станков
Рабочий стол
Рабочий стол установлен на колонне, выполнен из чугуна. На верхней поверхности стола предусмотрен Т-образный паз, а некоторые столы содержат тиски, в зависимости от выполняемой операции.
Рабочий стол предназначен для перемещения вверх и вниз, а также вправо и влево в зависимости от задания и расположения инструментов. Регулировка стола может производиться как вручную, так и с помощью электрического механизма. Движение этого стола осуществляется реечным механизмом. Форма рабочих столов сверлильного станка круглая или прямоугольная.
Сверлильная головка
Сверлильная головка состоит из различных приводных механизмов. Сверлильная головка крепится к одной стороне бурильной штанги, а над ней крепится сверлильный патрон. эта буровая головка предназначена для скольжения вверх и вниз в зависимости от требований работы. Клиновой ремень используется для передачи мощности от двигателя к шкиву, а от шкива механическая мощность передается на буровую головку. Различные скорости генерируются механизмом конического шкива, а также механизмом зубчатой передачи.
см. мои рекомендации
Механизм подачи
Этот компонент сверлильного станка получает питание от электродвигателя на клиновой ремень и шкив. Движение буровой головки вверх и вниз осуществляется автоматически с помощью электродвигателя, а также с ручной подачей вручную. Реечная передача также может использоваться для преобразования вращательного движения от электродвигателя или вручную в прямолинейное движение.
Шпиндель
Шпиндель представляет собой круглый конический вал, который используется для крепления сверлильного патрона. Он изготовлен из высокоуглеродистой хромистой стали или нержавеющей стали или стальных сплавов. Вращательное движение передается от бурильной головки к кондукторам, на шпинделе предусмотрена замочная скважина. Это позволяет заменить сверлильный патрон. Реечный механизм также способствует движению шпинделя вверх и вниз.
Патрон
Эти детали сверлильного станка крепятся на нижнем конце шпинделя, он удерживает кондуктор. На этом компоненте также предусмотрена замочная скважина, позволяющая менять сверлильные станки. В отличие от токарного станка, сверлильные патроны, как правило, самоцентрирующиеся, и в них используется трехкулачковый патрон. Они изготовлены из специальной легированной стали.
Электродвигатель
В сверлильном станке используется однофазный двигатель переменного тока, он может работать со скоростью от 600 до 5000 об/мин. Для высоких сверлильных станков используется большее число оборотов в минуту. Электродвигатель передает механическую энергию от шкива к шпинделю и обеспечивает различную скорость.
Шкив или шестерни
Эти компоненты используются для передачи мощности, а также для создания различных скоростей. Коническая передача используется в основном в сверлильных станках для передачи мощности под углом 90 градусов.
