Приспособления применяемые на токарных станках: Приспособления для токарного станка
Содержание
Приспособления для токарного станка по металлу — фиксации, шлифовки, фрезеровки
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.

- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.

На рисунке выше представлены конструкции центров: а — обыкновенный; б — рифленый; в — с выточкой, г — вращающийся для заготовок с центровыми углублениями; д — вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а — центровые; б — шпиндельная; 1 — стержень; 2 — заготовка; 3 — разрезной элемент; 4 — гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки.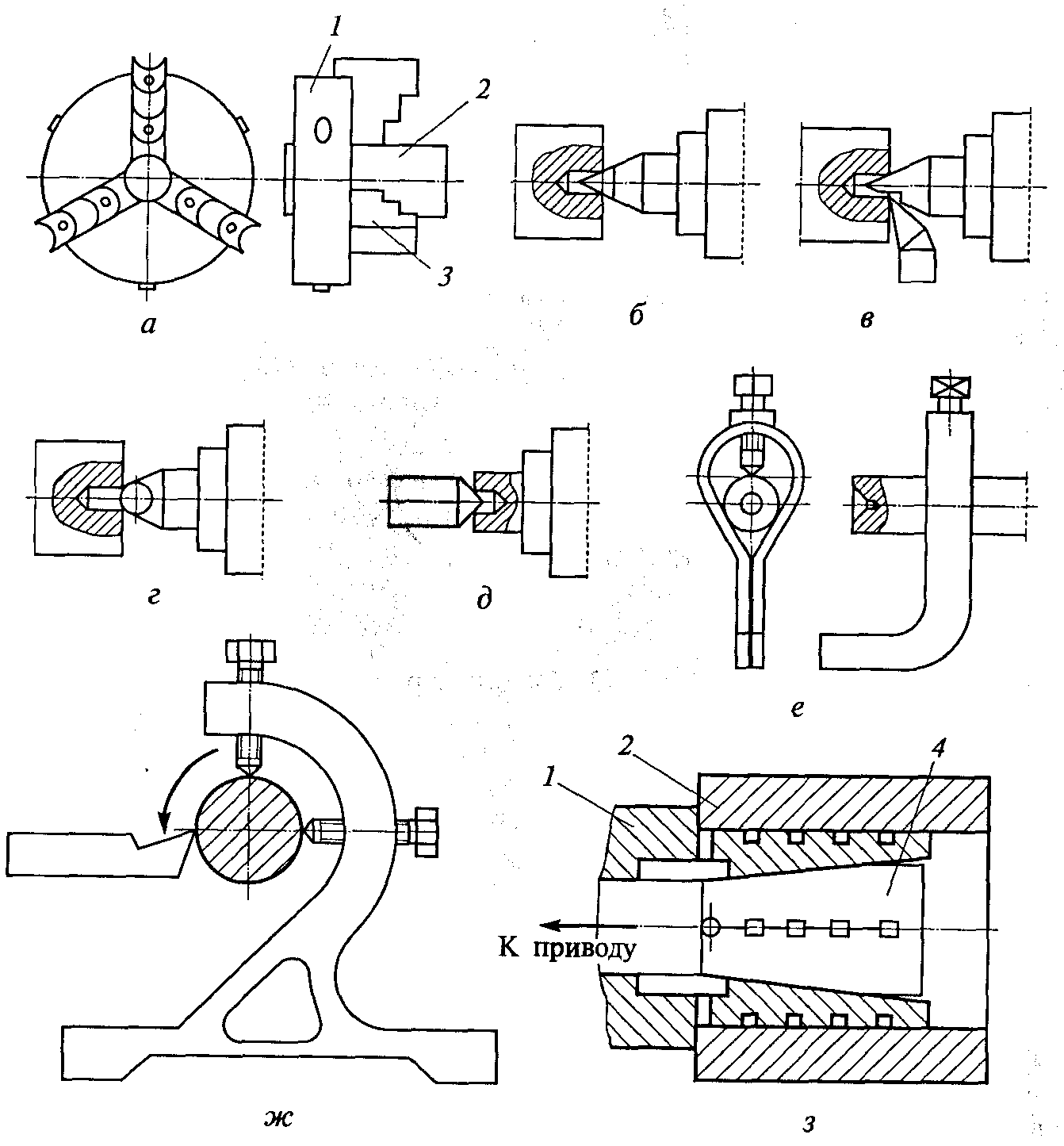 Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Приспособления и инструменты для токарных работ. Семинский В. К., Вирченко П. Т., Платонов С. А. «Технiка», 1977,158 с. // Библиотека технической литературы
Приведены описания и чертежи прогрессивных приспособлений и инструментов к универсальным токарным станкам, применение которых способствует повышению производительности труда и качества обрабатываемых деталей, облегчению труда токаря, обеспечению условий для выполнения требований техники безопасности.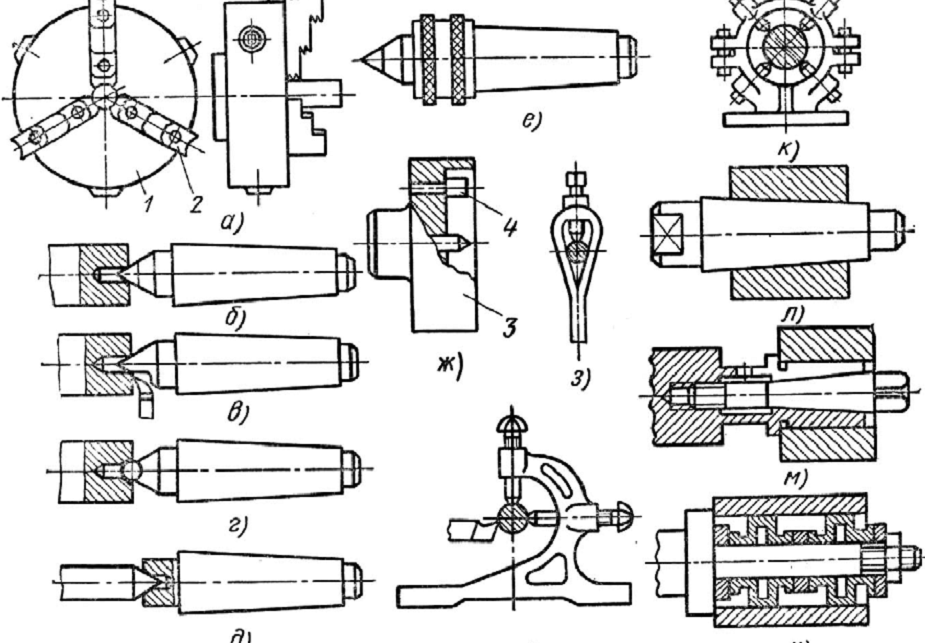 Обобщен опыт новаторов, показано много различных конструкций приспособлений и инструментов, что дает возможность подобрать для конкретных условий работы наиболее рациональные из них. Предназначена для токарей. Может быть полезна мастерам, технологам по металлообработке, конструкторам по проектированию технологической оснастки и режущего инструмента, учащимся и преподавателям системы профтехобразования.
Обобщен опыт новаторов, показано много различных конструкций приспособлений и инструментов, что дает возможность подобрать для конкретных условий работы наиболее рациональные из них. Предназначена для токарей. Может быть полезна мастерам, технологам по металлообработке, конструкторам по проектированию технологической оснастки и режущего инструмента, учащимся и преподавателям системы профтехобразования.
Размер: 4,30 Мб
Формат: djvu
Скачать книгу с letitbit.net
Скачать книгу с depositfiles.com
Не работает ссылка? Напишите об этом в комментарии.
Оглавление:
Предисловие.
Приспособления для закрепления деталей на токарных станках.
Трехкулачковый реечный пневматический патрон.
Трехкулачковый пневматический патрон.
Самоцентрирующий пневматический патрон.
Цанговый патрон с пневматическим зажимом.
Центробежный цанговый патрон.
Инерционный шариковый патрон.
Рычажный цанговый патрон для станков типа ТВ-320.
Цанговый патрон для станка типа 1Е61М.
Самозажимной цанговый патрон.
Быстрозажимной цанговый патрон для деталей диаметром от 5 до 20 мм.
Быстрозажимной цанговый патрон для деталей диаметром до 40 мм.
Быстрозажимной цанговый патрон для обработки деталей типа шайб.
Цанга с твердосплавными вставками.
Патрон для обточки и расточки эксцентриков.
Регулируемые кулачки к самоцентрирующим патронам.
Трехкулачковый патрон с «сырыми» насадками.
Хомут для расточки кулачков самоцентрирующих патронов.
Безопасный ключ к самоцентрирующим патронам.
Универсальный ключ к патрону и резцедержателю.
Ключ для самоцентрирующего патрона со сменными вставками.
Беззазорная оправка.
Оправка для обработки втулок без остановки станка.
Многоступенчатая оправка для обработки деталей типа колец и втулок.
Оправка для обработки пальцев.
Оправка для одновременной подрезки двух торцов.
Оправка для обработки деталей без остановки станка.
Поводковый патрон.
Самозажимной поводковый патрон.
Самозажимной патрон для крепления валиков при нарезании резьбы в центрах.
Торцевой патрон для получистовой и чистовой обработки.
Вращающийся центр.
Шариковый упорный центр.
Универсальный корпус для съемных вращающихся центров.
Вращающийся центр-сверло.
Люнет с вращающимся самоцентрирующим патроном.
Вращающийся люнет для тонких заготовок.
Люнет для отрезки тонких Заготовок от прутка.
Упоры.
Барабанный упор.
Регулируемый внутришпиндельный упор.
Внутришпиндельный шариковый упор.
Внутришпиндельный пружинный упор.
Внутрицанговый упор.
Шариковый упор для отрезки заготовок.
Индикаторный упор для обработки ступенчатых деталей.
Приспособления и инструменты для центровки и сверления деталей.
Трехстороннее центровочное сверло.
Комбинированное центровочное сверло.
Насадка с центровочным сверлом на вращающемся центре.
Центровочное приспособление, закрепляемое на сверле.
Приспособление для центровки.
Эксцентриковое центровочное приспособление для обработки деталей небольших диаметров.
Приспособление для сверления глубоких отверстий на токарно-винторезном станке.
Реечное приспособление для глубокого сверления.
Приспособление для сверления отверстий малого диаметра.
Быстродействующее приспособление для сверления глубоких отверстий.
Револьверная головка к задней бабке токарного станка.
Револьверная 4-позиционная головка к задней бабке.
Качающаяся шарнирная оправка для крепления разверток.
Приспособления для обработки фасонных поверхностей.
Приспособления для полуавтоматической обточки ступенчатых валов.
Специальный вращающийся центр для обточки конусов.
Механизированное приспособление для обточки и расточки пологих конусов.
Приспособление для обточки конусов.
Приспособление с синусной линейкой для обточки конусов.
Копировальное приспособление для обточки фасонных поверхностей.
Приспособление для обточки фасонных поверхностей.
Приспособление для обточки сфер.
Приспособление с вращающимся столом для обточки сфер.
Приспособление для чистовой обточки сфер вращающимся резцом.
Приспособление с ручной подачей для расточки сфер.
Приспособление для расточки сфер диаметром от 10 до 60 мм.
Приспособление для расточки сфер диаметром от 50 до 100 мм.
Приспособление для обработки внутренних шестигранников.
Приспособления для нарезания резьб, навивки пружин и накатки.
Резцовая головка для быстрого отвода резьбового резца.
Приспособление для скоростного нарезания резьб с плавным выводом резца.
Приспособление для скоростного нарезания наружных и внутренних резьб в упор.
Приспособление для нарезания внутренних резьб с автоматическим выводом резца.
Универсальное переналаживаемое приспособление для нарезания наружных и внутренних резьб в упор с автоматическим отводом резца.
Устройство для установки глубины резания при нарезании трапецеидальной резьбы с использованием прямого и обратного хода суппорта.
Приспособление для двухстороннего нарезания резьб.
Нарезание точных внутренних резьб блоком резцов.
Нарезание резьб дисковыми резцами.
Головка для калибрования резьб накатными роликами.
Делительное приспособление для нарезания многозаходных резьб.
Центр-шаблон для установки резца при нарезании резьбы.
Плашкодержатель с автоматическим выключением в зависимости от длины нарезаемой резьбы.
Оправка для нарезания резьбы.
Подпружиненный плашкодержатель.
Плашкодержатель с винтовым пазом для резьбонарезного инструмента.
Головка с плашкодержателем, закрепленным на вращающемся центре.
Откидное устройство для нарезания резьбы плашками.
Компенсирующий патрон для нарезания резьбы метчиками.
Патрон для нарезания резьбы метчиками.
Предохранительный патрон для нарезания резьбы метчиками.
Самоцентрирующий патрон для крепления метчиков.
Наборная оправка для навивки пружин на токарном станке.
Оправка для навивки длинных и тонких пружин.
Приспособление для навивки длинных и тонких пружин.
Универсальное приспособление для навивки пружин.
Универсальная головка для накатки.
Трехроликовая головка для накатки.
Накатные кулачки.
Приспособления для крепления инструмента на токарных станках.
Дополнительный резцедержатель к станку ТВ-320.
Дополнительная съемная бабка.
Многоинструментальный резцедержатель-планка.
Центрирующая головка к резцедержателю токарного станка.
Устройство для установки резцов.
Универсальный резцедержатель.
Резцедержатель с механическим креплением инструментальных блоков.
Опора для отрезных резцов.
Предохранительная прокладка.
Борштанга для расточки люнетов на токарном станке.
Модернизированная пружинная державка для резьбовых резцов с круглым сечением.
Шарнирно-подпружиненная державка.
Державка с дисковым резцом.
Державка с многолезвийным отрезным резцом.
Клиновая державка для отрезного пластинчатого резца.
Комбинированная державка для резцов.
Державка для пластинчатых резьбовых резцов.
Державка для диагонального крепления резцов с квадратным сечением.
Державка для крепления пластин из твердого сплава при расточке и нарезании внутренней резьбы.
Резцы цельные и с напайными пластинками.
Отрезной резец.
Сборный отрезной резец.
Сборный двусторонний отрезной резец.
Двусторонний отрезной резец.
Резец для обработки ручьев шкивов для клиноременной передачи.
Двухлезвийный расточной резец.
Специальный резец для растачивания канавок.
Стружколомающая накладная пластинка для токарных резцов.
Резцы с механическим креплением твердосплавных пластинок.
Резец с эксцентриковым креплением пластинки.
Резец с механическим креплением фасонной пластинки.
Резец с клиновым креплением пластинки.
Резец с механическим креплением многогранной пластинки.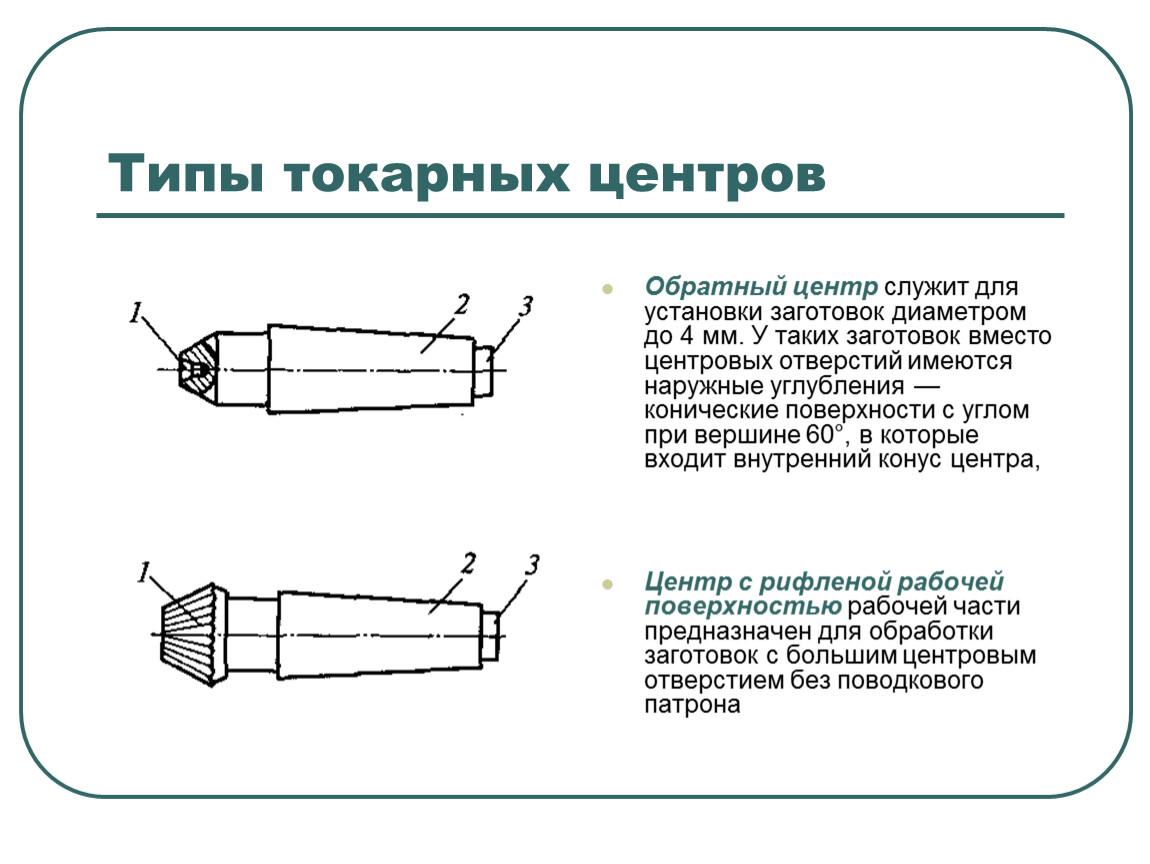
Подпружиненный резец с механическим креплением пластинки.
Резец с механическим креплением круглой пластинки.
Резьбовой резец с механическим креплением пластинки.
Приспособления и инструменты для токарно-лекальной обработки.
Притир для доводки валиков.
Притир для доводки гладких колец.
Притир для доводки глухих отверстий больших диаметров.
Приспособление для установки деталей при доводке.
Разные приспособления и инструменты.
«Ловушка» для стружки.
Приспособление для ремонта вращающихся центров.
Шаблон для затачивания сверл.
Устройство для снятия фасок при отрезке заготовок.
Конусное сверло-развертка.
Сверло с эксцентрично расположенным выступом хвостовика.
Приспособление для вырезания отверстий в шестернях.
Расточная головка.
Штангенциркуль для измерения диаметра трехперых разверток и зенкеров.
Индикаторное приспособление для точной установки оправок.
Индикаторное приспособление для измерения отклонений цилиндрических поверхностей от заданного эталона.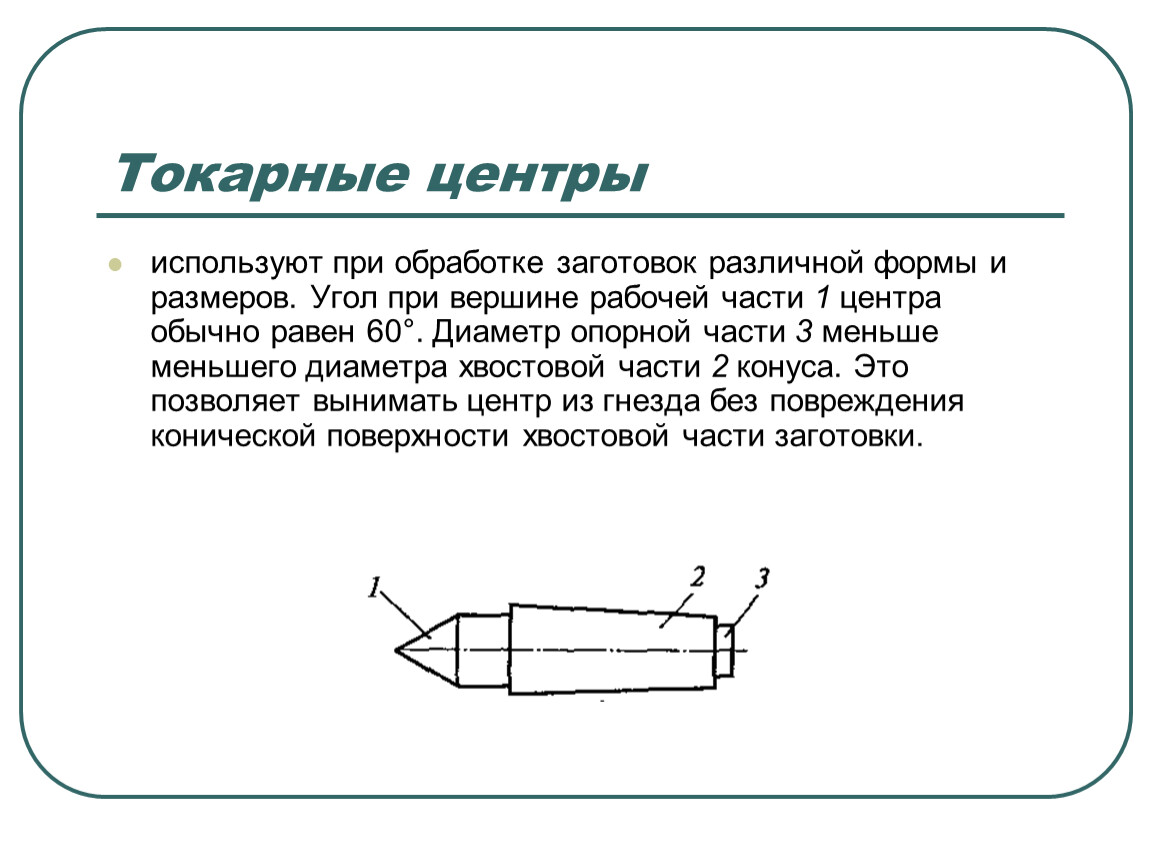
Индикаторное приспособление для настройки резцов относительно горизонтальной оси станка.
Приспособление для настройки инструмента на заданный размер.
Индикаторное приспособление для размерной настройки резьбовых резцов.
Индикаторное приспособление для выверки деталей на токарном станке.
Метки: 1Е61М, Быстрозажимной цанговый патрон, Вращающийся центр, Державка, Индикаторное приспособление, Комбинированное центровочное сверло, Люнет, Накатные кулачки, Нарезание резьбы, Приспособление для обточки сфер, Приспособление для центровки, Приспособления для токарных работ, Притир, Резец, ТВ-320, Трехкулачковый патрон, Трехстороннее центровочное сверло, Упоры, Цанга, Цанговый патрон
различных типов приспособлений, используемых в производстве | Reid Supply
Хотя эти два термина взаимозаменяемы, приспособления и приспособления на самом деле очень разные устройства, которые в основном используются в сочетании друг с другом. Эти устройства в основном используются в операциях механической обработки , чтобы помочь уменьшить человеческие усилия во время массового производства.
Однако в этом руководстве мы сосредоточимся в первую очередь на различных типах светильников , их назначении, преимуществах и том, в какой отрасли они больше всего зависят от них.
Преимущества приспособлений
Источник: PxHere процесс обработки с по отношению к обрабатывающим инструментам. Наиболее распространенным типом крепления являются тиски , которые можно найти почти во всех мастерских. Их основные преимущества:
- Повышенная производительность
- Повышенная точность обработки
- Высокоскоростной производственный процесс
- Сохраняется взаимозаменяемость
- Высокая жесткость зажима для станков с ЧПУ и токарных операций на крупных деталях
- Повышенный уровень качества готовой продукции
Наиболее распространенные типы приспособлений, используемых в производстве
Приспособления специально разработаны для случаев, когда режущий инструмент не может легко направляться с помощью различных типов приспособлений. Поскольку они используются практически при любой операции механической обработки, основанной на точном соотношении между заготовкой и режущим инструментом, эти устройства часто обозначаются цифрой 9.0003 обрабатывающие инструменты на которых они используются. Ниже мы различаем следующие типы в зависимости от конструкции приспособления:
Поскольку они используются практически при любой операции механической обработки, основанной на точном соотношении между заготовкой и режущим инструментом, эти устройства часто обозначаются цифрой 9.0003 обрабатывающие инструменты на которых они используются. Ниже мы различаем следующие типы в зависимости от конструкции приспособления:
Токарные приспособления
Они обычно устанавливаются на патроны шпинделя станка при токарных операциях, как и на токарных станках . В зависимости от обрабатываемой детали токарные приспособления могут быть оснащены противовесами для балансировки несбалансированного приспособления.
Приспособления для фрезерования
Приспособления для фрезерования обычно установлены на обрабатывающих столах лицом к планшайбе или шпинделю фрезерного станка . Заготовка укладывается в основание приспособления и зажимается перед началом фрезерных работ. Однако во время работы режущий инструмент остается на месте, а обрабатывающий стол вместе с заготовкой смещается относительно фрезы.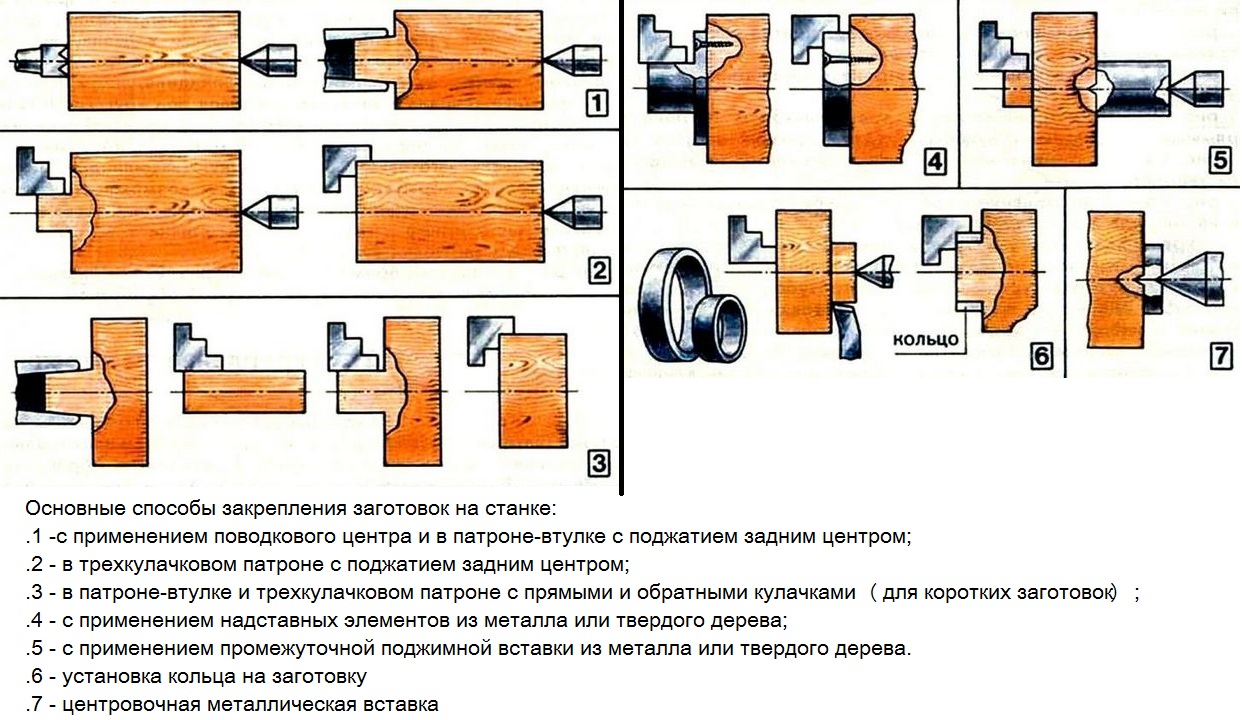
Расточные приспособления
Расточные приспособления основаны на принципах сверлильных кондукторов, поскольку расточная оправка проходит через направляющую втулку, аналогичную 9.0003 втулка сверла . Его основная функция – удерживать заготовку в правильном положении относительно расточной оправки. Поскольку на них не действуют сильные силы резания, расточные приспособления не должны быть такими прочными.
Шлифовальные приспособления
Существует несколько различных форм шлифовальных приспособлений, используемых в шлифовальных станках для удержания, размещения или поддержки заготовок, подлежащих шлифованию. Однако, независимо от их формы, они должны иметь приспособления для подачи и отвода охлаждающей жидкости.
Приспособления для нарезания резьбы
Эти удерживающие приспособления специально разработаны для позиционирования и фиксации заготовок при нарезании резьбы — нарезании внутренней резьбы в просверленных отверстиях. Они в основном используются на нестандартных и несбалансированных деталях, особенно в массовом производстве, для сверления, нарезания резьбы и развертывания .
Они в основном используются на нестандартных и несбалансированных деталях, особенно в массовом производстве, для сверления, нарезания резьбы и развертывания .
Делительные приспособления
Они специально используются для обработки деталей, которые должны иметь обработанные детали, расположенные на равном расстоянии друг от друга.
Сварочные приспособления
Сварочные приспособления предназначены для удержания и поддержки различных компонентов, предназначенных для проведения сварочных работ, и предотвращения возможных перекосов сварных конструкций. Конструкция этих приспособлений должна быть жесткой и устойчивой, а зажимные элементы должны располагаться вдали от зоны сварки.
Приспособления Duplex
Приспособления Duplex предназначены для облегчения одновременной обработки двух деталей на отдельных обрабатывающих станциях. В зависимости от производственных потребностей эти детали могут обрабатываться одинаково или последовательно.
Сборочные приспособления
Используются для скрепления различных деталей и компонентов при сборке. Они похожи на сварочные приспособления, но вместо горячего соединения используются для механической сборки.
Приспособления для протяжки
Приспособления для протяжки, в основном используемые с пластинами, используются для удержания заготовки во время операций протяжки.
В какой отрасли производства светильники используются чаще всего?
Источник:
Крепежные приспособления в основном используются в механической обработке , а также в любой другой отрасли, которая в значительной степени зависит от сверления, шлифования, резки и сборки, включая столярное дело и строительство.
Резюме
Крепежные приспособления — это удерживающие устройства, предназначенные для обеспечения точности и повторяемости изготовления деталей в массовом масштабе. Если вы хотите , узнайте больше о приспособлениях и приспособлениях , посетите Reid Supply и их обширную библиотеку руководств и технической литературы. 1 из 40 02 Бизнес
Если вы хотите , узнайте больше о приспособлениях и приспособлениях , посетите Reid Supply и их обширную библиотеку руководств и технической литературы. 1 из 40 02 Бизнес
Токарные приспособления и цанги
Реклама
Реклама
Реклама
ПОВОРОТНОЕ ОБОРУДОВАНИЕ
- ПОВОРОТНОЕ ОБОРУДОВАНИЕ
- ПОВОРОТНОЕ ОБОРУДОВАНИЕ
КОМПЛЕКТУЮЩИЕ, ПРОИЗВОДИМЫЕ НА СТАНКЕ,
ДЕШЕВЛЕ ИЗ-ЗА МЕНЬШЕГО МАШИНО-ЧАСА
СКОРОСТЬ ПО СРАВНЕНИЮ С ДОРОГИМ ФРЕЗЕРОВАНИЕМ
МАШИНА И ДОРОГАЯ ФРЕЗА
ВСТАВКИ.
НАЛИЧИЕ ТОКАРНОГО СТАНКА БОЛЬШЕ РАСПРОСТРАНЕНО
ПО СРАВНЕНИЮ С ФРЕЗЕРНЫМИ СТАНКАМИ.
АСИМЕТРИЧНЫЕ ЗАДАНИЯ МОГУТ БЫТЬ РАСПОЛОЖЕНЫ
С ИСПОЛЬЗОВАНИЕМ ПРИСПОСОБЛЕНИЯ, КОТОРОЕ МОЖНО ПРОСВЕРЛЯТЬ,
ОБРАБАТЫВАЕМЫЕ, РАСТОЧНЫЕ, РАССВЕРЛЕННЫЕ НА ТОКАРНОМ МАТЕРИАЛЕ
С ИСПОЛЬЗОВАНИЕМ СПЕЦИАЛЬНО ПРЕДНАЗНАЧЕННОГО ПРИСПОСОБЛЕНИЯ. - НЕКОТОРЫЕ КОНСТРУКТИВНЫЕ СООБРАЖЕНИЯ
СВЕТИЛЬНИКИ
ПРИ ПРОЕКТИРОВАНИИ ПОВОРОТНОГО ОБОРУДОВАНИЯ
СЛЕДУЕТ СОВЕРШЕННО ВНИМАТЕЛЬНЫМ ОБЕСПЕЧИВАТЬ
ИЗБЕГАЙТЕ ПРОГНОЗОВ ДЛЯ
БЕЗОПАСНОСТЬ ОПЕРАТОРА
ТОЧНОСТЬ СТАНКА
ДОЛЖНА БЫТЬ ЗАЩИЩЕНА РАЗМЕЩЕНИЕМ
НЕОБХОДИМЫЕ БАЛАНСИРОВОЧНЫЕ ГРУЗЫ В
СВЕТИЛЬНИК - НЕКОТОРЫЕ КОНСТРУКТИВНЫЕ СООБРАЖЕНИЯ
ВРАЩАЮЩИЕСЯ СВЕТИЛЬНИКИ
ВЫСТУП СВЕТИЛЬНИКА ДОЛЖЕН
БУДЬТЕ МИНИМУМ
СВЕТИЛЬНИК ДОЛЖЕН БЫТЬ СООТВЕТСТВУЮЩИМ
РАСПОЛОЖЕН НА ЛИЦЕВОЙ ПЛИНЕ
СВЕТИЛЬНИК ДОЛЖЕН БЫТЬ ПРОЕКТИРОВАН
УЧИТЫВАЯ СТАНДАРТНЫЕ СЛОТЫ
ДОСТУПНО В ЛИЦЕВОЙ ПЛАСТИНЕ ДЛЯ ЗАЖИМА
СВЕТИЛЬНИК.
- ПОЧЕМУ И КОГДА ИСПОЛЬЗУЕТСЯ ЛИЦЕВАЯ ПЛИТА
ЛИЦЕВАЯ ПЛИТА ТОЧНО ПОВЕРНУТА И
РАСПОЛОЖЕН ДЛЯ СООТВЕТСТВИЯ НОСКУ ГЛАВНОГО ШПИНДЕЛЯ.
КОНУС НА ШПИНДЕЛЕ И КОНУС НА ОТВЕРСТИИ
ЛИЦЕВОЙ ПЛИТЫ ТОЧНО СООТВЕТСТВУЕТ.
АССИМЕТРИЧЕСКИЕ ЗАГОТОВКИ МОГУТ ПОДДАВАТЬСЯ ОБРАБОТКЕ
ИСПОЛЬЗОВАНИЕ ЛИЦЕВОЙ ПЛИТЫ.
ВРЕМЯ, НЕОБХОДИМОЕ ДЛЯ УСТАНОВКИ РАБОТЫ, СОСТАВЛЯЕТ
ОГРОМНЫЙ, ТРУДОЗАБОТНЫЙ И МЕНЕЕ БЕЗОПАСНЫЙ. ЭТОТ
МОЖЕТ ПРИВЕСТИ К ОТКАЗУ ОТ РАБОТЫ.
ПОЭТОМУ НАСТОЯТЕЛЬНО РЕКОМЕНДУЕТСЯ
ПРИСПОСОБЛЕНИЕ, ЕСЛИ МОЖЕМ ОБОСНОВАТЬ СТОИМОСТЬ. - ПРИСПОСОБЛЕНИЕ ДЛЯ ТОКА
ПРЕДНАЗНАЧЕННЫЙ СВЕТИЛЬНИК МОЖЕТ БЫТЬ РАСПОЛОЖЕН
НА ЛИЦЕВОЙ ПЛИНЕ.
СВЕТИЛЬНИК ДОЛЖЕН БЫТЬ ЗАЖИМОМ
ЛИЦЕВАЯ ПЛИТА ПОДХОДИТ.
ВЕС СВЕТИЛЬНИКА ДОЛЖЕН БЫТЬ
МИНИМУМ КАК ВОЗМОЖНО И ДИЗАЙН
ДОЛЖНЫ ПРИНИМАТЬ ПРИЛОЖЕННЫЕ УСИЛИЯ РЕЗАНИЯ
ПО ИНСТРУМЕНТУ. - ОБЩИЕ ПОЛОЖЕНИЯ ДЛЯ СТАНКА
НАДЕЖНО ЗАХВАТИТЕ ВРАЩАЮЩУЮСЯ ДЕТАЛИ,
ПРИСПОСОБЛЕНИЕ ДЛЯ СОПРОТИВЛЕНИЯ КРУТЯЩИМ СИЛАМ.
СВЕТИЛЬНИК ДОЛЖЕН БЫТЬ ЖЕСТКИМ И ВЫСТУПАЮЩИМ
ДОЛЖЕН БЫТЬ МИНИМАЛЬНО ВОЗМОЖНЫМ
РАЗМЕР ЗАЖИМНОГО ВИНТА СЛЕДУЕТ ВНИМАТЕЛЬНО
ВЫБРАН ДЛЯ СОПРОТИВЛЕНИЯ КРУТЯЩЕМУ МОМЕНТУ.
РАСПОЛОЖИТЕ ЗАГОТОВКУ НА КРИТИЧЕСКИХ ПОВЕРХНОСТЯХ
ОТКУДА ВСЕ ИЛИ ОСНОВНЫЕ И УГЛОВЫЕ
ДОПУСКИ ПРИНИМАЮТСЯ. - ОБЩИЕ ПОЛОЖЕНИЯ ДЛЯ СТАНКА
ОБЕСПЕЧЬТЕ ДОСТАТОЧНУЮ ПОДДЕРЖКУ ХРУПКИМ
СЕКЦИЯ ИЛИ СЕКЦИИ ПОД ДАВЛЕНИЕМ
ТОКАРНЫЕ ИНСТРУМЕНТЫ.
СВЕТИЛЬНИК ДОЛЖЕН БЫТЬ ТОЧНО БАЛАНСИРОВАН
ИЗБЕГАЙТЕ ВИБРАЦИИ ПРИ ВЫСОКОЙ СКОРОСТИ ШПИНДЕЛЯ.
НАПРАВЛЯЮЩАЯ ВТУЛКА ДЛЯ ОПОРНЫХ ИНСТРУМЕНТОВ СЛЕДУЕТ
БУДЬТЕ ПРЕДОСТАВЛЕНЫ ТАМ, ГДЕ ЧРЕЗВЫЧАЙНАЯ ТОЧНОСТЬ
ТРЕБУЕТСЯ ПРИ РАСТОЧНЫХ ОПЕРАЦИЯХ
СОКРАЩЕНИЕ ВРЕМЕНИ, НЕОБХОДИМОЕ ДЛЯ ЗАГРУЗКИ И
РАЗГРУЗКА ДЛЯ ОБОСНОВАНИЯ СНИЖЕНИЯ ОБЩЕЙ ЗАТРАТЫ
НА КОМПОНЕНТ, КОЛИЧЕСТВО БУДЕТ
ПРОИЗВОДСТВО - ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ МОГУТ
ТАКЖЕ ИСПОЛЬЗУЕТСЯ КАК ФРЕЗЕРОВАНИЕ, СВЕРЛЕНИЕ
И ОТДЕЛОЧНЫЕ МАШИНЫ.
ОНИ ОГРАНИЧИВАЮТСЯ НИЗКИМ ДО
СРЕДНИЙ РАЗМЕР. - ХАРАКТЕРИСТИКИ HBMS
ЗАГОТОВКА / ЗАДАНИЕ УДЕРЖИВАЕТСЯ НА СТОЛЕ МАШИНЫ С ПОМОЩЬЮ
ПРИСПОСОБЛЕНИЕ(РАБОТАЕТ ПРИСПОСОБЛЕНИЕ ИЛИ ПО
РАБОТА). НИКОГДА НЕ ЗАБЫВАЙТЕ НАБРАТЬ ЗАДАНИЕ ПОСЛЕ
ЗАЖИМ ДЛЯ ОБЕСПЕЧЕНИЯ ОТСУТСТВИЯ ПЕРЕМЕЩЕНИЯ
ЗАЖИМ.
ГОРИЗОНТАЛЬНЫЕ ШПИНДЕЛИ, КОТОРЫЕ ВРАЩАЮТ РЕЖУЩИЕ ИНСТРУМЕНТЫ.
МОЩНАЯ ПОДАЧА ШПИНДЕЛЯ ДЛЯ ОПЕРАТИВНОЙ РЕЗКИ
ИНСТРУМЕНТЫ В ЗАГОТОВКИ.
ОТНОСИТЕЛЬНОЕ ДВИЖЕНИЕ МЕЖДУ ШПИНДЕЛЕМ И
ЗАГОТОВКА
МОЩНАЯ ПОДАЧА СЕДЛА ПАРАЛЛЕЛЬНО ОСИ ШПИНДЕЛЯ. - Цанги
- ВНЕШНИЕ ЛОКАТОРЫ
ЦАНГИ ШИРОКО ИСПОЛЬЗУЮТСЯ ДЛЯ
РАСПОЛОЖИТЕ РЕЖУЩИЕ ИНСТРУМЕНТЫ ОЧЕНЬ
ТОЧНО НА ФРЕЗЕРНОМ / ТОКАРНОМ /
ЦАНГИ ИЗГОТОВЛЕНЫ ИЗ ПРУЖИНЫ
СТАЛЬ
ВАРИАНТ РЕЗКИ
ИНСТРУМЕНТ НЕ ДОЛЖЕН БЫТЬ СЛИШКОМ ВЫСОКИМ
(ОБЫЧНО ДОПУСК РЕЗКИ
ИНСТРУМЕНТ ИС h6 / h8) - ТИПЫ Цанг
Выталкивающие цанги
Втягивающие цанги
Цанги мертвой длины - Выталкивающие цанги
- Вставные цанги
- Цанги с мертвой длиной
- Цилиндрические вкладыши
- Оправки
- Оправки
Оправки — это внутренние локаторы, используемые для
концентрическая обработка снаружи
диаметр заготовок с готовой
скучно. - Типы оправок
Конические оправки
Осевые зажимные оправки
Расширяющие оправки
Резьбовые оправки - Конические оправки
- Это конические стержни с центром в
торцы для совмещения с осью станка и
плоская поверхность для крепления держателя привода.
Конусность обычно составляет от 0,4 до 0,5 мм.
за метр.
Это ограничивает изменение диаметра отверстия
заготовки и так, для большой разницы в
отверстия, необходимо использовать разные оправки.
Конус облегчает фрикционный привод
заготовка, которая обычно прессуется на
оправка с оправочным прессом. - Для повторного использования оправки должны быть
закалены, а центры защищены
встречные отверстия для предотвращения повреждений из-за
случайное падение.
Конические оправки редко используются в массовом производстве.
производства, так как они требуют более длительной работы
время погрузки и разгрузки шт. - Осевые зажимные оправки (без
точно для производственных целей) - Широко используются для шлифования
наружный диаметр кустов.
Установочный диаметр должен соответствовать плотной посадке
с минимальным размером отверстия заготовки.
Следовательно, максимальный размер отверстия
деталь будет ослаблена на оправке из-за
величина, равная допуску заготовки.
Таким образом, возможная концентричность ч/б
внутренний и внешний диаметр заготовки
был бы равен допуску на отверстие
часть работы.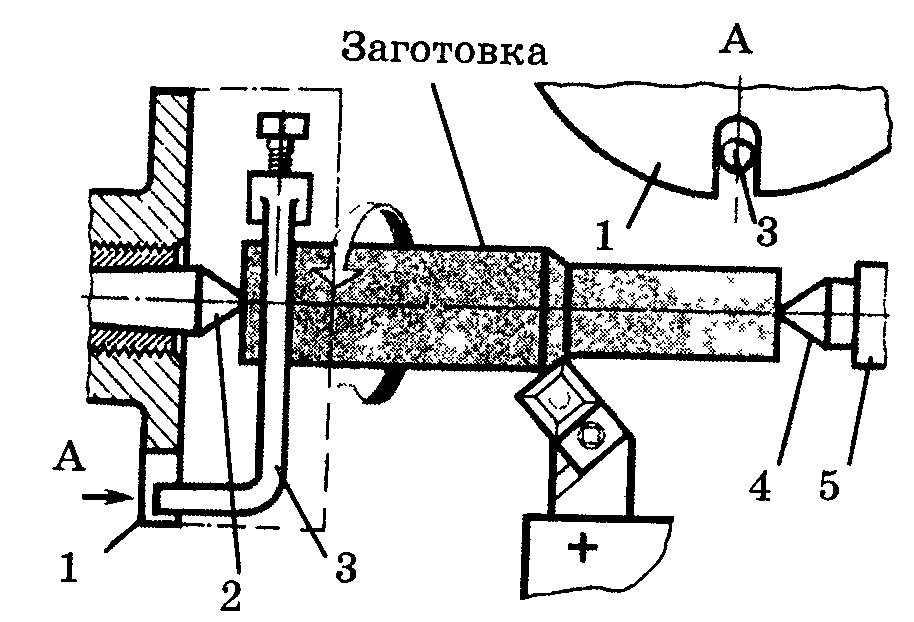
- Заготовка зажимается в осевом направлении с помощью C
шайба и шестигранная гайка, которые позволяют
быстрая погрузка и разгрузка.
Ведущий штифт служит встроенным приводом
перевозчик. Оправка снабжена
защищенные центры и закалены, чтобы свести к минимуму
износ посадочного диаметра. - Разжимные оправки
- Для высокой концентричности расширения
следует использовать оправки.
Они позволяют регулировать положение
диаметр в соответствии с изменением размера отверстия
часть работы.
Фактически разжимные оправки зажимают заготовку
часть на канале ствола, так как цанга захватывает приклад
наружный диаметр.
Следовательно, нет зазора между
оправка и заготовка, которая объясняет
высокая степень концентричности. - Оправка разделена на три или четыре части и
удерживаются на расширяющемся конусе фиксатором
пружина, вращение конуса по часовой стрелке толкает
части оправки наружу против заготовки, чтобы
найти и зажать его.
Вращение конуса в обратном направлении
уменьшает расстояние ч / б частей оправки, которые
поджимается стопорной пружиной.
