Притир чугунный: Притир чугунный 7/5 на алюминиевом бланке
Содержание
Чугунные притиры
|
0 Товары | — |
0.00 RUB |
|
В корзину | ||
| ||
| ||
| ||
| ||
| ||
| ||

 1 Кг
1 КгCopyright MAXXmarketing GmbH
JoomShopping Download & Support
Притир чугунный 153x25x4,5мм на алюминиевом бланке
Категории:
Инструмент для заточки
Код товара: УТ000032084
Розничный магазин: В наличии
Интернет магазин: В наличии
Нет в наличии
1 950 ₽
В 1 клик
Притир чугунный 153*25*4,5мм на алюминиевом бланке теперь в вашей корзине покупок
К сравнению
В избранное
Получение информации о методах доставки
- Описание
- Характеристики
Аксессуары
- Отзывы (0)
Доставка и Оплата
Гарантия и возврат
Притир чугунный, размером 153 х 25 х 4,5.![]() Наклеен тонким 2-х сторонним скотчем 3М на алюминиевый бланк толщиной 3 мм стандартного размера 160 х 25 х 3 мм. Общая толщина притира и бланка 8 мм. Применяется для конечных заточных операций на ручных станках для заточки ножей типа: Профиль, Вектор, Казак и т.д. Поверхности притира шлифованы на шлифовальном станке (тонкая, практически зеркальная шлифовка).
Наклеен тонким 2-х сторонним скотчем 3М на алюминиевый бланк толщиной 3 мм стандартного размера 160 х 25 х 3 мм. Общая толщина притира и бланка 8 мм. Применяется для конечных заточных операций на ручных станках для заточки ножей типа: Профиль, Вектор, Казак и т.д. Поверхности притира шлифованы на шлифовальном станке (тонкая, практически зеркальная шлифовка).
Характеристики:
- Марка чугуна: СЧ18-20
- Размер камня: 153 х 25 х 4,5 мм
- Размер бланка: 160 х 25 х 3 мм
- Общая толщина: 8 мм
| Производство | Россия |
| Страна | Россия |
| Габариты | 153 × 25 × 4. |
 5 мм
5 ммГарантия и возврат
Закрыть
Этот товар есть в наличии в нашем розничном магазине по адресу:
Санкт-Петербург, Апраксин переулок 12
Ежедневно с 10.00 до 20.00
А тут можно виртуально побродить по нашему магазину.
GemWorld-Изготовление и подготовка чугунных притиров
GemWorld-Изготовление и подготовка чугунных притиров
| Мир драгоценных камней обеспечивает… |
| ЧУГУННЫЙ ПРИХОД ИНСТРУКЦИИ |
КАК ИЗГОТОВИТЬ ЧУГУННЫЙ ПРИХОД
Некоторые предложения
|
 В зависимости от оборудования вашего магазина поместите утюг в
В зависимости от оборудования вашего магазина поместите утюг в

 Если вы сможете найти литейный цех, который возьмет на себя
Если вы сможете найти литейный цех, который возьмет на себяС ИСПОЛЬЗОВАНИЕМ КОЛЕНЕЙ Краткие инструкции Вот как Роберт Гисбрехт и другие готовят чугунный круг:
Подробные инструкции
Примечание:
Если у вас есть другой способ или лучший способ, сообщите нам об этом. |

 Если вам достаточно повезло
Если вам достаточно повезло

Напишите нам по адресу: [email protected]
Наша временная почта (рассылка) находится по адресу:
Ценные вещи Джека Слевкова
Подразделение GemWorld.com
c/o 4460 West Shaw Avenue, Suite 140
Фресно [Не внутренний]
Калифорния [без почтового индекса]
США
Для тех, кто входит в заднюю дверь
например через поисковик
адрес нашего веб-сайта (URL)
«http://www.gemworld.com»
ИНДЕКС и ССЫЛКИ
на другие наши страницы
ИНФОРМАЦИЯ
Драгоценные камни |
Драгоценные камни |
Камни |
Свадебные юбилеи |
Известные люди
Настройки
Ограненные камни
Ограненные камни |
Бериллы |
Хризобериллы |
Огненные опалы |
Гранаты |
кварц |
Перидот |
Рубины и сапфиры |
Сподумен |
шпинели |
Танзаниты |
Топаз |
Турмалины |
Цирконы
ОПАЛЫ
Опалы |
Черный |
Черный кристалл |
Боулдер |
Контра Луз |
Кристалл |
кристалл с матрицей |
Дублеты |
Огонь
серый |
серый кристалл |
Матрица |
Гидрофан |
Обычный |
Получерный |
Полукристалл |
Триплетные опалы
ДРУГИЕ КАМНИ
Камни с бочкообразными |
Резные камни |
коллекционные камни |
Феноменальные камни |
Синтетика
ДРАГОЦЕННЫЙ КАМЕНЬ
Необработанный берилл |
Хризобериллы |
коллекционные камни |
Изумруды |
Огненные опалы |
Гранаты |
Информация |
шпинели |
Танзаниты |
Турмалины
УКРАШЕНИЯ
Кольцо с бриллиантом
Бриллиантовое кольцо
Подвески
Персонализированный
Обручальные кольца
МИНЕРАЛЬНЫЕ ОБРАЗЦЫ
Кварц
СФЕРЫ
Таможенные и иностранные
КАМЕНЬ
Полированный камень |
акробатика грубо
КНИГИ
Огранка |
Драгоценные камни |
Акробатика |
Резьба
CD-ROM
Учебное пособие
ОБОРУДОВАНИЕ
Бисерная мельница |
Алмазные тестеры |
Информация и указатель |
Плоские круги |
Гибкий вал |
Ограночные машины |
Фасетрон |
Запчасти Facetron |
Титан |
Джинн |
Пикси |
Пилы для плит |
Сферические машины |
Преформер сфер |
Полировщик катушек |
Обрезные пилы |
Одноствольные тумблеры |
Ультрафиолетовые огни |
Вибрационные круги
Стаканы
Двуствольный роторный |
Сверлильный |
Лот-О |
Одноствольный роторный |
Трехствольный роторный |
вибрационный
ПРИНАДЛЕЖНОСТИ
Диам.![]() Диски(Кристаллит) |
Диски(Кристаллит) |
Диаметр Диски(Лапкрафт) |
Диаметр Диски(Китай) |
Диаметр Сверла |
Диаметр Пилы(Китай) |
Диаметр Шлифовальные круги |
Диаметр Песочные/полированные диски |
Дисплеи и футляры для драгоценных камней |
Диски Дайна |
Аксессуары для огранки |
Наборы для огранки |
Драгоценные порошки |
Клей |
Песок и полировальные материалы |
Информация |
Смазочные материалы Охлаждающие жидкости |
Полировальные круги |
Акробатические СМИ |
Акробатика Грубый |
Ультралапы
ИНСТРУМЕНТЫ
Кабина |
Огранка |
Геология |
Ювелирные изделия |
Комплект рокхаунда |
Набор для намывки золота
УСЛУГИ
Огранка и полировка драгоценных камней |
Оценки |
Партия
КАК
Подготовить чугунный притир |
Подготовьте керамический круг |
Доп |
Вырезать опалы |
Лечить опал |
Кувыркаться
Не ходи сюда!
Был обманут |
Положение дел
ВЫСТАВКИ
Tucson Show Guide |
Путеводитель по шоу в Тусоне 2 |
Тусон 2001 |
Блайт 1998 |
Конгресс-стрит Экспо 1998 |
Кварцит 1998 |
Тусон 1998
ДРУГИЕ СТРАНИЦЫ
Баннеры |
Визитные карточки |
Специальные предложения |
Скидки |
Комментарии |
Комментарии 1998 |
Комментарии 1997 |
Комментарии 1996 |
Коллекционирование и инвестирование |
Спонсор |
Дом
НЕСВЯЗАННЫЕ
Старинные газовые знаки |
Калифорнийская лотерея |
Люстра |
Гигантские ключи |
Поздравительные сумки |
Ссылки |
Мушмула |
Деревья мушмулы |
Курорт Таймшер-Побережье Орегона |
Курорт Таймшер-Тахо |
Золотая монета «Шесть королев» |
Череп-водяной буйвол |
Серебряные монеты |
Поисковые системы
|
|
Авторское право по общему праву 1996 1997 1998 1999 2000 2001 2002 Ценные владения Джека Слевкова.
 Все права защищены.
Все права защищены. Мы приветствуем ваши комментарии и предложения! Отправьте их по адресу [email protected].
Притирочные и полировальные пластины для всех областей применения
- Товары для дома
- Расходные материалы
- Аксессуары
- Притирочные и полировальные пластины
/
/
/
Компания Lapmaster предлагает широкий выбор притирочных и полировальных пластин практически для любых приложение. Вот некоторые примеры:
- Чугун – общее машиностроение
- Закаленная сталь — черновая притирка
- Керамика — Керамика и другие твердые материалы
- Стекло – электрооптические материалы
- Алюминий/нержавеющая сталь — полировальный круг
- Натуральный металл (медь, олово/сурьма и т. д.) — Алмазная полировка
В дополнение к нашим OEM-притирочным пластинам, сегментам и кольцам, мы также предлагаем индивидуальную услугу «ВСЕ БРЕНДЫ», чтобы удовлетворить любые требования к притирке, все из которых изготовлены из лучшего чугуна или других специальных металлов. Используя наши собственные производственные возможности и процессы, мы можем воспроизвести или адаптировать пластины, сегменты и кольца в соответствии с вашими точными требованиями или предложить множество альтернативных материалов (медь, алюминий, олово и т. д.)
Используя наши собственные производственные возможности и процессы, мы можем воспроизвести или адаптировать пластины, сегменты и кольца в соответствии с вашими точными требованиями или предложить множество альтернативных материалов (медь, алюминий, олово и т. д.)
Выбор материала притирочной пластины/полировальной пластины
Притирочный материал определяет материал притирочной пластины. Коррозионная стойкость полировальной суспензии определяет, какую полировальную пластину использовать. Подавляющее большинство (95+%) всего материала притирается к чугуну. Исключением из этого утверждения являются некоторые полупроводниковые материалы. Ниже перечислены распространенные материалы для притирочных и полировальных пластин, а также пояснено, какие материалы на них обрабатывать.
Чугунная притирочная пластина Полировальная пластина
Это наиболее распространенный материал для притирки почти всех материалов, кроме полупроводникового соединения арсенида галлия. По возможности используйте стандартную радиальную зубчатую пластину.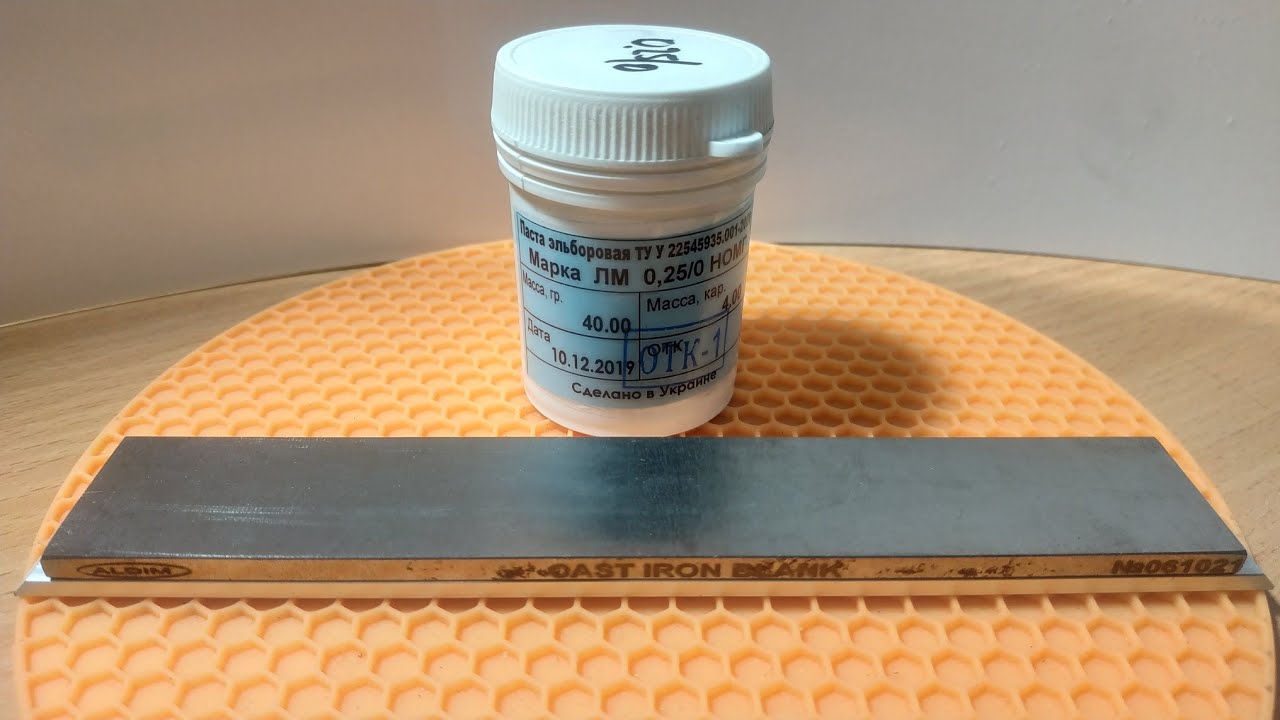 Пластину с твердой поверхностью следует использовать только тогда, когда мелкие детали могут зацепиться или попасть в зубцы, а также когда пластина используется в процессе полировки твердым алмазом. Зазубрины могут привести к царапанию компонента при прецизионной твердой (без полировальной подушечки) алмазной полировке.
Пластину с твердой поверхностью следует использовать только тогда, когда мелкие детали могут зацепиться или попасть в зубцы, а также когда пластина используется в процессе полировки твердым алмазом. Зазубрины могут привести к царапанию компонента при прецизионной твердой (без полировальной подушечки) алмазной полировке.
Зубцы, нанесенные на поверхность накладной пластины, служат нескольким целям. Первый заключается в ограничении силы «поверхностного натяжения». Эта сила возникает во время притирки, когда контур детали начинает совпадать с контуром притирочной пластины. Сила проявляется в виде мощного притяжения притираемой поверхности компонентов к соответствующему контуру притирочной пластины. Эта сила настолько велика, что часто бывает очень трудно, если вообще возможно, снять готовый компонент с пластины для притирки. Компонент буквально присасывается к пластине, что очень затрудняет миграцию абразивной суспензии под него. Без абразива обработка детали замедляется или останавливается.![]() Кроме того, деталь «притирается» к притирочной пластине из-за отсутствия тонкопленочного слоя абразивной суспензии. Условия протирки могут привести к повреждению компонента в результате смазывания, истирания, полировки и царапин на материале.
Кроме того, деталь «притирается» к притирочной пластине из-за отсутствия тонкопленочного слоя абразивной суспензии. Условия протирки могут привести к повреждению компонента в результате смазывания, истирания, полировки и царапин на материале.
Зубцы, проходящие под компонентом, действуют как воздушный зазор, который позволяет компоненту подниматься или всплывать обратно на слой цементного раствора. Это сводит к минимуму поверхностное натяжение и способствует эффективному съему материала.
Зубцы также используются для удаления нежелательной стружки с поверхности притирочной пластины. Материал стружки состоит из дробленого абразива, составного материала, притирочной пластины и материала кольца кондиционирования; и превышение количества транспортных средств.
Клиенты очень часто спрашивают: «Какой рисунок зубцов лучше?» Ответ на этот вопрос таков: любой рисунок зубцов лучше всего подходит для данного приложения. Этот ответ не предназначен для оскорбления. Компания Lapmaster провела исследование, чтобы определить, какое влияние на производительность оказывают различные рисунки и количества зубцов при стандартной односторонней притирке.![]() Вывод состоит в том, что очень мало измеримого влияния на скорость съема припуска и контроль плоскостности притирочной пластины. На некоторые модели есть существенная разница в цене. Лапмастер считает, что радиальные зубцы дают должный эффект по самой экономичной цене.
Вывод состоит в том, что очень мало измеримого влияния на скорость съема припуска и контроль плоскостности притирочной пластины. На некоторые модели есть существенная разница в цене. Лапмастер считает, что радиальные зубцы дают должный эффект по самой экономичной цене.
Алюминиевая пластина для притирки/полировки
Этот материал строго используется для неагрессивных методов мягкой полировки, когда ткань, такая как полировальная подушечка, приклеивается к поверхности пластины чувствительным к давлению клеем. Алюминиевая пластина имеет прецизионно отшлифованную плоскую поверхность, которой соответствует полировальный круг. На поверхности мягких полировальных пластин отсутствуют зазубрины.
Пластина для притирки/полировки из нержавеющей стали
Этот материал также используется для полировки мягкими подушечками, но только при использовании коррозионно-активных суспензий. Нержавеющая сталь очень дорогая и ее следует рекомендовать только в случае необходимости.![]()
Керамическая притирочная пластина/пластина для полировки
Этот материал используется для притирки и алмазной полировки компонентов из твердой белой глиноземной керамики. Чугун подходит для притирки керамики только в том случае, если приложение допускает пропитку чугуна и изменение цвета на серый. Степень обесцвечивания зависит от плотности керамики компонента. Лучший способ сохранить чистый белый внешний вид керамических компонентов из оксида алюминия — это притирка и полировка керамики.
На поверхности керамических пластин нет зазубрин. Причина отсутствия зубцов заключается в том, что этот материал в основном используется для полировки, где зубцы могут быть вредными. Если бы было более экономично врезать зубцы в керамику, они были бы на пластинах, используемых для притирки.
Стеклянная пластина для притирки/пластина для полировки
Натриево-кальциевое стекло используется исключительно для притирки полупроводникового соединения арсенида галлия и других деликатных соединений, таких как ниобат лития и фосфид индия. В настоящее время не выявлено другого использования стекла.
В настоящее время не выявлено другого использования стекла.
На стекле нет зазубрин. Опять же, это связано с затратами на это. Вероятно, лучше всего, чтобы не было зазубрин из-за чрезвычайно тонкой природы материалов, обрабатываемых на стеклянных пластинах. Используется для чувствительных к царапинам полупроводников и некоторых составных полупроводниковых материалов
Kemet Composites Плита для притирки/полировки
Это семейство композитных материалов используется исключительно с алмазной суспензией для получения отражающих покрытий на самых разных материалах. Чем мягче марка Kemet, тем ниже шероховатость поверхности. Компромисс заключается в низкой скорости съема материала. И наоборот, самый твердый сорт материала Kemet дает самый высокий коэффициент съема материала, но самое низкое качество отражающей поверхности.
Некоторыми преимуществами использования процесса Kemet являются значительное сокращение образования отходов стружки, простота модификации контура пластины с помощью алмазных подушечек для правки, возможность одноэтапного процесса и возможность обработки широкого ассортимента твердых и мягких материалов. .
.
В материал Kemet можно врезать множество различных рисунков насечек. Чаще всего клиенты называют характеристики зубцов, которые им нужны. Наиболее распространенными рисунками зазубрин являются радиальные канавки, спиральные канавки по часовой стрелке, спиральные канавки против часовой стрелки, концентрические канавки и канавки с поперечной штриховкой.
Рисунок канавок обеспечивает преимущества полировки, такие как меньшее царапание, более высокое качество отражательной способности, более короткое время процесса и более легкая очистка формы.
Выбор шаблона канавки притирочной пластины
- Уменьшение или устранение аквапланирования деталей/колец
- Обычно обеспечивает более быстрое удаление материала
- Необходимость уменьшения поверхностного натяжения транспортного средства или смазки
- Удаление стружки в процессе
- Помогите сократить время, необходимое для восстановления плоскостности
- Увеличить удельное давление прижима
- Ускорение переноса шлама/смазки
Притирочная пластина без канавок
Сплошная притирочная пластина – типовое применение
- Используется в основном с небольшими деталями, которые могут зацепиться за канавки
- Используется на деталях с заусенцами или зазубринами на кромках
- Используется для чувствительных материалов
- Используется в приложениях с повышенной чувствительностью
Положительные характеристики
- Работает с большинством типов креплений
- Подходит для мелких деталей
- Легко очищается
Отрицательные атрибуты
- Низкий уровень удаления
- Легко глазирует
- Матовая поверхность
Примеры применения
Стержни, штифты, плунжеры, наконечники и изделия, требующие крепления по толщине или перпендикулярности
Притирочная пластина с радиальными канавками
Радиальные канавки Пластина – используется
- Наиболее распространенный рисунок канавки по умолчанию
- Используется для создания достаточного количества прерываний поверхности для оптимизации чистоты поверхности
- Наиболее подходит для машины для свободной абразивной обработки
Положительные характеристики
- Лучший образец неокрашивания/визуализации
- Поколение с превосходным качеством поверхности
- Недорогой рисунок канавки, легко обрабатывается
- Простой шаблон для быстрой и эффективной очистки
Отрицательные атрибуты
- Показатели удаления не оптимизированы
- Проблемы с поверхностным остеклением
Примеры применения
Любой твердый материал с прочной и стабильной платформой диаметром не менее ¼ дюйма без каких-либо крупных зазубрин или заусенцев
Притирочная пластина с вафельным рисунком
Типичное применение с вафельным желобком 90 020
- Также называется поперечная сетка и паз «X-Y»
- Наиболее подходит для обычной абразивной притирки (не для свободной абразивной обработки)
- Устойчивая платформа между радиальной канавкой и спиральной канавкой
Положительные характеристики
- Очень эффективное сочетание скорости съема материала и качества поверхности
- Легко модифицируется для уменьшения массы земли для большего съема материала
Отрицательные характеристики
- Очень дорогое производство
- Сложно тщательно очистить
- Отломы и царапины на малых углах
Примеры применения
Все несвободные абразивные операции, перечисленные на предыдущей странице радиальных канавок
Притирочная пластина со спиральными канавками
Со спиральными канавками – типичное использование
- Одна непрерывная канавка, может проходить по часовой или против часовой стрелки для удержания жидкостей или автоматического слива
- Глубина канавки, как правило, невелика.

