Процесс вальцевания: Процесс вальцовки металла: назначение и применение
Содержание
Вальцовка металла
Главная →
Вальцовка металла
Вальцовка труб — это процесс, при котором труба закрепляется в отверстии путем расширения. Диметр трубы, вставляемой в отверстие, меньше, чем само отверстие. Чтобы обеспечить надежное соединение, вальцовка труб производится с помощью специального вальцовочного инструмента.
Первый этап работы называется «привальцовка»: труба вставляется в отверстие и начинается процесс расширения, чтобы убрать зазор между трубой и краем отверстия. На следующем этапе вальцевание труб проводится с большим усилием, чтобы деформация воздействовала и на материал трубного отверстия. Здесь происходит более плотное соединение. Вальцевание труб не такая простая задача, как может показаться на первый взгляд. Если приложить чрезмерное усилие, произойдет обратный эффект: металл истончится, появятся разрывы.
Вальцовка металла происходит по тому же принципу: металл под воздействием специального инструмента расширяется в пределах заданной формы. При этом вальцы, на которых производится гибка металла, отличаются техническими параметрами: радиус вальцовки и толщина металла. Вальцовка листа металлического несколько отличается от вальцовки труб, даже осуществляется с помощью другого оборудования – ковочных или листогибочных вальцов. Лист прокатывается между вальцами, в результате чего происходит равномерное деформирование листового металла. Вальцовка листа предназначена для получения из цельных металлических листов элементов цилиндрической формы. С помощью современного и высокотехнологичного оборудования возможна вальцовка листового металла нержавейки, стали оцинкованной, алюминия и любого другого металла.
При этом вальцы, на которых производится гибка металла, отличаются техническими параметрами: радиус вальцовки и толщина металла. Вальцовка листа металлического несколько отличается от вальцовки труб, даже осуществляется с помощью другого оборудования – ковочных или листогибочных вальцов. Лист прокатывается между вальцами, в результате чего происходит равномерное деформирование листового металла. Вальцовка листа предназначена для получения из цельных металлических листов элементов цилиндрической формы. С помощью современного и высокотехнологичного оборудования возможна вальцовка листового металла нержавейки, стали оцинкованной, алюминия и любого другого металла.
Вальцовка и гибка труб – популярная услуга, так как сегодня металлические конструкции из труб применяются во многих отраслях промышленности. Например, при изготовлении мебели (трубы из нержавеющей стали). Вальцовка и гибка труб осуществляется с помощью трубогибочных и вальцовочных станков, путем наматывания, растяжения, ручной горячей гибкой, вальцовкой. Это основные методы приданию трубе необходимой формы. Вальцевание труб вручную применяется очень редко, так как требует много времени и опыта, поэтому сегодня все больше заказов получают цеха, укомплектованные специальными станками. Стоимость услуги вальцовка металла зависит от многих факторов: качественные характеристики металла, сложность заказа. Для каждого конкретного заказа производится настройка оборудования, проводятся проектные работы. Одной из самых сложных задач считается вальцовка листа нержавеющей стали, так как очень важно в процессе обработки сохранить качественные характеристики легирующего покрытия. Учитывая высокую стоимость нержавейки, ее вальцевание стоит доверять профессионалам.
Это основные методы приданию трубе необходимой формы. Вальцевание труб вручную применяется очень редко, так как требует много времени и опыта, поэтому сегодня все больше заказов получают цеха, укомплектованные специальными станками. Стоимость услуги вальцовка металла зависит от многих факторов: качественные характеристики металла, сложность заказа. Для каждого конкретного заказа производится настройка оборудования, проводятся проектные работы. Одной из самых сложных задач считается вальцовка листа нержавеющей стали, так как очень важно в процессе обработки сохранить качественные характеристики легирующего покрытия. Учитывая высокую стоимость нержавейки, ее вальцевание стоит доверять профессионалам.
Вальцовка листового металла требует более мощного оборудования, которое дает возможность обработки листов различного размера. Например, иногда требуется провести вальцевание листов от 5м.
Вальцовка листового металла – операция деформирования листового металла. Вальцовка — процесс гибки металла на вальцах с большими радиусами округления гиба. При прокатке металла между валками происходит равномерная деформация металла на определённый угол, вследствие чего лист металла приобретает форму равномерно свёрнутого цилиндра. Любые вальцы имеют предел на толщину металла и на минимальный радиус вальцовки. Чем толще металл, тем меньший радиус приобретёт лист на выходе и тем больше должны быть радиусы валков установленных на вальцах, но увеличение радиуса валков приведёт к уменьшению минимального радиуса гиба при вальцовке тонко-листовых металлов. Процесс вальцевания выполняется на специальных станках (листогибочных вальцах).
При прокатке металла между валками происходит равномерная деформация металла на определённый угол, вследствие чего лист металла приобретает форму равномерно свёрнутого цилиндра. Любые вальцы имеют предел на толщину металла и на минимальный радиус вальцовки. Чем толще металл, тем меньший радиус приобретёт лист на выходе и тем больше должны быть радиусы валков установленных на вальцах, но увеличение радиуса валков приведёт к уменьшению минимального радиуса гиба при вальцовке тонко-листовых металлов. Процесс вальцевания выполняется на специальных станках (листогибочных вальцах).
Если Вам необходима вальцовка листового металла для получения необходимой Вам продукции, то Вы можете воспользоваться услугами нашей компании. Вальцовке может подвергаться металлический лист из самых разных металлов — из черной, оцинкованной и нержавеющей стали, а так же из различных цветных металлов (алюминия, меди, латуни и т.д.)
Вальцовка листа и иная металлообработка выполняется нами как по стандартным проектам, так и эксклюзивно, в соответствии с чертежами и эскизами заказчиков.
Процесс — вальцевание — Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Процесс вальцевания ведется при 150 — 160 С.
[16]
Процесс вальцевания самоподающей вальцовкой значительно отличается от вальцевания винтовой вальцовкой. Различие это заключается не только в способе подачи конуса, а также в том, что корпус вальцовки в первом случае наряду с вращательным движением имеет поступательное движение ( постепенно продвигается в глубь вальцуемой трубы), в то время как у винтовой вальцовки он имеет только вращательное движение.
[17]
Процесс вальцевания листовой стали на трех — или четырех-валковых вальцах не, позволяет загнуть всю заготовку на требуемый радиус. Обычно концы листов на длине 100 — 150 мм остаются прямыми. Поэтому, перед тем как приступить к вальцеванию, необходимо предварительно произвести подводку кромок. Подводку кромок в зависимости от толщины металла выполняют на кромкогибочных прессах, гибочных вальцах или вручную. Листы толщиной свыше б мм могут быть обработаны на листогибочных вальцах при помощи подкладных листов, изогнутых под соответствующий радиус. Подводка кромок в листах производится на длине, равной половине, расстояния между осями двух нижних валков.
Подводку кромок в зависимости от толщины металла выполняют на кромкогибочных прессах, гибочных вальцах или вручную. Листы толщиной свыше б мм могут быть обработаны на листогибочных вальцах при помощи подкладных листов, изогнутых под соответствующий радиус. Подводка кромок в листах производится на длине, равной половине, расстояния между осями двух нижних валков.
[18]
Процессом вальцевания не удается достигнуть требуемых технологических свойств этого каучука.
[19]
| Схемы обработки массы на.
[20] |
На процесс вальцевания влияет также величина зазора между валками. Зазор регулируется с помощью механизма, имеющего свой приводной электродвигатель, червячный редуктор и ходовой винт, связанный с подшипником, в котором расположены шейки валка.
[21]
Характеристики процесса вальцевания, основывающиеся на гидродинамической теории, рассматриваются в дальнейшем в свете общей теории смешения, позволяющей определить достоинства и недостатки двухвалковых вальцов как интенсивного смесителя.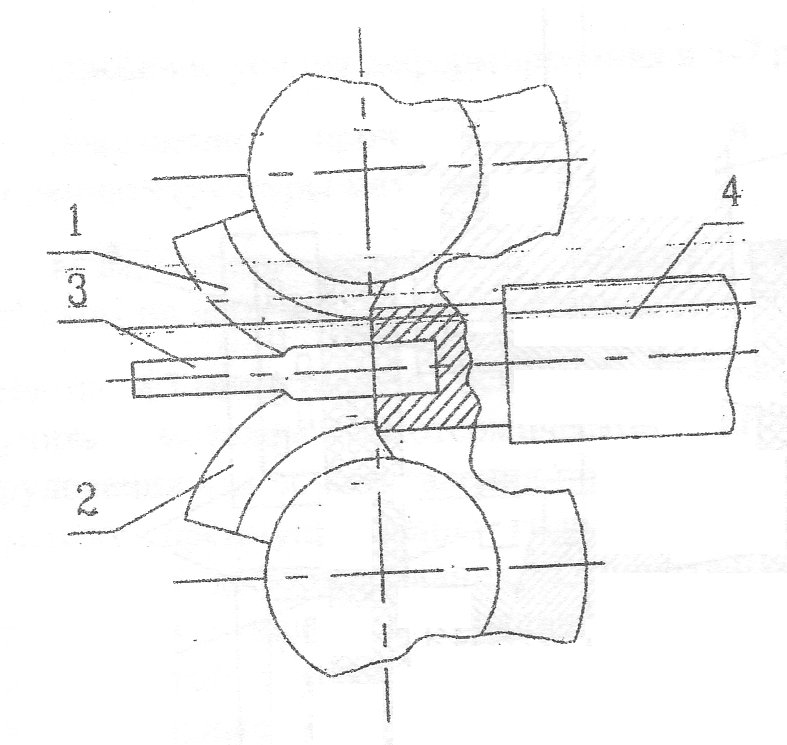 Наряду с этим обсуждается роль геометрических факторов и влияние свойств материала на производственные характеристики смесительного оборудования.
Наряду с этим обсуждается роль геометрических факторов и влияние свойств материала на производственные характеристики смесительного оборудования.
[22]
Схема процесса вальцевания изображена на фиг. Из схемы видно, что расплющивание проволоки в ленту осуществляется при прохождении проволоки между вращающимися валками. Величина зазора между валками, определяющая толщину ленты, может регулироваться перемещением подшипников верхнего валка с помощью регулировочных винтов.
[23]
В процессе вальцевания периодически производится подрезка массы и закатывание подрезанной массы в рулон. Рулон загружается в зазор между валками. Подрезка и закатывание в рулон многократно повторяются. В зазоре между валками все время должен быть запас массы.
[24]
В процессе вальцевания резко меняется нагрузка мотора, причем по ней можно судить о протекании процесса вальцевания. Нагрузка мотора наиболее высока непосредственно после засыпки порошка, когда масса еще холодная и смола не расплавилась.
[25]
В процессе вальцевания выделяется основное количество содержащегося в массе спирта.
[26]
В процессе вальцевания полиэтилен окисляется уже при 160 С, при этом резко возрастают диэлектрические потери материала, которые практически равны нулю у неокисленного полиэтилена [ 62, Показатель тангенса угла диэлектрических потерь весьма чувствителен к образованию в материале полярных кислородсодержащих групп. Повышение температуры способствует быстрому развитию окислительных процессов. При комнатной температуре в темноте полиэтилен может длительно храниться на воздухе без заметного изменения свойств.
[27]
В процессе вальцевания и последующего прессования в зависимости от температуры получают твердые или мягкие пластики, в составе которых содержатся привитые сополимеры.
[28]
В процессе вальцевания, энергия, потребляемая вальцами, превращается в тепло, передаваемое валкам в таком количестве, что при нормальной работе пар не расходуется, а производится только охлаждение водой.
[29]
В процессе вальцевания хорошее смешение составных частей и получение однородной пластической массы достигается в результате воздействия на материал высокой температуры, давления между валками при наличии так называемой фрикции — некоторой разницы окружных скоростей валков. При вальцевании пластикат достигает температуры, при которой он находится в вязкотекучем состоянии. Чрезмерное повышение температуры вызывает термическую деструкцию смолы и ухудшение свойств-готового пластиката. Понижение температуры замедляет вальцевание. Свальцованный пластикат с помощью специальных ножей снимают с валка в виде ленты.
[30]
Страницы:
1
2
3
4
Что такое процесс прокатки: определение, работа, типы, дефекты и применение
Содержание
1. Введение
Мир движется быстро, растёт почти экспоненциально. Этот быстро меняющийся мир также увеличил спрос на готовую продукцию. За последние двадцать лет компании-производители автомобилей увеличили свои продажи почти в 5 раз и даже больше. Этот спрос побудил нас принять новые технологии для быстрого, простого и экономичного производства. Прокатка является одним из таких процессов и широко используется во многих отраслях промышленности. В этой статье будут обсуждаться различные типы процесса прокатки, начиная с введения в прокатку.
За последние двадцать лет компании-производители автомобилей увеличили свои продажи почти в 5 раз и даже больше. Этот спрос побудил нас принять новые технологии для быстрого, простого и экономичного производства. Прокатка является одним из таких процессов и широко используется во многих отраслях промышленности. В этой статье будут обсуждаться различные типы процесса прокатки, начиная с введения в прокатку.
2. Что такое процесс прокатки
Процесс прокатки — это процесс деформации, при котором металл(ы) в полуфабрикате или готовом виде пропускается между двумя противоположными валками, что уменьшает толщину металла за счет процесса сжатия. Ролики катятся по металлу, когда он сжимается между ними.
3. Принцип работы прокатки
Процесс прокатки состоит из двух противоположных роликов и металлического зажима между ними. Основное соображение заключается в том, что толщина между роликами должна быть меньше начальной толщины металла (слитка). Это соображение поможет движению металла вперед, когда он проходит через зазор между роликами. Процесс прокатки уменьшает толщину металла и увеличивает его длину и ширину, сохраняя общий объем постоянным.
Это соображение поможет движению металла вперед, когда он проходит через зазор между роликами. Процесс прокатки уменьшает толщину металла и увеличивает его длину и ширину, сохраняя общий объем постоянным.
4. Терминология, используемая в процессе прокатки
Наиболее распространенные термины, используемые в процессе прокатки, следующие:
- Слиток: Исходный металл, являющийся исходным материалом для процесса прокатки. Слиток – это кузнечный термин, при котором из отливки вынимается металл с различными дефектами.
- Блум: Первый прокат Слитка, площадью поперечного сечения более 230 см 2 .
- Заготовка: Продукт, полученный путем дальнейшей прокатки блюмов, имеющий площадь поперечного сечения более 1600 мм 2 .
- Сляб: Это горячекатаный слиток с площадью поперечного сечения более 100 см 2 и шириной >=2*толщины.

Рис.: Заготовка, блюм и плита
Выше приведены некоторые распространенные полуфабрикаты, теперь мы рассмотрим мельничные изделия.
- Табличка: Мельничный продукт толщиной более 6 мм.
- Лист: Прокатный продукт толщиной менее 6 мм и шириной более 600 мм.
- Штрипс: Прокат толщиной менее 6 мм и шириной менее 600 мм.
Рис.: Плита, лист и полоса
Для более подробного изучения можно использовать еще несколько терминов:
- Фольга: Тонкая полоса шириной 300 мм и максимальной толщиной 1,5 мм.
- Стержень: Объект с однородным круглым поперечным сечением в форме цилиндра.
- Проволока: Представляет собой стержень с небольшой площадью поперечного сечения, которая может достигать 9,5 мм.
5. Обработка прокатки
Работа прокатки может быть ясна из ее основного определения. Это производственный процесс, состоящий из роликов, которые находятся на расстоянии друг от друга. Металл в полуфабрикате или готовом виде продавливается через зазор роликов, скользя по концам.
Это производственный процесс, состоящий из роликов, которые находятся на расстоянии друг от друга. Металл в полуфабрикате или готовом виде продавливается через зазор роликов, скользя по концам.
Процесс прокатки состоит из трех этапов завершения, которые обсуждаются следующим образом:
Первичная прокатка:
Это первичный этап уменьшения толщины, на котором слиток превращается в простые элементы заготовки, такие как блюм и сляб. Этот процесс очищает структуру, улучшает механические свойства и устраняет внутренние дефекты.
Горячая прокатка:
Блюмы и слябы, полученные первичной прокаткой, преобразуются в плиты, листы, стержни и другие второстепенные элементы посредством горячей прокатки.
Холодная прокатка:
Это процесс окончательной отделки, при котором конечным продуктам придается хорошее качество поверхности, допуски и улучшаются их механические свойства.
Читайте также:
- Что такое фрезерный станок – работа, детали и виды.
- Что такое токарный станок? Основные части, операции и работа
- Что такое долбежный станок – части, типы, работа, операции, преимущества и недостатки?
6). Типы прокатных станов
Прокатные станы состоят из установки, которая вращает валки и помогает в начале и завершении процесса прокатки. Он состоит из одной или нескольких роликовых опор, редуктора, главного приводного двигателя, шестерни стойки, маховика и соединительного механизма между блоками. Эти компоненты собраны вместе, чтобы помочь в завершении процесса прокатки.
Прокатные станы классифицируются на основе количества и расположения валков в клети. Обычно используются шесть типов прокатных станов, а именно:
(i) Двухвалковый прокатный стан:
Состоит из двух высоких клетей и двух валков, расположенных точно один над другим. В этом типе прокатного стана ролики вращаются в противоположном направлении, и их направление меняется после каждого прохода металла. Металл (слиток) проходит непрерывно, и требуется примерно 25-30 проходов, чтобы преобразовать слиток в цвет.
Металл (слиток) проходит непрерывно, и требуется примерно 25-30 проходов, чтобы преобразовать слиток в цвет.
(ii) Трехвалковый прокатный стан:
Он состоит из трех высоких клетей и трех валков, расположенных в одной вертикальной плоскости. Верхний и нижний ролики вращаются в одном направлении, а средний ролик вращается в противоположном направлении. В этом типе прокатного стана направление привода не меняется после каждого прохода. Он производительнее и проще по сравнению с двухвалковым станом.
(iii) Четырехвалковый прокатный стан:
Состоит из двух опорных валков и двух рабочих валков, расположенных один над другим в одной вертикальной плоскости. Диаметр опорных роликов всегда больше диаметра рабочих роликов. Этот тип роликов в основном используется в листопрокатном производстве.
Два рабочих ролика малого диаметра используются для снижения потребляемой мощности, но увеличивают вероятность изгиба рабочих роликов и, как следствие, неравномерного сжатия листов. По этой причине мы используем опорные ролики для уменьшения изгиба рабочих роликов.
По этой причине мы используем опорные ролики для уменьшения изгиба рабочих роликов.
(iv) Кластерная мельница:
Состоит из двух рабочих валков и двух или более опорных валков. Количество резервных роликов зависит от объема поддержки, необходимой для работы. Он в основном используется в операциях холодной прокатки.
(v) Многовалковый стан:
Состоит из двух рабочих валков малого диаметра и промежуточного ряда ведущих валков, а также ряда опорных валков. Расположение сделано таким образом, что вся система достигает исключительной жесткости. Многовалковые прокатные станы используются для изготовления листа минимальной толщины.
(vi) Универсальный прокатный стан:
Он состоит из двух вертикальных валков и двух горизонтальных валков. Вертикальные ролики расположены между опорой горизонтальных роликов в вертикальной плоскости. Он широко используется для производства блюмов из слитков и для прокатки двутавровых балок с широкими полками.
Источник изображения
Читайте также:
- Что такое ковка – определение, виды, преимущества и недостатки? — Полное объяснение
- Доменная печь: введение, определение, конструкция, принцип работы, области применения и преимущества
- Что такое дефекты литья – виды, причины и способы устранения?
7. Типы процесса прокатки:
Прокатка металла может выполняться различными способами, которые используются в зависимости от области применения. Выбор типа процесса прокатки зависит от количества продукции, условий производства и т. д. В зависимости от этих требований процессы прокатки классифицируются следующим образом:
(i) Накатка резьбы и зубчатого колеса:
В этом процессе на роликах присутствуют плашки для резьбы. Матрицы прижимаются к металлическому входу и, прокатываясь по металлу, образуют на металле резьбу. Этот процесс в основном используется для нарезания резьбы и шестерен.
(ii) Фасонная прокатка:
Этот тип прокатки используется для вырезания профилей из различных металлов (заготовок). Он используется для прокатки двутаврового сечения, двутаврового сечения и т. д. Для изменения формы металла используются различные ролики. Расположение и форма роликов зависят от требуемой конечной формы. Это очень точный метод.
(iii) Кольцевая прокатка:
В этом типе прокатки имеется три ролика, ведущий ролик, натяжной ролик и осевой ролик. Два основных ролика (ведущий ролик и натяжной ролик) вращаются в одном направлении. Натяжной ролик вращается внутри металла, и с увеличением диаметра отверстия ролики сближаются друг с другом.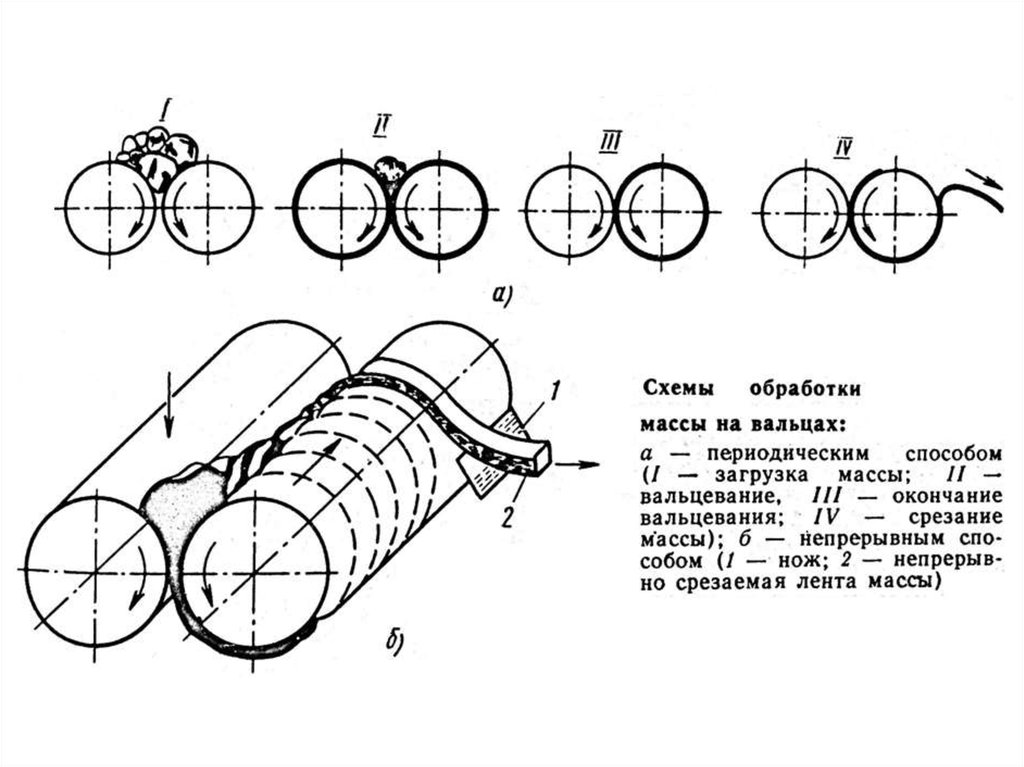
Источник изображения
(iv) Прокалывание трубки:
Этот тип процесса прокатки состоит из двух валков и стационарной оправки. Ролики вращаются на металле, и металл движется вперед к оправке. Движение металла к оправке создает отверстие внутри металла из-за напряжения сжатия оправки. Используется для изготовления бесшовной полой трубы с толстыми стенками.
Источник изображения
(v) Косая прокатка:
Этот тип прокатки используется для изготовления шарикоподшипников. В этом процессе металл проходит через ролик специальной конструкции, а шарики подшипников выходят в виде готового продукта. Это очень удобный метод, который мы можем использовать при массовом производстве шарикоподшипников.
Источник изображения
Рис. 17: Косая прокатка
17: Косая прокатка
(vi) Поперечная прокатка:
Этот тип прокатки используется для придания поверхности материала конусообразной формы. Он состоит из двух роликов, которые вращаются в одном направлении, между которыми пропускается металл. Ролики также содержат определенную конусообразную часть, которая создает конусность на поверхности металла. Используется при изготовлении конических валов, листовых рессор и т. д.
Источник изображения
(vii) Процесс гибки в рулоне:
Этот тип процесса прокатки используется для гибки проходящего через него металла. Ролики устроены таким образом, что при прохождении через них металла они приобретают кривизну вдоль направления ролика. Процесс гибки валков в основном используется для гибки труб шасси автомобиля, что повышает его аэродинамическую эффективность.
Источник изображения
(viii) Плоская прокатка:
Это самый простой процесс прокатки, который используется для преобразования слитка в блюм, сляб и т. д. Плоский металл предоставляется на входе и на выходе в том же направлении с уменьшенной толщиной. Вкратце можно сказать, что при данном виде прокатки толщина металла уменьшается только на выходе.
д. Плоский металл предоставляется на входе и на выходе в том же направлении с уменьшенной толщиной. Вкратце можно сказать, что при данном виде прокатки толщина металла уменьшается только на выходе.
Источник изображения
(ix) Контролируемая прокатка:
Как видно из названия, это один из типов процессов прокатки, выполняемых контролируемым образом. Он широко используется в промышленности. Например, в сталелитейной промышленности размер зерна является фиксированным, и прокатка выполняется контролируемым образом, чтобы получить на выходе одинаковый размер зерна.
Для более четкого объяснения процесса прокатки посмотрите видео ниже:
8. Применение прокатки:
Процесс прокатки является одним из наиболее широко используемых процессов в промышленности. Он используется для производства различных вещей, от шариков подшипников до турбин. Кроме того, процесс прокатки также используется для массового производства листов, полос, проволоки, прутков, слябов и т. д., которые являются вторичными продуктами в процессе прокатки.
Он используется для производства различных вещей, от шариков подшипников до турбин. Кроме того, процесс прокатки также используется для массового производства листов, полос, проволоки, прутков, слябов и т. д., которые являются вторичными продуктами в процессе прокатки.
Всегда следует помнить, что процесс прокатки в основном используется для изменения формы металла, что привело к различным применениям в различных областях.
9. Дефекты прокатной продукции:
В процессе прокатки возникает несколько дефектов. Эти дефекты следующие:
(i) Растрескивание краев:
Это происходит из-за ограниченной пластичности материала или неравномерной деформации, в основном по краям. Этот тип деформации встречается в основном в слитках, пластинах или плитах.
(ii) Аллигаторная обработка:
В этом типе дефекта металл разрывается на 2 части в горизонтальной плоскости. В основном это происходит с плитами и происходит, когда толщина плиты по отношению к длине контакта падает от 1,4 до 1,65.
Источник изображения
(iii) Складки:
Этот тип дефекта возникает, когда уменьшение за проход минимально. Складки очень часты в листопрокатном производстве.
(iv) Форма чешуи:
При этом типе дефекта оксидный слой образуется над металлическим слоем. Образование накипи происходит во время процесса горячей прокатки.
Часто задаваемые вопросы
Q.1: В чем разница между контролируемой прокаткой и другими типами прокатки?
Ответ: Контролируемая прокатка означает контролируемый процесс прокатки. Если другие виды процесса прокатки будут выполняться контролируемым образом, то они также будут называться контролируемым процессом прокатки.
Q.2: Чем универсальный прокатный стан отличается от других типов прокатного стана?
Ответ- Универсальный прокатный стан может производить прокатку в обоих направлениях X и Y, и не указывается в определенном направлении, как другие прокатные станы.
Q.3: Чем горячая и холодная прокатка отличается от видов прокатки?
Ответ- Горячая и холодная прокатка проводится для всех металлов, подвергающихся процессу прокатки, и классифицируется по температуре прокатки. Приведенная здесь классификация процессов прокатки основана на различном применении и расположении компонентов.
Все, что вам нужно знать о процессе прокатки
Прокатка в металлообработке — это процесс формовки металла, который помогает уменьшить толщину металла и сделать его равномерным. Металлическая заготовка пропускается через одну или несколько пар валков для измельчения материала. Прокатка классифицируется по температуре прокатываемого металла, она является горячей прокаткой, если температура металла выше температуры его рекристаллизации. в то время как прокатка называется холодной, если температура металла ниже температуры рекристаллизации.
Сегодня мы рассмотрим определение, процессы, принцип работы, типы, применение, горячую и холодную прокатку, назначение смазки, дефекты, а также преимущества и недостатки прокатки.
Содержание
- 1 Определение проката:
- 2 Принцип работы Процесса прокатки:
- 3 Горячий и холодный ролитв 5 процессов прокатки:
- 6 Типы прокатных станов:
- 7 Смазка валков:
- 8 Подпишитесь на нашу рассылку
- 9 Дефекты проката:
- 10 Пожалуйста, поделитесь!
Определение прокатки:
Прокатку можно определить как процесс формовки металла, при котором металлические детали пропускают через несколько пар роликов для получения однородной толщины или уменьшения толщины материала. Это достигается двумя способами; горячая и холодная прокатка. в приложении процессы горячей прокатки являются более тоннажными, чем любой другой производственный процесс, а процессы холодной прокатки являются самыми тоннажными из всех процессов холодной обработки.
Пары валков удерживаются на прокатных станах, которые объединены в валковые станы, легко обрабатывающие металл. Как правило, сталь можно прокатывать в различные изделия, такие как конструкционная сталь (двутавровые балки, уголки, швеллеры), сортовой прокат и рельсы. Ну, на некоторых сталелитейных заводах есть прокатные цеха, которые перерабатывают литейные полуфабрикаты в готовую продукцию.
Ну, на некоторых сталелитейных заводах есть прокатные цеха, которые перерабатывают литейные полуфабрикаты в готовую продукцию.
Читать: Различные типы процессов формовки листового металла
Принцип работы процесса прокатки:
В процессе прокатки запас материала проходит между одной или несколькими парами валков для уменьшения и поддержания одинаковой толщины. Этот процесс в основном сосредоточен на поперечном сечении прессуемого слитка или металла, что способствует уменьшению толщины заготовки. Процессы прокатки увеличивают длину и уменьшают толщину без изменения ширины материала.
В этом видео ниже объясняется работа прокатки:
Горячая и холодная прокатка:
Горячая прокатка:
Как упоминалось ранее, в процессе металлообработки горячая прокатка происходит выше температуры рекристаллизации материала. Однако рекристаллизация препятствует деформационному упрочнению металла.
Холодная прокатка:
В отличие от горячей прокатки холодная прокатка происходит ниже температуры рекристаллизации материала, обычно при комнатной температуре. это увеличивает прочность примерно на 20% за счет деформационного упрочнения и улучшает качество поверхности, а также обеспечивает более жесткие допуски.
это увеличивает прочность примерно на 20% за счет деформационного упрочнения и улучшает качество поверхности, а также обеспечивает более жесткие допуски.
Прочитать статью полностью
Применение прокатки:
Применение горячей прокатки в основном касается производства листового металла или простых поперечных сечений, таких как рельсовые пути. Общие применения металла с горячим кругом включают в себя:
- Рамки грузовиков
- Трубки и трубки
- Автомобильные сцепления, колеса и колесные оборудование
- .0036
- Вагоны-хопперы и их компоненты
- Ограждения улиц и автомагистралей
- Двери и полки
- Диски
Применение холоднокатаной стали включает металлическую мебель, шкафы для документов, столы, письменные столы, стулья, выхлопные трубы мотоциклов, компьютерные шкафы и оборудование, бытовая техника и комплектующие, стальные барабаны, трубы, петли, осветительные приборы, стеллажи, водонагреватели, металлические контейнеры, лопасти вентиляторов, сковороды, электронные шкафы, газонокосилки, строительные товары.
Из списка этих применений металлопроката вы можете увидеть, что почти все вокруг нас подвергается либо холодной прокатке, либо горячей прокатке.
Rolling processes:
The following represent the different rolling processes:
- Roll bending
- Roll forming
- Flat rolling
- Ring rolling
- Structural shape rolling
- Controlled rolling and
- Forge rolling
Read полная статья
Типы прокатных станов:
Следующие пять типов прокатных станов используются для прокатки металлов:
- Двухвалковые прокатные станы
- Трехвалковые прокатные станы
- Четырехвалковые прокатные станы
- Станы-тандемы
- Прокатные станы с кассетами
Смазка при прокатке:
Поскольку в процессе прокатки между валками и металлом возникает трение, смазка играет очень важную роль. Трение также полезно, поскольку оно отвечает за перемещение работы между валками вперед.
