Профилегиб своими руками чертежи: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
|
|
Главная » Разное » Трубогибочный станок для профильной трубы своими руками чертежи Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит. Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо. Трубогиб для гибки профильной трубы. Гибка полосы на ребро. Важные технические моменты при изготовлении профилегиба.
Гибка профильной трубы с заломами. Ролик трубогиба с ребром по центру.
Профилегиб.
Виды резьбы.
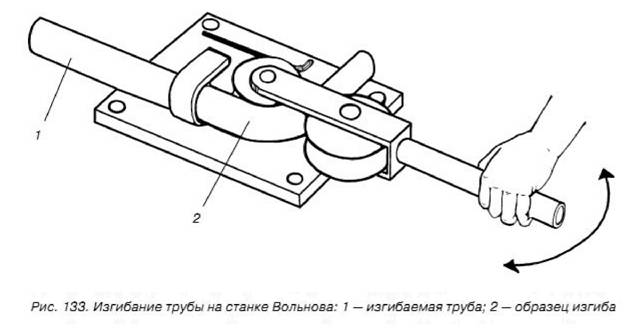
Ролик трубогиба для гибки круглой трубы. Как сделать ролики для профилегиба. Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам. Профилегиб с валами из велосипедных ступиц. В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника. Вал трубогиба сделанный из лома. Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика. Ролик трубогиба. Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Ролик профилегиба из трубы, шайб и металлического круга. Как закрепить подшипники на каркасе профилегиба. Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников. Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе. Конструктивные особенности профилегибов. Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба. При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии. Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре. Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами. Конструкция в принципе неважна, труба в любом случае будет гнуться. Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал. Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба. Трубогиб со штурвалом. Ниже представлено несколько фотографий с различными конструктивными особенностями. Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Как сделать ручной профилегиб с обкатным роликом. Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более. Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы. Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы. Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно. Как сделать ролики для гибки профильной трубы методом обкатки. Такие ролики довольно легко сделать.
Сверлим отверстие в заготовке. 4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели. Болт вставленный в заготовку. 5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск. Обтачиваем заготовку. 6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен. Ролик для трубогиба из пяти кругов. Важные моменты при изготовлении трубогиба с обкатным роликом. В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы. Трубогиб с отверстиями в кронштейне. Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие. Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки. Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба. Труба с заломами. Минимальный радиус гибки трубы. Трубогибочный станок.pdf — скачать бесплатно PDFСкачать Трубогибочный станок.pdf … Отчет по проекту ТРУБОПРОВОДНАЯ МАШИНА, представленная при частичном выполнении требований для присуждения степени Бакалавр технологий в машиностроении Автор: (1) MAYATEET KUMAR (43) (2) MD. ФИРДАУС АНСАРИ (44) (3) МОХАММАД ХАССААН (45) (4) НАСИМУЛ ХОДА (49) Под ценным руководством Амит Мина Асст. Профессор ФАКУЛЬТЕТ МАШИНОСТРОЕНИЯ ИНЖЕНЕРНОГО И ТЕХНОЛОГИЧЕСКОГО УНИВЕРСИТЕТА ГУРУКУЛ КАНГРИ, ХАРИДВАР, УТТАРАХАНД НОЯБРЬ 2014 ГОДА. СЕРТИФИКАТ Настоящим удостоверяется, что MD. г-н Санджив Кумар Ламба г-н Амит Мина HOD, Машиностроение Asst. Проф. Машиностроение GKV, Харидвар GKV, Харидвар. AKNOWLEDGEMENT Мы с огромным удовольствием и удовлетворением представляем нашу первую попытку получить практический опыт в форме проектной работы. Есть много людей, которые помогли нам в успешном завершении нашего проекта. Мы хотели бы воспользоваться этой возможностью, чтобы поблагодарить всех и каждого. ноябрь 2014 MD.Фирдаус Ансари Насимул Хода Майатит Кумар Мохаммад Хассаан РЕЗЮМЕ Машиностроение без производства и изготовления бессмысленно. Процесс производства и изготовления связан с преобразованием сырья в готовую продукцию в соответствии с требуемым размером, спецификацией и эффективным использованием новейших технологий. Новые разработки и требования вдохновили нас задуматься о новых улучшениях в области производства. В нашем проекте трубогибочный станок с помощью этого станка изгибают трубы различных диаметров и получают различные формы, такие как v-образная, круглая, квадратная, канальная и т. СОДЕРЖАНИЕ Содержание Страница № Список рисунков …………………………………………………………………. ……… ..II ГЛАВА 1 ……… …………………………………………………………………….1. ВВЕДЕНИЕ……………………………………………………… …… … ……… 1 1.1 Обзор ……………………………………………………………………… …… .1 1.2 Необходимость в трубогибочной машине …………………………… . трубогибочный станок с чпу 2-дюймовый автоматический гидравлический трубогибочный станок с чпу с высоким качеством для продажи в китае | | Уведомления: 1. Пожалуйста, купите товар, прежде чем связаться со мной, потому что ограничение веса большого количества товаров, мы не можем доставить морским транспортом CIF или FOB доставка торговым способом. Мы предоставляем оптовые услуги, Пожалуйста, прежде чем решили купить товар Обязательно свяжитесь со мной. 2. Если вы выберете «способ доставки продавца», мы организуем доставку по морю и доставим в ближайший морской порт. 3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны. Технические характеристики трубогибочного станка DW50CNC-2A-1S:
Основные характеристики машины:
Технические данные:
У нас также есть другие модели труб . CLD — хорошая цена на трубогибочный станок DW63NC, используемый в трубной промышленности | | Уведомления:1. Пожалуйста, свяжитесь с нами, если вы хотите получить лучшую цену. Наш контакт находится внизу. 2. Мы отправляем товар во все страны, пожалуйста, свяжитесь с нами для уточнения стоимости доставки с вашим адресом и почтовым индексом. 3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны. CLD имеет хорошую цену на трубогибочный станок DW63NC, используемый в трубной промышленностиОписание продукта Характеристики полуавтоматического трубогибочного станка DW63NC:
Основные характеристики машины:
Технические данные:
У нас также есть другие модели трубогибочный станок, такой как DW50NC, DW63NC, DW75NC, DW89NC, DW100NC … ПОЖАЛУЙСТА, отправьте нам свое требование, мы процитируем соответственно. . |

 Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Для домашнего использования подойдут ролики диаметром примерно от 20мм.
 Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”
Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”

 Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом.
Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.

 FIRDAUS ANSARI, NASIMUL HODA, MOHAMMAD HASSAAN и MAYATEET KUMAR представляют отчет о проекте, озаглавленный «МАШИНА ДЛЯ ИЗГИБОВ ТРУБЫ», при частичном выполнении требований для получения степени бакалавра. Технологии в машиностроении инженерно-технологического факультета Университета Гурукула Кангри в Уттаракханде — это отчет о добросовестной работе, выполненной ими под руководством и контролем. Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома.
FIRDAUS ANSARI, NASIMUL HODA, MOHAMMAD HASSAAN и MAYATEET KUMAR представляют отчет о проекте, озаглавленный «МАШИНА ДЛЯ ИЗГИБОВ ТРУБЫ», при частичном выполнении требований для получения степени бакалавра. Технологии в машиностроении инженерно-технологического факультета Университета Гурукула Кангри в Уттаракханде — это отчет о добросовестной работе, выполненной ими под руководством и контролем. Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома. Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта.
Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта. Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы «V».
Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы «V».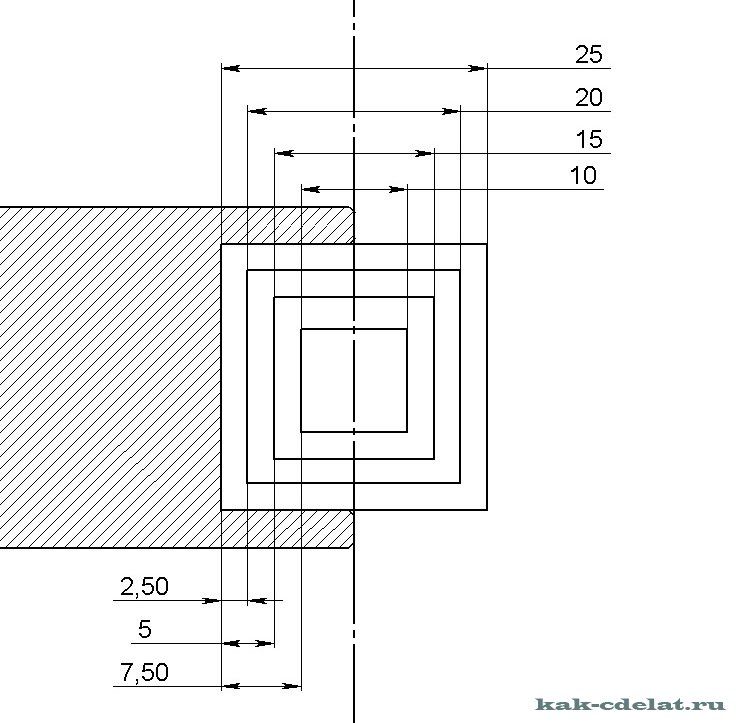
 д .;
д .;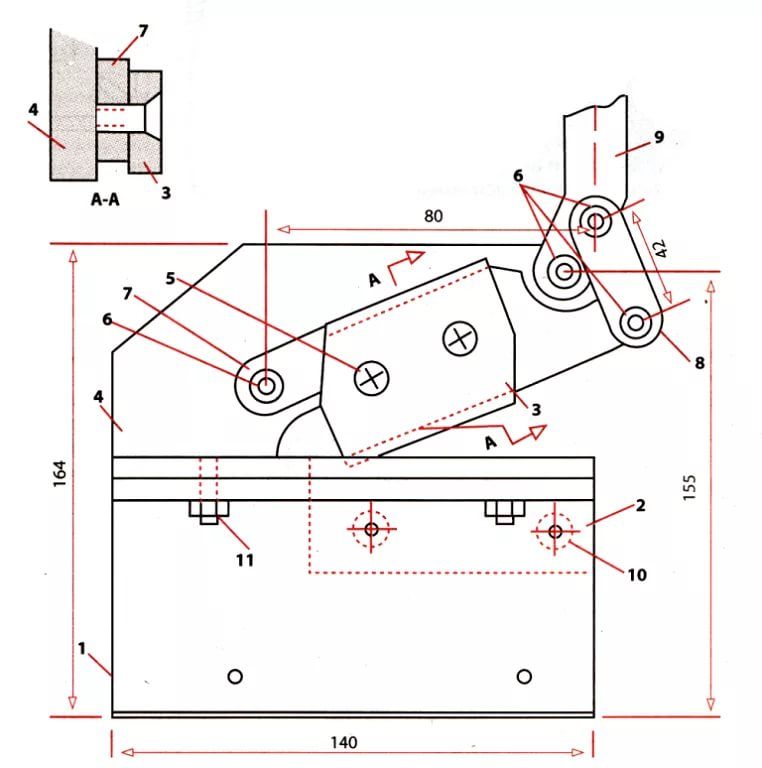 5 кВт
5 кВт
 Колено изгиба трубы
Колено изгиба трубыДелаем профилегиб станок своими руками
 Для чего он нужен?»>Профилегибочный станок. Для чего он нужен?
Для чего он нужен?»>Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
Содержание:
- Профилегибочный станок. Для чего он нужен?
- Классификация профилегибов
- Гидравлические станки
- Электрические профилегибы
- Ручные станки
- Конструкция и принцип действия гибочных агрегатов
- Необходимые инструменты и материалы
- Варианты изготовления ручных профилегибочных станков
- Изготовление прокатной конструкции своими руками
- Чертежи устройства
- Инструкция по сборке
- Видео: самодельный профилегиб в действии
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).

Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом.
 Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали; - модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать.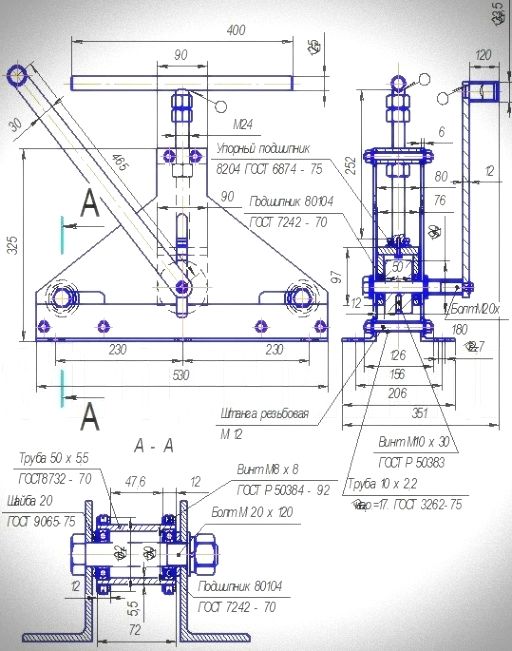 Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.

Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего.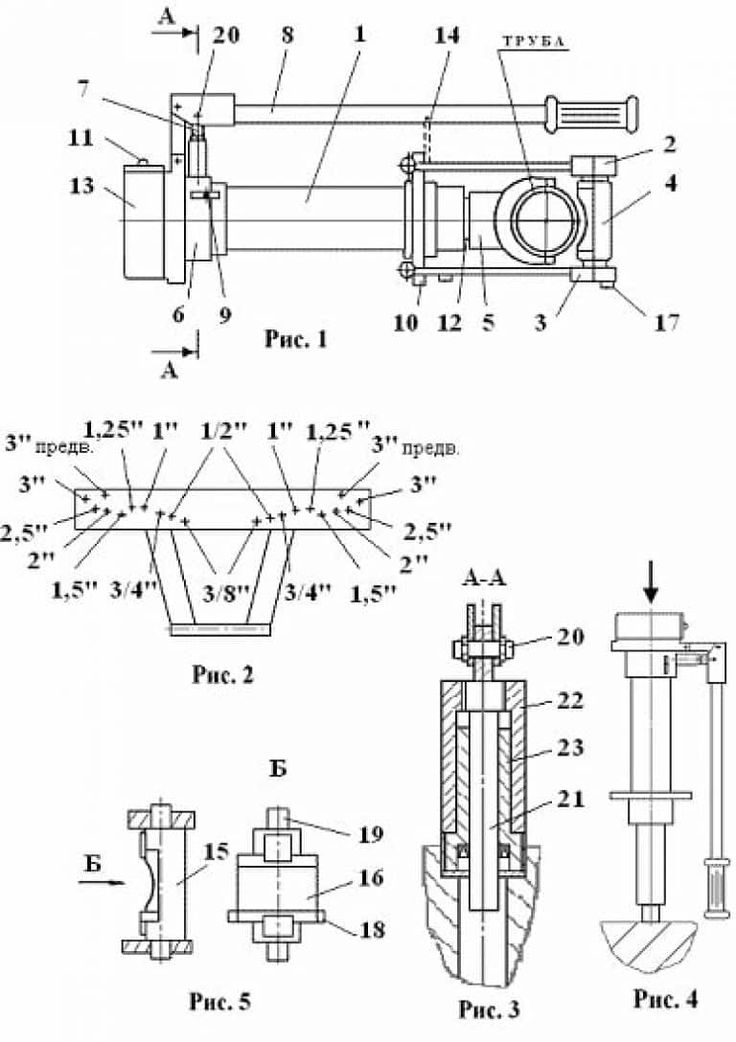 Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость.
 Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров; - конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.

Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика.
 Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка.
 На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
- Автор: Виктор Каплоухий
- Распечатать
Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые — техника, технологии и строительство. Возможно потому, что знаю множество нюансов в этих областях не только теоретически, вследствие учебы в техническом университете и аспирантуре, но и с практической стороны, так как стараюсь все делать своими руками. Оцените статью:
Оцените статью:
(1 голос, среднее: 5 из 5)
Похожие статьи
- Станок для гибки профильной трубы: схемы самодельных трубогибов
В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления. При… - Ветрогенератор своими руками: фото, чертежи и видео изготовления
Существенно уменьшить счета за электричество и обеспечить себя резервным источником энергии на даче можно, сделав ветрогенератор своими руками. Покупка… - Наличники на окна своими руками: фото, схема, чертежи, видео инструкция
Оформление фасада дома – важный шаг. Издревле люди старались сделать лицо дома неповторимым, покрывая пространство возле двери и окон затейливой резьбой….
Разгладить складки при изгибе труб
Эти вставки для шлифовальных матриц, предназначенные для установки на специальные держатели, помогают разглаживать морщины при различных операциях по гибке труб.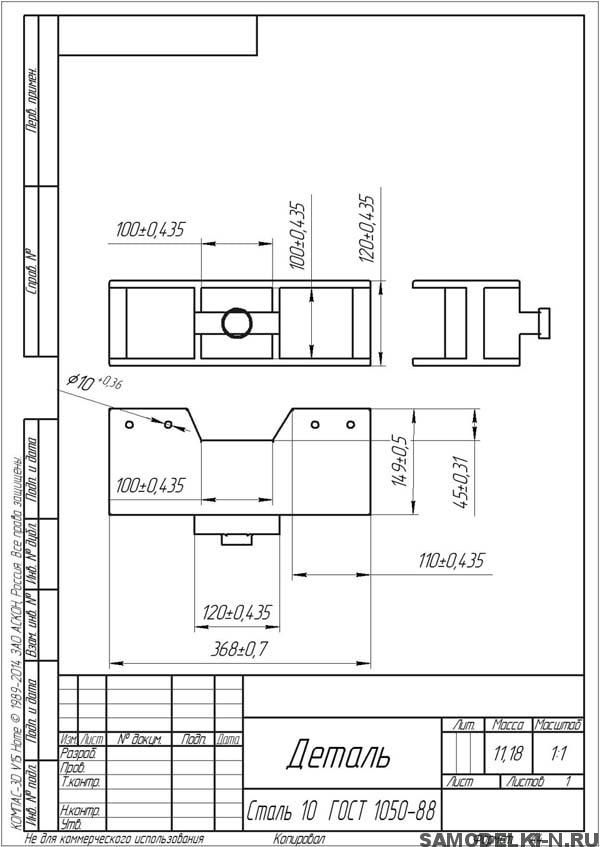
Клиент обратился к вам с заданием по формовке трубы с изгибом под углом 90 градусов. Применение влечет за собой трубку с 2-дюймовым. наружный диаметр (OD), 0,065 дюйма. толщина стенки и 4 дюйма. радиус центральной линии (CLR). Клиент хочет 200 штук в неделю в течение года.
Требования к инструментам: гибочная матрица, зажимная матрица, пресс-матрица, оправка и зачистная матрица. Без проблем. Похоже, все необходимые инструменты для гибки некоторых прототипов есть в магазине и готовы к работе. После установки программы станка оператор загружает трубу и выполняет пробный изгиб, чтобы проверить, не требуется ли регулировка станка. Первый изгиб выходит из машины, и он идеален. Таким образом, производитель отправляет заказчику несколько образцов гнутых труб, который затем заключает контракт, который обязательно приведет к прибыльному повторяющемуся бизнесу. Кажется, с миром все в порядке.
Проходит несколько месяцев, и тот же клиент хочет сократить расходы на материалы. Это новое приложение требует трубы с наружным диаметром 2 дюйма и диаметром 0,035 дюйма. толщина стенки и 3 дюйма. CLR. Инструменты из другого приложения находятся внутри компании, поэтому мастерская может сразу же производить прототипы. Операторы загружают все инструменты на гибочный станок и пробуют выполнить пробный изгиб. Первый изгиб выходит из станка со складками внутри изгиба. Почему? Это связано с одним компонентом инструмента, который особенно важен для гибки труб с тонкими стенками и малыми радиусами: зачистной матрицей.
Это новое приложение требует трубы с наружным диаметром 2 дюйма и диаметром 0,035 дюйма. толщина стенки и 3 дюйма. CLR. Инструменты из другого приложения находятся внутри компании, поэтому мастерская может сразу же производить прототипы. Операторы загружают все инструменты на гибочный станок и пробуют выполнить пробный изгиб. Первый изгиб выходит из станка со складками внутри изгиба. Почему? Это связано с одним компонентом инструмента, который особенно важен для гибки труб с тонкими стенками и малыми радиусами: зачистной матрицей.
Основы Основы
Во время гибки вращающейся вытяжной трубы происходят две вещи: внешняя стенка трубы сминается и утончается, а внутренняя часть трубы сжимается и сминается. Минимальные требования к инструментам для гибки трубы с вращающимся вытяжным устройством: гибочная матрица , , вокруг которой сгибается труба, и зажимная матрица , , которая удерживает трубу на месте, когда она изгибается вокруг гибочной матрицы.
Пресс-форма помогает поддерживать постоянное давление на трубке на уровне тангенс, где происходит изгиб. Это обеспечивает реактивную силу, чтобы сделать этот изгиб. Длина пресс-формы зависит от степени изгиба детали и радиуса центральной линии.
Это обеспечивает реактивную силу, чтобы сделать этот изгиб. Длина пресс-формы зависит от степени изгиба детали и радиуса центральной линии.
Приложение определит, какие инструменты вам понадобятся. В некоторых приложениях требуется только гибочная матрица, зажимная матрица и нажимная матрица. Если у вас есть работа с толстой стенкой, выполненной с большим радиусом, вам, вероятно, не понадобится зачистной штамп или оправка. Для других применений требуется полный набор инструментов, включая зачистной штамп; оправка; и (для некоторых машин) 9цанга 0013, , которая помогает направлять трубу во время изгиба и поворачивать плоскость изгиба (см. , рис. 1 ).
Оправки и зачистные матрицы
Зачистные матрицы помогают поддерживать и разглаживать складки за пределами внутреннего радиуса изгиба. Они также сводят к минимуму некруглую деформацию трубы. Морщины возникают, когда оправка внутри трубы больше не может обеспечивать достаточную противодействующую силу.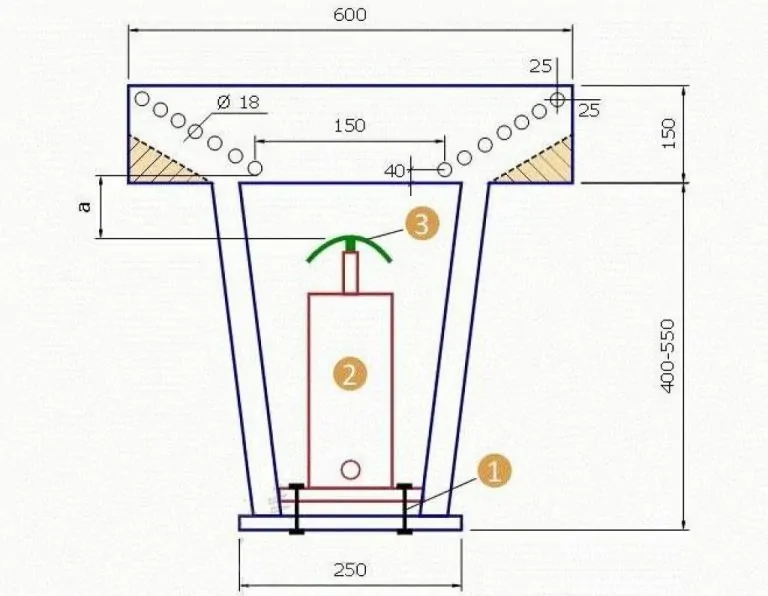
Грязесъемники всегда используются в сочетании с оправками, вставляемыми внутрь трубы во время гибки. Основная задача оправки — контролировать форму по внешнему радиусу изгиба. Оправки также поддерживают внутренний радиус, хотя они обеспечивают полную поддержку только для ограниченного диапазона применений, связанных с определенными факторами D изгиба и стенки. D изгиба — это CLR изгиба, деленное на наружный диаметр трубы, а коэффициент стенки — это наружный диаметр трубы, деленный на толщину стенки трубы (см. , рис. 2 ).
Зачистная матрица используется, когда оправка больше не может обеспечить достаточный контроль или поддержку внутреннего радиуса. Вообще говоря, любая гибка тонкостенной оправки требует зачистной матрицы. (Тонкостенные оправки иногда называют оправками с малым шагом, причем шаг представляет собой расстояние между шариками на оправке.) Выбор оправки и гребенки зависит от наружного диаметра трубы, толщины стенки трубы и радиуса изгиба.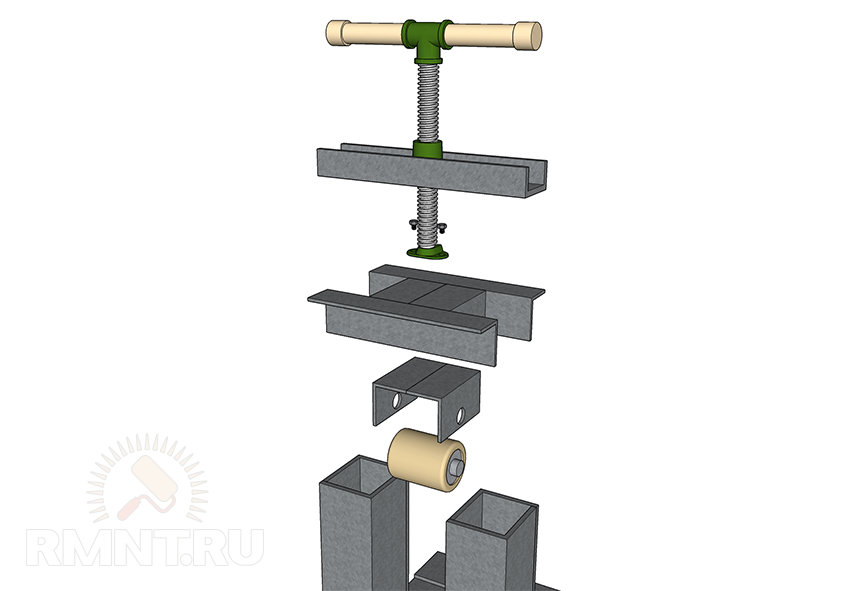
Правильная установка матрицы грязесъемника становится особенно важной, когда требуется труба с более тонкими стенками или меньшими радиусами. Подумайте еще раз о примере, с которого началась эта статья. Что работает для 4-в. CLR может не работать для 3-дюймового. CLR, а изменение материала, которое клиент запрашивает для экономии денег, связано с более высокой точностью, необходимой при настройке инструментов.
РИСУНОК 1 Основными компонентами установки для гибки вращающихся вытяжных труб являются зажимная матрица, гибочная матрица и пресс-матрица. В некоторых установках может потребоваться вставка оправки внутрь трубы, а в других установках требуется использование гребенки вместе с оправкой. Цанга (здесь она не называется, но ее можно расположить в центре, где вы будете нагружать трубу) помогает направлять трубу в процессе гибки. Расстояние между касательной (точкой, где происходит изгиб) и кончиком зачистной матрицы называется теоретическим отступом зачистной матрицы.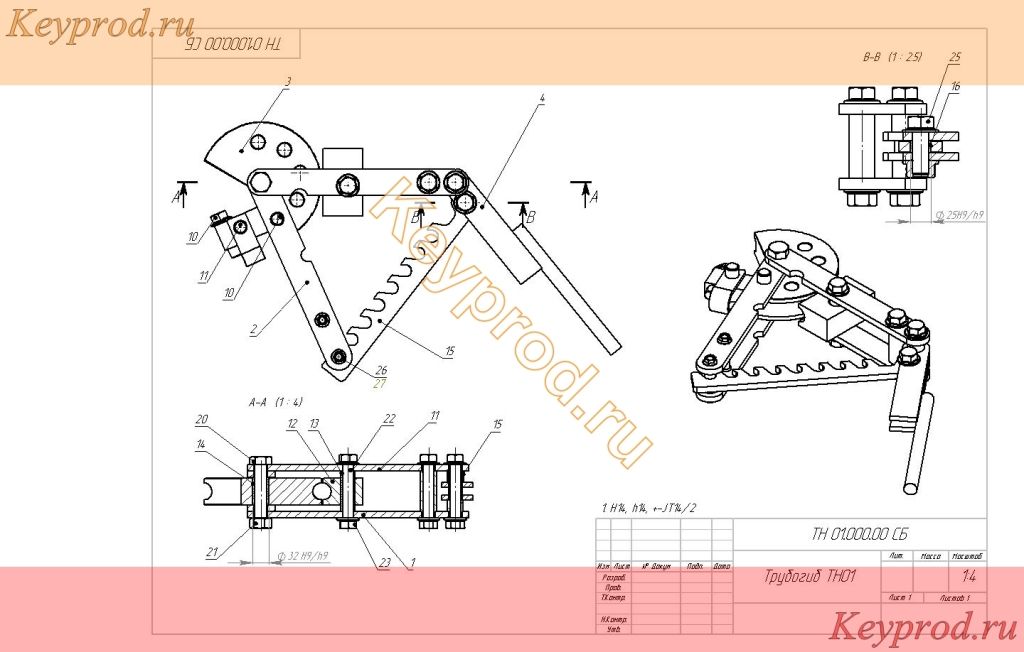
Правильный выбор гребенки; достижение надлежащей поддержки со стороны гибочной матрицы, пресс-формы и оправки; а также нахождение правильного положения гребенки для устранения зазоров, приводящих к образованию складок и деформации, являются залогом качественного тугого изгиба. Как правило, установка наконечника гребенки скребка должна быть смещена относительно касательной в диапазоне от 0,060 до 0,300 дюйма (см. теоретическое смещение матрицы скребка, показанное на рис. 1), в зависимости от размера и радиуса трубы. Проконсультируйтесь с вашим поставщиком инструментов, чтобы получить точные размеры.
Убедитесь, что наконечник матрицы грязесъемника ровно прилегает к канавке трубки и что между наконечником грязесъемника и канавкой трубки нет зазора (или «выпуклости»). Также проверьте настройки давления пресс-формы. Если гребенка находится в правильном месте по отношению к канавке трубки, добавьте немного больше давления на прижимную матрицу, чтобы протолкнуть трубку в матрицу изгиба и помочь разгладить складки.
Типы гребенчатых матриц
Грязесъемные матрицы бывают различных форм и размеров. Вы можете приобрести прямоугольные/квадратные грязесъемные матрицы для прямоугольных и квадратных труб, а также можете использовать профильные/формовые грязесъемники, контур которых соответствует определенным формам и поддерживает уникальные функции.
Двумя наиболее распространенными типами являются цельная матрица с квадратной задней частью и держатель со вставками. Матрицы с квадратной задней стороной (см. , рис. 3 ) используются для тонкостенных изделий, малого диаметра изгиба (обычно 1,25 D или меньше), аэрокосмических работ, косметических работ и мелкосерийного производства.
Для изгибов менее 2D вы можете начать с зачистной матрицы с квадратной спинкой, оптимизируя процесс. Например, вы можете начать с зачистной матрицы с квадратной задней частью и двухмерным изгибом с коэффициентом стенки 150. С другой стороны, вы, скорее всего, будете использовать держатель Wiper с пластинами для менее агрессивных операций, таких как 2D-изгиб с коэффициентом стенки 25.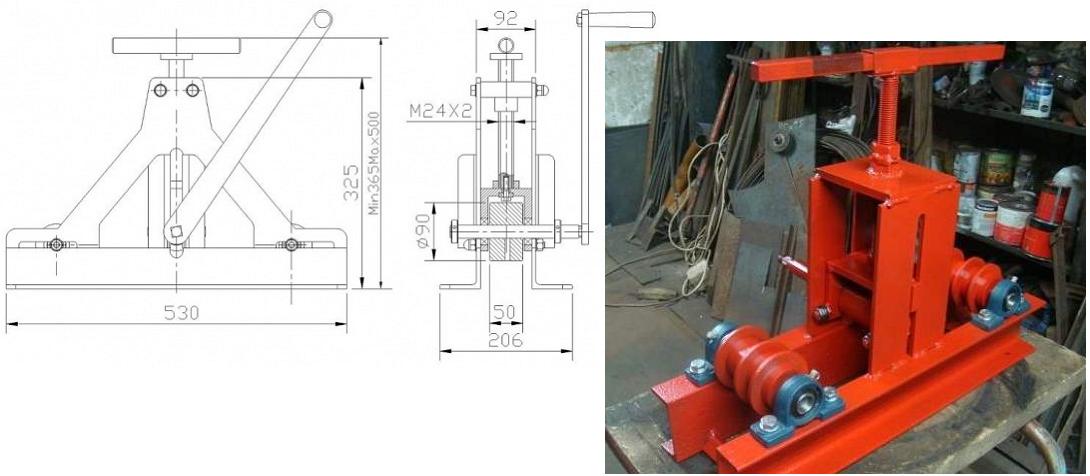
Квадратные гребенки обеспечивают максимальную поддержку внутреннего радиуса. Их также можно перерезать после того, как наконечник изнашивается, но у вас должна быть регулировка станка, чтобы приспособиться к более короткому шлифовальному штампу после перерезки.
Другой распространенный тип держателя со вставками Wiper менее дорогой и более рентабельный для производственной гибки (см. Рисунок 4 ). Их можно использовать для изгиба от умеренного до тугого D и для гибки труб из различных материалов с одинаковыми наружным диаметром и CLR. Как только вы увидите, что наконечник изношен, вы можете заменить его. Когда вы это сделаете, вы заметите, что наконечник автоматически устанавливается в то же положение, что и предыдущая вставка, а это означает, что вам не нужно регулировать крепление держателя вайпера. Обратите внимание, однако, что конфигурация и расположение шпонок на держателях гребенки могут различаться, поэтому необходимо убедиться, что конструкция вставки соответствует конструкции держателя гребенки.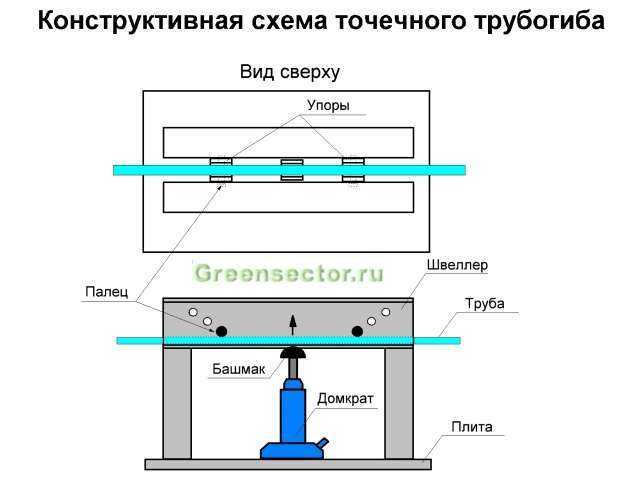
Держатели Wiper со вставками сокращают время настройки, но не рекомендуются для узких радиусов. Они также недоступны для прямоугольных или квадратных труб или профилей. Как гребенки с квадратной задней частью, так и держатели грязесъемников со вставками могут быть изготовлены в стиле близкого подхода. Матрицы скребка ближнего действия предназначены для минимизации отходов трубы, достижения более короткой рабочей длины за счет удлинения крепления за грязесъемником и возможности сближения цангового патрона (узла, направляющего трубу) с матрицей для гибки (см. Рисунок 5 ).
Цель состоит в том, чтобы сократить необходимую длину трубы, что может сэкономить материал для правильного применения. Несмотря на то, что эти грязесъемники ближнего действия приводят к меньшему количеству отходов, они обеспечивают меньшую поддержку, чем стандартные грязесъемники с квадратной задней частью или стандартные держатели грязесъемников со вставками.
Материал гребенки
Убедитесь, что вы используете материал гребенки, который лучше всего подходит для текущей работы. При гибке твердых материалов, таких как нержавеющая сталь, титан и сплавы INCONEL, следует использовать алюминиево-бронзовый материал. При гибке более мягких материалов, таких как мягкая сталь, медь и алюминий, используйте грязесъемник из стали или хромированной стали (см.0027 Рисунок 6 ).
При гибке твердых материалов, таких как нержавеющая сталь, титан и сплавы INCONEL, следует использовать алюминиево-бронзовый материал. При гибке более мягких материалов, таких как мягкая сталь, медь и алюминий, используйте грязесъемник из стали или хромированной стали (см.0027 Рисунок 6 ).
РИСУНОК 2 Вообще говоря, для менее агрессивных применений зачистная матрица не требуется. Чтобы прочитать эту диаграмму, обратитесь к ключу выше.
При использовании держателя со вставками держатель обычно изготавливается из стали, хотя в некоторых случаях может потребоваться, чтобы и держатель, и наконечник были изготовлены из алюминиево-бронзового сплава.
Установка зачистной матрицы
Независимо от того, используете ли вы зачистную матрицу или держатель зачистной пластины со вставками, вы будете использовать одну и ту же настройку станка для обоих. Зафиксируйте трубку в положении полного зажима, затем установите зачистную матрицу с задней стороны гибочной матрицы и трубки.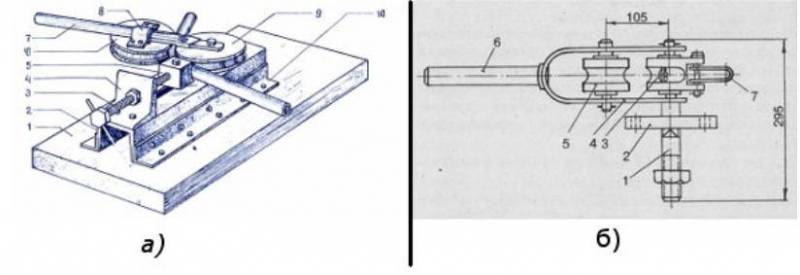 Наконечник стеклоочистителя встанет на место, постукивая по задней части матрицы стеклоочистителя резиновым молотком.
Наконечник стеклоочистителя встанет на место, постукивая по задней части матрицы стеклоочистителя резиновым молотком.
Если вы не можете использовать этот метод, установите матрицу очистителя или держатель очистителя со вставкой, используя глаз и поверочную линейку (линейку). Будьте осторожны и используйте палец или глазное яблоко, чтобы убедиться, что наконечник сидит прямо на линии. Убедитесь, что кончик не слишком далеко вперед. Вы хотите сохранить плавный переход, когда материал трубки проходит мимо наконечника матрицы стеклоочистителя. При необходимости повторите процесс, чтобы получить изгиб превосходного качества.
Установка граблей
Грабли — угол скребка по отношению к пресс-форме. В некоторых специальных приложениях в аэрокосмической и других отраслях используются грязесъемники, предназначенные для использования практически без граблей. Но для большинства применений передний угол обычно устанавливается в пределах от 1 до 2 градусов, как показано на рисунке 1, чтобы обеспечить достаточный зазор для уменьшения сопротивления. Вам нужно будет определить точный передний угол во время настройки и пробного изгиба, хотя иногда вы можете установить его на первом изгибе.
Вам нужно будет определить точный передний угол во время настройки и пробного изгиба, хотя иногда вы можете установить его на первом изгибе.
Используя стандартную матрицу грязесъемника, установите наконечник грязесъемника немного назад по касательной. Это оставляет оператору место для перемещения наконечника стеклоочистителя вперед по мере его износа. Однако никогда не устанавливайте наконечник гребенки по касательной или за ее пределами; это приведет к поломке наконечника матрицы стеклоочистителя.
При гибке более мягкого материала вы можете использовать столько передних углов, сколько необходимо. Но если вы гнете более твердые материалы, такие как нержавеющая сталь или титан, старайтесь, чтобы зачистная матрица находилась на минимальном переднем угле. Сохранение гребенки как можно более прямой при работе с более твердыми материалами поможет избавиться от складок на изгибе и на прямом участке за изгибом. Такая установка также должна включать плотно прилегающую оправку.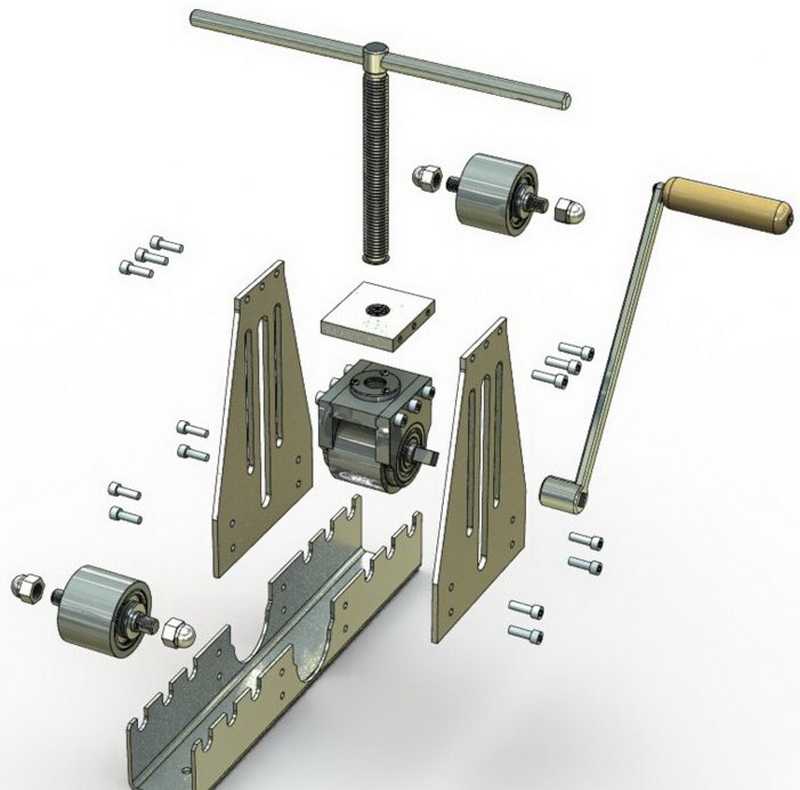
Стремление к качеству
Для достижения наилучшего качества гибки следует использовать оправку и зачистную матрицу, которые помогают поддерживать внутреннюю часть гиба и контролировать овальность. Если ваше приложение требует шлифовальной матрицы и оправки, используйте их оба — вы не пожалеете об этом.
Вернитесь к более ранней дилемме и попытайтесь выиграть следующий контракт на более тонкую стенку и более плотную CLR. Когда матрица стеклоочистителя установлена в правильном месте, трубка выходит из машины идеально, без складок. Это представляет качество, которого хочет промышленность, а качество — это то, что промышленность должна получить.
Как повесить картину: 5 советов, как повесить фотографии на стену | Architectural Digest
Хватит пялиться на глухие стены — пора научиться вешать картину. Может быть, вам нравится рыскать по блошиным рынкам в поисках портретов незнакомцев или даже баловаться художественными проектами «сделай сам», чтобы сэкономить деньги, но вы не знаете, как лучше всего повесить картины, поэтому они вяло лежат на полу.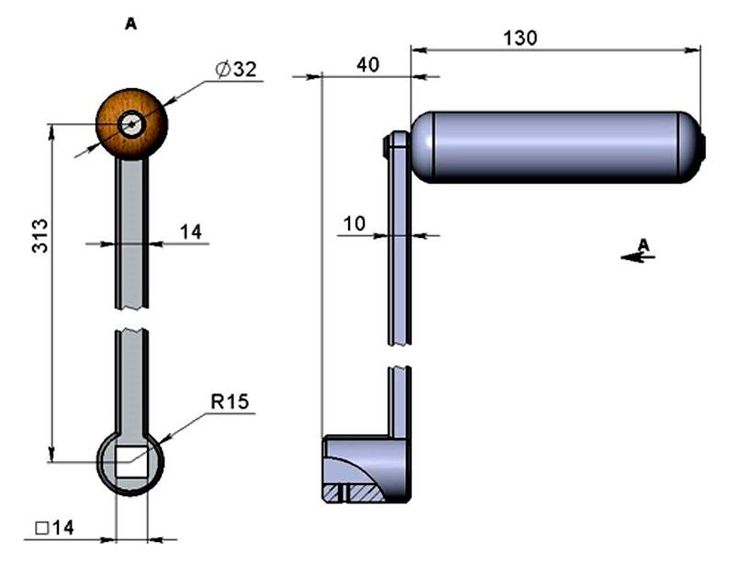 Хотите ли вы стену галереи или просто повесите одиночное произведение искусства для минималистичного воздействия, инструкции в основном одинаковы.
Хотите ли вы стену галереи или просто повесите одиночное произведение искусства для минималистичного воздействия, инструкции в основном одинаковы.
Прибейте молоток и гвоздь к стене с помощью этих трюков, чтобы вы знали, как повесить картину, как профессионал.
Шаг 1: Определитесь со стратегией
Хотя вы, скорее всего, сможете повесить свою картину практически на любую стену, прежде чем сделать выбор, учитывайте вес, размер и форму предмета, который вы вешаете, а также материал стен. молоток. Можно ли сверлить кирпич? Что с плиткой? Удержат ли мои гипсовые стены что-нибудь, и что, черт возьми, за шпилька? Мы познакомили вас с этими распространенными мифами о стене.
Шаг 2: Соберите все необходимое
Вы знаете, что вам понадобятся молоток, рулетка и карандаш, чтобы повесить картины на стену, но вам пригодятся и другие материалы. Прежде чем начать, убедитесь, что вы добавили их в свой набор инструментов. Для гипса или гипсокартона вес предмета точно определит, что вам нужно.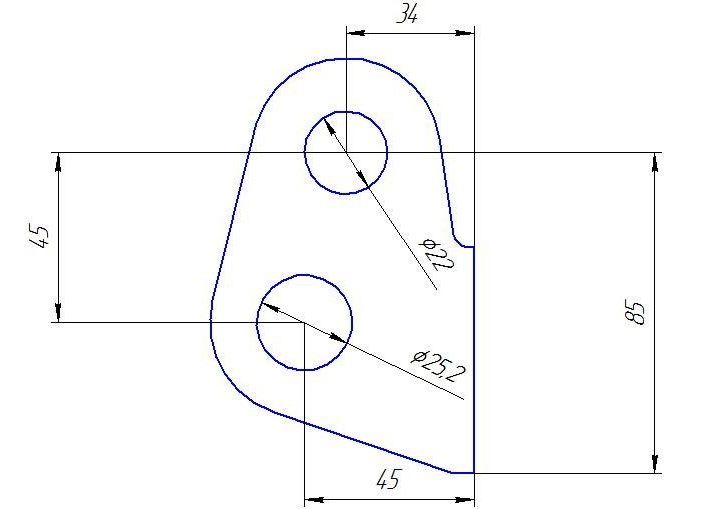
- Для подвешивания легких предметов:
Лучший способ повесить легкие картины — приобрести набор маленьких гвоздей.
- Для предметов среднего веса:
Если предмет весит более нескольких фунтов, добавьте в корзину несколько вешалок для картин.
- Для более тяжелых предметов :
Для тяжелой картины или тяжелого зеркала потребуются большой гвоздь, искатель гвоздей или анкерные дюбели, подходящие винты и отвертка.
Если вы висите на плитке или стекле, вам понадобятся качественные и низкопрофильные клейкие крючки, а не гвозди и шурупы, а если вы висите на кирпиче, используйте зажимы для кирпича. (Подробнее о монтаже на эти поверхности здесь.)
- Для всех изделий:
Прежде чем приступить к работе, посмотрите на обратную сторону рисунка, чтобы узнать, с каким типом подвесного оборудования вы работаете. Когда вы переворачиваете заднюю часть рамы, вы обычно видите подвесную проволоку, D-образные кольца или пилообразную подвеску.
