Профилегиб своими руками чертежи размеры: Профилегиб своими руками: чертежи, размеры, (35 фото)
Содержание
земляной, для столбов, скважин, чертежи, размеры
При строительстве дома и обустройстве участка часто требуется сделать круглые отверстия в земле. Они нужны при устройстве ограды — под установку столбов, при постройке беседок, установке арок и других легких хозяйственных сооружений. Такие же шурфы, но большего диаметра и глубины требуются при устройстве свайного фундамента. Делают эти ямы моторизованным или ручным буром. В магазинах они есть в достаточном количестве, но многие предпочитают самоделки: зачастую они более производительны и надежны, чем фабричные изделия. К тому же бур своими руками можно сделать любой конструкции, а их немало.
Содержание статьи
- 1 Конструкции и применение
- 2 Делаем садовый бур
- 2.1 Материалы
- 2.2 Ножи и способ из крепления
- 2.2.1 Листовая сталь
- 2.2.2 Из пильного диска
- 2.3 Модификации
- 3 Шнековый бур
- 4 Бур для свай ТИСЭ
- 5 Чертежи
- 5.1 Бур из лопаты
- 5.
 2 Бур для мягких грунтов
2 Бур для мягких грунтов - 5.3 Базовые чертежи шнекового и садового бура
- 6 Видео материалы
 2 Бур для мягких грунтов
2 Бур для мягких грунтовКонструкции и применение
Есть три основных конструкции земляных буров:
- Садовый. Обычно это две полукруглые лопасти, сваренные под углом одна к другой. Используется ручной бур этой конструкции для организации лунок под посадку растений, от чего и носит название «садовый». Но этим же инструментом делают шурфы при установке столбов для заборов, беседок и других легких построек.
Пример самодельного земляного садового бура
- Шнековый бур. Отличается тем, что имеет более длинную режущую часть. Используется для тех же целей — делать ямы под столбы. Из-за своей конструкции — более длинной режущей части — его вынимать надо реже, так что обычно бурение проходит быстрее.
Шнековый бур отличается навитыми спирально несколькими оборотами спирали
- Бур для свай ТИСЭ. Эта конструкция похожа на садовый бур, но имеет дополнительную откидывающуюся лопатку для формирования расширения в нижней части сваи, характерной для фундамента этого типа.

Откидывающееся лезвие — особенности бура для свай ТИСЭ
Более простые в изготовлении садовые земляные буры. В зависимости от типа почв, на которых проводят бурение, их конструкцию немного видоизменяют. В этом и состоит прелесть самодельных буров — их можно «затачивать» под конкретные условия и дело не только в размерах — лопасти можно сделать съемными, на болтах, но и в особенностях конструкции. Да, обычные буры в магазине стоят недорого, но они «универсальные». Хорошо работают на «легких» почвах». На суглинках, глинах, мергеле и т.п. они малоэффективны.
Делаем садовый бур
Садовый бур — самая простая, но эффективная конструкция. Он состоит из:
Это базисная конструкция, а к ней есть множество доработок. Но давайте сначала о том, из чего можно сделать землебур.
Материалы
Как уже говорили, стержень чаще всего делают из трубы круглого или квадратного сечения. Диаметр — от 3/4′ до 1,5′, профилированную трубу можно брать от 20*20 мм до 35*35 мм.
Ножи-лопасти делать можно из:
Проще делать лопасти из пильного диска. В этом случае режущие кромки уже готовы. Можно будет дополнительно заточить боковые грани, чтобы грунт резался легче.
Пику-сверло делают из разных материалов — очень много ее конструкций. Делают просто заточенный стержень. Тогда нужен отрезок прутка большого диаметра. Второй вариант — из полосы стали сделать что-то типа сверла. И еще — комбинация этих двух.
- Наконечник для земляного бура из полосы стали
- Пика — один из вариантов наконечника
- Комбинированный наконечник для измельчения пород
И напоследок — о ручке. Удобнее, если она сделана из круглой трубы. Ее диаметр можно подобрать по охвату ладоней. Основное требование — вам должно быть удобно.
Ножи и способ из крепления
В первую очередь надо решить, делаете вы бур своими руками со съемными или стационарными лопастями. Если лопасти съемные, на одном из концов стержня привариваете полочки из толстой стали. Полочки делают под наклоном — так, чтобы плоскости ножей были разведены под углом 25-30°.
Если лопасти съемные, на одном из концов стержня привариваете полочки из толстой стали. Полочки делают под наклоном — так, чтобы плоскости ножей были разведены под углом 25-30°.
После того, как полки приварили, в них делают два-три отверстия — под крепеж. Потом такие же отверстия надо будет делать в лопастях, а устанавливать их на болты солидного диаметра.
На один стержень можно иметь несколько комплектов режущих лопастей — для шурфов разных диаметров
В самих дисках по центру придется вырезать отверстия — чтобы они плотнее прилегали к стержню, но эта операция требуется и при монолитном варианте — с приваренными лопастями.
Листовая сталь
Если лопасти собираетесь делать из листовой стали, вырезаете из бумаги шаблон, по нему — круг из стали. В центре сверлите отверстие — в него надо будет вставить и приварить стержень. Круг или квадрат — в зависимости от выбранного стержня. Размеры отверстия — немного больше, чем габариты стержня.
Далее надо решить, какими будете делать лопасти — из двух половинок круга (как на фото выше) или в виде разомкнутого круга со смещенными краями — один виток спирали (на фото ниже).
Ручной буроям с одним витком
Разводить края надо тоже градусов на 25-30°. В этом случае эффективность бурения будет максимальной. Если работать будете на плотных грунтах (глина, суглинки с преобладанием глины), лопасти под нагрузкой может сводить. Чтобы этого избежать, добавляют из уголка или толстой полосы стали упоры.
Усиление ручного бура для бурения скважин в плотных грунтах
Гнутся лопасти из-за того, что сталь используется незакаленная, но ее в листе найти практически невозможно, а если и можно, то ее вряд ли получится согнуть.
Из пильного диска
Если у вас есть старый распилочный диск подходящего диаметра — вы нашли почти идеальный вариант. В них сталь используется закаленная, а она — упругая и прочная. Но такой диск согнуть не получится, потому его распиливают пополам и эти половинки разводят под требуемым углом.
Диск распилен пополам
Такой самодельный бур для земляных работ показывает довольно высокую производительность. Даже б/у диски имеют хорошо наточенную кромку. А чтобы бурение шло еще легче, бур своими руками затачивают еще и по бокам.
А чтобы бурение шло еще легче, бур своими руками затачивают еще и по бокам.
Модификации
В плотных грунтах бывает сложно большими лопастями резать грунт. В таком случае на стержень приваривают несколько лезвий разного размера. Снизу, возле пики, наваривают самые маленькие, выше, отступив несколько сантиметров — большие. Таких ярусов может быть три, максимум — четыре. Вся режущая часть не должна быть больше 50 см, иначе работать физически очень сложно.
Режущие лопасти можно расположить в несколько ярусов
Если бур нужен для неглубоких ям — для установки столбов и т.п., то такая конструкция оптимальна — она имеет относительно небольшой вес, работать с ней легко. Процесс работы такой — опустили в лунку, провернули несколько раз — вытащили, высыпали застрявший между лопастями грунт. Но если пробурить необходимо глубокие шурфы, таскать с глубины небольшое количество грунта замучаешься. Для таких случаев над лопастями приваривают коробку для сбора грунта.
Самодельный бур с землеприемником подойдет при установке столбов и свай
Шнековый бур
Шнековый бур из-за большого количества витков создает значительное сопротивление, то есть работать им намного сложнее, чем садовым буром. Но шнеки применяют в основном при наличии механизированного привода — когда делают бур для скважин большой глубины — на воду, устройства подземных зондов для теплового насоса и т.п.
Так выглядит шнековый бур
Для изготовления самодельного шнекового бура понадобится несколько дисков из металла. Количество дисков равно количеству витков. Диски вырезаются одинаковые, в них, в центре, вырезается отверстие под стержень, а также одинаковый сектор — чтобы можно было их сварить.
В кольцах размечается сектор, вырезается
Диски сваривают с одной стороны, потом, слегка растянув получившуюся гармошку, проваривают шов с другой стороны. На крайних дисках приваривают кольца. Сваренные диски надевают на стержень, нижний край приваривают.
Получается большая такая пружина
Далее потребуется лебедка. Заготовка для шнека закрепляется, крюк лебедки цепляется за кольцо и растягивается до нужной длинны, после чего шнек проваривается.
Заготовка для шнека закрепляется, крюк лебедки цепляется за кольцо и растягивается до нужной длинны, после чего шнек проваривается.
Почти готово
Бур для свай ТИСЭ
В авторском варианте бур ТИСЭ — это лопасти с землеприемником и раскладным более широким ножом, который формирует расширение в нижней части сваи. Но работать таким снарядом неудобно — сильно мешает складной нож. Потому в некоторых конструкциях его делают съемным, а вообще, рекомендуют бурить сами шурфы обычным садовым буром, а для расширения сделать отдельно раскладывающийся нож с землеприемнником. Так работа проходит проще и быстрее.
Бур своими руками для свай ТИСЭ — один из вариантов
В качестве ножа тут выступает обрезанная лопата, а землеприемник сделан из банки из-под сельди. Нож закреплен подвижно, при опускании в шурф подтягивается привязанным к концу капроновым тросом. Достигнув дна, трос ослабляют, лопатка начинает подрезать бока шурфа, формируя необходимое расширение.
На фото ниже — второй вариант самодельного бура для свай ТИСЭ. Конструкция более сложная, но и более эффективная. Плуг-лопатка сделана из куска рессоры, заточена и приварена к откидной конструкции на болтовых соединениях.
Более сложная конструкция
Землесборник — из старого пропанового баллона. Сбор земли происходит снизу, потому приемник сделан с округлым дном. В нем имеются два отверстия, их края заточены.
Вид снизу
Работает этот снаряд хорошо даже на плотной глине. Правда, для уменьшения трения скважину постоянно надо смачивать водой.
Чертежи
Сделанный своими руками бур хорош тем, что его конструкция «заточена» под хозяина. В процессе изготовления каждый вносит свои изменения, потом еще многие дорабатывают изделие. Но без базовых чертежей бывает обойтись трудно. В этой граве собраны несколько чертежей с размерами различных буров. Как вы понимаете, размеры условны, их можно и нужно менять, подстраивая под размеры требуемых скважин.
Бур из лопаты
Для посадки растений делать серьезную конструкцию не имеет смысла. В этом случае можно сделать садовый бур из лопаты. Выбирают качественную, из хорошей стали лопату, наносят разметку, как показано на чертеже. По разметке надо будет вырезать два небольших фрагмента, распилить нижнюю часть посередине на глубину 30 см (на фото).
В этом случае можно сделать садовый бур из лопаты. Выбирают качественную, из хорошей стали лопату, наносят разметку, как показано на чертеже. По разметке надо будет вырезать два небольших фрагмента, распилить нижнюю часть посередине на глубину 30 см (на фото).
Бур из лопаты
Далее кромки отгибают одну вперед, другую — назад, к ним подгибают образовавшиеся в нижней части лепестки. Полученные швы проваривают снаружи и изнутри.
Бур для мягких грунтов
Если грунт мягкий, обычная конструкция работает не очень хорошо. Для таких случаев есть специальный бур с удлиненной режущей частью. Она представляет собой своеобразный стакан с прорезями по бокам. Разрезы снабжены режущими кромками. Их лучше делать из хорошо закаленной стали.
Бур для мягких грунтов
На этом чертеже изображена интересная конструкция ручки — ее можно переставлять по мере наращивания длины штанги.
Базовые чертежи шнекового и садового бура
Оба этих агрегата работают неплохо, но садовый приходится часто вынимать, а шнековый тяжелее вращать. Выбираете по собственным предпочтениям.
Выбираете по собственным предпочтениям.
Шнековый и садовый бур для земли разной плотностиПодробный чертеж в проекциях шнекового бураЧертеж садового бура
Видео материалы
Как сделать трубогиб профильной трубы – схема и чертежи своими руками
Трубогиб для профильной трубы
Иногда случается, особенно в частных домах или на дачах, что необходимо согнуть профильную трубу своими руками. На первый взгляд кажется, что это невозможно без специального профессионального оборудования. Однако на деле все несколько иначе. И сделать это можно, даже не испортив изделие, как это часто можно увидеть на видео в Сети.
Однако на деле все несколько иначе. И сделать это можно, даже не испортив изделие, как это часто можно увидеть на видео в Сети.
Но для начала разберемся немного в существующих методах гибки, а также в устройстве трубогиба. Это позволит нам лучше понимать то, что собираемся реализовать.
Методы гибки
Существует несколько методов гибки профильных труб своими руками. Один из способов – использование станка, предназначенного для этих целей. Его именуют профилегибом. Но использование такого оборудования сложно назвать работой своими руками, поэтому есть и «ручная» альтернатива — ручной трубогиб. Такие станки могут быть универсальными: использоваться как для изделий с круглым сечением, так и с профильным. А стоят они недорого. Но нужно быть готовым потрудиться, поскольку такой способ требует хорошей физической подготовки.
Трубогибы и их применение
Трубогиб своими руками
Такие станки позволяют сделать изгиб до 90 градусов. При этом они способны согнуть не только профильную, но и «круглую» трубу. Если вам необходимо в небольшом количестве согнуть изделия малого диаметра, станок можно сделать самостоятельно. При этом качество изгиба будет высоким.
Если вам необходимо в небольшом количестве согнуть изделия малого диаметра, станок можно сделать самостоятельно. При этом качество изгиба будет высоким.
Профессиональные трубогибы используются не только на стройках, но и в водопроводных или отопительных системах, в газовых станциях. Станки могут эффективно использоваться и для рихтовки.
Трубогибы обладают целым рядом достоинств: их легко использовать, они имеют малые размеры и малый вес. Более того, существуют и переносные компактные модели. Они успешно используются в сферах, где нужна мобильность для выполнения подобных задач.
Такие приборы оснащаются гидронасосом с автопоршнем мощностью до 20 т.
Устройство трубогиба
Схема трубогиба
Стандартный агрегат оборудован гидроцилиндром, планками и двумя трубными упорами. Силовая функция, конечно же, возложена на гидроцилиндр.
Еще схема устройства оснащена нагнетательным устройством, находящимся сзади.
В гидроцилиндр заливается масло, для этого в его верхней части есть пробка. Нижняя планка наворачивается спереди корпуса. Ее прижимает гайка. Верхняя планка закреплена замком и двумя винтами.
Нижняя планка наворачивается спереди корпуса. Ее прижимает гайка. Верхняя планка закреплена замком и двумя винтами.
Выдвижной шток в устройстве обеспечивает гибочное усилие. Он возвращается в исходную позицию за счет действия пружины, которая имеется в гидроцилиндре.
Планки — сварные изделия, в отверстия которых устанавливаются упоры. Для регулировки устройства по высоте снизу предусмотрены установочные болты.
Цапфа представляет собой упор, помещенный в отверстия планок. При изгибе трубы опираются на ручей, находящийся в середине цапфы.
Делаем трубогиб
Самодельный трубогиб
Для домашних условий трубогиб можно сделать без чертежей и схем. Если же гибка выполняется на промышленном уровне, без специального профессионального оборудования не обойтись. Оно имеет значительно больше возможностей, да и стоить будет намного дороже.
Но мы рассмотрим вариант, если трубогиба своими руками будет достаточно. Его вид зависит от диаметра изделий, которые будут изгибаться. Профильные трубы размером до 20 мм могут быть согнуты, используя бетонную плиту. Однако в ней должны быть отверстия, куда вставляются стальные штыри. Между ними пропускается изделие, а затем гнется на необходимый угол в нужном направлении. Видео такой гибки сейчас часто можно встретить в Интернете.
Профильные трубы размером до 20 мм могут быть согнуты, используя бетонную плиту. Однако в ней должны быть отверстия, куда вставляются стальные штыри. Между ними пропускается изделие, а затем гнется на необходимый угол в нужном направлении. Видео такой гибки сейчас часто можно встретить в Интернете.
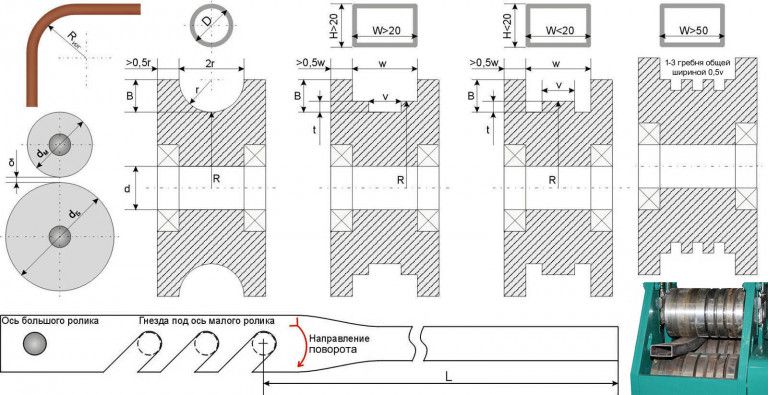
Если же размер трубы больше 20 мм, тогда следует усложнить устройство. На основание присоединяется 2 ролика с круглым сечением боковой грани. И тут нужно учесть, что диаметр изделия и радиус боковой грани должны совпадать. Дальше помещаем изделие между роликами. Один конец нужно закрепить неподвижно. Другой закрепляется к лебедке. Затем просто включаем лебедку и ждем, пока труба согнется до нужного состояния.
Рекомендация: если требуется плавный изгиб, тогда стоит применить горячий способ. Берем кварцевый песок, засыпаем его внутрь профильной трубы и закрываем концы плашками.
Далее просверливаем несколько отверстий у основания изделия, через которые будут выходить газы. Затем помечаем участок для гибки и нагреваем его. После нагрева труба загибается аналогично, как и в случае применения бетонной плиты.
Словом, без дополнительной видео инструкции, чертежей и схем такими простыми способами можно быстро и довольно качественно согнуть изделия своими руками. При этом можно довольно существенно сэкономить, не покупая трубогиб.
Руководство по проектированию разгрузок сгиба
Использование разгрузок сгиба в вашем проекте может открыть новые варианты геометрии и более жесткие допуски для ваших гнутых деталей. Имея многолетний опыт самостоятельного проектирования, обработки и гибки деталей с разгрузкой изгиба, мы составили это подробное руководство по проектированию разгрузок изгиба, чтобы помочь сделать ваши детали еще более успешными.
Что такое разгрузки изгиба?
Изгиб — это одна из тех мелких деталей в изогнутой детали, которую легко не заметить. В тех частях, где это необходимо, его отсутствие может в лучшем случае вызвать нежелательные разрывы или, в худшем случае, сделать вашу часть практически невозможной физически (по крайней мере, так, как она нарисована). Так что же такое облегчение изгиба?
В тех частях, где это необходимо, его отсутствие может в лучшем случае вызвать нежелательные разрывы или, в худшем случае, сделать вашу часть практически невозможной физически (по крайней мере, так, как она нарисована). Так что же такое облегчение изгиба?
Разгрузка изгиба — это просто удаление небольшого участка материала на краю изгиба, где изогнутая часть изгиба встречается с плоским окружающим материалом. Вы делаете контролируемый разрез, чтобы отделить сгибаемый материал от соседнего плоского материала и создать пространство для деформации сгибаемого материала.
Вы можете услышать различные термины, используемые для описания разгрузки изгиба. Обычно при наличии одного изгиба с плоским материалом на одном или обоих концах разгрузка называется «разгрузкой изгиба». Когда есть два (а иногда и три) изгиба, которые встречаются в углу, например, поднос или коробка, рельеф часто называют «угловым рельефом». В обоих случаях идея одна и та же: удалить достаточно материала с края изгиба, чтобы можно было сформировать изгиб. Большая разница в угловом рельефе заключается в том, что есть несколько изгибов, которые нужно разгрузить, поэтому вырез делается так, чтобы разделить угол между изгибами, а не перпендикулярно им.
Большая разница в угловом рельефе заключается в том, что есть несколько изгибов, которые нужно разгрузить, поэтому вырез делается так, чтобы разделить угол между изгибами, а не перпендикулярно им.
Почему изогнутые углы нуждаются в разгрузке изгиба?
Выше мы упоминали, что некоторые изгибы требуют разгрузки, и ее игнорирование может иметь для вас негативные последствия. Причины будет легче понять, если вы обратите внимание на то, что происходит с краями материала, когда он сгибается. Когда материал сгибается, часть этого материала растягивается (снаружи изгиба), а часть материала сжимается (внутри изгиба). Материал, который сжимается, не просто становится меньше, он действительно должен куда-то идти. Это «где-то» обычно находится по бокам поворота.
Представьте, что кусок глины прижимают к плоской поверхности. По мере того, как комок глины становится более плоским/коротким, он также расплющивается в стороны, становясь шире. Твердые материалы, такие как сталь и алюминий, ведут себя одинаково.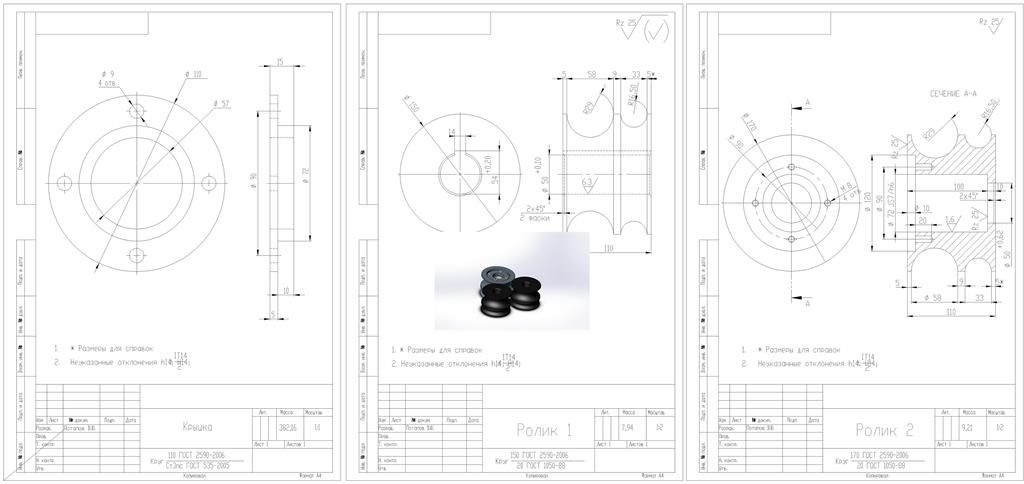 Внутри материала нет пустот или воздушных карманов (по крайней мере, в качественных материалах), поэтому, когда внутренняя часть изгиба сжимается, часть материала выдавливается в стороны. Чем больше вы сгибаете, тем больше материала смещается.
Внутри материала нет пустот или воздушных карманов (по крайней мере, в качественных материалах), поэтому, когда внутренняя часть изгиба сжимается, часть материала выдавливается в стороны. Чем больше вы сгибаете, тем больше материала смещается.
В некоторых местах выдавливание небольшого количества лишнего материала не вызывает никаких проблем. Но если у вашей части есть изгиб, расположенный рядом с плоскостью (или даже другим изгибом), для этого хлюпанья места нет. Листогибочный пресс может быть довольно убедительным, так что сплющивание куда-то пойдет. Если вы не предоставили ей место, она найдет свое место. Это может вызвать нежелательную деформацию или разрыв детали, и у вас останется форма, отличная от исходной. Точно так же, если вам нужно, чтобы изгиб остановился в середине детали, а не проходил по всей ширине, рельеф изгиба разделяет этот материал и позволяет изгибу происходить с одной стороны, в то время как другая сторона остается плоской.
Давайте рассмотрим пример, когда два изгиба сходятся на углу. Если угол необходимо закрыть для эстетики или, возможно, приварить, зазор должен быть относительно небольшим. Небольшой рельеф в углу позволяет краям изгибов плотно смыкаться.
Если угол необходимо закрыть для эстетики или, возможно, приварить, зазор должен быть относительно небольшим. Небольшой рельеф в углу позволяет краям изгибов плотно смыкаться.
Не все изгибы требуют разгрузки. Например, изгиб по всей ширине детали. На краях изгиба нет плоского материала. Вы просто должны знать, что после изгиба края по бокам больше не будут идеально плоскими, внутри будет небольшая выпуклость. Если вашей детали нужны плоские края, вы, вероятно, захотите подпилить или отшлифовать этот материал после того, как он будет согнут.
Рельеф не нужен
Какого размера должен быть ваш рельеф?
Итак, мы обсудили, что такое разгрузка изгиба и зачем она нужна, но как узнать, сколько материала нужно удалить? В основном вы хотите удалить материал на краю изгиба. Мы предоставляем простой расчет, который вы можете сделать, чтобы определить безопасный минимальный размер для вашего рельефа изгиба.
Ширина : Ширина вашего рельефа должна быть не менее половины толщины вашего материала.
Ширина рельефа = толщина материала / 2
Глубина : глубина вашего рельефа должна быть не менее толщины материала + радиус изгиба + 0,02 дюйма (0,5 мм), измеренного от внешней стороны изгиба. . Этот дополнительный 0,02 дюйма обеспечивает лишь небольшой дополнительный зазор.
Глубина рельефа = толщина материала + радиус изгиба + 0,02″
Не силен в математике? Не беспокойтесь, мы вас прикроем. Вы можете посмотреть глубину рельефа, которую мы предлагаем (вместе с тоннами полезной информации) для всех материалов и толщин, которые мы предлагаем на странице материалов. Используйте это в своем дизайне, и у вас не должно возникнуть проблем с рельефом.
При работе с изгибами, которые сходятся в углу, мы также рекомендуем поддерживать зазор между фланцами не менее 0,015 дюйма (0,4 мм).
Примечание. Радиус изгиба зависит от инструмента, используемого для гибки. В SendCutSend мы используем воздушную гибку, поэтому мы предоставляем значения эффективного радиуса изгиба для всех предлагаемых нами материалов, которые изгибаются с использованием наших специальных инструментов. Если вы выполняете изгиб самостоятельно, вы можете сделать пробный изгиб, чтобы узнать, каков ваш эффективный радиус изгиба.
Если вы выполняете изгиб самостоятельно, вы можете сделать пробный изгиб, чтобы узнать, каков ваш эффективный радиус изгиба.
Если числа не имеют смысла или у вас возникли проблемы с определением места измерения, просто имейте в виду, что рельеф правильного размера простирается как минимум до начала изгиба.
Распространенные формы для разгрузки сгиба
Последнее, что нужно определить с разгрузкой сгиба, прежде чем фактически реализовать ее в проекте, — это то, какой формы она должна быть. Хорошая новость заключается в том, что если ваша деталь вырезается лазером или гидроабразивной резкой, это не имеет большого значения. У разных форм есть свои преимущества и недостатки, но одним из важнейших факторов при выборе формы является эстетика. Некоторые распространенные формы квадратные или прямоугольные, округлые и круглые.
Прямоугольный – Квадратные внутренние углы обычно избегают в деталях, которые должны нести нагрузки, потому что они могут создавать области концентрации напряжений, и именно здесь обычно начинаются трещины.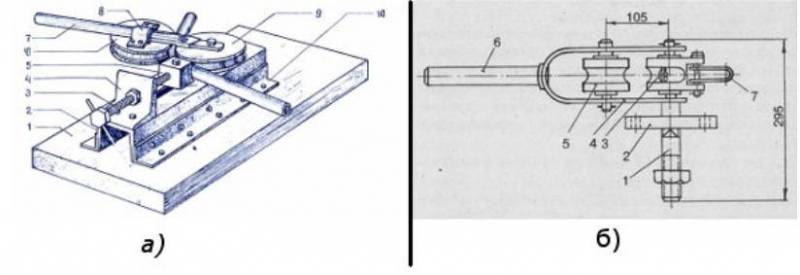
Округлая форма – Округлая форма представляет собой прорези с закругленными концами. Обращения распространены и могут быть хорошим выбором, если вы пытаетесь свести зазоры к минимуму. Например, угол между двумя сгибами, который вы хотите заделать после сгиба. Круглый рельеф может минимизировать зазор и облегчить сварку или герметизацию шва.
Круглый — Круглые вырезы — это просто круглые вырезы. Они распространены в деталях ручной работы, потому что их можно легко создать с помощью дрели. Круглые рельефы, как правило, оставляют немного большие зазоры, чем некоторые другие стили, которые мы здесь упомянули.
Нестандартная форма . Большим преимуществом лазерной резки является то, что уникальные формы можно вырезать так же легко, как и простые. Если вашему проекту требуется дополнительный уровень детализации, вы можете использовать это в своих интересах и проявить творческий подход к форме рельефа изгиба.
Разрыв — в некоторых пакетах программного обеспечения вы можете увидеть разрыв в качестве параметра формы.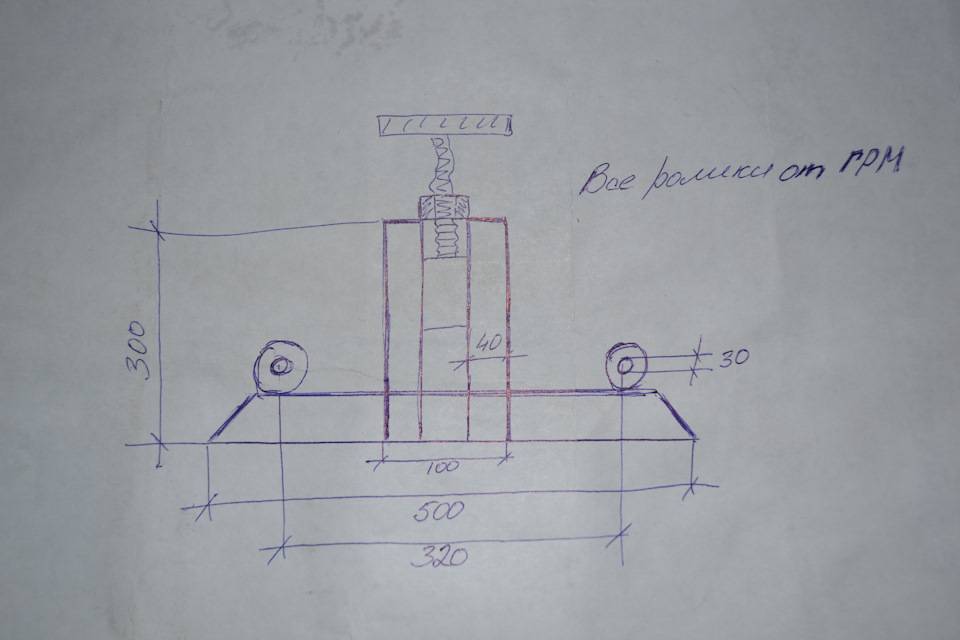 Выбор разрыва указывает программе создать срез нулевой ширины, чтобы отделить материал от места, где должен быть рельеф. Поскольку режущие инструменты с нулевым пропилом еще не изобретены (даже лазеры имеют небольшой пропил), лучше избегать такой формы, если вы хотите, чтобы ваши детали оставались чистыми.
Выбор разрыва указывает программе создать срез нулевой ширины, чтобы отделить материал от места, где должен быть рельеф. Поскольку режущие инструменты с нулевым пропилом еще не изобретены (даже лазеры имеют небольшой пропил), лучше избегать такой формы, если вы хотите, чтобы ваши детали оставались чистыми.
Существует два распространенных способа добавления рельефа изгиба к вашему проекту. Один из способов — сделать это вручную. Это опция в любом инструменте, который вы используете для создания дизайна. Точно так же, как вы рисуете другие элементы детали, вы рисуете разгрузку сгиба на концах любых сгибов, которые требуют этого, используя соответствующие размеры, описанные выше. Рисование рельефного выреза вручную также имеет то преимущество, что дает вам полный контроль над его формой. Если вы ищете нестандартную форму рельефа изгиба, это ваш лучший вариант.
Если вам не нужен такой большой контроль над разгрузкой изгиба, другим вариантом является использование функций листового металла, встроенных в некоторые распространенные пакеты программного обеспечения 3D CAD.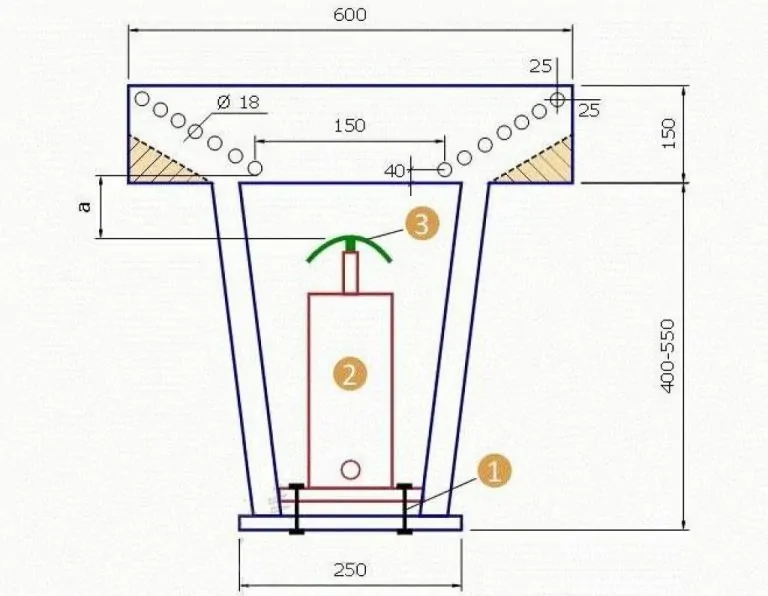 Не все программное обеспечение будет предлагать эти инструменты, но Fusion360, доступный бесплатно, включает их, как и большинство приобретаемых пакетов программного обеспечения САПР, таких как Solidworks и Creo.
Не все программное обеспечение будет предлагать эти инструменты, но Fusion360, доступный бесплатно, включает их, как и большинство приобретаемых пакетов программного обеспечения САПР, таких как Solidworks и Creo.
CAD со встроенными инструментами для работы с листовым металлом позволяет быстро добавлять изгибы в конструкцию и, при необходимости, разгрузку изгиба. Их самым большим недостатком является ограниченный выбор форм. В некоторых случаях у вас также есть немного меньше контроля над размерами, например, где они измеряются и отношением ширины к длине. Здесь мы рассмотрим некоторые программные пакеты, но имейте в виду, что оба наших примера (Fusion360 и Solidworks) регулярно обновляются, поэтому эти методы могут измениться в будущем.
Также важно отметить, что не все программы одинаково измеряют облегчение. Ширина рельефа довольно постоянна в разных программных пакетах, но глубина не всегда измеряется от одного и того же эталона. И Fusion360, и Solidworks измеряют глубину разгрузки изгиба от начала изгиба. Чтобы соответствовать нашим рекомендуемым размерам, вы должны указать глубину 0,02 ».
Чтобы соответствовать нашим рекомендуемым размерам, вы должны указать глубину 0,02 ».
Fusion360
В Fusion360 есть два места для управления разгрузкой сгиба: вы можете управлять настройками по умолчанию для своего проекта и при необходимости переопределять настройки по умолчанию для каждого отдельного сгиба.
Настройки по умолчанию можно найти в инструментах для обработки листового металла, меню «Изменить».
Настройки по умолчанию можно контролировать для всей библиотеки материалов или только для данного конкретного проекта после создания детали с использованием одного из материалов. Возможно, вам придется преобразовать вашу деталь в листовой металл, прежде чем она появится в разделе «В этом дизайне».
Здесь можно указать многие специфические свойства листового металла, включая радиус изгиба, К-фактор и размеры подрезки сгиба. Это могут быть фиксированные значения или формулы, основанные на толщине материала. (Примечание: всю эту информацию для выбранного материала и толщины вы также можете найти в нашем калькуляторе гибки. )
)
Настройки по умолчанию автоматически применяются ко всем изгибам. Если вам нужно изменить разгрузку сгиба для какого-либо конкретного сгиба, вы можете найти настройки переопределения в настройках отдельных элементов сгиба.
Все настройки по умолчанию можно переопределить для каждого отдельного элемента, включая параметры радиуса сгиба и разгрузки сгиба.
В Fusion360 настройки разгрузки углов можно найти в тех же местах, что и разгрузки сгиба.
Solidworks
В Solidworks есть несколько разных мест, где можно включить разгрузку изгиба. Первый находится в начальной Листовой металл Элемент , который создается, когда ваша деталь изготавливается с использованием инструментов для листового металла (или преобразуется в листовой металл). Отсюда вы можете выбрать автоматическое добавление рельефа на сгибах, которые в нем нуждаются. Это хорошо работает для стандартных изгибов, но не для снятия углов (мы вернемся к этому чуть позже).
Добавление рельефа таким образом дает вам минимальный контроль. Вы можете выбирать между такими формами, как прямоугольная, круглая и слезоточивая. Вместо того, чтобы вводить ширину и глубину, вы ограничены только отношением каждого из них к толщине материала. В этом примере отношение 1 и толщина материала 0,125 дают ширину рельефа 0,125 и глубину рельефа 0,125. Если отношение изменить на 2, ширина и глубина рельефа будут равны 0,250.
Второй вариант снятия напряжения сгиба в Solidworks находится в самом элементе Edge-Flange . Здесь у вас есть немного больше контроля. Прямоугольная, круглая и разрывная по-прежнему единственные формы, но здесь вы можете выбрать, использовать ли отношение к толщине или указать ширину и глубину рельефа независимо.
Последний метод создания рельефа в Solidworks применяется к угловому рельефу. Ранее мы обсуждали, что рельеф угла — это рельеф, в котором два сгиба встречаются в углу. Угловой сброс можно добавить как отдельный элемент.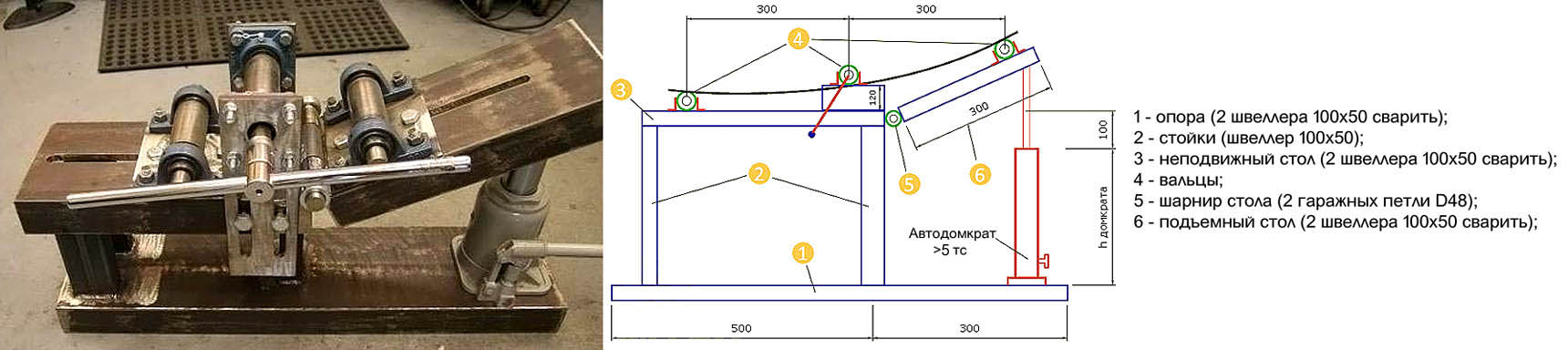 Здесь у вас есть еще несколько вариантов форм и размеров.
Здесь у вас есть еще несколько вариантов форм и размеров.
В функции разгрузки углов вы можете указать, к каким углам будут применяться настройки: к одному, нескольким или ко всем углам. Можно создать несколько угловых рельефных элементов, если вам нужны разные настройки для разных углов.
Примеры
Использование инструмента САПР для визуализации детали изгиба может помочь, но если вы все еще не уверены, требуется ли для вашего изгиба разгрузка или нет, ниже приведены некоторые примеры изгибов, которые требуют и не требуют разгрузки. Каждый изгиб имеет две кромки, а для некоторых изгибов требуется два, один или ни одного рельефа. Обратите внимание на приведенный ниже образец детали, что на обоих концах каждого набора линий сгиба материал был удален.
- Изгиб № 1 и № 6 очень похожи, разница в том, что в сгибе № 1 правая сторона сгиба останавливается сразу за краем детали. Из-за остановки перед кромкой требуется рельеф. Если бы вам не нужно было останавливать изгиб до того, как он достигнет края, то сброс с этой стороны не потребовался бы.
 С левой стороны изгиб доходит до края и на пути нет дополнительного материала, поэтому рельеф не требуется.
С левой стороны изгиб доходит до края и на пути нет дополнительного материала, поэтому рельеф не требуется. - Изгиб #2 выполняется посередине кромки с несгибаемым материалом с обеих сторон. Это требует облегчения с обеих сторон.
- Изгиб #3 расположен на краю пластины, справа нет плоского материала. Нет необходимости в облегчении на правой стороне. Слева, аналогично изгибу № 2, требуется рельеф, чтобы освободить место в несгибаемом материале.
- Изгиб #4 часто называют оконным изгибом. SendCutSend в настоящее время не выполняет изгибы окна , но если вы собираетесь создать подобный изгиб в своей детали, вам потребуется разгрузка с обеих сторон изгиба.
- Колено #5 почти идентичен изгибу №3, они оба имеют одну сторону вдоль края пластины, а другую сторону посередине. Важным отличием является то, что изгиб № 5 находится в стороне от несогнутого материала. Из-за этого изгиб № 5 не требует никакого облегчения.

- Изгиб #6 проходит от одного края пластины до другого. Поскольку непосредственно по обе стороны от сгиба нет несгибаемого материала, разгрузка не требуется.
Сводка
В зависимости от формы детали и расположения изгиба может потребоваться включить разгрузку изгиба, чтобы избежать разрывов или деформации вдоль краев, где деталь переходит из плоского состояния в изгиб. Не все изгибы потребуют облегчения, но когда это необходимо, вы можете найти или рассчитать необходимый размер. Создание рельефа изгиба вручную дает вам больше свободы, но его сложнее рассчитать, или, если вы используете программное обеспечение со встроенными инструментами для работы с листовым металлом, вы можете попросить его добавить рельеф для вас.
Хотите узнать больше о гибке? Ознакомьтесь с нашими рекомендациями по гибке и формовке листового металла и нашим блогом для получения дополнительной полезной информации.
Перед загрузкой файлов проекта обязательно ознакомьтесь с нашим контрольным списком перед полетом:
Понимание вычетов изгиба | MetaFab, Inc
Понимание вычетов изгиба
26 мая 2020 г. 13:25
13:25
ВВЕДЕНИЕ
Изготовление листового металла, и особенно прецизионное изготовление листового металла, — это отличный способ создания и изготовления прочных изделий с помощью процессов резки, формовки и сборки. Проекты обычно разрабатываются или моделируются, а затем отправляются в производственные цеха для участия в торгах и, в случае победы, изготавливаются для печати. Часто детали разрабатываются без учета передового опыта изготовления листового металла, что требует от цехов по обработке листового металла большой работы за кулисами, подготовки отпечатков к производству с использованием стандартных производственных процессов. Одна тема, которая редко освещается подробно и, по-видимому, вызывает наибольшую путаницу, касается вычетов изгиба и, следовательно, допусков изгиба.
СНИЖЕНИЕ ИЗГИБА
Учет вычета изгиба и допусков на изгиб является важным первым шагом в проектировании деталей из листового металла, поскольку он влияет почти на каждый последующий этап в процессе изготовления.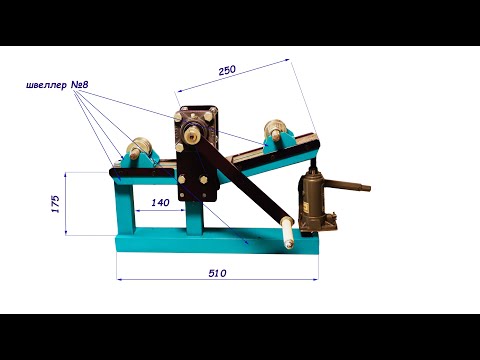 Более того, это позволит вам добиться правильного размера и размеров, необходимых для развертки. Развертка — это то, как выглядит деталь до того, как произошли какие-либо изгибы. Длины в развертке будут отличаться от длины в согнутом состоянии. Это связано с тем, что металлический материал при формировании в процессе гибки одновременно растягивается и сжимается в зависимости от толщины и типа материала.
Более того, это позволит вам добиться правильного размера и размеров, необходимых для развертки. Развертка — это то, как выглядит деталь до того, как произошли какие-либо изгибы. Длины в развертке будут отличаться от длины в согнутом состоянии. Это связано с тем, что металлический материал при формировании в процессе гибки одновременно растягивается и сжимается в зависимости от толщины и типа материала.
Вычет изгиба BD определяется как разница между суммой длин полки (от края до вершины) и исходной плоской длиной. Другими словами, материал, который вам придется удалить из общей длины фланцев, чтобы получить нужную длину в развертке. В приведенном ниже примере деталь с полками длиной 2 дюйма и 3 дюйма с внутренним радиусом 0,250 дюйма под углом 90° будет иметь длину 5 дюймов. Когда вычисляется вычет изгиба, мы обнаруживаем, что он равен 0,293 дюйма в длину. Чтобы разработать развертку, мы вычтем 0,29.3 дюйма с 5 дюймов, чтобы получить 4,707 дюйма. На изображении ниже показана тесная связь между вычетом изгиба и допуском изгиба.
ФОРМУЛА ВЫЧЕТА ИЗГИБА
Формула уменьшения изгиба учитывает геометрию изгиба и свойства вашего металла для определения уменьшения изгиба. Значения, которые вам необходимо знать, включают толщину материала (MT), угол изгиба (B<), внутренний радиус (IR) и коэффициент K (K). При вводе толщины материала используйте десятичную форму вместо номера калибра. Для вашего удобства мы предоставили таблицу толщины материала, здесь: Руководство по толщине материала . Чтобы правильно определить угол изгиба, вы должны использовать дополнительный угол элемента детали. Перед выполнением вычислений важно преобразовать включенный угол в дополнительный угол. Внутренний радиус будет конечным радиусом включенного угла. Наконец, К-фактор является свойством материала, который вы изгибаете. Это свойство отражает то, как материал растягивается при формировании.
Пусть вас не пугает длина формулы для вычитания изгиба. Он длинный, потому что он решает проблему отступа с внешней стороны (OSSB), а также допуск на изгиб.
Если доступны отступ с внешней стороны (OSSB) и допуск на изгиб (BA), то формула вычета изгиба будет значительно короче.
ТАБЛИЦА СНИЖЕНИЯ ИЗГИБА
Вычитание изгиба можно легко спутать с допуском изгиба, поэтому важно понимать разницу и когда необходимо каждое значение. Создание плоских массивов на чертежах деталей из листового металла становится простым после ознакомления с каждым из этих понятий. Одним из ключей к успеху в ускорении процесса нахождения этих значений является использование таблицы со стандартными значениями, основанными на материале подложки и толщине. Мы используем Solid Works в Meta Fab, но доступны и другие программные пакеты, которые легко помогают рассчитать вычет изгиба или допуски на изгиб.
Гибка и формовка листового металла не всегда будут одинаковыми в каждом производственном цехе. Самая большая разница в изготовлении связана с самой толщиной материала. Защитное покрытие, различия в сплаве и толщине, а также многие другие факторы в совокупности дают вам вычеты изгиба, которые являются уникальными для ваших методов обработки. Приведенная ниже таблица является хорошей отправной точкой для большинства приложений обработки листового металла и может не потребовать значительных изменений. Однако, если вы занимаетесь прецизионным производством, используйте приведенный ниже файл Excel и вставьте свои собственные данные, чтобы адаптировать их к своим операциям.
Приведенная ниже таблица является хорошей отправной точкой для большинства приложений обработки листового металла и может не потребовать значительных изменений. Однако, если вы занимаетесь прецизионным производством, используйте приведенный ниже файл Excel и вставьте свои собственные данные, чтобы адаптировать их к своим операциям.
Приведенная ниже диаграмма Excel предназначена для толщин материалов с четными номерами от 8 до 22 и имеет K-фактор по умолчанию, равный 0,448 для каждого. Вы можете легко изменить Толщину материала, Внутренний радиус и К-фактор для каждой толщины в верхней части каждого столбца. Эта диаграмма предназначена только для справки — вы всегда должны проверять свой процесс для получения лучших результатов.
Таблица уменьшения изгиба листового металла (PDF)
Таблица вычетов изгиба листового металла (Excel)
ЗАКЛЮЧЕНИЕ
Учет изгиба – это первый и наиболее важный аспект при работе с готовым листовым металлом.