Профилегиб своими руками: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
PBM 80 HYD Станок для гибки профилей с ЧПУ – Wodico
Описание
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ
- 7-дюймовый сенсорный экран
- Автоматическое воспроизведение гибки, управляемое ПЛК (деталь, согнутая оператором, записывается интеллектуальным технологическим программным обеспечением, последующие гибки выполняются машиной)
- Клавиатура, которую можно установить в горизонтальное или вертикальное рабочее положение с помощью одной кнопки
- Возможность превращения вращения валов в непрерывное вращение одной кнопкой во время гибки
- Возможность предупреждать на 7-дюймовом экране о необходимости технического обслуживания
- Страница аварийных сигналов с предупреждениями на машине
- Двойная скорость
- Устройство для растяжения, предотвращающее растяжение верхнего стержня
- Гидравлические боковые опоры, облегчающие изгиб
- Энкодер, регистрирующий скрытое вращательное движение против ударов
- Удаленный доступ к ПЛК и экрану через Интернет благодаря интеллектуальной технологии
- Лист расчета, который рассчитывает пружину и глубину, необходимые для контроля изгиба во время гибки
- Имеет многоцелевые формы для гибки.

- Имеет отдельный от машины мобильный пульт управления колесом.
- Серпатин имеет свойство изгибаться.

ДОПОЛНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ
Имеются отдельные формы для гибки труб любого диаметра.
1 ГОД ГАРАНТИИ ОТ ПРОИЗВОДСТВЕННЫХ НЕИСПРАВНОСТЕЙ МАШИНЫ.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Мощность двигателя: 5,5 – 8 кВт +1,1 кВт
- Рулоны: Ø 245 мм
- Вал: Ø 80 мм
- Скорость гибки: 5 – 10 м/мин (двойная скорость)
- Ширина: 1200 мм
- Длина: 1400 мм
- Высота: 1420 мм
- Вес: 1700 кг
ЗАИНТЕРЕСОВАНО ЭТИМ ПРОДУКТОМ?
НЕМЕДЛЕННО СВЯЖИТЕСЬ С НАМИ.
[]
ИМЯ
ФАМИЛИЯ
НАЗВАНИЕ КОМПАНИИваше полное имя
ВЕБ-САЙТ КОМПАНИИ
НОМЕР ТЕЛЕФОНА
Выбор округа!
Choose countryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua And BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia And HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (keeling) IslandsColombiaComorosCongoCongo, The Democratic Republic Of TheCook IslandsCosta RicaCote D’ivoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea -бисауГайанаГаитиостров Херд и острова МакдональдСвятой Престол (Ватикан City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic OfIraqIrelandIsraelItalyJamaicaJapanJordanKazakstanKenyaKiribatiKorea, Democratic People’s Republic OfKorea, Republic OfKosovoKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedonia, The Former Yugoslav Republic OfMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States OfMoldova, Republic OfMonacoMongoliaMontserratMontenegroMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian Territory, OccupiedPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint HelenaSaint Китс и НевисСент-ЛюсияСент-Пьер и МикелонСент-Винсент и Гренадины SamoaSan MarinoSao Tome And PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia And The South Sandwich IslandsSpainSri LankaSudanSurinameSvalbard And Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province Of ChinaTajikistanTanzania, United Republic OfThailandTogoTokelauTongaTrinidad And TobagoTunisiaTurkeyTurkmenistanTurks And Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands, BritishVirgin Islands, U. s.Wallis И ФутунаЗападная СахараЙеменЗамбияЗимбабве
s.Wallis И ФутунаЗападная СахараЙеменЗамбияЗимбабве
Комментарии
Предыдущий
Следующий
Выбор идеального панелегиба
Панелегибочный станок — это эффективный металлообрабатывающий станок для работы с материалами толщиной до 1/8 дюйма. За один процесс можно быстро выполнить сложную деталь, требующую очень точного формирования радиуса, подгибки или сгибания со смещением. Те же самые операции, выполняемые на листогибочном прессе, могут быть очень медленными.
«Время, затрачиваемое на фактическое движение листогибочного пресса вверх и вниз для создания гибки, может составлять 15% рабочего времени оператора», — сказал Билл Боссард, президент Salvagnini America. «Баланс времени уходит на обработку деталей, поиск деталей, проверку первого изделия и т. д. И мы постоянно слышим от клиентов, что они хотели бы иметь способ минимизировать или исключить время настройки листогибочного пресса. Все пытаются сократить время установки. Но как только вы начинаете добавлять автоматизированные функции к листогибочному прессу, чтобы сделать это возможным, цена поднимается настолько высоко, что панельогиб становится жизнеспособной альтернативой».
Все пытаются сократить время установки. Но как только вы начинаете добавлять автоматизированные функции к листогибочному прессу, чтобы сделать это возможным, цена поднимается настолько высоко, что панельогиб становится жизнеспособной альтернативой».
Любая мастерская, производящая большое количество изделий коробчатой формы – HVAC и корпусные работы – подходящего калибра, может рассмотреть панельный станок как приемлемый вариант. Тогда возникает вопрос, какую машину выбрать: полностью автоматизированную, полуавтоматическую или с ручным управлением. Выбор будет зависеть от типа работы, которую выполняет магазин, и ценовых соображений.
Опции с ручным позиционированием
Назвать любой панелегиб ручным управлением будет несколько неправильным. В случае станка TruBend Center Series 5000 от TRUMPF и станка FastBend от Prima Power оператор загружает деталь в панельный станок, и все гибки на одной стороне детали выполняются одновременно.
На станке TRUMPF деталь длиной до 10 футов можно согнуть с помощью 8-дюймового инструмента. высота гнезда. Он принимает листы толщиной до 1/8 дюйма.
высота гнезда. Он принимает листы толщиной до 1/8 дюйма.
Это первая попытка TRUMPF выйти на рынок гибки панелей. Этот станок был впервые представлен в Северной Америке на выставке FABTECH® в Чикаго в 2015 году. Том Бейли, менеджер по продукции серии TruBend в TRUMPF, сказал, что компания пытается выделиться на этом рынке, выпустив гибочный станок, который, по ее мнению, является гибким и уникальным. таким образом, что он отличается от полностью автоматизированных моделей.
Одним из способов, которым производитель отличает свой панельогиб, является манипулятор, используемый для перемещения детали после того, как оператор расположил ее для гибки. Манипулятор представляет собой двухосную конструкцию, которая перемещает деталь как внутрь, так и наружу для изгибов, а также по вертикали.
Вспомогательный набор держателей заготовок, которые можно перемещать в нужное положение, автоматически образуют узкие каналы на TruBend. Фото предоставлено TRUMPF.
Фото предоставлено TRUMPF.
«Большинство станков для гибки панелей, которые вы видите на рынке, используют одноосный манипулятор, который просто перемещает деталь в машину и из машины для завершения гибки», — сказал Бейли. «Возможность перемещать деталь по вертикали открывает некоторые возможности. Например, традиционное ограничение панельогибочных станков заключается в том, что вы не можете получить чистовую обработку детали с изгибом вниз, потому что тогда деталь застрянет внутри машины. С 2-осевым манипулятором это не проблема».
Еще одной проблемой для многих панельогибочных станков является формирование узких каналов. Из-за силы, требуемой от держателей заготовок, которые удерживают лист после завершения гибки, во время гибки необходимо зажать определенный минимальный объем плоского материала.
«Если ваша деталь становится слишком узкой, держатели заготовок слишком велики, чтобы удерживать деталь в любом месте», — сказал Бейли. «Таким образом, хотя теоретически эти узкие каналы являются идеальным применением для панелегиба, обычно машинам сложно выполнять такие изгибы из-за их конструкции».
Гибочный станок TRUMPF включает дополнительный набор держателей заготовок, которые имеют меньший профиль и могут автоматически перемещаться в нужное положение, когда необходим узкий профиль.
Бейли указывает на двери и рамы как на примеры деталей, которые могут идеально подходить для конкретных преимуществ панелегиба, предлагаемого компанией.
«Это может быть дверь и рама электрического шкафа, или это может быть дверь и рама здания», — сказал он. «Независимо от того, они всегда состоят из больших панелей и маленьких каналов. Если вы можете делать и то, и другое, у вас есть идеальное применение для панелегиба».
Несмотря на то, что компания работает над полностью автоматизированной версией своего панелегиба, Бэйли отметил, что добавление автоматизированной системы не сводит на нет ценность модели с ручным позиционером.
«Когда вы переходите к системе с автоматическим вращением детали, вы вводите ограничения на геометрию, потому что теперь у вас есть еще один механический манипулятор, который должен подходить к детали, чтобы иметь возможность ее вращать», — пояснил он. «Опять же, с узкими профилями и нижними фланцами становится трудно иметь дело».
«Опять же, с узкими профилями и нижними фланцами становится трудно иметь дело».
Панелегибы Prima Power варьируются от модели с ручным позиционированием до полностью автоматизированной системы. Fast Bend, или FBe, — это модель компании с ручным позиционированием. Как объяснил Пол Крофт (Paul Croft), менеджер по гибке Prima Power North America, эта модель стала незаменимым инструментом для гибки специальных изделий.
«Поскольку у него нет манипулятора для перемещения детали внутрь и наружу, он позволяет нам сгибать определенные геометрические формы, которые нельзя было сделать с помощью манипулятора», — сказал Крофт. «Например, мы можем сгибать детали, которые на пару дюймов уже, потому что на пути нет манипулятора. Кроме того, поскольку мы используем вакуумные подушки под листом, чтобы удерживать его на месте и перемещать внутрь и наружу изгиба, мы можем обрабатывать детали с жалюзи или вырезом посередине».
Полуавтоматический панельногибочный станок Salvagnini P1 зарекомендовал себя как популярный благодаря своим небольшим габаритам и полностью электрической операционной системе. Фото предоставлено Salvagnini.
Фото предоставлено Salvagnini.
Этот гибочный станок также имеет два разных режима: стандартный, в котором деталь подается автоматически во время гибки каждой стороны, и режим листогибочного пресса, в котором лист перемещается вручную изгиб за изгибом, что полезно для очень узких профилей. .
Как и TruBend, FBe дает компании гибкость при работе со сложными деталями, предъявляющими особые требования, которые было бы трудно реализовать в полностью автоматизированной системе.
Полуавтоматические опции
Раньше одним из основных преимуществ гибочных станков с ручным позиционированием было то, что они позволяли обрабатывать отдельные детали. Это полезно для работы по комплектованию — вы можете запустить левую панель, правую панель, верхнюю часть в сборку и так далее, и в конце все будет собрано в один комплект, готовый к сварке. Между каждой деталью происходит 8-секундная смена инструмента, но это все же намного быстрее, чем листогибочный пресс. В то время как гибочные станки с ручным позиционированием по-прежнему эффективны в этом отношении, многие мастерские, занимающиеся комплектацией, обращаются к полуавтоматическим гибочным станкам, если манипулятор не является проблемой.
В то время как гибочные станки с ручным позиционированием по-прежнему эффективны в этом отношении, многие мастерские, занимающиеся комплектацией, обращаются к полуавтоматическим гибочным станкам, если манипулятор не является проблемой.
Полуавтоматические листогибочные станки, представленные на рынке, требуют, чтобы оператор поместил деталь в станок. С этого момента манипулятор захватывает деталь и полностью ее обрабатывает. Затем оператор просто удаляет деталь и снова повторяет тот же процесс.
Salvagnini называет свои полуавтоматические модели серией Performer. Они доступны в трех стандартных размерах, включая гибочные детали длиной от 4 футов до 8 футов.
«Эти машины не приспособлены к потребностям каждого клиента, — сказал Боссард. «Мы снабжаем их рядом функций, которые уже предварительно спроектированы и могут быть выбраны так, как клиент хотел бы их разместить».
Если вы когда-либо были на FABTECH за последние шесть лет, вы, несомненно, видели, как модели Salvagnini P1 или P2 штамповали детали. Детали загружаются вручную, но как только деталь оказывается на столе, за дело берется машина. За последние пять лет все станки серии Performer были модернизированы и теперь включают автоматическое измерение толщины, контроль угла, автоматическую настройку и автоматическую регулировку держателя заготовки. Боссард сказал, что эта серия оказалась популярной для серийного производства комплектов, которые могут включать поток единичных деталей до 10 штук, которые впоследствии пойдут на сварочную сборку.
Детали загружаются вручную, но как только деталь оказывается на столе, за дело берется машина. За последние пять лет все станки серии Performer были модернизированы и теперь включают автоматическое измерение толщины, контроль угла, автоматическую настройку и автоматическую регулировку держателя заготовки. Боссард сказал, что эта серия оказалась популярной для серийного производства комплектов, которые могут включать поток единичных деталей до 10 штук, которые впоследствии пойдут на сварочную сборку.
P1 отличается тем, что это полностью электрическая машина. По этой причине он может сгибать лист только до максимального размера 16 ga. Все другие машины Salvagnini (и машины конкурентов) гнут лист до 1/8 дюйма.
Полуавтоматический панельогиб BCe Smart от Prima Power разработан с меньшим количеством опций для снижения стоимости машины, что привлекает потенциальных пользователей, которых отталкивает высокая стоимость полностью автоматизированных панельногибочных станков. Фото предоставлено Prima Power.
Фото предоставлено Prima Power.
Когда несколько лет назад впервые был выпущен P1, он не включал автоматическую настройку, что означало, что для настройки одного типа детали на другую требовалось около 5 минут. Это умаляло его ценность для производства комплектов. Добавление этой возможности автоматически сделало его более ценным для магазинов. P1 может работать с листами размером до 62 дюймов на 39 дюймов, с максимальной длиной изгиба 49 дюймов и высотой изгиба 5 дюймов.
«Последний изгиб требует наличия дополнительной цепи безопасности для защиты оператора, когда он протягивает руку, чтобы удалить эту деталь», — объяснил Боссард. «Это было доступно на других наших машинах в течение нескольких лет, но теперь специальная схема безопасности была разработана таким образом, что мы можем включить ее в P1».
P2lean может работать с листами размером до 98 дюймов на 62,9 дюйма, длиной изгиба 85,82 дюйма и высотой 6,49 дюйма.
Обе машины идеально подходят для изготовления комплектов.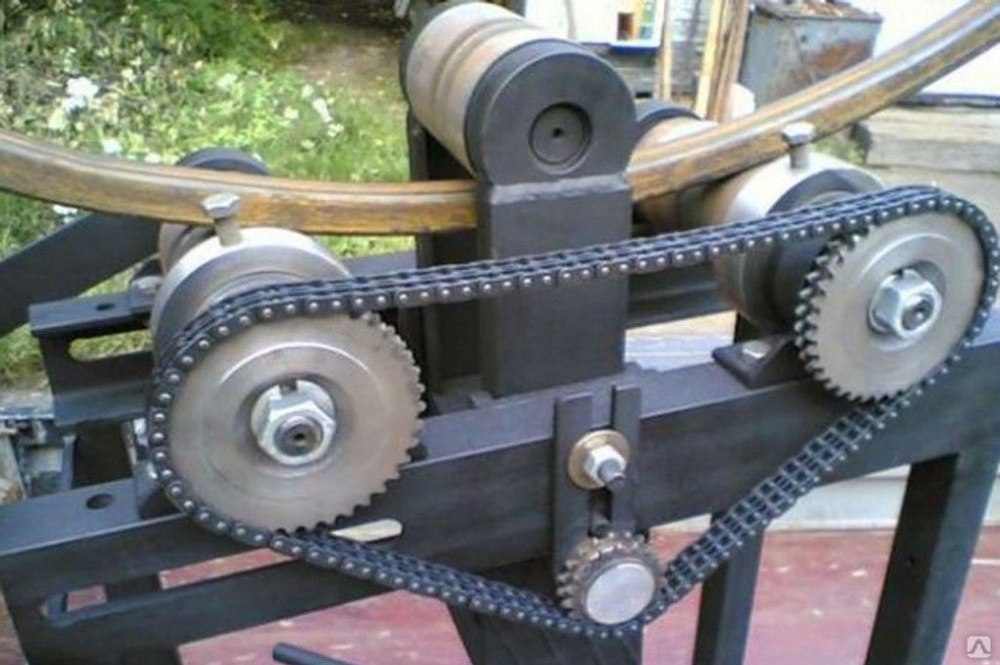 Сложность, конечно, в том, что вам по-прежнему требуется один оператор на машину.
Сложность, конечно, в том, что вам по-прежнему требуется один оператор на машину.
«Даже с деталью с 16 изгибами машина выплюнет эту деталь менее чем за минуту», — отметил Боссард.
В этой полуавтоматической линии Prima есть две модели: BCe и BCe Smart. Как объяснил Крофт, эти машины имеют скорость обработки полностью автоматизированного гибочного станка, но с возможностью сборки одной детали или комплекта.
— На самом деле все сводится к производственным требованиям, — сказал Крофт. «Возможно, вы могли бы купить два гибочных станка BCe по цене одной из наших полностью автоматизированных систем гибки панелей EBe. EBe действительно предназначен для включения в ячейку полной автоматизации, тогда как машины BCe и BCe Smart предназначены для использования в качестве автономных единиц».
BCe Smart — новейшая разработка Prima на рынке гибки панелей, и она была разработана для того, чтобы снизить цену для клиентов. Учитывая эти требования к конструкции, на эту модель были наложены некоторые основные ограничения.
Основным преимуществом панельогиба является его способность быстро и точно формировать сложные формы. Здесь на станке Salvagnini изгибается спиралевидная форма. Фото предоставлено Salvagnini.
«Как правило, мы считаем, что большинству участников рынка требуется не более 80 дюймов изгиба», — сказал Крофт. «Это единственная машина, которая подходит всем по разумной цене. Другие машины, которые мы производим, могут достигать 140+ дюймов».
Другое различие между BCe и BCe Smart заключается в загрузке/выгрузке. BCe представляет собой полностью закрытое устройство, в котором деталь помещается в корпус, обрабатывается и выкатывается после обработки. BCe Smart занимает меньше места. Оператор размещает деталь прямо под манипулятором, который затем берет деталь и обрабатывает ее. Светодиодная контрольная полоса помогает оператору предварительно центрировать деталь. Безопасность оператора обеспечивает защита от лазерного излучения.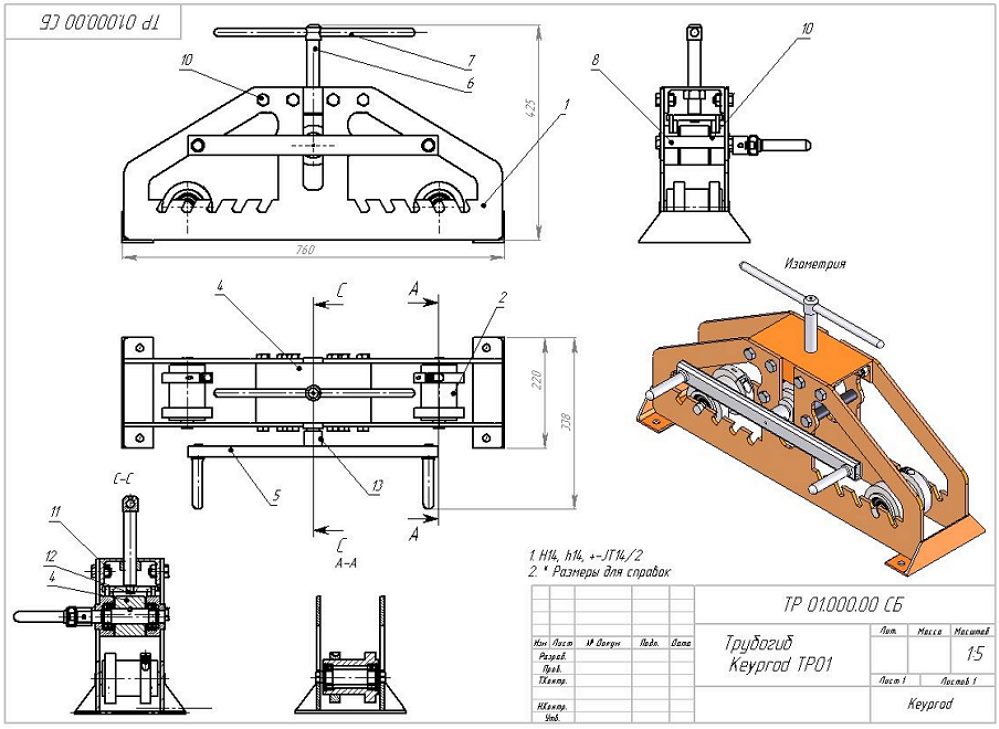 Когда деталь обработана, оператор может просто протянуть руку и убрать ее со стола.
Когда деталь обработана, оператор может просто протянуть руку и убрать ее со стола.
Опять же, этот тип станка идеально подходит для комплектующих деталей.
«С этим станком у вас есть в среднем 10-секундная смена инструмента между различными деталями», — сказал Крофт. «Если у меня есть деталь, время цикла которой составляет 40 секунд, я добавляю от 6 до 10 секунд только для обработки одной детали. Эта смена инструмента могла бы занять более 10 минут на листогибочном прессе, поэтому, если у меня все еще есть только 50 секунд, а я могу управлять потоком единичных изделий, многие люди могут с этим смириться. Это все еще будет самая эффективная машина, которая у вас есть, если вы хотите делать 50 или 500 деталей за раз».
Полностью автоматические гибочные станки
Ограничение для всех полуавтоматических систем, обсуждавшихся ранее, заключается в том, что ни одна из них не может быть оборудована для интеграции в полностью автоматизированную производственную линию.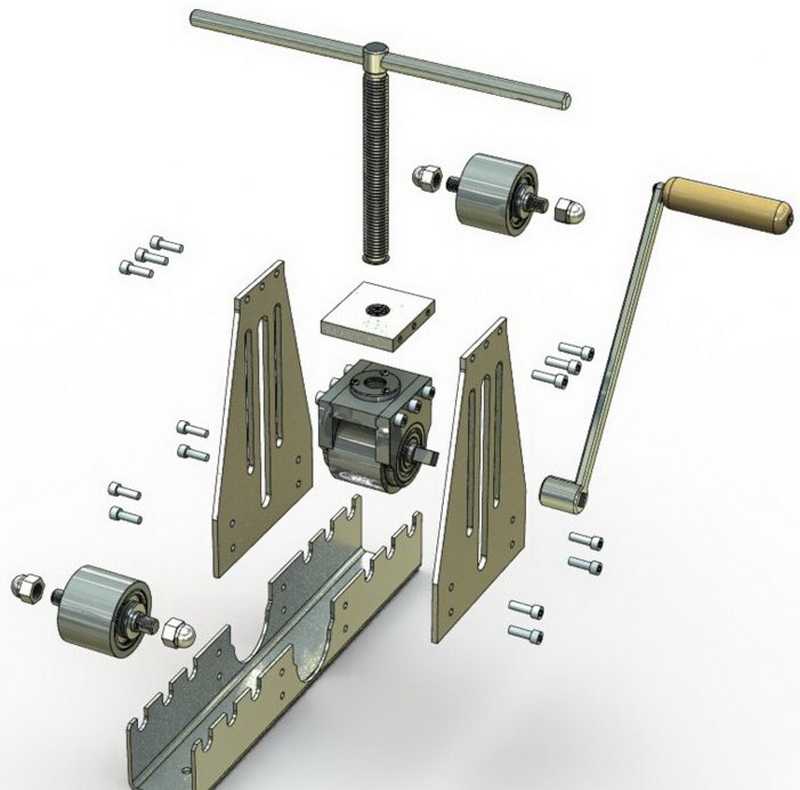
«Если бы у вас была панельная гибочная машина EBe в качестве автономной системы, вы могли бы бросить стопку из 100 деталей на левую сторону машины, и она выплюнула бы их в виде готовых деталей в конце», — сказал Крофт. . «Но преимущество этой конкретной системы заключается в том, что ее можно еще больше автоматизировать с помощью одной из наших более крупных систем. Его можно комбинировать с лазером, ножницами или вырубной машиной, а также с роботизированной автоматизацией для сортировки и штабелирования».
Крофт подчеркнул, что, хотя EBe может продаваться как отдельная машина, она действительно наиболее эффективна, когда является частью более крупной автоматизированной ячейки. «Тот факт, что его можно включить в любое количество крупномасштабных систем, является самым большим преимуществом», — сказал он. «EBe может быть изготовлен в размерах 133 дюйма и 147 дюймов; эти большие размеры не имели бы особого смысла в машине с ручной загрузкой, где оператор должен обрабатывать детали. Вот как он доказывает свою ценность в цеху — быстрое производство деталей без вмешательства оператора».
Вот как он доказывает свою ценность в цеху — быстрое производство деталей без вмешательства оператора».
Модели и специальные инструменты могут отличаться более существенно, чем полуавтоматические варианты. Например, в линейке машин Salvagnini P4 восемь моделей. Две из этих моделей имеют фланцевую или открытую высоту 10 дюймов. Панелегибочные станки обычно имеют максимальную открытую высоту 8 дюймов, что является еще одним ограничением для типов деталей, которые можно обрабатывать на панельногибочном станке. Однако постепенно ограничения смещаются.
Две новые машины с большей открытой высотой имеют максимальную длину изгиба 88 дюймов и 122 дюйма. Bossard предположил, что 88-дюймовая. Модель идеальна для изготовления электрических коробок, так как электрические коробки имеют высокие стенки.
«Он также идеально подходит для изготовления ящиков для рабочих столов и предприятий общественного питания, — сказал Боссар. «122-дюймовый. машина особенно хороша для трансформаторных шкафов, которые изготовлены из тяжелого материала типа 14-ga. нержавеющая сталь».
нержавеющая сталь».
Дело в том, что эти более сложные машины могут быть адаптированы к потребностям конкретных отраслей.
Растущая сложность
Панелегибочные станки являются привлекательным продуктом, потому что они могут делать так много без участия человека, и компании, которые их производят, делают все возможное, чтобы повысить их сложность, чтобы дать пользователям уверенность в своих операциях.
Например, компания Salvagnini изменила системы привода своих панелегибочных станков на электрические приводы. В отличие от P1, который является полностью электрическим станком, его станки теперь используют гидравлическую энергию для зажима детали и приведения в действие гибочных лезвий. Все остальное на машинах электрическое.
«Использование силы жидкости очень эффективно для низкоскоростных движений с высоким крутящим моментом, и именно это мы и делаем», — сказал Боссард. Отсутствие больших гидравлических баков, насосов и двигателей означает меньшее техническое обслуживание.
Но, как объяснил Боссард, многие другие инновации делают панельогибочные станки эффективными и эффективными для производителей металла.
«Например, мы используем вихретоковый прибор, чтобы убедиться, что в машину введен правильный материал», — сказал Боссард. «Он будет различать алюминий, углерод и нержавеющую сталь на тот случай, если оператор будет неосторожен. И наши машины измеряют толщину каждого куска материала, который входит в машину, потому что толщина — это самый большой вариант для измерения угла.
«Мы также близки к тому, чтобы выпустить технологию коррекции угла, учитывающую различия в механических свойствах», — продолжил Боссард.
Варианты гибки панелей за последние несколько лет расширились. Если у вас есть тип сложных деталей, которые подходят для такой машины, вам нужно многое учитывать — размер деталей, автоматизация и требования к высоте фланца — это всего лишь три вопроса.
С редактором Робертом Колманом можно связаться по адресу rcolman@canadianfabweld.
