Проходной прямой упорный резец: Резец проходной упорный прямой 25*16*140 ВК8 ГОСТ 18879-73 (тип 1) купить по выгодной цене
Содержание
Фрезы для седел клапанов — NEWAY
О резаках для седел клапанов
Компания Neway предлагает широкий ассортимент фрез для седел клапанов для всех областей применения.
Если на полке еще нет того, что вам нужно, мы можем запустить индивидуальную
фрезой нужного диаметра и угла. Мы сделали фрезы для обработки
седла клапанов на авиамоделях (диаметр седла 3/8″, да, три восьмых
один дюйм диаметр седла ) и мы делаем фрезы, которые будут обрабатывать
чуть больше шести дюймов. Скорее всего, ваша работа попадает где-то в
между.
Резцы седла клапана Neway не предназначены для конкретного применения. то есть резчик
не волнует, если это высокопроизводительный автомобильный двигатель, винтажный мотоцикл,
или голова самолета. Если резак подходит, и это правильный угол, это
правильный резак. Наши уникальные твердосплавные лезвия обработают любое седло клапана
материал, от самого жесткого до самого мягкого.
Фрезы Neway оснащены регулируемыми твердосплавными лезвиями. Пока угол фиксируется
инструмента, лезвия регулируются внутрь и наружу, так что каждый резец имеет
собственный соответствующий рабочий диапазон. Рабочий диапазон
не совпадает с диапазоном регулировки лезвия. Диапазон регулировки лезвия говорит
нам, как далеко и как далеко могут заходить лезвия для данного резака,
но найти правильный размер фрезы — это нечто большее, чем просто поиск
в пределах досягаемости лопастей (подробнее ниже).
Поиск подходящего резака — короткий и приятный
РАЗМЕР Используйте размер клапана (диаметр головки клапана)
чтобы помочь вам найти лучший диаметр фрезы. Диаметр корпуса фрезы
(желтая часть) должна быть примерно того же размера, что и клапан. В
как правило, корпус фрезы может быть на 1/8 дюйма больше, чем клапан, или
На 1/4 дюйма меньше клапана.
УГЛЫ Найдите нужные вам углы. Сделать правильный клапан
работа вам понадобится
три угла: контактная поверхность и два «сужающих»
углы» непосредственно над и под контактной поверхностью. Почти
все клапана под 45 градусов. Если у вас нет спецификаций OEM
для углов сужения мы рекомендуем стандартные 30° — 45° —
профиль 60°.ПИЛОТЫ Убедитесь, что пилоты совместимы
с выбранными вами фрезами (пилоты малой серии для использования
с фрезами малых серий и др.).
Нажмите здесь, чтобы узнать больше о выборе пилотаКОРПУС, КЛЮЧ, ПРИНАДЛЕЖНОСТИ Выберите последние штрихи.
В правильный комплект Neway должны входить резаки, направляющие, кейс, гаечный ключ и
аксессуары.
Поиск подходящей фрезы – подробно и подробно
Ищете ли вы фрезы для обработки только одного седла клапана или для сборки
набор резаков для ряда двигателей, процесс в основном
то же самое: используйте размер(-а) клапана, чтобы определить подходящий диаметр(-а) фрезы,
а потом искать правильные углы.
Итак, как мы можем использовать размер клапана, чтобы подобрать фрезу нужного размера? Его
легко, воспользуйтесь поиском
Функция поиска резца. Это сгенерирует короткий
список фрез, рабочие диапазоны которых включают введенный вами размер клапана.
Рабочий диапазон резака
Рабочий диапазон резака учитывает вероятность возгорания
стенка камеры или какое-либо другое препятствие может мешать корпусу фрезы
(желтая алюминиевая часть).
Понимание того, что мы подразумеваем под рабочим диапазоном, является ключом к выбору правильного резака
размер, так что давайте пройдемся по нему. Начнем с диаметра корпуса фрезы,
Начнем с диаметра корпуса фрезы,
это наша точка отсчета (за одним исключением,
Мини-резаки с фиксированным лезвием.
Диаметр корпуса фрезы не имеет значения для этой специальной небольшой группы фрез).
Когда диаметр корпуса фрезы составляет 1-1/4 дюйма или больше, лезвия будут регулироваться.
наружу на 1/8 дюйма, что позволяет фрезе обрабатывать до диаметра 1/4 дюйма
больше, чем корпус фрезы. Так, например, если корпус фрезы 1-1/2 дюйма
лезвия могут расширяться до диаметра 1-3/4 дюйма. Это общее правило.
на глаз, но относительно точно.
Внутренний рабочий диапазон определить немного сложнее. Фактическое внутреннее
регулировка диаметра лезвий имеет смысл только тогда, когда мы знаем фрезу
корпус сможет поместиться на седле клапана, поэтому величина зазора
вокруг области седла клапана имеет тенденцию быть более важным фактором, чем
фактический вылет лопастей. В большинстве случаев будет некоторая поверхность
головка блока цилиндров — обычно стенка камеры сгорания или головка блока цилиндров
дека — это ограничит размер резака. Ведь не важно как
Ведь не важно как
далеко внутрь лезвия могут выдвигаться, если невозможно установить резак
на седло клапана.
Мы обнаружили, что 1/8 дюйма (3 мм) — довольно безопасная цифра для использования, когда вы пытаетесь
выяснить внутренний рабочий диапазон для резака. Под этим мы подразумеваем там
очень высока вероятность (90 %), что фреза будет работать, даже если размер клапана и размер на 1/8 дюйма меньше диаметра корпуса фрезы. Это разница в размерах.
– 1/8” (3 мм) – который мы используем при определении меньшей стороны рабочего
диапазон. Если ваша конкретная головка блока цилиндров имеет очень большой зазор
вокруг седел клапанов, то вы должны принять это во внимание. Его
вполне возможно, что резак, который на 5 или 6 мм больше, чем клапан, может
подходит просто хорошо, если у вас есть много свободного места вокруг сиденья.
Мы предпочитаем использовать клапан размера в качестве точки отсчета, потому что размер клапана является термином, который ясно понимается, тогда как седло клапана размера может означать разные вещи (размер вставки седла клапана? наружный диаметр поверхности седла?
ID посадочной поверхности?) Рабочий диапазон фрезы всегда указывается с помощью
относительно размера клапана, как в «фрезе CU620 (диаметр 1-1/2») будет работать
на седлах, где размер клапана варьируется от 1-3/8″ до 1-3/4″
наше общее эмпирическое правило, которое говорит вам, что может сделать резак. Возьмите
Возьмите
диаметр корпуса фрезы, добавьте 1/4 дюйма и вычтите 1/8 дюйма, и это ваш общий
рабочий диапазон.
Когда корпус резака больше клапана, вероятность успеха снижается
по мере увеличения разницы в размерах. Вот шансы на успех, когда
клапан меньше корпуса фрезы:
Вероятность того, что фреза подойдет
- Клапан на 3 мм (около 1/8 дюйма) меньше корпуса фрезы 90%
- Клапан на 4 мм (около 0,150 дюйма) меньше корпуса фрезы 70%
- Клапан на 5 мм (около 0,200 дюйма) меньше корпуса фрезы 50%
- Клапан на 6 мм (0,236 дюйма) меньше корпуса фрезы Менее 50 %
Эти вероятности не являются абсолютной истиной, поэтому, пожалуйста, не тяните нас
в суд над ними. У каждого производимого нами резака есть своя страница на этом сайте.
и рабочий диапазон, и фактический диапазон регулировки лезвия
перечислены на этих страницах.
Заявленный рабочий диапазон резака имеет еще одно соображение.
Это связано с ролью определенного угла в нашем
3-х угловое седло (угол контакта или угол сужения). Следующий пример
иллюстрирует суть.
Допустим, у нас есть старый двигатель VW с воздушным охлаждением, и мы собираемся вырезать следующее
три угла; 15 градусов, 45 градусов, 75 градусов. В случае с 45
Посадочная поверхность в градусах, внешний диаметр (НД) этой поверхности будет
немного меньше диаметра клапана , поэтому любая фреза, способная
достижения того же размера, что и клапан, было бы хорошо. Для 15
градус верхний угол сужения история другая. В этом случае мы будем
нужен резак, который может резать до диаметра немного больше , чем размер клапана, на некоторую величину (мы используем 2 мм (0,080 дюйма) в качестве общей рекомендации).
Этот расчет связан с рабочим диапазоном резака. То есть, если
лезвия 15-градусного резака на самом деле достигают 38 мм, рабочая
диапазон для этого резака будет указывать 36 мм как самый большой клапан.
В большинстве случаев вы обнаружите, что существует два или три разных диаметра фрезы.
которые могут работать для данного размера клапана. Вы сузите свой выбор
когда вы считаете углы, которые вам нужны.
Односторонние резаки по сравнению с двусторонними
При поиске среди наших резаков вы увидите, что мы предлагаем как односторонние
(только один угол) и двусторонние (двуугольные) фрезы. Двусторонние фрезы
предлагают удобство использования двух углов на одном инструменте, в то время как одноугольный
фрезы позволяют вам приобрести именно тот угол, который вам нужен, без
приходится платить за второй угол на противоположной стороне фрезы (фреза
цена зависит от количества твердосплавных лезвий на фрезе). С
вам понадобится способность срезать три угла, которые вы можете получить с тремя
односторонние фрезы или один двухсторонний резак и один односторонний резак.
Это действительно не имеет значения в любом случае, миссия здесь состоит в том, чтобы просто
покрыть наш размерный ряд тремя нужными нам углами.
При наличии нескольких резаков на выбор могут быть другие соображения.
помогите нам его уварить. Например, у нас может быть возможность выбора между
резцы пятилопастные и резцы трехлопастные.
Ножницы с пятью и тремя лезвиями
Нож с пятью лезвиями будет работать быстрее, чем резак с тремя лезвиями и лезвиями
прослужит дольше, но если у вас будет ситуация «случайного использования»
скорость может не иметь большого значения. Пятилопастные фрезы стоят дороже трехлопастных,
поскольку цена фрезы зависит от количества твердосплавных лезвий на фрезе.
Для работы с седлом клапана, требующей большого удаления припуска, например, увеличения размера седла клапана,
пять лезвий, безусловно, путь. По точности есть
никакой разницы между ними.
Серия Standard/Small Series (и серия Heavy Duty)
Neway предлагает три различные серии фрез и направляющих клапанов: стандартные
серия, малая серия и серия для тяжелых условий эксплуатации. Фрезы стандартной серии работают
Фрезы стандартной серии работают
со стандартной серией (максимальный размер 0,375″), в то время как фрезы мелкой серии
работа с направляющими мелкой серии (максимальный размер 0,297″). Фрезы для тяжелых условий эксплуатации
и пилоты (максимальный размер 0,572 дюйма) предназначены для обслуживания очень больших седел клапанов,
диаметром от 3 до 6 дюймов. Используются резцы/пилоты стандартной серии
для автомобилей, мотоциклов и квадроциклов, судов, самолетов и дизельных двигателей
в общем; или, в частности, там, где диаметр головки клапана находится в диапазоне от примерно
от 1 дюйма (25 мм) до примерно 2-3/4 дюйма (70 мм). Используются резаки/пилоты малых серий
на двигателях силовой техники, мотоциклов и квадроциклов, морских и на некоторых автомобильных
и дизельные двигатели. С точки зрения диаметра головки клапана, резцы/пилоты небольших серий
используются на самых маленьких клапанах, 5/8″ (16 мм) или даже меньше, до 1-5/8″
(41 мм). Помните, что мы предпочитаем использовать диаметр головки клапана в качестве
Помните, что мы предпочитаем использовать диаметр головки клапана в качестве
точка отсчета, когда мы описываем рабочий диапазон нашего сиденья
резаки.
Существует «зона пересечения», где вы можете выбрать между
либо резаки/пилоты небольших серий, либо резаки/пилоты стандартной серии. Твой
решение будет зависеть в первую очередь от типа двигателя, который вы
обслуживают. Если вы работаете с двигателями силового оборудования (Briggs, Honda,
Колер и т. д.) лучше придерживаться мелкосерийных катеров и пилотов.
Все наши комплекты энергетического оборудования состоят из резцов/пилотов небольших серий.
Если вы работаете с автомобильными двигателями, стандартная серия — это способ
идти, за редким исключением. На момент написания статьи (октябрь 2016 г.)
в США всего полдюжины автомобильных головок цилиндров.
там, где необходимы фрезы небольшой серии (диаметром 1 дюйм). Для подавляющего большинства
малых седел клапанов в автомобильных головках диаметром 1-1/8″ или 1-1/4″
фрезы стандартной серии диаметра будут работать нормально.
При работе с головкой мотоцикла/квадроцикла ваш инструмент может быть мелкосерийным, все
стандартная серия или некоторые из них. Прежде чем приступить к «почему-как-если»,
вот краткий урок по созданию набора для резки. Когда нужны фрезы
различных размеров, чтобы охватить ваш диапазон, вы должны выбрать фрезы размером 1/4 дюйма.
шаг по диаметру корпуса фрезы (например, 1″, 1-1/4″, 1-1/2″ и т. д.).
Это наиболее эффективный способ создания комплекта. Когда вы смотрите на различные
комплекты для мотоциклов, которые предлагает Neway, вы увидите, что многие из них содержат
Резцы/пилоты малых серий диаметром 1 дюйм и стандартные серии диаметром 1-1/4 дюйма
фрезы/пилоты, поэтому происходит разрыв между мелкими сериями и стандартными сериями
диаметром 1-1/4 дюйма (см.
КМ2650 например). Однако можно также
выберите фрезы малых серий такого же диаметра (почти такого же диаметра
то есть). Фрезы небольших серий №128 и №102 (диаметром 1-5/16″)
покрывают тот же рабочий диапазон, что и фрезы стандартной серии на 1-1/4″
диаметр, но есть одна небольшая заминка в этом подходе.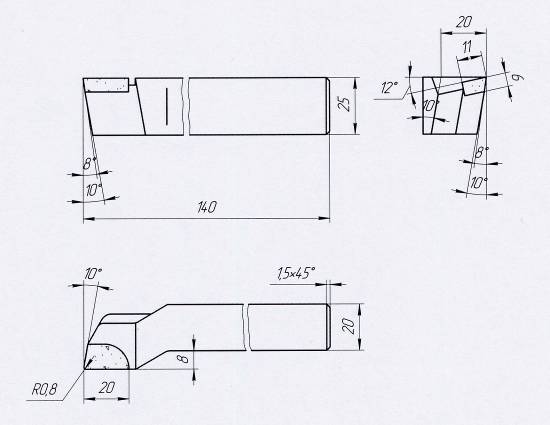 Когда ты идешь с
Когда ты идешь с
фрезы малых серий диаметров 1″ и 1-5/16″ очень малы
вероятность наличия седла клапана там, где 1-дюймовая фреза слишком мала
а фреза 1-5/16″ слишком велика. Этот пробел можно устранить, используя
более длинное из двух лезвий (лезвие TC250), которые используются в 1-дюймовых резаках.
(см. Замена лезвия). Другие аргументы в пользу перехода
фрезы стандартной серии диаметром 1-1/4″ выглядят следующим образом: а) стандартная
серия предлагает большее разнообразие углов резания, b) стандартная серия предлагает
выбор между пятилопастными и трехлопастными фрезами и в) стандартные
серия предлагает более широкий диапазон пилотных размеров, и некоторые из этих размеров
важно для мотоциклетной работы. Аргумент в пользу использования резцов мелкой серии
(диаметром 1-5/16″) будет просто оставаться в рамках одной серии и сэкономить
деньги на пилотов. Когда у вас в комплекте есть фрезы обеих серий
будут, скорее всего, какие-то размеры, для которых вам понадобятся обе серии
пилоты того же размера; например, пилот 5мм малой серии и 5мм
стандартный серийный пилот. Вы увидите это «дублирование» на многих мотоциклах.
Вы увидите это «дублирование» на многих мотоциклах.
комплекты потому что будут двигатели с очень маленькими посадочными местами и направляющими 5мм
где будут нужны фрезы мелкой серии и другие двигатели с направляющими 5мм
где потребуются стандартные серийные фрезы.
Соприкосновение клапана с седлом клапана (седло 45° против седла 46°)
Первое, что нужно понять о посадке с натягом между клапаном и
седло клапана является его назначением: предотвращать обратное вмешательство. Это просто
простой. Если поверхность клапана имеет более крутой угол, чем седло клапана
у вас обратная интерференция и это нехорошо. Обратная интерференция
создает, очевидно, возможность утечки горения.
Второе, что нужно понять об угле интерференции, это то, что даже когда
это не указано, всегда будут небольшие помехи
спроектированы в соответствии. То есть, даже когда OEM призывает к «невмешательству».
подходят (т.е. 45-градусный клапан, 45-градусное седло), они делают это со знанием дела.
что допуски как для угла торца клапана, так и для угла седла клапана
будет содержать небольшое количество посадки с натягом.
При изготовлении клапана будет предусмотрен допуск на поверхность клапана
угол, и этот допуск может выглядеть так: 45 градусов, плюс ноль, минус
30 минут. Таким образом, угол торца клапана может составлять от 44 до 1/2 градусов.
до 45 градусов или немного схитрили в сторону «плоской» стороны 45 градусов.
Для угла посадки допуск будет прямо противоположным: 45 градусов,
плюс 30 минут минус ничего. В этом случае угол сиденья может быть любым.
от 45 градусов до 45-1/2 градусов, или обманули в сторону «крутой» стороны
45 градусов. Теоретически в этом случае у вас мог бы быть клапан на 45 градусов.
торец и угол седла 45 градусов (клапан на крутой стороне допуска
и седло на плоской стороне допуска), но на практике
производители будут запускать детали к середине допуска, поэтому
мы заканчиваем с клапанами, которые составляют около 44-3/4 градусов, и седла, которые
около 45-1/4 градусов. Вы, скорее всего, найдете только этот уровень детализации
Вы, скорее всего, найдете только этот уровень детализации
на чертежах деталей. В сервис мануалах не написано
или технические бюллетени.
Конечно, когда дело доходит до проверки вашей работы после ремонта клапана
сиденье, будет большая разница во внешнем виде между невмешательством
посадка и посадка с натягом в один градус. Использование Dychem, Берлинской лазури или
какая-то другая жидкость для разметки машиниста, чтобы проверить контакт, вы
см. полную ширину седла клапана, касающегося поверхности клапана при восстановлении
с посадкой без натяга (45° на 45°). Полная ширина этой поверхности
появится, несмотря на небольшое количество общих помех (около ½
один градус) между углом торца клапана и углом седла клапана (как описано
выше). При полном угле интерференции в один градус будет видна только тонкая линия.
появляются на поверхности клапана. Эта линия показывает контакт на внешнем крае
поверхности под углом 46 градусов (наружный диаметр посадочной поверхности) или точки, где
Посадочная поверхность под углом 46 градусов соответствует более плоскому заднему углу, непосредственно прилегающему к
к ней обычно 31 градус.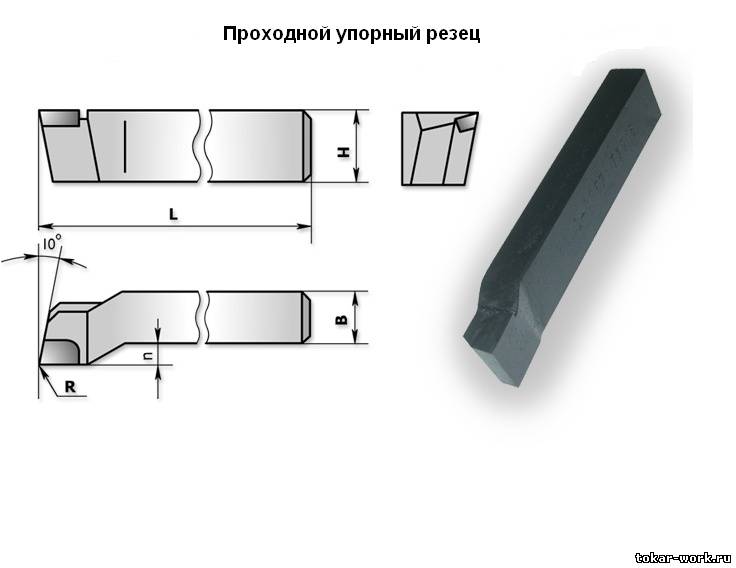 Важно понимать, что сиденья
Важно понимать, что сиденья
поверхность будет меняться («врезаться»), как только двигатель запустится, так что
вся ширина посадочной поверхности клапана будет соприкасаться с поверхностью клапана. Это
имеет решающее значение для полной ширины посадочной поверхности, чтобы контактировать с клапаном
так как клапан должен передавать тепло через этот контакт.
Некоторые производители двигателей по-прежнему требуют полного угла интерференции в один градус.
(45-градусный клапан, 46-градусное седло), но тенденция была к «невмешательству».
подходят (точнее, меньше вмешательства в посадку), уже несколько лет.
Причина этого в том, что материалы клапана и седла клапана намного сложнее.
в наши дни и производители могут выдерживать гораздо более жесткие допуски, чем
до.
Хотя мы всегда полагаемся на спецификацию OEM для данного приложения, в
В большинстве случаев нет недостатков в обрезании сиденья под углом 45 градусов, хотя
требуется посадочная поверхность под углом 46 градусов или наоборот. если ты собираешься
если ты собираешься
чтобы отклониться от спецификации OEM, убедитесь, что вы выбрали угол торца клапана
в учетную запись. Например, некоторые двигатели Toyota требуют посадки под углом 45 градусов.
поверхность с 44-градусным клапаном. В этом случае сиденье под углом 46 градусов не будет
быть такой отличной идеей, потому что будет иметь 2 степени интерференции (44 градуса
клапан, седло 46 градусов).
Мини-резаки с фиксированным лезвием
Мини-резаки с фиксированным лезвием используются там, где диаметр головки клапана составляет около
22 мм (около 7/8 дюйма) или меньше, или в ситуациях, когда фрезы диаметром 1 дюйм
слишком велики. Диаметр алюминиевого корпуса фрезы для этого подмножества фрез.
составляет всего 3/4 дюйма (19 мм), а твердосплавные лезвия приклеиваются на место в комплекте.
диаметр. Конечно, лезвия не регулируются и не заменяются. Диаметр
указанный для каждой соответствующей фрезы, представляет собой внешний диаметр
фиксированные твердосплавные лезвия, поэтому мы используем несколько иной подход при расчете
какой резак использовать для данного приложения.
Вот «формула» выбора подходящего ножа с фиксированным лезвием: возьмите
диаметр головки клапана и найдите фрезу, чей указанный диаметр (
фиксированный диаметр лезвия) немного больше, где-то от 1,5 мм (около 0,060 дюйма) до
Идеально подходит 2,5 мм (около 0,100 дюйма). Нам нужно, чтобы лезвие выходило за пределы
диаметр головки клапана, но не настолько больше, чтобы рисковать
зацепиться за стенку камеры или какое-либо другое препятствие.
Трехугольные седла клапанов
Если вы новичок в работе с седлами клапанов, вам может быть непонятно, что подразумевается под седлами клапанов.
седло клапана с тремя углами, хотя это сразу становится очевидным, когда вы
сделать свою первую работу клапана. Седло клапана должно иметь лентовидную поверхность с
равномерная ширина и четко очерченные внутренний и внешний диаметры. Единственный
способ создания такой поверхности состоит в том, чтобы иметь задние углы выше и ниже
фактическая посадочная поверхность или контактная поверхность. Да, конечно, только
Да, конечно, только
один угол, против которого уплотняется клапан, но это два задних угла
выше и ниже поверхности сиденья, которые фактически определяют эту поверхность.
Мы называем эти задние углы «углами сужения», потому что разрезание этих
углы будут сужать посадочную поверхность либо сверху, либо снизу.
сужающиеся углы дают вам возможность контролировать ширину сидения
поверхность, а также расположение посадочной поверхности на торце клапана,
еще один важный компонент работы клапана.
Углы сужения также влияют на то, как «дышит» головка блока цилиндров.
поэтому производители высокопроизводительных двигателей уделяют этим поверхностям особое внимание.
Получение правильной комбинации углов или добавление четвертого или пятого
угол, может оказать существенное влияние на поток. Это одна из причин, по которой вы
увидите так много разных углов в резаках, которые мы предлагаем.
Методы поворота фрезы
Существует три различных способа поворота фрез Neway. Вручную, используя либо
простой T-образный ключ, Easy Turn Wrench или моторизованный PU-1800 Power
Единица. Т-образный ключ (TW505, TW513 или TW503)
входит в большинство комплектов и подходит для случайного пользователя. Мы думаем
рекомендуется иметь под рукой Т-образный ключ, даже если вам
вашего поворота с помощью какого-либо другого устройства. Т-образный ключ отлично подходит для очень
обидчивая работа и для ситуаций, когда вы хотите сделать очень легкий
резать. Недостатком является то, что это может быть медленным, если ваша работа связана с
справедливое количество удаления запаса.
Ключ Easy-Turn (TWEZ) работает быстрее, чем Т-образный ключ
потому что вы можете поддерживать непрерывное вращение фрезы, нет остановки
и начинаем менять хват. Ключ Easy-Turn подпружинен.
так что вы можете применить равномерную прижимную силу или скорость подачи.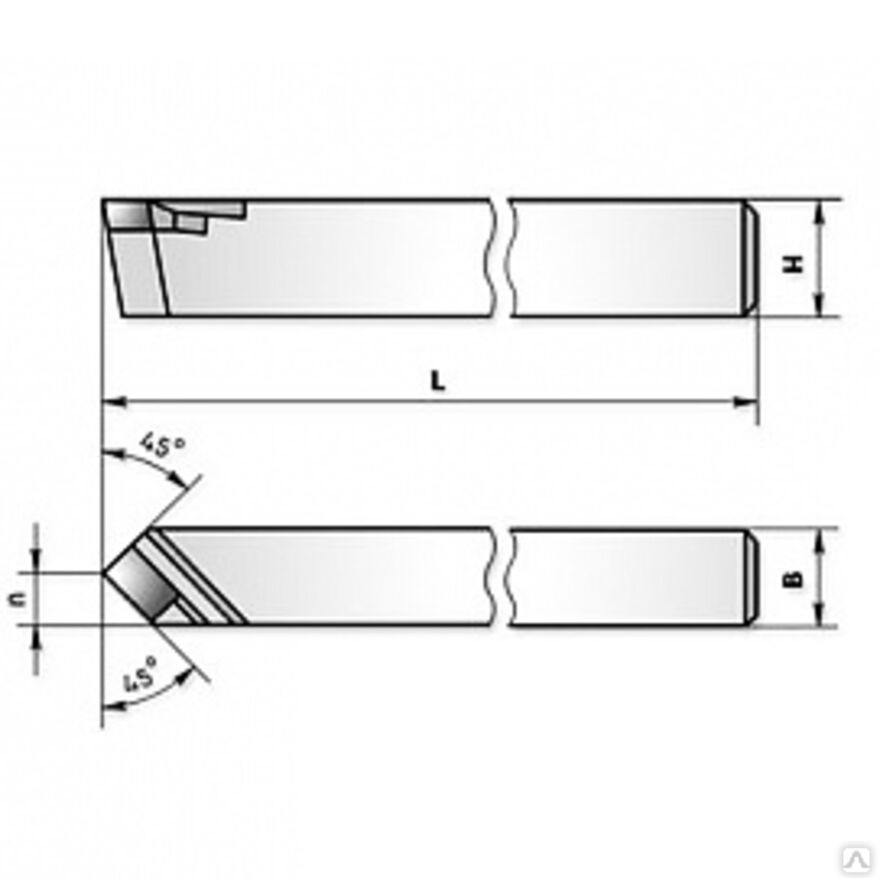
Блок питания ПУ-1800 (ПУ1800А), также называемый моторным приводом,
это самый быстрый и простой способ повернуть фрезы. Он имеет переменную
редукторный двигатель постоянного тока, поэтому у вас есть полный контроль над скоростью вращения
резца. Устройство быстро и легко перемещается по дорожке, поэтому требуется
совсем нет времени, чтобы перейти от одного седла клапана к другому. Шестигранный слайд-сборка
(PU1517-AM) свисает с двигателя и устанавливается на
резак. Оператору нужно только приложить прижимное усилие, достаточное для резки.
Фрезы для линейных упоров
Коронка по металлу Blu-Mol Bi
Рекомендуется для: стали, алюминия, латуни, чугуна, пластика или дерева
- • Глубина резания 1-7/8 дюйма (наибольшая стандартная глубина резания из доступных)
- • Доступны диаметры от 9/16″ до 6,00″
- • Кобальтовая биметаллическая конструкция M-42 — срок службы до 24 % дольше
- • Переменная конструкция зубьев 4/6 и тонкий пропил 0,044 дюйма для более быстрой и плавной резки
Корончатая пила с твердосплавной напайкой Blu-Mol
Рекомендуется для:
деревянные ламинаты,
стекловолокно,
фанера или плитка.
- • Глубина резания 1-5/8″ (наибольшая стандартная глубина резания)
- • Доступны диаметры от 11/16″ до 6,00″
- • 3 зубца на дюйм для более гладкого реза
- • До 10 раз увеличивает срок службы инструмента при обработке абразивных материалов
Наборы кольцевых пил Blu-Mol
Рекомендуется для: стали, алюминия, латуни, чугуна, пластика или дерева
- • Глубина резания 1-7/8 дюйма (наибольшая стандартная глубина резания)
- • Кобальтовая биметаллическая конструкция M-42 — срок службы до 24 % дольше
- • Доступны комплекты от 7 до 20 предметов для электриков, сантехников и т. д.
- • Включает: оправки, адаптеры и переносной футляр
TapMaster Xtra Deep Bi Metal Кольцевая пила
Рекомендуется для: стали, алюминия, латуни, чугуна, пластика или дерева
- • Доступны диаметры от 7/8″ до 6,00″ и сверла 3,25, 4,50 или 6,00″ Глубины
- • Кобальтовая биметаллическая конструкция M-42 — срок службы до 24 % дольше
- • Можно использовать любую стандартную или усиленную оправку
- • Конструкция с переменными зубьями 4/6 и тонкий пропил 0,044 дюйма для более быстрой и плавной резки
Твердосплавная кольцевая пила TapMaster Xtra Deep
Рекомендуется для: ламината, стекловолокна, фанеры или плитки
- • Доступны диаметры от 7/8″ до 6,00″ и глубина сверления 3,25, 4,50 или 5,70″
- • Зубья с твердосплавными напайками: эффективно режут абразивные материалы
- • 3 зубца на дюйм для более гладкого реза
- • До 10 раз увеличивает срок службы инструмента при обработке абразивных материалов
STHS Твердосплавные фрезы для горячей врезки и остановки линии
Рекомендуется для: Первичного использования для горячей врезки на трубах ACP, CI, DI, CLMC и PCCP.
