Производство гнутого швеллера: Производство Гнутого Швеллера. Изготовление Гнутого Швеллера от производителя.
Содержание
Производство гнутого швеллера завод изготовитель цена телефон
Производство гнутого швеллера
Сертифицированное ТУ
Производство гнутого швеллера завод изготовитель
Компания «Металлоторг» осуществляет производство и продажу стального гнутого швеллера. Подобные изделия имеют сечение в форме буквы П и производятся по собственным техническим условиям, ТУ. Гнутый швеллер разделяется по качеству профилирования на повышенную, высокую и обычную точность.
Производство изделия осуществляется на специальном оборудовании, представляющем собой гибочные станы. Также используется технология холодного профилирования листовой стали в рулонах, чаще называемой штрипсом. Профилирование может быть поштучным или непрерывным. В последнем случае, швеллер разрезается по размеру после завершения формовки металла, а в первом эта процедура осуществляется предварительно.
Все марки горячекатаного швеллера имеют числовое обозначение, выражающее высоту в сантиметрах. У гнутого швеллера также указываются толщина металла, высота и размер полок. Прокатные изделия и гнутые имеют соответствие, с которым можно ознакомиться на официальном сайте АО «Металлоторг». Все размеры устанавливаются государственным стандартом. Швеллер имеет размер в длину не менее 3-х и не более 11,8 метра. При необходимости, показатель можно увеличить до 12 метров. Благодаря получению изделий нужного размера, клиенту удается сэкономить на покупке и резке металла, а также избавиться от проблемы с удалением отходов при строительстве. Постоянно в наличии во всех филиалах компании можно найти гнутые швеллеры размером 6 и 12 метров. Высота изделия может составлять от 4-х до 25-и сантиметров, а ширина от 3,2 до 12,5 см. Основным отличием гнутого швеллера от прокатного является практически одинаковая толщина стенки по всей конструкции. При производстве используется сталь низколегированного, углеродистого или конструкционного типов. В случае, если изделие будет подвержена условиям сильного мороза, лучше подбирать специальные марки швеллеров, например, 09Г2С.
У гнутого швеллера также указываются толщина металла, высота и размер полок. Прокатные изделия и гнутые имеют соответствие, с которым можно ознакомиться на официальном сайте АО «Металлоторг». Все размеры устанавливаются государственным стандартом. Швеллер имеет размер в длину не менее 3-х и не более 11,8 метра. При необходимости, показатель можно увеличить до 12 метров. Благодаря получению изделий нужного размера, клиенту удается сэкономить на покупке и резке металла, а также избавиться от проблемы с удалением отходов при строительстве. Постоянно в наличии во всех филиалах компании можно найти гнутые швеллеры размером 6 и 12 метров. Высота изделия может составлять от 4-х до 25-и сантиметров, а ширина от 3,2 до 12,5 см. Основным отличием гнутого швеллера от прокатного является практически одинаковая толщина стенки по всей конструкции. При производстве используется сталь низколегированного, углеродистого или конструкционного типов. В случае, если изделие будет подвержена условиям сильного мороза, лучше подбирать специальные марки швеллеров, например, 09Г2С.
Производство гнутого швеллера по сертифицированному ТУ
Помимо вышесказанного, основным отличием холоднокатаного изделия является наличие более точных размеров и сглаженных кромок. Во время изготовления, гнутый швеллер проходит дополнительные процедуры по устранению дефектов, обработке, что в результате дает качественный результат и презентабельный внешний вид. Холоднокатаный вариант ощутимо легче, чем горячекатаный, поэтому выгоднее экономически, ведь уровень прочности находится на таком же уровне. Чаще всего гнутый швеллер используется в конструкциях, которые не подвержены серьезной нагрузке. Благодаря меньшей массе, работать с гнутым швеллером проще и легче. Использование таких изделий в несущих конструкциях намного выгоднее, чем горячекатаных.
Используется гнутый швеллер в сферах строительства, изготовления металлических изделий, обустройстве интерьера, установки дверей и ворот, обустройства ландшафта, при производстве поездов, автомобилей и систем коммуникаций.
Производство холоднокатаных изделий производится в филиалах АО «Металлоторг», расположенных в городах Угли и Лобня, а также в округах вне столичного региона, таких как Краснодарский Край, Поволжье и другие.
Приобрести подобный товар можно на любой металлобазе компании, предварительно оформив заказ на осуществление доставки и заплатив за изделия. Узнать все подробности процедуры покупки, точную стоимость и иную важную информацию можно у менеджеров организации в ближайшем офисе. АО «Металлоторг» гарантирует, что на складах имеется достаточное количество нужного товара, или же он попросту будет доставлен с другого филиала. Вся продукция, представленная в прайс-листах, проходит процедуру сертификации и имеет высокий уровень качества.
Производство швеллера гнутого цена в Новосибирске
| Продукция: | Ед. измерения: | Кол-во: | Цена, от: | Наличие: | Купить |
Швеллер гнутый 25х30х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 40х20х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 38х95х2,5 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 25х26х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 30х25х3 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 40х40х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 40х40х2,5 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 40х30х2,5 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 300х100х8 мм ст.
В нашей компании можно купить швеллер гнутый ст. 09Г2С в любом количестве. Данная продукция изготавливается из конструкционной стали, имеет неограниченную свариваемость. Она находит широкое применение в промышленном и гражданском строительстве. | т | 95000 ₽ 9500095000 ₽ / т | В наличии | ||
Швеллер гнутый 40х30х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 30х30х2 мм ст.
| т | 90000 ₽ 9000090000 ₽ / т | В наличии | ||
Швеллер гнутый 200х180х6 мм ст.
В процессе сооружения каркасных зданий и возведении перегородок в строительной отрасли активно используется швеллер гнутый ст. 3сп / 3пс, отличающийся надежностью и долговечностью. Наша компания поможет купить прокат партиями любых объемов. | т | 90000 ₽ 9000090000 ₽ / т | В наличии |
 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83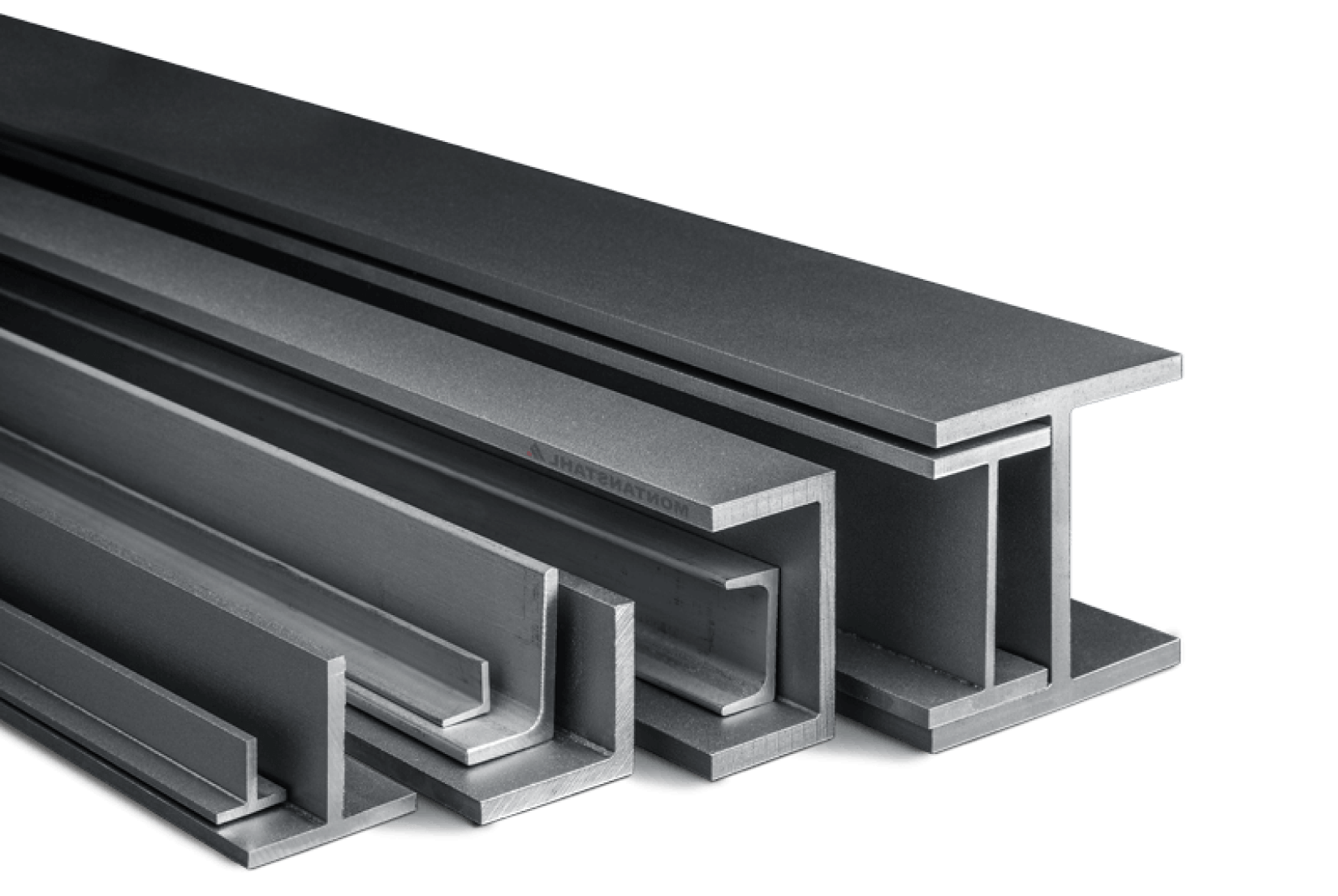 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83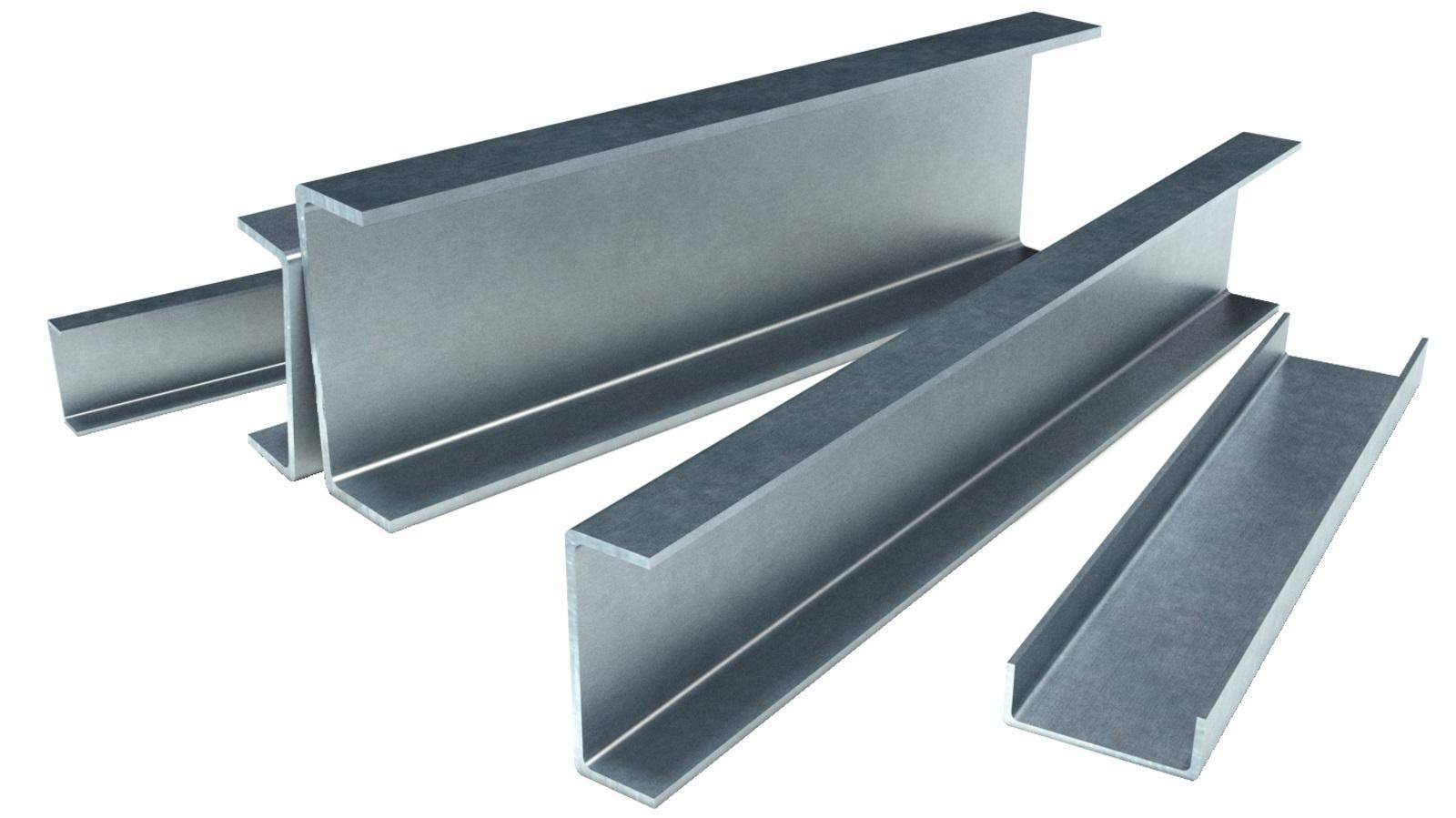 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83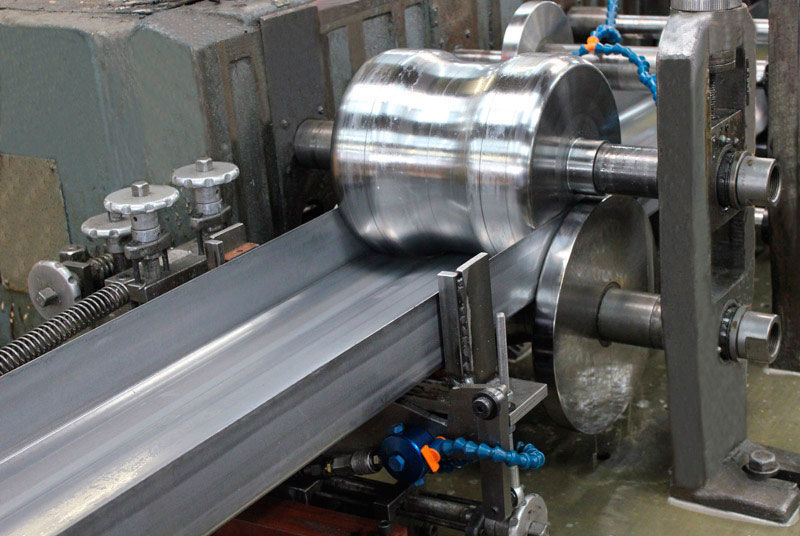 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 09Г2С ГОСТ 8278-83
09Г2С ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83 3сп / 3пс ГОСТ 8278-83
3сп / 3пс ГОСТ 8278-83Производство швеллера гнутого
Компания изготавливает и реализует швеллер стальной гнутый равнополочный любых, предусмотренных нормативами размеров. Продукция изготавливается в соответствии с требованиями ГОСТов и ТУ, проходит контроль качества и приемосдаточные испытания. Прокат реализуется розничными и оптовыми партиями, по лучшим ценам на рынке, с доставкой на объект заказчика.
Продукция изготавливается в соответствии с требованиями ГОСТов и ТУ, проходит контроль качества и приемосдаточные испытания. Прокат реализуется розничными и оптовыми партиями, по лучшим ценам на рынке, с доставкой на объект заказчика.
Применение
Швеллер гнутый равнополочный обладает высокой прочностью. Выбор марки стали нормирует химический состав и физические свойства, показатели свариваемости, устойчивость к коррозии и т.д. Широко применяется в строительстве и для инженерных металлоконструкций, востребован в различных видах производств, автомобильной промышленности, выпуске железнодорожных вагонов, судостроении, поставляется на экспорт.
Описание и основные характеристики
Продукция изготавливается из заготовок холоднокатаной и горячекатаной, углеродистой, низколегированной, а также конструкционной стали. Обработка заготовок осуществляется на профилегибочных станках. Швеллер гнутый сортамент, возможные конструктивные размеры и допустимые отклонения от них, марки стали, правила производства указаны в нормативах.
Точность производства может быть обычной, повышенной, высокой, соответственно, продукция имеет стандартную или повышенную категорию качества. Швеллера гнутого размеры могут составлять от 25 мм до 410 мм по ширине, от 26 мм до 150 мм по высоте стенки, от 2 мм до 8 мм по толщине металла. Вес гнутого швеллера (один погонный метр) составляет от 1,09 кг до 24,38 кг. Дополнительно могут осуществляться различные виды механической, химической и термической обработки. Производится обработка шлаками, вакуумирование, продувка аргоном и другие технологические операции, которые улучшают эксплуатационные характеристики и свойства продукции.
Выпускается и поставляется отрезками немерной, мерной и кратной мерной длины, от 3 м до 11,8 м. Можно заказать резку в точный размер, нанесение консервирующего состава и другие дополнительные услуги.
Вся продукция проходит приемку ОТК и комплекс приемосдаточных испытаний. Составляется и наносится маркировка. В условном обозначении указаны основные характеристики, применяемый стандарт, данные о производителе и номере партии.
Стоимость и оформление заказа
Швеллер гнутый купить по наиболее низкой стоимости, а также заказать изготовление партии требуемого объема, можно через менеджеров компании. Звоните по указанным на сайте номерам контактных телефонов или отправляйте запрос по электронной почте. Специалисты предоставят необходимые консультации, помогут определиться с выбором и расчетом количества, примут заказ на изготовление. На швеллер гнутый цена формируется с учетом конструктивных размеров, особенностей производства и видов дополнительной обработки. Принимаем оплату по безналичному расчету и наличными, есть скидки на крупных объемах и для постоянных клиентов. Обеспечиваем индивидуальный подход к каждому заказчику, учитываем все требования и пожелания. Специальные условия для крупных производств и строительных компаний.
Высокопроизводительная гибка становится гибкой
Рисунок 1
При гибке с ЧПУ, широко известной как гибка панелей, металл зажимается на месте, а верхние и нижние гибочные лезвия образуют положительные и отрицательные фланцы.
Типичная мастерская по обработке листового металла может иметь комбинацию систем гибки. Листогибочные прессы, конечно, наиболее распространены, но некоторые магазины также вкладывают средства в другие формовочные системы, такие как гибка и складывание панелей. Все эти системы помогают формировать различные детали без использования специальных инструментов.
Формование листового металла в крупносерийном производстве также эволюционировало. Таким фабрикам больше не нужно полагаться на инструменты для конкретных продуктов. Теперь они используют модульные линии, которые могут удовлетворить различные требования к формованию, сочетая гибку панелей с многочисленными вариантами автоматизированной формовки, от формовки углов до прессования и гибки валков. И почти все эти модули выполняют свои операции практически без инструментов для конкретных продуктов.
Гибка с ЧПУ
В современных автоматизированных линиях гибки листового металла слово «гибка» используется в общем смысле.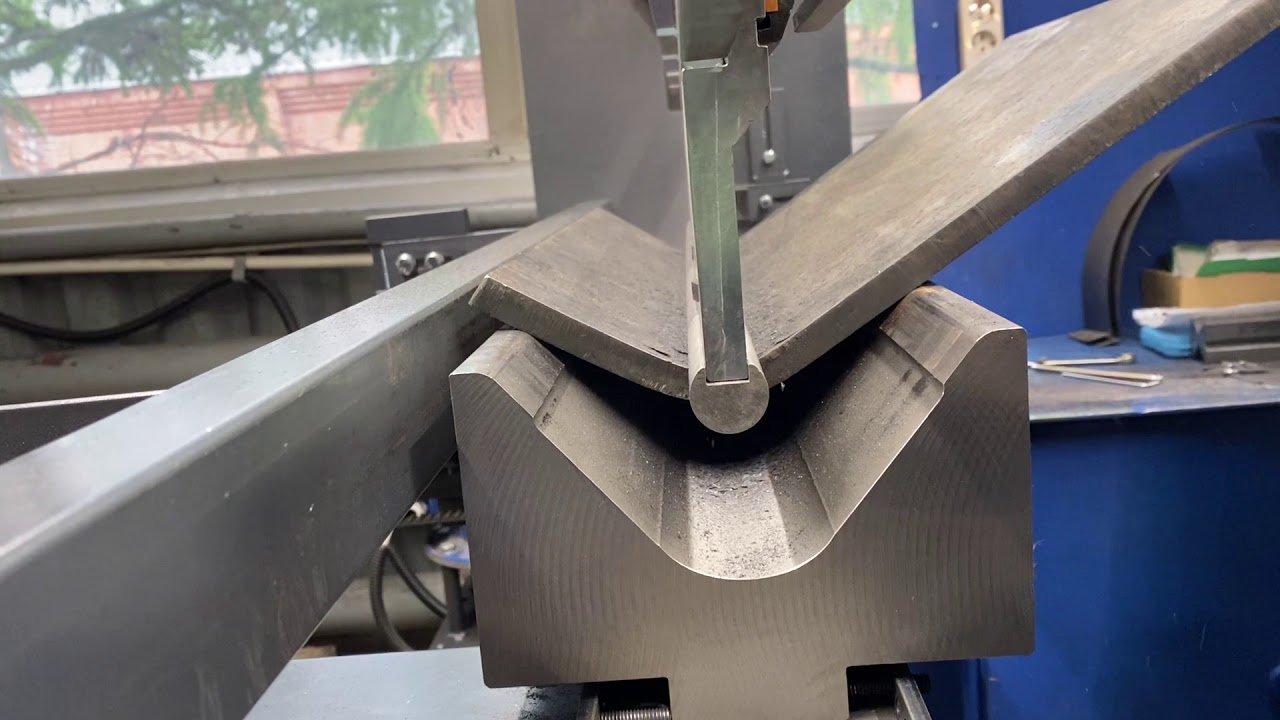 Это потому, что они предлагают различные типы гибки помимо того, что широко известно как гибка панелей, также известная как 9.0014 Гибка с ЧПУ . Гибка с ЧПУ
Это потому, что они предлагают различные типы гибки помимо того, что широко известно как гибка панелей, также известная как 9.0014 Гибка с ЧПУ . Гибка с ЧПУ
(см. , рис. 1 и 2 ) остается одним из наиболее распространенных процессов на автоматизированных линиях, в основном из-за своей гибкости. Лист перемещается в нужное положение либо манипулятором (с характерной «ножкой», фиксирующей и сдвигающей лист), либо специальным конвейером. Конвейеры, как правило, работают хорошо, если в листах предварительно вырезаны отверстия, которые затрудняют их перемещение манипулятором.
Два пальца выходят снизу для центрирования детали перед сгибанием. После этого лист располагается под зажимными инструментами, которые опускаются и зажимают заготовку на месте. Изгибающиеся лопасти снизу движутся вверх, образуя положительные изгибы, а лопасти сверху опускаются, образуя отрицательные изгибы.
Думайте о механизме гибки как о большой букве «С» с верхним и нижним лезвиями на каждом конце. Максимальная длина фланца определяется горловиной или задней частью буквы «С» за гибочными лезвиями.
Максимальная длина фланца определяется горловиной или задней частью буквы «С» за гибочными лезвиями.
Процесс увеличивает скорость гибки. Типичные фланцы, положительные или отрицательные, могут быть сформированы за полсекунды. Движение изгибаемого лезвия можно бесконечно варьировать, что позволяет создавать множество форм, от простых до невероятно сложных. Это также позволяет программе ЧПУ изменять внешний радиус изгиба путем изменения точного положения гибочных лезвий. Чем ближе лезвие к зажимному инструменту, тем меньше внешний радиус детали, примерно вдвое превышающий толщину материала.
Такое переменное управление также обеспечивает гибкость, когда речь идет о последовательности изгибов. В некоторых приложениях, если окончательный изгиб на стороне отрицательный (складывание вниз), гибочные лезвия могут двигаться в сторону, а конвейерный механизм поднимает деталь и несет ее вниз по течению.
Гибка с поворотом
Традиционная гибка панелей имеет недостатки, особенно когда речь идет о косметически важных работах. Гибочные лезвия имеют тенденцию двигаться таким образом, что кончик лезвия не остается на одном месте во время цикла гибки. Вместо этого он имеет тенденцию к небольшому волочению, примерно аналогично тому, как лист волочится по радиусу заплечика штампа во время цикла гибки на листогибочном прессе (хотя при гибке панелей волочение происходит только в одной точке контакта, между гибочным лезвием и деталью). внешняя поверхность).
Гибочные лезвия имеют тенденцию двигаться таким образом, что кончик лезвия не остается на одном месте во время цикла гибки. Вместо этого он имеет тенденцию к небольшому волочению, примерно аналогично тому, как лист волочится по радиусу заплечика штампа во время цикла гибки на листогибочном прессе (хотя при гибке панелей волочение происходит только в одной точке контакта, между гибочным лезвием и деталью). внешняя поверхность).
Введите поворотная гибка , аналогичная фальцовке на автономных станках (см. рис. 3 ). В этом процессе гибочная балка поворачивается таким образом, что удерживает инструмент в постоянном контакте с одним местом на внешней поверхности заготовки. Если требуется, большинство современных автоматизированных поворотных гибочных систем могут быть спроектированы таким образом, что поворотная гибочная балка может изгибаться как вверх, так и вниз. То есть они могут вращаться вверх, образуя положительный фланец, изменять свое положение, чтобы вращаться вокруг новой оси, а затем изгибать отрицательный фланец (или наоборот).
Рисунок 2
Вместо традиционного манипулятора, этот листогибочный станок использует специальный конвейер для манипулирования заготовкой.
Некоторые операции гибки с поворотом, называемые двойной гибкой с поворотом , используют две балки для создания специальных форм, таких как Z-формы, включающие чередующиеся положительные и отрицательные изгибы. Однобалочные системы могут поворачивать и сгибать эти формы, но для доступа ко всем линиям сгиба лист необходимо перевернуть. Двухбалочная поворотная гибочная система позволяет получить доступ ко всем линиям сгиба в Z-образном изгибе, не переворачивая лист.
Изгибание с поворотом имеет свои ограничения. Если автоматизированное приложение требует очень сложной геометрии, лучшим выбором будет гибка с ЧПУ с его бесступенчатой регулировкой движения гибочных лезвий.
Проблемы с поворотным изгибом также возникают, когда последний изгиб отрицательный.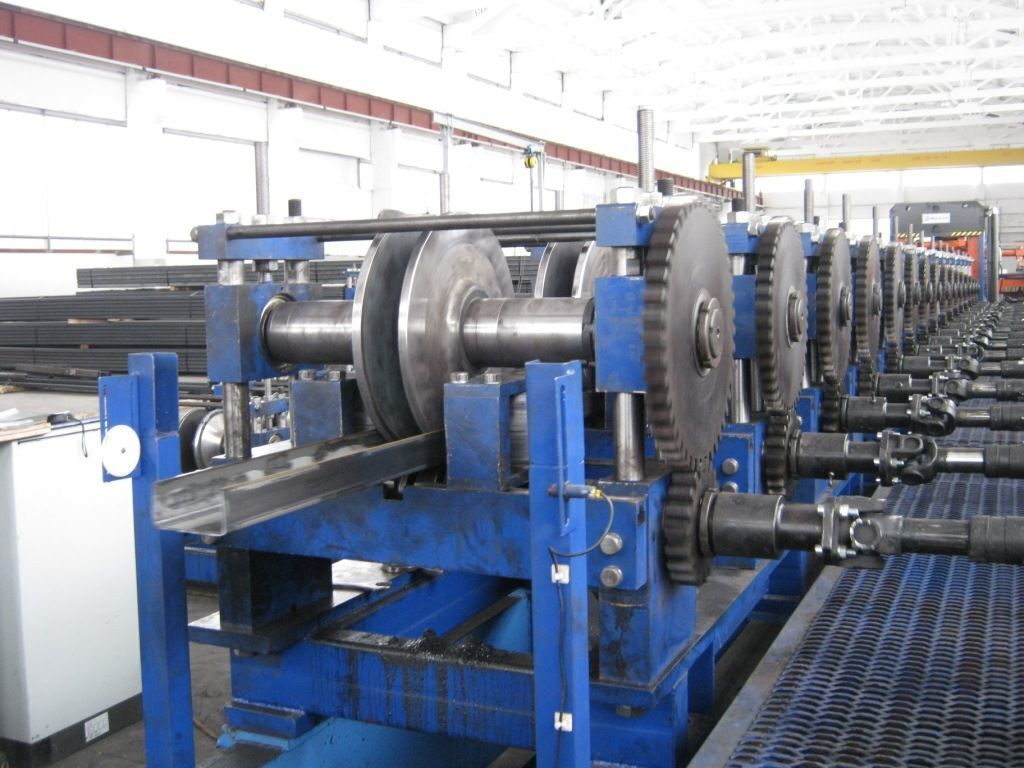 В то время как гибочные лезвия при гибке с ЧПУ могут двигаться назад и в сторону, поворотные гибочные балки не могут двигаться таким образом. Окончательный отрицательный изгиб потребует, чтобы кто-то физически выдвинул деталь. Хотя это возможно в системе, требующей ручного вмешательства, это обычно нецелесообразно на полностью автоматизированной линии гибки.
В то время как гибочные лезвия при гибке с ЧПУ могут двигаться назад и в сторону, поворотные гибочные балки не могут двигаться таким образом. Окончательный отрицательный изгиб потребует, чтобы кто-то физически выдвинул деталь. Хотя это возможно в системе, требующей ручного вмешательства, это обычно нецелесообразно на полностью автоматизированной линии гибки.
Роликовая гибка и прессование
Автоматизированные линии не ограничиваются гибкой и фальцовкой панелей — так называемая «горизонтальная гибка», при которой лист остается плоским, а фланец изгибается вверх или вниз. Другие процессы формования расширяют возможности. Они включают в себя специализированную операцию, которая включает в себя торможение прессом и гибку валка. Этот процесс был изобретен для изготовления таких изделий, как коробки для рольставней (см. , рис. 4 и 5 ).
Представьте, что заготовка транспортируется на станцию листогибочного пресса. Пальцы скользят заготовкой в боковом направлении по щеточному столу и между верхним пуансоном и нижним штампом. Как и в других автоматизированных процессах гибки, заготовка центрируется, и контроллер знает, где проходят линии сгиба, поэтому нет необходимости в заднем упоре за инструментом.
Как и в других автоматизированных процессах гибки, заготовка центрируется, и контроллер знает, где проходят линии сгиба, поэтому нет необходимости в заднем упоре за инструментом.
Для выполнения гибки с помощью листогибочного пресса пуансон опускается в матрицу, выполняет изгиб, а пальцы продвигают лист к следующей линии изгиба, как это делает оператор перед листогибочным прессом. Операция также может выполнять ударную гибку (также называемую постепенным изгибом) по радиусу, как это может делать обычный листогибочный пресс.
Конечно, как и на листогибочном прессе, изгиб на автоматизированной линии может оставлять следы на линии изгиба. А для гибки большого радиуса использование только выпуклости, скорее всего, увеличит время цикла.
Здесь в игру вступает функция гибки рулона. Когда верхний пуансон и нижняя матрица находятся в определенном положении, инструменты эффективно превращаются в трехвалковый вальцегибочный станок. Наконечник верхнего пуансона — это верхний «валок», а плечи нижнего V-образного штампа — два нижних вала. Пальцы машины проталкивают лист, создавая радиус. После сгибания и прокатки верхний пуансон перемещается вверх и в сторону, оставляя место для пальцев, чтобы вытолкнуть формованную деталь вперед и из рабочей зоны.
Пальцы машины проталкивают лист, создавая радиус. После сгибания и прокатки верхний пуансон перемещается вверх и в сторону, оставляя место для пальцев, чтобы вытолкнуть формованную деталь вперед и из рабочей зоны.
Гибка с переменным радиусом
Гибка валков на автоматизированной системе может быстро создавать большие, широкие кривые. Но для некоторых приложений есть еще более быстрый способ. Это называется гибка с переменным радиусом , запатентованный процесс, первоначально разработанный для алюминиевых компонентов в светотехнической промышленности (см. рис. 6 ).
Чтобы получить общее представление о процессе, представьте, что происходит с лентой, когда вы протягиваете ее между лезвием ножниц и большим пальцем. Он скручивается. Та же основная идея применима к гибке с переменным радиусом, только инструмент применяет легкое, осторожное касание, и радиус формируется очень контролируемым образом.
Рисунок 3
При поворотной гибке или складывании гибочная балка поворачивается таким образом, что удерживает инструмент в постоянном контакте с одним местом на внешней поверхности листа.
Представьте себе тонкую заготовку, зажатую на месте, с полностью закрепленным под ней материалом. Гибочный инструмент опускается, прижимается к материалу, затем движется вперед к зажиму, удерживающему заготовку. Движение инструмента вызывает натяжение и заставляет металл «скручиваться» позади него, образуя определенный радиус. Сила инструмента, приложенная к металлу, определяет величину наведенного натяжения и результирующий радиус. Двигаясь таким образом, система гибки с переменным радиусом может очень быстро создать изгиб большого радиуса. И поскольку один инструмент может создать любой радиус (опять же, форму определяет давление инструмента, а не форма), этот процесс не требует специальных инструментов для гибки продукта.
Угловая обработка
Угловая обработка листового металла представляет собой уникальную задачу. Для рынка фасадов (облицовочных панелей) изобретен автоматизированный процесс. Этот процесс устраняет необходимость в сварке и позволяет получить красиво изогнутые края, что важно для косметически важных продуктов, таких как фасады (см. , рис. 7, ).
, рис. 7, ).
Вы начинаете с пустой формы, которая обрезана так, чтобы в каждом углу было необходимое количество материала. Специализированный модуль гибки формирует комбинацию острых и плавных радиусов в соседних фланцах, создавая «предварительный изгиб» для последующего формирования углов. Наконец, инструмент для формирования угла, встроенный в ту же или в другую станцию, создает угол.
Собираем все воедино
Когда автоматическая линия установлена, это уже не недвижимый памятник. Это как строить из LEGO®. Станции можно добавлять, переставлять и переделывать. Скажем, одна деталь в сборке ранее требовала вторичной сварки в углу. Чтобы повысить технологичность и снизить затраты, инженеры отказались от сварки и переделали деталь с клиновым соединением. В этом случае к линии гибки может быть добавлена автоматизированная клинч-станция. А поскольку линия является модульной, для нее не потребуется полный демонтаж. Это все равно, что добавить еще один блок LEGO к большому целому.
Все это делает автоматизацию менее рискованной. Представьте себе линию, предназначенную для последовательного производства дюжины различных деталей. Если бы эта линия использовала инструменты для конкретного продукта, а линия продуктов изменилась, затраты на инструменты могли бы быть огромными, учитывая сложность линии.
Но с гибкими инструментами новый продукт может потребовать от компании только перестановки LEGO. Добавьте несколько кубиков здесь, переставьте несколько других кубиков там, и все готово. Это, конечно, не так просто, но перенастройка линии тоже не является монументальной задачей.
LEGO — подходящая метафора для автоматических линий гибки в целом, независимо от того, обрабатывают ли они партии или комплекты. Они достигают уровня производительности формования, характерного для линий, с инструментами для конкретных продуктов, но без каких-либо инструментов для конкретных продуктов.
Переход на производство комплектов
Целые фабрики были спроектированы для серийного производства, и перевести их на производство комплектов непросто. Переустройство всей фабрики может потребовать длительного периода простоя, что является дорогостоящим мероприятием для фабрик, производящих сотни тысяч или даже миллионы изделий в год.
Переустройство всей фабрики может потребовать длительного периода простоя, что является дорогостоящим мероприятием для фабрик, производящих сотни тысяч или даже миллионы изделий в год.
Тем не менее, для некоторых высокопроизводительных операций по гибке листового металла, особенно для новых заводов, которые работают со свежим сланцем, стало возможным формировать большие объемы на основе комплектов. При правильном применении отдача может быть огромной. Фактически, один европейский производитель сократил время выполнения заказа с 12 недель до одного дня.
Это не означает, что преобразование партии в комплект никогда не имеет смысла на существующих заводах. В конце концов, сокращение времени выполнения заказа с недель до нескольких часов обеспечит огромную отдачу от инвестиций. Но первоначальные затраты могут быть слишком велики для многих операций, чтобы сделать скачок. Тем не менее, для нового предприятия или совершенно новой линии производство на основе комплектов может иметь экономический смысл.
Рисунок 4
В этом комбинированном листогибочном прессе и профилегибочном модуле лист можно поместить и согнуть между пуансоном и матрицей. В режиме вальцевания пуансон и матрица располагаются таким образом, чтобы материал можно было протолкнуть для формирования радиуса.
При проектировании крупносерийной линии для производства наборов тщательно продумайте метод подачи. Линия гибки может быть спроектирована так, чтобы принимать материал непосредственно из рулонного проката. Материал будет разматываться, выравниваться, обрезаться по длине, проходить через модуль штамповки, а затем проходить через различные формовочные модули, разработанные специально для одного продукта или семейства продуктов.
Все это звучит чрезвычайно эффективно — и так оно и есть для пакетной обработки. Но преобразование гибочной линии с пакетной обработкой рулонов в производство комплектов обычно нецелесообразно. Для последовательного формирования комплекта разрозненных деталей, скорее всего, потребуются материалы разных сортов и толщины, что потребует замены рулона. Это может привести к простою до 10 минут — немного для производства с большим ассортиментом и малым объемом, но целую вечность для высокоскоростной линии гибки.
Для последовательного формирования комплекта разрозненных деталей, скорее всего, потребуются материалы разных сортов и толщины, что потребует замены рулона. Это может привести к простою до 10 минут — немного для производства с большим ассортиментом и малым объемом, но целую вечность для высокоскоростной линии гибки.
То же самое можно сказать и об обычном штабелеукладчике, в котором всасывающий механизм захватывает и подает отдельные заготовки на линию штамповки и формовки. В них часто есть место только для одного размера заготовки или, возможно, для нескольких заготовок различной геометрии.
Для большинства гибочных линий лучше всего подходят полочные системы. Стеллажи могут хранить десятки различных размеров заготовок, которые могут поставляться на линию по запросу, одна уникальная деталь за другой.
Автоматизированное производство комплектов также требует надежных процессов, особенно при формовании. Как известно любому, кто работал в области гибки листового металла, характеристики листового металла различаются.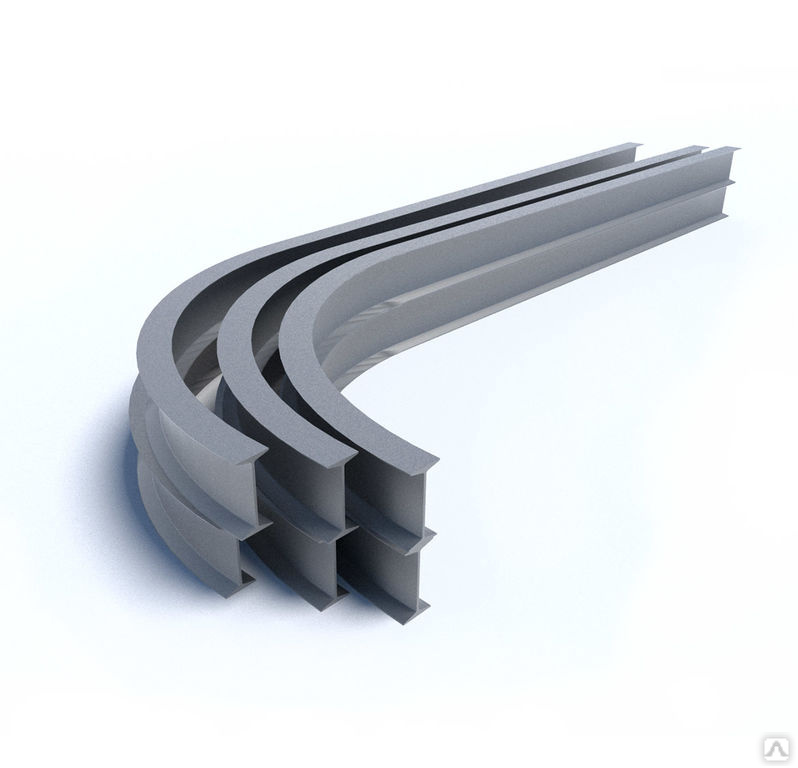 Толщина может варьироваться от партии к партии, а также прочность на растяжение и твердость, и все это меняет характеристики штамповки.
Толщина может варьироваться от партии к партии, а также прочность на растяжение и твердость, и все это меняет характеристики штамповки.
Это не является серьезной проблемой при пакетной обработке на автоматизированной линии гибки. Продукты и связанные с ними линии обычно предназначены для работы с различными материалами, поэтому целая партия не должна отличаться от спецификации. Но опять же, иногда материалы различаются до такой степени, что леска не может их компенсировать. В этих случаях, если вы вырезаете и формируете 100 деталей и обнаруживаете, что некоторые из них не соответствуют спецификации, вы просто повторно запускаете еще пять, и через несколько минут у вас есть 100 деталей для следующей операции.
В автоматизированной линии гибки на основе комплектов каждая деталь должна быть идеальной. Для достижения максимальной производительности эти линии, основанные на комплектах, работают в строго отлаженной манере. Если линия предназначена для последовательного запуска, скажем, семи различных частей, автоматизация работает в этой последовательности, от начала до конца линии. Если Часть № 7 не подходит, вы не можете просто перезапустить Часть № 7, потому что автоматизация не запрограммирована на обработку этой единственной части. Вместо этого вам нужно будет остановить линию и начать заново с Части № 1.
Если Часть № 7 не подходит, вы не можете просто перезапустить Часть № 7, потому что автоматизация не запрограммирована на обработку этой единственной части. Вместо этого вам нужно будет остановить линию и начать заново с Части № 1.
Чтобы предотвратить это, автоматизированные линии гибки используют лазерное измерение угла в режиме реального времени, которое быстро проверяет каждый угол сгиба, позволяя машине корректировать отклонения.
Такие проверки качества жизненно важны для обеспечения того, чтобы производственная линия поддерживала поток на основе комплектов. Благодаря усовершенствованному процессу производственная линия на основе комплектов может обеспечить огромную экономию времени, сокращая время выполнения заказа с месяцев и недель до нескольких часов или дней.
Вернер ван де Бургт — координатор по маркетинговым коммуникациям WEMO
Лирик Бент — IMDb
- Биография
- Награды
- Общая информация 7 :
14
Долгий медленный выдох (2022)
29 Видео
50 Фото
После Окончив колледж с отличием, Лирик Бент первоначально начал
свою карьеру в качестве специалиста по компьютерной графике. Однако планы Бента
Однако планы Бента
были недолгими, так как он решил сыграть на вызов. С того времени,
его карьера набрала значительный импульс благодаря многочисленным фильмам и
выступления на телевидении уже за плечами. Эклектичная смесь Бента
роли и растущая популярность заслужили признание как в его родной Канаде
и СШАВ дополнение к главной роли в драматическом сериале Lifetime.
«Глаза Анжелы» от продюсеров Crash, Бент снялся в качестве гостя на
Сериал CBS «CSI: Майами» с Дэвидом Карузо, сериал UPN «Кевин
Хилл» с Тайе Диггс и «Коджак» USA Network с Вингом.
Реймс. Кроме того, у разностороннего актера были повторяющиеся роли в
сериал CBS/Zoetrope «Платинум», сериал ESPN/Disney «Игроки»
и популярный сериал E1/ABC «Rookie Blue». Бент также появился в Роберте
Получивший множество наград телевизионный фильм Таунсенда «10 000 чернокожих по имени».
Джордж» и мини-сериала CBC «Оружие», победитель пяти Близнецов,
вместе с Элишей Катберт и Колмом Фиором.Успех Бента в кино тоже растет. Его заслуги в фильмах
включают в себя главные роли с Марком Уолбергом и Андре 3000 в фильме Джона
Фильмы Синглтона «Четыре брата» и «Возьми на себя инициативу» с Антонио
Бандерас и Элфри Вудард. Бент также снялся в фильме ужасов.
Бент также снялся в фильме ужасов.
фильмах «Пила II» и «Пила III», а также в роли главного героя в «Пиле IV»,
который открылся на первом месте в прокате, собрав более 100 миллионов долларов.
Мировой. Он также появился в «Дне матери» с Ребеккой Де.
Морней, Шон Эшмор и Джейми Кинг, «Дорогая» вместе с Джессикой Альбой,
«Криминальное веселье» с Жераром Депардье и «На день позже и без доллара»
по бестселлеру New York Times Терри Макмиллана, в главной роли
Вупи Голдберг, Винг Реймз и Мекхай Файфер. Кроме того, Бент
снялся в получившем признание критиков дебюте режиссера Майкла Мабботта.
художественный фильм «Жизнь и трудные времена Гая Террифико».
Премьера состоялась на Международном кинофестивале в Торонто в 2005 году, получив приз
награда за лучший первый канадский полнометражный фильм. Совсем недавно Бент
снялся в фильме «Снова дома», официальном конкурсе Торонто 2012 года.
Международного кинофестиваля и лауреат премии «Выбор фестиваля»
Фестиваль Британской академии кино и телевидения.Совсем недавно Бент завершил съемки мини-сериала BET/CBC «Книга
Негры» по роману-бестселлеру Лоуренса Хилла с Луи
Госсет-младший, Кьюба Гудинг-младший и Онжаню Эллис.
