Производство медной катанки: Производство медной катанки
|
Главная
Линия непрерывного литья предназначена для производства высококачественной катанки из бескислородной меди и медных сплавов (Ag-Cu, Mg-Cu). Оборудование отличается высокой производительностью, надёжностью, простотой в эксплуатации. Линия состоит из следующих основных технологических узлов: разливочной площадки, кристаллизатора, тянуще-плавильной системы.
Узнать актуальные цены с учетом доставки по России
Не нашли нужного оборудования? Напишите нам через форму обратной связи или напрямую обратитесь к менеджеру по адресу [email protected]!
____________________________
* Информацию о процедуре приобретения оборудования Вы найдёте, перейдя сюда — Порядок работы * Ознакомиться с образцами документов для приобретения и прочей полезной информацией вы можете здесь — Информация для клиента * Просмотреть отзывы наших партнёров и оставить свой, Вы можете, перейдя в раздел — Отзывы * Наши дилерские сертификаты, а также фотоотчёт нашей деятельности, представлены здесь — Фотогалерея
|
Новости 19. Пункт пропуска «Покровка-Жаохэ» готовится к открытию 15.07.2022 С 31.03.2022 совет ЕЭК принял решение повысить лимит беспошленного ввоза товаров для физических лиц до 1000 евро для товаров. 13.07.2022 Китайских шин на рынке РФ все больше. 08.07.2022 Система электронной очереди запущена в работу для пропуска транспорта через российско-китайский мост через реку Амур между Благовещенском (РФ) и Хэйхэ (КНР). 05.07.2022 Белоруссия и Казахстан поставили «НДС-барьеры» перед российскими селлерами. |



 Наматывающее устройство состоит из редуктора, моталки и принимающей катушки. Электродвигатель переменного тока через турбинную коробку передач приводит в движение две пары сцепляющих валиков. Мотор наматывающего устройства содержит систему контроля изменения частоты.
Наматывающее устройство состоит из редуктора, моталки и принимающей катушки. Электродвигатель переменного тока через турбинную коробку передач приводит в движение две пары сцепляющих валиков. Мотор наматывающего устройства содержит систему контроля изменения частоты. ru
ru 07.2022
07.2022свойства, ГОСТ, упаковка и маркировка проволоки
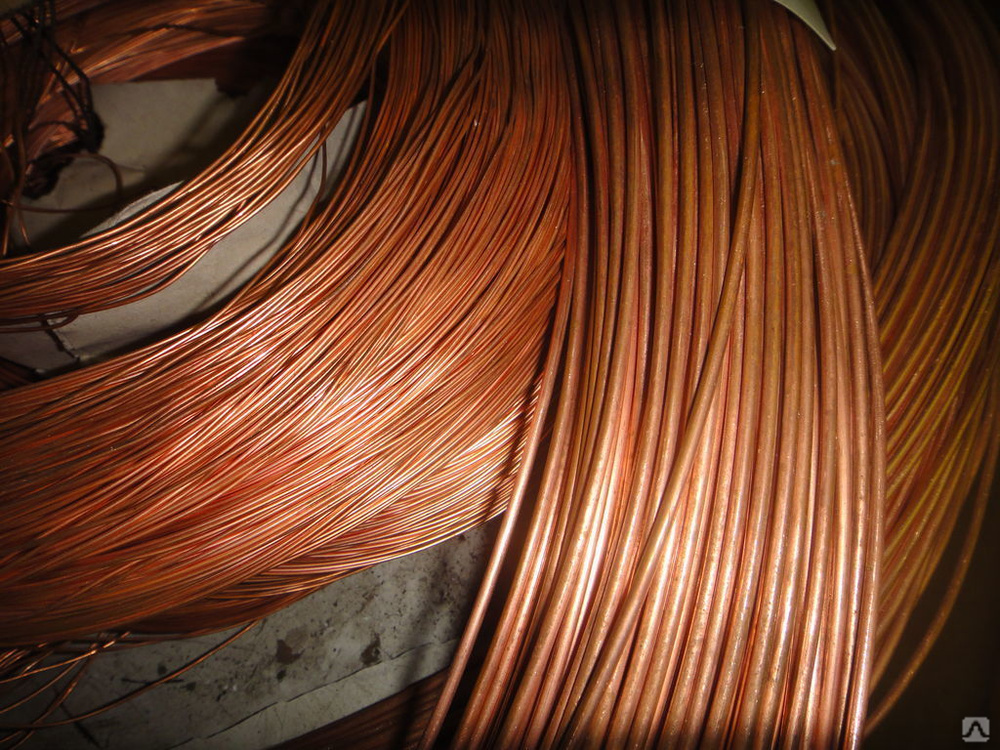
Медная катанка не является конечным продуктом. Это полуфабрикат, из которого в дальнейшем изготавливаются такие вещи, как контактные провода, шины для распределительных электрощитов, проволоку всех диаметров для обмоток трансформаторов или катушек индуктивности малого размера и катодов для гальваники.
Первичной же формой медной металлургии медная катанка стала из-за своей универсальности как сырья для дальнейшей переработки. Особенно если учесть, что медь является лучшим материалом для электропроводящих сетей (если не считать серебра). Электропроводность меди в 1,7 раза лучше этого свойства у алюминия и в 6 раз выше, чем у железа.
Особенно если учесть, что медь является лучшим материалом для электропроводящих сетей (если не считать серебра). Электропроводность меди в 1,7 раза лучше этого свойства у алюминия и в 6 раз выше, чем у железа.
Содержание
- 1 Общие сведения о меди
- 1.1 Марки меди
- 1.2 Водородная болезнь
- 2 Краткое описание свойств
- 3 Производство медной катанки
- 4 Основные положения ГОСТа
- 4.1 Расшифровка маркировок
- 4.2 Требования к продукции
- 5 Средства и методы испытания готовой проволоки
- 6 Упаковка и маркировка
- 7 Заключение
Общие сведения о меди
Медь. Название в периодической системе элементов – Cuprum (Купрум) (Cu). Порядковый номер – 29. I группа или побочная подгруппа в таблице, в её 4-м периоде. Название произошло от названия острова Кипр, откуда в античные города-полисы Средиземноморья вывозили её для использования в быту, в хозяйстве и в войне.
В металлической фазе представляет собой вещество розово-красного цвета, мягкое и поддающееся ковке при нагреве до 700-800⁰С. Плавится при температуре 1084,5⁰ С. Поддаётся обработке давлением как в холодном, так и в горячем состоянии, а также всем видам пайки и литью в любую форму, а также резанию. После плавления, при достижении температуры расплава 2 560⁰С, начинается кипение жидкого металла.
Плавится при температуре 1084,5⁰ С. Поддаётся обработке давлением как в холодном, так и в горячем состоянии, а также всем видам пайки и литью в любую форму, а также резанию. После плавления, при достижении температуры расплава 2 560⁰С, начинается кипение жидкого металла.
Химический состав примесей и метод получения металла сказывается и на таких свойствах меди, как теплопроводность, удельная теплоёмкость, удельное сопротивление и связанная с ним электропроводность, упругость, твёрдость и предел прочности.
Марки меди
Классификация меди в России принята по ГОСТам 895-2001 и Р-53 803-2010 «Медь. Марки».
Применяя в электропроводящих сетях или в аппаратуре высокой точности катодные марки меди, их часто делят на подвиды МооК (катодная) и МооБ (бескислородная), имеющим чистоту 99,99 ( процент примеси посторонних веществ 0,001).
Акцент на бескислородность меди сделан не зря: кислород в составе металла не только является нежелательным окислителем, но и значительно уменьшает пластичность и прочность металла. Не меньший вред приносит присутствие в атмосфере молекул водорода, который при значительной термообработке меди (и не обязательно её расплаве) диффузионно проникает вглубь металла в его верхний пограничный слой и в нём восстанавливает до чистого металла и воды оксид меди. Молекулярная вода при повторных нагревах способна давать локальное высокое давления в кристаллической решётке, способное образовать разрывы, пористость и микротрещины в монолите.
Не меньший вред приносит присутствие в атмосфере молекул водорода, который при значительной термообработке меди (и не обязательно её расплаве) диффузионно проникает вглубь металла в его верхний пограничный слой и в нём восстанавливает до чистого металла и воды оксид меди. Молекулярная вода при повторных нагревах способна давать локальное высокое давления в кристаллической решётке, способное образовать разрывы, пористость и микротрещины в монолите.
Эти явления особенно вредны, если делается высокотемпературная пайка или сварка медных поверхностей, так как снижается прочность соединений.
Водородная болезнь
Впрочем, «водородная болезнь» характерна только для высокотемпературных сварок и паек. При «мягкой», ниже 400⁰С, пайке явлением водородной хрупкости можно пренебречь, атомы водорода ниже 400 градусов глубоко в металл не диффундируют – и чем больше температура пайки опускается ниже 400⁰С, тем меньше влияние этого восстановителя металла из окислов.
Для предупреждения окисления или влияния водорода металл плавят
- В вакууме.

- В атмосфере из инертных газов (аргон).
- Под слоем древесного угля.
Хотя самым общеупотребительным способом предотвращения «водородной болезни» является ввод в состав металла при плавлении присадки, связывающей кислород и не влияющей на физические параметры металла после отливок или протяжек. В качестве присадки используют фосфор.
Критерии качества, применяемые в России и в странах ЕС, почти одинаковы. Разница часто оказывается в требованиях контроля за количеством и качеством допустимых или специально введённых примесей. Так, российская М1Ф и Cu-DHP хоть и являются аналогами, но имеют разные примеси. На практике это выражается в том, что в России контроль примесей жёстче, а химический состав металла стабильнее по своим физическим характеристикам. В М1Ф ни в коем случае не допускается при выплавке использовать лом, особенно из рафинированных фрагментов меди. В Cu-DHP это норма.
Из-за этого часто возникают коллизии по цене этих металлов с разной степенью чистоты – притом цена более чистого российского М1Ф бывает заниженной на торгах при покупке её у нас. И, наоборот, при реверсных сделках для нас её завышают – что говорит о воздействии факторов, не имеющих никакого отношения к качеству или сложности производства.
И, наоборот, при реверсных сделках для нас её завышают – что говорит о воздействии факторов, не имеющих никакого отношения к качеству или сложности производства.
Прочность, может характеризоваться тремя состояниями одной и той же марки: при пределе прочности в 210 Мпа медь «мягкая», при 250 Мпа – полутвёрдая, а при 280 Мпа – твёрдая. Соответственно М (зарубежный аналог R 220), ПТ (R 250) и Т (R – 280). Хотя, кроме Т, имеются и более прочные (твёрдые) состояния меди. Медь поддаётся даже закалке как способу повышения твёрдости – для этого её нагревают до 600⁰С и медленно остужают.
Краткое описание свойств
Свойства материала, позволяющие использовать его во многих отраслях:
- Пластичность в сочетании с высокой прочностью. Такая комбинация физических свойств позволяет применять для обработки широкий спектр механических воздействий с последующим долгим сроком службы.
- Малое электросопротивление. Превосходит медь по этому параметру только серебро.
- Малый коэффициент сопротивления при повышении температуры металла.
 По крайней мере, в пределах температур от 20 до 100⁰С.
По крайней мере, в пределах температур от 20 до 100⁰С.
Производство медной катанки
Медная катанка производится с помощью технологии волочения металла через прокатные вальцы на специальных станах, где они делают из катанки профилированный материал (проволоку) разной толщины.
При прохождении через вальцы медная катанка, которая превращается под их воздействием в проволоку, подвергается сильному нагреву с помощью вихревых индукционных токов или в газовом пламени. После прохождения вальцов горячая проволока укладывается в бухты с помощью устройств, называемых моталки. Одновременно происходит охлаждение материала. В медленно работающих моталках и на тонкой проволоке такое охлаждение происходит естественным путём, при быстрой смотке готовой продукции применяют принудительный воздушный обдув.
Из-за предварительного нагрева в фазе волочения процесс называют горячекатаным.
Основные положения ГОСТа
Основные физические свойства и величины в виде технических параметров, химического состава, способов испытания и геометрических размеров определяются ГОСТом Р-53803-2010. Вся медная катанка после 2010 года выпускается в России в соответствии с этим ГОСТом.
Вся медная катанка после 2010 года выпускается в России в соответствии с этим ГОСТом.
Стандартом определены номинальные типоразмеры сечений, принятых сегодня в России. Это проволока и медный пруток толщиной от 8 до 23 мм. Допуски для провода 8-14 мм могут быть порядка 0,4 мм, а для прутка сечением от 15 до 23 мм – 0,6 мм.
Существующие нормативы разделяют медную катанку на виды, маркировка которых означает метод, по которому она была изготовлена. Методы определяют чистоту металла, от которой напрямую зависит его цена. Так, маркировка Кмб означает бескислородную катанку. Но в ней есть ещё и подвиды Моо с 99,99% Cu, М1 – 99,9%, М4 – 99,0%, где цифры означают содержание Cuв процентах. Моо относится к катодным электролитическим сортам, полностью лишённым кислорода и у которой самая высокая электропроводимость при минимально возможном сопротивлении. и стоимость килограмма такой меди наивысшая. А вот маркировка КМор информирует, что эта медная катанка изготовлена из рафинированных отходов и медного лома, то есть в такой катанке присутствует медь разных сортов.
Расшифровка маркировок
«М» перед индексом чистоты металла обозначает просто «медь». Два «нуля» (00) – высокочистая. Один нуль (0) – просто чистая. С цифрами 1,2,3 – технически чистая. Последним элементом маркировок ставят обычно буквенный индекс, означающий способ, по которому был отлит металл: К – катодная. У – катодная переплавленная. Бескислородная медь обозначается литерой Б, раскисленная – Р, а у раскисленной с помощью введения в расплав фосфора будет стоять в маркировке соответственно литера Ф.
Всего же в России выпускается около 20 марок этого металла, предназначенного к использованию в разных отраслях промышленности.
Промежуточное положение между этими сортами занимает медная катанка с маркировкой КМ.
В принятом в 2010 году ГОСТе допускается изготовление медной катанки других номинальных размеров, если таково было требование заказчика.
Есть также перечень химических элементов, которые жёстко регламентируются ГОСТом по их предельным значениям в составе меди для промышленности. Это висмут, мышьяк, сера, сурьма, свинец, теллур, селен, серебро, железо и кислород. Их доля в общей массе медного слитка или катанки не должна превышать величины от 0, 001 и до 0,005 %. Больше всего вреда качеству меди приносит содержание в ней висмута и свинца, так как эти вещества делают медь хрупкой при даже незначительном нагреве. Поэтому массовая процентная доля этих элементов не должна превышать 0,001%. Наличие серы и кислорода в меди улучшает её способность поддаваться процедуре резания, но сера одновременно ухудшает пластичность этого металла.
Это висмут, мышьяк, сера, сурьма, свинец, теллур, селен, серебро, железо и кислород. Их доля в общей массе медного слитка или катанки не должна превышать величины от 0, 001 и до 0,005 %. Больше всего вреда качеству меди приносит содержание в ней висмута и свинца, так как эти вещества делают медь хрупкой при даже незначительном нагреве. Поэтому массовая процентная доля этих элементов не должна превышать 0,001%. Наличие серы и кислорода в меди улучшает её способность поддаваться процедуре резания, но сера одновременно ухудшает пластичность этого металла.
Содержание же таких веществ, как фосфор, кобальт, кремний, никель, марганец, хром, олово, цинк и алюминий ГОСТ не регламентирует.
На поверхности тянутой проволоки могут быть вмятины, риски, выбоины и царапины, но если их размеры не превышают 0,2 мм, материал годен к допуску в производство. Исключение делается только для высокоточных технологий.
Требования к продукции
Но в отдельных случаях выдвигаются дополнительные требования:
Для готовой продукции предусмотрены испытания на скручивание-раскручивание.
- Проволока сечением 16 мм и более должна выдержать 3 цикла скручивания-раскручивания. Сечением от 13 до 16 мм – 5 циклов. А сечением от 8 до 13 – 10.
- Величина удлинения катанки при разрыве должна быть не менее 35%.
- Величина временного сопротивления в мегапаскалях должна выражаться числом не менее 160.
Дополнительные испытания могут проводиться по настоянию клиента(заказчика). Так, это могут быть испытания на водородную хрупкость для марок КМб и на удлинение спирали – такое испытание может потребоваться для марок КМ и КМор.
Хотя в категорию «медный лом» может попасть и вполне кондиционная и даже высококачественная медь. Это может произойти в том случае, когда:
- Процент окисленности металла в бухте превысил при методе измерения весом 0,01.
- Наличие механических дефектов в виде разрывов, надсечек и вмятин, если зачистка не смогла эти дефекты ликвидировать.
- Превышение срока хранения бухты катанки более 3 месяцев (после истечения этого срока требуется всесторонняя проверка всех параметров бухты, и если хоть один из них не будет соответствовать – даже аффинажная медь с чистотой 99,99% может быть признана ломом).
 В Поэтому изготовление марок катодной электролитической меди высокой чистоты всегда делается под конкретного заказчика и в случае только 100% предоплаты, с предупреждением о возможных последствиях невывоза заказанной катанки вовремя.
В Поэтому изготовление марок катодной электролитической меди высокой чистоты всегда делается под конкретного заказчика и в случае только 100% предоплаты, с предупреждением о возможных последствиях невывоза заказанной катанки вовремя.
Средства и методы испытания готовой проволоки
Обязательная проверка для медной катанки:
- Испытания по Госстандарту 26877 на овальность сечения.
- По ГОСТу 6507 на отклонения от заявленных сечений. Инструментарий – штангенциркуль для крупномеров и микрометры (с делениями от 0,01 мм).
- Осмотр. При незначительных дефектах делают зачистку поверхности до момента приведения к допустимым величинам.
- Определении химического состава согласно ГОСТам 31382, 9717, 13938, 27981. При наличии на предприятии хорошо оснащённой химлаборатории допускается исследование химического состава меди в катанке иными методиками. Не вступающими в противоречие с существующими стандартами.
- По ГОСТу 7229 на определение сопротивления.
 Оборудование – микрометр и высокоточные весы.
Оборудование – микрометр и высокоточные весы. - Испытание на проводимость и удлинение согласно ГОСТу 1497.
Упаковка и маркировка
Медная катанка поставляется строго одним неразъёмным куском, смотанным в бухты, без разрывов и надломов по всей длине. Вес бухты согласуется с покупателем. Не должно быть перепутывания и перехлёста витков – это будет мешать беспрепятственному отматыванию отрезков нужной длины. Плотность намотки катанки в бухте должна обеспечивать и гарантировать её целостность во время упаковки и доставки к месту потребления.
Бухта для сохранности её формы обязательно перевязывается не менее чем в трёх местах по окружности специальной стальной или капроновой лентой. Кроме перевязки, может быть сделана упаковка, предохраняющая бухту катанки от атмосферных осадков и других неблагоприятных воздействий. Упаковка является обязательной процедурой, которую делают по умолчанию, однако она может отсутствовать, если того пожелает заказчик.
Заключение
За тысячелетия использования металлурги-практики даже без научных выкладок узнали о многих секретах этого металла, что позволило применять его во многих сферах человеческой деятельности. Изготовление же медной проволоки из катанки для использования нужд электротехники и электроники раскрыли перед медью новые горизонты.
Изготовление же медной проволоки из катанки для использования нужд электротехники и электроники раскрыли перед медью новые горизонты.
Истощение природных запасов меди (общая доля этого элемента в земной коре не превышает 0,01% и по количественному составу в природе медь держит всего лишь 23-е место) требует получения новых материалов для передачи электроэнергии на большие расстояния, притом без существенных потерь.
Для этого разработаны сплавы меди и алюминия – что ещё недавно казалось или невозможным, или слишком затратным.
Да, в таких сплавах снижается электро- и теплопроводность. Но она всё равно будет выше, чем у чисто алюминиевого многожильного провода, который сейчас применяют на ЛЭП, для транспортировки электроэнергии на большие расстояния. Так что проводниковый паллиатив в виде меди и алюминия для этих целей имеет вполне реальные перспективы. А внутридомовая проводка из алюминиево-медного сплава уже применяется в строительстве жилья и производственных объектов.
Технические приёмы, отработанные на медной катанке, позволят в случае широкомасштабного применения новых сплавов с лёгкостью перенастроить производство из катанки (теперь уже медно-алюминиевой) тянутой проволоки с новыми или с привычными для чистой меди свойствами.
Евразийский Металлургический Завод
Евразийский Металлургический Завод
html5 templates
Собственное сырье высшего качества
Бескислородная продукция Cu-DHP
Качество готовой продукции 99,99%
100% экологически чистое производство
2020
Год основания завода
Новейшие технологии позволяют нам выпускать продукцию наивысшего качества
27000000
Объем инвестиций ($)
Для строительства завода привлечены иностранные инвестиции в полном объеме
73000
Площадь производства (м²)
Евразийский металлургический завод входит в состав Евразийского энергокомбината
Корпоративные видео
Нурсултан Назарбаев на открытии завода «Евразкабель»
Поддержка бизнеса в Казахстане
Строительство кабельного завода Евразкабель в Алматы
Главные проблемы Казахстанского производителя
Открытие завода
Новости
Обзорный тур
Евразкабель. Инвестиции во время COVID-19
Инвестиции во время COVID-19
PreviousNextClose
Продукция завода
Продукция ЕМЗ поставляется на рынки России, Казахстана, стран СНГ, ОАЭ, Европы и Азии.
Катоды медные
ЕМЗ производит бескислородные медные катоды на инновационном оборудовании, благодаря чему катоды имеют высокое качество и 99,9 чистоту меди.
Медная катанка
ЕМЗ выпускает бескислородную медную катанку любых требуемых диаметров путем непрерывного литья, что способствует постоянно высокому качеству выпускаемой продукции.
Аллюминевая катанка
ЕМЗ реализует аллюминевую катанку высшего сорта, получаемую методом непрерывного литья и горячекатаной технологии для электротехнических целей.
Медная проволока
ЕМЗ производит в бунтах и на барабанах медную проволоку различного диаметра в соответствии с мировыми стандартами качества.
Алюминиевая проволока
ЕМЗ производит в бунтах и на барабанах алюминиевую проволоку различного диаметра в соответствии с мировыми стандартами качества.
Проволока стальная
ЕМЗ реализует стальную проволоку с оцинкованным покрытием и без, любого сечения в соответствии с мировыми стандартами качества.
Медная лента и медная фольга
ЕМЗ производит медную ленту и фольгу горячего и холодного проката, мягкого полутвердого и твёрдого состояния, различной толщины и ширины в соответствии с мировыми стандартами качества.
Алюминиевая лента и фольга
ЕМЗ производит алюминиевую ленту и фольгу без термической обработки, отложенную и нагартованную, различной толщины и ширины в соответствии с мировыми стандартами качества.
Стальная оцинкованная лента
ЕМЗ производит ленту для бронирования кабеля, оцинкованную горячим, гальваническим способом и без покрытия, различной толщины и ширины в соответсвии с мировыми стандартами качества.
Рулонная и листовая медь
ЕМЗ производит рулонную медь и медь листовую, различной толщины в соответствии с мировыми стандартами качества.
Рулонный и листовой алюминий
ЕМЗ реализует рулонный и листовой алюминий, различной толщины наивысшего качества.
Рулонная и листовая сталь
ЕМЗ реализует рулонную и листовую оцинкованную сталь различной толщины в соответствии с мировыми стандартами качества.
Медная ТПЖ
Медная токопроводящая многопроволочная жила любого сечения и класса гибкости, круглого или секторного исполнения с уплотнением и без, однонаправленной или разнонаправленный скрутки.
Алюминиевая ТПЖ
Алюминиевая токопроводящая многопроволочная жила любого сечения и класса гибкости, круглого или секторного исполнения с уплотнением и без, однонаправленной или разнонаправленной скрутки.
Грозозащитный трос
Стальной стандартный или усиленный многопроволочный плакированный алюминием трос, однонаправленной или разнонаправленной скрутки, служащий для защиты проводов от прямых ударов молний.
PreviousNextClose
Торжественное открытие и старт первой очереди производства на Евразийском Энергетическом Комбинате ознаменовался личным участием в мероприятии Нурсултана Абишевича Назарбаева.
Первый Президент Республики Казахстан отметил важность запуска инновационного производства для экономики страны, работа которого полностью локализована. Это настоящий пример государственно-частного сотрудничества. Вся выпускаемая продукция по техническим характеристикам соответствует Евразийскому ГОСТ, Международному энергетическому стандарту МЕК, Европейскому стандарту DIN, Британскому институту стандартизации BSI.
PreviousNextClose
PreviousNextClose
PreviousNextClose
PreviousNextClose
PreviousNextClose
Наши преимущества
Собственное сырье
Наличие собственного сырья позволяет нам предложить готовую продукцию высокого качества в кратчайшие сроки
Низкая цена
В связи с уникальными преимуществами и новейшим оборудованием, мы можем предложить гарантию низкой цены
Бескислородная продукция
Применение инновационных технологий в производстве No Oxygen позволяет изготавливать продукцию с отсутствием кислорода в проводнике Cu/DHP, что снижает омическое сопротивление, повышает пластичность и другие важные физические свойства цветного металла
Качество меди 99,9%
Отсутствие посторонних примесей в металле снижает омическое сопротивление проводника и повышает важные физические свойства катанки, проволоки, токопроводящей жилы, ленты и фольги, необходимой для изготовления высококачественной продукции
Партнеры
Назад
Вперед
- Стандарт ГОСТ
- Стандарт МЭК
- Стандарт DIN
- Стандарт BIS
ГОСТ – стандарт принятый надгосударственным органом по стандартизации Евразийского экономического союза, который формирует требования Государства к высокому качеству выпускаемой продукции.
IEC (МЭК) — International Electrotechnical Commission — Международная электротехническая комиссия. Некоммерческая организация по стандартизации в области международных электрических, электронных и смежных технологий.
DIN — Deutsches Institut für Normung e.V. — Немецкий институт по стандартизации. Главной задачей DIN является разработка нормативно-технической документации, стандартов и правил. Для этой цели DIN организовывает работу 26 000 экспертов из различных областей науки и техники.
BSI — British Standards Institution — Британский институт стандартов. Крупнейший мировой провайдер стандартов покрывающий в том числе все аспекты в области электрических технологий. BSI, которая включена в Королевскую хартию, официально обозначена как Национальный орган по стандартизации для Великобритании.
Как начать сотрудничество
Отправьте заявку
Оформите заявку на сайте или обратитесь в департамент продаж через контакты указанные на сайте
Получите цену
В течение рабочего дня мы согласуем с Вами условия и отправим коммерческое предложение
Подпишите договор
Когда Вы будете готовы принять решение, мы подпишем договор на взаимовыгодных условиях
Получите продукцию
В кратчайшие сроки, согласно договора, Вы получите высококачественную продукцию
Форма заявки
Заполните пожалуйста эту форму контактов чтобы мы подготовили для Вас коммерческое предложение
Телефон
Сообщение
Наши заводы
Назад
Вперед
Наши контакты
Казахстан:
г. Алматы, Индустриальная зона
Алматы, Индустриальная зона
Тел.: +7 727 339 1 888
Кыргызстан и страны СНГ:
Тел.: +9963 12979726
Российская Федерация:
г. Москва, Кабельный проезд 2
Тел.: +7 495 191 888 3
Страны персидского залива:
Дубай, JAFZA 7
Тел.: +971488 769 99
Если у Вас есть рекомендации по улучшению сервиса обслуживания или претензии к качеству продукции, свяжитесь с нами:
Тел.: +7 727 339 1 888 (внут. 103)
E-mail: [email protected]
E-mail: [email protected]
АО «РОССКАТ»: от переработки меди в катанку до изготовления кабельно-проводниковой продукции
АО «РОССКАТ» – стабильное и активно развивающееся предприятие, работающее на рынке кабельно-проводниковой продукции более 20 лет. Производство компании «РОССКАТ» имеет полный производственный цикл: от переработки меди в катанку до изготовления кабельно-проводниковой продукции. Вся продукция производится на современном оборудовании ведущих мировых фирм-производителей: «Rosendahl», «Techocable», «Caballe», «Niehoff», «Troester», «Southwire», “Andritz MAERZ”, “Dufotec”, «H. Folke Sandelin AB (HFSAB)».
Компания «РОССКАТ» основана 21 августа 1991г, и ее название происходит от слов «российская катанка». В начале 90-х годов возник острый дефицит качественной медной катанки, так как после распада СССР основная часть поставщиков осталась за пределами России. Новое предприятие было ориентировано на изготовление высококачественной медной катанки и ее дальнейшую переработку для обеспечения потребности в кабельно-проводниковой продукции. Завод начал строиться в 1992 году и уже в 1996 году запустил серийное производство кабеля для погружных электронасосов. В феврале 1998 года был осуществлен пуск прокатного производства. За 1997г – 2010г – РОССКАТ произвел более 100 тыс. км кабеля для УЭЦН и более 400 тыс.тонн медной катанки. После окончания экономического кризиса начался мощный подъем предприятия: были построены новые корпуса, налажено производство силовых кабелей, обмоточных проводов, цветного проката и т.д. Линейка продукции серьезно расширилась.
В настоящее время АО «РОССКАТ» специализируется на производстве медной катанки, предназначающейся для электротехнической и кабельно-проводниковой продукции (силовой кабель, нефтепогружной кабель, обмоточный провод, контактный провод, медная проволока и т. д.). Компания также производит кабель с изоляцией из полиэтилена высокой плотности, блок-сополимера пропилена или этилена для нефтяной промышленности. Ассортимент продукции постоянно обновляется и расширяется.
АО «РОССКАТ» – основной поставщик широкого спектра кабельной продукции. Компания реализует высококачественный силовой кабель, обмоточный провод, медную проволоку и медную катанку. Эти позиции пользуются большим спросом у ведущих промышленных предприятий в России и за границей. Вся продукция РОССКАТа сертифицирована и проходит строжайший контроль качества.
Высокое качество продукции во многом обеспечивает современное оборудование таких брендов как Niehoff и Troester (Германия), Rosendahl (Австрия), SouthWire( США), Technocable и Caballe(Испания), AGIE(Швейцария), LloydInstrumentsLtd(Англия), «Maerz» (Германия) и др.
В компании работает более 1300 человек – в основном жители Нефтегорска и Нефтегорского района. Все работники имеют полный социальный пакет. Завод оплачивает приобретение путевок в детские оздоровительные лагеря, на санаторно-курортное лечение, работает программа ДМС. Сотрудники доставляются заводским транспортом на работу и после окончания смены – домой.
Высокая социальная ответственность предприятия создает условия для эффективности труда каждого сотрудника, благодаря чему АО «РОССКАТ» занимает лидирующие позиции в отрасли.
2015 год
РОССКАТ вошел в четверку ведущих переработчиков меди и в группу А по объему переработки металлов свыше 25 000т. в год, освоил новые виды кабельной продукции — ППСРВМ, МГ, КШВЭмБШВ. Расширена продуктовая линейка производства кабеля для УЭЦН. Завод разработал линию по наложению адгезива, данная разработка не имеет аналогов в России и позволяет усовершенствовать кабель для нефтегазодобывающей отрасли.
2009 – 2014 годы
2009 — Поставлены на производство контактные провода из меди и ее сплавов.
2010 — Освоено производство силовых кабелей с пластмассовой изоляцией в холодостойком исполнении.
2011 — Запущена новая линия М-85, что сразу дало двукратное увеличение выпуска на операции волочения. Освоено производство нефтепогружного кабеля в гофрированной оболочке марки КПвСтБП-160 и силовых кабелей с резиновой изоляцией КГ. РОССКАТ подтвердил статус производителя выпускающего качественную кабельно-проводниковую продукцию в соответствии с ГОСТ и ГОСТ Р и стал Лауреатом, и дипломатом всероссийского конкурса «100 лучших товаров России 2011».
2012 — Произведено 500 000 медной катанки. Совместно с «ВНИИКП» освоено производство силовых кабелей.
2013 — Освоен промышленный выпуск нефтепогружного кабеля в освинцованной оболочке, выдерживающего температу ру до 230 градусов — КЭСБП-230, КЭСБкП-230. Введен в эксплуатацию комплекс огневого рафинирования. Освоен выпуск шахтного кабеля марки КГЭШ.
РОССКАТ был отмечен:
- Дипломом «За активную деятельность на благо нефтяной промышленности Самарской области»;
- Благодарственной грамотой «За развитие социального партнерства в организациях производственной сферы».
2014 — Вошел в 4-ку ведущих переработчиков меди. Освоил новые виды кабельной продукции — ППСРВМ, МГ и расширена продуктовая линейка производства кабеля для нефтепогружных насосов.
2003 – 2008 годы
За 1997—2008гг. РОССКАТ произвел более 100 тыс. км кабеля для УЭЦН и более 400 тыс. тонн медной катанки. В 2006 г. РОССКАТ сертифицирован АНОЦ «СЕКАБ» на соответствие требованиям ИСО 9001-2001 и получил:
- Грамоту Российского союза промышленников и предпринимателей «За значительный вклад в развитие отечественной промышленности»;
- Грамоту Министерства промышленности и энергетики РФ;
- Кубок «Бизнес партнер» от Сбербанка.
После окончания экономического кризиса начался мощный подъем предприятия: были построены новые корпуса, налажено производство силовых кабелей, обмоточных проводов, цветного проката и т.д. В 2008 году завершен инвестиционный проект по организации производства силовых кабелей широкой номенклатуры от 0,66 до 6кВ. В данный период ОАО «РОССКАТ» специализируется на производстве медной катанки, предназначающейся для электротехнической и кабельно-проводниковой продукции (силовой кабель, нефтепогружной кабель, обмоточный провод, контактный провод, медная проволока и другие виды кабельно-проводниковой продукции).
1996 – 2002 годы
Завод начал строиться в 1992 году и уже в 1996 году запустил серийное производство кабеля для погружных электронасосов. В феврале 1998 года был осуществлен пуск прокатного производства. За 1997—2010 гг. РОССКАТ произвел более 100 тыс. км кабеля для УЭЦН и более 400 тыс. тонн медной катанки. После оканчания экономического кризиса начался мощный подъем предприятия: были построены новые корпуса, налажено производство силовых кабелей, обмоточных проводов, цветного проката и т.д. Линейка продукции серьезно расширилась.
1991 – 1995 годы
Завод «РОССКАТ» основан 21 августа 1991г., и его название происходит от слов «российская катанка». В июле 1992г. был поднят первый ковш земли на строительстве кабельного комплекса в г.Нефтегорске. На 2-м и 3-м этапах строительства в состав учредителей проекта были приняты новые партнеры: НК «Нижневартовскнефтегаз», НК «Роснефть», НК «Куйбышевнефть», НК «Оринбургнефть», «Куйбышевэнерго», АКБ «Инкомбанк». В начале 90-х годов возник острый дефицит качественной медной катанки, так как после распада СССР основная часть поставщиков осталась за пределами России. Новое предприятие было ориентировано на изготовление высококачественной медной катанки и ее дальнейшую переработку для обеспечения потребности в кабельно-проводниковой продукции. В период с 1992-1998 года были построены и введены в эксплуатацию два основные цеха по производству медной катанки методом непрерывного литья и проката и цех для производства нефтепогружного кабеля.
Новое предприятие было ориентировано на изготовление высококачественной медной катанки и ее дальнейшую переработку для обеспечения потребности в кабельно-проводниковой продукции. В период с 1992-1998 года были построены и введены в эксплуатацию два основные цеха по производству медной катанки методом непрерывного литья и проката и цех для производства нефтепогружного кабеля.
Источник: https://www.rosskat.ru/
Катанка медная цена в Екатеринбурге
| Продукция: | Ед. измерения: | Кол-во: | Цена, от: | Наличие: | Купить |
Катанка медная 8 мм КМ ГОСТ Р 53803-2010 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 14 мм КМ ГОСТ Р 53803-2010 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 16 мм КМ ГОСТ Р 53803-2010 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 10 мм КМ ГОСТ Р 53803-2010 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 22 мм КМ ГОСТ Р 53803-2010 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 13 мм КМ ГОСТ Р 53803-2010 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 10 мм КМ EN1977-98 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 11,4 мм КМ ГОСТ Р 53803-2010 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 10 мм Кмор ASTM B 49-10 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 22 мм Кмор ASTM B 49-10 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 12,7 мм КМ ГОСТ Р 53803-2010 | т | 510000 ₽ 510000510000 ₽ | В наличии | ||
Катанка медная 8 мм КМ EN1977-98 | т | 510000 ₽ 510000510000 ₽ | В наличии |
Медная катанка — один из наиболее востребованных продуктов цветной металлургии, полуфабрикат в производстве проволоки, контактных проводов, электрических контактов и другой продукции электротехнического назначения.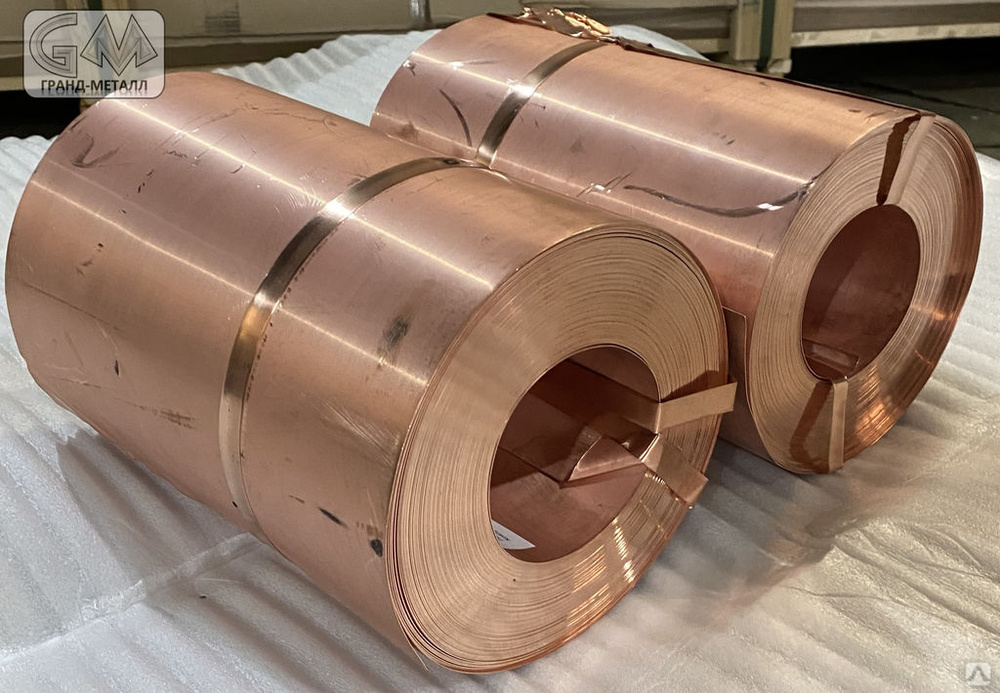 Изделие отличается уникальной совокупностью свойств, определяющих его востребованность в различных отраслях народного хозяйства. Это отличная электропроводность и теплопроводность, высокая пластичность и многое другое.
Изделие отличается уникальной совокупностью свойств, определяющих его востребованность в различных отраслях народного хозяйства. Это отличная электропроводность и теплопроводность, высокая пластичность и многое другое.
Основы производства
В основе современного производства медной катанки — применение технологии непрерывного литья и прокатки (НЛП). Основным сырьем в таком процессе служат катоды и медь электротехнического назначения. Исходная смесь попадает в специальные шахтные печи, где при технологической температуре происходит процесс плавления. После этого полуфабрикат наливается в специальные формы и обрабатывается валками прокатного стана до получения продукта требуемой конфигурации. Готовое изделие наматывается в бухты с применением устройства, которое принято называть моталкой. Потом продукция попадает на дальнейшую переработку.
Свойства и применение
Для медной катанки характерны высокие показатели электропроводности и теплопроводности, что дает возможность изготавливать из такого полуфабриката проволоку и другие изделия, которые позволяют передавать электроэнергию с минимальными потерями на большие расстояния.
Высокая пластичность и технологичность способствуют простоте переработки картинки и значительному удлинения срока эксплуатации изделий, изготовленных из такого материала.
Минимальный коэффициент температурного сопротивления указывает на то, что катанка из меди при значительном изменении температур практически не меняет своих свойств.
Защищенность от коррозионного воздействия, способность сохранять основные физико-химические свойства при контакте с агрессивными средами различной природы позволяет использовать катанку в сложных технологических процессах и на открытом воздухе.
Согласно нормам ГОСТ Р 53803-2010, минимальный номинальный диаметр медной катанки составляет 0,8 мм, максимальный — 23,0 мм. Предельное отклонение от заданных размеров находится в диапазоне от 0,4 до 0,6 мм.
Изделия, согласно требованию указанного выше стандарта, выпускается трех видов:
-
катанка медная (КМ), изготавливаемая из меди марок М001 и М0; -
катанка медная бескислородная (КМб) из сплавов меди М0б и М001б; -
катанка медная (КМор), полученная по технологии непрерывного литья и прокатки — из М1ор.
Сфера применения катанки включает изготовление электротехнической, радиотехническая, электронной, телекоммуникационной и другой продукции, где требуются высокие показатели электропроводности и теплопроводности. В частности, медная проволока производится по технологии одно- и многониточного волочения.
Предложение нашей компании
Наше предприятие предлагает купить катанку медную высокого качества на льготных условиях. Для новых и действующих заказчиков доступна система скидок и бонусов. Мы практикуем свободный выбор форм оплаты продукции.
Служба логистики нашего предприятия организует транспортировку товара заказчику во все Регионы Российской Федерации в кратчайшие сроки.
|
 ru
ru 05.2021
05.2021 Лучшие в СПБ и ЛО
Лучшие в СПБ и ЛО
Процесс производства медной проволоки
| Отжиг
Процесс производства медной проволоки | Отжиг | Процесс горячего погружения
Процесс производства медной проволоки
Медные гибкие соединители с плетеным оловянным покрытием в настоящее время все чаще предпочтительнее простой медной проволоки для применения
в электротехнической и обрабатывающей промышленности. Соединитель — это электромагнитное устройство, которое используется для соединения нескольких цепей.
Соединитель — это электромагнитное устройство, которое используется для соединения нескольких цепей.
и интерфейсы, в которых используются узлы механического уровня для обеспечения высокой производительности. Из-за нескольких природных факторов, таких как термические
расширения и магнитных полей, бывает несколько случаев, когда желательно, чтобы разъем был гибким, чтобы он мог выдерживать
изменение.
» Процесс волочения:
Мы берем медный стержень из непрерывнолитой меди марки EC диаметром 8 мм для волочения нашей проволоки в проволоки различного сечения.
В этом процессе волочения медных проводов мы используем алмазные матрицы самого высокого качества, чтобы получить наилучшие результаты.
Шток и матрицы помещаются в охлаждающую жидкость и защищены промышленной смазкой. Это помогает нам поддерживать
температуры и осуществлять процесс рисования контролируемым образом. Здесь мы следим за тем, чтобы медные катушки попали
Здесь мы следим за тем, чтобы медные катушки попали
наилучшее лечение, чтобы достичь максимальной полезности в промышленных применениях. Таким образом, мы получаем лучшее от
процесс волочения меди.
» Процесс отжига :
После того, как операция волочения закончена, витки волоченной проволоки помещаются в электрическую печь в ванне для удаления
внутренние напряжения и повысить его ударную вязкость. Этот процесс называется отжигом. В этом курсе мы проходим
электрический ток по проводу в течение секунды при температуре 1000oFv. Это очень точное и
управляемая операция. Отжиг проводится с использованием воды, и в процессе следят за тем, чтобы не происходило окисление.
в противном случае он может перегреться и сжечь катушку. Таким образом, мы достигаем наилучших результатов с медью.
отжиг проволоки.
» Процесс скрутки/скрутки:
После отжига проволока наматывается на катушки и подается для скрутки/скрутки на крутильных машинах.
чтобы переработать их в различные диапазоны размеров скрученных проводов. Затем они проходят через процесс распыления в
получить более гладкую поверхность. Здесь мы скручиваем два разных провода в соответствии с запатентованной формулой и длиной витка.
может варьироваться от двух до семи дюймов. Наш процесс группирования следует лучшим эргономическим методам и
новейшие инструменты для достижения оптимального качества в срок.
» Процесс лужения :
В процессе горячего погружения олово протравливается, и проволока проходит через протравленное олово, образуя на ней покрытие, и наматывается на катушки.
Процесс горячего погружения
В процессе горячего погружения олово протравливается, и проволока проходит через протравленное олово, образуя на нем покрытие, и наматывается на катушки.
Процесс гальванического покрытия
Существует отдельная установка для процесса гальванопокрытия, нанесение покрытия осуществляется путем погружения проволоки в химическую ванну и
пропускание в нем электрического тока для необходимого покрытия.
» Плетение :
Следующим заданием является завершение плетения. В этой попытке луженая медная проволока вставляется в
плетельная машина для получения различных размеров плетеных проводов в соответствии со спецификациями. В процессе он принимает новый
внешний вид, образующий различные узоры (скрученный/круглый/плоский) при плетении в один или несколько слоев нити.
Здесь мы применяем высококачественные методы плетения и практики, чтобы получить наилучшие результаты. Построен из меди с
высокий коэффициент проводимости и долговечность, его можно использовать в качестве гибкого проводника в электроприборах и
аккумуляторные батареи.
» Процесс для проволоки из мишуры
Медная проволока тонкого сечения, должным образом намотанная на катушки, помещается на плющильную машину для правки. После этого процесса
проволока надевается на притирочный станок для получения притирки капроновой нити. После завершения этого процесса провод
наденьте плетенку / крутильную машину для плетения проволоки до необходимого размера, а затем проволоку обрабатывают для
химическое покрытие на необходимой машине.
» Процесс производства стеклянной проволоки :
Связка луженой медной проволоки выполняется на вязальной машине, а затем проволока помещается на притирочную машину для притирки
ПП. По окончании этого процесса проволоку укладывают на плетельную машину для плетения стекловолоконного покрытия и укладывают курицу.
на станке для лакирования проволоки.
Наши награды
Сертификат ISO
Сертификат РЦМЦ
Сертификат ММСП
Посмотреть наши награды
Линия непрерывного литья и прокатки медной катанки,линия непрерывного литья и прокатки медной катанки|RLB
Линия непрерывного литья и прокатки медной катанки
- Подробная информация о продукте
- Видео
- Часто задаваемые вопросы
4
00079 Медь Линия непрерывной разливки и прокатки стержней
1. Описание
☀Линия непрерывного литья медной катанки со свободным кислородом производит длинномерную блестящую медную катанку со свободным кислородом, трубы
, плоские заготовки и другие профили с более высокой проводимостью и низким содержанием кислорода содержание и т.д.
☀По сравнению с традиционным процессом, особенности следующим образом: низкие инвестиции, высокая эффективность, низкая стоимость производства,
простой производственный процесс, высокое качество, простая регулировка и отсутствие загрязнения.
☀Производственная линия состоит из индукционной печи промышленной частоты, системы подачи, машины непрерывной разливки, ограничительного устройства
, машины для наматывания намотки, системы водяного охлаждения, системы измерения температуры, электрической системы управления
и т. д. .
☀ Конструкция всей электрической системы управления является усовершенствованной и использует программируемый логический контроллер (ПЛК) + человеко-машинный интерфейс
(сенсорный экран). Электрическая система управления управляет всей линейной связью и контролирует рабочее состояние.
2. Equipmetn Pictures
3. Technical Parameters
Model | Strands | Up-Cast | Frame | Yearly | Take Up Form | Coil | Installed | Actual | Electricity Per Ton ( Kwh/T ) | ||
SL04-Q2 — | 4 | 8-20 | Два | 2000 | Automatic | 330 | 160 | ≤360 | |||
SL06-Q2- | 6 | 8-20 | Two | 3000 | Automatic | ≤3000kg | 330 | 180 | ≤350 | ||
SL06-Q2- | 6 | 16-30 | Two | 3000 | Automatic | ≤2500kg | 330 | 180 | ≤350 | ||
SL08-QL- | 8 | 8-20 | Three | 4000 | Automatic | ≤3000kg | 480 | 230 | ≤340 | ||
SL10-QL- | 10 | 16-30 | Three | 6000 | Automatic | ≤2500kg | 480 | 270 | ≤340 | ||
SL10-QL- | 10 | 8-20 | Three | 5000 | Automatic | ≤3000kg | 480 | 250 | ≤340 | ||
SL12-QL- | 12 | 8-20 | Три | 6000 | Automatic | ≤3000kg | 480 | 270 | ≤340 | ||
SL14 -QG- | 12 | 16-30 | Три | 8000 9 9. | Automatic | ≤2500kg | 750 | 480 | ≤340 | ||
SL16-QR- | 16 | 16-30 | Три | 10000 | ≤2500kg | 950 | 540 | ≤330 | |||
SL16-QG- | 16 | 8-20 | Three | 8000 | Automatic | ≤3000kg | 750 | 480 | ≤330 | ||
SL20-QW- | 20 | 8-20 | Three | 10000 | Automatic | ≤3000kg | 950 | 500 | ≤320 | ||
SL20-QW2- | 20 | 16-30 | Three | 12000 | Automatic | ≤2500kg | 1000 | 540 | ≤320 | ||
SL24-QW2- | 24 | 8-20 | Three Compounding | 12000 | Automatic | ≤3000kg | 1000 | 540 | ≤320 | ||
SL24-QW3- | 24 | 16-30 | Three | 15000 | Automatic | ≤2500kg | 1100 | 700 | ≤320 | ||
SL28-QW3-S-B-8/20 | 28 | 28 9012 2 9019 9000 2 8-2012 8 | 28 9012 | 9000 2 8-й0005 | Three | 15000 | Automatic | ≤3000kg | 1100 | 540 | ≤320 |
Ходовая форма системы заброса вверх: серводвигатель | |||||||||||
 0005
0005 0125 Furnaces
0125 Furnaces 0125 Automatic
0125 Automatic 4. Компоновка
Компоновка
5. Демонстрация применения
☀Оборудован различным приемным устройством и кристаллизатором для производства различных продуктов.
☀Оборудован приемным устройством для производства медной катанки. Медный стержень используется для: кабеля, провода, электромагнитного провода, эмалированного провода
, телефонной линии, линии передачи данных и т. д.
☀Оборудован приемным устройством для производства стержня из медного сплава, используется для: контактной линии высокоскоростного железнодорожного пути. , несущая опорная рама,
медный вал, медная втулка, сварочная проволока и другие изделия
☀Оборудован натяжным устройством для производства медной полосы, используемой для: медного стержня, медной полосы, медной фольги, электрических компонентов
и других продуктов;
☀Оборудован конвейерной линией (или приемным устройством) для производства медных труб, используемых для: кондиционирования воздуха, промышленных медных труб,
бытовых медных труб, соединений и других изделий.
Ключевые слова
экструзионная линия, оборудование для обработки проволоки, линия по производству проволоки, линия по производству кабеля
Связанные продукты
Отжиг олова
Производственная линия экструзия проволоки здания
Электролитическая медная непрерывная линия и кастота
. Разборка стержня на линии отжига
Запросить сейчас
Другие продукты
Линия непрерывной разливки и прокатки электролитической меди
Медная серия с ломкой медной палатой.
Плавильная печь для медного лома
SMM Обзор динамики производства медной катанки и текущего рынка потребления_SMM
ШАНХАЙ, 27 июля (SMM) — Медная катанка, как один из самых важных медных полуфабрикатов в Китае, играет важную роль в целом промышленность. Общий объем производства медной катанки в Китае превысил 85 млн тонн с 2010 по 2021 год, что составляет около 47% от общего объема производства медных полуфабрикатов. Выход достиг 90,74 млн тонн в 2021 году, что составляет около 50% от общего объема производства медных полуфабрикатов.
Общий объем производства медной катанки в Китае превысил 85 млн тонн с 2010 по 2021 год, что составляет около 47% от общего объема производства медных полуфабрикатов. Выход достиг 90,74 млн тонн в 2021 году, что составляет около 50% от общего объема производства медных полуфабрикатов.
Спрос на медную катанку быстро вырос после глобального финансового кризиса 2009 года благодаря инвестициям китайского правительства в размере 4 трлн юаней и быстрому развитию Китая в области энергетики, строительства, транспорта, бытовой техники и других областях. В первый год «двенадцатой пятилетки» в 2011 году Китай вступил в период активного развития инвестиций в энергетику, а сектор производства проволоки и кабелей также породил огромный спрос на катанку. И на фоне высоких темпов производства медной катанки на рынок хлынуло большое количество средств, что обеспечило прочную основу для последующего быстрого развития. С внедрением высокотехнологичных производственных линий непрерывного литья и прокатки, таких как SMS в Германии и Southwire в Соединенных Штатах, производственные мощности медных стержней, производимых с медным катодом, быстро расширились, с общей мощностью более 16 миллионов тонн.
Данные SMM показывают, что основные производственные районы в Китае находятся в основном в экономически развитых юго-восточных прибрежных районах, а производственные мощности медных стержней, произведенных с медным катодом в восточном и южном Китае, составляют около 63% и 13% национального производства. производственных мощностей соответственно. Восточный Китай является центром потребления медной проволоки и кабеля, а также эмалированной проволоки. Благодаря превосходному географическому положению и высокому спросу на переработку, концентрация предприятий по производству медной катанки также выше, чем в других регионах. Среди них производственные мощности медной катанки в провинции Цзянсу составляют около 30% от общего объема страны, занимая первое место.
С быстрым расширением производства медной катанки возникла ситуация переизбытка. Годовая загрузка мощностей отрасли в 2020 и 2021 годах составляет всего около 68%, и рост производства медной катанки также значительно замедлился. Согласно опросу СММ, предприятия медной катанки планируют увеличить свои производственные мощности на 2,33 млн тонн в 2022-2023 годах, в том числе продлены с 2021 года, а ход реализации некоторых проектов неудовлетворителен.
Согласно опросу СММ, предприятия медной катанки планируют увеличить свои производственные мощности на 2,33 млн тонн в 2022-2023 годах, в том числе продлены с 2021 года, а ход реализации некоторых проектов неудовлетворителен.
С точки зрения производственного процесса его можно разделить на бескислородный медный стержень и стержень непрерывного литья и прокатки гипоксического стержня. Бескислородная медная катанка в основном производится на отечественном оборудовании восходящей вытяжки, но трудно добиться массового производства, на которое приходится лишь около 8% от общего объема производства. В настоящее время большая часть медной катанки по-прежнему в основном производится на импортном оборудовании для непрерывного литья заготовок и прокатки. Существует более 40 производственных линий с оборудованием от SMS Germany и Southwire, с общей годовой производственной мощностью более 11 миллионов тонн, что составляет около 75% национальных эксплуатационных мощностей по медной катанке.
С точки зрения сырья, как катодная медь, так и лом могут использоваться в качестве сырья для производства медных стержней, поэтому необходимо упомянуть медные стержни, произведенные из медного лома (вторичный медный стержень). В последние годы, с развитием перерабатывающей промышленности, производственные мощности вторичной медной катанки также быстро увеличиваются. Согласно неполным статистическим данным, годовой объем производства вторичной медной катанки в Китае в 2022 году приблизится к 7 млн тонн. Среди них провинция Цзянси обеспечивает более 50% отечественных мощностей по производству вторичной медной катанки, получающих финансовую и налоговую поддержку со стороны правительства. Провинции Хэнань и Хэбэй, полагаясь на удобные географические преимущества и высокий спрос со стороны местных производителей проволоки и кабеля, также имеют более высокую концентрацию производственных мощностей. Кроме того, после первоначальной вспышки пандемии в 2020 году производственные мощности провинции Хубэй также были значительно улучшены с помощью политики налоговых льгот. Другими словами, именно преимущества налоговой политики местных органов власти помогают создать текущую картину распределения внутренних мощностей вторичной медной катанки.
Другими словами, именно преимущества налоговой политики местных органов власти помогают создать текущую картину распределения внутренних мощностей вторичной медной катанки.
Развитие технологий постоянно повышает качество вторичной медной катанки. Вторичная медная катанка, соответствующая национальному стандарту, пользуется спросом у производителей проволоки и кабеля среднего и низшего ценового сегмента из-за ее высокого качества и низкой цены, что делает вторичную медную катанку определенной альтернативой медной катодной катанке на рынке проводов и кабелей. Восстановление медного лома значительно отстает от расширения мощностей вторичной медной катанки, что неизбежно приведет к абсолютному превосходству со стороны предложения. Когда цены на медный лом не могут компенсировать быстрое снижение цен на медь, цены на медный лом иногда будут выше, чем на катодную медь, особенно когда трейдеры твердо придерживаются цен на лом. Если предприятия вторичной медной катанки не смогут закупить сырье по идеальной цене, они будут вынуждены остановить производство или потерять деньги на продаже, а операционные показатели, скорее всего, упадут. В этом случае медный катодный стержень будет более популярен, чем вторичный медный стержень.
В этом случае медный катодный стержень будет более популярен, чем вторичный медный стержень.
По данным СММ, видимое потребление медной катанки в 2021 году достигло около 9,7 млн тонн, а годовая мощность производства медной катанки из катодной меди и лома намного превысила 20 млн тонн. Очевидно, что медные стержни стали отраслью с гораздо большим предложением, чем спрос, что указывает на жесткую конкуренцию в отрасли. Из-за небольшого разрыва в качестве большинства изделий из медной катанки предприятия могут получать больше заказов только с помощью таких средств, как оплата в кредит и снижение конверсионной маржи. На протяжении многих лет рентабельность переработки медной катанки остается на низком уровне. Столкнувшись с ростом прямых производственных затрат, таких как затраты на природный газ и электроэнергию, предприятиям по производству медной катанки трудно перенести такие затраты на маржу конверсии. В последние годы производственное давление малых и средних предприятий становится все более серьезным. В этом контексте корректировка ассортимента продукции и разработка высококачественной медной катанки стали центром внимания отрасли и новым направлением развития.
В этом контексте корректировка ассортимента продукции и разработка высококачественной медной катанки стали центром внимания отрасли и новым направлением развития.
Всем известно, что проволока, кабель и магнитная проволока являются двумя основными областями применения медной катанки. Непрекращающаяся пандемия в этом году нанесла серьезный ущерб потреблению терминалов, снизив операционные показатели до рекордно низкого уровня в течение нескольких месяцев подряд. Несмотря на то, что цены на медь резко упали в середине июня, эксплуатационные показатели медных катодных стержней восстановились примерно до 70% благодаря падению цен на медь и узкому спреду между катодной медью и ломом, фактическое потребление на терминалах все еще сдерживалось. Компании, производящие эмалированную проволоку, столкнулись со значительными потерями запасов после резкого падения цен на медь, а операционные показатели оставались низкими на фоне низкого спроса в Китае и за рубежом. По проводу и кабелю, вызванному падением цен на медь, операционные показатели выросли. С потерей ценового преимущества вторичных медных стержней спрос на медные катодные стержни значительно вырос. Однако фактический запуск инфраструктурных проектов, таких как State Grid и China Southern Grid, потребует времени, а снижение климатического индекса в сфере недвижимости привело к тому, что гражданская проводка и кабель по-прежнему плохо работают. Таким образом, в первом полугодии работа двух основных потребителей провода и кабеля была неудовлетворительной.
С потерей ценового преимущества вторичных медных стержней спрос на медные катодные стержни значительно вырос. Однако фактический запуск инфраструктурных проектов, таких как State Grid и China Southern Grid, потребует времени, а снижение климатического индекса в сфере недвижимости привело к тому, что гражданская проводка и кабель по-прежнему плохо работают. Таким образом, в первом полугодии работа двух основных потребителей провода и кабеля была неудовлетворительной.
Поскольку темпы роста производства медной катанки для проволоки и кабеля, а также эмалированной проволоки продолжали снижаться в первом полугодии, будет ли сектор медной катанки расти во втором полугодии? В СММ считают, что восстановление спроса можно ожидать, но ответный рост спроса маловероятен. Судя по текущему обзору, новая энергетическая отрасль продемонстрировала значительный потенциал роста, и заказы, связанные с подводными кабелями, фотоэлектрической, ветровой энергетикой, атомной энергетикой, автомобилестроением и другими отраслями, также выполнялись хорошо, особенно быстрое производство и продажа транспортных средств на новой энергии. . Однако его спрос на медную катанку намного меньше, чем у традиционных отраслей, чего недостаточно для быстрого восстановления потребления. В настоящее время сокращение заказов на зарубежных рынках стало установленным фактом, а быстрое восстановление внутреннего потребления будет важным фактором, влияющим на восстановление заказов на медную катанку во втором полугодии. Центральное правительство ввело ряд благоприятных политик для стабилизации экономики, таких как «субсидирование транспортных средств на новых источниках энергии», «бытовая техника отправляется в сельскую местность» и «поддержка кредита на недвижимость», которые, несомненно, окажут сильную поддержку сторону потребления. Что касается инфраструктуры, инвестиции State Grid осуществляются планомерно. Согласно последним статистическим данным по национальной электроэнергетике, опубликованным Национальным управлением энергетики, инвестиции в энергосистему в июне составили 64,2 млрд юаней, увеличившись примерно на 26% в годовом исчислении и увеличившись в месячном исчислении примерно на 74,2 млрд юаней.
. Однако его спрос на медную катанку намного меньше, чем у традиционных отраслей, чего недостаточно для быстрого восстановления потребления. В настоящее время сокращение заказов на зарубежных рынках стало установленным фактом, а быстрое восстановление внутреннего потребления будет важным фактором, влияющим на восстановление заказов на медную катанку во втором полугодии. Центральное правительство ввело ряд благоприятных политик для стабилизации экономики, таких как «субсидирование транспортных средств на новых источниках энергии», «бытовая техника отправляется в сельскую местность» и «поддержка кредита на недвижимость», которые, несомненно, окажут сильную поддержку сторону потребления. Что касается инфраструктуры, инвестиции State Grid осуществляются планомерно. Согласно последним статистическим данным по национальной электроэнергетике, опубликованным Национальным управлением энергетики, инвестиции в энергосистему в июне составили 64,2 млрд юаней, увеличившись примерно на 26% в годовом исчислении и увеличившись в месячном исчислении примерно на 74,2 млрд юаней. %, что в определенной степени снизит потребление провода и кабеля. Но в то же время следует отметить, что в 14-м пятилетнем инвестиционном плане инвестиции State Grid в основном сосредоточены на сверхвысоком напряжении и интеллекту распределительных сетей, а увеличение фактического спроса на медный провод и кабель еще предстоит увидеть.
%, что в определенной степени снизит потребление провода и кабеля. Но в то же время следует отметить, что в 14-м пятилетнем инвестиционном плане инвестиции State Grid в основном сосредоточены на сверхвысоком напряжении и интеллекту распределительных сетей, а увеличение фактического спроса на медный провод и кабель еще предстоит увидеть.
Медные стержни и листы для непрерывного литья заготовок
Код эксперта: 723356
Италия
Запрос эксперта
Поверхность медной катанки и листа должна быть максимально очищена от оксидов перед дальнейшей обработкой. Он обладает знаниями, необходимыми для обеспечения максимальной эффективности поточных систем травления IPA. Чтобы еще больше улучшить качество поверхности, он разработал специальные устройства для удаления окалины, которые будут использоваться во время горячей прокатки, чтобы удалить частицы оксида от обратного вкатывания. Эта конструкция, наряду с надлежащим смазыванием, охлаждением и практикой травления, значительно уменьшает поверхностные и подповерхностные оксиды. повышение волочильных свойств медной катанки. Эффект, известный как «пыление» в машинах холодного волочения клиентов, сведен к минимуму.
повышение волочильных свойств медной катанки. Эффект, известный как «пыление» в машинах холодного волочения клиентов, сведен к минимуму.
Большая часть промышленной медной катанки изготавливается из меди ETP. Для некоторых конкретных применений требуются серебряные подшипники, оловянные подшипники, медные или другие сплавы. У него есть ноу-хау в их производстве из наиболее распространенных систем непрерывной медной проволоки путем введения легирующего металла надлежащим образом.
Во всем мире на высокопроизводительных линиях для производства медной катанки используются две основные технологии, которые существенно отличаются разливочной машиной. Он имеет 30-летний опыт работы с «колесным» типом, для которого он разработал методы и процедуры для полной автоматизации работы и управления колесом, что позволило получить прочную высококачественную литейную балку для непревзойденной заброски, продолжающейся более недели. непрерывные пробеги. Экономия на компонентах и времени простоя очевидна. Срок службы литейного кольца также является мировым рекордом: в среднем он составляет 250 000 метрических тонн.
Срок службы литейного кольца также является мировым рекордом: в среднем он составляет 250 000 метрических тонн.
Совсем недавно он также познакомился с литейным колесом типа «двойной ремень». Он быстро преобразовал стандартное старомодное ручное управление в автоматизированное, что позволило операторам устанавливать и повторять оптимальные условия литья. Этот ролик теперь конкурирует с колесным типом с точки зрения срока службы компонентов. Не говоря уже о качестве литого стержня.
Для обеих систем он разработал системы фильтрации расплавленного металла, чтобы предотвратить включения в медную матрицу и улучшить контроль уровня металла.
На заводах по производству непрерывной медной проволоки большой мощности медные катоды обычно плавятся в шахтных печах с газовым обогревом. Его многолетний опыт в области плавки меди позволил ему оптимизировать эффективность печи, значительно сэкономив топливо, при этом производя высококачественный расплавленный металл с регулируемой температурой. Основные области, которые он разработал:
Основные области, которые он разработал:
Улучшенная система зарядки для лучшего распределения катодов и уменьшения утечки горячего газа. Это самая большая экономия топлива.
Модернизированная конструкция горелок для улучшения сгорания за счет полной воздушно-газовой смеси.
Автоматическая регулировка скорострельности.
Компьютерное управление соотношением газа и воздуха. Также позволяет разрезать списанные рулоны после пуска из-за высокого содержания кислорода.
Дополнительные «фурменные» горелки для увеличения мощности при необходимости. Эти меньшие горелки также позволяют содержать основные в чистоте от медных брызг.
Совсем недавно он запустил новую печь, оснащенную системой «Индивидуального контроля горения горелки». Технология обеспечивает более высокое качество пламени и стабильность кислорода в расплавленном металле.
Станы без крутки применяются для производства медных прутков и плоского проката на установках непрерывной разливки. Он имеет 30-летний опыт горячей прокатки, травления и намотки медных стержней отличного качества, а также плоских поперечных сечений. Немногие заводы в мире могут успешно производить медный прокат с помощью таких процессов. Тем не менее, работая над системой охлаждения, он смог сократить затраты на компоненты и время простоя. Финишная канавка для стержня диаметром 8 мм может выдержать нагрузку более 6000 метрических тонн: поэтому в течение достаточно долгого времени не требуется никаких остановок. Он разработал практику, позволяющую отказаться от частых и дорогостоящих сбросов охлаждающей жидкости: он использует одну и ту же охлаждающую эмульсию более 12 лет. Профили канавок, конструкция направляющих, рулонный материал; все было разработано для улучшения качества продукции и, опять же, для сведения к минимуму времени простоя и запаса запасных частей. Кроме того, он разработал очень эффективную систему удаления окалины для удаления оксидов и повышения эффективности следующей линии травления.
Немногие заводы в мире могут успешно производить медный прокат с помощью таких процессов. Тем не менее, работая над системой охлаждения, он смог сократить затраты на компоненты и время простоя. Финишная канавка для стержня диаметром 8 мм может выдержать нагрузку более 6000 метрических тонн: поэтому в течение достаточно долгого времени не требуется никаких остановок. Он разработал практику, позволяющую отказаться от частых и дорогостоящих сбросов охлаждающей жидкости: он использует одну и ту же охлаждающую эмульсию более 12 лет. Профили канавок, конструкция направляющих, рулонный материал; все было разработано для улучшения качества продукции и, опять же, для сведения к минимуму времени простоя и запаса запасных частей. Кроме того, он разработал очень эффективную систему удаления окалины для удаления оксидов и повышения эффективности следующей линии травления.
Участвовал в монтаже и вводе в эксплуатацию газовой плавильной печи для медных катодов, включая желоба и печь для выдержки.
Разработал системы фильтрации расплавленного металла для установок средней и высокой производительности до 50 млн т/ч. Разработал схему установки непрерывного литья медных стержней. Осуществлял выбор подрядчиков и сопровождал их. Осмотрел монтаж оборудования и руководил вводом завода в эксплуатацию на полную мощность. Позже он также увеличил первоначальную мощность установки на 30%. Он разработал инновационную систему управления горением для катодной плавильной печи, оптимизировав качество пламени и эффективность использования топлива. Разработаны и/или улучшены устройства, инструменты, расходные материалы или оборудование для повышения производительности литейной машины для повышения качества и производительности, снижения потребности в рабочей силе и навыков.
Он также продлил срок службы расходных материалов и компонентов, добившись непревзойденных результатов, сократив производственные затраты, а также сведя к минимуму утилизацию. Он обладает особым опытом в области автоматизации и стандартизации производственных процессов в областях плавки, литья и горячей прокатки. Ему удалось поднять качество двух заводов до самого высокого международного уровня. Он написал инструкции для операторов для всех производственных зон, чтобы обеспечить соответствие стандартам качества ISO. Он привык иметь дело с клиентами, анализируя обрывы проводов и находя решения для повышения производительности предприятия и/или обслуживания клиентов.
Ему удалось поднять качество двух заводов до самого высокого международного уровня. Он написал инструкции для операторов для всех производственных зон, чтобы обеспечить соответствие стандартам качества ISO. Он привык иметь дело с клиентами, анализируя обрывы проводов и находя решения для повышения производительности предприятия и/или обслуживания клиентов.
Запрос эксперта
Образование
| Год | Степень | Субъект | Учреждение |
|---|---|---|---|
| Год: 1975 | Степень: Диплом | Предмет: Машиностроение | Учреждение: ITIS Пьяченца, Италия |
История работы
| Годы: с 1976 по настоящее время | Работодатель: не разглашается | Должность: Начальник производства | Отделение: |
Обязанности:Планирование производства. Разрабатывает новые продукты. Улучшает качество продукции и/или эффективность предприятия. | |||

Дополнительный опыт
| Обучение/семинары |
|---|
| Имеет многолетний опыт обучения операторов печей, литейных и прокатных цехов по составленным им инструкциям и схемам. |
| Выбор поставщика |
|---|
| Повышение качества и производительности означает также поиск и тестирование новых материалов, оборудования, устройств. Он привык искать возможных поставщиков и напрямую связываться с ними, чтобы найти лучшие решения. Он знает большинство ведущих производителей или поставщиков в своей сфере деятельности. |
Языковые навыки
| Язык | Мастерство |
|---|---|
| итальянский | Его родной язык |
| Английский | Он свободно говорит по-английски и написал несколько технических статей |
Области специализации
травление медного сплава, обработка медного сплава, литье меди, плавка меди, горячая прокатка, ингибитор коррозии медного сплава, плавка медного сплава, механические свойства медного сплава, литье цветных металлов, медный сплав
Запрос Эксперт
Технология производства медной проволоки
01.
 03.2020
03.2020
Автор Jörg Dambock
SMS Group представит новые концепции установок и инновации, отвечающие будущим требованиям трубной и проволочной промышленности. У посетителей стенда SMS Group также будет множество возможностей ознакомиться с широким спектром технологий и услуг.
© SMS Group
© SMS Group
В качестве системного поставщика SMS Group представит решения для всего спектра материалов для производства труб и изделий из проволоки. Например, для медной промышленности SMS Group продемонстрирует свою технологию «Compac Rod» для производства медной проволоки. Этот технологический пакет уникальным образом сочетает в себе самые современные технологии для газовых шахтных печей со специально разработанной системой литья и высокотехнологичным прокатным станом, оснащенным отдельными приводами с отдельным приводом. Эта модульная концепция установки является идеальным стартовым решением для производителей, желающих начать производство медной катанки марки ETP или FRHC. Интегрированный производственный процесс, рассчитанный на производительность от 5 до 7 тонн в час, характеризуется чрезвычайно низкими производственными затратами.
Например, для медной промышленности SMS Group продемонстрирует свою технологию «Compac Rod» для производства медной проволоки. Этот технологический пакет уникальным образом сочетает в себе самые современные технологии для газовых шахтных печей со специально разработанной системой литья и высокотехнологичным прокатным станом, оснащенным отдельными приводами с отдельным приводом. Эта модульная концепция установки является идеальным стартовым решением для производителей, желающих начать производство медной катанки марки ETP или FRHC. Интегрированный производственный процесс, рассчитанный на производительность от 5 до 7 тонн в час, характеризуется чрезвычайно низкими производственными затратами.
Для производителей нефтепромысловых труб (OCTG) SMS Group разработала измерительную систему «Thread View». Этот измеритель всего за несколько шагов проверяет, сможет ли резьба труб выдерживать экстремальные нагрузки, действующие на эти трубы в полевых условиях. С помощью Thread View измерения выполняются намного быстрее и точнее, чем это было достижимо в прошлом при полностью ручном процессе проверки, и даже можно проверять резьбу премиум-класса. Дополнительным преимуществом является то, что полученные данные измерений можно использовать для оценки и подробного анализа производственного процесса, а также для документирования.
Дополнительным преимуществом является то, что полученные данные измерений можно использовать для оценки и подробного анализа производственного процесса, а также для документирования.
«Идеальный спрей» от SMS Group наглядно демонстрирует, как усовершенствованное покрытие поверхности может устойчиво повышать эксплуатационные характеристики труб в течение длительного времени. Комбинируя кинетическое электродуговое напыление с цифровым источником тока-напряжения Perfect Spray, покрытия труб становятся более устойчивыми к износу и коррозии и, следовательно, служат дольше.
Являясь основным элементом инновационной концепции автоматизации установок для высокочастотной сварки труб, «X-Pact» Quicksetting гарантирует, что после изменения размеров валки автоматически настраиваются на новое положение. Клиенты выигрывают от этого процесса настройки на основе данных в виде чрезвычайно короткого времени переналадки.
SMS group также представит свое новое приложение для оцифровки «SMS-Metrics» — инструмент, который собирает и сохраняет данные о машинах и процессах в режиме реального времени, т. е. в процессе производства. Собранные данные могут быть вызваны в индивидуальной форме с помощью смартфона, планшета или ПК. С помощью SMS-Metrics операторы и менеджеры могут просматривать производственные данные в любом месте в режиме реального времени.
е. в процессе производства. Собранные данные могут быть вызваны в индивидуальной форме с помощью смартфона, планшета или ПК. С помощью SMS-Metrics операторы и менеджеры могут просматривать производственные данные в любом месте в режиме реального времени.
Также будет представлен прототип интернет-магазина SMS Group, который позволит клиентам удобно заказывать запчасти или услуги через онлайн-портал. Интернет-магазин — это еще один элемент стратегии цифровизации SMS Group и неотъемлемая часть семейства цифровых продуктов «Smart Maintenance Solutions». SMS group предлагает посетителям выставки ознакомиться с широким набором функций, предоставляемых новым интернет-магазином, а также с различными ссылками и каналами связи с другими модулями семейства продуктов, такими как Smart Alarm (центральное управление аварийными сигналами), Genius CM (мониторинг состояния). , система электронной документации предприятия eDoc и интегрированная система управления техническим обслуживанием IMMS.
В этом году на выставках Tube & Wire продолжится программа SMS group «Переговоры с ведущими партнерами». В дни ярмарки клиенты и партнеры из отрасли расскажут о текущих проектах и дадут свои оценки будущих тенденций и разработок на стенде SMS Group. Программа «Leading Partner Talks» будет доступна в марте на сайте www.sms-group.com/tw2020.
У посетителей стенда SMS Group также будет множество возможностей узнать о широком спектре технологий и услуг, с помощью которых SMS group оптимизирует установки своих клиентов на протяжении всего их жизненного цикла с точки зрения экологичности, эффективности и надежности. и безопасность.
Wire/Tube 2020, Hall 7a Booth B 03/04
SMS GROUP GMBH
Eduard-Schloemann-Strasse 4
40237 Dusseldorf/Germany
Контактный человек-Thilo Sagermann
тел. 881-4449
www.sms-group.com
Aktuelle News von Primetals Technologies
Лондон, Мерц
25, 2021
- Schlüsselkomponente der Modernisierungs- und Nachhaltigkeitsstrategie von Southwire
- Walzstraße erhöht Produktionskapazität für Stäbe aus zähgepoltem Kupferdraht (Cu-ETP)
Zur Unterstützung einer langfristigen Modernisierungs- und Nachhaltigkeitsstrategie wird Southwire eine neue Kupferdrahtwalzstraße SCR-9000S errichten . Primetals Technologies verantwortet die Projektierung, Herstellung und Inbetriebnahme der Walzstraße und der Wickelausrüstung als Teil der Patientierten Technologie Southwire Continuous Rod (SCR). Damit sollen Stäbe aus zähgepoltem Kupferdraht (Cu-ETP) für elektrische Kabel und Leitungen produziert werden. Errichtet wird die Walzstraße in den Southwire-Werken в Кэрроллтоне, Джорджия, США. Die neue Walzstraße wird mehr Kupferstabmaterial produzieren können als jede andere Anlage für SCR-Stäbe auf der Welt.
Primetals Technologies verantwortet die Projektierung, Herstellung und Inbetriebnahme der Walzstraße und der Wickelausrüstung als Teil der Patientierten Technologie Southwire Continuous Rod (SCR). Damit sollen Stäbe aus zähgepoltem Kupferdraht (Cu-ETP) für elektrische Kabel und Leitungen produziert werden. Errichtet wird die Walzstraße in den Southwire-Werken в Кэрроллтоне, Джорджия, США. Die neue Walzstraße wird mehr Kupferstabmaterial produzieren können als jede andere Anlage für SCR-Stäbe auf der Welt.
Die neue Walzstraße ersetzt bei Southwire die bestehende Kupferdrahtwalzanlage, die seit 1980 in Betrieb ist. Die bestehende Anlage wurde im Laufe der Jahre wiederholt modernisiert und war die Hauptquelle für Kupferdrahtstäbe für die nachgelagerten Prozesse der Draht- und Kabelproduktion von Southwire. Die bestehende Anlage wird mit Fertigstellung des neuen Projekts Außer Betrieb genommen.
Hierzu Charlie Murrah, Executive Vice President Metals von Southwire: „Um verstehen zu können, welche Rolle allein die Technologie spielt, muss man sich vor Augen führen, dass fünfzig Prozent aller weltweit produzierten Kupferstäbe zu irgendeinem Zeitpunkt ihrer Lebensdauer eines unserer SCR -Система дурхлауфен. Das ist энорм. Unsere Kupferdrahtwalzstraße in Carrollton ist über 40 Jahre alt, und jetzt ist der richtige Zeitpunkt für die Aufrüstung zu einem neuen, hochmodernen SCR-System, um die Continuität und Effizienz unserer Prozesse zu gewährleisten. Ein neues SCR-System für die Kupferdrahtproduktion bei Southwire wird dazu beitragen, dass wir auch in den kommenden Jahrzehnten stark und nachhaltig bleiben“
Das ist энорм. Unsere Kupferdrahtwalzstraße in Carrollton ist über 40 Jahre alt, und jetzt ist der richtige Zeitpunkt für die Aufrüstung zu einem neuen, hochmodernen SCR-System, um die Continuität und Effizienz unserer Prozesse zu gewährleisten. Ein neues SCR-System für die Kupferdrahtproduktion bei Southwire wird dazu beitragen, dass wir auch in den kommenden Jahrzehnten stark und nachhaltig bleiben“
Der Lieferumfang von Primetals Technologies umfasst zwei Vorwalzwerke, zwei Scheren und Tische, ein achtgerüstiges Nachwalzwerk mit unabhängig angetriebenen Gerüsten, ein Reinigungssystem, zwei Treibrollen, eine davon mit Vierfach-Schutzwachsapplikator, eine Drahtführung, Wickler, Schmiersysteme, Führungseinrichtungen und ein vollautomatisches Umlauffördersystem zur Unterstützung der von Southwire gelieferten Anlagen, die Arbeitsgänge wie Coilverwiegung, Automatic Palettenentstapelung, Kompaktierung und Umreifung übernehmen. Die Walzstraße wird Stäbe mit Durchmessern von 8, 12,7, 15,6 и 19мм произв. Dies ist bereits das fünfte Drahtwalzwerk, das von Primetals Technologies an Southwire für den Geschäftsbereich Kabel und Leitungen geliefert wurde. Eine Kupferdrahtwalzstraße und drei Aluminiumdrahtwalzstraßen hatte das Unternehmen noch bei der Vorgängerfirma von Primetals Technologies, Morgan Construction, in Auftrag gegeben.
Dies ist bereits das fünfte Drahtwalzwerk, das von Primetals Technologies an Southwire für den Geschäftsbereich Kabel und Leitungen geliefert wurde. Eine Kupferdrahtwalzstraße und drei Aluminiumdrahtwalzstraßen hatte das Unternehmen noch bei der Vorgängerfirma von Primetals Technologies, Morgan Construction, in Auftrag gegeben.
Als Technologie- und Innovationsführer ist Southwire Company, LLC einer der größten Draht- und Kabelhersteller в Северной Америке. Das Unternehmen Southwire und seine Tochtergesellschaften fertigen Gebäudekabel, metallgepanzerte Kabel, tragbare und elektronische Kabelprodukte, Produkte für Stromversorgungsunternehmen, OEM-Drahtprodukte und Technologiepproducte. Darüber Hinaus Liefert Southwire konfektionierte Produkte, Baustellenausrüstung und Handwerkzeuge. Weitere Informationen über die Produkte, das gemeinnützige Engagement und die Nachhaltigkeitsvision von Southwire, найденный на сайте www.southwire.com. Das Unternehmen Primetals Technologies шляпа в den vergangenen 50 Jahren mehr als 120 Walzanlagen für Nichteisenmetalle errichtet und rund 40 Modernisierungsprojekte für Kunden von Southwire durchgeführt.
SCR ist ein eingetragenes Warenzeichen von Southwire Company, LLC.
Kupferdrahtwalzstraße SCR 9000S, hergestellt von Primetals Technologies für Southwire Company, LLC, in Georgia (USA)
Primetals Technologies, Limited mit Hauptsitz in London, Großbritannien, ist ein technologischer Pionier und ein weltweit führendes Unternehmen in den Bereichen Инжиниринг, Anlagenbau и Lifecycle-Services для металлургической промышленности. Das komplette Technologie-, Produkt- und Leistungsportfolio des Unternehmens umfasst ganzheitliche Lösungen für Elektrik, Automatisierung, Digitalisierung und Umwelttechnik und deckt sämtliche Schritte der Wertschöpfungskette in der Eisen- und Stahlproduktion – vom Rohstoff bis zum fertigen Produkt – sowie modernste Walzwerkslösungen für NE-Metalle ab . Primetals Technologies является совместным предприятием Mitsubishi Heavy Industries und Partnern и имеет более 7 000 миллионных заказов. Wenn Sie mehr über Primetals Technologies erfahren möchten, besuchen Sie bitte die Website des Unternehmens unter www.
