Класс прочности гаек гост: Классы прочности
Содержание
Гайка ГОСТ 5915-70, гайки класса точности В производства КМЗ Сибмаш
Гайка ГОСТ 5915-70 изготавливается на КМЗ Сибмаш для любых классов прочности — 5, 6, 8, 10, 12 из любых марок стали, например, 35, 35Х, 40Х, 09Г2С, 20X13 и др. Изделия соответствуют всем нормам производства и изготовливается по имеющимся сертифткатам. Данные гайки — наиболее массово выпускаемые и используемые во всех областях промышленности и народного хозяйства. Подходят для выполнения большинства задач, отличаются превосходными техническими характеристиками и долгим сроком службы.
Класс точности: В
Поле допуска резьбы: 6Н
Посмотреть госстандарт gost_5915-70.pdf
Гайка ГОСТ 5915-70 – это популярное крепежное изделие с центральным отверстием с метрической резьбой, которое может применяется в основном только совместно со шпилькой, болтом или винтом. Как правило, гайки изготавливаются шестигранной формы, но есть стандарты предусматривающие выпуск гаек четырехгранной формы, круглой формы, в форме крюка (рым-гайки), в форме «барашка», а так же другими внешними элементами. Минимальная высота гайки определяется числом витков резьбы, которое способно обеспечить достаточную надежность и прочность скрепления деталей. Необходимо нарезать не менее шести витков. Для одного резьбового соединения гайку по ГОСТу 5915-70 допускается изготовливать из менее прочного материала, чем болт или шпилька, так как при превышении нарузки, поломку проще найти и просто заменить поврежденную гайку с сорваной резьбой. В таком случае не произойдет повреждения, например, болта или поверхности самой детали. Гайка ГОСТ 5915-70 покрывается следующими типами покрытий: оксидирование, хромирование, фосфатирование, цинкование, кадмирование. В целях предотвращения самопроизвольного отвинчивания на гайку 5915 устанавливают устройства, препятствующие самоотвинчиванию или же просто навинчивают еще одну подобную же гайку.
Минимальная высота гайки определяется числом витков резьбы, которое способно обеспечить достаточную надежность и прочность скрепления деталей. Необходимо нарезать не менее шести витков. Для одного резьбового соединения гайку по ГОСТу 5915-70 допускается изготовливать из менее прочного материала, чем болт или шпилька, так как при превышении нарузки, поломку проще найти и просто заменить поврежденную гайку с сорваной резьбой. В таком случае не произойдет повреждения, например, болта или поверхности самой детали. Гайка ГОСТ 5915-70 покрывается следующими типами покрытий: оксидирование, хромирование, фосфатирование, цинкование, кадмирование. В целях предотвращения самопроизвольного отвинчивания на гайку 5915 устанавливают устройства, препятствующие самоотвинчиванию или же просто навинчивают еще одну подобную же гайку.
Пример условного обозначения:
Гайка 2М12 х 1,25-6H. 12.40Х.016 ГОСТ 5915-70
Гайка исполнения 2 с диаметром резьбы M12, с мелким шагом резьбы 1,25 мм, с полем допуска 6Н, 12 класса прочности, изготовленная из стали марки 40Х, с покрытием тип 01, толщиной 6 мкм, выполненная в соответсвии с техническими нормами и требованиями.
Конструкция и размеры для гайки с ГОСТом 5915-70
Основные геометрические параметры для гаек ГОСТ 5915-70
Номинальный диаметр резьбы d, мм | 1,6 | 2 | 2,5 | 3 | (3,5) | 4 | 5 | 6 | 8 | 10 | 12 | (14) | 16 | (18) | 20 | (22) | 24 | (27) | 30 | 36 | 42 | 48 | |
Шаг резьбы, мм | крупный | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||||
мелкий |
|
|
|
|
|
|
|
| 1 | 1,25 | 1,5 | 2 | 3 | ||||||||||
Размер «под ключ» S, мм | 3,2 | 4 | 5 | 5,5 | 6 | 7 | 8 | 10 | 13 | 16 | 18 | 21 | 24 | 27 | 30 | 34 | 36 | 41 | 46 | 55 | 65 | 75 | |
Диаметр описанной окружности e, не менее, мм | 3,3 | 4,2 | 5,3 | 5,9 | 6,4 | 7,5 | 8,6 | 10,9 | 14,2 | 17,6 | 19,9 | 22,8 | 26,2 | 29,6 | 33,0 | 37,3 | 39,6 | 45,2 | 50,9 | 60,8 | 71,3 | 82,6 | |
hw | Не более | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | ||||||||||||||||
Не менее |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Высота m, мм | 1,3 | 1,6 | 2,0 | 2,4 | 2,8 | 3,2 | 4,7 | 5,2 | 6,8 | 8,4 | 10,8 | 12,8 | 14,8 | 16,4 | 18 | 19,8 | 21,5 | 23,6 | 25,6 | 31 | 34 | 38 | |
Теоретическая масса 1000 шт. | 0,07 | 0,14 | 0,27 | 0,38 | 0,5 | 0,8 | 1,41 | 2,57 | 5,55 | 10,22 | 15,67 | 25,33 | 37,61 | 53,27 | 71,44 | 103,15 | 122,87 | 175,28 | 242,54 | 416,78 | 623,88 | 956,2 | |
 гаек (исполнение 1) с крупным шагом резьбы, кг
гаек (исполнение 1) с крупным шагом резьбы, кг
Размеры гаек, заключенные в скобки, применять не рекомендуется.
Купить гайки ГОСТ 5915-70 метизного завода Сибмаш по отличной цене, можно позвонив нашим менеджерам по телефонам +7 (3522) 44-50-73, +7 (3522) 44-57-18 или отправить свой запрос через форму для обратной связи.
Гайка ГОСТ 5927-70 >
Гайки шестигранные класса точности В по ГОСТ 5915-70 – Крепёж Восток
Стандарт ГОСТ 5915-70 представляет собой описание и технические характеристики шестигранных гаек с внутренней метрической резьбой. Он введен взамен ГОСТ 5915-62 и полностью соответствует Стандарту Совета Экономической взаимопомощи 3683-82. Стандарт ГОСТ 5915-70 соответствует международному ISO 4032 и немецкому стандарту DIN 934, а также имеет российский аналог ГОСТ 5927-70, отличаясь от него большим количеством допускаемых по этому стандарту вариантов исполнений шестигранных гаек и классом их точности — B.
Он введен взамен ГОСТ 5915-62 и полностью соответствует Стандарту Совета Экономической взаимопомощи 3683-82. Стандарт ГОСТ 5915-70 соответствует международному ISO 4032 и немецкому стандарту DIN 934, а также имеет российский аналог ГОСТ 5927-70, отличаясь от него большим количеством допускаемых по этому стандарту вариантов исполнений шестигранных гаек и классом их точности — B.
ОПИСАНИЕ ШЕСТИГРАННЫХ ГАЕК ПО ГОСТ 5915-70
Металлические изделия, изготавливаемые по стандарту ГОСТ 5915-70 представляют собой крепежные элементы резьбового соединения с шестью гранями и сквозным отверстием с внутренней метрической резьбой. Такие гайки оснащаются крупной или мелкой внутренней резьбой диаметром от 1.6 до 48 мм, выполненной в соответствии с классом точности B (нормальной точности) и с полем допуска 6H. Несмотря на то, что мелкая резьба имеет более высокую надежность самоторможения, обеспечивая более прочное сцепление гайки с резьбовым стержнем, резьба с крупным шагом встречается гораздо чаще у производителей этого метрического крепежа, в силу того, что на ее точность не так сильно влияют погрешности изготовления.
МОДИФИКАЦИИ ШЕСТИГРАННЫХ ГАЕК ГОСТ 5915-70
ГОСТ 5915-70 регламентирует выпуск метизов в нескольких вариантах конструктивного исполнения:
Исполнение 1: стандартное – гайка с внутренней метрической резьбой и с шестью гранями, выполненными с торцевой фаской по внутреннему и внешнему радиусу с обоих торцов;
Исполнение 2: гайка с внутренней метрической резьбой и с шестью гранями, выполненными с торцевой фаской по внешнему радиусу гайки с одного торца и фаской по внутреннему радиусу гайки — с другого;
Исполнение 3: гайка с внутренней метрической резьбой и с шестью гранями, выполненными с торцевой фаской по внешнему радиусу гайки с одного торца и буртиком по внутреннему радиусу гайки — с другого.
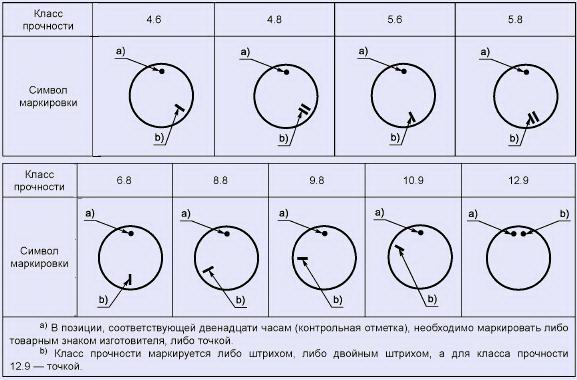
Все изделия выполняются в строгом соответствии с техническими требованиями по стандарту ГОСТ 1759.0, а также могут быть отмечены маркировкой, нанесенной на одну из двух торцевых поверхностей гайки, содержащей сведения о товарном знаке предприятия-изготовителя и классе прочности изделия. В некоторых случаях маркировку допускается наносить на плоскость одной из шести граней гайки. На территории Российской Федерации в части маркировки действуют ГОСТ Р 52627-2006, ГОСТ Р 52628-2006.
В некоторых случаях маркировку допускается наносить на плоскость одной из шести граней гайки. На территории Российской Федерации в части маркировки действуют ГОСТ Р 52627-2006, ГОСТ Р 52628-2006.
МАТЕРИАЛЫ ИЗГОТОВЛЕНИЯ ГАЕК ГОСТ 5915-70
Шестигранные гайки по ГОСТ 5915-70 могут изготавливаются из таких материалов, как: углеродистая сталь различных марок, нержавеющая сталь А1 – A3, кислотоупорная сталь А4 и А5, алюминий, латунь, а также пластик. Крепёжные элементы из нержавейки A1, А2 или A3 чаще всего используются в химической, пищевой, нефтегазодобывающей промышленностях, в приборостроении. Гайки из стали А4 или A5 отлично подходят для изделий, часто подвергающихся эксплуатации в кислотных средах или средах с содержанием хлора, например, в бассейнах.
Допускается производство гаек без нанесения антикоррозийного покрытия или с покрытием, выполненного в соответствии с ГОСТ 9.301, ГОСТ 9.303, ГОСТ Р 9.306 или ГОСТ Р 9.316.
В зависимости от модификации, покрытие изделия может осуществляться методом гальванической оцинковки, гальванического никелирования, гальванического хроматирования, термодиффузионного или горячего оцинковывания.
Наибольшее распространение получил способ гальванического цинкования: в емкости с электролитом стальная гайка и чистый цинк подвергаются напряжению электрического тока, в результате чего анод-цинк распадается на ионы, которые, осаждаясь на поверхности изделия, образуют сплошную защитную пленку. Таким образом продукт становится более износоустойчивым и жаростойким, приобретает стойкость к атмосферным влияниям, коррозии в морской или пресной воде, а также блестящее декоративное покрытие.
ХАРАКТЕРИСТИКИ ШЕСТИГРАННЫХ ГАЕК ГОСТ 5915-70
Материал, из которого изготавливается шестигранная гайка и технология её производства определяют класс её прочности, являющийся основным показателем механических свойств и ключевых характеристик крепежа. Класс прочности шестигранных гаек по ГОСТ 5915-70 может иметь следующие значения: 5, 6, 8, 10 или 12.
Для того, чтобы создать надежное резьбовое соединение важно подобрать правильное сочетание болта и гайки, которое позволит равномерно распределять нагрузку на крепеж. Для этого необходимо знать, что число класса прочности гайки обозначает 1/100 часть предела прочности болта, с которым она может компоноваться в рекомендуемом резьбовом соединении. При неверном сопряжении классов прочности болтов и гаек появляется риск «срыва» резьбы гайки, зафиксированной на болте под воздействием различных нагрузок на крепление, что может привести к последствиям в виде частичного или полного его разрушения.
Для этого необходимо знать, что число класса прочности гайки обозначает 1/100 часть предела прочности болта, с которым она может компоноваться в рекомендуемом резьбовом соединении. При неверном сопряжении классов прочности болтов и гаек появляется риск «срыва» резьбы гайки, зафиксированной на болте под воздействием различных нагрузок на крепление, что может привести к последствиям в виде частичного или полного его разрушения.
Гайки, класс прочности которых равен 8 и более считают высокопрочными. Их применяют для крепления ответственных конструкций, подвергающихся серьезным нагрузкам совместно с болтами, винтами и шпильками, предел прочности которых равен 800 Н/мм2 и более. Такой высокопрочный комбинированный крепеж используется в производстве сельскохозяйственной техники, в строительстве мостов и других ответственных сооружений, при создании железнодорожных соединений, для крепления элементов крановых конструкций и пр.
ПРИМЕНЕНИЕ ШЕСТИГРАННЫХ ГАЕК ГОСТ 5915-70
Шестигранная гайка ГОСТ 5915-70 и ее аналоги гайка ГОСТ 5927-70 и гайка DIN 934 используются для соединения деталей, узлов и конструкций в строительстве, машиностроении, приборостроении и других отраслях. Эти гайки применяют совместно с болтами, винтами, шпильками и шайбами для создания универсального крепления с высоким уровнем прочности и надежности, устойчивого к статическим и динамическим нагрузкам. Монтаж гайки ГОСТ 5915-70 благодаря ее шестигранной форме легко осуществляется посредством стандартного гаечного ключа.
Эти гайки применяют совместно с болтами, винтами, шпильками и шайбами для создания универсального крепления с высоким уровнем прочности и надежности, устойчивого к статическим и динамическим нагрузкам. Монтаж гайки ГОСТ 5915-70 благодаря ее шестигранной форме легко осуществляется посредством стандартного гаечного ключа.
Выбор строительного крепежа — это очень серьёзное и ответственное дело, от этого зависит качество и долговечность строения или конструкции.
Если у вас возникли вопросы по наличию товара, вы хотите рассчитать стоимость и купить стальные оцинкованные высокопрочные шестигранные гайки ГОСТ 5915-70 класса точности В оптом и в розницу, вы всегда можете обратиться к нам в наш офис в г. Владивосток по адресу: ул. Бородинская, д. 28, стр. 3.
Наши специалисты подберут для вас оптимальный крепеж, ручной инструмент и оснастку, а также помогут с расчётом и отправкой заказа в любую точку Дальнего Востока России.
Механические свойства болтов, винтов, шпилек, гаек по ГОСТ 17594
Механические свойства болтов, винтов, шпилек, гаек по ГОСТ 17594 (ИСО 898/1)
Марки и механические свойства углеродистых и легированных сталей, применяемых для изготовления винтов, болтов и шпилек, приведены в табл. 1.
1.
Таблица 1
Механические свойства | Класс прочности | ||||||||||||
3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.6 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | |||
≤М16 | >М16 | ||||||||||||
Временное сопротивление разрыву σ, Н/мм2 | Номин. | 300 | 400 | 500 | 600 | 800 | 800 | 900 | 1000 | 1200 | |||
Наим. | 330 | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
Предел текучести σт, Н/мм2 | Номин. | 180 | 240 | 320 | 300 | 400 | 360 | 480 | — | — | — | — | — |
Наим. | 190 | 240 | 340 | 300 | 420 | 360 | 480 | — | — | — | — | — | |
Условный предел текучести σ0,2, | Номин. | — | — | — | — | — | — | 640 | 640 | 720 | 900 | 1088 | |
Наим. | — | — | — | — | — | — | 640 | 660 | 720 | 940 | 1100 | ||


В зависимости от механических свойств установлены классы прочности материалов, входящие в условные обозначения резьбовых деталей. Класс прочности обозначен двумя числами. Первое число, умноженное на 100, определяет величину минимального временного сопротивления σв в МПа, второе число, умноженное на 10, определяет отношение предела текучести σт к временному сопротивлению σв в процентах; произведение чисел определяет величину предела текучести в МПа; для класса прочности 3.6 значения механических свойств приблизительные.
Первое число, умноженное на 100, определяет величину минимального временного сопротивления σв в МПа, второе число, умноженное на 10, определяет отношение предела текучести σт к временному сопротивлению σв в процентах; произведение чисел определяет величину предела текучести в МПа; для класса прочности 3.6 значения механических свойств приблизительные.
Например, класс прочности 5.8 расшифровывается так:
σв = 5· 100 = 500 МПа,
σт/σв=8·10=80%
или
σт=5·8·10=400 МПа.
Материалы для болтов, винтов и шпилек с метрической резьбой от 1 до 48 мм по ГОСТ 1759.4 (ИСО 898/1)
В табл. 2 приведены рекомендуемые марки сталей и технологические процессы для изготовления крепежных деталей.
Таблица 2
Класс прочности | Материал и вид термообработки | Технологические процессы | Марка стали | Обозначение стандарта |
3. | Низкоуглеродистая сталь | Горячая штамповка Холодная штамповка с последующей смягчающей | 10, 10кп | ГОСТ 10702 |
4.6 | Низко- или среднеуглеродистую сталь | Горячая штамповка Холодная штамповка с последующей смягчающей | 20 | ГОСТ 1050 |
4.8 | Холодная штамповка | 10, 10кп | ГОСТ 10702 | |
5.6 |
| Горячая штамповка Холодная штамповка с последующей смягчающей | 30, 35 | ГОСТ 1050, ГОСТ 4543, ГОСТ 10702 |
5. | Низко- или среднеуглеродистую сталь | Холодная штамповка | 10, 10кп 20, 20кп | |
6.6 | Горячая штамповка с последующими закалкой и Холодная штамповка с последующей закалкой и | 35 | ГОСТ 1050, ГОСТ 4543, ГОСТ 5663, ГОСТ 10702 | |
Горячая штамповка | 45, 40Г | |||
6.8 | Холодная штамповка | 20, 20кп | ГОСТ 1050, ГОСТ 5663, ГОСТ 10702 | |
8.8 … 12.9 | Низкоуглеродистая сталь с присадками Среднеуглеродистая сталь с присадками (например, Легированная сталь закаленная и отпущенная. | Горячая штамповка с последующими закалкой и Холодная штамповка с последующей закалкой и Резание с последующей закалкой и отпуском Холодная штамповка из термоупрочненного | 35, 35Х, 35ХА, 40Г2, 40Х, 30ХГСА, 35ХГСА, | ГОСТ 4543, ГОСТ 10702 |
 6
6 8
8
Материал для гаек по ГОСТ 1759.5
В табл. 3 приведены рекомендуемые марки сталей и технологические процессы для изготовления гаек.
Таблица 3
Классы прочности гаек и болтов с метрической резьбой от 1 до 48 мм по ГОСТ 1759.5
В табл. 4 представлены рекомендуемые сочетания классов прочности сопрягаемых деталей для различных диаметров резьб. В специальных случаях крепежные детали могут изготовляться из коррозионно-стойких, жаропрочных, жаростойких сталей, а также из цветных сплавов. Класс прочности гаек обозначен числом, которое при умножении на 100 дает величину напряжения от испытательной нагрузки в МПа.
В специальных случаях крепежные детали могут изготовляться из коррозионно-стойких, жаропрочных, жаростойких сталей, а также из цветных сплавов. Класс прочности гаек обозначен числом, которое при умножении на 100 дает величину напряжения от испытательной нагрузки в МПа.
Как правило, гайки высоких классов прочности могут заменить гайки низких классов прочности. Такая замена рекомендуется для соединений болт гайка, напряжение в которых будет выше предела текучести, или напряжения от пробной нагрузки болта.
Классы прочности шпилек гост
В продаже можно встретить самые различные крепежные элементы, которые могут применяться для соединения нескольких изделий в одну конструкцию. Наиболее распространенным предложением можно назвать болты. Они применяются на протяжении последних нескольких десятилетий. Различные виды болтов характеризуются различными геометрическими параметрами и эксплуатационными качествами. К примеру, класс прочности болтов может варьироваться в достаточно большом диапазоне. Рассмотрим подробнее характеристики болтов, которые определяют область применения получаемых механизмов и его срок службы.
Рассмотрим подробнее характеристики болтов, которые определяют область применения получаемых механизмов и его срок службы.
Класс прочности резьбового крепежа
Класс прочности гаек определяет его механическими свойствами. Для классификации изделия по этому параметру применяется ГОСТ 1759 4-67. Согласно нормативной документации класс прочности делится на 11 категорий.
Скачать ГОСТ 1759.4-87 Болты, винты и шпильки. Механические свойства и методы испытаний»
Применяемое обозначение винтов имеет следующие особенности:
- Расшифровать класс прочности 10 или 9 достаточно просто. Применяемые правила маркировки позволяют упростить поставленную задачу по выбору подходящих крепежных элементов.
- Определить класс прочности шайб или других крепежных материалов можно при рассмотрении нормативной документации. Первая цифра обозначения умножается на 100, за счет чего получается показатель прочности на растяжение и на разрыв. Предел прочности определяет то, насколько прочным является применяемое крепежное изделие.

- В маркировке есть и второе число, которое может применяться при расчете основных показателей. К примеру, класс точности 8.8 говорит о том, что второй показатель соответствует соотношение предела текучести к временному сопротивлению. В данном случае показатель составляет 80%.
При изготовлении крепежного материала из нержавеющей стали или других материалов следует учитывать следующие моменты:
- Предел текучести – значение нагрузки, при которой материал после деформации не подлежит восстановлению. При расчете нагрузки, которая оказывает воздействие на резьбу, учитывается тот момент, что должен быть трехкратный запас прочности.
- Таблица прочности болтов применяется для выбора наиболее подходящего крепежного материала.
Разрушающие нагрузки для болтов
Применяемые болты по ГОСТУ с сопротивлением 800 МПа и больше могут выдерживать существенную нагрузку. Именно поэтому они получили широкое распространение при строительстве мостов или других ответственных конструкций.
Нюансы выбора крепежа
К выбору крепежа следует относиться с большой ответственностью. Это связано с тем, что показатель их прочности может существенно отличаться. Подбор проводится с учетом того, какая марка стали болтов обладает более подходящими эксплуатационными качествами. К ключевым моментам отнесем следующую информацию:
- Тип применяемого материала при изготовлении.
- Класс точности.
- Применяемые методы термической и химической обработки.
Высокопрочные болты могут изготавливаться из различных металлов. Ключевыми моментами назовем:
- В большинстве случаев применяются следующие металлы: 10КП, 20КП, сталь 10, сталь 20, 20Г2Р, 40Х. Эти металлы соответствуют всем установленным требованиям по физико-механическим качествам.
- Для повышения эксплуатационных качеств может проводится термическая обработка. Для выполнения подобной операции применяются специальные электрические печи. За счет создания специальной защитной среды обеспечиваются требуемые эксплуатационные качества.

- Углеродистые стали получили самое широкое распространение. Это связано с их относительно невысокой стоимостью, а также высокими эксплуатационными качествами.
Диаметр болтов также является важным критерием выбора. Диаметральные размеры могут варьироваться в достаточно большом диапазоне. С увеличением показателя площади поперечного сечения повышается прочностью и надежность соединения. Длина болтов считается важнейшим геометрическим показателем, который нужно учитывать.
Применяемые материалы могут иметь самые различные характеристики К примеру, уделяется внимание тому, какова твердость болтов.
Слишком низкий показатель может стать причиной деформации резьбовой поверхности при возникновении продольной нагрузки.
Перед выбором наиболее подходящего крепежного элемента нужно учитывать особенности соединения деталей при применении этого крепежного материала:
- Проведенные исследования указывают на то, что при правильном выборе класса прочности и момента затяжки можно обеспечить наиболее качественное соединение.
 Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия.
Кроме этого, обеспечивается защита от самопроизвольного откручивания и длительный срок службы изделия. - Качественный крепеж выдерживает поперечные и осевые нагрузки. При изготовлении крепежа применяются специальные металлы и сплавы, которые хорошо противодействуют нагрузкам, воздействующим в любом направлении.
- Существенно упрощается процесс монтажа и демонтажа. Стоит учитывать, что некоторые металлы могут окисляться, и через некоторое время пройти демонтаж конструкции будет сложно. Однако, упростить задачу можно при применении специального вещества.
- Есть возможность получить разъемные соединения. Очень часто можно встретить ситуацию, когда для выполнения различных работ требуется провести разбор конструкции. Для проведения демонтажных работ требуются простые инструменты, на выполнение работы, как правило, уходит немного времени.
- Существенно снижается стоимость получаемого изделия. Сварочное соединение обходится дорого, так как предусматривает использование специального сварочного аппарата.
Качество соединений можно существенно повысить при применении дополнительных различных элементов. К примеру, используются шайбы и контргайки, которые существенно повышают качество и надежность соединения.
Однако, у резьбовых соединений есть и несколько существенных недостатков:
- Концентрация напряжения в месте впадины профиля резьбы. Стоит учитывать, что применение специального металла позволяет существенно повысить надежность резьбовой поверхности.
- Есть вероятность того, что гайка открутится при сильном механическом воздействии. Конечно, для исключения подобной вероятности могут применяться различные методы фиксации.
Кроме этого, выделяют несколько видов резьбового крепления. Примером можно назвать болтовое и винтовое соединение. Некоторые соединения могут проводиться при помощи шпилек. Выбор более подходящего крепежного элемента проводится с учетом того, какими качествами должно обладать изделие.
Маркировка болтов
Маркировка болтов может проводиться при применении разработанных стандартов ISO. Система маркировки подразумевает применение специальных таблиц. Кроме этого, все стандарты, применяемые на территории России, были разработаны несколько десятилетий назад. Класс прочности считается наиболее важным показателем, который учитывается при производстве практически всех крепежных элементов.
Рассматривая обозначение болтов, следует уделить внимание нижеприведенным моментам:
- Обязательная маркировка проводится при изготовлении винтов, диаметр которых составляет более 6 мм. Наносится маркировка прочности болтов и других показателей на изделия меньшего диаметра только по желанию производителя.
- Сортамент применяемых крепежных изделий с крестообразными или прямыми шлицами не предусматривает маркировку. Изделия, имеющие шестигранные шлицы, маркируются обязательно.
- Обязательной маркировке не подлежат не штампованные варианты исполнения, которые изготавливаются путем точения и резания.
 Маркировка наносится только в том случае, если этого требует заказчик. При этом расшифровка может проводится по-разному, стандарты применяются не во всех случаях.
Маркировка наносится только в том случае, если этого требует заказчик. При этом расшифровка может проводится по-разному, стандарты применяются не во всех случаях.
Рассматривая части болта, на которые наносится разметка, следует уделить внимание торцевой и боковой поверхности. Если применяется боковая поверхности, то обозначения наносятся углубленными знаками.
Классификация болтов
Существуют самые различные типы болтов. Выбор проводится в зависимости от того, какими эксплуатационными качествами должен обладать создаваемое изделие. Классификация болтов может проводится по нескольким критериям:
- Классу прочности. Если рассматривать наиболее распространенные таблицы, то основным критерием становится класс прочности. Он определяет возможность применения изделия в тех или иных случаях. Специальные болты могут обладать высокой прочностью, применяться при сооружении мостов или создании других ответственных конструкций.
 Класс прочности крепежа указывается практически всеми производителями. Это связано с тем, что класс прочности определяет возможность применения изделий в тех или иных условиях.
Класс прочности крепежа указывается практически всеми производителями. Это связано с тем, что класс прочности определяет возможность применения изделий в тех или иных условиях. - Классификация по размеру важна. Это связано с тем, что с увеличением площади поперечного сечения повышается сопротивление скручиванию. Однако, для больших крепежей требуются отверстия с большим диаметром. Что касается длины стержня, то он выбирается в зависимости от толщины соединяемых элементов и требуемой длины резьбового соединения.
- Существуют различные виды головок. Примером можно назвать изделие с шестигранной головкой или в виде восьмигранника. Стоит учитывать, что этот показатель лишь определяет то, какой инструмент подходит больше всего для работы.
Могут применяться и другие показатели для классификации крепежей. К примеру, в некоторых случаях уделяется больше всего внимания твердости поверхности. Однако, выбор зачастую проводится при учете класса точности. Именно поэтому классификация проводится по классу точности, которая указывается в нормативной документации и при проектировании.
Болты высокой прочности
В большинстве случаев применяются обычные соединительные элементы, при изготовлении которых применяется углеродистая сталь. Однако, при необходимости можно приобрести высокопрочные болты, которые могут применяться при создании высокопрочных соединений. Маркировка высокопрочных болтов проводится по общим стандартам.
Изготовление болтов высокой прочности проводится с учетом нижеприведенной информации:
- При изготовлении применяются специальные сплавы, которые характеризуются высокой прочностью и твердостью. Они обходятся дороже, чем углеродистая сталь, но все же применение получаемых изделий целесообразно в самых различных случаях.
- Для повышения прочности и твердости проводится термическая обработка. Она предусматривает изменение химического состава металла и структуры получаемого материала.
Болты высокой прочности
На высокопрочные болты может составляться собственная нормативная документация. Кроме этого, классификация проводится следующим образом:
- Крепежи с буквой «У» в маркировке применяются для эксплуатации при температурах ниже -40 градусов Цельсия.
 Однако, рассматриваемая буква указывается не во всех случаях маркировки.
Однако, рассматриваемая буква указывается не во всех случаях маркировки. - Предложение с исполнением ХЛ могут эксплуатироваться в более жестких эксплуатационных условиях, к примеру, при температуре от -40 до -65 градусов Цельсия. При маркировке в этом случае указывается класс точности.
Болты и гайки высокопрочные сегодня встречаются довольно часто. Это связано с высокими эксплуатационными качествами, которые позволяют расширить область применения изделия.
Точность болтов
Еще одним важным показателем можно назвать класс точности болтов. Это связано с тем, что при изготовлении могут применяться самые различные методы нарезания резьбы и обработки цилиндрической поверхности. Рассматривая показатель точности отметим нижеприведенные моменты:
- С повышение точности получаемое резьбовое соединение служит намного дольше.
- Предложение обладает более точной геометрической формой.
- Между крепежным изделием и образованным отверстием нет пространства, которое может стать причиной расшатанности соединения.
С повышением показателя точности также возрастает стоимость крепежа.
Именно поэтому крепежные материалы, применяемые при изготовлении не ответственных механизмов, обладают средним показателем точности. Применение современного оборудования при точении позволяет получить крепежи с высоким показателем точности.
В заключение отметим, что производством рассматриваемых материалов занимаются различные компании. Во многом качество получаемого изделия зависит от применяемого оборудования и технологии производства. Некоторые производители могут снизить качество крепежа для того, чтобы уменьшить его стоимость.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
При выборе болтов, винтов, винтов с внутренним шестигранником шпилек и гаек стоит обращать внимание на класс прочности изделий.
Прочность изделия прямо влияет на значение максимальной нагрузки, которое может выдержать крепежный узел.
1.
 Болты, винты, винты с внутренним шестигранником и шпильки из углеродистых сталей.
Болты, винты, винты с внутренним шестигранником и шпильки из углеродистых сталей.
Для болтов, винтов и шпилек из углеродистых нелегированных или легированных сталей, в соответствии с ГОСТ ISO 898-1-2014, установлены следующие классы прочности — 3.6; 4.6; 4.8; 5.6; 5.8; 6.8; 8.8; 9.8; 10.9 и 12.9.
Обозначение класса прочности состоит из двух чисел:
первое соответствует 1/100 номинального значения временного сопротивления разрыву (предел прочности) в Н/мм2;
второе соответствует 1/10 отношения номинального значения предела текучести к номинальному значению пределу прочности в процентах.
Произведение указанных двух чисел соответствует 1/10 номинального значения предела текучести в Н/мм2.
Для примера, возьмем обозначение класса прочности на винтах DIN 7991 — 10.9.
Предел прочности = 10*100 = 1000 Н/мм2 = 1000 МПа.
Значение предела текучести = 1000*0,9 = 900 Н/мм2 = 900 МПа.
Другими словами значение предела текучести означает максимальную рабочую нагрузку на изделие. При превышении данной нагрузки изделие изменит свою геометрию и механические свойства, также возможно разрушение крепежного изделия. Значения предела прочности Rm и напряжение от пробной нагрузки Sp. в зависимости от класса прочности изделий, приведены ниже:
| Совокупность изделий | Класс прочности | Предел прочности на растяжение, Н/мм2 | Напряжение от пробной нагрузки, Н/мм2 | |
| Номинальный | Не менее | Номинальное | ||
винт с внутренним шестигранником,
 6
6* Для болтов диаметром более 16 мм, значение равно 830 Н/мм2
** Для болтов диаметром более 16 мм, значение равно 600 Н/мм2
2. Гайки из углеродистых сталей.
Для
гаек из углеродистых нелегированных или легированных сталей, в соответствии с ГОСТ Р ИСО 898-2-2013, который заменил ГОСТ 1759.5-87 классы прочности гаек установлены в следующем порядке:
2.1. Для гаек с высотой ≥ 0,8d , где d — наружный диаметр резьбы гайки, класс прочности обозначается одной цифрой: 4; 5; 6; 8; 9; 10; 12.
Цифра указывает уменьшенное в 100 раз минимальное значение предела прочности болта, с которым могут сопрягаться данные гайки в соединении и выдерживать нагрузку. Это означает, что гайка с классом прочности 8 может использоваться с болтом класса прочности 8.8
Это означает, что гайка с классом прочности 8 может использоваться с болтом класса прочности 8.8
2.2. Для гаек с высотой ≥ 0,45 d и
Первая цифра указывает на то, что нагрузочная способность соединения данной гайки с болтом ниже, чем у гаек, указанных в п. 2.1., следовательно, при нагрузке выше допускаемой может произойти срез резьбы.
Вторая цифра, умноженная на 100, соответствует номинальному напряжению от пробной нагрузки при испытаниях.
3. Болты, винты, винты с внутренним шестигранником и шпильки из нержавеющих сталей.
Для болтов, винтов и шпилек из нержавеющей стали в соответствии с ГОСТ Р ИСО 3506-1, класс прочности обозначается следующими числами:45; 50; 60; 70; 80; 110. Болты, винты, шпильки из различных классов нержавеющих сталей имеют свои значения классов прочности. Значения предела прочности на разрыв, в зависимости от класса нержавеющей стали, приведены в таблице ниже:
| Класс стали | Марка | Класс прочности |
Предел прочности на
4.
 Гайки из нержавеющих сталей.
Гайки из нержавеющих сталей.
Для гаек из коррозионно-стойкой нержавеющей стали в соответствии с ГОСТ ISO 3506-2-2014 классы прочности гаек установлены в следующем порядке:
4.1. Для гаек с высотой ≥ 0,8d , где d — наружный диаметр резьбы гайки, класс прочности состоит из двух цифр: 45; 50; 60; 70; 80; 110.
Число соответствует 1/10 значения предела прочности в Н/мм2.
4.2. Для гаек с высотой ≥ 0,45 d и
Первая цифра «0» указывает на то, что нагрузочная способность соединения данной гайки с болтом ниже, чем у гаек, указанных в п. 4.1., следовательно, при нагрузке выше допускаемой может произойти срез резьбы. Две следующих цифры, представляют значения пробной нагрузки, уменьшенной в 10 раз. Гайки из различных классов нержавеющих сталей имеют свои значения классов прочности. Значения предела прочности на разрыв, в зависимости от класса нержавеющей стали, приведены в таблице ниже:
| Класс стали | Марка | Класс прочности | Напряжение от пробной нагрузки, Н/мм2, не менее. | ||
| гайки с высотой ≥ 0,8d | гайки с высотой ≥ 0,45 d и | гайки с высотой ≥ 0,8d | гайки с высотой ≥ 0,45 d и | ||
| Аустенитные | А1, А2, А3, А4, А5 | 50 | 025 | 500 | 250 |
| 70 | 035 | 700 | 350 | ||
| 80 | 040 | 800 | 400 | ||
| Мартенситные | С1 | 50 | 025 | 500 | 250 |
| 70 | — | 700 | — | ||
| 110 | 055 | 1100 | 550 | ||
| С3 | 80 | 040 | 800 | 400 | |
| С4 | 50 | — | 500 | — | |
| 70 | 035 | 700 | 350 | ||
| Ферритные | F | 45 | 020 | 450 | 200 |
| 60 | 030 | 600 | 300 | ||
5.
 Установочные винты с внутренним шестигранником из углеродистых сталей.
Установочные винты с внутренним шестигранником из углеродистых сталей.
Для установочных винтов из углеродистых нелегированных или легированных сталей, согласно ГОСТ ISO 898-5-2014 применяются следующие обозначения твердости:14Н, 22Н, 33Н и 45Н.
Числовая часть обозначения составляет уменьшенную в 10 раз минимальную твердость по Виккерсу. Буква Н обозначает твердость.
Обозначение класса твердости относительно к твердости по Виккерсу, приведены в таблице ниже:
| Обозначение класса твердости | 14Н | 22Н | 33Н | 45Н | |
| Твердость по Виккерсу HV | не менее | 140 | 220 | 330 | 450 |
| не более | 290 | 300 | 440 | 560 | |
6. Установочные винты с внутренним шестигранником из нержавеющих сталей.

Для установочных винтов из коррозионно-стойкой нержавеющей стали, согласно ГОСТ ISO 3506-3-2014 применяются следующие обозначения твердости:12Н и 21Н.
Числовая часть обозначения составляет уменьшенную в 10 раз минимальную твердость по Виккерсу. Буква Н обозначает твердость.
Обозначение класса твердости относительно к твердости по Виккерсу, приведены в таблице ниже:
| Обозначение класса твердости | 12Н | 21Н | |
| Твердость по Виккерсу HV | не менее | 140 | 210 |
| не более | 209 | ||
Перевод единиц измерения: 1 Па = 1Н/м²; 1 МПа = 1 Н/мм² = 10 кгс/см².
Классы прочности
Основные требования к механическим свойствам метрических крепежных изделий в РФ изложены в ГОСТ 1759.0-87 «Болты, винты, шпильки и гайки. Технические условия», в ГОСТ 1759.4-87 «Болты, винты, шпильки. Механические свойства и методы испытаний» и в ГОСТ 1759.5-87 «Гайки. Механические свойства и методы испытаний».
Технические условия», в ГОСТ 1759.4-87 «Болты, винты, шпильки. Механические свойства и методы испытаний» и в ГОСТ 1759.5-87 «Гайки. Механические свойства и методы испытаний».
В указанных нормативных документах вводится понятие «класс прочности» и устанавливается система обозначений классов прочности болтов, винтов, шпилек и гаек.
В соответствие с ГОСТ 1759.4-87 для болтов, винтов и шпилек, установлены следующие классы прочности — 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Классы прочности гаек в соответствие с ГОСТ 1759.5-87 установлены в следующем порядке:
- А) 4; 5; 6; 8; 9; 10; 12 — для гаек с высотой ≥ 0,8d , где d — наружный диаметр резьбы гайки.
Цифра указывает наибольший класс прочности болтов, с которым могут сопрягаться данные гайки в соединении.
Пример 3: Гайка М24 кл.пр.6 σ B. (Rm)= 6х100=600МПа, может быть использована в соединении с болтами пр. 4.8, 5.8.
4.8, 5.8.
- Б) 04; 05 — для гаек с высотой ≥ 0,5 d и
ИНН: 7826682663, КПП: 784001001, ОГРН: 1027810323386
Гайка ГОСТ 5927-70 класса точности А. Размеры и вес гайки
Крепеж
Применяется в машиностроении, строительстве и других отраслях для скрепления различных деталей совместно с болтами, винтами, шпильками, шайбами.
Гайка ГОСТ 5927-70 шестигранная
Примеры условного обозначения:
- Гайка ГОСТ 5927-70 М8-6Н.5 (S13) — гайка с диаметром резьбы d = 8 мм, с размером «под ключ» S = 13 мм, с крупным шагом резьбы с полем допуска 6Н, класса прочности 5, без покрытия.
- Гайка ГОСТ 5927-70 М10-6Н.6.А.016 (S17) — гайка с диаметром резьбы d = 10 мм, с размером «под ключ» S17, с крупным шагом резьбы с полем допуска 6Н, класса прочности 6, из стали марки А12, оцинкованная (толщина цинкового покрытия 6 мкм).
Характеристики гайки ГОСТ 5927-70:
|
Марка стали:
|
10кп; 20кп; 35
|
|
Класс точности:
|
А
|
|
Класс прочности:
|
5; 6; 8
|
|
Поле допуска резьбы:
|
6Н; 7Н для гаек по ТУ 14-4-1755-94
|
|
Аналог:
|
DIN 555
|
Размеры гайки ГОСТ 5927 указаны на чертеже и в таблице:
|
d
|
М5
|
М6
|
М8
|
М10
|
М12
|
М16
|
М20
|
М(22)
|
М24
|
М(27)
|
М30
|
|
Размер под ключ, S
|
8
|
10
|
13
|
17
|
19
|
24
|
30
|
32
|
36
|
41
|
46
|
|
е, не менее
|
8,8
|
11,1
|
14,4
|
18,9
|
21,1
|
26,8
|
33,3
|
35,7
|
40
|
45,6
|
51,3
|
|
m
|
4
|
5
|
6,5
|
8
|
10
|
13
|
16
|
18
|
19
|
22
|
24
|
|
Шаг резьбы
|
0,8
|
1
|
1,25
|
1,5
|
1,75
|
1,5
|
2,5
|
2,5
|
3
|
3
|
3,5
|
Примечания: размеры гаек, заключенные в скобки, применять не рекомендуется.
Вес стальных гаек ГОСТ 5927-70 с крупным шагом резьбы:
|
Номинальный диаметр резьбы d, мм
|
Теоретический вес 1000 шт. гаек, кг
|
Номинальный диаметр резьбы d, мм
|
Теоретический вес 1000 шт. гаек, кг
|
|
М5
|
1,440
|
М20
|
71,44
|
|
М6
|
2,573
|
М(22)
|
103,15
|
|
М8
|
5,548
|
М24
|
122,87
|
|
М10
|
10,220
|
М(27)
|
175,28
|
|
М12
|
15,670
|
М30
|
242,54
|
|
М(14)
|
25,33
|
М36
|
416,78
|
|
М16
|
37,61
|
М42
|
623,88
|
|
М(18)
|
53,27
|
М48
|
956,20
|
Оформить заказ и купить гайку ГОСТ 5927-70 оптом от 100 кг с доставкой по России вы можете у наших менеджеров.
Болт ГОСТ Р ИСО 4014-2013 | Следующая > Гайка ГОСТ 15523-70 высокая класса точности В |
|---|
Задать вопрос:
WhatsApp
79066606191
Позвонить:
(4862) 30-70-18
Отправить факс:
(4862) 30-70-28
Написать письмо:
[email protected]
Гайки и шайбы — важный элемент фланцевого крепежа
17 июня 2022, 12:22
Бесперебойная работа технологической линии трубопровода во многом определяется герметичностью разъемных соединений. К ним относятся болты, шпильки, гайки и шайбы. Если про первые два пункта мы рассказали в одной из предыдущих статей, темой этой станут гайки и шайбы для фланцевых соединений. Детали могут быть изготовлены по стандартам ГОСТ, ОСТ, ТУ, DIN или по чертежам и эскизам заказчика.
Крепеж является ключевым компонентом фланцевого соединения. Метизы работают как пружина, контролируя внутренние и внешние силы, сохраняя при этом необходимую уплотняющую нагрузку на прокладку. Поэтому любая проблема, связанная с крепежом может обернуться серьезными проблемами.
Метизы работают как пружина, контролируя внутренние и внешние силы, сохраняя при этом необходимую уплотняющую нагрузку на прокладку. Поэтому любая проблема, связанная с крепежом может обернуться серьезными проблемами.
Что такое гайки?
Шестигранные гайки, названы в честь их шестигранной цилиндрической формы. Проходное отверстие посередине позволяет установить гайку на болт или шпильку, установив прочное ответное соединение. ГОСТ 9064-75 выделяет два вида деталей: гайки шестигранные и гайки колпачковые. В мире ТПА чаще всего встречаются шестигранные гайки. Легко демонтировать и произвести замену оборудования. Запрещено использовать повторно.
Технические характеристики гаек по ГОСТ 9064-75
- Исполнения болтов: М, 2М
- Диаметр резьбы: от 1,6 до 48 ( гайка М16, М24, М36 и т.д.)
- Размер под ключ или расстояние между двумя параллельно лежащими гранями: Указан в таблице размеров ГОСТ 5915-70.

- Шаг резьбы или расстояние между двух витков профиля: крупный и мелкий. Крупный шаг не обозначается дополнительным символом, мелкий шаг указывается.
Таблица 1. Шаг резьбы и размер “под ключ” для гаек типа А и типа Б по ГОСТ 9064-75
|
Номинальный диаметр резьбы, d |
10 |
12 |
16 |
20 |
22 |
24 |
27 |
30 |
36 |
42 |
48 |
52 |
56 |
60 |
64 |
68 |
72 |
76 |
80 |
90 |
100 |
110 |
120 |
125 |
140 |
160 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Шаг резьбы |
Крупный |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
6 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |||||
|
Мелкий |
1,25 |
1,5 |
2 |
3 |
4 |
4 и 6 | |||||||||||||||||||||
|
Размер «под ключ» для типа А |
S |
17 |
19 |
24 |
30 |
32 |
36 |
41 |
46 |
55 |
65 |
75 |
80 |
85 |
90 |
95 |
100 |
105 |
110 |
115 |
130 |
145 |
155 |
175 |
180 |
200 |
225 |
|
Пред.  откл. откл.
|
|
| |||||||||||||||||||||||||
|
Размер «под ключ» для типа Б |
S |
- |
13 |
17 |
22 |
27 |
32 |
36 |
41 |
46 |
55 |
60 |
65 |
75 |
90 |
105 |
120 |
145 |
155 | ||||||||
|
Пред.  откл. откл.
|
- |
|
| ||||||||||||||||||||||||
- Класс точности: А — повышенная точность и класс В — нормальная точность, а также класс С — грубой точности.
- Поле допуска резьбы: 6H. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней. Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Таблица 2. Поле допуска для наружной и внутренней резьбы
|
Резьба |
Поле допуска резьбы для крепежных изделий класса точности | ||
|---|---|---|---|
|
|
А |
В |
С |
|
Наружная |
6 g |
6 g |
8 g |
|
Внутренняя |
6 H |
6 H |
7 H |
Класс прочности: Класс прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку. Утвержденный прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
Утвержденный прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
Таблица 3. Класс прочности и характеристика гаек.
|
Класс прочности гаек |
Характеристики высокопрочных гаек |
|---|---|
|
5 |
Изготавливаются из стали 10, 20, применяются для малонагруженных соединений |
|
6 | |
|
8 |
Изготавливаются из стали 35, 20Г2Р с закалкой, применяются для ответственных конструкций |
|
10 |
Изготавливаются из стали 20Г2Р, 40Х с закалкой, применяются для специальных конструкций |
|
12 |
Крепеж может быть обработан специальным покрытием для повышения коррозионной стойкости. Оцинкованные гайки считаются устойчивыми к коррозии и имеют ряд подходящих применений на открытом воздухе и в промышленной сфере, оцинкованные гайки не подходят для использования в морской среде или в средах с влажностью выше средней.
Оцинкованные гайки считаются устойчивыми к коррозии и имеют ряд подходящих применений на открытом воздухе и в промышленной сфере, оцинкованные гайки не подходят для использования в морской среде или в средах с влажностью выше средней.
Таблица 4. Виды и условное обозначение покрытий крепежа
|
Виды и условное обозначение покрытий болтов, винтов, шпилек и гаек | ||
|---|---|---|
|
Вид покрытия |
Обозначение покрытия | |
|
по ГОСТ 9.306-85 |
Цифровое | |
|
Цинковое, хроматированое |
Ц. хр |
01 |
|
Кадмиевое, хроматированное |
КД. хр |
02 |
|
Многослойное: медь-никель |
М. 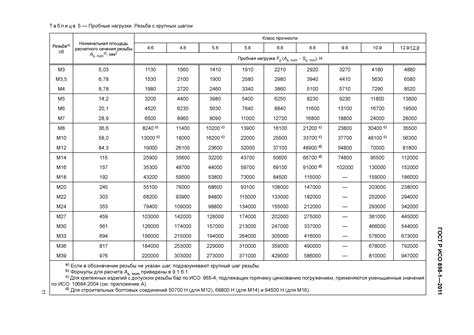 Н. Н.
|
03 |
|
Многослойное: медь-никель-хром |
М.Н.Х.6 |
04 |
|
Окисное, пропитанное маслом |
Хим. Окс. прм |
05 |
|
Фосфатное, пропитанное маслом |
Хим. Фос. прм |
06 |
|
Оловянное |
О |
07 |
|
Медное |
М |
08 |
|
Цинковое |
Ц |
09 |
|
Окисное, наполненое хроматами |
Ан. Окс. нхр |
10 |
|
Окисное из кислых растворов |
Хим.  Пас Пас
|
11 |
|
Серебряное |
Ср |
12 |
|
Никелевое |
Н |
13 |
Расшифровка обозначения в маркировке гаек
➤ Гайка М12-6Н.5 (S18) ГОСТ 5915-70
- Исполнение 1
-
Диаметр резьбы 12 -
Размер под ключ S=18 -
Крупный шаг резьбы с полем допуска 6Н -
Класс прочности 5 -
Без покрытия
➤ Гайка 2М12х1,25-6Н. 12. (S19) 40Х.016 ГОСТ 5915-70
- Исполнение 2
-
Диаметр резьбы 12 -
Размер под ключ S=19 -
мелкий шаг резьбы с полем допуска 6Н -
Класс прочности 12 -
Сталь 40Х -
С покрытием 01 толщиной 6 мкм
Что такое шайба?
Шайбы представляют собой важные крепежные детали дискообразной формы с отверстием посередине, соответствуют ГОСТ 11371-78. Основная цель большинства шайб — равномерно распределить нагрузку на резьбовой крепеж, увеличивая несущую поверхность под головкой крепежа с которым они используются. Они помогают предотвратить проскальзывание болтов или гаек через поверхность.
Основная цель большинства шайб — равномерно распределить нагрузку на резьбовой крепеж, увеличивая несущую поверхность под головкой крепежа с которым они используются. Они помогают предотвратить проскальзывание болтов или гаек через поверхность.
Технические характеристики шайб по ГОСТ 11371-78
- Диапазон размеров: М5, М6, М8,М10,М12, М16, М20, М24, М27, М30, М36,М42,М48, М52,М60
- Исполнения: 1 исполнение – класса точности А и С (прямоугольное сечение), 2 исполнение-класс точности А (фаска на внешнем торце).
- Класс точности А или С по ГОСТ 11371: A — повышенный класс точности, твердость не менее не менее 140HV, класса точности не менее 100HV; С — грубый класс точности.
Таблица 5. Соотношение диаметра резьбы и классов прочности для шайб
|
Диаметр резьбы крепежной детали, d |
Класс точности C |
Класс точности A |
|---|---|---|
|
3 |
3,4 |
3,2 |
|
3,5 |
- |
3,7 |
|
4 |
4,5 |
4,3 |
|
5 |
5,5 |
5,3 |
|
6 |
6,6 |
6,4 |
|
8 |
9 |
8,4 |
|
10 |
11 |
10,5 |
|
12 |
13,5 |
13 |
|
14 |
15,5 |
15 |
|
16 |
17,5 |
17 |
|
18 |
20 |
19 |
|
20 |
22 |
21 |
|
22 |
24 |
23 |
|
24 |
26 |
25 |
|
27 |
30 |
28 |
|
30 |
33 |
31 |
|
33 |
- |
34 |
|
36 |
39 |
37 |
|
39 |
- |
40 |
|
42 |
45 |
43 |
|
48 |
52 |
50 |
Расшифровка обозначения в маркировке шайб
Для того, чтобы все обозначения в маркировке приняли понятный и доступный вид, стоит отметить, что все материалы из которых может быть изготовлена шайба носят условное обозначение для удобства восприятия. Подробности по обозначениям от 01 до 37 соответствуют ГОСТ 18123-82 и таблице 6.
Подробности по обозначениям от 01 до 37 соответствуют ГОСТ 18123-82 и таблице 6.
Таблица 6. Марки материалов для изготовления шайб и их условные обозначения по ГОСТ 18123-82
|
Вид |
Марка |
Обозначение стандарта |
Условное обозначение марки (группы) |
|---|---|---|---|
|
Углеродистые стали |
08, 08 кп, 10, 10кп |
ГОСТ 1050-88 |
01 |
|
Ст3, Ст3кп |
ГОСТ 380-94 |
02 | |
|
15 |
ГОСТ 1050-88 |
03 | |
|
20 |
04 | ||
|
35 |
05 | ||
|
45 |
06 | ||
|
Легированные стали |
40Х, 30ХГСА |
ГОСТ 4543-71 |
11 |
|
Коррозионно-стойкие стали |
12Х18Н10Т |
ГОСТ 5632-72 |
21 |
|
20Х13 |
22 | ||
|
Латуни |
Л63, ЛС59-1 |
ГОСТ 15527-2004 |
32 |
|
Л63 антимагнитная |
33 | ||
|
Бронза |
БрАМц9-2 |
ГОСТ 18175-78 |
34 |
|
Медь |
М3 |
ГОСТ 859-2001 |
38 |
|
Алюминиевые сплавы |
Амг5 |
ГОСТ 4784-97 |
31 |
|
Д1 |
35 | ||
|
АД1 |
37 |
➤ Шайба А. 12.01.08кп.016 ГОСТ 11371-78
12.01.08кп.016 ГОСТ 11371-78
- 1 исполнение
-
Класс точности А -
Диаметр 12мм -
Толщина установленная в стандарте -
Стали 08кп -
Цинковое покрытие толщиной 6 мкм хроматированное
Заострим внимание, обозначение 01 — это условно обозначение марки или группы стали по ГОСТ 18123-82.
➤ Шайба С.2.16.01.08кп.016 ГОСТ 11371-78
- 2 исполнение
-
Класс точности С -
Диаметр 16 мм -
Толщина установленная в стандарте -
Стали 08кп -
Цинковое покрытие толщиной 6 мкм хроматированное
Вывод
Если использование гаек остается бесспорным, то применение шайб зачастую носит спорный характер. Использование шайб во фланцевом соединении требуется не всегда. В ГОСТ 32569 прописан пункт 11.4 про “Особенности монтажа трубопроводов с номинальным давлением свыше 10 МПа (100 кгс/см)”, который гласит: 11.4.3 В собранном фланцевом соединении шпильки должны выступать из гаек не менее чем на один шаг резьбы. Не допускается установка шайб между фланцами и гайками. При навернутом фланце резьбовая часть присоединительного конца трубы должна выступать от торца фланца на один шаг резьбы. Что же касается всех остальных случаев — шайбу необходимо использовать. Затяжка гайки без шайбы может привести к смятию на фланце и образованию заусенцев.
В ГОСТ 32569 прописан пункт 11.4 про “Особенности монтажа трубопроводов с номинальным давлением свыше 10 МПа (100 кгс/см)”, который гласит: 11.4.3 В собранном фланцевом соединении шпильки должны выступать из гаек не менее чем на один шаг резьбы. Не допускается установка шайб между фланцами и гайками. При навернутом фланце резьбовая часть присоединительного конца трубы должна выступать от торца фланца на один шаг резьбы. Что же касается всех остальных случаев — шайбу необходимо использовать. Затяжка гайки без шайбы может привести к смятию на фланце и образованию заусенцев.
Детали крепежа можно подвергать различным обработкам, покрывать специальными покрытиями, например оцинковывать или наносить кадмиевое покрытие. Материалы изготовления обширны, поэтому крепеж можно использовать практически в любой рабочей среде и подвергать практически любым покрытиям.
Полезное чтение
- 10 вопросов про шайбы во фланцевом соединении
- Герметичность фланцев: болты и шпильки для надежного соединения
- Меры защиты металла от коррозии
Чтобы заказать фланцевый крепеж, направьте запрос по электронной почте или позвоните менеджерам отдела продаж.
➥ 8 (499) 673-38-38 Москва
➥ 8 (343) 384-38-38 Екатеринбург
➥ 8 (812) 328-38-38 Санкт-Петербург
➥ 8 (800) 555-38-83 Бесплатно по РФ
Материал подготовлен совместно с Мягковой Марией — руководителем отдела закупок «ОНИКС»; Осколкова Анастасия, контент-менеджер «ОНИКС»
ЧИТАЙТЕ ТАКЖЕ
Расшифровка маркировки деталей трубопровода, как в ней разобраться? Подробный гайд
21. 09.2022
09.2022
Воротниковые фланцы на высокое давление. Стандарты ГОСТ, ASME, DIN, EN
12.09.2022
Фланцевые заглушки по ГОСТ 34785-21. Технические характеристики и особенности
20.07.2022
Замена группы ГОСТ 28759 для фланцев сосудов и аппаратов в 2022 году
28.06.2022
| 1 | [ГБ] ГБ/T 9125 — 2010 | большая шестигранная гайка для фланцевого соединения трубы | |
| 2 | [ГБ] ГБ/T 3632 — 2008 | гаек для комплектов типа высокопрочного болта Торшеар для стальных конструкций Поставщики(1) | |
| 3 | [ГБ] ГБ/T 1229 — 2006 | высокопрочных больших гаек шестиугольника для стальных конструкций Поставщики(3) | |
| 4 | [ГБ] ГБ/T 9125 — 2003 | большая шестигранная гайка для фланцевого соединения трубы | |
| 5 | [ГБ] ГБ/T 18230.  4 — 2000 4 — 2000 | Большие шестигранные гайки для болтовых соединений с большой шириной под ключ — тип 1 | |
| 6 | [ГБ] ГБ/T 3632 — 1995 | Наборы торсионных высокопрочных гаек для стальных конструкций Поставщики(1) | |
| 7 | [ГБ] ГБ/T 1229 — 1991 | Высокопрочные большие шестигранные гайки для стальной конструкции Поставщики(3) | |
| 8 | [ГБ] ГБ/т 32076,8 — 2017 | Высокопрочные конструкционные болтовые соединения для предварительного натяга — гайки в сборе | |
| 9 | [ГБ] ГБ/T 32076.  9 — 2017 9 — 2017 | комплектов высокопрочных болтов с шестигранной головкой 9 гаек | |
| 10 | [ГБ] ГБ/T 33943 — 2017 | гайки с шестигранной головкой для высокопрочной постановки на якорь стальных конструкций | |
| 11 | [ГБ] ГБ/T 16939 — 2016 | Большие шестигранные гайки с отверстием | |
| 12 | [ГБ] ГБ/T 32076.3 — 2015 | Высокопрочные конструкционные болтовые соединения для предварительного натяга — часть 3: система HR — высокопрочные большие шестигранные гайки | |
| 13 | [ГБ] ГБ/T 32076.  4 — 2015 4 — 2015 | System HV — высокопрочные большие шестигранные гайки | |
| 14 | [ГБ] ГБ/T 32076.7 — 2015 | Система HV — высокопрочные большие шестигранные гайки M39~m64 | |
| 15 | [ГБ] ГБ/T 13807,3 (Г) — 2008 | Соединения с зауженной шпилькой — гайки типа G | |
| 16 | [ГБ] ГБ/T 13807.3 (P) — 2008 | Соединения с зауженной шпилькой — гайки типа P | |
| 17 | [ГБ] ГБ/T 13807.3 — 2008 | Соединения с зауженной шпилькой — гайки типа CG и CP | |
| 18 | [ГБ] ГБ/T 18230.  3 — 2000 3 — 2000 | Большие шестигранные гайки для конструкционных болтовых соединений с большой шириной под ключ | |
| 19 | [ГБ] ГБ/т 18230,6 — 2000 | Шестигранные гайки для болтового соединения конструкций, тип 1, горячее цинкование — классы продукции A и B — классы прочности 5, 6 и 8 | |
| 20 | [ГБ] ГБ/т 18230,7 — 2000 | Шестигранные гайки для конструкционного болтового соединения с большой шириной под ключ (нагревающаяся оцинковка, увеличение размера резьбы), | |
| 21 | [ГБ] ГБ/T 16939 — 1997 | Большие шестигранные гайки с отверстием | |
| 22 | [ГБ] ГБ/T 13807,3 (Г) — 1992 | Соединения с зауженными шпильками-гайками — тип G | |
| 23 | [ГБ] ГБ 5098 — 1985 | высокопрочная гайка для железной дороги | |
| 24 | [DIN] DIN 6915 — 1999 | Высокопрочные шестигранные гайки с большой шириной ключа для болтового соединения конструкционной стали Поставщики(1) | |
| 25 | [DIN] DIN 6915 — 1989 | Высокопрочные шестигранные гайки с большой шириной ключа для болтового соединения конструкционной стали Поставщики(1) | |
| 26 | [DIN] DIN 2510-5 (NF/TF) — 1971 | Болтовые соединения с шестигранными гайками с уменьшенным хвостовиком | |
| 27 | [DIN] DIN 2510-6 — 2013 | Болтовые соединения с зауженным хвостовиком — колпачковые гайки | |
| 28 | [DIN] DIN 6195 — 1999 | Стальные шестигранные гайки с большой шириной под ключ для высокопрочных конструкционных болтовых соединений | |
| 29 | [DIN] DIN 2510-6 — 1974 | Болтовые соединения с зауженным хвостовиком — колпачковые гайки | |
| 30 | [ИСО] ИСО 7414 — 1984 | Шестигранные гайки для болтового соединения конструкций с большой шириной под ключ, тип 1 — класс продукта B | |
| 31 | [ИСО] ИСО 4775 — 1984 | Шестигранные гайки для высокопрочных конструкционных болтов с большой шириной под ключ — классы продукции B — классы прочности 8 и 10 | |
| 32 | [ИСО] ИСО 7413 — 1984 | Шестигранные гайки для болтового соединения конструкций, тип 1, горячеоцинкованные (с увеличенной резьбой) — классы продукции A и B — классы прочности 5, 6 и 8 | |
| 33 | [ИСО] ИСО 7417 — 1984 | Шестигранные гайки для болтового соединения конструкций — Тип 2, горячее цинкование (с увеличенной резьбой) — Класс продукта A — Класс прочности 9 | |
| 34 | [JIS] JIS B 1186 (T8) — 2013 | для соединений сжатия трением | |
| 35 | [JIS] JIS E 1107 — 2008 | Шестигранная гайка для болтов с накладками | |
| 36 | [JIS] JIS B 1186 — 1995 | для соединений сжатия трением | |
| 37 | [ANSI/ASME] ANSI/ASME B 18.  2.2 — 2010 2.2 — 2010 | Тяжелые шестигранные плоские гайки и тяжелые шестигранные плоские контргайки [Таблица 9] | |
| 38 | [ANSI/ASME] ANSI/ASME B 18.2.2 — 2010 | Тяжелые шестигранные гайки и тяжелые шестигранные контргайки [Таблица 10] Поставщики(1) | |
| 39 | [ANSI/ASME] ANSI/ASME B 18.2.2 — 1987 (R1999) | Тяжелые шестигранные гайки 【Таблица 9】 Поставщики(1) | |
| 40 | [EN] EN 14399 (гайка -4) — 2005 | Высокопрочные конструкционные болтовые соединения для предварительной нагрузки.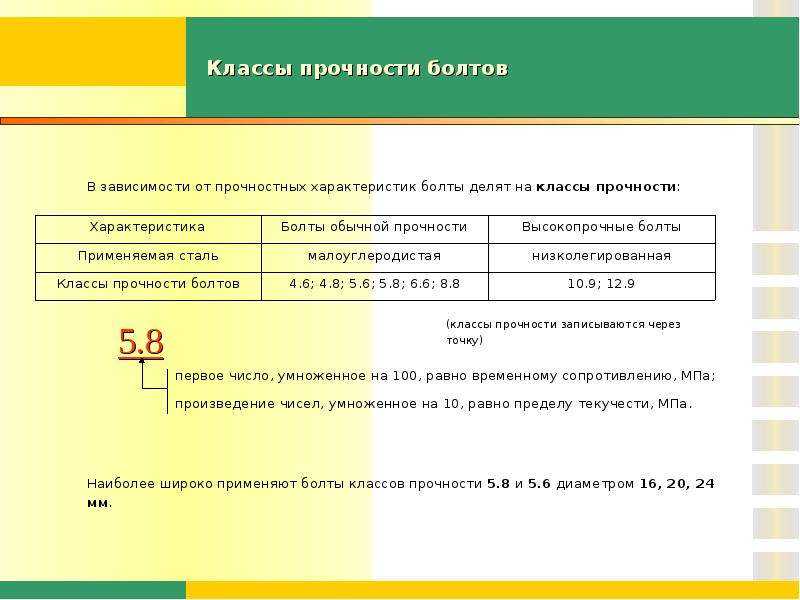 Часть 4. Система HV. Шестигранная гайка Часть 4. Система HV. Шестигранная гайка Поставщики(1) | |
| 41 | [EN] EN 14399 (гайка -4) — 2005 | Высокопрочные конструкционные болтовые соединения для предварительной нагрузки. Часть 4. Система HV. Шестигранная гайка Поставщики(1) | |
| 42 | [EN] EN 14399 (-10 HR) — 2018 | Высокопрочные конструкционные болтовые соединения для предварительного натяга — система HRC — стандартные гайки (HR) | |
| 43 | [EN] EN 14399 (-10 HRD) — 2018 | Высокопрочные конструкционные болтовые соединения для предварительного натяга — система HRC — гайки с m=1d (HRD) | |
| 44 | [EN] EN 14399 (гайка -8) — 2018 | Высокопрочные конструкционные болтовые соединения для предварительного натяга. Часть 8. Гайки с шестигранной посадкой системы HV Часть 8. Гайки с шестигранной посадкой системы HV | |
| 45 | [EN] EN 14399-7 — 2018 | Высокопрочные конструкционные болтовые соединения для предварительной нагрузки. Часть 7. Система HR. Шестигранные гайки | |
| 46 | [EN] EN 14399 (гайка -3) — 2015 | 预负载用高强度结构螺栓连接组件,第3部分:HR系统 — 六角螺母组件 | |
| 47 | [EN] EN 14399 (гайка -8) — 2007 | Высокопрочные конструкционные болтовые соединения для предварительного натяга. Часть 8. Гайки с шестигранной посадкой системы HV | |
| 48 | [EN] EN 14399-7 (гайка -7) — 2007 | Высокопрочные конструкционные болтовые соединения для предварительной нагрузки. Часть 7. Система HR. Шестигранные гайки Часть 7. Система HR. Шестигранные гайки | |
| 49 | [UNI] UNI 5713 — 1975 | Высокопрочные большие шестигранные гайки для болтового соединения конструкций — метрическая крупная резьба ISO | |
| 50 | [Прочие] ФЗ — 1991 | Большие шестигранные гайки | |
| 51 | [БС] БС 4395-1 — 1969 | Метрические высокопрочные большие шестигранные гайки | |
| 52 | [КАК] КАК/НЗС 1252.1 — 2016 | Гайки из высокопрочной стали Поставщики(1) | |
| 53 | [КАК] КАК/НЗС 1252 — 1996 | Гайки из высокопрочной стали Поставщики(1) | |
| 54 | [ЦНС] ЦНС 4236 — 2005 | высокопрочные гайки шестиугольника для стальной структуры | |
| 55 | [ЦНС] ЦНС 4237 — 2000 | Гайки с большой шестигранной головкой (горячее цинкование) | |
| 56 | [ЦНС] ЦНС 11328 — 1985 | Высокопрочные шестигранные гайки с фрикционным захватом | |
| 57 | [DIN EN] DIN EN 14399 (гайка -4) — 2015 | Высокопрочные конструкционные болтовые соединения для предварительной нагрузки.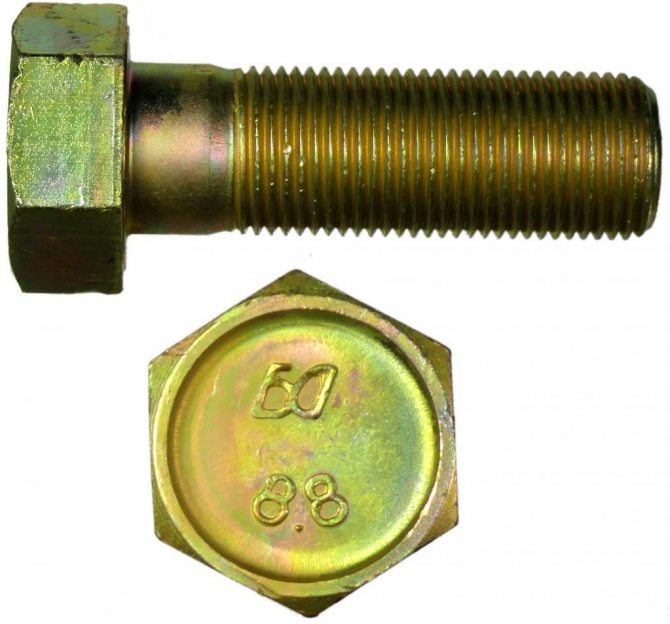 Часть 4. Система HV. Шестигранная гайка Часть 4. Система HV. Шестигранная гайка Поставщики(1) | |
| 58 | [ASME] ASME B 18.2.2 — 2022 | Тяжелые шестигранные плоские гайки и тяжелые шестигранные плоские контргайки [Таблица 10] (ASTM A563 / F594 / F467) | |
| 59 | [ASME] ASME B 18.2.2 — 2022 | Тяжелые шестигранные гайки и тяжелые шестигранные контргайки [Таблица 11] Поставщики(1) | |
| 60 | [ASME] ASME B 18.2.6 — 2019 | Тяжелые шестигранные гайки для использования с конструкционными болтами (ASTM A563 / A194 / A194M) Поставщики(1) | |
| 61 | [ASME] ASME B 18.  2.2 — 2015 2.2 — 2015 | Тяжелые шестигранные плоские гайки и тяжелые шестигранные плоские контргайки [Таблица 9] (ASTM A563 / F594 / F467) | |
| 62 | [ASME] ASME B 18.2.2 — 2015 | Тяжелые шестигранные гайки и тяжелые шестигранные контргайки [Таблица 10] Поставщики(1) | |
| 63 | [АСМЭ] АСМЭ Б 18.2.6М — 2012 | Тяжелые метрические шестигранные гайки для использования с конструкционными болтами (ASTM A563M) | |
| 64 | [ASME] ASME B 18.2.4.6M — 2010 | Тяжелые метрические шестигранные гайки | |
| 65 | [ASME] ASME B 18.  2.6 — 2010 2.6 — 2010 | Тяжелые шестигранные гайки для использования с конструкционными болтами (ASTM A 563 / ASTM A 194) Поставщики(1) | |
| 66 | [ASME] ASME B 18.2.6 — 2006 | Тяжелые шестигранные гайки для использования с конструкционными болтами (ASTM A 563 / ASTM A 194) Поставщики(1) | |
| 67 | [JSS] JSS II 09 (-2) — 1996 | Шестигранная высокопрочная гайка для соединения конструкций |
масса по ГОСТу и виды. Что это? Как подтянуть гайки? Чем они отличаются от шайб и как выглядят? Круглые гайки и др.
- Что это?
- Чем они отличаются от шайб?
- Обзор видов
- Материалы (править)
- Размеры и вес
- Как правильно затянуть?
- Как быстро открутить?
При проведении различных строительных работ используется большое количество всевозможных крепежных элементов, в том числе и гайки. Их можно сделать разными способами. Такие крепления чаще всего изготавливаются из пластиковой или металлической основы. Сегодня мы поговорим об особенностях этих изделий, их основных разновидностях и характеристиках.
Их можно сделать разными способами. Такие крепления чаще всего изготавливаются из пластиковой или металлической основы. Сегодня мы поговорим об особенностях этих изделий, их основных разновидностях и характеристиках.
Что это такое?
Изделия крепежные с резьбовыми отверстиями. Они позволяют выполнить разборное соединение с помощью шпильки, шурупа или болта. Также детали этого типа имеют специальную конструктивную часть для передачи крутящего момента.
Все гайки имеют собственную маркировку, которая также отражает класс прочности.
Каждая модель такого крепежа может иметь только строго определенные размерные значения, которые указаны в соответствующих стандартах ГОСТ.
Эти крепежные детали широко используются в различных областях. В первую очередь применяются для различных механосборочных работ, в автомобильной промышленности. В процессе изготовления детали часто покрывают специальными защитными составами, что позволит значительно улучшить их свойства и сформировать более надежное и прочное соединение.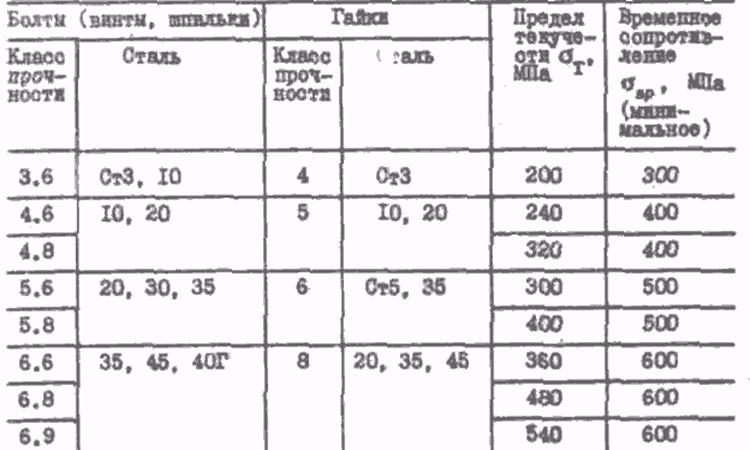
Чем они отличаются от шайб?
В первую очередь гайка будет отличаться от простой шайбы тем, что имеет резьбовую поверхность во внутренней части, поэтому элемент используется для крепления разных деталей, шайба выполняет роль прокладки или изоляции.
Также гайки всегда имеют ребра снаружи, они являются упором под шпонку. Края на вкладыше отсутствуют, обычно он имеет простую гладкую наружную часть. Первую часть чаще всего изготавливают из металла, вторую – из металла, резины и пластика.
Обзор видов
Существует огромное разнообразие этих застежек. Рассмотрим некоторые из них по отдельности.
Шестигранник
Эти модели считаются самыми популярными.
Для затяжки такой детали вам потребуются специальные ключи.
Боковые поверхности крепежных изделий считаются основным конструктивным элементом, влияющим на крутящий момент, а также на фиксацию конструктивных элементов в точках крепления.
В одном комплекте с такими шестигранными образцами, как правило, идут разные виды винтов, болтов или шпилек с резьбой. Вместе с гайкой эти изделия образуют прочное и долговечное соединение.
Шайбы различной толщины и диаметра иногда могут использоваться для обеспечения дополнительного уплотнения.
Шестигранные варианты чаще всего изготавливаются из различных видов качественной стали, так как этот материал самый прочный, надежный и твердый. В некоторых случаях также используются пластиковые образцы. Их следует использовать при соединении конструкций, не предназначенных для выдерживания чрезмерных нагрузок.
Модели этого типа можно разделить на несколько различных разновидностей. Основные характеристики и требования к производству гаек можно найти в стандарте DIN 934.
Корончатая
Эти типы гаек имеют прорези на верхней части. Такие крепежи используются для формирования соединений в ответственных местах.
В первую очередь они предназначены для предотвращения саморазвертывания.
Образцы с короной выглядят как правильные шестиугольники. Но при этом имеют вертикально пропиленные прорези. Эти сорта особенно сложны в производстве.
Основным нормативным документом, в соответствии с которым осуществляется производство гаек корончатых и нарезных, является ГОСТ 5918-73. Также используется европейский стандарт DIN 935. Застежки этого типа отличаются повышенным уровнем прочности. Чаще всего их выпускают в двух вариантах: низком и обычном.
Модели коронок навинчиваются на болты, шпильки или винты, соответствующие их размерным значениям. Они преимущественно изготавливаются из углеродистой стали и нержавеющей стали.
Часто на их поверхность наносится специальное цинковое покрытие.
Заглушки
Такие разновидности берутся в тех случаях, когда необходимо сделать аккуратное и надежное резьбовое соединение. Представляют собой металлические изделия, оснащенные специальной сферической крышкой.
Представляют собой металлические изделия, оснащенные специальной сферической крышкой.
Эти орехи считаются декоративными.
При необходимости на их поверхность можно нанести краску.
В процессе производства изделия проходят тщательную обработку, благодаря чему приобретают особую устойчивость к коррозии.
Сферический колпачок позволяет полностью закрыть все заусенцы и другие неровности. ГОСТ 11860-85 предполагает две конструкции частей крышки: сферическую и плоскую. Они будут отличаться глубиной шляпки. Второй вариант потребует максимально точной подгонки длины болтов.
Накидные гайки редко устанавливаются вместе с шайбами, поскольку нагрузка на готовое соединение обычно минимальна, поэтому нет необходимости использовать дополнительные элементы.
Такой крепеж может быть изготовлен из нержавеющей стали, углеродистой стали, легированной стали, латунной основы, оцинкованных металлов. Но можно найти и модели из прочного пластика, такие варианты стоит использовать при создании различных предметов мебели.
Но можно найти и модели из прочного пластика, такие варианты стоит использовать при создании различных предметов мебели.
Эти модели используются для стандартного шестигранника. Такие глухие разновидности помогают формировать самые прочные и долговечные соединения различных материалов.
Квадрат
Образцы этого типа также навинчиваются на шпильки, шурупы или болты. Отличаются нестандартной формой головки, позволяющей надежно удерживать крепеж без применения инструментов.
Квадратные образцы следует применять в тех случаях, когда необходимо создать максимально прочное и надежное соединение конструкции. Эти крепежные детали в сравнении со стандартными шестигранными головками , имеют большую поверхность, которая обязательно соприкасается с закрепляемой деталью, что обеспечивает максимальное сопротивление расшатыванию.
Чаще всего квадратные гайки фиксируют вместе с плоскими шайбами, чтобы предотвратить их повреждение острыми кромками и значительно повысить уровень прочности и надежности. Эти разновидности могут иметь тонкие, средние или грубые нити. Часто его дополнительно покрывают слоем желтого или прозрачного цинка.
Эти разновидности могут иметь тонкие, средние или грубые нити. Часто его дополнительно покрывают слоем желтого или прозрачного цинка.
Квадратные образцы довольно легко крепить. Кроме того, с ними будет удобно работать в условиях ограниченного пространства.
Для их закрепления можно использовать не только гаечные ключи, но и пассатижи.
Барашковые гайки
Эти типы гаек используются для создания прочных соединений без использования инструментов. Застежки такого типа представляют собой элементы с двумя лепестками наверху.
Выступают в качестве опор при затягивании или отвинчивании крепежа.
Барашковые гайки чаще всего изготавливаются из высококачественной и прочной нержавеющей стали. Их можно скреплять между собой шайбами и штифтами, что позволяет обеспечить максимально прочное и прочное соединение материалов.
Эти застежки изготовлены из латуни, чугуна и стали. Могут изготавливаться как ковкой, так и литьем. Продукция в основном используется в судостроении, сборке автомобилей, подводных лодках. Они смогут сохранить все свои свойства и внешний вид даже при постоянном контакте с водой или с агрессивными химическими компонентами. Разновидности со слегка закругленными ушами называются немецкими. Модели, у которых они имеют прямоугольную форму, называются американскими.
Могут изготавливаться как ковкой, так и литьем. Продукция в основном используется в судостроении, сборке автомобилей, подводных лодках. Они смогут сохранить все свои свойства и внешний вид даже при постоянном контакте с водой или с агрессивными химическими компонентами. Разновидности со слегка закругленными ушами называются немецкими. Модели, у которых они имеют прямоугольную форму, называются американскими.
С фланцем
Эти экземпляры выглядят как простая шестигранная гайка с небольшим расширением на дне. Более того, на нем могут быть специальные насечки, препятствующие расшатыванию деталей. Фланцевые модели обычно изготавливаются из нержавеющей или углеродистой стали.
Фланцевые образцы могут быть изготовлены с защитным покрытием или без него. В первом варианте чаще всего поверхность подвергают гальванической обработке, в ходе которой ее покрывают тонким слоем цинка. Он обеспечивает, в том числе, особую стойкость материала к образованию коррозии.
Применение фланцевых гаек значительно ускоряет сборку различных конструкций, т. к. не требуется время на фиксацию шайбы.
Диаметр фланца должен быть больше диаметра самой застежки.
Щелевой
Щелевой крепеж представляет собой металлическое кольцо. При этом на внутреннее отверстие наносится резьба, а на наружную поверхность наносятся специальные прорези, которые формируются с помощью фрезера. Данные изделия для соединения конструкций фиксируются ключом соответствующего размера.
Эти гайки широко используются в самых разных отраслях промышленности. Чаще всего используются для работы с муфтами, подшипниками. Крепеж легко выдерживает значительные весовые нагрузки.
Образцы с прорезями можно использовать даже в агрессивных средах.
Для их изготовления берется латунь или нержавеющая сталь. Могут быть покрыты специальными защитными составами: никелированием или цинкованием.
Встроенная Т-образная
Эти образцы следует использовать при работе с деревом. Они позволят надежно удерживать заготовки в станке во время их обработки. Основание таких моделей имеет простую круглую форму. Крепеж также имеет резьбовую часть внутри.
Скрытый
Эти экземпляры устанавливаются непосредственно внутри конструкции. Это крепление отличается особой прочностью и долговечностью. Потайные разновидности чаще используются при создании предметов мебели, креплении листовых материалов. Данные гайки имеют цилиндрическую форму, в их внутренней части имеется резьбовой элемент.
Конусная
Такие модели имеют форму конической застежки, на внутренней стороне которой нанесена резьба со спиралью. С другой стороны, деталь может быть выполнена как закрытой, так и открытой.
Конические элементы часто полностью затягиваются вручную.
Они нашли широкое применение в машиностроении. Крепеж создается из различных марок стали. На их поверхность нанесены специальные защитные покрытия, которые позволяют использовать готовые составы в условиях повышенной влажности или в агрессивной среде.
Крепеж создается из различных марок стали. На их поверхность нанесены специальные защитные покрытия, которые позволяют использовать готовые составы в условиях повышенной влажности или в агрессивной среде.
Прижим
Эти гайки используются для шлифовального станка, они обеспечивают надежную фиксацию шлифовального круга.
Также отдельно выделяют специальные быстрозажимные образцы. Последние изготавливаются из самых твердых и качественных сортов стали, помогают снимать рабочие колеса одним движением руки.
Рым-гайки
Эти экземпляры имеют сквозное резьбовое отверстие (дюймовое или метрическое). В него вкручивается крепеж стержневого типа, за счет чего получается максимально прочная фиксация.
Рым-гайки отличаются тем, что их резьбовая часть расположена под прямым углом к плоскости металлического кольца.
Эта функция позволяет поворачивать деталь с помощью рычага.
Часто эти гайки сочетаются с рым-болтами. Такие изделия позволят легко выдерживать самые большие нагрузки. Как правило, для производства таких элементов берется углеродистая сталь, обладающая повышенной стойкостью к перепадам температур и влаге.
Такие изделия позволят легко выдерживать самые большие нагрузки. Как правило, для производства таких элементов берется углеродистая сталь, обладающая повышенной стойкостью к перепадам температур и влаге.
Прессовая посадка
Модель с прессовой посадкой также называется прессовой гайкой. Такие экземпляры используются для работы с металлическим листовым материалом. Внешне они напоминают простую застежку, но при этом снабжены небольшим выступом в виде обратного конуса с кольцом.
Такие изделия также снабжены мелкими зубьями, препятствующими расшатыванию детали. Некоторые разновидности выполняются с плавающими зубьями.
Особо следует отметить специальные антивандальные крепления. Выглядят как деталь с внутренней резьбой и специальным отверстием в головке. Некоторые из них выполнены с нестандартной конфигурацией, препятствующей расшатыванию детали.
Антивандальная версия крепится ключами и отвертками.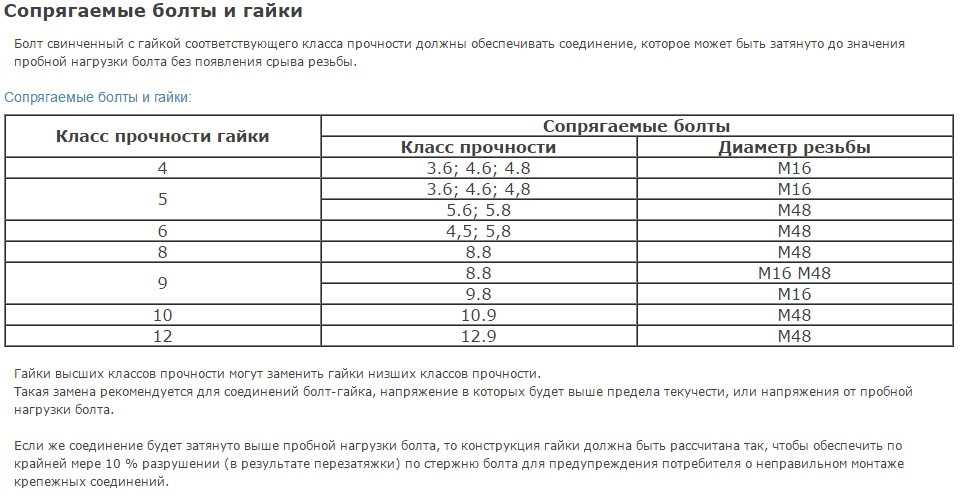 Детали часто используются в лифтах, подъездах и транспорте. Эти изделия должны изготавливаться из самых прочных и долговечных сортов стали.
Детали часто используются в лифтах, подъездах и транспорте. Эти изделия должны изготавливаться из самых прочных и долговечных сортов стали.
Отдельно следует сказать о специальных клепальных гайках. Эти застежки внешне очень похожи на простые заклепки, но в то же время для них характерна внутренняя резьбовая часть. Образцы широко используются в промышленном строительстве.
Для установки гайки придется использовать мощную ручную дрель с метрической шпилькой подвижного типа.
Специальные приварные гайки несъемно крепятся к конструкции, после чего туда же вкручивается болт. Этот вариант идеально подходит для тонких стен, в которых не допускается резьбовое отверстие под болт.
Все вышеперечисленные разновидности можно разделить на две большие группы: дюймовые и метрические. В первом варианте диаметры креплений будут указаны в дюймах, во втором случае — в миллиметрах.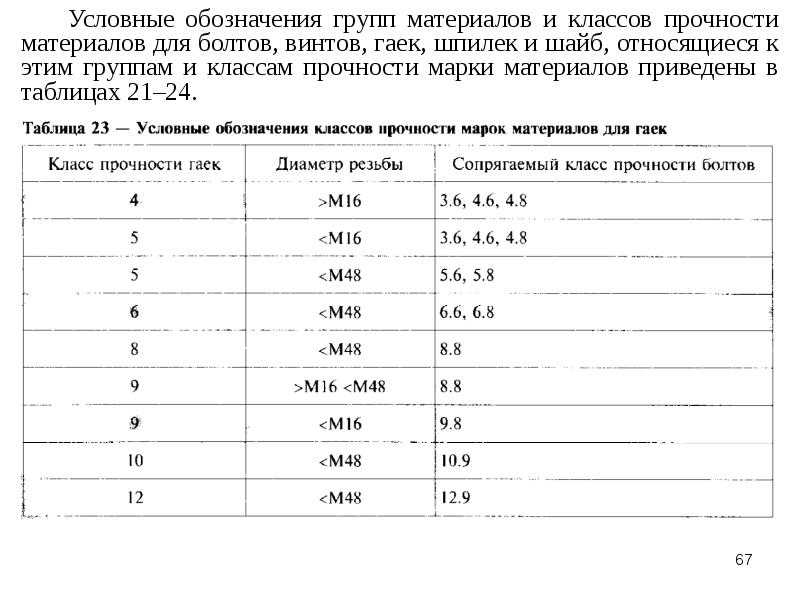
Материалы (редактировать)
Эти застежки изготовлены из разных материалов.
- Сталь. При их создании используется нержавеющая, углеродистая, легированная сталь. Этот металл характеризуется высокой прочностью, твердостью, плотностью, коррозионной стойкостью, а также жаростойкостью и жаростойкостью. Стальные материалы хорошо поддаются резке и обработке. Также они отличаются свариваемостью, что в итоге позволяет получить максимально надежное соединение.
- Латунь. Этот металл также обладает хорошей стойкостью к коррозии, агрессивным средам, воде. Латунные сплавы довольно легко поддаются механической обработке и обладают хорошей прочностью и плотностью. Кроме того, эти металлические подложки часто изготавливаются с дополнительными добавками железа, олова и никеля.
- Пластик. По сравнению с двумя предыдущими вариантами пластиковые гайки гораздо менее прочны, поэтому их следует использовать только для конструкций, которые не будут подвергаться высоким нагрузкам давления и веса.

- Медь. Этот вариант не часто используется для создания гаечных креплений. Медные основания не могут похвастаться достаточной прочностью и твердостью. Но при этом они практически не подвержены коррозии. Медь характеризуется высокой степенью пластичности. Этот материал следует использовать при изготовлении декоративных застежек.
Размеры и вес
Эти значения указаны на маркировке изделия. Они должны соответствовать значениям по ГОСТу. Размер гайки — это расстояние между двумя параллельными гранями.
Наиболее распространены образцы размерами 10, 12, 14, 16, 18, 20 мм. Вес крепежа также может существенно различаться в зависимости от материала, из которого он создан, размера и типа защитного покрытия.
Следует помнить, что высокопрочные разновидности имеют большую массу по сравнению с простыми моделями.
Как правильно затянуть?
Чтобы соединение было максимально надежным и прочным, следует правильно затягивать крепеж. Для этого подготовьте все необходимые инструменты, с помощью которых детали начинают постепенно стягивать.
Для этого подготовьте все необходимые инструменты, с помощью которых детали начинают постепенно стягивать.
В этом случае в момент затяжки вам нужно будет следить за тем, чтобы вы не переусердствовали. В противном случае это может привести к тому, что готовое соединение потеряет целостность и вскоре порвется.
Техника крепления гаек может различаться в зависимости от конкретного типа крепежа.
Как быстро открутить?
Для снятия старой гайки можно использовать те же инструменты, которыми они устанавливаются. Постепенно откручивают изделия от конструкции.
Если место соединения заржавело, то предварительно необходимо обработать этот участок специальным растворителем, иногда применяют тормозную жидкость, столовый уксус, очиститель карбюратора или керосин.
Можно также использовать метод нагрева, в этом случае вам понадобится газовая горелка, зажигалка или паяльная лампа. В крайнем случае поможет просто кипяток. При этом гайка очень горячая, и тогда ее пытаются открутить гаечным ключом.
В крайнем случае поможет просто кипяток. При этом гайка очень горячая, и тогда ее пытаются открутить гаечным ключом.
Комментарий успешно отправлен.
Рекомендуем прочитать маркировку
, ГОСТ и момент затяжки
В современном производстве используется множество конструктивных элементов, каждый из которых выполняет в конечном изделии определенную функцию, чаще всего очень важную. Поэтому одной из задач при проектировании и изготовлении сложных композитных конструкций является надежная фиксация деталей относительно друг друга.
Назначение болта
Существует множество вариантов соединения двух изделий, например, сварка, пайка, склейка, использование заклепок. Однако у них есть один общий и довольно существенный недостаток – они неразъемные. Точнее, они разъемные, но для разделения частей их придется деформировать, разрезать и так далее.
Гораздо удобнее использовать в качестве крепежа резьбовое соединение, заранее подобрав класс прочности болта в зависимости от нагрузки, воздействующей на узел.
Нить используется практически во всех конструкциях, которые немного сложнее обычной чайной ложки. Только представьте автомобиль, в котором нет ни одного винта. Да что там машинка — в детской игрушке, у которой класс прочности намного ниже, без резьбовых элементов все равно не обойтись.
Преимущества резьбового соединения
Несмотря на то, что иногда большой момент затяжки не позволяет через некоторое время отвернуть гайку, болт все же имеет ряд преимуществ перед другими способами крепления:
- Высокая надежность соединения, обеспечиваемая универсальностью профиля метрической или любой другой резьбы. Профиль разработан благодаря многочисленным исследованиям, поэтому выдерживает высокие нагрузки и защищен от самоотвинчивания (однако для этого необходимо подобрать правильный крутящий момент).
- Простота монтажа и демонтажа конструкций. Обеспечивается применением унифицированного сервисного инструмента – ключей, гаечных ключей, чего не скажешь, например, о сварном или клепальном соединении.
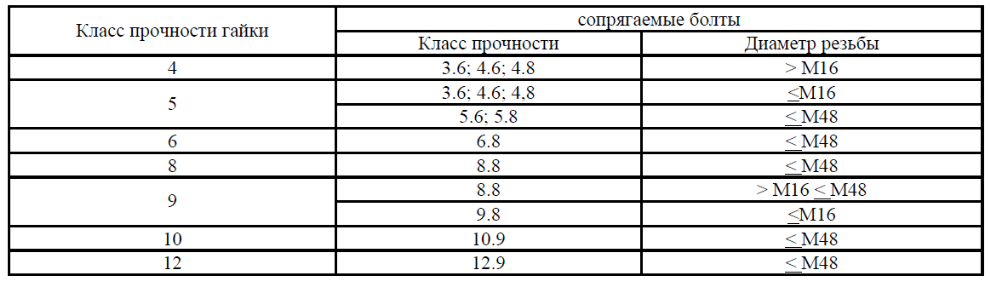
- Возможность создания больших осевых и поперечных нагрузок. Прочность болта рассчитывается как в продольном, так и в поперечном направлении. Современные материалы и технологии позволяют сократить количество используемых креплений и уменьшить его размеры.
- Небольшая стоимость, особенно если сравнить ее со стоимостью приобретения сварочных материалов и проведения работ.
К недостаткам соединения относится концентрация напряжений в области ендовы профиля резьбы. Поэтому для определенного типа конструкции необходимо правильно подобрать класс прочности болта в соответствии с приложенной нагрузкой. Также для обеспечения надежности резьбового соединения стоит помнить об использовании стопорных средств, например, пружинных шайб или контргаек.
Виды резьбового соединения
Для того, чтобы резьбовое соединение было, необходимо на одной детали сделать внутреннюю резьбу, а на наружной. В зависимости от конструктивных особенностей могут применяться три разновидности:
1. Винтовое соединение. В этом случае роль гайки выполняет часть гайки (деталь с внутренней резьбой). Сначала в нем просверливается отверстие. Затем накладывается нить. На деталь с гладким круглым отверстием наносится другой, а затем притягивается шурупом.
Винтовое соединение. В этом случае роль гайки выполняет часть гайки (деталь с внутренней резьбой). Сначала в нем просверливается отверстие. Затем накладывается нить. На деталь с гладким круглым отверстием наносится другой, а затем притягивается шурупом.
2. На болтах. Здесь все гораздо проще и надежнее: в обеих соединяемых деталях сверлятся ровные отверстия, в них вставляется болт, а сзади крепится гайка.
3. На шпильки, один конец которых вкручивается в часть узла, а на второй — накручивается гайка.
Класс прочности болта
Как отмечалось выше, необходимо правильно подобрать крепеж. Нет смысла в обычном каркасе полки для сервисного инструмента использовать детали из легированной стали. В то же время в некоторых фланцевых соединениях требуются материалы с повышенными механическими характеристиками (например, при стягивании элементов многотонных металлоконструкций).
В общем случае класс прочности болта (ГОСТ 1759.4-87) представляет собой целый комплекс механических характеристик, который одновременно включает временное сопротивление, предел текучести, относительное удлинение после разрыва, твердость материала, а в некоторых случаях даже прочность. Как правило, для обозначения этого параметра используются две цифры, разделенные точкой. Первый из них после умножения на 10 показывает значение минимума временного сопротивления, а второй, также увеличенный в 10 раз, демонстрирует пропорцию, полученную делением предела текучести материала на временное сопротивление. Произведение этих двух цифр будет означать значение минимального предела текучести. Класс прочности болта содержится в его маркировке, которая выглядит так: М12х1,25х60,58, где 58 — двузначное число.
Как правило, для обозначения этого параметра используются две цифры, разделенные точкой. Первый из них после умножения на 10 показывает значение минимума временного сопротивления, а второй, также увеличенный в 10 раз, демонстрирует пропорцию, полученную делением предела текучести материала на временное сопротивление. Произведение этих двух цифр будет означать значение минимального предела текучести. Класс прочности болта содержится в его маркировке, которая выглядит так: М12х1,25х60,58, где 58 — двузначное число.
Болты стяжные
Чтобы резьбовое соединение надежно удерживало элементы конструкции, стоит обратить пристальное внимание на момент затяжки (крутящий момент). Итак, представьте себе ситуацию, когда неопытный автослесарь впервые попадает под капот собственной новой машины и пытается как можно сильнее пережать гайку или винт. Все это может закончиться в первом случае просто неудобной работой стамеской, а во втором — просверливанием отверстия в корпусе. Это происходит из-за неправильно подобранного момента затяжки.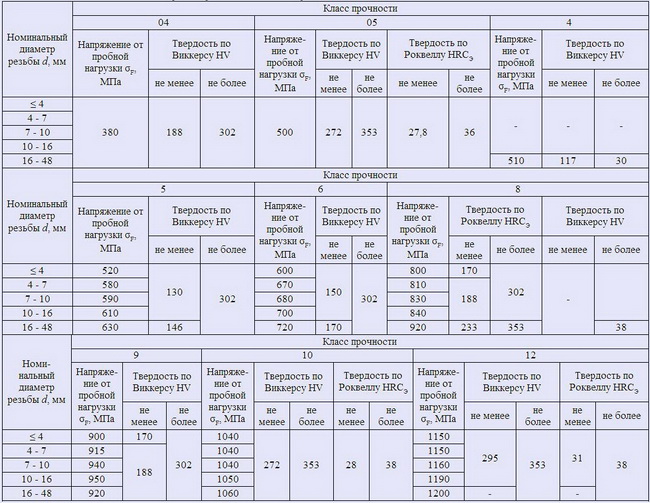 У опытных автослесарей, да и просто ремонтников динамометр встроен в руку. Но новичку лучше всего использовать динамометрический ключ или пневматический ключ, которые настраиваются на определенный момент затяжки.
У опытных автослесарей, да и просто ремонтников динамометр встроен в руку. Но новичку лучше всего использовать динамометрический ключ или пневматический ключ, которые настраиваются на определенный момент затяжки.
Как открутить «сложный» болт
Допустим все получилось. Но проходит время и крепления нужно снова откручивать. Из-за коррозии сделать это порой не очень просто, а высокий класс прочности болта не спасает от разрушения. Поэтому стоит иметь в виду несколько простых способов, упрощающих раскрутку:
1. Для начала следует воспользоваться «ВаДашкой». Состав растворяет слой ржавчины.
2. Аккуратно постучите по гайке молотком, чтобы удалить ржавчину с профиля резьбы.
3. Можно попробовать подкрутить гайку на пару градусов в сторону закручивания, а потом открутить.
Важно не торопиться, так как велика вероятность остаться с гайкой или головкой винта в ключе.
Гайка M42.6H K.P. 12 ГОСТ 5915-70 продам — Саотрон
Саотрон
- Основной
- Продукты
- Крепеж для металлоконструкций
- Гайка M42.
 6H К.П. 12 ГОСТ 5915-70
6H К.П. 12 ГОСТ 5915-70
Поделиться:
0,00 руб
Марки стали
- 35ХГСА
- 40ХН2МА
Диаметр:М42
Масса, кг:0,62
Покрытие:без покрытия
Детали:
Гайка — 1 шт
Цены
Фотогалерея
Документация
Описание
Цены
| Товар | Марка стали | Диаметр | Масса, кг | Покрытие | Цена | |
|---|---|---|---|---|---|---|
Гайка M36.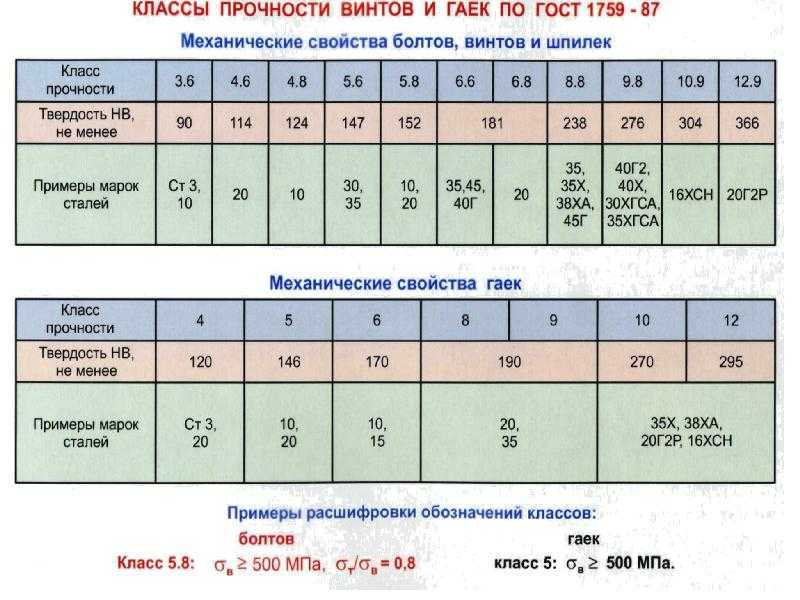 6H К.П. 12 ГОСТ 5915-70 6H К.П. 12 ГОСТ 5915-70 | 35ХГСА | М36 | 0,42 | без покрытия | 0,00 | |
Гайка M36. 6H К.П. 12 ГОСТ 5915-70 6H К.П. 12 ГОСТ 5915-70 | 40ХН2МА | М36 | 0,42 | без покрытия | 0,00 |
Фотогалерея
Документация
Описание
Гайки ГОСТ 5915-70 чаще всего применяются в качестве соединительных деталей в химической и нефтегазовой промышленности, в мостостроении и тоннелестроении, на заводах металлоконструкций, арматуры и электромеханики , при строительстве железнодорожных путей, в промышленных и строительных организациях.
Гайка прочная, надежно работает при высоких и низких температурных нагрузках, в агрессивной среде.
Видео
производство
Фото
производство
Скачать презентацию компании (pdf. 2,77 Мб)
Механические свойства и материалы
page 1
page 2
page 3
page 4
page 5
page 6
page 7
page 8
Page
Page 10
Page 11
Стр.1579
page 15
page 16
BOLTS, SCREWS, STUDS AND NUTS
Specifications
Introduction date 01. 01.89
01.89
This standard applies to bolts, screws, studs and nuts with metric резьбы по ГОСТ 24705* диаметром от 1 до 48 мм.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек указываются в стандартах на продукцию.
1.2. Допуски на размеры, форму и расположение поверхностей болтов, винтов, шпилек и гаек — по ГОСТ 1759.1.
Отклонения основной резьбы назначать по ГОСТ 16093 ** в зависимости от требуемой толщины покрытия. Поля допуска резьбы указаны для изделий без покрытия. После покрытия требования к резьбе по ГОСТ 16093.
* С 1 июля 2005 г. введен в действие ГОСТ 24705-2004.
** С 1 июля 2005 г. введен в действие ГОСТ 16093-2004 (далее по тексту).
1.3. По требованию потребителя допускается изготовление болтов, винтов и шпилек с увеличенной или уменьшенной длиной резьбовой части.
1.4. По согласованию изготовителя с потребителем допускается изготавливать:
болты, шпильки и гайки с левой резьбой;
болты с одним стопорным отверстием в головке.
1.5. Допустимые отклонения формы от установленной в стандартах на конструкцию болтов, винтов, шпилек и гаек всех классов точности должны соответствовать указанным в приложении 5.9.1046
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1
Внешний вид
2.1.1. Поверхность болтов, винтов, шпилек и гаек должна быть чистой, без коррозии и механических повреждений.
2.1.2. Допускаемые поверхностные дефекты болтов, винтов и шпилек — по ГОСТ 1759.2.
2.1.3. Допустимые поверхностные дефекты гаек — по ГОСТ 1759.3.
2.2
. Механические свойства и материалы
2.2.1. Механические свойства болтов, винтов (кроме регулировочных) и шпилек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.4.
2.2.2. Механические свойства установочных винтов и аналогичных нерастяжимых крепежных изделий из углеродистых нелегированных и легированных сталей — по ГОСТ 25556.
2.2.3. Механические свойства гаек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759. 5.
5.
2.2.4. Механические свойства болтов, винтов, шпилек и гаек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также рекомендуемых марок стали — по табл. 1 и 2.
2.2.5. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также рекомендуемые марки сплавов — по табл. 3 и 4.
2.2.6. Допускается изготовление болтов, винтов, шпилек и гаек из материалов и сплавов, не предусмотренных табл. 1 — 4. При этом их механические свойства должны быть не ниже указанных для соответствующих групп.
2.2.7. По требованию потребителя латунный крепеж, изготовленный холодной высадкой, должен быть подвергнут термической обработке для снятия внутренних напряжений.
2,3
. Покрытия
2.3.1. Болты, винты, шпильки и гайки должны быть изготовлены с одним из видов покрытий по табл. 5 или без покрытия.
Допускается применение других видов покрытий — по ГОСТ 9.303.
2.3.2. Выбор толщины покрытия — по ГОСТ 9. 303.
303.
2.3.3. Технические требования к покрытиям — по ГОСТ 9.301.
Таблица 1
Механические свойства болтов, винтов и шпилек из коррозионностойких, жаропрочных, жаропрочных и жаропрочных сталей при нормальной температуре
Символ группы | Предел текучести, σ t (σ 0,2), Н/мм 2 | Ударная вязкость KCU, Дж/см2 | Напряжение испытательной нагрузки σ p, Н/мм 2 | |||||
Стандартное обозначение | ||||||||
Не регулируется | ||||||||
10Х11х33Т3МР | ||||||||
13С11Н2В2МФ | ||||||||
25X1МФ; 25Х2М1Ф | ||||||||
таблица 2
Механические свойства гаек из коррозионностойких, жаропрочных, жаростойких и жаропрочных сталей при нормальной температуре
Символ группы | Напряжение испытательной нагрузки s F , Н/мм 2 , не менее | ||
Стандартное обозначение | |||
12Х18х20Т, 12Х18Н9Т | |||
20Х13, 14Х17х3 | |||
10Х11х33Т3МР 13С11Н2В2МФ | |||
г. 25С1МФ, 25С2М1Ф | |||
Таблица 3
Механические свойства болтов, винтов, шпилек из цветных сплавов при нормальной температуре
Символ группы | Прочность на растяжение σ в, Н/мм 2 | Предел текучести σ t (σ 0,2), Н/мм 2 | Относительное удлинение δ 5 % | Твердость по Бринеллю HB | Марка материала или сплава | Стандартное обозначение |
Не регулируется | ||||||
Не регулируется | Латунь L63, Латунь LS59-1 | |||||
Латунь LS59-1 антимагнитная Латунь L63 антимагнитная | ||||||
Не регулируется | Бронза Бр. | |||||
Д1, Д1П, Д16, Д16П | ||||||
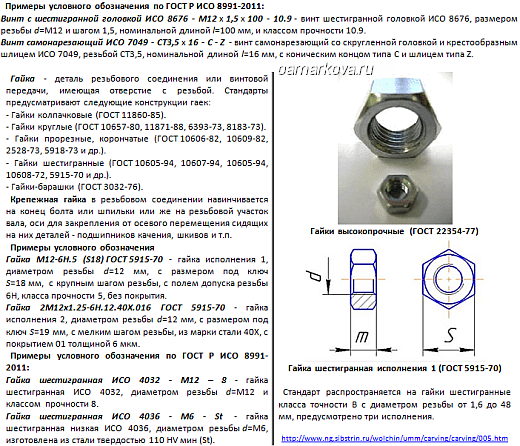 АМц9-2
АМц9-2Таблица 4
Механические свойства гаек из цветных сплавов при нормальной температуре
Символ группы | Напряжение испытательной нагрузки σ F , Н/мм 2 , не менее | Марка материала или сплава | Стандартное обозначение |
АМг5П, АМг5 | |||
Латунь LS59-1, L63 | |||
Латунь L63 антимагнитная Латунь LS59-1 антимагнитная | |||
Бронза Бр. | |||
Д1, Д1П, Д16, Д16П |
 АМц 9-2
АМц 9-2Таблица 5
Тип покрытия | Обозначение покрытия | |
цифровой | ||
Цинк, хромированный | ||
Кадмий хромированный | ||
Многослойный: медь-никель | ||
Многослойный: медь-никель-хром | ||
Оксид, пропитанный маслом | Хим. | |
Фосфат, пропитанный маслом | Хим. Фос. прм | |
Олово | ||
Цинк | ||
Оксид, наполненный хроматами | Ан. Ок. номер | |
Оксид из кислых растворов | ||
Серебро | ||
Никель | ||
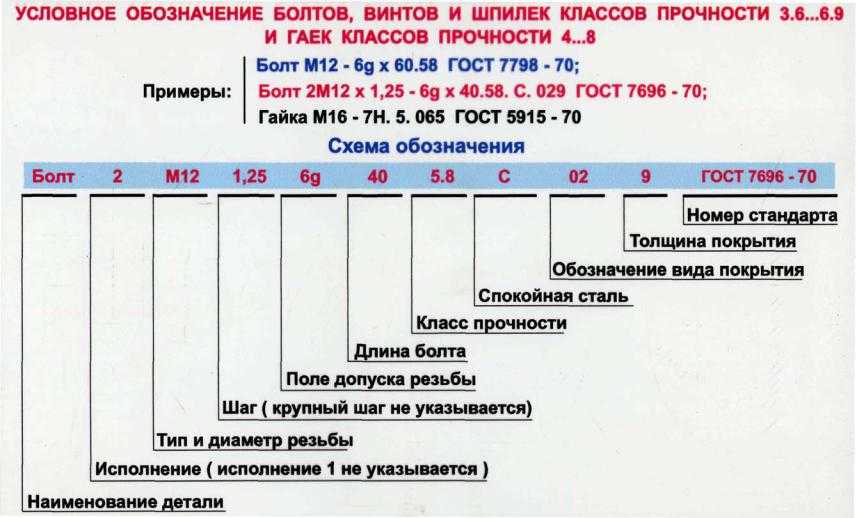 Ок. прм
Ок. прм 2,4
. Маркировка
Маркировка
2.4.1. Общие правила маркировки
2.4.1.1. Болты с шестигранной головкой, винты с цилиндрической головкой и внутренним шестигранником под ключ, шпильки с шестигранной головкой и гайки должны маркироваться знаком класса прочности (или группы материала) и клеймом (торговым знаком) изготовителя, а изделия с лево- ручная резьба дополнительно с отметкой левой резьбы.
Обязательной маркировке подлежат:
Болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8, 90,8, 10,9, 12,9;
Винты и шпильки с шестигранной головкой классов прочности 8.8, 9.8, 10.9, 12.9;
гайки классов прочности 05, 8, 9, 10, 12.
(Пересмотренная редакция, Ред. №1).
2.4.1.2. Изделия, не указанные в п. 2.4.1.1 и неуказанных классов прочности, а также изделия, изготовленные резанием, маркируют по согласованию изготовителя с потребителем.
2.4.1.3. Маркировочные метки могут быть приподняты или утоплены.
2.4.1. 4. При обозначении классов прочности допускается не ставить точку, разделяющую первую и вторую цифры знака класса прочности.
При применении низкоуглеродистых мартенситных сталей для изделий класса прочности 10.9 знак класса прочности должен быть подчеркнут: 10,9 или 109.
(Пересмотренная редакция, испр. № 1).
2.4.1.5. Размеры маркировочных знаков устанавливаются изготовителем.
2.4.2. Маркировка болтов с шестигранной головкой и винтов с внутренним шестигранником с помощью торцевого шестигранного ключа
2.4.2.1. Болты и винты с диаметром резьбы d ³ 6 мм.
2.4.2.2. Маркировочные метки наносят на торцевую или боковую поверхность болта или головки винта (рис. 1). Знаки на боковой поверхности головки должны быть утоплены.
2.4.2.3. При маркировке выпуклыми знаками допускается увеличение максимальной высоты головки болта или винта на:
0,1 мм — для изделий с диаметром резьбы d £
8 мм;
0,2 мм — » » » » 8 ммd£
12 мм;
0,3 мм » » » » d > 12 мм.
2.4.3. Маркировка шпилек
2.4.3.1. Шпильки с диаметром резьбы подлежат маркировке д ³ 12 мм. Допускается маркировка шпилек с диаметром резьбы 9.2408 д ³ 8 мм с использованием замещающих знаков:
○ — для класса прочности 8.8;
□ » » » 10,9;
Г » » 12.9.
2.4.3.2. Маркировочные метки наносят на торец гайки шпильки.
2.4.4. Маркировка шестигранной гайки
2.4.4.1. Гайки с диаметром резьбы подлежат маркировке д ³ 6 мм.
2.4.4.2. Маркировочные метки наносятся на одну из торцевых поверхностей. В технически обоснованных случаях допускается нанесение маркировки на боковые поверхности гаек (рис. 2). Знаки должны быть глубокими.
2.4.4.3. Допускается циферблатная маркировка гаек (рис. 3). При этом маркировку наносят на фаски выпуклыми или заглубленными метками или на торцевую поверхность заглубленными метками.
2.4.5. Маркировка болтов, шпилек и гаек с левой резьбой
2.4.5.1. Знаком левой резьбы является стрелка, указывающая направление ввинчивания болтов, шпилек и навинчивания гаек.
2.4.5.2. Знак левой резьбы наносится на торцевую поверхность головки болта, на одну из торцевых поверхностей гайки (рис. 4 а ),
на конце гайки шпильки. В технически обоснованных случаях допускается нанесение метки левой резьбы на боковые поверхности головок гаек и болтов (рис. 4 б ). При этом знаки должны быть углубленными.
2.4.5.3. Знак левой резьбы для болтов и гаек можно заменить насечками на гранях шестигранников (рис. 4 в ).
3. ПРИЕМКА
3.1. Правила приемки болтов, винтов, шпилек и гаек — по ГОСТ 17769..
3.2. Каждая партия крепежных изделий должна сопровождаться документом о качестве с указанием:
наименование или товарный знак производителя;
символ продукта;
перечень и результаты испытаний;
масса нетто партии;
Средства временной антикоррозионной защиты и защиты на период.
Примечания: 1. Допускается ставить документ о качестве продукции в тару или конвейер, обеспечивая ее сохранность при транспортировке.
2. До 01.01.92 обязательными испытаниями были:
4.3. Контроль поверхностных дефектов гаек — по ГОСТ 1759.3.
4.4. Контроль размеров болтов, винтов, шпилек и гаек — по ГОСТ 1759.1.
4.5. Притупление углов квадратной головки необходимо проверять в контрольной матрице с квадратным отверстием, выполненной по 1-й строке ГОСТ 16030. Под головку болта подкладывают плоскую шайбу с отверстием диаметром больше диаметра должен быть установлен диаметр описанной окружности головы и толщина 0,5 высоты головы.
Не допускается поворот головки в отверстии контрольной втулки или шаблона.
4.6. Шероховатость поверхности болтов, винтов, шпилек и гаек следует проверять сравнением с образцами шероховатости по ГОСТ 9378.
Допускается контролировать шероховатость поверхности с помощью измерительных приборов.
Шероховатость поверхности изделий, изготовленных методом холодной штамповки, и шероховатость торца стержней, кроме установочных винтов, не контролируют.
4.7. Шероховатость резьбы болтов, винтов и шпилек необходимо проверять на боковых поверхностях профиля.
Шероховатость резьбы, полученной накаткой, и шероховатость резьбы гайки не контролируются и должны быть обеспечены технологией изготовления и инструментом.
4.8. Методы проверки качества и толщины покрытий — по ГОСТ 9.302.
4.9. Методы испытаний и программы испытаний болтов, винтов и шпилек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.4.
4.10. Испытание болтов, винтов и шпилек из коррозионностойких, жаростойких, жаростойких и жаропрочных сталей, а также цветных сплавов следует проводить по требованию потребителя в соответствии с табл. 6 по методике ГОСТ 1759.4.
Стол 6
Механические характеристики | Тип испытаний | Группы материалов | ||||
22, 23, 24, 25, 26 | ||||||
Временное сопротивление | Испытание на растяжение | |||||
Предел текучести | Испытание на растяжение | |||||
Относительное расширение | Испытание на растяжение | |||||
Твердость по Бринеллю | Измерение твердости | |||||
ударная вязкость | Испытание на удар | |||||
0 — для болтов, винтов и шпилек с резьбой d £ M 5 или длиной > 3 d ;
´ — для болтов, винтов и шпилек с резьбой d > M 5 и длиной ³ 3 d.
Разрывные нагрузки приведены в приложении 2, испытательные нагрузки — в приложении 4.
Другие испытания болтов, винтов и шпилек подлежат согласованию между производителем и пользователем.
(Пересмотренное издание, ред. № 1).
4.11. Методы испытаний гаек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.5.
4.12. Испытание гаек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также гаек из цветных сплавов испытательной нагрузкой следует проводить по требованию потребителя по ГОСТ 1759 г..5 метод.
Испытательные нагрузки приведены в Приложении 3.
4.13. При изготовлении болтов, винтов и шпилек резанием без последующей термической обработки допускается испытание механических свойств на исходном металле или образцах, изготовленных из него.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Временная антикоррозионная защита изделий, упаковка, маркировка тары, транспортирование и хранение — по ГОСТ 18160.
Примеры условных обозначений крепежных изделий.
Примечания:
1. Условным обозначением не обозначаются:
исполнение 1, большой шаг резьбы, правая резьба, без покрытия, а также параметры, однозначно определенные стандартами на продукцию;
класс точности В, если стандарт на конкретный крепежный элемент предусматривает 2 класса точности (А и В).
2. В случае применения покрытия, не предусмотренного настоящим стандартом, его обозначение указывают по ГОСТ 9.306.
ПРИЛОЖЕНИЕ 2
Обязательно
Таблица 7
Минимальные разрывные нагрузки для болтов, винтов и шпилек с большим шагом резьбы
Номинальный диаметр резьбы, d, мм | шаг резьбы R, мм | А, мм 2 | |||||||||
| г. | |||||||||||
| г. | |||||||||||
| г. | |||||||||||
Таблица 8
Минимальные разрывные нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
Номинальный диаметр резьбы d, мм | шаг резьбы R, мм | Номинальная площадь A s , мм 2 | Разрывная нагрузка минимальная, Н, для обозначений группы | ||||||||
| г. | |||||||||||
| г. | |||||||||||
| г. | |||||||||||
| г. | |||||||||||
ПРИЛОЖЕНИЕ 3
Обязательно
³
0,8 д с большим шагом резьбы
Стол 9
Номинальный диаметр резьбы d, мм | шаг резьбы R, мм | А с , мм 2 | |||||||||
| г. | |||||||||||
| г. | |||||||||||
| г. | |||||||||||
| г. | |||||||||||
| г. | |||||||||||
| г. | |||||||||||
Таблица 10
Примерные нагрузки для гаек высотой т ³
0,8 d с мелким шагом резьбы
Номинальный диаметр резьбы d, мм | шаг резьбы R, мм | Площадь поперечного сечения оправки A s , мм 2 | Пробная нагрузка, Н, для обозначений групп | ||||||||
| г. | |||||||||||
| г. | |||||||||||
| г. | |||||||||||
| г. | |||||||||||
Таблица 11
Номинальный диаметр резьбы d, мм
шаг резьбы R, мм
Номинальная площадь поперечного сечения A s , мм 2
Пробная нагрузка, Н, для обозначений групп
Таблица 12
Расчетные нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
Номинальный диаметр резьбы d, мм | шаг резьбы R, мм | Номинальная площадь поперечного сечения A s , мм 2 | Пробная нагрузка, Н, для обозначений групп | ||||
| г. | |||||||
| г. | |||||||
ПРИЛОЖЕНИЕ 5
Обязательно
1. Фаска на опорной поверхности болтов — под углом не более 15° (рис. 5).
2. Притупление ребер шестигранника или квадрата к опорной поверхности или торцу головки болта и к опорной поверхности гайки не более 0,25 высоты головки болта или гайки (рис. 6).
S- размер под ключ
S- размер под ключ
3. Закругление граней шестиугольника или квадрата не должно выводить диаметр описанной окружности за пределы наименьшего предельного размера.
4. Скругление пояска головок болтов и винтов с потайной и полупотайной головкой и кромок болтов и винтов с полукруглой и цилиндрической головками не должно уводить диаметр головок за пределы наименьшего предельного размера.
5. Допускается подпрессовка в виде среза вершины полукруглой, сферической и полупотайной головок, если диаметр участка среза не превышает 30 % номинального диаметра головки для класса точности А 40 % от номинального диаметра головки для классов точности В и С.
При недопрессовке высота головки не должна превышать наименьший предельный размер.
6. Наклон образующей головки не более 5° и сфера на верхнем конце головки не должна уводить высоту цилиндрической головки за пределы наибольшего предельного размера (рис. 7).
7. Уменьшение минимального диаметра головки в направлении шлица не должно превышать:
0,3 мм — для винтов с диаметром резьбы до 2 мм;
0,6 мм — для винтов с диаметром резьбы от 2 мм до 6 мм;
0,8 мм — для винтов с диаметром резьбы более 6 мм.
8. Уменьшение минимального диаметра полукруглых и потайных головок в направлении усов или ребер квадратной шейки не должно превышать:
0,6 мм — для болтов с диаметром головки до 30 мм;
0,8 мм — для болтов с диаметром головки более 30 мм.
9. Затупление углов головки каретки не должно приводить к проворачиванию болтов в плашке управления.
10. Утолщение по диаметру стержня под головку болтов и шурупов. Для изделий классов точности А и В, не более:
0,05 мм на длину 5 мм, диаметр резьбы до 16 мм;
0,1 мм на длине 8 мм, диаметр резьбы от 16 до 27 мм;
0,2 мм на длине 10 мм, диаметр резьбы более 27 мм.
Для изделий класса точности С не более предельных отклонений в поле допуска + JT14 на длине двух номинальных диаметров резьбы.
11. Косой срез стержня (черт. 8) шириной не более: одного шага резьбы — для классов точности А и В; два шага резьбы — для класса точности С.
12. Зенковка отверстий под шплинты — диаметром не более 1,5 диаметра отверстия.
13. Уклон стенок паза (угол а — рис. 9) не более:
3° — для класса точности А;
5° —
для классов точности В и С.
14. На конце головки и штока допускается центральное отверстие.
15. Допускается отсутствие торцевой фаски на изделиях класса точности С с накатанной резьбой и на стержнях винтов классов точности А и В с накатанной резьбой.
По согласованию потребителя с изготовителем допускается отсутствие торцевой фаски на стержнях болтов и шпилек классов точности А и В с накатанной резьбой.
16. Допускается закругление верхнего конца головки вместо фаски для болтов с углублением в головке.
17. Вогнутость дна шлицев в направлении его длины с кривизной, соответствующей радиусу стандартной шлицевой или канавочной фрезы, а также выпуклость радиусом не менее 9допускается 0 мм — для винтов с диаметром резьбы до 12 мм и не менее 150 мм — для винтов с диаметром резьбы более 12 мм.
18. Наличие кратеров гаек в резьбе (при изготовлении накатной резьбы) не должно уводить размеры резьбы за пределы предельных отклонений.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВНЕСЕН Постановлением Госстандарта СССР от 19 декабря 30 г.87 № 5111
3. Стандарт полностью соответствует СТ СЭВ 4203-83
Введение
6. Ограничение срока действия снято согласно протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации
7. ИЗДАНИЕ (январь 2006 г.) с Изменением № 1, утвержденным в октябре 1989 г.
БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Официальная редакция
КОМИТЕТ СТАНДАРТОВ, МЕР И ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ ПРИ СОВЕТЕ МИНИСТРОВ СССР Москва
РАЗРАБОТАН Научно-исследовательским институтом метизной промышленности (НИИМЕТИЗ)
Директор Недовидий Н.Н.
Руководитель работ Ригмант Б.М.
Всесоюзный научно-исследовательский институт нормирования в машиностроении (ВНИИНМАШ)
Директор Верченко В.Р.
Руководитель работы Песков О.В.
Научно-исследовательский институт стандартизации и унификации (НИИСУ)
Директор Поспелов К.С.
Руководитель работ Кравчин Г.А.
ВНЕСЕН Министерством черной металлургии СССР
Начальник технического отдела Лемпицкий В.В.
ПОДГОТОВЛЕНО ДЛЯ УТВЕРЖДЕНИЯ Отделом станкостроения и межотраслевых производств Комитета стандартов, мер и измерительных приборов при Совете Министров СССР
Заведующий отделением Бергман В. П.
Арт. инженер Файков А.В.
Научно-исследовательский отдел общих технических норм и крепежных изделий Всесоюзного научно-исследовательского института нормирования в машиностроении (ВНИИНМАШ)
Начальник отдела Ицков Л.Я.
Начальник группы крепления Песков О.В.
УТВЕРЖДЕНО Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 19 сентября, 1969 (Протокол № 145)
Председатель НТК, зам. Председатель Комитета «Дубовиков Б.А.
Члены Комиссии-Бергман; В.П., Григорьев В.К., Плис. Г.С., Эпштейн А.Д.
ВВЕДЕН Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР 18 февраля 1970 г. № 177
ГОСТ 1759-70 Страница девятая
1.16.По согласованию между потребителем и изготовителем допускается выпускать:
а) болты, винты и шпильки с увеличенной или уменьшенной длиной резьбовой части;
б) шпильки и гайки с левой резьбой;
в) болты с одним отверстием в головке.
1.17. Отклонения от правильной геометрической формы и дефекты внешнего вида регламентируются табл. 8 и 9.
Таблица 8
Степени точности изделий
Нормальная
Не допускается:
Повышенная
1. Трещины
2. Риски, приводящие к отклонению размеров изделий за предельные отклонения 915°
5-размер «под ключ»
5. Скругление граней шестиугольника или квадрата, выводящее диаметр описанной окружности за пределы максимального отклонения.
6. Скругление головной части болтов и винтов с потайной и полупотайной головкой и кромок болтов и винтов с полукруглой головкой, выводящее диаметр этих головок за пределы предельных отклонений.
7. Подпрессовка в виде среза вершины полукруглой головки, если диаметр участка среза превышает:
30 % номинального диаметра головки
Разрежение не должно выводить высоту головки за пределы предельного отклонения
40 % номинального диаметра головки
Группа Г31
ГОСТ СОЮЗА ССР
БОЛТЫ, ВИНТЫ , ШПИЛЬКИ И ГАЙКИ Спецификации
Болты, винты, шпильки и гайки. технические требования
Взамен ГОСТ 1759-62
Постановление Комитета стандартов, мер и средств измерений при Совете Министров СССР от 18, 19 ноября№ 70 № 177 установлен срок введения
от 1/ВХ 1971 г.;
Срок введения пункта 1.12 с 01.01.1973; «срок введения пункта 10, в Таблицу 9 от 1/1, 1975 г.
Несоблюдение стандарта наказывается законом
Настоящий международный стандарт распространяется на болты, винты, шпильки и гайки с диаметром резьбы от 1 до 48 мм
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 Болты, винты, шпильки и гайки должны соответствовать требованиям, установленным размерными стандартами, по форме, размерам, резьбе, предельным отклонениям и шероховатости поверхности.
1.2. Механические свойства болтов, винтов, шпилек и гаек из углеродистых и легированных сталей, а также марок стали должны соответствовать указанным в табл. 1 и 2.
Примечание. Применение бессемеровских сталей для изготовления болтов, винтов, шпилек и гаек не допускается.
Официальное издание
Перепечатка запрещена
Механические свойства болтов, винтов и шпилек из углеродистой стали * ** ***
Временный Сопротивление | текучесть об( | удлинение | вязкость кгс.м (см а | Твердость по Бринеллю HB | Твердость по шкале HRB | ||||
| наиб, найм. | (арт.) | |||||||||
Не регулируется | |||||||||
Не регулируется | |||||||||
Не регулируется | |||||||||
Не регулируется | |||||||||
Не регулируется | |||||||||
* Класс прочности обозначается двумя цифрами. Первое число, умноженное на 10 число, умноженное на 10, определяет отношение предела текучести к пределу текучести в кгс/мм2 (для класса прочности 3,6 значения ориентировочные),
** Для болтов, винтов и шпилек с диаметр резьбы до 12 мм вкл.
*** Для болтов, винтов и шпилек с диаметром резьбы до 16 мм вкл.
ГОСТ 1759-70 Страница 3
Таблица 1
и легированные стали при нормальной температуре
Rockwell | Испытательное напряжение нагрузки а, р | марка стали | Стандартный номер | ||
Я наиб, найм. 1(арт.) | |||||
Не регулируется | |||||
10**, Юкп**, 20. | |||||
35***, 35H, 38HA 35***, 45G 35H, 38HA | |||||
ГОСТ 4543-61 | |||||
ГОСТ 4543-61 | |||||
определяет значение минимального временного сопротивления в кгс/мм 2 , второго сопротивления в процентах; произведение чисел определяет значение предела
Page 4 ГОСТ 1759-70
Примечания:
1. Для изготовления изделий классов прочности 4.8, 5.8 и 6.8 допускается применение автоматных сталей.
2. При поставке болтов, винтов и шпилек допускается замена изделий низких классов прочности изделиями более высоких классов прочности:
класса прочности 3,6 — 4,6; класс прочности от 4,8 до 5,8, 6,8, 6,9; класс прочности от 5,8 до 6,8, 6,9; класс прочности от 6,8 до 6,9, 8 8; класс прочности 6. 9до 8,8.
таблица 2
Механические свойства гаек из углеродистых и легированных сталей при нормальной температуре
Напряжение испытательной нагрузки °F, кгс (им л. | Твердость по Бринеллю | Твердость по Роквеллу HRC | марка стали | Стандартный номер | ||
Арт. ЗКП, ст. Зсп | ||||||
15, 15кп, 35 ст. 5 35 | ГОСТ ГОСТ ГОСТ | |||||
20, 20 кп 35, 45 | ||||||
ГОСТ 4543-61 | ||||||
40Х, ЗОХГСА, 16ХСН | ГОСТ 4543-61 | |||||
35ХГСА, 40ХНМА | ГОСТ 4543-61 | |||||
* Класс прочности обозначается числом, которое при умножении на 10 дает напряжение от испытательной нагрузки h кгс/мм %.
Примечания:
1. Для изготовления гаек 4 и 5 классов прочности допускается применять фосфористую сталь, а классов прочности 4, 5 и 6 — автоматные стали.
2. При поставке гаек допускается замена гаек низких классов прочности на гайки более высоких классов прочности (если запрет на замену не указан в заказе). При этом твердость поставляемых гаек не должна превышать значений, указанных для заменяемого класса.
1.4. По требованию потребителя, указанному в заказе, не допускается применение кипящих и автоматных сталей для изготовления болтов, винтов и шпилек.
Таблица 3
Механические свойства болтов, винтов и шпилек из коррозионностойких, жаропрочных, жаростойких
и
жаропрочных сталей при нормальной температуре
Условное обозначение группы | Временное сопротивление | Предел текучести а | Относительное удлинение bz, % | Ударная вязкость а, | Испытательное напряжение нагрузки | марка стали | Стандартный номер |
И Х18Н10Т, Х18Н9Т, Х17Н13М2Т | ГОСТ 5632-61 | ||||||
ГОСТ 5632-61 | |||||||
ГОСТ 5632-61 | |||||||
Х12х32ТЗМР | ГОСТ 5632-61 | ||||||
1X12N2VMF 25X1MF, 25X2M1F 20X1M1F1TR* | ГОСТ 5632-61 ГОСТ 10500-63 | ||||||
*Согласно техническим условиям, утвержденным в установленном порядке.
ГОСТ 1759-70 Страница
Страница 6 ГОСТ 1759-70
1.5. Механические свойства болтов, винтов, шпилек и гаек из коррозионностойких, жаростойких, жаростойких и жаропрочных сталей, а также марок стали должны соответствовать указанным в табл. 3 и 4.
Таблица 4
Механические свойства гаек из коррозионностойких, жаропрочных, жаропрочных и жаропрочных сталей при нормальной температуре
Условное обозначение | Испытательное напряжение нагрузки о, KZCjMM i | марка стали | Стандартный номер |
С18Н10Т, С18Н9Т, С17Н13М2Т | ГОСТ 5632-61 | ||
ГОСТ 5632-61 | |||
Х12х32Т3МП, 1Х12Н2БМФ | ГОСТ 5632-61 | ||
25X1MF, 25X2M1F | ГОСТ 10500-63 | ||
20X1M1F1TR* | |||
* Согласно утвержденным в установленном порядке ТУ.
1.6. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также марка материала должны соответствовать указанным в табл. 5 и 6.
1.7. Марку материала, используемого для изготовления болтов, винтов и шпилек классов прочности 8,8, 10,9 и гаек классов прочности 10, 12 и 14, необходимо указывать в порядке от регламентированных в табл. 1 и 2.
1.8. Марка углеродистой стали, применяемой для изготовления болтов, винтов и шпилек классов прочности 3,6-6,9 и гаек классов прочности 4-8, а также марка цветного сплава выбираются изготовителем из регламентированных в Стол. 1, 2, 5 и 6.
1.9. По согласованию между потребителем и изготовителем допускается применять для изготовления болтов, винтов, шпилек и гаек из углеродистых и легированных сталей, не указанных в табл. 1 и 2 сорта материала, обеспечивающие изделиям механические свойства соответствующих классов прочности, а также для изготовления болтов, винтов, шпилек и гаек из цветных сплавов, не указанных в табл. 5 и 6. В этом случае механические свойства могут отличаться от регламентированных таблиц. 5 и 6.
ГОСТ 1759-70 Страница 7
Таблица 5
Механические свойства болтов, винтов и шпилек из цветных металлов при нормальной температуре_
Временное сопротивление | Предел текучести (Оо»а) > | Относительное расширение | Твердость по Бринеллю hv | Марка материала или сплава | Стандартный номер | |
Не регулируется | ГОСТ 4784-65 | |||||
Латунь LS59-1, латунь LbZ | ||||||
Не регулируется | Латунь LS59-1, латунь L63 антимагнитная | |||||
Бронза Бр. | ||||||
Не регулируется | Бронза Бр.АМцЭ-2 антимагнитная | ГОСТ 493-54 | ||||
ГОСТ 4784-65 | ||||||
Таблица б
Механические свойства гаек из цветных сплавов при нормальной температуре
1.10. Марка материала для изготовления изделий групп 21, 23, 25 должна быть указана в заказе. Допускается заказ изделий из марок материалов, не указанных в табл. 3 и 4. В этом случае механические свойства могут отличаться от регламентированных в этих таблицах.
1.11. По требованию потребителя латунный крепеж, изготовленный холодной высадкой, должен быть подвергнут термической обработке для снятия внутренних напряжений.
1. 12. По требованию потребителя болты, винты, шпильки и стержни должны иметь покрытия.*
Виды и обозначения покрытий должны соответствовать указанным в табл. 7.
Т а б л и ц а_7
Выбор вида покрытия для определенного материала осуществляется по ГОСТ 14623-69.
1.13. Технические требования к покрытиям, толщинам покрытий и размерам резьбы для покрытий устанавливаются по согласованию между потребителем и изготовителем.
1.14. По согласованию изготовителя с потребителем могут применяться и другие виды покрытий.
1.15. Размеры ходов резьбы, поднутрений (подрезов) и фасок на конце резьбы болтов, винтов и шпилек — по ГОСТ 10549-63.
* До 01.01.1973 г. изготовление болтов, винтов, шпилек и гаек с покрытием осуществляется по соглашению сторон.
Скачать полную версию
ГОСТ 1759.0-87
(СТ СЭВ 4203-83)
Группа Г31
ГОСТ СОЮЗА ССР
БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ
Технические условия
Болты, винты, шпильки и гайки.
Specifications
OKP 12 8200, 12 8300, 12 8400
Valid from 01.01.89
______________________________
* Expiry date removed
according to protocol N 3-93 of the Interstate
Council for Standardization, Metrology
(ИУС N 5-6, 1993).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
ИСПОЛНИТЕЛИ
Ригмант Б.М., Андреева Н.Г., Юрченко Т.Е. Стандарты от 30 декабря 1987 г. N 5111
3. Срок проверки — 1993 г.
4. Стандарт полностью соответствует СТ СЭВ 4203-83
5. Взамен ГОСТ 1759-70 (в части технических требований и маркировки крепеж)
6. СПРАВОЧНЫЕ НОРМЫ И ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер раздела, пункта, приложения | |
ГОСТ 9.301-86 | |
ГОСТ 9. | |
ГОСТ 9.303-84 | |
ГОСТ 9.306-85 | 2.3.1 Приложение 1 |
ГОСТ 1759.1-82 | |
ГОСТ 1759.2-82 | |
ГОСТ 1759.3-83 | |
ГОСТ 1759.4-87 | 2.2.1; 3,2; 4,9; 4.10 |
ГОСТ 1759.5-87 | 2.2.3; 3,2; 4.11; 4.12 |
ГОСТ 4784-74 | Приложение 1 |
ГОСТ 5632-72 | |
ГОСТ 5916-70 | |
ГОСТ 9378-75 | |
ГОСТ 12920-67 | |
ГОСТ 15527-70 | |
ГОСТ 16030-70 | |
| г. ГОСТ 16093-81 | |
ГОСТ 17473-80 | Приложение 1 |
ГОСТ 17769-83 | |
ГОСТ 18160-72 | |
ГОСТ 18175-78 | |
ГОСТ 20072-74 | |
ГОСТ 24705-81 | Введение |
ГОСТ 25556-82 |
7. ПЕРЕПУБЛИКАЦИЯ (декабрь 1989 г.) с Изменением № 1, утвержденным в октябре 1989 г. (ИУС 2-90)
Настоящий стандарт распространяется на болты, винты, шпильки и гайки с метрической резьбой по ГОСТ 24705-81 с диаметром от 1 до 48 мм.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. 1. Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек указываются в стандартах на продукцию.
1.2. Допуски на размеры, форму и расположение поверхностей болтов, винтов, шпилек и гаек — по ГОСТ 1759.1-82.
Отклонения основной резьбы следует назначать по ГОСТ 16093-81 в зависимости от требуемой толщины покрытия. Поля допуска резьбы указаны для изделий без покрытия. После покрытия требования к резьбе — по ГОСТ 16093-81.
1.3. По требованию потребителя допускается изготовление болтов, винтов и шпилек с увеличенной или уменьшенной длиной резьбовой части.
1.4. По согласованию изготовителя с потребителем допускается изготавливать:
болты, шпильки и гайки с левой резьбой;
болты с одним стопорным отверстием в головке.
1.5. Допустимые отклонения формы от установленной в стандартах на конструкцию болтов, винтов, шпилек и гаек всех классов точности должны соответствовать указанным в приложении 5.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2 1. Внешний вид
2.1.1. Поверхность болтов, винтов, шпилек и гаек должна быть чистой, без коррозии и механических повреждений.
2.1.2. Допускаемые поверхностные дефекты болтов, винтов и шпилек — по ГОСТ 1759.2-82.
2.1.3. Допустимые поверхностные дефекты гаек — по ГОСТ 1759.3-83.
2.2. Механические свойства и материалы
2.2.1. Механические свойства болтов, винтов (кроме регулировочных) и шпилек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.4-87.
2.2.2. Механические свойства установочных винтов и аналогичных крепежных изделий, не работающих на растяжение, из углеродистых нелегированных и легированных сталей — по ГОСТ 25556-82.
2.2.3. Механические свойства гаек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.5-87.
2.2.4. Механические свойства болтов, винтов, шпилек и гаек из коррозионностойких, жаростойких, жаропрочных и жаропрочных сталей, а также рекомендуемые марки стали — по таблицам 1 и 2.
2.2.5. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также рекомендуемые марки сплавов — по таблицам 3 и 4.
2.2.6. Допускается изготовление болтов, винтов, шпилек и гаек из материалов и сплавов, не предусмотренных таблицами 1-4. При этом их механические свойства должны быть не ниже указанных для соответствующих групп.
2.2.7. По требованию потребителя латунный крепеж, изготовленный холодной высадкой, должен быть подвергнут термической обработке для снятия внутренних напряжений.
2.3. Покрытия
2.3.1. Болты, винты, шпильки и гайки должны изготавливаться с одним из видов покрытий по таблице 5 или без покрытий.
Допускается применение других видов покрытий — по ГОСТ 9.303-84.
2.3.2. Выбор толщины покрытия — по ГОСТ 9.303-84.
2.3.3. Технические требования к покрытиям — по ГОСТ 9.301-86.
Таблица 1
Механические свойства болтов, винтов и шпилек из коррозионностойких, жаропрочных, жаропрочных и жаропрочных сталей при нормальной температуре
Условное обозначение | Время- | Предел текучести (), | Refer- | Ударная вязкость KCU, Дж/см | Напряжение | Стандартное обозначение | |
Не регулируется | 12Х18х20Т | ||||||
| г. | |||||||
10Х17Н13МЗТ | |||||||
ГОСТ 5632-72 | |||||||
10Х11х33ТЗМР | |||||||
13С11Н2В2МФ | |||||||
25С1МФ 25С2М1Ф | ГОСТ 20072-74 | ||||||
| г. | ГОСТ 5632-72 | ||||||
таблица 2
Механические свойства гаек из коррозионностойких, жаростойких, жаростойких и жаропрочных сталей при нормальной температуре
Символ группы | Стандартное обозначение | ||
| г. 12Х18х20Т, 12Х18Н9Т | |||
ГОСТ 5632-72 | |||
10Х11х33Т3МР | |||
13С11Н2В2МФ | |||
25С1МФ, 25С2М1Ф | ГОСТ 20072-74 | ||
ГОСТ 5632-72 | |||
Таблица 3
Механические свойства болтов, винтов, шпилек из цветных сплавов при нормальной температуре
Условное обозначение | Время- | Предел текучести (), | Refer- | Твердость по Бринеллю | Марка материала или сплава | Стандартное обозначение |
Не регламент | ГОСТ 4784-74 | |||||
Латунь L6Z, | ГОСТ 15527-70 | |||||
Латунь LS59-1 | ||||||
| г. | ГОСТ 12920-67 | |||||
Латунь | ||||||
Не регулируется | г. | |||||
добавлено | антимагнитная латунь L63 | |||||
антимагнитный | ||||||
Бронза | ГОСТ 18175-78 | |||||
Не регламент | ||||||
ГОСТ 4784-74 | ||||||
Таблица 4
Механические свойства гаек из цветных сплавов при нормальной температуре
Символ группы | Напряжение испытательной нагрузки, Н/мм, не менее | Марка материала или сплава | Стандартное обозначение |
АМг5П, АМг5 | ГОСТ 4784-74 | ||
Латунь LS59-1, L63 | ГОСТ 15527-70, | ||
Латунь L63 антимагнитная | ГОСТ 12920-67 | ||
Латунь LS59-1 антимагнитная | |||
Бронза Бр. | ГОСТ 18175-78 | ||
Д1, Д1П, Д16, Д16П | ГОСТ 4784-74 |
Таблица 5
Тип покрытия | Обозначение покрытия | |
по ГОСТ 9.306-85 | цифровой | |
Цинк, хромированный | ||
Кадмий хромированный | ||
Многослойный: медно-никелевый | ||
Многослойный: медь-никель-хром | ||
Оксид, пропитанный маслом | Хим. | |
Фосфат, пропитанный маслом | Хим. Фос. прм | |
Олово | ||
Цинк | ||
Оксид, наполненный хроматами | Ан. Бык номер | |
Оксид из кислых растворов | ||
Серебро | ||
Никель | ||
2. 4. Маркировка
2.4.1. Общие правила маркировки
2.4.1.1. Болты с шестигранной головкой, винты с цилиндрической головкой и внутренним шестигранником под ключ, шпильки с шестигранной головкой и гайки должны маркироваться знаком класса прочности (или группы материала) и клеймом (торговым знаком) изготовителя, а изделия с лево- ручная резьба дополнительно с отметкой левой резьбы.
Обязательной маркировке подлежат:
Болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8, 90,8, 10,9, 12,9;
Винты и шпильки с шестигранной головкой классов прочности 8.8, 9.8, 10.9, 12.9;
Гайки классов прочности 05, 8, 9, 10, 12.
(Измененная редакция, Ред. N 1).
2.4.1.2. Изделия, не указанные в п. 2.4.1.1 и неуказанных классов прочности, а также изделия, изготовленные резанием, маркируют по согласованию изготовителя с потребителем.
2.4.1.3. Маркировочные метки могут быть приподняты или утоплены.
2.4.1.4. При обозначении классов прочности допускается не ставить точку, разделяющую первую и вторую цифры знака класса прочности.
При применении для изделий класса прочности 10,9 из низкоуглеродистых мартенситных сталей знак класса прочности должен быть подчеркнут: 10,9 или 109.
(Измененная редакция, Ред. N 1).
2.4.1.5. Размеры маркировочных знаков устанавливаются изготовителем.
2.4.2. Маркировка болтов с шестигранной головкой и винтов с внутренним шестигранником с помощью торцевого шестигранного ключа
2.4.2.1. Болты и винты с диаметром резьбы 6 мм подлежат маркировке.
2.4.2.2. Маркировочные метки наносят на торцевую или боковую поверхность болта или головки винта (рис. 1). Знаки на боковой поверхности головки должны быть утоплены.
Скачать полная версия
GOST 1759.0-87
Межгосударственный стандарт
Болты, винты, шпильки и гайки
Спецификации
Официальное издание
StandArtinform
Data Data
StandArtinform
Д. Металлургия СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ЭКСПЛУАТАЦИЮ Постановлением Госстандарта СССР от 30 декабря 1987 г. № 5111
3. Стандарт полностью соответствует СТ СЭВ 4203-83
4. ВМЕСТО ГОСТ 1759-70 (в части технических требований и маркировки крепежных изделий)
5. СПРАВОЧНЫЕ НОРМЫ И ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер раздела, пункта, приложения | |||
ГОСТ 9.301-86 | ГОСТ 9378-93 | ||
ГОСТ 9.302-88 | ГОСТ 12920-67 | ||
ГОСТ 9.303-84 | ГОСТ 15527-2004 | ||
ГОСТ 9.306-85 | 2.3.1 Приложение 1 | ГОСТ 16030-70 | |
ГОСТ 1759.1-82 | ГОСТ 16093-81 | ||
ГОСТ 1759.2-82 | ГОСТ 17473-80 | Приложение 1 | |
ГОСТ 1759. | ГОСТ 17769-83 | ||
ГОСТ 1759.4-87 | 2.2.1; 3,2; 4,9; 4.10 | ГОСТ 18160-72 | |
ГОСТ 1759.5-87 | 2.2.3; 3,2; 4.11; 4.12 | ГОСТ 18175-78 | |
ГОСТ 4784-97 | Приложение 1 | ГОСТ 20072-74 | |
ГОСТ 5632-72 | ГОСТ 24705-81 | Введение | |
ГОСТ 5916-70 | ГОСТ 25556-82 |
6. Ограничение срока действия снято согласно протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (НУС 5-6-93)
7. ИЗДАНИЕ (январь 2006 г.) с Изменением № 1 утв. в октябре 1989 г. (ИУС 2-90)
Редактор Л.В. Коретникова Технический редактор Н. С. Гришанова Корректор Т.И. Кононенко Компьютерная верстка Л.А. Циркуляр
Подписано для публикации 15 февраля 2006 г. Формат 60×84*/8. Офсетная бумага. Время гарнитуры. Офсетная печать. Уэл. печь л. 1,86. Уч.-ред. л. 1,75. Тираж 92 копии. Зак. 113. От 2472.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер., д. 4. Набирается во ФГУП «Стандартинформ» на ПК.
Отпечатано в филиале ФГУП «Стандартинформ» — тип. «Московский принтер»,
г. Москва, Лялин пер., д. 6
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ
Технические условия
Болты, винты, шпильки и гайки. Технические характеристики
ИКС 21.060.10
ОКП 12 8200, 12 8300, 12 8400
Дата введения 01.01.89
Настоящий стандарт распространяется на болты, винты, шпильки и гайки с метрической резьбой по ГОСТ 24705* диаметром от 1 до 48 мм.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек указываются в стандартах на продукцию.
1.2. Допуски на размеры, форму и расположение поверхностей болтов, винтов, шпилек и гаек — по ГОСТ 1759.1.
Отклонения основной резьбы следует назначать по ГОСТ 16093** в зависимости от требуемой толщины покрытия. Поля допуска резьбы указаны для изделий без покрытия. После покрытия требования к резьбе по ГОСТ 16093.
1.3. По требованию потребителя допускается изготовление болтов, винтов и шпилек с увеличенной или уменьшенной длиной резьбовой части.
1.4. По согласованию изготовителя с потребителем допускается выпускать:
болты, шпильки и гайки с левой резьбой;
болты с одним стопорным отверстием в головке.
1.5. Допустимые отклонения формы от установленной в стандартах на конструкцию болтов, винтов, шпилек и гаек всех классов точности должны соответствовать указанным в приложении 5.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 Внешний вид
2.1.1 . Поверхность болтов, винтов, шпилек и гаек должна быть чистой, без коррозии и механических повреждений.
2.1.2. Допускаемые поверхностные дефекты болтов, винтов и шпилек — по ГОСТ 1759.2.
2.1.3. Допустимые поверхностные дефекты гаек — по ГОСТ 1759.3.
2.2. Механические свойства и материалы
2.2.1. Механические свойства болтов, винтов (кроме регулировочных) и шпилек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.4.
2.2.2. Механические свойства установочных винтов и аналогичных нерастяжимых крепежных изделий из углеродистых нелегированных и легированных сталей — по ГОСТ 25556. 9© Standards Publishing, 1987
© Стандартинформ, 2006
2.2.3. Механические свойства гаек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.5.
2.2.4. Механические свойства болтов, винтов, шпилек и гаек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также рекомендуемых марок стали — по табл. 1 и 2.
2.2.5. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также рекомендуемые марки сплавов — по табл. 3 и 4.
2.2.6. Допускается изготовление болтов, винтов, шпилек и гаек из материалов и сплавов, не предусмотренных табл. 1-4. При этом их механические свойства должны быть не ниже указанных для соответствующих групп.
2.2.7. По требованию потребителя латунный крепеж, изготовленный холодной высадкой, должен быть подвергнут термической обработке для снятия внутренних напряжений.
2.3. Покрытия
2.3.1. Болты, винты, шпильки и гайки должны быть изготовлены с одним из видов покрытий по табл. 5 или без покрытия.
Допускается применение других видов покрытий — по ГОСТ 9.303.
2.3.2. Выбор толщины покрытия — по ГОСТ 9.303.
2.3.3. Технические требования к покрытиям — по ГОСТ 9.301.
Таблица 1
Механические свойства болтов, винтов и шпилек из коррозионностойких, жаропрочных, жаропрочных и жаропрочных сталей при нормальной температуре
Условный обозначение | Предел прочности при растяжении, Н/мм 2 | текучесть, | вязкость | Напряжение испытательной нагрузки о р, Н/мм 2 | |||
удлинение | Обозначение стандарт | ||||||
правила устал | |||||||
13С11Н2В2МФ | |||||||
25X1МФ; 25С2М1Ф 20С1М1Ф1ТР | |||||||
таблица 2
Механические свойства гаек из коррозионностойких, жаростойких, жаростойких и жаропрочных сталей
при нормальной температуре
Символ | |||
Стандартное обозначение | |||
12Х18х20Т, 12Х18Н9Т 10Х17х23М2Т 10Х17х23М3Т 06Х38МДТ | |||
13С11Н2В2МФ | |||
25х2МФ, 25х3М1Ф, 20х2М1Ф1ТР | |||
Таблица 3
Механические свойства болтов, винтов, шпилек из цветных сплавов при нормальной температуре
Условный обозначение | Прочность на растяжение a b, Н/мм 2 | Предел текучести, т Н/мм 2 | Относительное удлинение 6 5 , % | Твердость по Бринеллю HB | Марка материала или сплава | Обозначение стандарт |
Не регулируется | ||||||
Не регулируется | Латунь L63, | ГОСТ 15527 ГОСТ 12920 | ||||
Латунь LS59-1 антимагнитная Латунь L63 антимагнитная | ||||||
Не регулируется | Бронза Бр. | |||||
Д1, Д1П, Д16, Д16П | ||||||
Таблица 4
Механические свойства гаек из цветных сплавов при нормальной температуре
Символ группы | Напряжение испытательной нагрузки ar, Н/мм 2 , не менее | Марка материала или сплава | Стандартное обозначение |
АМг5П, АМг5 | |||
Латунь LS59-1, L63 | |||
Латунь L63 антимагнитная Латунь LS59-1 антимагнитный | |||
Бронза Бр. АМц 9-2 | |||
Д1, Д1П, Д16, Д16П |
Таблица 5
Тип покрытия | Обозначение покрытия | |
по ГОСТ 9. | цифровой | |
Цинк, хромированный | ||
Кадмий хромированный | ||
Многослойный: медно-никелевый | ||
Многослойный: медь-никель-хром | ||
Оксид, пропитанный маслом | Хим. Ok. прм | |
Фосфат, пропитанный маслом | Хим. Фос. прм | |
Олово | ||
Цинк | ||
Оксид, наполненный хроматами | Ан. Ok. номер | |
Оксид из кислых растворов | ||
Серебро | ||
Никель | ||
2. 4. Маркировка
2.4.1. Общие правила маркировки
2.4.1.1. Болты с шестигранной головкой, винты с цилиндрической головкой и внутренним шестигранником под ключ, шпильки с шестигранной головкой и гайки должны маркироваться знаком класса прочности (или группы материала) и клеймом (торговым знаком) изготовителя, а изделия с лево- ручная резьба дополнительно с отметкой левой резьбы.
Обязательной маркировке подлежат:
болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8, 9.8, 10.9, 12.9;
Винты и шпильки с шестигранной головкой классов прочности 8.8, 9.8, 10.9, 12.9;
гайки классов прочности 05, 8, 9, 10, 12.
(Пересмотренная редакция, Ред. № 1).
2.4.1.2. Изделия, не указанные в п. 2.4.1.1 и неуказанных классов прочности, а также изделия, изготовленные резанием, маркируют по согласованию изготовителя с потребителем.
2.4.1.3. Маркировочные метки могут быть приподняты или утоплены.
2.4.1.4. При обозначении классов прочности допускается не ставить точку, разделяющую первую и вторую цифры знака класса прочности.
При применении низкоуглеродистых мартенситных сталей для изделий класса прочности 10.9 знак класса прочности должен быть подчеркнут: 10,9 или 109.
(Пересмотренная редакция, испр. № 1).
2.4.1.5. Размеры маркировочных знаков устанавливаются изготовителем.
2.4.2. Маркировка болтов с шестигранной головкой и винтов с внутренним шестигранником с помощью торцевого шестигранного ключа
2.4.2.1. Болты и винты с диаметром резьбы d > 6 мм подлежат маркировке.
2.4.2.2. Маркировочные метки наносят на торцевую или боковую поверхность болта или головки винта (рис. 1). Знаки на боковой поверхности головки должны быть утоплены.
Производители печатей
2.4.2.3. При маркировке выпуклыми знаками допускается увеличивать максимальную высоту головки болта или винта на:
0,1 мм — для изделий с диаметром резьбы d
0,2 мм » » » » 8 мм
0,3 мм » » » » d > 12 мм.
2.4.3. Маркировка шпилек
2.4.3.1. Шпильки с диаметром резьбы d > 12 мм подлежат маркировке. Допускается маркировка шпилек с диаметром резьбы d > 8 мм заменяющими знаками:
2.4.3.2. Маркировочные метки наносят на торец гайки шпильки.
2.4.4. Маркировка шестигранной гайки
2.4.4.1. Гайки с диаметром резьбы d > 6 мм подлежат маркировке.
2.4.4.2. Маркировочные метки наносятся на одну из торцевых поверхностей. В технически обоснованных случаях допускается нанесение маркировки на боковые поверхности гаек (рис. 2). Знаки должны быть глубокими.
2.4.4.3. Допускается использование циферблата
с маркировкой гайки
(рис. 3). При этом маркировку наносят на фаски выпуклыми или заглубленными метками или на торцевую поверхность заглубленными метками. Черт. 2
Клеймо производителя
2.4.5. Маркировка болтов, шпилек и гаек с левой резьбой
2.4.5.1. Знаком левой резьбы является стрелка, указывающая направление ввинчивания болтов, шпилек и навинчивания гаек.
2. 4.5.2. Знак левой резьбы наносится на торцевую поверхность головки болта, на одну из торцевых поверхностей гайки (рис. 4а), на торец гайки с торца шпильки. В технически обоснованных случаях допускается нанесение метки левой резьбы на боковые поверхности головок гаек и болтов (рис. 46). При этом знаки должны быть углубленными.
2.4.5.3. Знак левой резьбы для болтов и гаек можно заменить насечками на ребрах шестигранников (рис. 4в).
3. ПРИЕМКА
3.1. Правила приемки болтов, винтов, шпилек и гаек — по ГОСТ 17769.
3.2. Каждая партия крепежных изделий должна сопровождаться документом о качестве с указанием:
наименование или товарный знак производителя; символ продукта; перечень и результаты испытаний; масса нетто партии;
Средства временной антикоррозионной защиты и защиты на период.
Примечания: 1. Допускается ставить документ о качестве продукции в тару или конвейер, обеспечивая ее сохранность при транспортировании.
2. До 01.01.92 г. обязательными испытаниями были:
по ГОСТ 1759.4 для классов прочности 8.8-12.9 определение предела прочности при растяжении и определение ударной вязкости; для классов прочности 4,8; 5,8; 6.8 испытание на прочность соединения головки со стержнем;
по ГОСТ 1759.5 для классов прочности 8-12 испытание пробной нагрузкой.
Другие испытания проводятся по требованию потребителя.
(пересмотренное издание, ред. № 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Внешний вид болтов, винтов, шпилек и гаек следует проверять без применения увеличительных приборов.
Допускается в спорных случаях использовать лупу с увеличением 2,5-3х.
4.2. Контроль поверхностных дефектов болтов, винтов и шпилек — по ГОСТ 1759.2.
4.3. Контроль поверхностных дефектов гаек — по ГОСТ 1759..3.
4.4. Контроль размеров болтов, винтов, шпилек и гаек — по ГОСТ 1759.1.
4.5. Притупление углов квадратной головки следует проверять в контрольной матрице с квадратным отверстием, выполненным по 1-й строке ГОСТ 16030. Шайба плоская с отверстием диаметром больше диаметра описываемой окружности головки а под головку болта установить толщину 0,5 высоты головки.
Проворачивание головки в отверстии контрольной втулки или шаблона не допускается.
4.6. Шероховатость поверхности болтов, винтов, шпилек и гаек следует проверять сравнением с образцами шероховатости по ГОСТ 9378.
Допускается контролировать шероховатость поверхности с помощью измерительных приборов.
Шероховатость поверхности изделий, изготовленных методом холодной штамповки, и шероховатость торца стержней, кроме установочных винтов, не контролируют.
4.7. Шероховатость резьбы болтов, винтов и шпилек необходимо проверять на боковых поверхностях профиля.
Шероховатость резьбы, полученной накаткой, и шероховатость резьбы гайки не контролируются и должны быть обеспечены технологией изготовления и инструментом.
4.8. Методы проверки качества и толщины покрытий — по ГОСТ 9.302.
4.9. Методы испытаний и программы испытаний болтов, винтов и шпилек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759. 4.
4.10. Испытание болтов, винтов и шпилек из коррозионностойких, жаростойких, жаростойких и жаропрочных сталей, а также цветных сплавов следует проводить по требованию потребителя в соответствии с табл. 6 по методике ГОСТ 1759.4.
Стол 6
Механический характеристики | Тип испытаний | Группы материалов | ||||
22, 23, 24, 25, 26 | ||||||
Временный | Тест для | |||||
сопротивление | растяжение | |||||
Предел текучести | Тест для | |||||
растяжение | ||||||
Родственник | Тест для | |||||
удлинение | растяжение | |||||
Твердость | Измерение | |||||
по Бринеллю | твердость | |||||
ударная вязкость | ударное испытание | |||||
ВЯЗКОСТЬ | ||||||
0 — для болтов, винтов и шпилек с резьбой d3d;
х — для болтов, винтов и шпилек с резьбой d > М 5 и длиной > 3d.
Разрывные нагрузки приведены в приложении 2, испытательные нагрузки — в приложении 4.
Другие испытания болтов, винтов и шпилек подлежат согласованию между изготовителем и потребителем.
(пересмотренное издание, ред. № 1).
4.11. Методы испытаний гаек из углеродистых нелегированных и легированных сталей — по ГОСТ 1759.5.
4.12. Испытание гаек из коррозионно-стойких, жаростойких, жаростойких и жаропрочных сталей, а также гаек из цветных сплавов испытательной нагрузкой следует проводить по требованию потребителя по ГОСТ 1759 г..5 метод.
Испытательные нагрузки приведены в Приложении 3.
4.13. При изготовлении болтов, винтов и шпилек резанием без последующей термической обработки допускается испытание механических свойств на исходном металле или образцах, изготовленных из него.
5. ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
Временная антикоррозионная защита изделий, упаковка, маркировка тары, транспортирование и хранение — по ГОСТ 18160.
Условные обозначения болтов, винтов, шпилек и гаек.
Обозначение болтов, винтов, шпилек и гаек следует записывать по следующей схеме:
I-| |-| |-| |-| х □ □ _□ х □ □ □ □ □ Номер стандарта ГОСТ
Наименование изделия
Примеры условных обозначений крепежных изделий.
Винт — по ГОСТ 17473, класс точности А, исполнение 2, диаметр резьбы d = 12 мм с мелким шагом резьбы, допуск резьбы 6е, длина / = 60, класс прочности 5,8, из спокойной стали с цинковым покрытием толщиной 9 мкм , хроматированный
Винт А2М12х 1,25-beh60,58. С.019 ГОСТ 17473-80
Гайка — по ГОСТ 5916 исполнение 2, диаметр резьбы d = 12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класс прочности 05, из стали марки 40Х, с цинковым покрытием толщиной 6 мкм, хромированные
Гайка 2М12xl,25LH-6H.05.40X.016ГОСТ5916-70
шаг резьбы, правая резьба, без покрытия, а также параметры, однозначно определяемые стандартами на продукцию;
класс точности В, если стандарт на конкретный крепежный элемент предусматривает 2 класса точности (А и В).
2. В случае применения покрытия, не предусмотренного настоящим стандартом, его обозначение указывают по ГОСТ 9.306.
ПРИЛОЖЕНИЕ 2 Обязательно
Таблица 7
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с большим шагом резьбы
Номинальный диаметр резьбы, d, мм | Шаг резьбы Р, мм | Номинальное сечение Ag, мм 2 | |||||||||
Таблица 8
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
Шаг резьбы Р, мм | Минимальная разрывная нагрузка, Н, для обозначений групп | ||||||||||
ПРИЛОЖЕНИЕ 3 Обязательное
Расчетная нагрузка для гаек высотой t > 0,8 d с крупным шагом резьбы
Таблица 9
Номинальный диаметр резьбы d, мм | Шаг резьбы Р, мм | ||||||||||
Продолжение таблицы. девять
Номинальный диаметр резьбы d, мм | Шаг резьбы Р, мм | Площадь поперечного сечения оправки D, мм 2 | Пробная нагрузка, Н, для обозначений групп | ||||||||
Таблица 10
Пробные нагрузки для гаек высотой м > 0,8 (1 с мелким шагом резьбы
Номинальный диаметр резьбы d, мм | Шаг резьбы Р, мм | Оправки D, мм 2 | Пробная нагрузка, Н, для обозначений групп | ||||||||
ПРИЛОЖЕНИЕ 4 Обязательное
Таблица 11
Пробные нагрузки для болтов, винтов и шпилек с большим шагом резьбы
Номинальный диаметр резьбы d, мм | Шаг резьбы Р, мм | Номинальная площадь поперечного сечения A „ 2 | Пробная нагрузка, Н, для обозначений групп | ||||
Таблица 12
Пробные нагрузки для болтов, винтов и шпилек с мелким шагом резьбы
Номинальный диаметр резьбы d, мм | Шаг резьбы Р, мм | Номинальное сечение А„ | Пробная нагрузка, Н, для обозначений групп | ||||
ПРИЛОЖЕНИЕ 5 Обязательное
1. Фаска на опорной поверхности болтов — под углом не более 15° (рис. 5).
2. Притупление ребер шестигранника или квадрата к опорной поверхности или торцу головки болта и к опорной поверхности гайки не более 0,25 высоты головки болта или гайки (рис. 6).
S — размер под ключ
3. Скругление краев шестиугольника или квадрата не должно отображать диаметр описанной окружности за пределы наименьшего предельного размера.
4. Скругление головной части болтов и винтов с потайной и полупотайной головкой и кромок болтов и винтов с полукруглой и цилиндрической головкой не должно принимать диаметр головок за наименьший предельный размер.
5. Допускается подпрессовка в виде среза вершины полукруглой, сферической и полупотайной головок, если диаметр участка среза не превышает 30 % номинального диаметра головки для класса точности А 40 % от номинального диаметра головки для классов точности В и С.
При недопрессовке высота головки не должна превышать наименьший предельный размер.
6. Наклон образующей головки не более 5° и сфера на верхнем конце головки не должна уводить высоту цилиндрической головки за пределы наибольшего предельного размера (рис. 7).
7. Уменьшение минимального диаметра головки в направлении шлица не должно превышать:
0,3 мм — для винтов с диаметром резьбы до 2 мм;
0,6 мм — для винтов с диаметром резьбы от 2 мм до 6 мм;
0,8 мм — для винтов с диаметром резьбы более 6 мм.
8. Уменьшение минимального диаметра полукруглых и потайных головок в направлении усов или ребер квадратной шейки не должно превышать:
0,6 мм — для болтов с диаметром головки до 30 мм;
0,8 мм — для болтов с диаметром головки более 30 мм.
9. Затупление углов головки каретки не должно приводить к проворачиванию болтов в плашке управления.
10. Утолщение по диаметру стержня под головку болтов и шурупов. Для изделий классов точности А и В, не более:
0,05 мм на длину 5 мм, диаметр резьбы до 16 мм;
0,1 мм на длине 8 мм, диаметр резьбы от 16 до 27 мм;
0,2 мм на длине 10 мм, диаметр резьбы более 27 мм.
Для изделий класса точности С не более предельных отклонений в поле допуска + JT14 на длине двух номинальных диаметров резьбы.
11. Косой срез стержня (рис. 8) шириной не более:
один шаг резьбы — для классов точности А и В;
два шага резьбы — для класса точности С.
12. Зенковки отверстий под шплинты — диаметром не более 1,5 диаметров отверстия.
13. Уклон стенок паза (угол а — рис. 9) не более:
3° — для класса точности А;
5° — для классов точности В и С.
14. На торце головки и штока допускается центральное отверстие.
15. Допускается отсутствие торцевой фаски на изделиях класса точности С с накатанной резьбой и на стержнях винтов классов точности А и В с накатанной резьбой.
По согласованию потребителя с изготовителем допускается отсутствие торцевой фаски на стержнях болтов и шпилек классов точности А и В с накатанной резьбой.
16. Допускается закругление верхнего конца головки вместо фаски для болтов с углублением в головке.
17. Вогнутость дна шлицев в направлении его длины с кривизной, соответствующей радиусу стандартной шлицевой или канавочной фрезы, а также выпуклость радиусом не менее 9допускается 0 мм — для винтов с диаметром резьбы до 12 мм и не менее 150 мм — для винтов с диаметром резьбы более 12 мм.
18. Наличие кратеров гаек в резьбе (при изготовлении накатной резьбы) не должно уводить размеры резьбы за пределы предельных отклонений.
Гайки ASTM A194 класса 7, шайба SA 194 класса 7, тяжелые шестигранные гайки класса 71078
Спецификация Гайки класса 7 ASTM A194 используются в приложениях, требующих хороших характеристик в условиях высокой температуры или высокого давления. Крепеж этой спецификации также может использоваться в тех случаях, когда требуется высокая производительность как в условиях высокой температуры, так и высокого давления.
Шайба ASTM A194, класс 7
Гайки ASTM A194, класс 7
ASTM A194, класс 7 Тяжелые шестигранные гайки
Содержание
- Спецификация гаек A194 Grade 7
- Прайс-лист на гайки ASTM A194 Grade 7
- ASTM A194 класс 7 размеры
- Размеры тяжелой шестигранной гайки ASTM A194 класса 7
- Таблица размеров ASTM A194 Gr 7 Гайка
- Гайки ASTM A194, класс 7, тип
- Шайбы ASTM A194 класса 7, типы
- A194, эквивалент класса 7
- Другие типы гаек ASTM A194 Grade 7
- ASTM A194 класс 7, состав
- Механические свойства ASTM A194 Grade 7
- Применение гаек A194 класса 7
Гайки Sa 194 Grade 7 Стандартные спецификации охватывают тяжелые шестигранные гайки из легированной стали, подвергнутые закалке и отпуску. Эти застежки могут быть изготовлены из различных сплавов, которые могут быть либо на основе среднего углерода, либо из нержавеющей стали. Нержавеющие стали, охватываемые этой маркой, относятся как к мартенситным, так и к аустенитным классам нержавеющей стали.
Гайки ASTM A194 Gr 7 Спецификация Может быть изготовлена горячей штамповкой или холодной штамповкой. Номинальный размер стандартных шестигранных гаек A194 Gr 7 находится в диапазоне от ¼” до 4”, а метрический размер находится в диапазоне от M6 до M100. Крепеж, изготовленный в соответствии с этой спецификацией, закален при температуре 1100 °F и имеет расчетную прочность под нагрузкой 175 Ksi.
Значение твердости по Роквеллу для гаек ASTM A194 Grade 7 составляет минимум C24 и максимум C38, а твердость по Бринеллю находится в диапазоне от 248 до 327.
Спецификация гаек ASTM A194 Grade 7
Размеры | АСМЭ Б18. |
|---|---|
Происхождение расплава | Южная Америка/Восточная Европа/Япония/Корея/ |
Происхождение продукта | Сделано в Индии |
Конфигурация резьбы | ASME B1.1 2A/3A дюймовая унифицированная резьба и B1.13M 6h метрическая крупная резьба |
Сертификация | Двойная сертификация в соответствии с кодами ASTM и ASME |
Дополнительные сертификаты | Сертифицировано PED 97/23/EC, сертифицировано Merkblatt AD 2000 W2 |
Обязательные требования | Без ртути и радиоактивного загрязнения |
Дополнительные требования | Соответствие NACE MR0103 / MR0175 / ISO 15156 |
Стандарты | Обозначение |
|---|---|
ASTM | A194 класс 7: нержавеющая сталь 410, закаленная и отпущенная. |
Прейскурант гаек ASTM A194 класса 7
Гайки ASTM A194 класса 7 | Цена |
с черным маслом ASTM A194 GR.7 Тяжелая шестигранная гайка | 0,01–0,02 долл. США / шт. |
Цена по прейскуранту завода-изготовителя ASTM A194 класс 7 тяжелая шестигранная гайка | 0,20–20,00 долларов США / шт. |
ANSI/ASME ASTM A194 Gr 7 Шестигранная тяжелая конструкционная гайка | 0,012–0,05 долл. США / шт. |
Шестигранная гайка ASTM DIN914 A194 класс 7 класса 4,8 8,8 | 0,01–2,00 долл. |
В наличии Болт с шестигранной головкой ASTM A194 GR 7 | 0,01–1,00 долл. США / шт. |
Шестигранная гайка A194 класс 7 по стандарту B18.2.2 | 0,01–3,00 долл. США / шт. |
astm a194 gr 7 тяжелая двойная шестигранная гайка m74 | 0,971–1,44 долл. США/килограмм |
Крупнейший в Индии производитель шестигранных гаек ASME SA 194 Gr 7, A194 Grade 7 Материал в Мумбаи, Индия
Размеры шестигранных гаек ASME SA 194 класса 70011
**Все размеры указаны в миллиметрах**
Номинальный размер или основной диаметр основной резьбы | Ф | Г | Н | ||||||
Ширина | Ширина | Толщина | |||||||
Базовый | Макс. | Мин. | Макс. | Мин. | Базовый | Макс. | Мин. | ||
1/4 | .2500 | 7/16 | .438 | .428 | .505 | .488 | 7/32 | .226 | .212 |
5/16 | .3125 | 1/2 | .500 | .489 | .577 | .557 | 17/64 | .273 | .258 |
3/8 | .3750 | 9/16 | .562 | .551 | .650 | . | 21/64 | .337 | .479 |
7/16 | .4375 | 16.11 | .688 | .675 | .794 | .768 | 3/8 | .385 | .365 |
1/2 | .5000 | 3/4 | .750 | .736 | .866 | .840 | 7/16 | .448 | .427 |
9/16 | .5625 | 7/8 | .875 | .861 | 1.010 | .982 | 31/64 | .496 | .473 |
5/8 | .6250 | 15/16 | . | .922 | 1.083 | 1.051 | 35/64 | .559 | .535 |
3/4 | .7500 | 1-1/8 | 1,125 | 1.088 | 1,299 | 1.240 | 41/64 | .665 | .617 |
7/8 | .8750 | 1-5/16 | 1.312 | 1,269 | 1,516 | 1.447 | 3/4 | .776 | .724 |
1 | 1.0000 | 1-1/2 | 1.500 | 1.450 | 1,732 | 1,653 | 55/64 | .887 | .831 |
1-1/8 | 1. | 1-11/16 | 1,688 | 1,631 | 1,949 | 1,859 | 31/32 | .999 | .939 |
1-3/8 | 1.3750 | 2-1/16 | 2,062 | 1,994 | 2,382 | 2,273 | 1-11/64 | 1.206 | 1.138 |
1-1/2 | 1.500 | 2-1/4 | 2,250 | 2,175 | 2,598 | 2.480 | 1-9/32 | 1.АСТМ А194 ГР. 8 | 1,245 |
1-5/8 | 1.6250 | 2-7/16 | 2,438 | 2,356 | 2,815 | 2,686 | 1-25/64 | 1. | 1,353 |
1-3/4 | 1,7500 | 2-5/8 | 2,625 | 2,538 | 3.031 | 2,893 | 1-1/2 | 1,540 | 1.460 |
2 | 2.0000 | 3 | 3.000 | 2.900 | 3,464 | 3.306 | 1-23/32 | 1,763 | 1,675 |
2-1/4 | 2.2500 | 3-3/8 | 3,375 | 3,263 | 3,897 | 3,719 | 1-15/16 | 1,986 | 1.890 |
2-1/2 | 2,5000 | 3-3/4 | 3,750 | 3,625 | 4. | 4.133 | 2-5/32 | 2.209 | 2.105 |
2-3/4 | 2,7500 | 4-1/8 | 4.125 | 3,988 | 4,763 | 4,546 | 2-3/8 | 2.431 | 2,319 |
Размеры толстой шестигранной гайки класса 7 ASTM A194
Номинальный размер или основной диаметр основной резьбы | Ф | Г | Н | ||||||
Размер под ключ | Ширина по углам | Толщина | |||||||
Базовый | Макс. | Мин. | Макс. | Мин. | Базовый | Макс. | Мин. | ||
1/4 | .2500 | 1/2 | .500 | .488 | .577 | .556 | 15/64 | . | .218 |
5/16 | .3125 | 9/16 | .562 | .546 | .650 | .622 | 19/64 | .314 | .280 |
3/8 | .3750 | 16.11 | .688 | . | .794 | .763 | 23/64 | .377 | .341 |
7/16 | .4375 | 3/4 | .750 | .728 | .866 | .830 | 27/64 | .441 | .403 |
1/2 | . | 7/8 | .875 | .850 | 1.010 | .969 | 31/64 | .504 | .464 |
9/16 | .5625 | 15/16 | .938 | .909 | 1.083 | 1,037 | 35/64 | . | .526 |
5/8 | .6250 | 1-1/16 | 1,062 | 1.031 | 1.227 | 1,175 | 39/64 | .631 | .587 |
3/4 | .7500 | 1-1/4 | 1.250 | 1. | 1.443 | 1.382 | 47/64 | .758 | .710 |
7/8 | .8750 | 1-7/16 | 1.438 | 1.394 | 1.660 | 1,589 | 55/64 | .885 | .833 |
1 | 1. | 1-5/8 | 1,325 | 1,575 | 1,876 | 1,796 | 63/64 | 1.012 | .956 |
1-1/8 | 1.1250 | 1-13/16 | 1,812 | 1,756 | 2,093 | 2.002 | 1-7/64 | 1. | 1.079 |
1-1/4 | 1.2500 | 2 | 2.000 | 1,938 | 2.309 | 2.209 | 1-7/32 | 1.251 | 1.187 |
1-3/8 | 1.3750 | 2-3/16 | 2,188 | 2. | 2,526 | 2.416 | 1-11/32 | 1,378 | 1.460 |
1-1/2 | 1,5000 | 2-3/8 | 2,375 | 2.300 | 2,742 | 2,622 | 1-15/32 | 1,505 | 1.433 |
1-5/8 | 1. | 2-9/16 | 2,562 | 2.481 | 2,959 | 2,828 | 1-19/32 | 1,632 | 1,556 |
1-3/4 | 1,7500 | 2-3/4 | 2,750 | 2,662 | 3,175 | 3,035 | 1-23/32 | 1,759 | 1,679 |
2 | 2. | 3-1/8 | 3,125 | 3,025 | 3,608 | 3,449 | 1-31/32 | 2.013 | 1,925 |
2-1/4 | 2.2500 | 3-1/2 | 3.500 | 3.388 | 4.041 | 3,862 | 2-13/64 | 2,251 | 2,155 |
2-1/2 | 2,5000 | 3-7/8 | 3,875 | 3,750 | 4. | 4,275 | 2-29/64 | 2,505 | 2.401 |
2-3/4 | 2,7500 | 4-1/4 | 4.250 | 4.112 | 4.907 | 4,688 | 2-45/64 | 2,759 | 2,647 |
3 | 3. | 4-5/8 | 4,625 | 4,475 | 5.340 | 5.102 | 2-61/64 | 3.013 | 2,893 |
3-1/4 | 3.2500 | 5 | 5.000 | 4,838 | 5,774 | 5.515 | 3-3/16 | 3,252 | 3. |
3-1/2 | 3,5000 | 5-3/8 | 5.375 | 5.200 | 6.207 | 5,928 | 3-7/16 | 3,506 | 3.370 |
3-3/4 | 3,7500 | 5-3/4 | 5.750 | 5,562 | 6. | 6.341 | 3-11/16 | 3,670 | 3,616 |
4 | 4.0000 | 6-1/8 | 6.125 | 5,925 | 7.073 | 6,755 | 3-15/16 | 4.014 | 3,862 |
Таблица размеров ASTM A194 Gr 7 Гайка
Размер гайки | Диаметр* | Высота | ||
|---|---|---|---|---|
Шестигранная гайка | Контргайка | Гайка с нейлоком | ||
2 | 4 | 1,6 | 1,2 | — |
2,5 | 5 | 2 | 1,6 | — |
3 | 5,5 | 2,4 | 1,8 | 4 |
4 | 7 | 3. | 2,2 | 5 |
5 | 8 | 4 | 2,7 | 5 |
6 | 10 | 5 | 3,2 | 6 |
7 | 11 | 5,5 | 3,5 | — |
8 | 13 | 6,5 | 4 | 8 |
10 | 17 | 8 | 5 | 10 |
12 | 19 | 10 | 6 | 12 |
14 | 22 | 11 | 7 | 14 |
16 | 24 | 13 | 8 | 16 |
18 | 27 | 15 | 9 | 18,5 |
20 | 30 | 16 | 10 | 20 |
* Это диаметр граней. | ||||
Типы гаек ASTM A194 Grade 7
A194 Grade 7 Орехи Acorn
ASTM A194 Класс 7 T Гайки
Зубчатые фланцевые гайки Gr.7
ASTM A194 Класс 7 Гайки Nyloc
SA194 Класс 7
Крыльчатые гайки
А194 гайки для панелей класса 7
A194 Класс 7
Соединительные гайки
ASME SA194 Купольные гайки класса 7
Квадратные гайки A194 класса 7
Гайки с шестигранной головкой ASTM A194 Grade 7
Шестигранные гайки A194 класса 7
Гайки с проушиной ASME SA194, класс 7
Тяжелые шестигранные гайки SA194 класса 7
ASTM A194 Gr 7 Стопорная гайка
Gr 7 Самоконтрящиеся гайки
Гайки с нейлоновой вставкой Gr. 7
ASTM A194, класс 7, шайбы, типы
SA194, класс 7, кольцевые шайбы
A194 гр. 7 раздельных шайб
ASTM A194 гр. 7 плоских шайб
Звездообразные шайбы SA194 класса 7
ASTM A194 Grade 7 Шайбы стыковочные
ASTM A194 класс 7
Шайбы Бельвиль
Gr 7 Шайба крыла
ASTM A194 класс 7
Потайная чистовая шайба
Квадратные шайбы ASTM A194 Grade 7
Пружинные шайбы A194 класса 7
A194 гр. 7 стопорных шайб
Сферические шайбы ASME SA194 класса 7
A194 класс 7 эквивалент
|
|
Другие типы гаек ASTM A194 класса 7
ASTM A194 Gr 7 Nylock Вставная гайка 6 | ASTM A194 Гайки класса 7 |
ASTM A194 Класс 7 Фланцевые гайки | Шестигранная гайка A194 класса 7 |
ASTM A 194 Поставщик соединительных гаек | Квадратная гайка ASTM A194 |
Стопорная гайка из нержавеющей стали гр. | Распределитель тяжелых шестигранных гаек из нержавеющей стали Gr.7 |
Одобрено ISO ASTM A194 Гайка с проушиной | ASTM A 194 Gr.7 Гайки Производитель |
Поставщик Т-образных гаек из нержавеющей стали Gr.7 | ASTM A 194 Gr.7 Купольная гайка |
Шестигранные гайки ASTM A 194 | A194 Класс 7 Т Бут |
ASTM A 194 Gr.7 Тяжелые шестигранные гайки | ASTM A194 Поставщик стопорных гаек |
SA194 Экспортер орехов | Панельные гайки из нержавеющей стали Gr.7 Производитель |
ASTM A 194 Gr.7 Стопорные гайки Экспортер | Панельные гайки группы 7 |
Крыльчатые гайки из нержавеющей стали гр. | Гайка панели ASTM A194 класс 7 |
ASTM A194 класс 7 температура | Шайба из нержавеющей стали, класс 7 |
Орех желудь гр.7 |
Химический состав гаек SA194 Grade 7
A194 Класс 7
Процент
%
С.
0,37-0,49%
Мн.
0,65-1,10%
Си.
0,15-0,35%
стр.
0,035%.
С.
0,04%
Кр.
0,75-1,2%
Ni.
