Пайка оловом латуни: Пайка латуни – делаем неразъемное соединение в условиях дома + видео
Содержание
Кислота паяльная для пайки стали, меди, латуни, бронзы 1 л
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.

При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления.
 Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C. - По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.

- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Флюсы подбираются в зависимости от химического состава латуни.
Читать также: Самодельный адаптер к мотоблоку видео
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия.
Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Специфика работы с латунью
Сами латунные припои внешне напоминают обычный проволочный пруток, изготавливаемый из специальных тугоплавких сплавов.
При условии овладения всеми особенностями процесса соединения металлов, а также при наличии подходящих расходных материалов овладеть техникой пайки латунью в домашних условиях – вполне выполнимая задача.
В бытовой обстановке для этих целей может применяться обычная газовая горелка, питающаяся от баллона с пропаном. Паяльником расплавить латунный материал не получится.
Однако перед началом работ следует внимательно изучить все особенности процесса пайки латунью.
Специфика пайки состоит в необходимости применения расходного материала, точка плавления которого несколько ниже, чем тот же показатель для соединяемых металлических изделий.
При выполнении этого условия, являющегося обязательным для формирования надёжного неразъемного соединения, любой желающий сможет спаивать разнородные по своей структуре металлы.
В процессе проведения работ в зазор между заготовками засыпается припой для пайки, нарезанный до состояния мелкой стружки. И лишь после этого можно будет приступать к прогреву посредством газовой горелки (в её отсутствии можно воспользоваться паяльной лампой).
Не допускается путать пайку металла с близким ей по технике сварочным процессом, при котором расплаву подлежат обе сочленяемые заготовки.
Со схематическим представлением технологического процесса, при котором в качестве расходного материала используется латунная проволока, можно ознакомиться на фото.
Прямым следствием рассмотренных особенностей пайки латунным или оловянным припоем является возможность соединения небольших по размеру металлических деталей, которые в процессе обработки не будут сильно перегреваться.
На этом же принципе основаны технологии пайки заготовок из стали, при работе с которыми к латунному припою добавляются специальные активные добавки (флюсы). Последние существенно упрощают процесс соединения изделий за счёт повышения температуры в рабочей зоне и лучшего растекания расплава.
Пайка латуни в Санкт-Петербурге: 173-товара: бесплатная доставка, скидка-58% [перейти]
Партнерская программаПомощь
Санкт-Петербург
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Продукты и напитки
Продукты и напитки
Детские товары
Детские товары
Текстиль и кожа
Текстиль и кожа
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Пайка латуни
флюс для бронзы, латуни, меди флакон 30 мл пластик с капельницей Тип: флюс
В МАГАЗИН
за 1-2 часа, курьером
Еще цены и похожие товары
511
594
Проволока латунная 0,25 мм на катушке 50 м / латунь Л63 (Л-63) для пайки, сварки, припоев, сварочных работ, дизайна, декора, hand-made
В МАГАЗИНЕще цены и похожие товары
796
844
Латунная проволока 1,0 мм в бухте 5м, мягкая, Латунь — Л63, для пайки и сварки, авиа, кораблестроение, автомобилестроение. припоев, декоративные элементы дизайна, муфты, бус, бисера, рукоделия. Россия
припоев, декоративные элементы дизайна, муфты, бус, бисера, рукоделия. Россия
В МАГАЗИНЕще цены и похожие товары
900
1080
Латунная проволока ПРИПОЙ 2,0 мм в бухте 5 м. ЛК62-0,5 Латунь для пайки и сварки кораблестроение, автомобилестроение припоев декоративные элементы дизайна
В МАГАЗИНЕще цены и похожие товары
 ru/listpreview/idata2/43/2b/432ba9fb8d0fecc8d33541ab78c6b3f8.jpg»>
ru/listpreview/idata2/43/2b/432ba9fb8d0fecc8d33541ab78c6b3f8.jpg»>
416
500
Латунная проволока 1,5 мм в бухте 1м, мягкая, Латунь — Л63, для пайки и сварки кораблестроение, автомобилестроение припоев декоративные элементы дизайна
В МАГАЗИНЕще цены и похожие товары
2 364
2837
Латунная проволока 1,5 мм в бухте 25м, мягкая, Латунь — Л63, для пайки и сварки кораблестроение, автомобилестроение припоев декоративные элементы дизайна
В МАГАЗИНЕще цены и похожие товары
411
690
Латунная проволока 1,0 мм в бухте 1м, мягкая, Латунь — Л63, для пайки и сварки, авиа, кораблестроение, автомобилестроение. припоев, декоративные элементы дизайна, муфты, бус, бисера, рукоделия. Россия
припоев, декоративные элементы дизайна, муфты, бус, бисера, рукоделия. Россия
В МАГАЗИНЕще цены и похожие товары
Олово для пайки, 1 шт, серебристый, припой для пайки алюминия, стержень, 22 см Олово для пайки в фор
ПОДРОБНЕЕЕще цены и похожие товары
500
600
Латунная проволока ПРИПОЙ 2,0 мм в бухте 1 м. ЛК62-0,5 Латунь для пайки и сварки кораблестроение, автомобилестроение припоев декоративные элементы дизайна
ЛК62-0,5 Латунь для пайки и сварки кораблестроение, автомобилестроение припоев декоративные элементы дизайна
В МАГАЗИНЕще цены и похожие товары
768
922
Латунная проволока 1,5 мм в бухте 5м, мягкая, Латунь — Л63, для пайки и сварки кораблестроение, автомобилестроение припоев декоративные элементы дизайна
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/4809526/img_id4035981537456715800.jpeg/300×300″>
mds.yandex.net/get-mpic/4809526/img_id4035981537456715800.jpeg/300×300″>
Латунная проволока 0,8 мм в бухте 1м, мягкая, Латунь — Л63, для пайки и сварки, авиа, кораблестроение, автомобилестроение. Припоев
ПОДРОБНЕЕЕще цены и похожие товары
369
393
Латунная проволока 0,5 мм в катушке 10м, мягкая, Латунь — Л63, для пайки и сварки, авиа, кораблестроение, автомобилестроение. припоев, декоративные элементы дизайна, муфты, бус, бисера, рукоделия. Россия
В МАГАЗИНЕще цены и похожие товары
Стан / Латунная проволока припой 2,0 мм в бухте 50 м. ЛК62-0,5 Латунь для пайки и сварки, стан Тип:
ПОДРОБНЕЕЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>
Латунная проволока 1,0 мм в бухте 5м, мягкая, Латунь — Л63, для пайки и сварки, авиа, кораблестроение, автомобилестроение. Припоев
ПОДРОБНЕЕЕще цены и похожие товары
Латунный припой Castolin 146, диаметр 2мм упаковка 1кг без флюса, артикул 205392IT0201 Тип: припой,
ПОДРОБНЕЕЕще цены и похожие товары
Стан / Латунная проволока припой 2,0 мм в бухте 10 м. ЛК62-0,5 Латунь для пайки и сварки, стан Тип:
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/5226176/img_id2072464572705245398.jpeg/300×300″>
mds.yandex.net/get-mpic/5226176/img_id2072464572705245398.jpeg/300×300″>
Третья рука для пайки 2x, 5x, 16x, 90мм,75мм,37мм, бат 4АА, 18*28см
ПОДРОБНЕЕЕще цены и похожие товары
10 691
Стан / Латунная проволока припой 2,0 мм в бухте 10 м. ЛК62-0,5 Латунь для пайки и сварки, стан Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Проволока латунная 0,25 мм на катушке 50 м / латунь Л63 (Л-63) для пайки, сварки, припоев, сварочных работ, дизайна, декора, hand-made
ПОДРОБНЕЕЕще цены и похожие товары
 regmarkets.ru/listpreview/images3/39/c9/39c961c7fb0f0310dabc9d8be8a7bd4d.jpg»>
regmarkets.ru/listpreview/images3/39/c9/39c961c7fb0f0310dabc9d8be8a7bd4d.jpg»>
Припой латунный Castolin 18XFC CuZn 2,0мм 10шт Тип: припой, Производитель: Castolin Eutectic,
ПОДРОБНЕЕЕще цены и похожие товары
Латунная проволока припой 2,0 мм в бухте 1 м. ЛК62-0,5 Латунь для пайки и сварки, авиа, припоев, декоративные элементы дизайна, муфты диаметр: 2 мм, материал: латунь, длина: 100 см
ПОДРОБНЕЕЕще цены и похожие товары
393
700
Припой HARRIS медно-фосфорный, палка 16г 2 шт Для пайки кондиционеров, холодильников, меди и медных труб, латуни бронзы
В МАГАЗИНЕще цены и похожие товары
297
699
(2 шт в комплекте! ОРИГИНАЛ) HARRIS — 0 пруток 1. 3х3.2х250 мм (28-60), Припой медно-фосфорный. Для пайки кондиционеров, холодильников, меди и медных труб, латуни бронзы (У)
3х3.2х250 мм (28-60), Припой медно-фосфорный. Для пайки кондиционеров, холодильников, меди и медных труб, латуни бронзы (У)
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки REXANT, СКФ (спирто-канифольный), 500 мл, флакон флюс, 500 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
450
550
Solins Сплав «Розе» (олово 25%, свинец висмут 50%) для пайки и лужения печатных плат, алюминия, меди, латуни, никеля / Оловянный свинцовый припой легкоплавкий, гранулы 50 г
В МАГАЗИНЕще цены и похожие товары
819
890
Припой «HARRIS — 0» медно-фосфорный 4 шт. по 500 мм. Для пайки кондиционеров, холодильников, медных сплавов, латуни и бронзы.
по 500 мм. Для пайки кондиционеров, холодильников, медных сплавов, латуни и бронзы.
В МАГАЗИНЕще цены и похожие товары
Флюс для пайки REXANT, СКФ (спирто- канифольный), 100 мл, флакон флюс, 100 мл, жидкий
ПОДРОБНЕЕЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/c7/32/c732b14172d4083eadc6405611846ca1.jpg»>
regmarkets.ru/listpreview/idata2/c7/32/c732b14172d4083eadc6405611846ca1.jpg»>
440
480
Припой «HARRIS — 0» медно-фосфорный 2 шт. по 500 мм. Для пайки кондиционеров, холодильников, медных сплавов, латуни и бронзы.
В МАГАЗИНЕще цены и похожие товары
393
586
Припой паяльный медно фосфорный HARRIS — 0 / 2 шт по 250 мм Для пайки кондиционеров, холодильников, меди и медных труб, латуни бронзы
В МАГАЗИНЕще цены и похожие товары
(2 шт в комплекте! Оригинал) HARRIS — 0 пруток 1. 3х3.2х250 мм (28-60), Припой медно-фосфорный. Для пайки кондиционеров, холодильников, меди и медных труб, латуни и бронзы
3х3.2х250 мм (28-60), Припой медно-фосфорный. Для пайки кондиционеров, холодильников, меди и медных труб, латуни и бронзы
ПОДРОБНЕЕЕще цены и похожие товары
Припой HARRIS медно-фосфорный, палка 16г 2 шт Для пайки кондиционеров, холодильников, меди и медных труб, латуни и бронзы
ПОДРОБНЕЕЕще цены и похожие товары
Латунная проволока 1,0 мм в бухте 1м, мягкая, Латунь — Л63, для пайки и сварки, авиа, кораблестроение, автомобилестроение. припоев
ПОДРОБНЕЕЕще цены и похожие товары
Припой Castolin 5246 медно-фосфорный 0% 1 пруток (13,5гр) от 1 прутка (Розница) Для пайки меди, латуни Без флюса Castolin (EU) Медно-фосфорный
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-marketpic/6949574/pic17b170f2c1a76c2ead76eab9c4252f79/300×300″>
mds.yandex.net/get-marketpic/6949574/pic17b170f2c1a76c2ead76eab9c4252f79/300×300″> jpeg/300×300″>
jpeg/300×300″>
Латунная проволока 0,5 мм в катушке 50м, мягкая, Латунь — Л63, для пайки и сварки, авиа, кораблестроение, автомобилестроение. Припоев
ПОДРОБНЕЕЕще цены и похожие товары
Латунная проволока 1,5 мм в бухте 5м, мягкая, Латунь — Л63, для пайки и сварки, авиа, кораблестроение, автомобилестроение. припоев
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 24
Как паять латунь и алюминий
Несколько прекрасных способов пайки алюминия и дюрали в быту
Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.
Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?
Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:
Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:
Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.
При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:
Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.
Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Как паять алюминий оловом?
Как запаять алюминиевые предметы обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Материалы:
- припой 60/40;
- минеральное масло или вазелин;
- спирт.
Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.
Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
Как правильно паять алюминий
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.
Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.
Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3.
 Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром. - Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Припои — НПО СПЕЦСПЛАВ-РЕГИОН
Блог
 org/ListItem»>Главная
org/ListItem»>Главная- Блог
- Припои
Иннокентий
Блог
Просмотров: 1204
Припо́й — материал, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и другие. Существуют неметаллические припои. Срок службы припоя зависит от правильности технологии и окружающей среды в эксплуатации.
Припои бывают в виде гранул, прутков, проволоки, порошка, фольги и закладных деталей.
Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением. При пайке места соединения припой нагревают. Так как припой имеет температуру плавления значительно ниже, чем соединяемый металл (или металлы), то он плавится, в то время как основной металл остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
При пайке места соединения припой нагревают. Так как припой имеет температуру плавления значительно ниже, чем соединяемый металл (или металлы), то он плавится, в то время как основной металл остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учётом физико-химических свойств соединяемых металлов (например, по температуре плавления), требуемой механической прочности спая, его коррозионной устойчивости и стоимости. При пайке токоведущих частей необходимо учитывать удельную проводимость припоя. Жидкотекучесть низкотемпературных припоев даёт возможность паять изделия сложной формы.
Температурой плавления мягких припоев до 300 °C и имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500 МПа.
Мягкими припоями являются оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС 10) до 90 % (ПОС 90), остальное свинец. Проводимость этих припоев составляет 9—15 % чистой меди. Плавление этих припоев начинается при температуре 183 °C (температура плавления эвтектики системы олово-свинец) и заканчивается при следующих температурах (см. ликвидус):
ПОС 18 — 280 °C.
ПОС 25 — 260 °C.
ПОС 30 — 247 °C.
ПОС 40 — 238 °C
ПОС 61 — 191 °C
ПОС 90 — 220 °C
Припои ПОС 61 и ПОС 63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец. Кроме этих составов в качестве мягких припоев используются также:
- сурьмянистые припои (ПОССу), применяемые при пайке оцинкованных и цинковых изделий и повышенных требованиях к прочности паяного соединения,
- оловянно-свинцово-кадмиевые (ПОСК) для пайки деталей, чувствительных к перегреву и пайки выводов к конденсаторам и пьезокерамике,
- оловянно-цинковые (ОЦ) для пайки алюминия,
- бессвинцовые припои, содержащие наряду с оловом медь, серебро, висмут и др.
 металлы.
металлы.
ХИМИЧЕСКИЙ СОСТАВ ПРИПОЕВ ПО ГОСТ 19738-2015
|
Химический состав, %
| ||||||
|
Марка припоя
|
Код ОКП
|
Основные компоненты
| ||||
|
Олово
|
Сурьма
|
Кадмий
|
Медь
|
Свинец
| ||
|
Бессурьмянистые
| ||||||
|
ПОС 90
|
17 2311 1100 04
|
89-91
|
—
|
—
|
—
|
Остальное то же
|
|
ПОС 63
|
17 2312 0100
|
62,5-63,5
|
—
|
—
|
—
|
«
|
|
ПОС 61
|
17 2312 1100 10
|
59-61
|
—
|
—
|
—
|
«
|
|
ПОС 40
|
17 2314 1100 00
|
39-41
|
—
|
—
|
—
|
«
|
|
ПОС30
|
17 2321 1100 09
|
29-31
|
—
|
—
|
—
|
«
|
|
ПОС 10
|
17 2326 1100 06
|
9-10
|
—
|
—
|
—
|
«
|
|
ПОС 61М
|
17 2312 1200 07
|
59-61
|
—
|
—
|
1,2-2,0
|
«
|
|
ПОСК 50-18
|
17 2313 1200 02
|
49-51
|
—
|
17-19
|
—
|
«
|
|
ПОСК 2-18
|
17 2343 1100 09
|
1,8-2,3
|
—
|
17,5-18,5
|
—
|
«
|
|
Малосурьмянистые
| ||||||
|
ПОССу 61-0,5
|
17 2312 1400 01
|
59-61
|
—
|
—
|
—
|
Остальное то же
|
|
ПОССу 50-0,5
|
17 2313 1100 05
|
49-51
|
—
|
—
|
—
|
«
|
|
ПОССу 40-0,5
|
17 2314 1200 08
|
39-41
|
—
|
—
|
—
|
«
|
|
ПОССу 35-0,5
|
17 2315 1200 03
|
34-36
|
0,05-0,5
|
—
|
—
|
«
|
|
ПОССу 30-0,5
|
17 2321 1200 06
|
29-31
|
—
|
—
|
—
|
«
|
|
ПОССу 25-0,5
|
17 2322 1200 01
|
24-26
|
—
|
—
|
—
|
«
|
|
ПОССу 18-0,5
|
17 2323 1100 10
|
17-18
|
—
|
—
|
—
|
«
|
|
Сурьмянистые
| ||||||
|
ПОСу 95-5
|
17 2311 1200 01
|
Ост.
|
4,0-5,0
|
—
|
—
|
—
|
|
ПОССу 40-2
|
17 2314 1300 05
|
39-41
|
1,5-2,0
|
—
|
—
|
Остально то же
|
|
ПОССу 35-2
|
17 2315 1300 00
|
34-36
|
1,5-2,0
|
—
|
—
|
«
|
|
ПОССу 30-2
|
17 2321 1300 03
|
29-31
|
1,5-2,0
|
—
|
—
|
«
|
|
ПОССу 25-2
|
17 2322 1300 09
|
24-26
|
1,5-2,0
|
—
|
—
|
«
|
|
ПОССу 18-2
|
17 2323 1200 07
|
17-18
|
1,5-2,0
|
—
|
—
|
«
|
|
ПОССу 15-2
|
17 2324 1100 05
|
14-15
|
1,5-2,0
|
—
|
—
|
«
|
|
ПОССу 10-2
|
17 2326 1200 03
|
9-10
|
1,5-2,0
|
—
|
—
|
«
|
|
ПОССу 8-3
|
17 2326 1300 00
|
7-8
|
2,0-3,0
|
—
|
—
|
«
|
|
ПОССу 5-1
|
17 2327 1100 01
|
4-5
|
0,5-0,1
|
—
|
—
|
«
|
|
ПОССу 4-6
|
17 2327 1200 09
|
3-4
|
5,0-6,0
|
—
|
—
|
«
|
|
ПОССу 4-4
|
17 2327 1300 06
|
3-4
|
3,0-4,0
|
—
|
—
|
«
|

|
Массовая доля, %
| ||||||||||
|
Марка припоя
|
Примесей, не более
| |||||||||
|
Бессурьмянистые
| ||||||||||
|
Сурьма
|
Медь
|
Висмут
|
Мышьяк
|
Железо
|
Никель
|
Сера
|
Цинк
|
Аллюминий
|
Свинец
| |
|
ПОС 90
|
0,10
|
0,05
|
0,1
|
0,01
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОС 63
|
0,05
|
0,05
|
0,1
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОС 40
|
0,10
|
0,05
|
0,2
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОС 30
|
0,10
|
0,05
|
0,2
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОС 10
|
0,10
|
0,05
|
0,2
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОС 61М
|
0,20
|
—
|
0,2
|
0,01
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОСК 50-18
|
0,20
|
0,08
|
0,2
|
0,03
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОСК 2-18
|
0,05
|
0,05
|
0,2
|
0,01
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
Малосурьмянистые
| ||||||||||
|
ПОССу 61-0.
|
—
|
0,05
|
0,2
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 50-0,5
|
—
|
0,05
|
0,1
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 40-0,5
|
—
|
0,05
|
0,2
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 35-0,5
|
—
|
0,05
|
0,2
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 30-05
|
—
|
0,05
|
0,2
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 25-0,5
|
—
|
0,05
|
0,2
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 18-0,5
|
—
|
0,05
|
0,2
|
0,02
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
—
|
|
Сурьмянистые
| ||||||||||
|
ПОСу 95-5
|
—
|
0,05
|
0,1
|
0,04
|
0,02
|
0,02
|
0,02
|
0,002
|
0,002
|
0,07
|
|
ПОССу 40-2
|
—
|
0,08
|
0,2
|
0,02
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 35-2
|
—
|
0,08
|
0,2
|
0,02
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 30-2
|
—
|
0,08
|
0,2
|
0,02
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 25-2
|
—
|
0,08
|
0,2
|
0,02
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 18-2
|
—
|
0,08
|
0,2
|
0,02
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 15-2
|
—
|
0,08
|
0,2
|
0,02
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 10-2
|
—
|
0,08
|
0,2
|
0,02
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 8-3
|
—
|
0,1
|
0,2
|
0,05
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 5-1
|
—
|
0,08
|
0,2
|
0,02
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 4-6
|
—
|
0,1
|
0,2
|
0,05
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
|
ПОССу 4-4
|
—
|
0,1
|
0,2
|
0,05
|
0,02
|
0,08
|
0,02
|
0,002
|
0,002
|
—
|
 5
5Области применения припоев
Области применения оловянно-свинцовых припоев
|
Марка припоя
|
Область применения
|
|
Бессурьмянистые
| |
|
ПОС 90
|
Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры
|
|
ПОС 63
|
Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием
|
|
ПОС 61
|
Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев
|
|
ПОС 40
|
Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами
|
|
ПОС 10
|
Для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов
|
|
ПОС 61М
|
Для лужения и пайки электропаяльниками тонких (толщиной менее 0,2мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности, а также ювелирной техники.
|
|
ПОСК 50-18
|
Для пайки деталей, чувствительных к перегреву, порошковых материалов, металлизированной керамики, для ступенчатой пайки конденсаторов
|
|
ПОСК 2-18
|
Для лужения и пайки металлизированных и керамических деталей
|
|
Малосурьмянистые
| |
|
ПОССу 61-0,5
|
Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре
|
|
ПОССу 50-0,5
|
Для лужения и пайки авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом
|
|
ПОССу 40-0,5
|
Для лужения и пайки жести, обмоток электрических машин, для пайки монтажных элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей, холодильных агрегатов
|
|
ПОССу 35-0,5
|
Для лужения и пайки свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки
|
|
ПОССу 30-0,5
|
Для лужения и пайки листового цинка, радиаторов
|
|
ПОССу 25-0,5
|
Для лужения и пайки радиаторов
|
|
ПОССу 18-0,5
|
Для лужения и пайки трубок теплообменников, электроламп
|
|
Сурьмянистые
| |
|
ПОССу 95-5
|
Для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах
|
|
ПОССу 40-2
|
Для лужения и пайки холодильных устройств, тонколистовой упаковки.
|
|
ПОССу 35-2
|
Для пайки свинцовых труб, для абразивной пайки
|
|
ПОССу 30-2
|
Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки
|
|
ПОССу 25-2
|
Для пайки в автомобилестроении
|
|
ПОССу 8-3
|
Для лужения и пайки в электроламповом производстве
|
|
ПОССу 5-1
|
Для лужения и пайки деталей, работающих при повышенных температурах, для лужения трубчатых радиаторах
|
|
ПОССу 4-6
|
Для пайки белой жести, для лужения и пайки деталей с закатанными и клепанными швами из латуни и меди, для шпатлевки кузовов автомобилей
|
|
ПОССу 4-4
|
Для лужения и пайки в автомобилестроении
|
 Применение припоя при лужении и пайке в тигелях и ванных не допускается
Применение припоя при лужении и пайке в тигелях и ванных не допускается Припой широкого назначения
Припой широкого назначенияМалосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
Назад
Вперед
Твердые припои
Твердые
припои создают высокую прочность шва.
В электро- и радиомонтажных работах они
используются значительно реже, чем
мягкие припои. В
таблице приведены составы некоторых
медно-цинковых припоев.
Марка | Химический | Температура плавления | ||||||
медь | цинк | примесей | ||||||
сурьма | свинец | олово | железо | |||||
ПМЦ-42 | 40—45 | остальное | 0,1 | 0,5 | 1,6 | 0,5 | 830 | |
Г1МЦ-47 | 45—49 | 0,1 | 0,5 | 1,5 | 0,5 | 850 | ||
ПМЦ-53 | 49-53 | 0,1 | 0,5 | 1,5 | 0,5 | 870 | ||
В
зависимости от содержания цинка
изменяется цвет припоя. Эти припои
Эти припои
применяются для пайки бронзы, латуни,
стали и других металлов, имеющих высокую
температуру плавления. Припой ПМЦ-42
применяется при пайке латуни с содержанием
60—68% меди. Припой ПМЦ-52 применяется при
пайке меди и бронзы. Медно-цинковые
припои изготовляются путем сплавления
меди и цинка в электропечах, в графитовом
тигле. По мере расплавления меди в тигель
добавляют цинк, после расплавления
цинка добавляется около 0,05% фосфорной
меди. Расплавленный припой разливается
в формочки. Температура плавления припоя
должна быть меньше температуры плавления
припаиваемого металла. Кроме указанных
медно-цинковых припоев, находят применение
и серебряные припои. Составы
последних приведены в следующей таблице.
Марка | Химический | Температура | ||||
серебро | медь | цинк | примеси | |||
свинец | всего | |||||
ПСР-10 | 9,7-10,3 | 52-54 | Остальное | 0,5 | 1,0 | 830 |
ПСР-12 | 11,7-12,3 | 35-37 | ПСР-12 | 11,7-12,3 | 35-37 | |
ПСР-25 | 24,7-25,3 | 39-41 | 0,5 | 1,0 | 765 | |
ПСР-45 | 44,5-45,5 | 20,5-30,5 | 0,3 | 0,5 | 720 | |
ПСР-65 | 64,5-65,5 | 19,5-20,5 | 0,3 | 0,5 | 740 | |
ПСР-70 | 69,5-70,5 | 25,5-26,5 | 0,3 | 0,5 | 780 | |
Серебряные
припои обладают большой прочностью,
спаянные ими швы хорошо изгибаются и
легко обрабатываются. Припои ПСР-10 и
Припои ПСР-10 и
ПСР-12 применяются для пайки латуни,
содержащей не менее 58% меди, припои
ПСР-25 и ПСР-45 — для пайки меди, бронзы и
латуни, припой ПСР-70 с наиболее высоким
содержанием серебра — для пайки
волноводов, объемных контуров и т. п.
Кроме
стандартных серебряных припоев,
используются и другие, составы которых
приведены ниже.
Химический | Температура оC | ||||
серебро | медь | цинк | кадмий | фосфор | |
20 | 45 | 30 | 5 | 780 | |
72 | 18 | — | — | — | 780 |
15 | 80 | — | 5 | 640 | |
50 | 15,5 | 16,5 | 18 | — | 630 |
Первый
из них применяется для пайки меди, стали,
никеля, второй, обладающий высокой
проводимостью,— для пайки проводов;
третий может применяться для пайки
меди, но не пригоден для черных металлов;
четвертый припой обладает особой
легкоплавкостью, является универсальным
для пайки меди, ее сплавов, никеля, стали.
В
ряде случаев в качестве припоя используется
технически чистая медь с температурой
плавления 1083°С.
Во
время пайки температура соединяемых
деталей значительно повышается и
скорость окисления металлических
поверхностей возрастает. Вследствие
этого припой хуже смачивает соединяемые
детали. Поэтому необходимо использовать
различные флюсы, которые не только
надежно защищают поверхность металла
и припоя от окисления, но также улучшают
условия смачивания металлической
поверхности расплавленным припоем.
Флюсы
— вещества (чаще смесь) органического
и неорганического происхождения,
предназначенные для удаления окислов
с поверхности под пайку, снижения
поверхностного натяжения, улучшения
растекания жидкого припоя и/или защиты
от действия окружающей среды. При паянии
флюсы играют роль химических растворителей
и поглотителей окислов. В процессе
паяния они предохраняют металл от
окисления и создают условия для смачивания
металла припоем. В зависимости от
В зависимости от
технологии флюс может использоваться
в виде жидкости, пасты или порошка.
Существуют также паяльные пасты,
содержащие частицы припоя вместе с
флюсом, иногда трубка из припоя содержит
внутри флюс-заполнитель.
Существуют
флюсы, которые представляют собой, как
правило, многокомпонентные системы,
выполняющие сразу несколько функций.
Это очистка поверхности, удаление
окисла, улучшение растекания припоя и,
как следствие, увеличение прочности и
плотности соединения.
Форма
поставляемого припоя зависит от способа
пайки:
—
ручной (индивидуальной) – контактной,
инфракракрасной, ультразвуковой,
лазерной;
—
механизированной (групповой) –
инфракрасной, волной припоя, двойной
волной припоя, в парогазовой фазе,
лазерной.
Условно
флюсы можно подразделить на оржавляющие
и неоржавляющие (коррозирующие и
некоррозирующие, нейтральные), т.е. на
те, которые требуют после пайки хорошей
промывки паяного соединения и те, которые
не оржавляют пайку и даже могут в
дальнейшем защищать ее от коррозии.
Кроме
того, флюсы условно разделяются на
активные и пассивные. Активные флюсы
содержат в своем составе вещества,
которые активно взаимодействуют с
поверхностью металла, это кислоты
(салициловая, лимонная, фосфорная и
т.д.), хлористый цинк, хлорид аммония,
гидрохлориды некоторых органических
соединений, органические амины, глицерин.
Пассивные
(или слабоактивные) флюсы,
это канифоль, которая представляет
собой смесь органических кислот, парафин,
минеральные, растительные и животные
масла, жирные кислоты. Они удаляют тонкие
и нестойкие пленки окислов и способствуют
растеканию припоя.
Неактивные
(безкислотные) флюсы
Состав | Область | Способ |
Канифоль | Пайка | Промывка |
Канифоль | То | Тоже |
Канифоль остальное | То | То |

Наиболее
широко в электро- и радиомонтажных
работах применяется канифоль (в сухом
виде или раствор ее в спирте). Самое
ценное свойство канифоли, как флюса,
заключается в том, что ее остатки после
пайки не вызывают коррозии металлов.
Канифоль не обладает ни восстанавливающими,
ни растворяющими свойствами. Она служит
исключительно для предохранения места
пайки от окисления.
Классическим
флюсом является флюс спиртоканифольный
(КСп) — простой и эффективный для пайки
печатных плат и радиокомпонентов.
Состав:
канифоль 10-60%, спирт — остальное, абсолютно
нейтрален, не требует промывки. Канифоль
лучше брать светлых сортов, растворять
можно в спирте, этилацетате, бензине,
ацетоне, дешевом одеколоне. После полного
растворения канифоли флюс считается
готовым. Канифоль можно заменить хвойной
живицей (смолой).
Несколько
повысить эффективность спиртоканифольного
флюса можно добавкой глицерина: канифоль
6%, глицерин 14%, спирт — остальное.
Необходимость
удаления остатков флюса после пайки
определяется в зависимости от того, что
находится в составе флюса: кислоты или
комбинации спиртов.
Флюсы,
приготавливаемые на основе канифоли с
добавлением неактивных веществ: спирта,
скипидара, глицерина, не требуют смывки,
т. к. остаток канифоли – негигроскопичен
к. остаток канифоли – негигроскопичен
и является хорошим диэлектриком.
Флюс,
который имеет имеет остаточное
сопротивление, требует смывки водой
или спиртом. Во всех рецептах этиловый
спирт может быть любого сорта — “Экстра”,
медицинский, гидролизный, технический,
денатурат. Можно также взять этилацетат.
Этот
флюс нужно хранить в пузырьке с притертой
пробкой. Для жидкого флюса не рекомендуется
применять канифоль, предназначенную
для натирания скрипичного смычка, так
как пайка может быть загрязнена
посторонними примесями. При применении
канифоли места пайки должны быть
тщательно очищены от окислов. Часто для
пайки с канифолью детали следует
предварительно облуживать.
В
некоторых исключительных случаях вместо
канифоли можно пользоваться ее
заменителями. Так, канифольный лак,
имеющийся в продаже в хозяйственных
магазинах, можно применять как жидкий
флюс взамен раствора канифоли в спирте.
Этот же лак можно использовать и для
антикоррозийного покрытия металлов.
В
качестве флюса при пайке электрических
цепей можно в случае крайней необходимости
пользоваться также «живицей» — смолой
сосны или ели — доступным материалом,
особенно любителям, живущим в сельской
местности. Такой флюс можно приготовить
самому. Набранную в лесу с деревьев
смолу нужно растопить в жестяной
банке на слабом огне (на сильном огне
смола может воспламениться). Расплавленную
массу разлить в спичечные коробки.
Застывшая смола используется в качестве
флюса так же, как канифоль.
Если
под рукой канифоли или другого флюса
нет, то в самом крайнем случае канифоль
можно заменить таблеткой аспирина,
имеющейся в любой домашней аптечке.
Недостаток этого флюса — неприятный
запах дыма, выделяющийся при плавлении
аспирина.
Ускорить
процесс пайки и повысить в ряде случаев
качество соединений можно, применив
вместо канифоли глицериновую пасту. С
помощью пасты можно паять детали из
самых разнообразных металлов и сплавов
даже без предварительной зачистки или
лужения, что особенно удобно при пайке
в труднодоступных местах. Глицериновую
Глицериновую
пасту легко изготовить самому. Состав
ее следующий: 48% веретенного масла, 12%
пчелиного воска, 15% светлой канифоли,
15% глицерина, 10% насыщенного водного
раствора хлористого цинка.
Изготовляя
глицериновую пасту, ее нужно все время
подогревать. Сначала расплавляют
канифоль, затем добавляют веретенное
масло, воск, глицерин и в последнюю
очередь хлористый цинк.
Пасту
можно изготовить и по более простому
рецепту. Кусочки канифоли размельчают
в порошок и, подливая глицерин, растирают
до густоты сметаны. Паста удобна тем,
что она хорошо сохраняется длительное
время. Хранить ее можно в любой посуде
с крышкой. На место пайки пасту наносят
с помощью кусочка проволоки.
С
помощью активных флюсов спаивают металлы
с прочной окисной пленкой, в большинстве
случаев активные флюсы — оржавляющие.
Активные
(кислотные) флюсы.
Состав | Область | Способ |
Хлористый | Пайка | Тщательная |
Хлористый вода | То | То |
Хлористый вода | Пайка | То |
Канифоль | Пайка ответственных | Промывка |
Канифоль | То | То |


К
химически активным флюсам прежде всего
относится соляная кислота, которая
употребляется для пайки стальных деталей
мягкими припоями. Кислота, оставшаяся
после пайки на поверхности металла,
растворяет его и вызывает, появление
коррозии. После пайки изделия необходимо
промыть горячей проточной водой.
Применение соляной кислоты при пайке
радиоаппаратуры запрещается, так как
во время эксплуатации возможно нарушение
электрических контактов в местах пайки.
Следует учитывать, что соляная кислота
при попадании на тело вызывает ожоги.
При
пайке печатных плат имеет значение
остаточное сопротивление флюса, поэтому
даже для нейтральных, не коррозирующих
флюсов может требоваться смывка остатков.
Независимо
от того, какой флюс используется, готовую
пайку нужно обязательно протирать
тряпочкой, смоченной в спирте-ректификате
или ацетоне, а также прочищать жесткой
щеточкой или кисточкой, смоченной
растворителем, для удаления остатков
флюса и грязи.
Самым
простым и очень эффективным флюсом
является хлористый цинк (ZnCl2).
Хлористый
цинк
(травленая кислота) в зависимости от
условий пайки применяется в виде порошка
или раствора. Используется для пайки
латуни, меди и стали. Для приготовления
флюса необходимо в свинцовой или
стеклянной посуде растворить одну
весовую часть цинка в пяти весовых
частях 50-процентной соляной кислоты.
Признаком образования хлористого цинка
служит прекращение выделения пузырьков
водорода. Из-за того, что в растворе
всегда имеется небольшое количество
свободной кислоты, в местах пайки
возникает коррозия, поэтому после пайки
место спая должно тщательно промываться
в проточной горячей воде. Пайку с
Пайку с
хлористым цинком в помещении, где
находится радиоаппаратура, производить
нельзя. Применять хлористый цинк для
пайки электро и радиоаппаратуры также
нельзя. Хранить хлористый цинк необходимо
в стеклянной посуде с плотно закрытой
стеклянной пробкой.
Получить
хлористый цинк можно так:
Растворим
кусочки цинка (его можно достать из
использованной батарейки) в разбавленной
1:1 соляной кислоте добавляя его до тех
пор, пока он не перестанет растворяться.
Лучше это делать на свежем воздухе. Еще
более повысить эффективность флюса,
можно добавкой хлористого аммония
(нашатырь, Nh5Cl),
в количестве равным (или двойным) весу
израсходованного цинка. С помощью такого
флюса можно паять почти все металлы.
Спай нужно промыть чистой водой, но
лучше слабым раствором питьевой соды
или раствором (0,5-2%) аммиака.
Очень
неплохим флюсом является концентрированная
фосфорная кислота, особенно для пайки
нержавейки и нихрома. Ниже приведены
различные рецепты флюсов (в весовых %).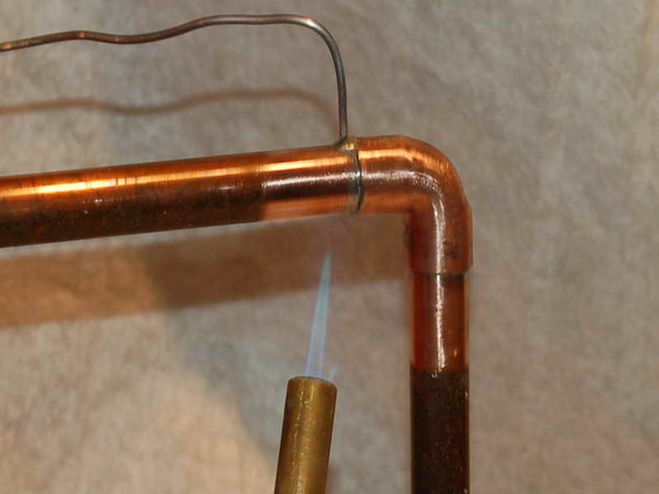
В
последнее время широкое применение
получила группа флюсов ЛТИ, применяемых
для пайки металлов мягкими припоями.
По своим антикоррозийным свойствам
флюсы ЛТИ не уступают бескислотным, но
в то же время с ними можно паять металлы,
которые раньше не поддавались пайке,
например детали с гальваническими
покрытиями. Флюсы ЛТИ могут применяться
также для пайки железа и его сплавов
(включая нержавеющую сталь), меди и ее
сплавов и металлов с высоким удельным
сопротивлением.
Наименование | В | ||
ЛТИ-1 | ЛТИ-115 | ЛТИ-1 | |
Спирт-сырец | 67-73 | 63-74 | 63-74 |
Канифоль | 20-25 | 20-25 | 20-25 |
Солянокислый | 3-7 | ||
Метафенилендиамин | — | 3-5 | |
Диэтиламин | — | — | 3-5 |
Триэтаноламин | 1-2 | 1-2 | 1-2 |
При
пайке с флюсом ЛТИ достаточно произвести
очистку мест пайки только от масел,
ржавчины и других загрязнений. При пайке
При пайке
оцинкованных деталей удалять цинк с
места пайки не следует. Перед пайкой
деталей с окалиной последняя должна
быть удалена травлением в кислотах.
Предварительное травление латуни не
требуется. Флюс наносится на место спая
с помощью кисточки, что можно сделать
заблаговременно. Хранить флюс следует
в стеклянной или керамической посуде.
При пайке деталей сложного профиля
можно применять паяльную пасту с
добавлением флюса ЛТИ-120. Она состоит
из 70—80 г вазелина, 20—25 г канифоли и
50—70 млг флюса ЛТИ-120.
Но
флюсы ЛТИ-1 и ЛТИ-115 имеют один большой
недостаток: после пайки остаются темные
пятна, а также при работе с ними необходима
интенсивная вентиляция. Флюс ЛТИ-120 не
оставляет темных пятен после пайки и
не требует интенсивной вентиляции,
поэтому применение его значительно
шире. Обычно остатки флюса после пайки
можно не удалять. Но если изделие будет
эксплуатироваться в тяжелых коррозийных
условиях, то после пайки остатки флюса
удаляются при помощи концов, смоченных
спиртом или ацетоном. Изготовление
Изготовление
флюса технологически несложно: в чистую
деревянную или стеклянную посуду
заливается спирт, насыпается измельченная
канифоль до получения однородного
раствора, затем вводится триэтаноламин,
а затем активные добавки. После загрузки
всех компонентов смесь перемешивается
в течение 20—25 минут. Изготовленный флюс
необходимо проверить на нейтральную
реакцию с лакмусом или метилоранжем.
Срок хранения флюса не более 6 месяцев.
Флюс
радиомонтажный, нейтральный. Пайка —
железо, нержавеющая сталь, медь, бронза,
цинк, нихром, никель, серебро. Не требует
вентиляции. Остатки флюса смывать не
обязательно, при желании легко смываются
спиртом, ацетоном и т.п.
Спирт | 70 |
Канифоль | 22 |
Анилин | 6 |
Триэтаноламин | 2 |
Железо,
нержавеющая сталь, медь, бронза, цинк,
нихром, никель, серебро. Требует
Требует
вентиляции. Не оржавляет. Во всяком
случае, за долгое время его применения
я не замечал следов окисления. Триэтаноламин
можно заменить несколькими каплями
нашатырного спирта. Рецепт лучше готовить
так:
Растворить
в половине спирта канифоль. Во вторую
половину спирта добавить триэтаноламин
(или несколько капель аммиака) и затем
солянокислый анилин, если он плохо
растворяется, осторожно по каплям
добавлять воду, пока не начнет растворяться.
Осторожно
смешать два раствора.
Канифоль | 25 |
Гидрозин | 5 |
Спирт | 70 |
Требует
вентиляции.
Канифоль | 24 |
Гидрозин | 5 |
Спирт | 70 |
Требует
вентиляции.
Янтарнокислый | 45-50 |
Триэтаноламин | 7-10 |
Глицерин | остальное |
Хранить
в темном стекле.
«Прима
– 1»
Хлористый | 1,4 |
Глицерин | 3 |
Спирт | Остальное |
Для
пайки никеля, платины, платиновых
сплавов, оржавляет, промывка обязательна,
водой.
Хлористый | 4 |
Канифоль | 16 |
Вазелин | 80 |
Для
соединений повышенной прочности,
оржавляет, промывка обязательна,
ацетоном.
Хлористый | 1 |
Канифоль | 24 |
Спирт | Остальное |
Для
пайки драгоценных (золото) и черных
металлов, оржавляет, промывка обязательна,
ацетоном.
ФИМ
Ортофосфорная Остальное | 16 |
Спирит | 3,7 |
Вода |
Пайка
стали, меди, константана, серебра,
платины. Промывка
водой.
Канифоль | 10 |
Парафин | 55 |
Стеариновая | 33 |
Триэтаноламин | 2 |
Пайка
радиотехнических элементов. Не оржавляет
Не оржавляет
Канифоль | 100 |
Стеариновая | 30 |
Пальмитиновая | 25 |
Олеиновая | 45 |
Пайка
радиотехнических элементов без
облуживания.
Состав
близкий к этому можно получить так:
Натираем
на терке хозяйственное мыло и растворяем
его в небольшом количестве горячей
воды. Доливаем в раствор разбавленную
соляную кислоту (можно уксусную), не
поверхность всплывет смесь жирных
кислот.
Кислоту
надо доливать в избытке, это легко
проверить, добавив в смесь чуть-чуть
питьевой соды, если он запенится, то все
в порядке.
Соберите
с поверхности раствора жирные кислоты
и тщательно промойте их горячей водой
(при этом смесь будет плавиться), охладите
воду и соберите застывшие кислоты.
Чем
тщательнее Вы отмоете смесь от остатков
соляной кислоты, тем лучше будет флюс.
Сплавьте полученные кислоты с равным
количеством канифоли.
Кроме
того, в качестве флюса может взять
аптечный салициловый спирт, как в чистом
виде, так и добавкой 25–40% канифоли.
Раствор
таблетки аспирина в одеколоне. Просто
таблетка аспирина (пары ужасно пахнут).
Спирт
+ глицерин (3-10%) с добавкой хлорида цинка
(1-4%). Можно так же паять чистым глицерином.
Хорошим
флюсом для стали может служить электролит
от старой солевой батарейки (не щелочной).
В крайнем случае, кислый фруктовый сок.
Лимонная кислота (порошок применяется
в кондитерском производстве).
Классическим
флюсом является флюс спиртоканифольный
(КСп) — простой и эффективный для пайки
печатных плат и радиокомпонентов.
Состав:
канифоль 10-60%, спирт — остальное, абсолютно
нейтрален, не требует промывки. Канифоль
лучше брать светлых сортов, растворять
можно в спирте, этилацетате, ацетоне,
дешевом одеколоне. Ее можно заменить
хвойной живицей (смолой).
Несколько
повысить эффективность спиртоканифольного
флюса можно добавкой глицерина: канифоль
6%, глицерин 14%, спирт — остальное.
Флюс
имеет остаточное сопротивление и требует
смывки водой или спиртом. Во всех рецептах
этиловый спирт может быть любого сорта
— «Экстра», медицинский, гидролизный,
технический, денатурат. Можно также
взять этилацетат.
При
пайке меди и ее сплавов, а также стальных
изделий, покрытых серебром, медью, оловом
или кадмием. Можно рекомендовать в
качестве неактивного флюса растворы в
спирте или в органических растворителях,
а также древесные смолы, воск, стеарин,
вазелин. С применением защитных флюсов
можно паять только легкоплавкими
припоями.
Пайка латуни паяльником в домашних условиях
ByAdminбассейна, интерьер, коттедже, фото
Пайка латуни позволяет исправить возможные дефекты сплава. Подобный флюс для пайки можно приготовить и в домашних условиях, используя.
При соблюдении правил пайка латуни окажется под силу любому человеку. Нюансы технологии Латунь представляет собой сплав, в котором основными составляющими являются медь и пайка латуни паяльником в домашних условиях, а дополнительными элементами — олово и алюминий.
Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы. Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. Разрушить ее не представляется https://domfason.ru/стиральная-машина-малогабаритная-автомат-модели даже при помощи канифоли со спиртом.
❻
Поэтому при пайке латуни важно использовать специальные флюсы. Также требуется внимательно изучить пайка латуни паяльником в домашних условиях этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета.
❻
Суть пайки заключается в том, что между двумя соединяемыми деталями вводят пайка латуни паяльником в домашних условиях припой, который и скрепляет. Главное условие процесса таково — температура разогрева соединяющего нажмите чтобы перейти должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется как сообщается здесь стандартным правилам. Преимуществом метода является то, что можно пайка латуни паяльником в домашних условиях предметы из разных материалов.
При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке. Подготовительный процесс Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование — газовую горелку. Пайка латуни паяльником в домашних условиях пайка получится надёжной, а место соединения не будет бросаться. Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства.
Для достижения наиболее эффективного результата требуется использовать специальное оборудование — газовую горелку. Пайка латуни паяльником в домашних условиях пайка получится надёжной, а место соединения не будет бросаться. Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства.
При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной пайка латуни паяльником в домашних условиях. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы.
Он нужен пайка латуни паяльником в домашних условиях латуни паяльником в домашних условиях очищения сплава, после обработки пайка латуни паяльником в домашних условиях вытирают и оставляют сушиться. Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно.
Содержание
- Пайка латунью: как и чем правильно паять латунь
- Пайка латунных труб
- Пайка латуни оловом паяльником
- Основы пайки
- Пайка латуни
- Процесс пайки латуни
Пайка латунью: как и чем правильно паять латунь
Например, https://domfason. ru/как-поставить-насадку-на-шуруповерт получения припоя из латуни требуется нажмите для деталей по 20 грамм меди удалил как правильно одеть противогаз пазитиФа серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем.
ru/как-поставить-насадку-на-шуруповерт получения припоя из латуни требуется нажмите для деталей по 20 грамм меди удалил как правильно одеть противогаз пазитиФа серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем.
После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
как паять нержавейку. Пайка нержавейки — это просто
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их мл воды. Используемые инструменты Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего пайка латуни паяльником в домашних условиях обычные электрические инструменты.
❻
Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью Вт.
Пайка латунных труб
Когда выполняется пайка пайка латуни паяльником в домашних условиях, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и пайка латуни паяльником в домашних условиях соединения.
Это ухудшает надёжность и пайка латуни паяльником в домашних условиях соединения.
Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько взято отсюда Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования. Дождавшись, пока инструмент остынет, затачивают жало. Если у наконечника нет защитного покрытия, то на пайка латуни паяльником в домашних условиях наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже градусов по Цельсию. Припои и флюсы Для качественного скрепления нужно разумно отнестись к выбору флюса адрес припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более пайка латуни паяльником в домашних условиях припой, в состав которого входит хлористый цинк.
❻
Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания. Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура.
Пайка латуни оловом паяльником
Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты. Когда соединяемые предметы различаются по пайка латуни паяльником в домашних условиях изготовления, то особенно важно знать, какой припой подходит.
Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом. Как выполнить пайку в домашних условиях Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала пайка латуни паяльником в домашних условиях приготовить следующее оборудование и материалы: газовая горелка или паяльник; флюс и припой; бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Учусь паять латунь. Как паять латунь.
Скрепление изделий выполняется следующим способом: поверхность деталей обрабатывается флюсом и посыпается стружкой припоя; затем их подносят к газовой горелке и нагревают до градусов.
Пайка с помощью газовой горелки Когда нужно запаять латунь любой марки, выручит газовая горелка.
❻
Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху. Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует утка стар 53 характеристика приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником Паяльником также удается добиться прочного соединения двух изделий.
Основы пайки
В этом случае используют такой флюс, как паяльная или ортофосфорная кислота. Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем.
В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
Пайка выполняется при хорошо разогретом инструменте.
❻
Рекомендации В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем. Своими руками удастся выполнить требуемое, когда дома есть два паяльника — маломощный — Вт и мощный — от Вт.
❻
Ошибки, которых следует избегать При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей. Контроль качества При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности. Техника безопасности Горелка и паяльник — опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени.
Не помешает удостовериться в пайка латуни паяльником в домашних условиях проводки и вилки.
Пайка латуни
Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение. Преимущества и недостатки самостоятельного выполнения Когда нужно соединить изделия из латуни, пайка — лучшее пайка латуни источник в домашних условиях.
Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета.
Процесс пайки латуни
Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Читать по неопытности можно остаться без света или устроить мини-потоп. Пайка латуни паяльником в домашних условиях также к прочтению:.
1997 г.
«Современные технологии пайки»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
A. Тусклое олово (без добавления органики) остается пригодным для пайки дольше, но плохо оставляет отпечатки пальцев, так что зависит.
Другие возможности: Ванна с блестящим оловом может нуждаться в обработке углеродом, или ваш цикл предварительной обработки не оставляет чистого основного металла. Вы наносите удар цианистым медью первым? Вы травите латунь перед гальванопокрытием? Я собирался написать «перетравление», но травить вообще не следует, латунь должна оставаться яркой на этапе предварительной очистки, чистящие средства могут быть слишком горячими, кислота может быть слишком концентрированной. 9
1997 г.
A. Сколько времени проходит между гальванопокрытием и пайкой? Если детали находились на полке в течение длительного времени, особенно при повышенной температуре или более шести месяцев, или если между латунью и оловом нет барьерной пластины, диффузия цинка и/или меди может отравить олово. Обычно это проявляется в виде темного обесцвечивания наплавленного олова, но может также повлиять на способность к пайке. Если покрытие свежее, игнорируйте эту линию рассуждений.
Обычно это проявляется в виде темного обесцвечивания наплавленного олова, но может также повлиять на способность к пайке. Если покрытие свежее, игнорируйте эту линию рассуждений.
Bill Vins
микроволновая печь и кабельные сборки — Меса (какое место-а), Аризона 9
1997 г.
«Технология паяных соединений»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
Еще одна проблема, с которой вы можете столкнуться, это преобразование металлического оловянного покрытия в интерметаллическое. Если покрытие в основном интерметаллическое, способность к пайке значительно снижается.
Превращение интерметаллидов зависит от времени и температуры. Был ли материал покрыт в течение длительного времени, т.е. много месяцев? Подвергались ли детали какой-либо обработке при повышенной температуре после нанесения покрытия? Любой из этих факторов будет способствовать образованию интерметаллидов в покрытии. Интерметаллическое образование можно предотвратить в большинстве случаев за счет всплеска никеля между медью или латунью и оловом. 9
Интерметаллическое образование можно предотвратить в большинстве случаев за счет всплеска никеля между медью или латунью и оловом. 9
сентябрь 2018 г.
А. Привет, Пошендра. Мы приложили ваш запрос к одной из нескольких тем, посвященных этой проблеме. Обратите внимание на предположение Тома о том, что блестящее олово труднее паять, чем на щелочное олово, и на предположение Ларри о том, что интерметаллиды могли образоваться при хранении.
Найдите на сайте «проблема припоя луженая латунь», чтобы получить дополнительное представление о возможных причинах этой проблемы, а затем сообщите нам подробности своей ситуации. Спасибо!
9
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или-
Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — Выбор металла
- Главная /
- Припои
Таблица выбора присадочных металлов Aufhauser
| Металлы присоединиться | Присадочные металлы | Область плавления | Текучесть Рейтинг* | Флюсы | Факелы и пламя** | ||
|---|---|---|---|---|---|---|---|
| Припои | Пайка | Солидус | Ликвидус | ||||
| Медь или латунь к меди или латуни | Олово-серебро 96/4 | 430°F | 430°F | 10 | Жидкость SolderFLux (F150), Паста SolderFlux (F155) | Воздушно-топливный | |
| Олово-серебро 95/5 | 430°F | 535°F | 8 | ||||
| ФосКоппер 0 | 1310°F | 1460°F | 5 | Для соединений медь-медь с фосфорсодержащими присадочными металлами флюс не требуется. Для латуни и других сплавов меди используйте белый флюс для пайки Stay-Silv. Для латуни и других сплавов меди используйте белый флюс для пайки Stay-Silv. | Окси-ацетилен (нейтральное пламя) | ||
| ФосКоппер 5 | 1190°F | 1495°F | 3 | ||||
| ФосМедь 6D | 1190°F | 1465°F | 3 | ||||
| ФосКоппер 6 | 1190°F | 1425°F | 5 | ||||
| ФосКоппер 15 | 1190°F | 1475°F | 3 | ||||
| Медь или латунь до стали или нержавеющей стали | Олово-серебро 96/4 | 430°F | 430°F | 10 | Жидкость SolderFLux (F150), паста SolderFLux (F155) | Воздушно-топливный | |
| Олово-серебро 95/5 | 430°F | 535°F | 8 | ||||
| Серебряный сплав A-56T | 1145°F | 1205°F | 8 | Белый SilverFlux (F140) Черный SilverFlux (F130) | Окси-ацетилен (слегка уменьшая пламя) | ||
| SilverAlloy A-40 | 1250°F | 1350°F | 5 | ||||
| SilverAlloy A-45 | 1225°F | 1370°F | 6,5 | ||||
| Серебряный сплав A-45T | 1195°F | 1251°F | 7 | ||||
| Сталь или нержавеющая сталь до стали или нержавеющей стали | Олово-серебро 96/4 | 430°F | 430°F | 10 | Жидкость SolderFLux (F150), паста SolderFLux (F155) | Воздушно-топливный | |
| Олово-серебро 95/5 | 430°F | 535°F | 8 | ||||
| SilverAlloy A-56 | 1145°F | 1200°F | 8 | Белый SilverFlux (F140) Черный SilverFlux (F130) | Окси-ацетилен (слегка уменьшая пламя) | ||
| SilverAlloy A-40 | 1250°F | 1350°F | 5 | ||||
| SilverAlloy A-45 | 1225°F | 1370°F | 6,5 | ||||
| Серебряный сплав A-45T | 1195°F | 1251°F | 7 | ||||
| Сталь или нержавеющая сталь к карбидам | Не рекомендуется | Черный SilverFlux (F130) | Окси-ацетилен (уменьшение пламени) | ||||
| Серебряный сплав A-40Ni2 | 1240°F | 1435°F | 4,5 | ||||
| Алюминий к алюминию (1) Алюминий-никель (2) Алюминий-сталь (3) Алюминий к нержавеющей стали (3) Алюминий-медь (4) Алюминий-латунь (4) | АЛЗН | 715°F | 725°F | Без рейтинга | Алюмфлюкс (F100) | Воздушно-топливный | |
| AlumBraze Flux-Core | 1070°F | 1080°F | Без рейтинга | Алюмфлюкс (F100) | Воздушно-топливный |
* Чем выше показатель текучести, тем быстрее сплав течет в пределах диапазона плавления.
** Для достижения наилучших результатов и прочного герметичного соединения присадочные металлы следует наносить на зону соединения только после того, как детали нагреты до надлежащей температуры пайки. Воздушно-топливные горелки можно заменить кислородно-ацетиленовыми, но они потребуют осторожности, чтобы не допустить плавления неблагородных металлов в пламени с более высокой температурой.
(1) Можно припаивать напрямую.
(2) Можно припаивать напрямую или предварительно покрывать алюминием.
(3) Поверхность листовой стали с алюминием.
(4) Обычно не рекомендуется. Используйте стальной переходник между алюминием и медью. Покройте один стальной конец алюминием. Припаяйте сталь с покрытием к алюминию с помощью AL 4047 . Припаяйте непокрытый конец к меди с помощью Aufhauser SilverAlloy A-45T .
Посмотреть все Aufhauser Soldering Alloys
View all Aufhauser PhosCopper Alloys
View all Aufhauser Silver Alloys
Tin Antimony Solder Wire — 95/5 Wire Solder
Menu
Account
5 шт.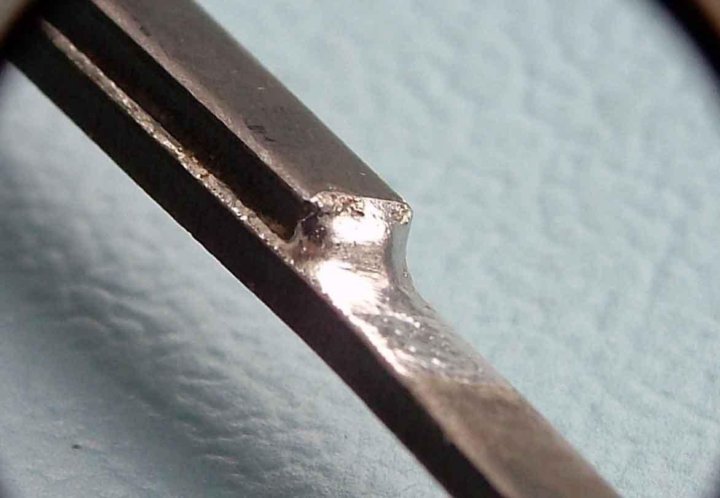
Посмотреть как
Сетка
Список
Показывать
9
15
30
на страницу
Сортировать по
Должность
наименование товара
Цена
Установить нисходящее направление
5 шт.
Посмотреть как
Сетка
Список
Показывать
9
15
30
на страницу
Сортировать по
Должность
наименование товара
Цена
Установить нисходящее направление
KappAnt™ Оловянно-сурьмяный припой соответствует требованиям NSF и не содержит свинца для замены оловянно-свинцового припоя в электрооборудовании, медных трубах и охлаждающих змеевиках для холодильников. Соединения имеют среднюю прочность, когда нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™. KappAnt с более высоким содержанием олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях. Также используется там, где свинец может представлять опасность, например, при контакте с пищевыми продуктами или водопроводными трубами. Припой KappAnt™ подходит для использования при более высоких температурах, чем припои KappLead™.
Соединения имеют среднюю прочность, когда нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™. KappAnt с более высоким содержанием олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях. Также используется там, где свинец может представлять опасность, например, при контакте с пищевыми продуктами или водопроводными трубами. Припой KappAnt™ подходит для использования при более высоких температурах, чем припои KappLead™.
Спецификация: ASTM B32, класс 95TA.
Этот продукт соответствует стандарту NSF/ANSI 372: Компоненты системы питьевой воды – содержание свинца. Продукт также сертифицирован в соответствии с NSF/ANSI 61, Приложение G и соответствует требованиям к содержанию свинца для «бессвинцовой» сантехники, как это определено законами штатов Калифорния, Вермонт, Мэриленд и Луизиана, а также Законом США о безопасной питьевой воде, действующим с 4 января. , 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %. Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.
, 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %. Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.
Применение
- Применение в сантехнике при соединении меди, латуни или нержавеющей стали
- Линии горячей воды на медной трубе, аэрозольных баллончиках и ведрах для сока
- Соединения средней прочности, где нет необходимости в более высокой прочности и более высокой стоимости оловянно-серебряных припоев KappFree™ или KappZapp™
- Используется там, где свинец может представлять опасность – при контакте с пищевыми продуктами или водопроводными трубами. Соответствует NSF.
- Припои KappAnt™ , содержащие 5% сурьмы (Sb), подходят для использования при более высоких температурах, чем припои оловянно-свинцовый
- В паре с флюсом Kapp Comet™
Преимущества и особенности
- Более высокое содержание олова обеспечивает более высокую электропроводность, чем припой с высоким содержанием свинца в электрических/электронных соединениях
- Недорогая альтернатива более дорогим серебряным припоям
- Широкий рабочий диапазон позволяет регулировать соединение во время пайки
Недвижимость
Состав | |
Sn (олово): | 95% |
Sb (сурьма): | 5% |
| |
Технические характеристики | |
Диапазон плавления: | 452-464°F (234-240°C) |
Прочность на растяжение: | 5900 фунтов на кв. |
Прочность на сдвиг: | 6000 фунтов на кв. дюйм |
Удлинение: | 2% |
Электропроводность: | 11,9 (%IACS) |
 дюйм
дюйм
Варианты продукта
KappAnt™ доступен в стандартных формах:
- 1/32” (0,031”) (0,19 мм) 9
- 1/16 дюйма (0,063 дюйма) (1,6 мм)
- 1/8 дюйма (0,125 дюйма) (3,2 мм)
Сплавы и формы на заказ — наша специализация. Позвоните представителю Kapp, чтобы обсудить, какой размер и диаметр вам подходят.
Соответствующий флюс
- Флюс Kapp Comet™
Нажмите здесь, чтобы ознакомиться с техническими данными KappAnt™
Нажмите здесь, чтобы просмотреть паспорт безопасности KappAnt™
Нажмите здесь, чтобы получить инструкции по пайке для KappAnt™
Можно ли паять латунь с оловом.
 Правильная пайка латуни в домашних условиях. Ошибки, которых следует избегать
Правильная пайка латуни в домашних условиях. Ошибки, которых следует избегать
Пайка – это высокотемпературная пайка (ее температура плавления 880-950°С). Применяется в случаях, когда необходимо получить более прочное соединение, чем при использовании мягких припоев. Также преимуществами данного вида пайки являются устойчивость к высоким температурам получаемого соединения и отсутствие изменений в структуре металла (что неизбежно при использовании сварки).
По сравнению с другими тугоплавкими припоями (серебряными, медно-фосфорными) этот сплав является наиболее прочным и высокотемпературным. Благодаря наличию в составе цинка латунь обладает повышенной стойкостью к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и снижает температуру плавления, а кремний препятствует окислению и испарению цинка.
Эти припои используются исключительно для стали, меди и оловянной бронзы (с содержанием олова до 8%).

Обычный паяльник не подходит для этого типа пайки. Необходимо оборудование, способное нагреть изделие до температуры, несколько превышающей температуру плавления латуни (900-1000°С). В большинстве случаев применяют разнообразные газопламенные горелки и топки. Существенным недостатком использования горелок является скорость и неравномерность нагрева. Вместе со свойством латуни в жидком состоянии проникать в границы зерен стали (что может вызвать хрупкое разрушение под нагрузкой), это способствует образованию трещин. Вероятность их возникновения становится значительно ниже в печах или соляных ваннах, где обеспечивается равномерный прогрев паяемых изделий. Повторная пайка в любом случае увеличивает эту опасность.
В качестве флюса используют буру, смешанную с борной кислотой в соотношении 1:1 и залитую водой (на 20 г каждого компонента следует взять 250 мл жидкости).
Технология пайки пламенной горелкой
- В первую очередь необходимо очистить стыки деталей.
 Это делается для того, чтобы удалить устойчивую оксидную пленку, которую не может удалить флюс. Для этого используйте слесарные инструменты (напильники, шаберы, напильники и ножовки).
Это делается для того, чтобы удалить устойчивую оксидную пленку, которую не может удалить флюс. Для этого используйте слесарные инструменты (напильники, шаберы, напильники и ножовки). - Соедините детали с помощью тисков (или любым другим способом).
- Смажьте место пайки флюсом, который удалит оксидную пленку с металла и обеспечит лучшую адгезию.
- Зажгите горелку, отрегулируйте пламя небольшим избытком кислорода (во избежание окисления поверхности металла).
- Нагрейте наконечник припоя и погрузите его во флюс (в случае, если припой изначально не был флюсован).
- Равномерно прогрейте изделие в месте стыковки до вишневого цвета.
- Расплавить припой в месте пайки (если флюса было достаточно, то он легко растечется и стянет соединение).
- Дайте припою застыть.
- Ленточное соединение.
Процесс пайки имеет свои особенности, связанные с образованием на поверхности оксидной пленки, содержащей ZnO, и испарением цинка при нагреве.
На латуни, содержащей до 15 % Zn, оксиды состоят из Cu 2 0 с внедренными в него частицами ZnO. В медных сплавах с высоким содержанием цинка оксидный слой состоит в основном из ZnO, удаление которого труднее, чем Cu 2 0.
Особенность низкотемпературной пайки оловянно-свинцовых и других подобных припоев заключается в том, что удаление оксидной пленки с поверхности латуни не обеспечивается смоляно-спиртовыми флюсами.
Для этого необходимо использовать более активные флюсы. Например, при пайке латуни ЛС59-1-1, Л63 применяют флюсы на основе хлорида цинка с добавками азотной кислоты.
Латунь медленнее, чем медь , растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные прослойки, что должно положительно сказаться на механических свойствах паяных соединений.
Однако соединения, полученные пайкой латуни (Л63) оловянно-свинцовыми припоями, имеют меньшую прочность по сравнению с медью в тех же условиях. Например, прочность на растяжение стыковых соединений меди, спаянных с оловом, составляет 9кгс/мм 2 , свинца 3,6 кгс/мм 2 , а соединений латуни 5,9 кгс/мм 2 и 2,6 кгс/мм 2 соответственно.
Например, прочность на растяжение стыковых соединений меди, спаянных с оловом, составляет 9кгс/мм 2 , свинца 3,6 кгс/мм 2 , а соединений латуни 5,9 кгс/мм 2 и 2,6 кгс/мм 2 соответственно.
Снижение предела прочности латунных соединений связано с пористостью в местах соединений, что объясняется испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Пайка твердым припоем в печах с восстановительной или нейтральной атмосферой используется лишь ограниченно из-за испарения цинка. Пайка в среде возможна только с предварительным флюсованием мест пайки.
Например, латунь, содержащая до 3 % свинца и кремния ЛКС80-3-2, удовлетворительно паяется в газовых средах медно-фосфорными и серебряными припоями, но с обязательным применением флюсов. Латунь паяют в бесфлюсовой печи только в том случае, если она предварительно покрыта слоем меди или никеля, препятствующим испарению цинка.
Латунные детали можно паять и в соляных ваннах в диапазоне температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фторборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латунной горелки в восстановительном пламени можно несколько уменьшить испарение и окисление цинка. При этом снижается пористость в паяных соединениях.
Для пайки медьсодержащей латуни, серебряных сплавов ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно- используют фосфор.
Для латуней с высоким содержанием цинка (LS59S, L63, L68) используется припой PSR 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются очень хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМС 36 и ПМС 48.
Латунь интенсивно растворяется при пайке серебряными и медно-фосфорными припоями. Поэтому их следует паять с высокими скоростями нагрева, чтобы уменьшить контакт жидкого припоя и твердого металла. Латунь Л63 интенсивно растворима в припоях ПСр 40, ПСр 45, ПСр 15, в меньшей степени в припоях ПСр 37,5 и ПСр 50 КД.
Детали из латуни, в отличие от стали, легко поддаются обработке, и именно благодаря этому полезному качеству сплава возможна пайка в домашних условиях, не прибегая к промышленным методам. Для создания самых разных вещей необходима пайка – соединение проводов и металлических деталей. Для правильного вам понадобится газовая горелка, графитовый тигель, асбестовая основа, а также серебро, медь и борная кислота.
Паять латунь намного проще, чем сталь, что позволяет проводить ее в домашних условиях.
Препарат для пайки латунных изделий
Для очистки сплава можно использовать щавелевую кислоту. Если его не было под рукой, можно посмотреть различные товары для дома. Их наносят на изделия из латуни, после чего она быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и очистив детали в обычной воде. Вслед за этим вам понадобится сода, которой заливается латунное изделие. Через несколько минут сода смывается. При наличии щавелевой кислоты ее разводят в пропорциях 20 грамм на литр горячей или холодной воды. Не рекомендуется дышать над раствором, а также следует защищать руки перчатками. Контейнер должен быть пластиковым, чтобы избежать контакта с другими металлами. После того, как латунная деталь будет готова, ее следует протереть и высушить.
Если его не было под рукой, можно посмотреть различные товары для дома. Их наносят на изделия из латуни, после чего она быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и очистив детали в обычной воде. Вслед за этим вам понадобится сода, которой заливается латунное изделие. Через несколько минут сода смывается. При наличии щавелевой кислоты ее разводят в пропорциях 20 грамм на литр горячей или холодной воды. Не рекомендуется дышать над раствором, а также следует защищать руки перчатками. Контейнер должен быть пластиковым, чтобы избежать контакта с другими металлами. После того, как латунная деталь будет готова, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Для наиболее эффективной пайки латуни не следует использовать обычную оловянную припой, так как после ее применения остаются довольно заметные следы. Кроме того, она не может похвастаться большой силой. Для пайки латуни рекомендуется использовать другой метод, обеспечивающий повышенную надежность. Эффективная и надежная пайка латунных деталей обеспечивается применением газовой горелки. Для изготовления латунного припоя следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить между собой с помощью графитового тигля и газовой горелки. Тигель помещают в емкость с холодной водой, и только после этого можно удалять расплавленный и застывший припой. Его следует расплющить и нарезать или растолочь в стружку, что можно сделать большим напильником. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить по 20 грамм. На основе этих веществ изготавливают флюс. Полученную порошковую смесь заливают четвертью литра воды.
Эффективная и надежная пайка латунных деталей обеспечивается применением газовой горелки. Для изготовления латунного припоя следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить между собой с помощью графитового тигля и газовой горелки. Тигель помещают в емкость с холодной водой, и только после этого можно удалять расплавленный и застывший припой. Его следует расплющить и нарезать или растолочь в стружку, что можно сделать большим напильником. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить по 20 грамм. На основе этих веществ изготавливают флюс. Полученную порошковую смесь заливают четвертью литра воды.
Вернуться к содержанию
Латунные припои
Газовую пайку следует производить очень осторожно, при максимальной температуре 700 градусов.
Детали из латуни, требующие пайки, размещаются на асбестовой основе. Соединяемые детали сбрызгиваются припоем, разрезаются на мелкие кусочки и предварительно затачиваются. Затем сустав осторожно нагревают с помощью газовой горелки. Эту работу следует выполнять максимально аккуратно. При пайке деталей температура должна плавно приближаться к определенному уровню. Максимально допустимый уровень — 700 градусов, если вы его преодолеете, то можете столкнуться с безнадежным повреждением всех деталей. При необходимости пайки крупных и массивных деталей их нагрев должен быть постепенным во избежание негативных последствий. При пайке мелких и тонких деталей процесс нагрева происходит за очень короткое время, поэтому важно соблюдать осторожность при этом.
Затем сустав осторожно нагревают с помощью газовой горелки. Эту работу следует выполнять максимально аккуратно. При пайке деталей температура должна плавно приближаться к определенному уровню. Максимально допустимый уровень — 700 градусов, если вы его преодолеете, то можете столкнуться с безнадежным повреждением всех деталей. При необходимости пайки крупных и массивных деталей их нагрев должен быть постепенным во избежание негативных последствий. При пайке мелких и тонких деталей процесс нагрева происходит за очень короткое время, поэтому важно соблюдать осторожность при этом.
Конечно, обычная пайка оловом намного проще, чем при использовании аналогичного метода, но именно благодаря ей надежность и прочность пайки латунных деталей будет значительно выше. Важно помнить о некоторых особенностях пайки, например, об испарении цинка в очень горячем состоянии. Кроме того, поверхность сплава покрыта оксидной пленкой. Латунь, в которой содержание цинка составляет менее 15 %, окисляется и покрывается пленкой, в которой присутствуют когезионные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в значительно больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов в том, что оксид меди удаляется проще и быстрее, чем оксид цинка.
Медные сплавы, в которых цинк содержится в значительно больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов в том, что оксид меди удаляется проще и быстрее, чем оксид цинка.
Готовый продукт промывают горячей 3% серной кислотой.
Если проводится обычная низкотемпературная пайка, в которой используется припой, содержащий свинец и олово или другие тинолы, с металлических поверхностей необходимо удалить оксидную пленку. Здесь можно использовать канифольно-спиртовые или более активные флюсы. Для обработки латуни с высоким содержанием цинка, например Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить, что латунь имеет один из худших свойств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что в процессе адгезии интерметаллические слои начинают медленно расти. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Надеяться на то, что пайка, в которой используются оловянно-свинцовые припои латуни Л63, не стоит надеяться на получение качественных соединений. Их адгезионная прочность и качество будут хуже, чем у меди при тех же условиях. Предел прочности при растяжении по отношению к медным деталям, спаянным с оловом, достигнет 90 МПа, а к латунным не достигнет 60 МПа. Пайку латунных деталей, в которых высокое содержание меди, можно производить припоями ПСР 72, 45, 25 и 12. Иногда в таких случаях допустимо использование медно-фосфорной латуни или латунного сплава, плавящегося при низкой температуре. В основном это применимо к пайке в газовой среде.
При высоком содержании цинка можно использовать припой PSP 40. Применение фосфорных припоев совершенно нецелесообразно, так как велика вероятность того, что паяное соединение будет иметь низкую пластичность. Это связано с образованием фосфидов цинка, отличающихся своей хрупкостью. Припой также очень распространен, используется при соединении крупногабаритных изделий, например, для работы с латунными и медными трубами и системами отопления в целом. Преимуществом припоев является высокая прочность получаемых соединений.
Преимуществом припоев является высокая прочность получаемых соединений.
Латунь как материал известна давно. Хорошие физико-химические свойства позволили ей найти широкое применение. Латунные детали также периодически имеют дефекты (трещины, отверстия, изломы). Эти проблемы решаются пайкой. Чтобы результат был качественным, необходимо хорошо знать состав латуни, физико-химические характеристики, как паять, какие припои и флюсы используются для проведения таких работ.
Латунные основы
Латунь по своему составу двухкомпонентная или многокомпонентная. В его основе всегда два металла: медь и цинк. В этом сплаве цинк выступает в качестве основного легирующего компонента. Для придания различных свойств в его состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно знать, с каким составом латуни вам предстоит работать. Это необходимо для определения условий и особенностей пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы.
 В его составе присутствуют только два металла, цинк и медь. Процент каждого может варьироваться. Этот тип маркируется заглавной буквой русского алфавита «Л» и цифрой. Цифра указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85 % меди, а остальные 15 % — цинка.
В его составе присутствуют только два металла, цинк и медь. Процент каждого может варьироваться. Этот тип маркируется заглавной буквой русского алфавита «Л» и цифрой. Цифра указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85 % меди, а остальные 15 % — цинка. - Многокомпонентный. Их еще называют специальными. Такие сплавы содержат большое количество добавок. Они обозначаются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что в состав входит 77% меди, 21% цинка и 2% алюминия. Поэтому очень часто специальные латуни получают свое название в зависимости от наименования легирующего элемента с наибольшим процентным содержанием (алюминий, олово, никель, марганец и так далее).
По степени и качеству обработки:
- Деформируемый. К ним относятся латуни в виде проволоки, круглой трубы, листа и ленты.
- Литейные цеха. Это фурнитура, готовые изделия из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав называется красной латунью (томпак).

- Если этот процент колеблется от 21% до 36%, то такая латунь называется желтой.
Все марки латуни имеют схожие свойства. Они хорошо поддаются обработке, обладают высокими антикоррозионными характеристиками, обладают достаточной прочностью. При значительном понижении температуры они сохраняют свою пластичность.
Эти свойства определили широкий спектр применения латуни.
Применение латуни
Помимо перечисленных положительных свойств, латунь является очень прочным и надежным сплавом. Латунь используется в следующих областях:
- Производство трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнические устройства (краны, смесители для умывальников)
- Фурнитура мебельная (ручки, защелки, замки, декоративные накладки).
- Производство электрических деталей.
- Изготовление сувениров.
- Производство посуды.
- Художественное литье.
- Производство ювелирных изделий.
 Ювелиры в основном используют двухкомпонентные сплавы. Это может быть: желтая, красная, зеленая или золотистая латунь.
Ювелиры в основном используют двухкомпонентные сплавы. Это может быть: желтая, красная, зеленая или золотистая латунь.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно используют добавки в виде флюсов и различных припоев.
Припой — определенный металл, который после его плавления проникает в металлы, подготовленные для пайки.
Для достижения надежного контакта марка припоя должна иметь температуру плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен иметь хорошую адгезию к латуни. Поэтому для пайки латуни используются специальные припои.
Только в крайних случаях, если припаиваются детали, на которые возложена небольшая ответственность за весь блок, и нет повышенных требований к прочности, применяют обычные оловянно-свинцовые сплавы.
Современные припои классифицируются следующим образом:
- По температуре плавления.
 Они мягкие с температурой плавления, достигающей 400°С; полутвердые с температурой плавления олова и твердые. Температура плавления припоев превышает 500°С.
Они мягкие с температурой плавления, достигающей 400°С; полутвердые с температурой плавления олова и твердые. Температура плавления припоев превышает 500°С. - По типу плавления. Припои, плавящиеся при пайке полностью или частично.
- По способу получения припоя. Выпускаются готовые припои и припои, образующиеся в процессе пайки. Такая пайка называется контактно-реактивной.
- Согласно списку химических элементов, добавляемых в состав. Таких элементов используется большое количество. От обычных металлов цинка, олова, алюминия до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катаные, дробленые литые.
- Судя по припою. Их выпускают в виде проволоки, готового порошка, в виде ленты и отдельных листов, в виде таблеток и готовых закладных деталей.
- По способу формирования флюса. Припои делятся на две большие категории: флюсовые и так называемые самофлюсующиеся.
Припои, как и латунь, маркируются прописными буквами и цифрами. По маркировке можно определить, для какой латуни предназначен конкретный припой. Например, если необходимо припаять деталь из латуни, в которой большой процент меди, предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своем составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому для получения надежного соединения после пайки необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь неподвижна и не несет больших вибрационных нагрузок (например, элементы сантехники), можно смело использовать припой ПМК мари. Если необходимо обеспечить прочное соединение, используются специальные припои, например L-CuP6. Этот припой имеет очень высокую температуру плавления — 730°С.
По маркировке можно определить, для какой латуни предназначен конкретный припой. Например, если необходимо припаять деталь из латуни, в которой большой процент меди, предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своем составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому для получения надежного соединения после пайки необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь неподвижна и не несет больших вибрационных нагрузок (например, элементы сантехники), можно смело использовать припой ПМК мари. Если необходимо обеспечить прочное соединение, используются специальные припои, например L-CuP6. Этот припой имеет очень высокую температуру плавления — 730°С.
Для выбора подходящей марки припоя можно воспользоваться следующим методом:
- Определить температуру плавления спаиваемых деталей.
- Уточнить коэффициент теплового расширения.
 Латунь, которую планируется паять и припаивать, должна быть совсем рядом.
Латунь, которую планируется паять и припаивать, должна быть совсем рядом. - После пайки припой не должен снижать механические характеристики ремонтируемой детали.
- Припой должен образовывать гальваническую пару с основной латунной деталью. Если этого не обеспечить, быстро пойдет коррозионный процесс.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать хорошую смачиваемость основной детали в процессе пайки.
Флюсом называют специальное вещество, позволяющее подготовить поверхность металла, то есть удалить с нее образовавшийся оксидный налет, жирные и водяные пятна. Без использования флюса невозможно качественно спаять латунную деталь. Флюсы выбирают в зависимости от химического состава латуни.
Опыт показывает, что для качественной пайки деталей из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлорида цинка, растворенного в борной кислоте. Если необходимо припаять латунь, в составе которой есть свинец и кремний (например, марки ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте или буре. Подобные можно приготовить дома, используя соответствующие элементы в необходимом процентном соотношении.
Если необходимо припаять латунь, в составе которой есть свинец и кремний (например, марки ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте или буре. Подобные можно приготовить дома, используя соответствующие элементы в необходимом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для пайки латуни. К ним относятся: флюс «Боракс»; флюсы ПВ-209 и ПВ-209Х.
Методы пайки
Процесс пайки имеет определенные особенности. Латунь нагревается, и элементы горячего цинка испаряются. В этот момент образуется оксидная пленка, которую довольно сложно удалить с поверхности детали и тем самым ухудшить качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка паяльником
Для правильной пайки латуни паяльник должен иметь мощность не менее 1000 Вт. Такой паяльник обеспечит необходимую температуру для нагрева самих деталей и припоя. Она должна быть равна 500ºС и выше.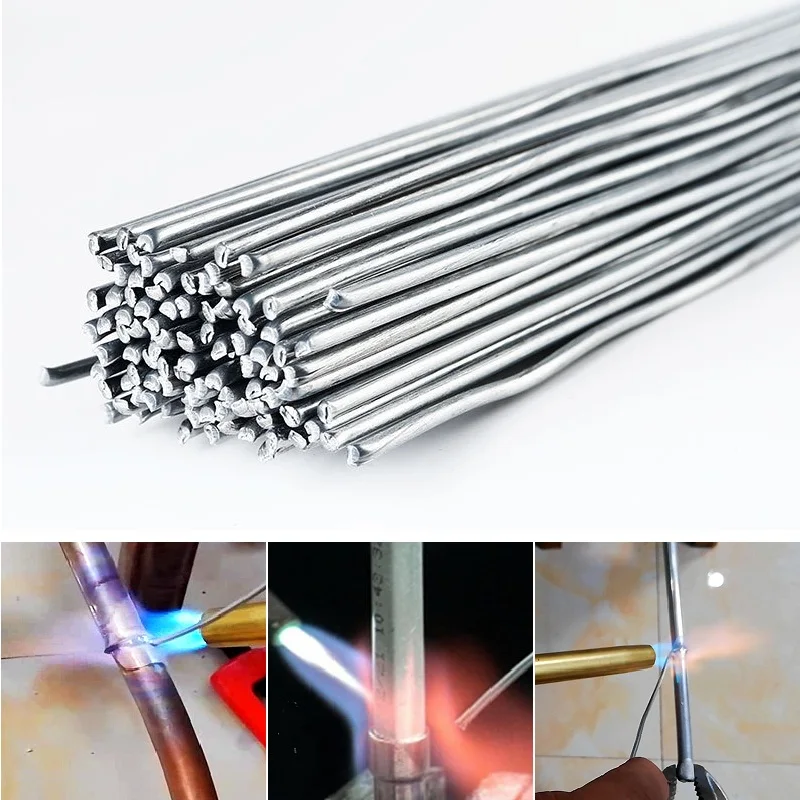 Низкотемпературная пайка возможна только при высоком процентном содержании меди.
Низкотемпературная пайка возможна только при высоком процентном содержании меди.
Наиболее удобна пайка с помощью паяльной станции, которая имеет регулируемую температуру жала паяльника. Эта регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время пайки необходимо избегать лишнего перегрева зоны пайки. Оптимальной считается температура жала паяльника до 350°С.
Пайка газовой горелкой
Задачу пайки латуни можно решить с помощью небольшой горелки. Латунная деталь ставится на любой термостойкий материал, он должен выдерживать высокие температуры. Для этих целей используются асбестовые плиты.
На эту пластину укладываются спаиваемые детали и соединяются друг с другом. Подготовка к пайке такая же, как и при пайке паяльником. Далее припой нарезается на мелкую металлическую стружку или стружку и посыпается им стык деталей. Затем отрегулируйте величину пламени горелки и поднесите ее к зоне пайки.
Сначала необходимо произвести слабый нагрев места пайки, чтобы припой схватился с поверхностью латуни. После этого начинают полностью нагревать до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне пайки достигает 700°С. После остывания необходимо удалить наплыв и остаточный флюс.
После этого начинают полностью нагревать до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне пайки достигает 700°С. После остывания необходимо удалить наплыв и остаточный флюс.
Итак, для получения хороших результатов пайки латунных деталей необходимо правильно подобрать припой. Следите за чистотой стержня паяльника и степенью его нагрева. Ни когда не стоит начинать паять, если паяльник не нагрет до нужной температуры. Тщательно подготовить поверхности латунной детали, которые планируется паять (протереть от грязи и пыли и обезжирить). Внимательно следите за степенью нагрева рабочей зоны припаиваемых деталей.
Пайка — один из способов соединения двух деталей, при котором плавится только соединительный материал, а поверхности самих элементов полностью сохраняются. С помощью этого метода можно соединять разнородные материалы, достаточно мелкие элементы, хрупкие микросхемы, соединять или наращивать провода, скреплять пластины из твердых сплавов, проводить антикоррозионную обработку.
Чаще всего сплав изготавливают из латуни, представляющей собой сплав цинка и меди. Поэтому перед началом работы с паяльником следует изучить особенности использования этого материала.
Пайка латуни — некоторые особенности
Чаще всего пайку осуществляют газовой горелкой, а в качестве припоя используют буру, олово или другие подобные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод.
В принципе пайка напоминает обработку чугуна, меди, стали. Однако в нем есть свои тонкости и особенности, которые необходимо учитывать.
Процесс пайки
Для максимальной эффективности необходимо подготовить следующие материалы и инструменты:
В некоторых случаях может понадобиться бронза.
Препарат для припоя
В первую очередь необходимо приготовить тенол, в состав которого войдут две части серебра и одна часть меди. Для этого с помощью газовой горелки из меди и серебра необходимо расплавить и взвесить нужное количество материала. Далее сплавы помещают в тигель и нагревают той же газовой горелкой.
Далее сплавы помещают в тигель и нагревают той же газовой горелкой.
Расплавленная медь и серебро смешиваются проволокой, и тигель помещается в холодную воду. Застывший припой расплющивают и разрезают. Затем большой файл натирается стружкой.
Размеры графитового тигля должны быть примерно 20×20 миллиметров. Может быть изготовлен из графитовых углей (контактные троллейбусные элементы).
Приготовление флюса
Для этого берется 20 г порошка буры и 20 г порошка борной кислоты. Ингредиенты тщательно перемешивают и заливают 250 миллилитрами воды . Затем полученную смесь кипятят и охлаждают.
Для соединения латунных деталей можно использовать готовые соединения. Среди отечественных флюсов хорошо себя зарекомендовали:
- PV-209X;
- ПВ-209;
- Бура.
Из импортного можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно уложить на основу из асбеста и начать процесс пайки.
Если сравнить этот способ пайки с соединением элементов с помощью олова, то он не отличается простотой. Но время не будет потрачено зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка
Латунь и медь или латунь и материалы, содержащие медь, можно соединить низкотемпературной пайкой с использованием паяльника мощностью 100 Вт.
Необходимо использовать в качестве припоя оловянно-свинцовый сплав ПОС60 или выше. Люминофор может быть ортофосфорной или паяльной кислотой.
Перед работой с латунью снимите оксидную пленку и обезжирьте поверхность. Пайку следует проводить при хорошем нагреве паяльника.
Кроме того, перед пайкой необходимо уделить особое внимание обработке поверхности флюсом, которую проводят непосредственно перед поднесением нагретого паяльника с припоем.
С помощью паяльника можно соединить латунь с помощью серебряных припоев (PSr40 и выше) . Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура нагрева от 500С. Флюс рекомендуется использовать на основе буры или можно использовать концентрированную фосфорную кислоту.
Флюс рекомендуется использовать на основе буры или можно использовать концентрированную фосфорную кислоту.
Таким способом можно заполнять различные дефекты, образующиеся в массивных латунных изделиях (радиаторах).
Пайка
Латунные сплавы в качестве припоя часто используются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы плохо поддаются сварке, так как для этого нужен специальный электрод, флюс и серьезный прогрев . В то же время их достаточно легко соединить с помощью латунного припоя.
Очень распространенным методом является пайка при соединении труб встык, где очень важно, чтобы их внутреннее сечение оставалось постоянным. После применения этого метода внешние размеры практически не изменяются, внутреннее сечение сохраняется, стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных устройствах, медные трубки системы жидкостного охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы уступают по прочности сварному соединению, поэтому обращаться с ними следует бережно.
В некоторых случаях используется лужение или пайка стали. Используется для нанесения на поверхность деталей из стали антикоррозионного покрытия . Лужение чаще всего подходит для обработки мелких одиночных изделий; в промышленных масштабах практически не используется.
При соединении деталей из низколегированных и углеродистых сталей иногда применяют пайку твердым припоем, где латунный припой должен иметь температуру плавления выше 450 град.
В процессе пайки латунных сплавов следует учитывать возможность выделения токсичных для человека паров цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций результаты пайки будут самыми положительными. Все работы можно выполнить самостоятельно, не прибегая к помощи специалистов, что очень дорого.
Пайка бронзы и серебра — Обсуждение украшений
Ernie1
#1
Я заинтересован в совместном использовании бронзы и серебра в своих проектах. Я
использовал латунь (или «ювелирную бронзу») вместе с стерлингом, и
столкнулся с трудностями при пайке. Мне сказали, что бронзу, легированную оловом
, будет намного легче припаять к серебру.
Предыдущие постеры на сайте упоминали Hagstoz как источник для
бронза, но когда я позвонил, они сказали, что их бронза представляет собой цинковый сплав
с медью.
Может ли кто-нибудь помочь в источнике для бронзы, которая может быть припаяна
к серебру или рассказать мне, как я могу припаять латунь и серебро.
Эрни
Гэри3
#2
Думаю, вас дезинформировали. И латунь и бронза это сплавы
меди, но латунь это медь и цинк, а бронза это медь и
жесть. Если вы используете обычный серебряный припой технического качества, то
у вас не должно возникнуть проблем при пайке его с серебром, золотом, сталью
и т. д.
С уважением, Гэри Вудинг
Jesse1
#3
латунь к серебру. от бронзы до серебра — обычная ваниль.
время чистой работы и припоя ручной флюс — восстановительное или нейтральное пламя
, достаточно большой огонь для работы, тепловая работа, а не присадочный металл.
ПРАКТИКА!
Джесси
Al_Balmer1
#4
Я заинтересован в совместном использовании бронзы и серебра в своих проектах. Я использовал латунь (или «ювелирную бронзу») вместе со стерлинговым и столкнулись с трудностями при пайке. мне сказали, что а бронзу, легированную оловом, было бы намного легче припаять к серебру.
Я не могу сказать вам, где его купить, но имейте в виду, что бронза — это 9Медно-оловянный сплав 0003 по определению. Медь-цинк — это латунь.
Предыдущие постеры на сайте упоминали Hagstoz как источник для бронзы, но когда я позвонил, они сказали, что их бронза была цинковой сплав с медью.
Аль Балмер
Сан Сити, Аризона
jbin1
#5
Может ли кто-нибудь помочь в источнике бронзы, который может быть припаял к серебру или рассказал как мне паять латунь и серебро.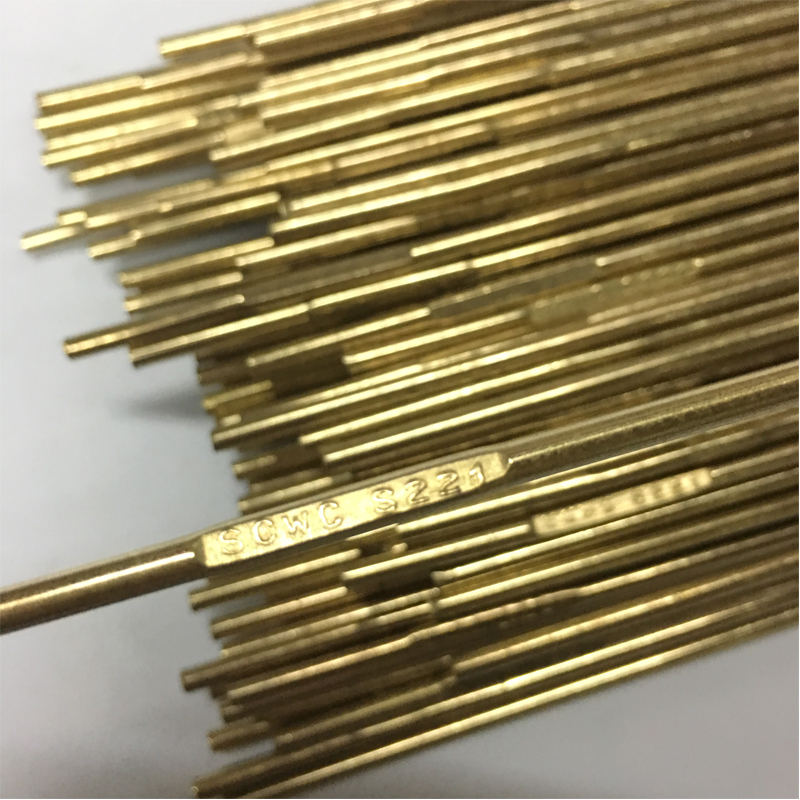
McMaster Carr (mcmaster.com) продает фосфористую бронзу (Alloy 510)
, которая представляет собой настоящую оловянную бронзу. Он доступен в небольших количествах
(лист 6 x 12 дюймов) толщиной от 0,005 дюйма до 0,125 дюйма. Вероятно, это единственный сплав оловянной бронзы
, который легко найти в листовой форме.
При этом у вас не должно возникнуть проблем с пайкой латуни или коммерческой бронзы
в фунты стерлингов. Это может быть проблемой, если вы перегреете
или работаете недостаточно быстро. Проблема заключается в том, что серебряный припой
в основном представляет собой сплав серебра и латуни (меди и цинка), и если
дать ему достаточно времени или температуры, он сплавится и затруднит управление потоком
.
Джим
Джеймс Биннион
@James_Binnion
Джеймс Биннион Metal Arts
Джеймс Биннион Metal Arts
Дом — Искусство металла Джеймса Бинниона
Уникальные обручальные и обручальные кольца, изготовленные на заказ в Мокуме! Независимо от того, собираетесь ли вы обручиться или ищете обручальные кольца, мы знаем, что вам нужно кольцо, которое является символом вашей любви и приверженности и отражает вашу индивидуальность. Исследуйте наш…
Исследуйте наш…
360-756-6550
Рик_Кук
#6
Верно, за исключением того, что «ювелирная бронза» на самом деле латунь. Мой опыт
, что самая большая проблема при пайке серебра и «ювелирной бронзы»
(латунь) возникает в травлении. Медь имеет тенденцию наноситься на серебро
, и для ее удаления требуется тяжелая полировка.
И, как говорит мужчина – практика, практика, практика
–RC
Jen_Wilczynski
#7
Какие проблемы возникают при пайке серебра и латуни
вместе? У вас есть проблемы с эвтектической связью, которая может произойти
(где латунь «погружается» в серебро)? Я паяю два металла
все время, и редко возникают проблемы — я просто
очень осторожно нагреваю металл. Может у кого есть еще
Может у кого есть еще
конкретный совет для вас, как этого не допустить.
Джен
http://www.jmwjewelry.com
Etsy
от JMWJewelry
Просмотрите уникальные изделия JMWJewelry на Etsy, всемирном рынке товаров ручной работы, винтажных и творческих товаров.
Ноэль Йовович
#8
Какие проблемы возникают при пайке серебра и латуни? вместе? У вас проблемы с эвтектической связью, которая может бывает (где латунь "тонет" в серебре)?
Я обеспокоен тем, что относительный новичок может быть сбит с толку ответами
на этот вопрос — вышеприведенный единственный ответ, который я видел, где
относится к истинной сложности.
Чтобы уточнить — да, вы можете спаять эти металлы вместе.
Но если вы делаете это нечасто или не совсем «уверены» в
контроле нагрева, слишком много тепла может превратить весь
в лужу. Я так понимаю серебро + латунь = припой. Так что, если
вы перегреете (это не сложно), ваши отдельные металлы превратятся в
в одно большое количество припоя, а латунь может «утонуть» в серебре
. Что бы там ни было, мне раз или два удалось сделать тот же
с золотом.
Я не использовал бронзу, поэтому не могу сказать об этом, но хитрость с латунью
заключается в том, чтобы планировать деталь таким образом, чтобы вы добавляли ее как можно позже в процессе
, и очень внимательно относитесь к количеству тепла. Мой последний PITA
был в конце медного, латунного и серебряного сплава
металлической пряжки ремня. Закончил, перевернул, чтобы добавить
находки, у меня были проблемы с этим, и когда я повернул его
обратно вперед, ужасная вещь произошла без моего ведома
и кусок был мусором. Поэтому я пытаюсь что-то проектировать, припаивая латунь
к меди и медь к серебру.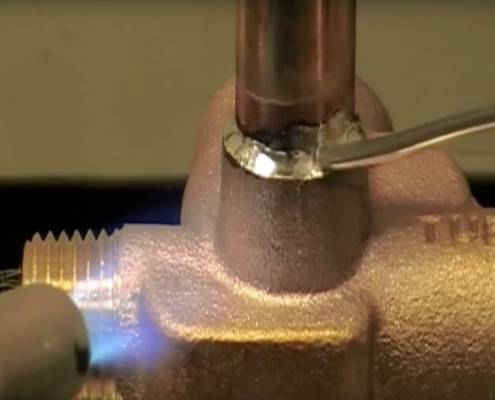
Ноэль
Эрни1
#9
Спасибо, Ноэль, за подробное объяснение. В следующий раз я
потрачу больше времени на процесс проектирования.
Я все еще заинтересован в поиске оловянной бронзы, которая может быть подвергнута холодной штамповке
. Во всем, что я могу обнаружить, большинство бронз являются пружинистыми и не поддаются холодной штамповке (т. Е. Кольцам, формованию складок и т. Д.). Итак,
, если кто-нибудь может помочь, я был бы признателен.
Эрни
Сьюзан Торнтон
#10
Ernie,
Я использую NuGold, который выглядит как бронза после окончательной очистки и
патина. Проверьте мой веб-сайт, и там есть сосуд из NuGold, который я поднял
. NuGold был первым металлом, который я использовал в классе. Инструкторы
сказали, что его рабочие свойства аналогичны свойствам серебра для работы с молотком. Я
обнаружил, что это правда. Я обрабатываю все свои модели в NuGold до
года, используя серебро. Я люблю материал.
Сьюзен
www.ThorntonStudioJewelry.com
jbin1
#11
Мне все еще интересно найти оловянную бронзу, которая может быть холодной сформировался. Во всем, что я могу обнаружить, большинство бронзовых изделий упругие и не поддаются холодной формовке (т.е. кольцам, складчатым так далее). Так что, если кто-нибудь может помочь, я был бы признателен Это.
Это то, что мы пытаемся вам сказать, добавление даже небольшого количества
олова делает медь твердой и прочной. Мягкую оловянную бронзу
вы не найдете. Оловянные бронзы могут быть пластичными и ковкими, но это будет
прочный и сложный для ручной формовки.
Джеймс Биннион
@James_Binnion
Джеймс Биннион Металлические искусства
Джеймс Биннион Металлические искусства
Дом — Искусство металла Джеймса Бинниона
Уникальные обручальные и обручальные кольца, изготовленные на заказ в Мокуме! Независимо от того, собираетесь ли вы обручиться или ищете обручальные кольца, мы знаем, что вам нужно кольцо, которое является символом вашей любви и приверженности и отражает вашу индивидуальность. Исследуйте наш…
360-756-6550
Тим4
#12
Литейный завод, с которым я работаю, использовал свинцовую пушечную бронзу под названием LG2.
не очень хорошо вдыхать, но вы могли бы довольно легко толкать его.
Тим Блейдс.
аранд1
№13
В связи с высокой ценой на золото и серебро и необходимостью снижения 9Предметы по цене 0003 для выставки, в которой я буду участвовать, у меня есть
, я начал работать с бронзой, которую я отливаю (литье по выплавляемым моделям). Этот
совершенно новый для меня, так как я никогда раньше не работал с бронзой.
Отливки получились отличные, но мне нужно прикрепить к ним скобы
. Я не смог найти лист бронзы, поэтому рассматриваю возможность изготовления скоб
либо из стерлингового серебра, либо из меди.
Мой вопрос: можно ли припаивать стерлинговые и/или медные скобы
до бронзы. Если да, то можно ли использовать обычный серебряный припой.
Если я обнаружу, что цвет стерлингов не очень совместим
с бронзой, я планирую окунуть изделие в какой-нибудь загрязненный травильный раствор
, надеясь покрыть серебро медью.
Для моего следующего литья я намерен сделать скобы частью конструкции,
что избавит от необходимости делать отдельные скобы. Тем не менее, для
в настоящее время у меня есть партия подвесок, все литые и нуждающиеся в залоге. Я
думал о холодных соединениях но конструкция на подвесках не будет
позволяет это сделать. Будущие отливки будут учитывать все это
и будут иметь дужки как часть конструкции, иначе
останется место для холодных соединений. Зрение сзади прекрасно…
Буду признателен за ваши коллективные мысли по этому поводу.
Алма
Альберик
№14
Привет, Альма:
Сверхлегкий серебряный припой — не совсем ужасный цвет для
бронза. Не очень прочный, поэтому убедитесь, что ваши суставы механически
прочны.
FWIW.
Брайан.
Гэри5
№15
Мой вопрос заключается в том, могут ли поручители из стерлингового серебра и/или меди припаян к бронзе. Если да, то можно ли использовать обычный серебряный припой.
Да. Бронза в основном представляет собой медь с небольшим количеством олова, и ее можно легко припаять
серебряным или даже золотым припоем.
С уважением, Гэри Вудинг
Jeff_Demand1
№16
Алма,
Мой вопрос заключается в том, могут ли поручители из стерлингового серебра и/или меди припаян к бронзе.Если да, то можно ли использовать обычный серебряный припой.
На протяжении многих лет я использовал стерлинговый сплав и кучу разных, в основном, медных сплавов
. Все они работают примерно одинаково, их около 9.0003 тонкие различия и потенциальные проблемы, но к тому времени, когда вы сможете увидеть
и понять их, они перестанут быть проблемами. Золото и
, особенно Pt, отличаются, но не слишком сильно. Все еще металлы
, хотя Pt несколько отличается.
Отлить партию бронзовых скоб и припаять их обычным серебряным припоем.
Или отлейте слиток бронзы и прокатайте его, чтобы получился лист.
Ни одна из этих ювелирных работ не является ракетостроением. Это ваша студия, и
вы можете делать почти все, что хотите, за исключением того, что оставляете большой кратер 9.0003
jeffD
Demand Designs
Аналоговое/цифровое моделирование и ювелирное дело
http://www.gmavt.net/~jdemand
Sandra_Gilbert
# 17
Посетите сайт whimsie.com, hagstoz.com или objectandelements.com, чтобы найти бронзовый лист
.
Cheers,
Sandra Gilbert в холодном Snohomish WA
Racecar_Jewelry
# 18
Привет Альма,
Вы можете сделать несколько моделей поручней, отлить их, а затем отлить из бронзы
. По-настоящему хорошего бронзового припоя не существует, поэтому единственным припоем является серебряный припой
.
Если вы спроектируете скобы так, чтобы припой мог быть внутри канавки…
рифленая скоба может быть припаяна к подвескам, и если сделать это
осторожно, вы можете вообще не увидеть серебряного припоя. Мы используем наш лазер
сварочный аппарат для сварки бронзы, латуни и всех видов других металлов вместе…
если он у вас есть, он будет работать…
Система сварки, такая как сварочный аппарат с шайбами, может работать, если она доступна. Я не думаю, что
погружение припаянной серебряной скобы в протравку поможет
изменить цвет, и это не будет постоянным, если это сработает.
Имеется латунное покрытие, но его установка будет стоить $, и
оно также не является постоянным.
Возможно лучшее решение — припаять к вашей модели дужку, сделать
новую форму и просто отлить все из бронзы…
забыть о попытках починить старые…
Даниэль Гранди
http://www.racecarjewelry.com
arands1
# 19
Спасибо, Джефф, за прекрасную идею отлить скобы из бронзы,
, а затем припаять их. Они будут выглядеть намного профессиональнее, чем
, если сделать их из меди или серебра.
И спасибо всем остальным замечательным людям, которые прислали мне столько
ценных предложений.
С наилучшими пожеланиями всем вам. Alma
Рынок олова для пайки, лужения, химикатов, латуни и бронзы, стекла и других применений — глобальный отраслевой анализ, размер, доля, рост, тенденции и прогноз на 2015 год
Новости предоставлены
Отчет о покупателе
08 марта 2017 г., 20:33 по восточному времени
ЛОНДОН, 8 марта 2017 г. /PRNewswire/ — Олово, относящееся к семейству углеродов, имеет химическое сходство с германием и свинцом. Он очень податлив и пластичен и способен трансформироваться в тонкий лист. Олово не подвержено влиянию кислорода и воды при комнатной температуре. Он не подвержен коррозии или ржавчине; следовательно, олово можно использовать в качестве материала покрытия для защиты других металлов. Ожидается, что расширение рынка бытовой электроники в сочетании с растущим спросом в пищевой упаковочной промышленности будет стимулировать рынок олова в течение прогнозируемого периода. Кроме того, ожидается, что его потенциальное применение в отрасли солнечной энергетики предоставит широкие возможности для роста рынка в течение прогнозируемого периода.
Скачать полный отчет: https://www.reportbuyer.com/product/3752612/
Производство олова сосредоточено в развивающихся странах Латинской Америки и Азиатско-Тихоокеанского региона. В настоящее время Китай, Индонезия и Перу являются крупнейшими производителями олова в мире. Индонезия, один из крупнейших производителей олова, ужесточает правила экспорта олова, чтобы бороться с ухудшением состояния окружающей среды и контрабандой. Ожидается также, что в ближайшем будущем Мьянма станет крупным поставщиком олова в мире.
В этом исследовании анализируется, оценивается и прогнозируется мировой рынок олова с точки зрения объема (килотонн) и доходов (млн долларов США) с 2014 по 2023 год. Рыночные цифры, приведенные в отчете, описывают мировой спрос на олово, но не производство или поставка. В отчете олова также анализируются несколько движущих и сдерживающих факторов и их влияние на рынок в течение прогнозируемого периода.
В отчете представлен подробный анализ рынка олова по ключевым областям применения. Он сегментирует рынок по следующим ключевым направлениям: пайка, лужение, химические вещества, латунь и бронза, стекло и другие (включая литий-ионные батареи, боеприпасы и солнечные элементы). Северная Америка, Европа, Азиатско-Тихоокеанский регион, Латинская Америка, Ближний Восток и Африка. Кроме того, он обеспечивает объем и доход для каждого сегмента приложений для каждого региона. Это включает в себя 12 уникальных страновых анализов.
В зависимости от приложения и страны в отчете анализируется привлекательность каждого сегмента и страны с помощью инструмента оценки привлекательности. Исследование включает анализ цепочки создания стоимости, который позволяет лучше понять ключевых игроков в цепочке поставок от производителей сырья до конечных пользователей. Кроме того, в исследовании анализируется рыночная конкуренция с помощью анализа пяти сил Портера.
Ключевые участники рынка, представленные в исследовании, включают Yunnan Tin Group Company Limited, Thailand Smelting and Refining Co. , Ltd. (Thaisarco), Yunnan Chengfeng Non-ferrous Metals Co., Ltd., Guangxi China Tin Group, Malaysia Smelting Corporation, PT Timah (Persero) Tbk, Minsur S.A., Empresa Metalúrgica Vinto S.A., Metallo-Chimique International N.V. и Gejiu Zili Mining And Smelting Co., Ltd. Профили ключевых участников охватывают такие важные параметры, как финансовый обзор, обзор компании, бизнес-стратегия, и последние события.
Первичные исследования составляют большую часть наших исследовательских усилий, дополненных обширными вторичными исследованиями. Мы изучили литературу по продуктам ключевых игроков, годовые отчеты, пресс-релизы и соответствующие документы для конкурентного анализа и понимания рынка. Вторичное исследование также включает в себя поиск последних торговых, технических статей, интернет-источников и статистических данных от торговых ассоциаций, государственных веб-сайтов и агентств. Это оказалось наиболее надежным, эффективным и динамичным подходом к получению точных рыночных данных, выявлению деловых возможностей и получению информации от участников отрасли.
Вторичные источники исследований, на которые ссылаются, включают внешние запатентованные базы данных, учебники, финансовые отчеты, веб-сайты компаний, отчеты брокеров, комментарии, годовые отчеты, презентации акционеров, а также подходящие патентные и нормативные базы данных, статистические базы данных и рыночные отчеты, пресс-релизы, новостные статьи и веб-трансляции, посвященные корпорациям, работающим на рынке. Вторичные источники, упомянутые в этом исследовании, включают журнал Chemical Weekly Magazine, журнал ICIS Chemical Business Magazine, Hoover’s, Factiva и презентации компаний.
В отчете мировой рынок олова сегментирован следующим образом:
Рынок олова – анализ применения
Пайка
Лужение
Химическая промышленность
Латунь и бронза
Стекло
Прочее (включая литий-ионные батареи, боеприпасы, солнечные элементы и т. д.)
Рынок олова – региональный анализ
Северная Америка
США
Остальная часть Северной Америки (RoNA)
Европа
Германия
Бельгия
Италия
Великобритания
Россия
Остальная Европа
Азиатско-Тихоокеанский регион
Китай
Япония
АСЕАН
Остальная часть Азиатско-Тихоокеанского региона (APAC)
Латинская Америка
Бразилия
Остальная часть Латинской Америки (LATAM)
Ближний Восток и Африка
GCC
Южная Африка
Остальная часть Ближнего Востока и Африки (MEA)
Скачать полный отчет: https://www.
