Прокат горячекатаный: Горячекатаный прокат. Описание и особенности
Содержание
Прокат стальной горячекатаный полосовой
| Профиль | Нормативный документ на продукцию | Класс, группа | Марка стали | Нормативный документ на химсостав | Предприятие- производитель | |
|---|---|---|---|---|---|---|
| ширина × толщина, мм | длина, м | |||||
| 40×4; 25 50×8 60×4 70×6 80×10 90×10 | 3,0-6,0 | ГОСТ 103-2006; ГОСТ 5949-75 | подгруппа б | 20Х13; 30Х13; 40Х13; 12Х18Н10Т и другие | ГОСТ 5632-72 | «Ижсталь» |
| 50×25; 30 55×20 60×25; 30; 36 65×30; 36 | 2,0-4,0 | ГОСТ 4405-75; ГОСТ 19265-73 | — | Р6М5 | ГОСТ 19265-73 | |
| 25×8 30×10 40×14 50×8 | 4,0-6,0 | ГОСТ 4405-75; ГОСТ 19265-73 | — | Р6М5 | ГОСТ 19265-73 | |
| 20×12 22×12 25×5; 6; 8; 9; 10; 12 25×14; 16; 18 26×7; 8 27×14; 15 28×7; 8; 9; 10; 11; 12 28×14; 16; 18 30×5; 6; 7; 8; 9; 10; 12 30×14; 16; 18; 20; 22 32×8; 10; 12; 18; 22 32×24; 28 34×22 35×4,5; 5,5; 8; 10; 12 35×14; 16; 18 36×4; 5; 6; 6,5; 7; 8; 9 36×10; 11; 12; 14; 16 36×18; 20; 22 38×4; 6; 8; 20; 22 40×4; 5; 6; 7; 8; 9; 10 40×11; 12; 14; 16; 18 40×20; 22; 25; 28 41×10 42×5; 6; 9; 11; 12; 16 42×18; 22; 26; 28 43×17 44×12 45×4; 5; 6; 7; 9; 12; 14 45×16; 18; 20; 22 46×21 47×7; 11; 17; 18 50×4; 6; 7; 8; 9; 10; 12 50×14; 16; 22 52×12 53×4; 5 55×4; 5; 6; 7; 7,5; 8; 14 56×9 58×11 60×4; 6; 7; 8; 8,5; 10 62×11 65×4; 5; 6; 7; 8; 9 70×4; 5; 6 | 3,0-6,0 | ГОСТ 4405-75; ГОСТ 19265-73 | — | Р6М5 | ГОСТ 19265-73 | |
По запросу продукция может быть изготовлена по другим техническим требованиям.
| | ВНИМАНИЕ! Оцифровка не является официальным документом, и является литературно-справочной информацией. Данная оцифровка является не полным докуменентом. Представлена основная справочная информация. Скачать орегинальный скан ГОСТа в формате PDF можно здесь
Таблица 1.(продолжение таблицы 1) (продолжение таблицы 1) Примечание. По требованию потребителя листовой прокат может изготовляться других размеров, отличных от указанных в таблице 1. Таблица 2.Примечание. По требованию потребителя листовой прокат может изготовляться в рулонах других размеров по толщине и ширине по сравнению с указанной в таблице 2. Таблица 3.* ПТП — повышенная точность прокатки * НТП — нормальная точность прокатки (продолжение таблицы 3) Примечания. 2. По согласованию изготовителя с потребителем листовой и рулонный прокат изготовляют с предельными отклонениями по толщине: Таблица 4.Примечание. По требованию предприятий Министерства авиационной промышленности допускается изготовление листового проката с минусовыми допусками, равными по величине сумме предельных отклонений. 5. По требованию потребителя разнотолщинность проката, изготовляемого в рулонах, в одном поперечном сечении не должна превышать половины суммы предельных отклонений по толщине. 6. Предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в рулонах, не должны превышать: 7. Предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в листах, не должны превышать норм, указанных в таблице 5. Таблица 5.Примечание. Для листов длиной свыше 8 м при толщине до 12 мм предельные отклонения по ширине не должны превышать 0,2% длины. По согласованию изготовителя с потребителем предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в листах, не должны превышать: 8. Предельные отклонения по ширине листового проката, прокатанного полистно и изготовляемого с необрезной кромкой, не должны превышать более чем на 50 мм предельных отклонений по ширине, указанных в табл.5. 9. Предельные отклонения по ширине проката, прокатанного на непрерывных станах и изготовляемого с необрезной кромкой, не должны превышать: 10. Предельные отклонения по длине проката, прокатанного полистно, не должны превышать норм, указанных в табл.6. Таблица 6.(Измененная редакция, Изм. N 1). 11. Предельные отклонения по длине проката, прокатанного на непрерывных станах и порезанного на листы, не должны превышать норм, указанных в табл.7. Таблица 7.(Измененная редакция, Изм. N 3). 12. Отклонения от плоскостности на 1 м длины проката, изготовляемого в листах, не должны превышать норм, указанных в табл.8. 13. Серповидность проката, изготовляемого в рулонах, не должна превышать 10 мм на длине 3 м. 14. Резка листов должна проводиться под прямым углом. Косина реза и серповидность не должны выводить листы за номинальные размеры по ширине и длине. Таблица 8.Примечания: 1. Отклонения от плоскостности, приведенные в табл.8, распространяются на листы из проката с 2. Листовой прокат с особо высокой плоскостностью изготовляется по согласованию потребителя с изготовителем. 15. При изготовлении проката в листах и рулонах с необрезной кромкой надрывы и другие дефекты (если они имеются на кромках) не должны превышать половины предельных отклонений по ширине и выводить листы за номинальный размер по ширине, указанной в заказе. Таблица 9.Примечание. По согласованию изготовителя с потребителем телескопичность проката в рулонах толщиной до 2,5 мм, шириной св. 800 мм не должна превышать 70 мм. Превышение одного внутреннего или одного наружного витка над поверхностью торца рулона не является телескопичностью. (Измененная редакция, Изм. N 2, 3). (Измененная редакция, Изм. N 1). 20. Методы измерения отклонений формы — по ГОСТ 26877. (Измененная редакция, Изм. N 1, 6). 22. Внутренний диаметр рулона должен быть не менее 650 мм и не более 1000 мм. 23. Максимальная масса каждого рулона не должна превышать 20 т. По согласованию потребителя с изготовителем допускаются рулоны другой массы. 21-23. (Измененная редакция, Изм. N 1). |
 Предельные отклонения по длине проката, прокатанного на непрерывных станах и порезанного на листы
Предельные отклонения по длине проката, прокатанного на непрерывных станах и порезанного на листы
 750 до 1000 мм, повышенной точности прокатки;
750 до 1000 мм, повышенной точности прокатки;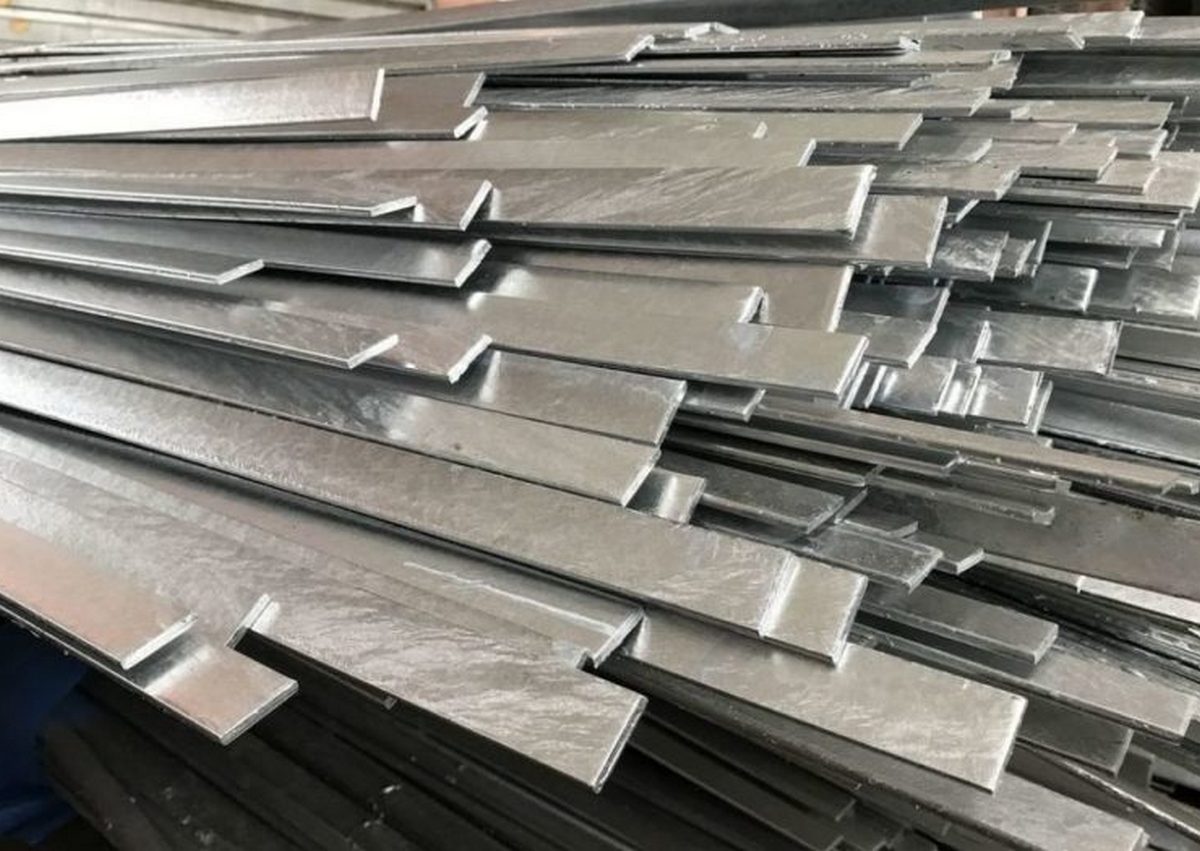 ;
; 



Горячекатаная сталь
и холоднокатаная сталь
Как отмечалось в предыдущем посте, различные типы стали подвергаются широкому спектру процессов для достижения надлежащих физических свойств. Многие слышали, что есть разница между горячекатаным и холоднокатаным прокатом, но не понимают, чем отличается производство горячекатаного или холоднокатаного проката друг от друга, для каких отраслей и применений служит горячекатаный и холоднокатаный прокат, и нужно ли горячекатаный или холоднокатаный лучше всего подходит для сварки, механической обработки или других нужд. Как следует из названия, все виды стального проката проходят через два или четыре валка. Валки сжимают сталь и оказывают давление, чтобы сгладить или придать ей желаемую форму, что изменяет физические свойства стали. Сталь почти всегда проходит через валки более одного раза, пока не будет достигнута форма или приблизительная форма стали.
Как следует из названия, все виды стального проката проходят через два или четыре валка. Валки сжимают сталь и оказывают давление, чтобы сгладить или придать ей желаемую форму, что изменяет физические свойства стали. Сталь почти всегда проходит через валки более одного раза, пока не будет достигнута форма или приблизительная форма стали.
Как следует из названия, все виды горячекатаной и холоднокатаной стали проходят через два или четыре валка. Валки сжимают сталь и оказывают давление, чтобы сгладить или придать ей желаемую форму, что изменяет физические свойства стали. Сталь почти всегда проходит через валки более одного раза, пока не будет достигнута форма или приблизительная форма стали.
Горячекатаная сталь
Разница
Процесс горячей прокатки включает прокатку стали при температуре выше температуры рекристаллизации стали, которая происходит при температуре более 1700 градусов по Фаренгейту. Сталь, температура которой выше температуры рекристаллизации, может формоваться и формоваться намного легче, чем более холодная сталь, и сталь может начинаться с гораздо больших размеров. Кроме того, ее производство, как правило, дешевле, чем холоднокатаной стали, и ее часто производят без пауз или задержек в процессе, поэтому сталь не нужно повторно нагревать. В процессе охлаждения горячекатаная сталь дает усадку, а размер и форма стали менее предсказуемы, чем холоднокатаная сталь.
Кроме того, ее производство, как правило, дешевле, чем холоднокатаной стали, и ее часто производят без пауз или задержек в процессе, поэтому сталь не нужно повторно нагревать. В процессе охлаждения горячекатаная сталь дает усадку, а размер и форма стали менее предсказуемы, чем холоднокатаная сталь.
Внешний вид
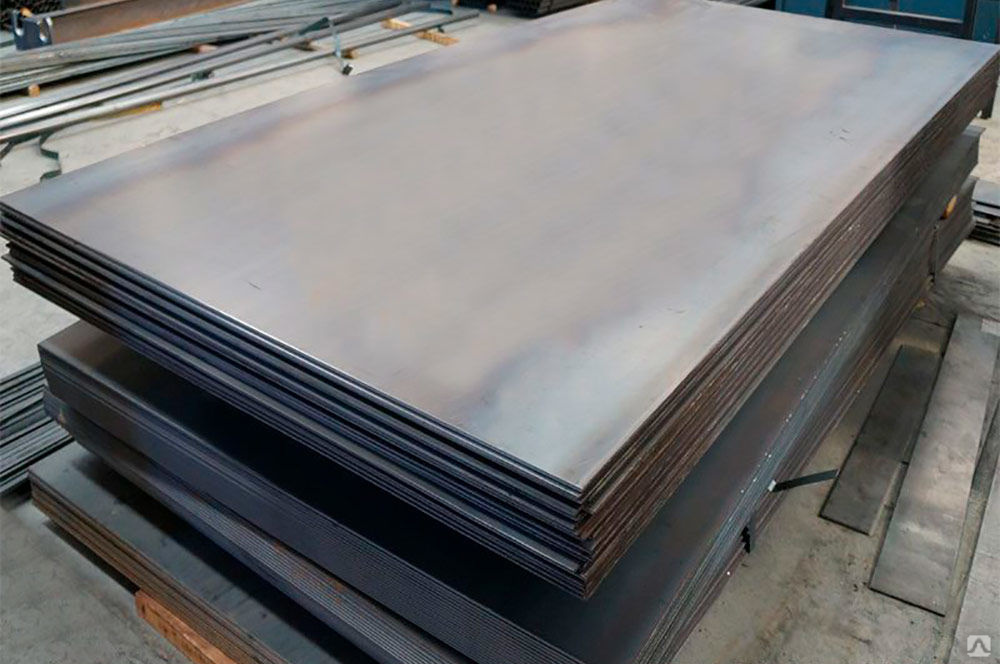
Горячекатаные продукты будут иметь чешуйчатую серую поверхность и более закругленные и менее точные углы, чем холоднокатаная сталь. Это делает горячекатаную сталь более идеальной для применений, где не требуются чрезвычайно точные размеры и внешний вид. Иногда чешуйчатая отделка предпочтительнее для конечного продукта при механической обработке или металлообработке.
Механические свойства
Механические свойства стали часто зависят от ее сорта или химического состава. По этой причине никогда не бывает безопасно делать предположения о механических свойствах горячекатаного проката по сравнению с холоднокатаным, если только они не относятся к одному и тому же сорту.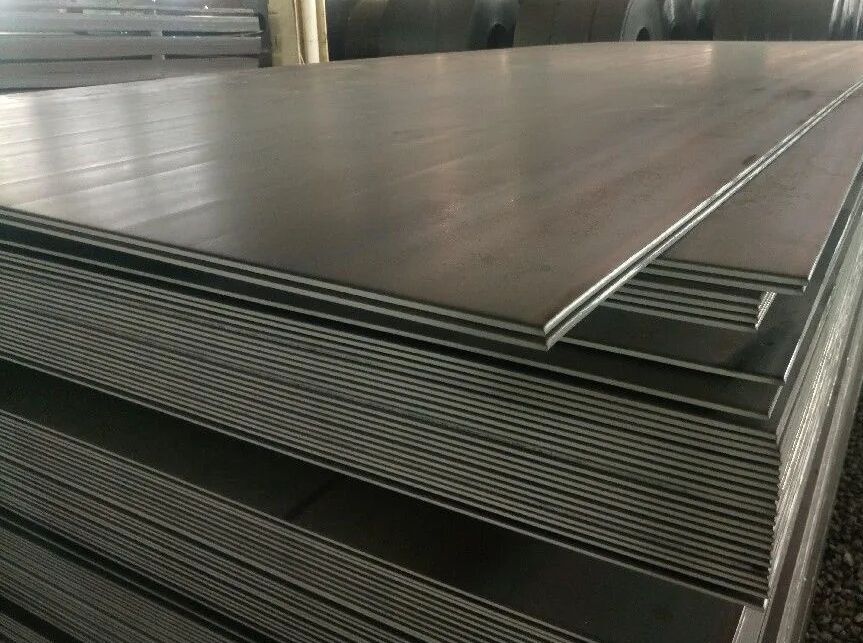 Используя в качестве примера очень распространенную сталь 1018, химические свойства стали 1018 будут такими же. Однако мы видим, что между холоднокатаным и горячекатаным прокатом есть ключевые различия.
Используя в качестве примера очень распространенную сталь 1018, химические свойства стали 1018 будут такими же. Однако мы видим, что между холоднокатаным и горячекатаным прокатом есть ключевые различия.
| Горячекатаный | Холоднокатаный | |
| Прочность на растяжение | 67 000 фунтов на кв. дюйм | 85 000 фунтов на кв. дюйм |
| Предел текучести | 45 000 фунтов на кв. дюйм | 70 000 фунтов на кв. дюйм |
| Уменьшение площади | 58 | 55 |
| Удлинение на 2″ | 36 | 28 |
| Твердость по Бринеллю | 137 | 167 |
Для чего он используется
Вы найдете горячекатаные изделия, такие как горячекатаные стальные стержни, в сварочных и строительных работах, таких как изготовление железнодорожных путей, двутавровых балок и других стальных строительных материалов, которые не требуют сверхточной обработки. формы.
формы.
Холоднокатаная сталь
Отличие
Холоднокатаная сталь производится при температурах ниже ее температуры рекристаллизации, обычно при комнатной температуре. Поскольку сталь производится при гораздо более низкой температуре, нет необходимости беспокоиться об усадке стали или изменении ее формы или внешнего вида.
Внешний вид
Конечные изделия из холоднокатаной стали, такие как холоднокатаный стальной стержень, имеют более гладкий внешний вид и могут иметь прямые углы, более точные размеры и отделку.
Механические свойства
См. таблицу выше. Предел текучести и предел прочности при растяжении холоднокатаного проката будут выше, чем у горячекатаного, что снижает вероятность разрушения холоднокатаного проката под давлением.
Для чего он используется
Холоднокатаная сталь гораздо более предпочтительна в мире механической обработки, где качество стали является важным фактором качества конечного продукта, а также важным фактором является внешний вид стали.
Резюме
Ниже приведены некоторые из ключевых отличий горячекатаной стали от холоднокатаной:
- Горячекатаная сталь прокатывается или формуется при высокой температуре, а холоднокатаная сталь прокатывается при комнатной температуре.
- Холоднокатаный прокат имеет гладкую и блестящую поверхность, а горячекатаный — серый и чешуйчатый.
- Холоднокатаный прокат имеет более острые углы и более точные размеры, чем горячекатаный.
- В целом холоднокатаный прокат имеет лучшие механические свойства, чем горячекатаный.
- Холоднокатаный дороже горячекатаного.
Горячекатаная сталь — Сталь
ГОРЯЧЕКАТАНАЯ ДЛЯ ГИБКОСТИ
Горячекатаная сталь Worthington обеспечивает гибкость и прочность для многих коммерческих применений. Как правило, наши клиенты используют горячекатаную сталь для тянутых деталей или компонентов, требующих простых изгибов.
Запросить цену
Конечное применение
Универсален для широкого спектра применений.
Выбор горячекатаной стали очень важен, когда важна гибкость. Его используют много, но вот некоторые типичные области применения:
- Колесные диски
- Рамы большегрузных автомобилей
- Обвязки
- Штамповки
- Трубы
- Ирригационные трубы
- Строительное оборудование
- Металлоконструкции
- Трубчатые
9010 1 Сельскохозяйственное оборудование
Высокая производительность
У нас есть горячекатаная сталь для передовых применений.
Worthington также производит высокопрочную низколегированную горячекатаную сталь для улучшения характеристик конечного продукта. Изменение микроструктуры стали дополнительно адаптирует этот универсальный материал к вашему процессу и потребностям.
Выберите правильную сталь
Почему горячекатаный прокат лучше холоднокатаного?
Наша группа поддержки материалов может помочь вам выбрать оптимальную сталь для вашего проекта.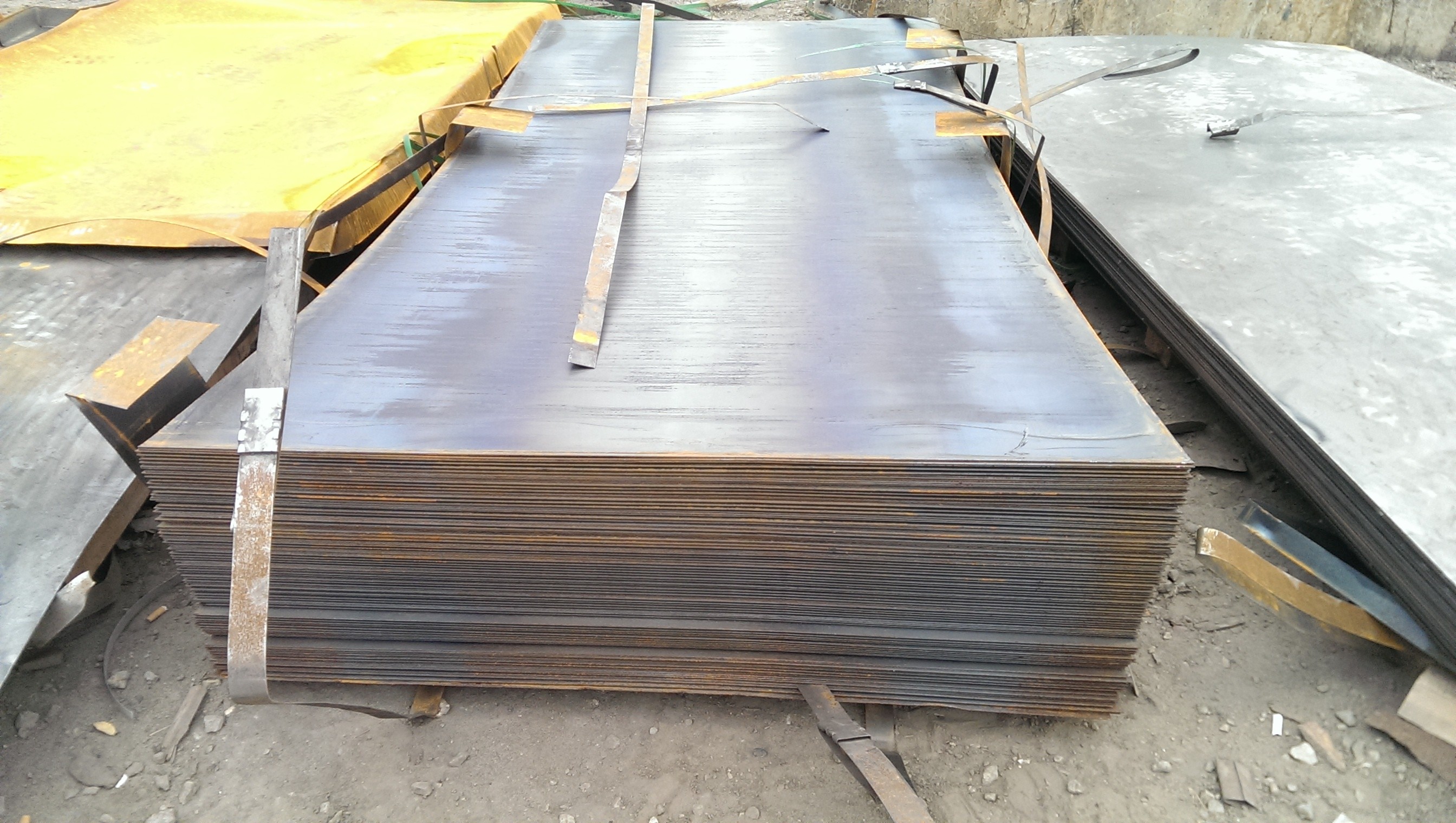 Вот некоторые основы: По сравнению с холоднокатаной сталью, горячекатаная сталь прочнее и легче формуется, но имеет большую толщину и более широкие допуски на толщину. Он также обеспечивает более низкий контроль механических свойств. В результате это может обеспечить экономию средств там, где требования к внешнему виду, размерам и весу не являются критическими.
Вот некоторые основы: По сравнению с холоднокатаной сталью, горячекатаная сталь прочнее и легче формуется, но имеет большую толщину и более широкие допуски на толщину. Он также обеспечивает более низкий контроль механических свойств. В результате это может обеспечить экономию средств там, где требования к внешнему виду, размерам и весу не являются критическими.
Полные возможности
Оцените наши широкие возможности.
Сотрудничайте с нами, чтобы создать именно ту сталь, которая вам нужна. У нас есть знания, опыт и возможности, чтобы сделать ваш процесс еще более эффективным, добавив:
- Травление, дрессировка, дрессировка
- Вырубка первой операции, сухая смазка
- Резка, осцилляторная резка
- Холодная прокатка, однопроходная прокатка, дрессировка
- Водородный отжиг
- Листовой прокат
- Цинкование, гальваника, акрил
Просмотреть все возможности
Техническое решение
Возникают трещины?
Когда целостность продукта нарушается где-то в процессе, может помочь микроструктурный анализ.
Скачать решение
Стандартные или специальные спецификации для точного соответствия вашим требованиям.
Скачать линейную карту
Полезные ресурсы
Сколько вам нужно? Каковы характеристики?
Сделайте быстрый расчет
Скачать справочное руководство по стали
Наши лучшие клиенты оценили нашу обработку стали на 100% в службе поддержки клиентов.
Эксперты добавляют ценность
Мы можем помочь вам найти или протестировать правильное сочетание металла и процессов, подходящее для вашего применения.
Узнать больше
Контроль затрат
В условиях нестабильности рынка стали мы работаем с вами, чтобы сделать затраты более предсказуемыми и управляемыми.
