Прокатка проволоки: Прокатка и волочение — Машиноведение
|
Прокатка и волочение Категория: Машиноведение Прокатка и волочение Прокатка — один из важнейших способов обработки металла давлением. Им обрабатывается более 75% всей получаемой стаяли. Прокаткой получают из слитков стали или цветных металлов сортовые материалы круглого, квадратного, полосового и фасонного профиля (тавровый, корытный, зетовый), а также листы и трубы. На рисунке 1 приведены некоторые профили проката. Рис. 1. Профили проката: Рис. 2. Схема прокатки. Прокатка металлов осуществляется на специальных машинах, называемых прокатными станами. В прокатном стане металл пропускается в нагретом или холодном виде между вращающимися в разные стороны стальными или чугунными валками. Первичную прокатку слитков делают на мощных станах, называемых блумингами. На блумингах получают квадратные заготовки — блумы — с сеченйем от 150 X 150 до 450 X 450 мм. Листовые заготовки изготавливаются на слябингах. Блумы и слябы идут на переработку в сортовой и профильный прокат в сортовых станах. Валки сортовых станов делаются калиброванными, с канавками (ручьями) по окружности. На рисунке 3 показаны валки для прокатки тавровой балки из квадратного профиля. Прокатка тавровой стали осуществляется за 6 пропусков через все калибры начиная с первого. В каждом из калибров профиль металла все более и более приближается к тавровому сечению балки и, наконец, приобретает это сечение. Рис. 3. Валки для прокатки балки таврового профиля. Нагревание металла до необходимой температуры (1000 —1200) перед прокаткой производится в пламенных или электрических нагревательных печах. Пламенные печи имеют тот недостаток, что пламя оказывает окислительное действие на заготовки. От этого недостатка свободны электрические индукционные печи, находящие теперь все большее применение. В электрических печах нагрев заготовок осуществляется равномернее, так как печь имеет различную температуру по своей длине, и металл перемещается постепенно из менее нагретых частей печи к более нагретым. Печи, в которых топливо не соприкасается с металлом, называются методическими. Холодная прокатка применяется обычно только для получения тонких изделий толщиной менее 2 мм: лепт для изготовления лезвий к безопасным бритвам, ученических перьев и т. Рис. 4. Схема камерной нефтяной печи: Для изготовления проволоки малых диаметров и точных размеров (от 0,1 до 4 мм), а также тонких труб применяется волочение. Волочение заключается в протягивании заготовки через калиброванные отверстия в волочильной доске. При этом диаметры отверстий — «глазки» — постепенно уменьшаются. Размеры отверстий уменьшены с таким расчетом, чтобы не произошел обрыв проволоки. Для уменьшения диаметра проволоки необходима многократная протяжка через отверстия волочильной доски. Волочильные доски делают со вставными «глазками» (фильерами), которые изготовляются из твердых сплавов, а Для проволоки диаметром менее 0,25 мм — даже из алмаза. Для уменьшения трения фильеры непрерывно смазываются струей масла. Рис. 5. Схема волочения: — Прокатка. Сущность процесса прокатки заключается в пропускании металла в зазор между вращающимися в разные стороны валками. Рис. 6. Схема прокатки листа (а) и калибра ванные валки для сортового проката (б), Площадь поперечного всегда уменьшается. Отношение получаемой длины заготовки к первоначальной называется коэффициентом вытяжки и принимается в пределах 1Д—1,6, а в отдельных случаях до 2,5. Прокатке подвергается более 75% всей выплавляемой стали и большое количество цветных металлов и сплавов. Форма поперечного сечения прокатного изделия называется его профилем. Совокупность профилей разных размеров, получаемых прокаткой, называется сортаментом. Прокатка осуществляется как на гладких, так и на калиброванных валках, т. е. на валках, имеющих ручьи определенного профиля. Ручьем называется профиль очертания выреза на боковой поверхности валка-, два ручья — пара валков — образуют калибр. Валки бывают: обжимные — для уменьшения площади сечения заготовки, черновые — для получения заготовки, близкой к окончательному профилю, и чистовые (отделочные) — для получения окончательного профиля проката. Сортамент прокатываемых изделий весьма разнообразен. Основные виды профилей проката показаны на рис. 7. Листовой прокат бывает двух видав: листовая сталь толстая, шириной от 600 до 3000 мм при толщине от 4 до 60 мм, а в особых случаях до 450 мм (судовая броня и др.), и листовая сталь тонкая при толщине менее 4 мм. К тонкой листовой стали относится оцинкованная сталь, жесть белая (покрытая оловом), жесть черная полированая, сталь декапированная (отожженная и протравленная). Разновидностью круглой стали .является горячекатаная проволока (катанка) диаметром 5—9 мм. Проволока диаметром меньше 5 мм производится только волочением. Горячекатаный металл часто подвергают последующей холодной прокатке для улучшения качества поверхности и повышения точности размеров (холоднокатаные листы и лента), а также для получения таких размеров, которые нельзя получить горячей прокаткой (тонкие листы). Трубы бывают бесшовные, с наружным диаметром от 5 до 420 мм при толщине стенок 0,5—40 мм, и сварные с наружным диаметром до 750 мм при толщине стенок до 14 мм. Для получения бесшовных труб круглую заготовку прокатывают в полую заготовку на специальном прошивном стане с косо расположенными валками, которые имеют сложную форму. Для удобства изображения валки на рисунке показаны один над другим, рабочее положение их получится при повороте фигуры вокруг оси заготовки на 90°. Оба валка прошивного стана вращаются в одном направлении, вынуждая заготовку вращаться в обратном направлении. Заготовка, вращаясь, движется в направлении своей оси. Обрабатываемая заготовка находится в весьма сложных условиях пластической деформации, создающих в центре заготовки значительные напряжения, вызывающие разрыхление этой зоны с образованием отверстия с неровной поверхностью. Для выравнивания внутренней полости заготовки применяется дорн или пробка В, на которую постепенно наползает заготовка. Полученная таким путем трубная заготовка надевается на оправку и подается в фасонный калибр переменного сечения двухвалкового стана, с помощью которого из заготовки получается труба. Прокатное оборудование. Для прокатки металла применяются прокатные станы. Рис. 8. Схема получения полой трубной заготовки Прокатный стан состоит из одной или нескольких рабочих клетей, шестеренной клети, редуктора с маховиком и двигателя. Рис. 9. Общий вид прокатного стана Комплект валков вместе со станиной называется клетью. Формы калибров на валках весьма разнообразны и зависят от вида профиля проката, который необходимо получить. Сложные профили получают из исходной заготовки последовательными пропусками заготовки через серию калибров, часто расположенных не только на нескольких валках или рабочих клетях, но даже ьа нескольких прокатных станах. Рис. 10. Схема прокатного стана Станины клети снабжены механизмами, предназначенными для изменения расстояния между валками. Каждый валок рабочей клети получает вращение от шестеренной клети через индивидуальный шпиндель. Валки соседних рабочих клетей связаны шпинделями с рабочими валками в силу чего скорость вращения валков во всех клетях одинакова. Прокатные станы классифицируются но следующим основным признакам: по числу и расположению валков в рабочей клети; по взаимному расположению рабочих клетей; по роду выпускаемой продукции. По первому признаку станы могут быть отнесены к следующим группам: дуо-станы, имеющие в каждой клети по два валка, как нереверсивные с постоянным направлением вращения валков, так и реверсивные, в которых направление вращения можно менять и, следовательно, осуществлять пропуск обрабатываемого металла в обе стороны; трио-станы, имеющие в каждой клети по три валка; двойные дуо-станы, имеющие клети с двумя парами валков; многовалковые станы с четырьмя, шестью и более валками; станы с косо расположенными валками — двух- и трехвалковые. Реверсивные дуо-станы применяют для прокатки крупных профилей и толстых листов, нереверсивные — для высокопроизводительной прокатки заготовок и сортового металла, причем в этом случае обрабатываемый металл идет в одном направлении из одной клети в другую. Рис. 11. Схема расположения валков: В трио-станах прокатываемая заготовка идет в одну сторону между-средними и нижними валками, а в обратную сторону — между средним и верхним. В этом случае средний валок снашивается быстрее, чем остальные. Для устранения неравномерности снашивания рабочих валков применяют двойные дуо-станы. Прокатка на этих станах ведется так же как и на трио-станах, в обе стороны, и точность получаемых профилей выше, так как настройка каждой пары валков производится независимо от другой. У многовалковых станов валки малого диаметра являются рабочими валками, а валки больших диаметров — опорными, предохраняющими от изгиба рабочие валки, чем обеспечивается равномерная толщина проката (чаще всего листа) по ширине. По расположению рабочих клетей станы классифицируются на одноклетьевые и многоклетьевые; последние могут быть линейные, двух- и более ступенчатые, непрерывной и полунепрерывной прокатки. Рис. 12. Схема процесса волочения и профили, получаемые волочением По назначению, т. е. по роду выпускаемой продукции, станы делятся на обжимные, заготовочные, рельообалочные, сортопрокатные, проволочные, листопрокатные, трубопрокатные, бандаже-прокатные, колесопрокатные и на станы специального назначения. К обжимным станам относятся блюминги и слябинги, способные прокатывать слитки до 20 т. Блюминги выпускают квадратную заготовку, называемую блюмом, которая подвергается дальнейшей прокатке с целью получения сортового проката. Слябинги производят прямоугольный прокат—слябы, являющиеся заготовкой при прокатке листа. Волочение. Коэффициент утонения при волочении, т. е. отношение диаметра после волочения к диаметру до волочения d0, колеблется в пределах 0,8—0,95; при больших обжатиях в металле возникают очень сильные напряжения, что может вызвать его разрыв. Если требуется более значительное уменьшение поперечного сечения, заготовку пропускают через ряд уменьшающихся по сечению отверстий в волочильных досках. Металл подвергается волочению в холодном состоянии, поэтому пластичность его падает. Первоначальные свойства наклепанного волочением материала восстанавливаются отжигом. При возобновлении волочения после отжига материал должен быть очищен от окалины травлением в растворе серной, кислоты с последующей промывкой в щелочном растворе. Волочением обрабатывают как сталь различных сортов, так и цветные металлы — мель и ее сплавы, алюминий и его сплавы. Волочению подвергают металл в прутках, в проволоке, а также трубы. Преимущества волочения заключаются в том, что оно обеспечивает точные размеры (например, для стальной проволоки диаметром 1,0—1,6 мм, по ГОСТ 2771—44, допуск 0.02), высокое качество поверхности, возможность получения мелких профилей. Волочение применяют в основном в следующих случаях: для изготовления проволоки диаметром от 5 мм до сотых долей миллиметра, как круглой, так и других профилей; для получения тонкостенных труб; для калибровки — придания точных размеров и высокого качества поверхности горячекатаному металлу; для получения фасонных профилей. Волочение осуществляется на специальных станах, называемых волочильными станами, обладающими тянущей силой, которая прикладывается к заготовке, вышедшей из волочильного очка. Реклама:Читать далее:Электродуговая сварка и резка металлов
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Прижатый к валкам слиток увлекается силой трения, возникшей между валками и слитком. Валки обжимают слиток и придают ему требуемый профиль. На рисунке 2 показана схема прокатки.
Прижатый к валкам слиток увлекается силой трения, возникшей между валками и слитком. Валки обжимают слиток и придают ему требуемый профиль. На рисунке 2 показана схема прокатки. На рисунке 4 изображена схема камерной нефтяной пламенной печи с рекуператором, в котором воздух, идущий в печь, предварительно нагревается уходящими продуктами горения. Таким путем удается использовать около половины всего количества тепла, уходящего из печи. Все рабочее пространство печи имеет примерно одинаковую температуру. В него помещают заготовки, предназначенные для нагрева.
На рисунке 4 изображена схема камерной нефтяной пламенной печи с рекуператором, в котором воздух, идущий в печь, предварительно нагревается уходящими продуктами горения. Таким путем удается использовать около половины всего количества тепла, уходящего из печи. Все рабочее пространство печи имеет примерно одинаковую температуру. В него помещают заготовки, предназначенные для нагрева. п.
п. Вследствие возникновения трения между прокатываемым металлом и валками последние одновременно с деформированием осуществляют подачу металла до тех пор, пока вся заготовка не пройдет через зазор между валками.
Вследствие возникновения трения между прокатываемым металлом и валками последние одновременно с деформированием осуществляют подачу металла до тех пор, пока вся заготовка не пройдет через зазор между валками.


 Нереверсивные дуо-станы применяют также для прокатки тонких листов и для холодной прокатки листов и ленты. После пропуска заготовки между валками ее возвращают на сторону подачи через верхний валок вхолостую.
Нереверсивные дуо-станы применяют также для прокатки тонких листов и для холодной прокатки листов и ленты. После пропуска заготовки между валками ее возвращают на сторону подачи через верхний валок вхолостую. Станы с горизонтальными валками, имеющие вертикальные валки для деформирования заготовки в горизонтальной плоскости, называются универсальными.
Станы с горизонтальными валками, имеющие вертикальные валки для деформирования заготовки в горизонтальной плоскости, называются универсальными. Волочение заключается в протягивании обрабатываемой заготовки через отверстие (фильер, очко), размеры которого меньше размеров сечения исходного материала. Схема оро-Цеоса волочения дана на рис. 12, а. При волочении площадь «перечного сечения заготовки уменьшается, а так как объем дается постоянным, то длина ее увеличивается.
Волочение заключается в протягивании обрабатываемой заготовки через отверстие (фильер, очко), размеры которого меньше размеров сечения исходного материала. Схема оро-Цеоса волочения дана на рис. 12, а. При волочении площадь «перечного сечения заготовки уменьшается, а так как объем дается постоянным, то длина ее увеличивается.
Процесс холодной прокатки | Schlatter Group
Холоднокатаная арматурная и промышленная проволока
Линии холодной прокатки CRL предназначены для производства холоднокатаной стальной проволоки гладкого или периодического профиля для армирования или другого назначения.
Линия холодной прокатки CRL
Линии холодной прокатки CRL предназначены для производства холоднокатаной стальной проволоки гладкого или периодического профиля для армирования или другого назначения.
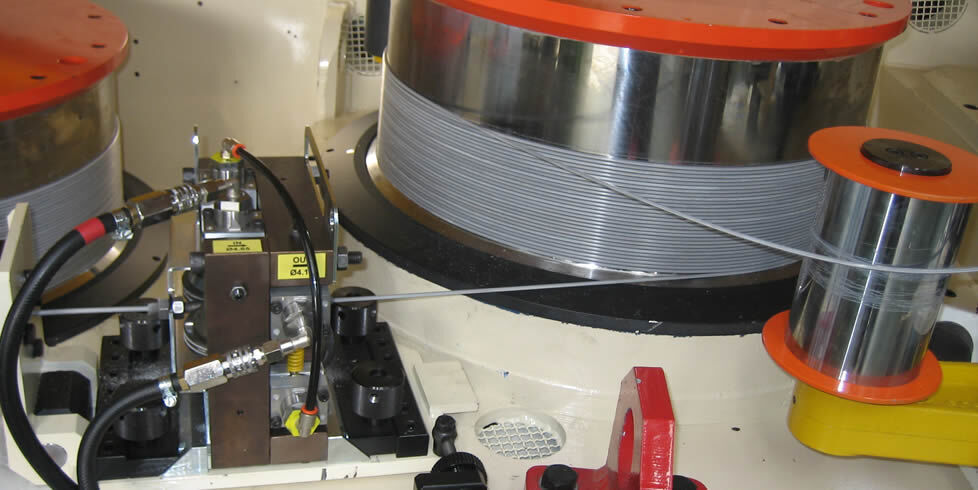
Готовое изделие – проволока диаметром 4 – 16 мм на катушках или в бухтах весом от 2,5 до 5 тонн. Намотка производится посредством полуавтоматических или полностью автоматических вертикальных намотчиков.
Вертикальная система размотки катанки VPS
Вертикальная система размотки катанки VPS предназначена для разматывания бунтов катанки диаметром от 5,5 мм до 16 мм и обеспечения непрерывной подачи катанки в линию.
Система состоит из двух наклонных разматывателей, на которые последовательно загружаются бунты катанки, и размоточной стойки достаточной высоты для обеспечения высокоскоростного разматывания проволоки без запутывания.
Устройство подготовки проволоки MDLD
Компактное устройство подготовки проволоки MDLD — полностью закрытый блок с защитой от проскальзывания. Внутри корпус оснащен устройством для удаления окалины MD и смазочным устройством LD, которые одновременно выполняют механическую очистку поверхности и смазывание проволоки.
Устройство предназначено для снятия окалины и подключено к системе пылеудаления для поддержания чистоты окружающей среды.
Механический окалиноломатель MD
Механический окалиноломатель состоит из ряда роликов, которые разрушают поверхность прочных слоев окалины путем сгибания катанки в процессе холодной прокатки/вытяжки. MDLD оснащено защитными устройствами.
Смазочное устройство LD
В процессе холодной прокатки смазочное устройство LD выполняет смазывание катанки порошком стеарата кальция и натрия. Стеарат непрерывно перемешивается с помощью вертикальных и горизонтальных бесконечных транспортировочных шнеков, которые приводятся в действие мотор-редукторами.
Горизонтальный тяговый блок HBB
Горизонтальный тяговый блок «HBB» вытягивает стальную проволоку с помощью специальных приводных барабанов, обеспечивая необходимое усилие для процесса холодной прокатки или вытяжки.
Блок состоит из прочной конструкции, полностью закрытой сдвижными дверями, внутри которой установлены роликовые кассеты «RC» или панели вытяжки «STR», различные тяговые барабаны, устройство для снятия напряжения «SRD» и узлы для направления проволоки. Тяговые барабаны подключены напрямую к специальному надежному редуктору в одном корпусе. Привод от двигателя переменного тока, установленного с другой стороны.
Роликовые кассеты для холодной прокатки CR 25 / 30
Роликовые кассеты для холодной прокатки состоят из двух комплектов, в каждом из них имеется 3 ролика, расположенных в трех равноудаленных уровнях. Ролики из карбида вольфрама можно регулировать по оси и радиусу. Кассеты оснащены автоматической системой смазки и зубчатым зацеплением для легкой регулировки открытия/закрытия роликов с помощью рычага. Охлаждающий контур служит для снижения тепловыделения в процессе прокатки.
Вертикальный тяговый блок VBB
Вертикальный тяговый блок VBB протягивает катанку через кассеты холодной прокатки. Тяговый барабан установлен на выходном валу редуктора вертикально. Количество тяговых барабанов зависит от количества обжатий проволоки и использования устройства для снятия напряжения. Блок VBB полностью закрыт защитными устройствами в соответствии с нормами ЕС.
Тяговый барабан установлен на выходном валу редуктора вертикально. Количество тяговых барабанов зависит от количества обжатий проволоки и использования устройства для снятия напряжения. Блок VBB полностью закрыт защитными устройствами в соответствии с нормами ЕС.
Устройство для снятия напряжения SD
Устройство для снятия напряжения «SD» состоит из серии твердосплавных роликов и позволяет механически снизить внутренние напряжения холоднодеформированной проволоки, изменяя механические характеристики арматурной проволоки, такие как предел прочности на разрыв, предел текучести и удлинение.
Горизонтальный намотчик HS
Горизонтальный намотчик HS служит для наматывания проволоки на разборные или неразборные катушки.
Модуль представляет собой прочную конструкцию и закрывается с помощью сдвижной двери. Катушки удерживаются в горизонтальном положении с помощью двух центрирующих пальцев, один из которых движется в осевом направлении с помощью гидравлического исполнительного механизма, а другой приводится во вращение от электродвигателя переменного тока.
Горизонтальный намотчик включает в себя передвижную платформу и извлекающее устройство для облегчения перемещения пустых или заполненных катушек в зоне намотчика.
Автоматический вертикальный намотчик AVS
Новейший, полностью автоматический, намотчик AVS наматывает стальную проволоку на разборные катушки и упаковывает обвязанные компактные бухты.
Намотчик автоматически выполняет процессы наматывания, обвязки/ взвешивания/маркировки, а также извлечения компактных бухт за время менее двух минут и без участия оператора. Автоматический намотчик AVS обладает прочной конструкцией с круговой двухпозиционной платформой.
В первой позиции происходят такие автоматические процессы со сборными катушками, как их загрузка/ разгрузка, обвязка/маркировка/ взвешивание, а также открытие/ закрытие, в то время как намотка проволоки, зацепление проволочной головки/хвостовика и автоматический отбор образцов происходят во вторую очередь.
Автоматический намотчик AVS поставляется с двумя специальными автоматическими сборными катушками и может производить обвязанные компактные бухты весом от 2 до 8 тонн и диаметром проволоки от 4 до 25 мм. Специальный мостовой кран-манипулятор и роликовый/цепной конвейер могут быть скомпонованы в соответствии со схемой размещения оборудования заказчика. Автоматический намотчик AVS также может использоваться для намотки проволоки в неразборные катушки, которые загружаются/выгружаются полностью автоматически.
Система правки и резки SC
Системы правки и резки для производства прутков состоят из узла прижимных роликов, правильного узла, летучих ножниц и приемного лотка.
Линию прокатки можно укомплектовать как с системой правки и резки, так и в комбинации с намотчиком.
Технические характеристики
- Диаметр проволоки: 4 мм – 16 мм
- Тип правки: ролики или штампы
- Длина приемного лотка для прутков: модульная от 2 до 15 м
Интеграция в сварочную сеточную линию
В зависимости от ваших инвестиционных возможностей и требуемой степени автоматизации компания Schlatter предлагает комплексное решение от одного производителя — от простой системы до полностью автоматизированной линии.
Линия холодной прокатки и сварочная сеточная линия дополняют друг друга, образуя интегрированное и высокоэффективное производственное решение. Интеграция означает, что поперечная проволока с линии холодной прокатки непрерывно подается в сварочную сеточную линию.
Это значительно сокращает время простоя и устраняет необходимость проведения сложных манипуляций с катушками проволоки для поперечной проволоки.
Соответственно, это упрощает эксплуатацию сварочного сеточного оборудования, что приводит к значительному повышению производительности. Широкий выбор дополнительных модулей и опций гарантирует расширение производства до автоматической производственной системы с минимальной потребностью в персонале.
Wire Rolling Mill — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(124 релевантных результата)
Электрический прокатный стан с двойным приводом X-Drive серии Ultra, 160 мм (все провода + волокно) — Pepetools
€4. 770,95
770,95
Артикул №: XD190.30.00-120V
Дополнительные варианты оплаты доступны при оформлении заказа.
110В220В
Напряжение
- 110 В
- 220 В
Количество
Вам также может понадобиться
Рабочий стол прокатного стана
€238,95
| Product Name | 160MM Double Ultra Series X-Drive Electric Rolling Mill (All Wire + Flat) |
| Brand | Pepetools |
| Country of Origin | USA |
| SKU | XD190.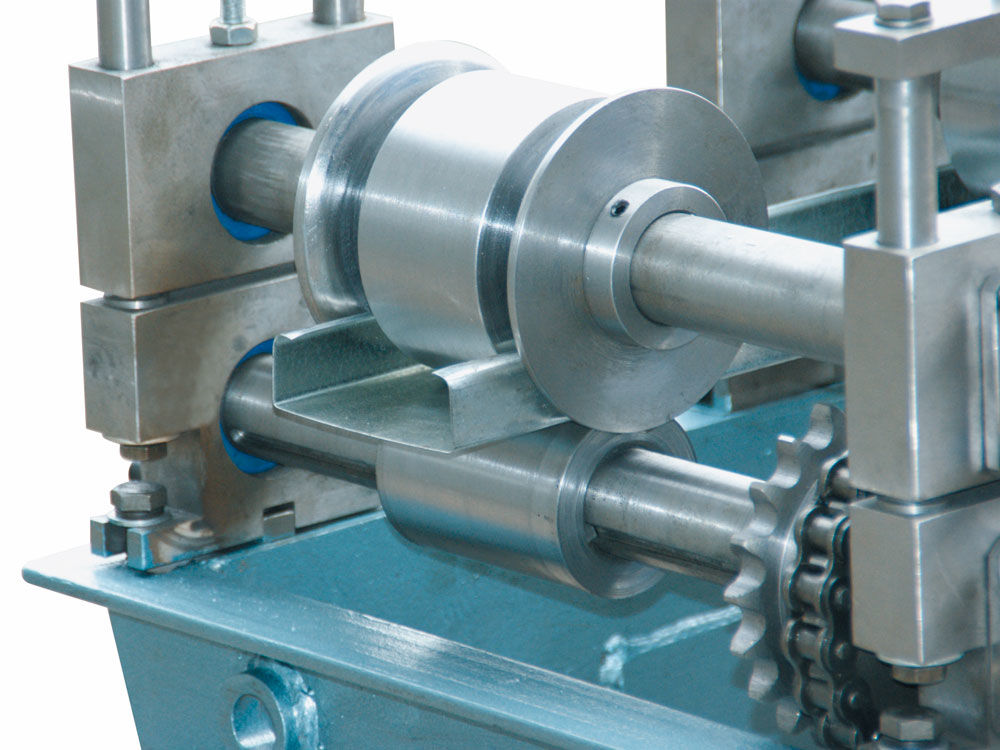 30.00‐120V 30.00‐120V |
| Type | Combination |
| Mill Width | 160 mm |
| Power Source | Electric |
Pepetools ships to most countries worldwide. Внутренние посылки отправляются через UPS Standard Ground, 2 Day Express и Next Day Express. Мы отправляем по всему миру через DHL Express для лучшего обслуживания и тарифов. Мы взимаем плату в размере 30 долларов США + для Канады и 50 долларов США + для всех других стран. Обратите внимание, что любые начисленные пошлины или местные налоги не включены в эту ставку и являются обязанностью получателя.
Около 160 мм Электрический прокатный стан X-Drive серии Ultra с двойным приводом (полностью проволочный + плоский)
Самый продаваемый в мире двойной электрический прокатный стан для промышленного и любительского использования!
- Отливки из высокопрочного ковкого чугуна (производство из серого чугуна не дешевле, чем другие на рынке)
- Двухступенчатый редуктор 100:1
- Высокоэффективный/маломощный тяговый двигатель на 110 В или 220 В
- 0–17 регулируемых оборотов в минуту, вперед и назад
- Основание шириной 10 дюймов, длиной 28 дюймов — 150 фунтов
- Полностью плоский рулон 160 мм (с левой стороны)
- 160 мм все рулоны проволоки ft:
- Квадрат: (1,1,5, 2, 2,5, 3, 3,5, 4, 4,5, 6)
- Comfort Fit: (4x.

