Схема сварочный аппарат ресанта: Радиосхемы. — Ресанта САИ- 220
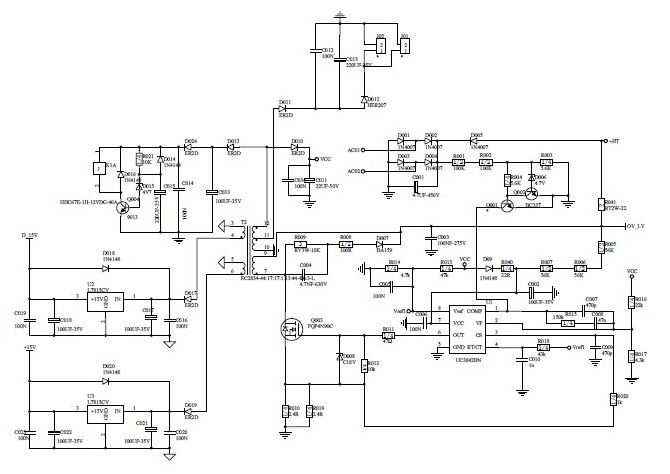
| СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140 Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а — с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
Итак, подаем питание и смотрим что будет происходить. Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления. Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост. По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19. Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции. Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ. Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845. Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8. На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
Поэтому рассмотрим лишь оставшиеся узлы. Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса. При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке.
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1. Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы. принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения: 15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов. Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается. Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле. На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. Осциллограмма выходного напряжения без нагрузки. Осциллограмма выходного напряжения инвертора при нагрузке 60 А. Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите. Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов. | |
 Для электрода достаточен диаметр от 2-х до 3-х мм.
Для электрода достаточен диаметр от 2-х до 3-х мм.
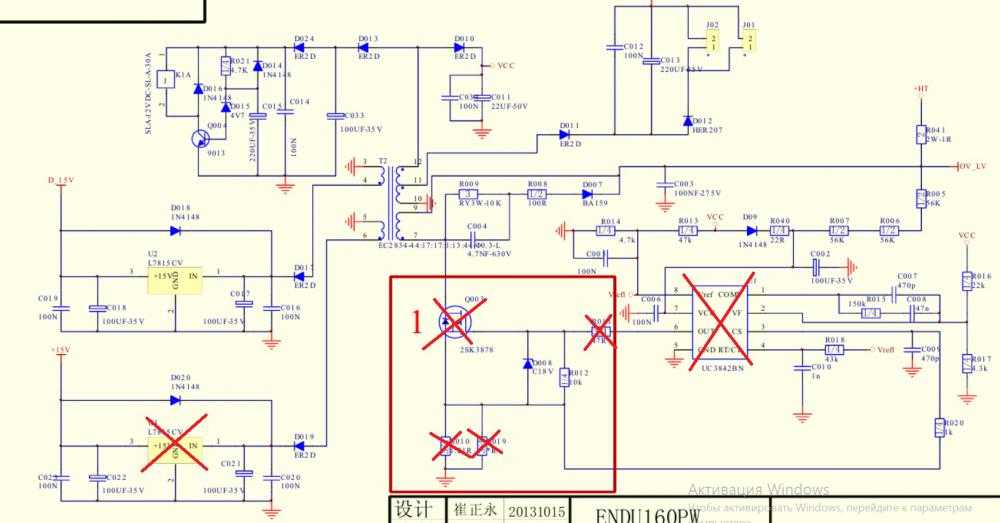 Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт. Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта. На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания. Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50.
Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт. Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта. На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания. Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания. Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания. Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2. При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.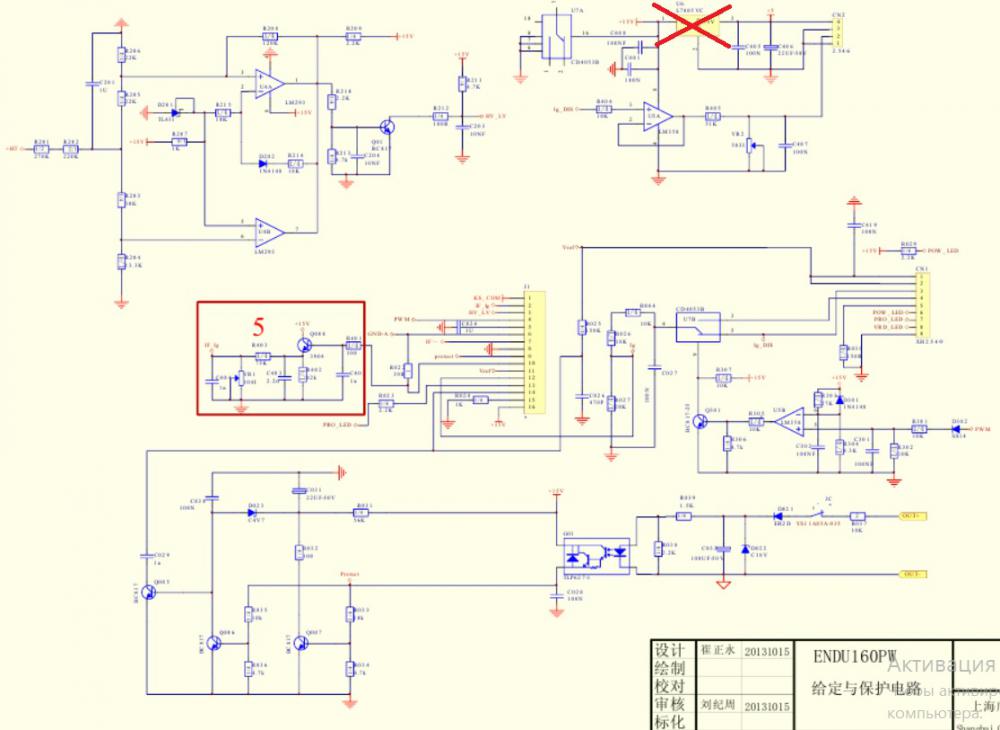 При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.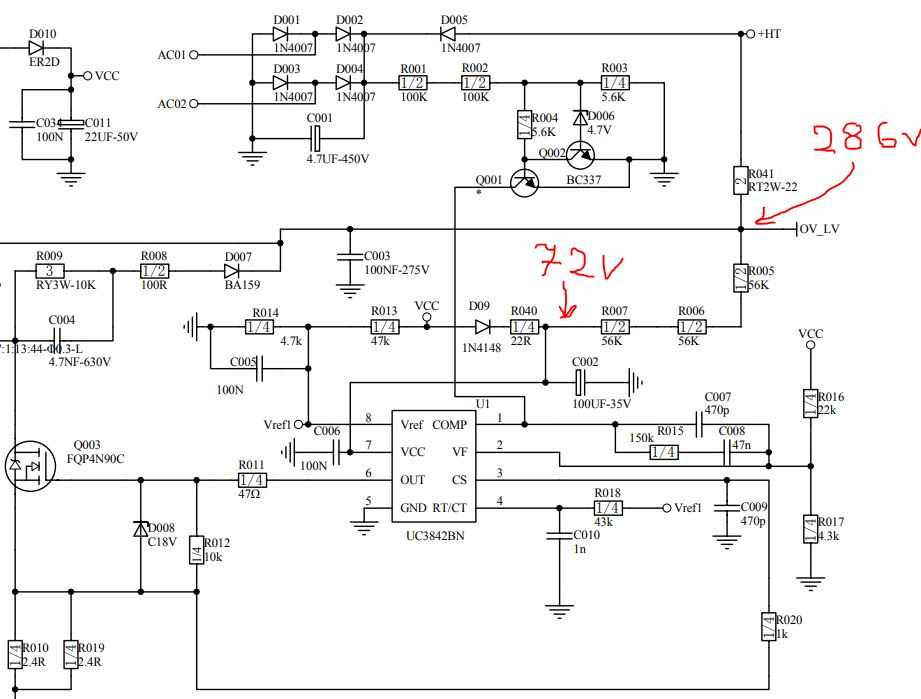 Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы. Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы. Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится. Величина должна быть порядка 25 вольт.
Величина должна быть порядка 25 вольт. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ. Для неопытного сварщика или ученика вполне хватит. Бытовые сварочных инверторы типа САИ 220 характеризуются простотой в подключении. Воткнул вилку в розетку с 220 вольт и – вперед!
Для неопытного сварщика или ученика вполне хватит. Бытовые сварочных инверторы типа САИ 220 характеризуются простотой в подключении. Воткнул вилку в розетку с 220 вольт и – вперед! В дальнейшем напряжение подаётся в штатном режиме.
В дальнейшем напряжение подаётся в штатном режиме.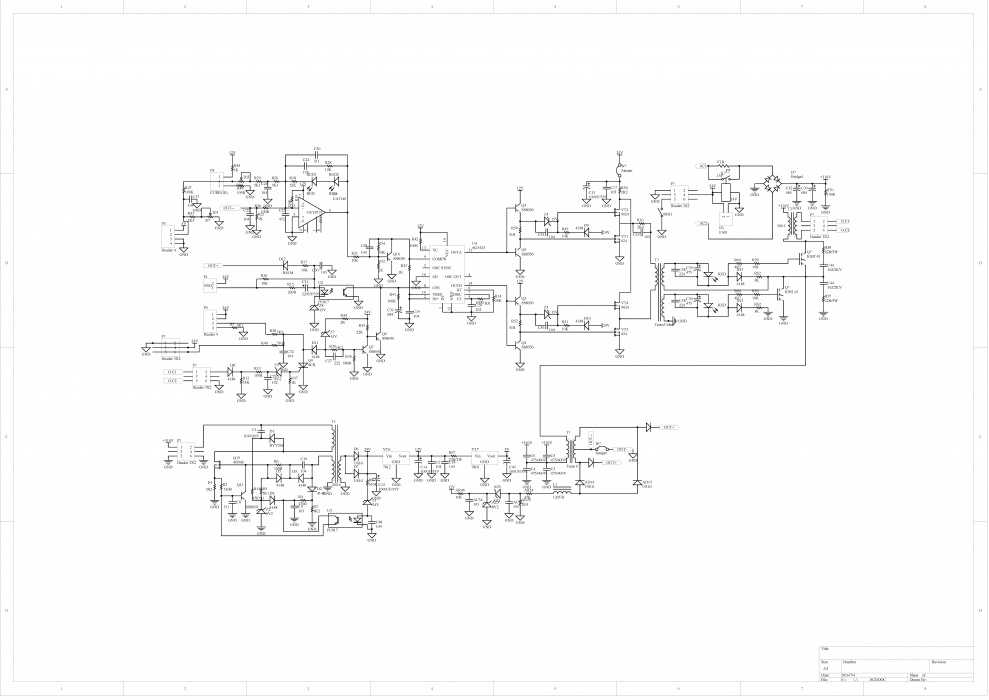
 Он пользуется авторитетом среди домашних умельцев. И выступает в роли азбуки для новичков в сварном деле. Для начала работы требуется обычная розетка в 220 вольт, какими оборудованы наши дома.
Он пользуется авторитетом среди домашних умельцев. И выступает в роли азбуки для новичков в сварном деле. Для начала работы требуется обычная розетка в 220 вольт, какими оборудованы наши дома.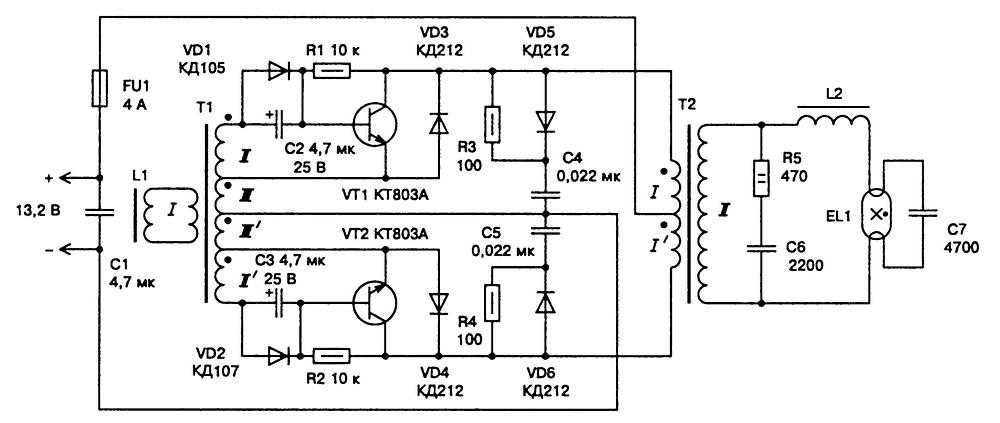 Работы вам без дефектов!
Работы вам без дефектов!Ресанта 160 Схема Принципиальная — tokzamer.ru
Главная » Инструменты и станки
С одной стороны, наличие в коробке сварочных кабелей, держака и зажима все упрощает. Возникли вопросы по ремонту инверторов?
Нет необходимости дополнительно покупать недешевый стабилизатор напряжения и подключать его к сварочному аппарату. Но зато он небольшой по размеру и довольно легкий, и его легко можно перевозить, помещая в большую сумку или рюкзак.
В коробке помимо инвертора можно найти сварочные кабели, зажим на массу и электрододержатель. Весной я постараюсь сделать видеообзор этого китайского чуда и добавлю видео на эту страницу. Ремонт Сварочного Инвертора РЕСАНТА 250
А ведь электрод ведется вручную.
А ведь электрод ведется вручную.
Поэтому рекомендуем вам разобраться в этой теме, чтобы улучшить свои профессиональные навыки.
Есть в инверторе саи и свои особенности, о которых тоже следует знать, чтобы не возникало никаких вопросов уже по ходу сварочных работ.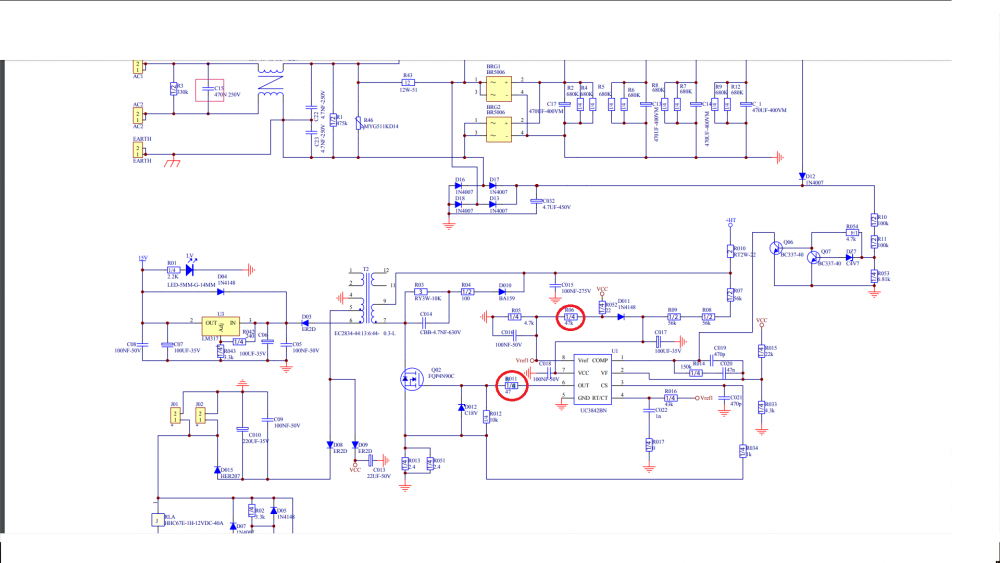 С одной стороны, наличие в коробке сварочных кабелей, держака и зажима все упрощает.
С одной стороны, наличие в коробке сварочных кабелей, держака и зажима все упрощает.
Например, большой популярностью в последнее время стал пользоваться сварочный аппарат ресант, который по своему внешнему виду не может не бросаться в глаза.
Сварочный инвертор «MMA 200», устройство, ремонт.
Рекомендации и впечатления о работе сварочного инвертора Ресанта САИ 160А
Производитель позиционирует аппарат как профессиональный, но мы с этим не согласны. Теперь о характеристиках. Если у меня возникнут проблемы с инвертором я обязательно дополню эту статью, а пока я рад увидеть ваши комментарии и отзывы относительно опыта использования китайских инверторов На настоящий момент прошло уже полгода с момента покупки сварочного аппарата, я сварил забор, а также многофункциональный турник Аппарат работает исправно как новый. Для просмотра файла Вам потребуется архиватор и программа чтения файлов формата PDF.
Схемы могут понадобиться вам для ремонта или сборки своего аппарата в домашних условиях.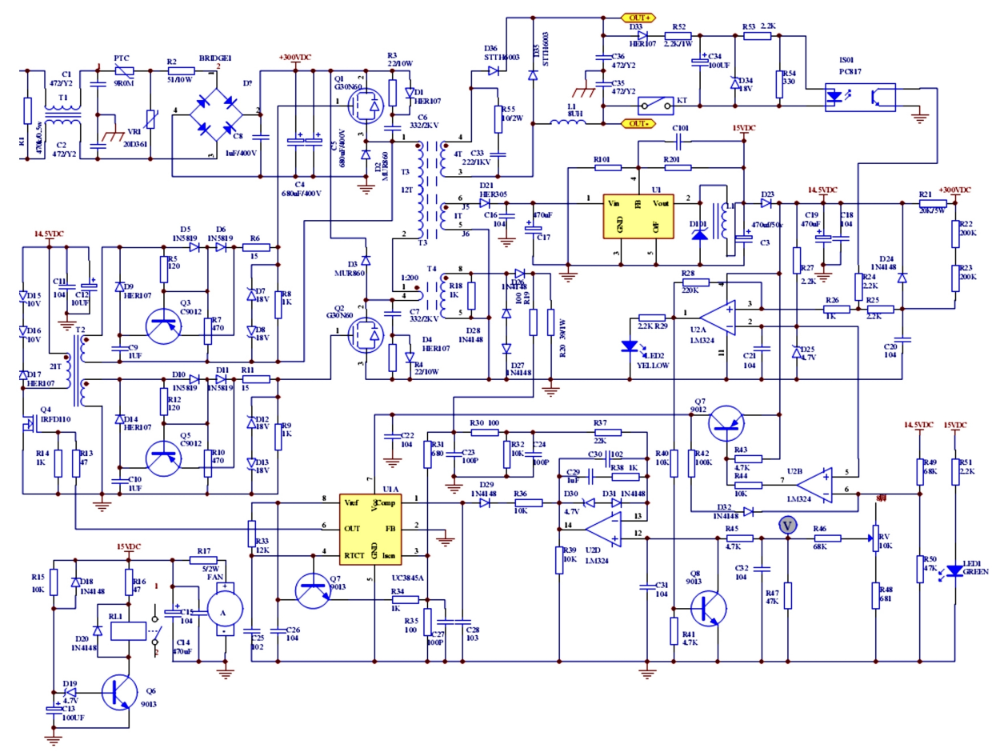 Оснащен принудительной системой вентиляции.
Оснащен принудительной системой вентиляции.
Благодаря этим функциям процесс обучения пройдет легче и быстрее. Но зато его всегда можно иметь под рукой и перевозить туда, где он будет вами востребован.
Я ни раз проверял, как он работает в условиях старой электропроводки и низкого напряжения, проблем с выбитыми пробками или еще чем то не возникало. По схеме получается, что основной принцип такого сварочного аппарата — это преобразование напряжения.
Для сварки рекомендуется применять электроды диаметром до 4 мм. Несмотря на это действительно во многих мастерских, а также на стройплощадках я встретил именно инверторы Ресанта В первую очередь хочу сказать, что сразу же после магазина, в котором я купил инвертор, я пошел в ближайший магазин электротоваров и купил 3 метра надо было 4 все таки брать кабеля ВГ 16мм.
Зачастую начинающие сварщики сталкиваются именно с этими проблемами при изучении азов сварки.
Штатные провода плохого качества и не прослужат долго. ДОЛГИЙ РЕМОНТ РЕСАНТЫ САИ250
ДОЛГИЙ РЕМОНТ РЕСАНТЫ САИ250
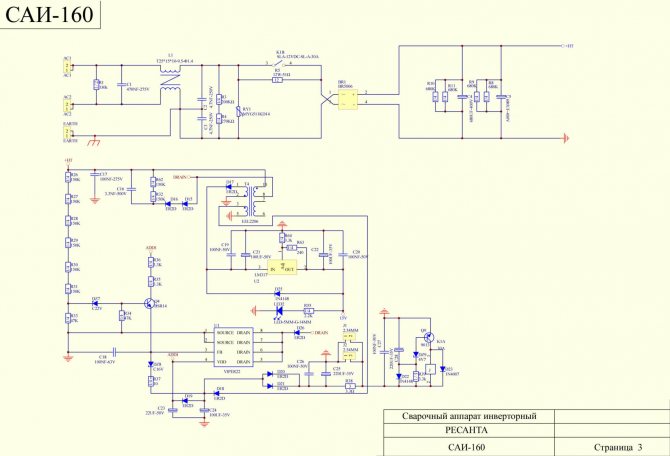
Схема инвертора САИ 160
Схема сварочного инвертора Ресанта САИ 160 во многом похожа на схемы других инверторов из той же линейки. Ниже мы прилагаем сразу несколько схем, которые пригодятся вам для ремонта САИ 160 или для сборки подобного инвертора в домашних условиях. Все изображения можно посмотреть в большом разрешении, просто откройте их в новых вкладках.
Схема сварочного аппарата Ресанта-160
А если вам понадобится большая длина, то можно отдельно докупить удлинитель.
Несмотря на это действительно во многих мастерских, а также на стройплощадках я встретил именно инверторы Ресанта В первую очередь хочу сказать, что сразу же после магазина, в котором я купил инвертор, я пошел в ближайший магазин электротоваров и купил 3 метра надо было 4 все таки брать кабеля ВГ 16мм.
Я ни раз проверял, как он работает в условиях старой электропроводки и низкого напряжения, проблем с выбитыми пробками или еще чем то не возникало. Для дачи, своего дома и мастерской обычному человеку с лихвой хватит ампер, а если хочется быть психологически расслабленным переплачивайте и берите ампер, но не стоит переплачивать за ампер, которые вы не будете никогда использовать.
Для дачи, своего дома и мастерской обычному человеку с лихвой хватит ампер, а если хочется быть психологически расслабленным переплачивайте и берите ампер, но не стоит переплачивать за ампер, которые вы не будете никогда использовать.
Вы можете без проблем возить его с собой на дачу в электричке, а на зиму увозить в квартиру. Последний факт особенно прельщает тех, кто во время учебы старается улучшить свои навыки сварки и выполняет мелкий выездной ремонт у других людей. Несмотря на это действительно во многих мастерских, а также на стройплощадках я встретил именно инверторы Ресанта В первую очередь хочу сказать, что сразу же после магазина, в котором я купил инвертор, я пошел в ближайший магазин электротоваров и купил 3 метра надо было 4 все таки брать кабеля ВГ 16мм. Для тех у кого по тем или иным причинам инвертор сломался, выкладываю электрическую принципиальную схему Запись добавлена
Он послушен, не требует каких-то дополнительных умений или знаний. Он также подойдет для изучения азов сварки.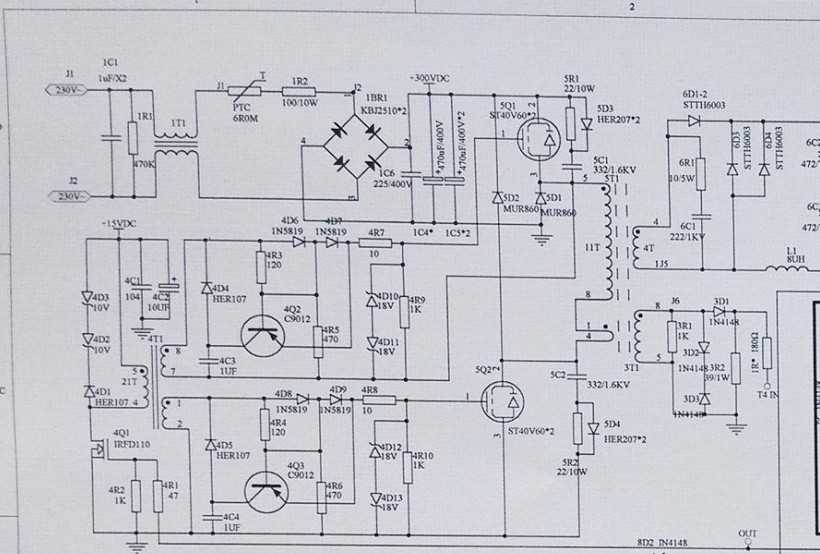 Также отметим, что аппарат способен варить и при минусовой температуре, и при очень жаркой погоде. Радует возможность работать ювелирным током А, да и в целом постоянный ток в сварке выигрывает у переменки.
Также отметим, что аппарат способен варить и при минусовой температуре, и при очень жаркой погоде. Радует возможность работать ювелирным током А, да и в целом постоянный ток в сварке выигрывает у переменки.
Подробности файла Ресанта САИ-160
Возникли вопросы по ремонту инверторов? Это важный плюс, поскольку Ресанта может похвастаться развитой сетью сервисных центров по всей России. Подключение такое же простое, как и в случае с другими моделями САИ.
Благодаря этим функциям процесс обучения пройдет легче и быстрее. Не сказать, что этого мало. Возникли вопросы по ремонту инверторов?
Радует возможность работать ювелирным током А, да и в целом постоянный ток в сварке выигрывает у переменки. А ведь электрод ведется вручную. Поскольку для его полноценной работы придется докупить стабилизатор. Производитель позиционирует данный аппарат как бытовой, и мы с этим согласны. Ресанта САИ 160 — снова ремонт дежурки
Описание аппаратов и схемы
Далее мы расскажем о четырех популярных китайских сварочных инверторах от бренда Ресанта. Именно китайских, а не латвийских, как многие путают.
Именно китайских, а не латвийских, как многие путают.
Ресанта САИ 220
Аппарат Ресанта САИ 220 — это один из самых популярных сварочных инверторов из всей линейки САИ. При этом один из самых дорогих среди своих «собратьев». Дороже разве что модель САИ 250ПРОФ, о которой мы расскажем позже.
Модель Ресанта САИ220 предназначена для сварки с использование покрытых электродов. Аппарат не подходит для профессионального применения, только для бытового использования. Тем не менее, этот сварочный инвертор успешно справляется с несложным ремонтом на даче или в гараже. Он также подойдет для изучения азов сварки.
Теперь о характеристиках. Ресанта САИ 220 выдает до 220 Ампер сварочного тока чего более чем достаточно для новичка или практикующего сварщика. Кстати, взглянув на название аппаратов в линейке САИ несложно догадаться, какая сила тока у той или иной модели
Рейтинг
( 1 оценка, среднее 4 из 5 )
Понравилась статья? Поделиться с друзьями:
4 основных вида сварочных процессов (со схемами)
Сварка – это процесс соединения отдельных металлических деталей путем их плавления с последующим сплавлением.
Существует немало сварочных процессов, о многих из которых вы, возможно, никогда не слышали.
В некоторых высокотехнологичных методах используются лазеры, микроволны или электромагниты.
Существуют также низкотехнологичные методы, такие как плавка с помощью факела или горна, а затем ковка двух частей в одну.
Вот четыре наиболее часто используемых процесса сварки.
Четыре распространенных типа сварочных процессов
Существует много типов сварочных процессов, но наиболее распространенными являются четыре:
- Сварка MIG (GMAW)
- Сварка ВИГ (GTAW)
- Ручная сварка (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
Некоторые из причин, по которым они настолько доминируют:
- Промышленные потребности
- Доступность для мастеров-любителей
- При сварке TIG ключевым фактором является очень высокое качество.
- Простота в освоении (кроме TIG)
Все они представляют собой процессы дуговой сварки, то есть заготовка, заземляющий зажим и электрод замыкают электрическую цепь, когда электрод соприкасается. Подъем создает дугу.
Подъем создает дугу.
Эта электрическая дуга достигает тысячи градусов, расплавляя металл и заставляя отдельные части течь вместе. В электроде используется присадочный металл, который плавится и заполняет зазор, становясь частью единого куска металла.
Тысячи градусов тепла поверхности вызывают химические реакции с воздухом и такими веществами, как масло или ржавчина. Кислород и азот вызывают хрупкость, ржавление, пористость и возможное разрушение.
Каждый процесс защищает расплавленную сварочную ванну от воздуха и поверхностных загрязнений, заполняя область дуги инертными газами, которые не реагируют на другие химические вещества. Готовые сварные швы намного прочнее, однороднее и намного чище, не контактируя с воздухом при плавлении.
1. GMAW: Дуговая сварка металлическим электродом в среде защитного газа (сварка МИГ)
При сварке МИГ защитный газ подается из баллона с инертным газом под давлением. Дуга создается проволокой, которая также плавится, заполняя соединение.
Как это работает
Сварку GMAW обычно называют MIG. В этом процессе электрод представляет собой электрически заряженную проволоку, которая постоянно подается с моторизованной катушки в сварной шов, а также заливает сварной шов защитным газом.
Сварочный кабель к горелке MIG подключает питание, имеет втулку внутри для подачи электродной проволоки и включает газовый шланг как часть соединения горелки MIG.
В качестве защитного газа для MIG обычно используется двуокись углерода.
При использовании
Если скорость является проблемой, вы новичок или вам нужно снизить температуру, сварка MIG — ваш лучший процесс. Защитный газ добавляет сложности, но также обеспечивает хороший контроль температуры и чистый сварной шов.
Pros
- Подходит для производственной сварки
- Непрерывная подача проволоки означает простоту обучения
- Хороший термоконтроль
- Чистые сварные швы
- Легко учиться
Минусы
- Ветер может сдуть защитный газ
- Необходимо удалить всю краску и ржавчину
2.
 GTAW: Дуговая сварка вольфрамовым электродом в среде защитного газа (сварка ВИГ)
GTAW: Дуговая сварка вольфрамовым электродом в среде защитного газа (сварка ВИГ)
ВИГ — сложный процесс. Это требует больше знаний, ловкости, времени и опыта, чем другие процессы, но окупается более качественными, красивыми и прочными сварными швами.
Как это работает
Основным отличием TIG от других процессов является электрод. Электрод в горелке представляет собой короткий вольфрамовый стержень, заточенный под острие.
Отличие в том, что электрод не расходуется. Вместо этого, работая с горелкой одной рукой, оператор подает длинный стержень из присадочного металла в сварочную ванну. Этот металлический стержень поглощается сварочной ванной. Электрод только зажигает и поддерживает дугу, чтобы расплавить металл, как это сделал бы пламенный факел.
Благоприятные результаты во многом зависят от умения оператора правильно обращаться с горелкой, контролировать уровень нагрева и подавать присадочную проволоку с нужной скоростью. Подобно установке MIG, но без механизма подачи проволоки, соединение горелки TIG подает инертный газ под давлением для заполнения области дуги.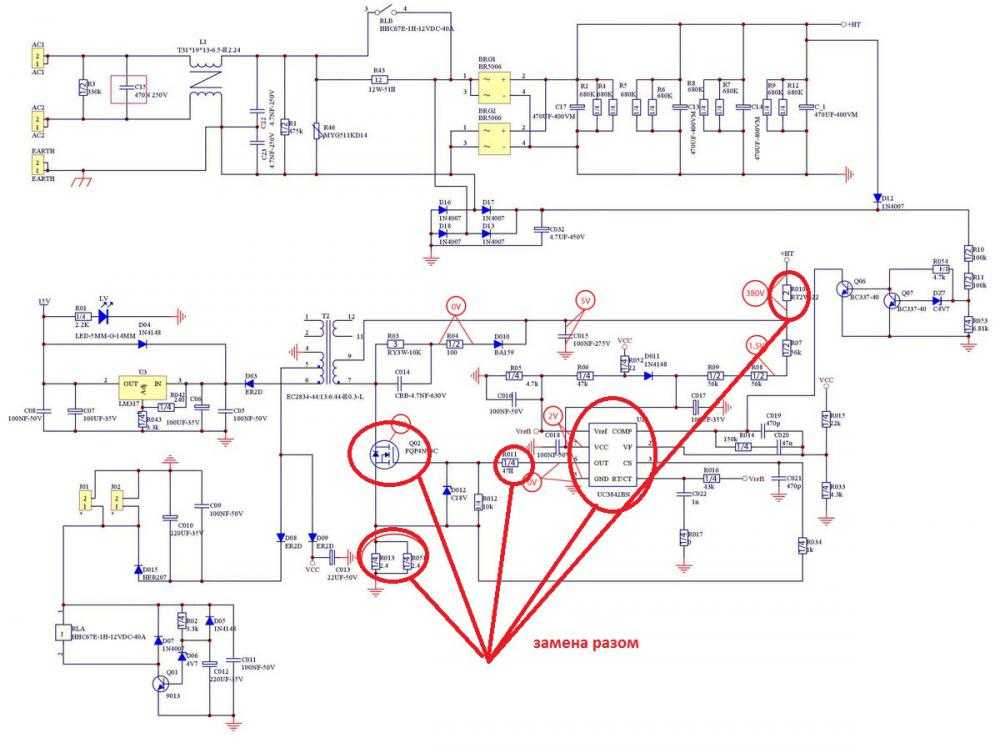 Обычным защитным газом для сварки TIG является аргон.
Обычным защитным газом для сварки TIG является аргон.
Когда используется
Сварка ВИГ используется в местах, где необходимы прочные и чистые сварные швы. Некоторые конструкции, изготовленные с помощью сварки TIG, после сборки закрываются, и их сложно обслуживать. В качестве примеров можно привести каркасы самолетов, электроприборы, высококлассную электронику и каркасы безопасности гоночных автомобилей.
Другим случаем для TIG является обратная ситуация, когда сварной шов всегда виден и требует определенного уровня визуальной привлекательности или высокотехнологичной проверки. Некоторые примеры — открытые рамы хот-родов, нестандартный кузов или дизайнерская садовая мебель.
Pros
- Сварка алюминиевых и магниевых сплавов переменным током TIG
- DC TIG сварка латуни, меди, стали, нержавеющей стали и титана
- Лучшее качество, высочайшая точность
- Возможность сваривать очень тонкие материалы
- Без шлака
Минусы
- Требуется больше навыков и опыта, чтобы освоить
- Аппараты TIG дороже
Читайте также : Различия между MIG и TIG
3.
 SMAW: Дуговая сварка защищенным металлом (сварка электродом)
SMAW: Дуговая сварка защищенным металлом (сварка электродом)
Сварка электродом появилась раньше, и это самая простая концепция. Люди занимаются сваркой электродами с конца 1800-х годов. Он имеет самую старую, простую и проверенную технологию.
Как это работает
Сварочный аппарат имеет источник питания и большие кабели с электрододержателем на одном проводе и тяжелым зажимом для заготовки на другом. Электрод представляет собой металлический стержень, похожий на кусок толстой проволоки. Они бывают разных металлов и сплавов.
Диаметр сварочного стержня варьируется. Подбирается по толщине металла. Сварочные стержни покрыты толстым слоем материала, называемого флюсом, который сгорает в дуге, образуя газ для защиты сварочной ванны.
По мере остывания металла флюс образует тонкую хрупкую корку, называемую шлаком, которую необходимо отколоть и смахнуть щеткой.
При использовании
Если его вообще можно сварить, то сварить палкой. Стержневая дуга предпочтительнее, когда трудно добраться до сварного шва или на сварном соединении есть ржавчина, масло и другие загрязнения. Он хорошо работает по стали, чугуну, алюминию, нержавеющей стали и твердым поверхностям сельскохозяйственного оборудования.
Стержневая дуга предпочтительнее, когда трудно добраться до сварного шва или на сварном соединении есть ржавчина, масло и другие загрязнения. Он хорошо работает по стали, чугуну, алюминию, нержавеющей стали и твердым поверхностям сельскохозяйственного оборудования.
Профи
- Легко учиться
- Доступный
- Не чувствителен к загрязнению
- Можно сваривать практически любой металл
Минусы
- Тонкий металл может быть трудным в обработке
- Генерирует много тепла.
- Это занимает много времени
См. также : Различия между MIG и Stick
4. FCAW: Дуговая сварка с флюсовой проволокой
Сварка с флюсовой проволокой. также известный как безгазовая сварка MIG, представляет собой очень универсальный процесс, известный своей низкой стоимостью, простотой обучения и отличными результатами. Он также используется в производстве, но с изменениями защиты и более крупными машинами.
Как это работает
Подобно тому, как в процессе стержня электрод покрыт флюсом, в процессе FCAW используется полая проволока, заполненная флюсом.
FCAW подает катушку с проволокой через сварочный провод, как это делает MIG. Вы можете сваривать быстрее, чем аппараты для ручной сварки, потому что вы меняете электрод только тогда, когда заканчивается катушка с проволокой.
FCAW-S и FCAW-G
В основном используются два вида сварки под флюсом.
FCAW-S
«S» означает «самозащитный», и это наиболее распространенный метод с сердечником из флюса, потому что он недорогой, простой и эффективный.
FCAW-G
Также известная как сварка проволокой с двойным экраном, буква «G» означает, что в дополнение к стандартной проволоке с флюсовым сердечником используется внешний защитный газ. Этот подход обеспечивает более плавную и контролируемую дугу, чем процессы FCAW-S и MIG.
Когда используется
Чаще всего сварка под флюсом встречается среди любителей, малых предприятий и производственных цехов, поскольку она обеспечивает отличное проплавление, контроль температуры и простоту использования при невысокой стоимости по сравнению со сваркой MIG.
Профессионалы
- Вероятно, самый простой процесс для изучения
- Хорошо справляется с грязью, краской и ржавым материалом
- Можно использовать в ветреную погоду
- Ручка из толстой стали
Минусы
- Необходимо удалить шлак
- Дает много брызг
Подведение итогов
Хотя существует множество способов сварки, эти четыре процесса доминируют. Не бойтесь задавать вопросы знакомым сварщикам. Как только вы ознакомитесь с тем, что приносит каждый процесс, вы будете лучше подготовлены к принятию важных решений.
Что такое сварочный трансформатор?
Трансформатор, встроенный в сварочный аппарат, используется для преобразования входного высокого напряжения или первичной энергии от настенной розетки, обычно от 208 до 600 вольт, при слабом переменном токе (АС) от 15 до 55 ампер. Это преобразуется на стороне вторичной мощности в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
Рисунок 1 показано типичное подключение сварочного аппарата к электродуговой сварке в среде защитного газа (SMAW), иллюстрирующее основной источник питания на первичной стороне и выход на электрододержатель со вторичной стороны трансформатора.
Рис. 1. Схема подключения для типичного процесса дуговой сварки в защитных газах
используйте большое количество витков проводов меньшего сечения (N1 на схеме) и меньшее количество витков больших проводов (N2 на схеме) на вторичной стороне. Это выводит низкое напряжение/более высокий ток в зависимости от соотношения витков или количества витков провода на вторичной стороне, как показано на рис. 9.0003 Рисунок 2.
Рисунок 2. Схема понижающего трансформатора
Провода обмотаны вокруг железного сердечника, который создает магнитный поток от движения электрической энергии через трансформатор. Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и больше становится машина. На рис. 3 показан типичный трансформатор, переменный ток высокого напряжения/малого тока поступает на входной проводник, а переменный ток низкого/напряжения/высокой силы тока выходит на выходной проводник.
Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и больше становится машина. На рис. 3 показан типичный трансформатор, переменный ток высокого напряжения/малого тока поступает на входной проводник, а переменный ток низкого/напряжения/высокой силы тока выходит на выходной проводник.
Рисунок 3. Фактический понижающий трансформатор
Первые сварочные аппараты работали только на переменном токе и чередовали положительный и отрицательный электроды до 60 раз в секунду согласно Рисунок 4. Рис. 4. Изображение сбалансированной волны переменного тока выбор полярности. Для достижения выхода постоянного тока использовался выпрямительный диод согласно 9.0003 Рисунок 5.
Рисунок 5, Типовой диод
Диод работает, позволяя переменному току проходить через диод, но не позволяя переменному току течь обратно, таким образом создавая постоянный ток (DC). который используется на большинстве сварочных аппаратов сегодня. Эти трансформаторные выпрямители будут использовать ряд диодов в мосте для генерации постоянного тока на выходе, как показано на рис. 6 Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
который используется на большинстве сварочных аппаратов сегодня. Эти трансформаторные выпрямители будут использовать ряд диодов в мосте для генерации постоянного тока на выходе, как показано на рис. 6 Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Рисунок 6. Технология трансформатор-выпрямитель
Сварочный трансформатор для типичных процессов сварки переменным/постоянным током был очень большим и тяжелым, и для уменьшения размера трансформатора было сделано много усовершенствований. В конце 1970-х годов начали появляться первые сварочные инверторы. Эта инверторная технология была внедрена с рядом преимуществ. Одним из них был способ преобразования входного сигнала высокого напряжения/низкого тока в выходной сигнал низкого напряжения/высокого тока, что позволило бы уменьшить размер и вес сварочного трансформатора. На рис. 7 показано, как технология инвертора работает внутри источника питания.
На рис. 7 показано, как технология инвертора работает внутри источника питания.
Рисунок 7. Схема технологии инвертора
Технология инвертирования противоположна выпрямлению, процесс инвертирования преобразует постоянный ток в переменный ток высокой частоты с использованием импульсного типа регулирования, состоящего в основном из транзисторных устройств.
Переключение токов выполняется на высоковольтной первичной входной стороне трансформатора, а не на более традиционной вторичной выходной стороне, как описано выше. На рисунке 7 показано, как высокое переменное напряжение поступает и преобразуется в постоянное, переключается на высокочастотный пульсирующий прямоугольный переменный ток, а затем «преобразуется» в низковольтный и сильноточный выпрямленный постоянный ток на выходе. Именно так многие сварочные аппараты сегодня используют эту инверторную технологию, которая снижает потребность в очень больших и тяжелых сварочных трансформаторах и, таким образом, значительно уменьшает размер и вес оборудования.
