Сварочная проволока для полуавтомата: Сварочная проволока для полуавтоматической сварки – купить по выгодной цене в магазинах «Всё для сварки»
Содержание
Проволока для полуавтоматов. Для чего же нужна сварочная проволока?
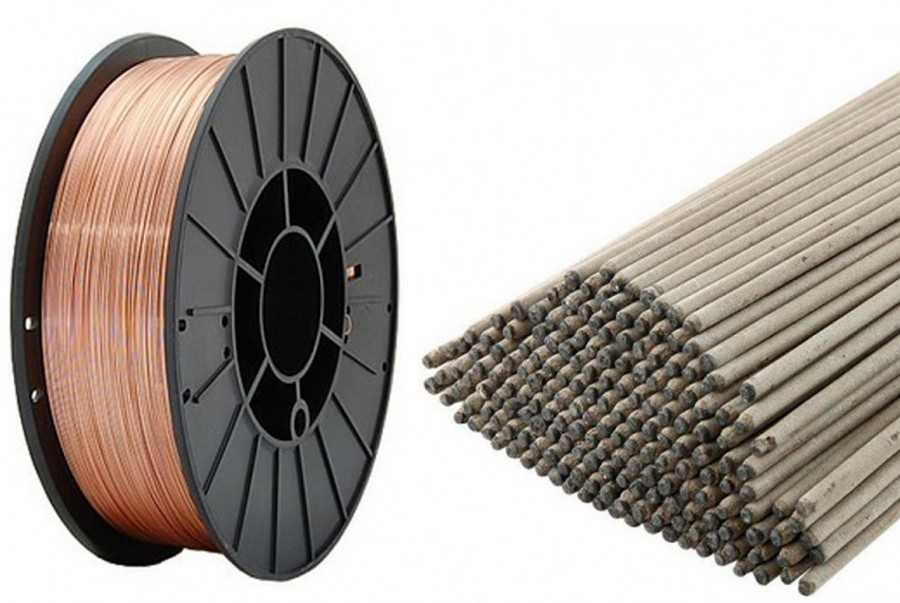
Сварочная проволока в основном используется для изготовления штучных электродов с обмазкою для ручной сварки (ММА), изготовления прутиков предназначенных для аргонодуговых сварок с неплавящиимся электродами (ТIG) и сообственно для изготовления сварочной проволоки для полуавтоматических и автоматических сварок (MIG / MAG и SAW).
Во времья сварки, проволока используется как электрод для того, чтоб передавать сварочный ток в районы электрических дуг (исключается процессы дуговой сварки неплавящемися электродами) и исполняет роль присадочных материалов для формирования сварных швов с обеспечением прочностной характеристики.
Одной из большого количества видов проволок – проволока для полуавтоматических сварок ( MIG / MAG ). Эти проволоки для полуавтоматов делятся на проволоки сплошного сечения и порошковые.
Проволоки сплошного сечения
Они обозначаются абревиатурой «С-В», которая означает, что проволока сварочная а через дефис указывают материалы с каких сделана проволока. Самая распространенная проволока сплошного сечения для сварки низкоуглеродистых и низколегированых видов стали (около 80% металлоконструкции) Св – 08 Г2 С и С в-08 Г С. Такая проволка в зависимости от покрытия делится на омедненные и не омедненные проволоки.
Самая распространенная проволока сплошного сечения для сварки низкоуглеродистых и низколегированых видов стали (около 80% металлоконструкции) Св – 08 Г2 С и С в-08 Г С. Такая проволка в зависимости от покрытия делится на омедненные и не омедненные проволоки.
Омедененные проволоки предназначены для того, чтоб повышать коррозионную стойкость и снизить сопротивление в местах контактов сварочной проволоки и токосъемных наконечников горелок при передачах сварочного тока в процессах сварок. Но они имеют несколько минусов: пары купрума во время сварки попадают в воздух. Сегодня довольно часто можно встретить проволоку без омеднений с антикоррозионными покрытиями, которая не имеет таких недостатков как омедненная проволока, представителем такой есть проволока производства фирм ESAB OK Aristo Rod 1250.
Для высоколегированной и корозионно-стойкой марок стали больше всего подходит проволоки моделей Св-08Х19Н9Т.
Для сварок алюминия и алюминиево-металического сплава неплохо подойдет проволока моделей Св АК 5 или Св АМг 5.
Порошковая проволока
Порошковые проволоки представляют из себя трубчатые проволоки, заполненные порошками – шихтами. Шихты – смеси порошков из газообразующего и шлакообразующего добавки. Порошковая проволока разделяется на проволоку для сварок в защитном газе и самозащитную проволоку, точнее проволоку, в шихтах которая имеет достаточное количество газообразующего порошка для обеспечений защиты сварочных ванн. Порошковую проволоку обозначают абревиатурой ПП а также :ПГ – для сварок в защитном газе, ПС – самозащитная проволока. Преимущество порошковой проволоки – высокое качество шва, за счет качественного легирования, неплохой защиты сварочных ванн, не исключается сварка без использования защитных газов.
Упаковки проволоки
Очень распространенным диаметрами проволок для полуавтоматических сварок являются 0,8мм; 1,0мм; 1,2мм; 1,4мм; 1,6мм; 2,0 мм. Сварочная проволока для полуавтоматических сварок идет в основном в катушке и кассете.При чем, диаметры катушек могут сильно отличатся – от 200 до 300 миллиметров. Они бывают с посадными местами и с бескаркасным типом катушки.Первые – не требуют дополнительного переходника для установок в механизмы подач проволок. Стандартные диаметры посадочных отверстий в катушке идет 5,5 см и она является универсальным.Второй вид катушек нуждается в дополнительном переходнике для установок подач проволок. Масса бухты сварочной проволоки зависит от материала и колеблются в пределах от 2 и почти к 250 килограмм ( упаковка фирмы Marathon Pac.)
Они бывают с посадными местами и с бескаркасным типом катушки.Первые – не требуют дополнительного переходника для установок в механизмы подач проволок. Стандартные диаметры посадочных отверстий в катушке идет 5,5 см и она является универсальным.Второй вид катушек нуждается в дополнительном переходнике для установок подач проволок. Масса бухты сварочной проволоки зависит от материала и колеблются в пределах от 2 и почти к 250 килограмм ( упаковка фирмы Marathon Pac.)
Выбираем сварочную проволоку
Выбирать сварочную проволоку нужно в зависимости от материала свариваемого изделия. При сварке металлоконструкции сделанной из низкоуглеродистой стали лучше всего использовать очень распространенный вид проволоки – СВ – 08 ГС и СВ – 08 Г2С. При сварках объектов из коррозийно-стойких видов стали и алюминиевые сплавы, широко используются те проволоки, которые доступные и распространенные в вашем регионе.
Нужно заметить, что толщина проволоки зависит от толщины свариваемой детали и от характеристик сварочных аппаратов. Большинство сварщиков сваривают свои изделия за несколько подходов и поэтому, они нередко используют один и тот же диаметр проволоки в далеко не узком диапазоне толщины.
Большинство сварщиков сваривают свои изделия за несколько подходов и поэтому, они нередко используют один и тот же диаметр проволоки в далеко не узком диапазоне толщины.
Распространенные диаметры проволок – 0,8 мм; 1,2мм; 1,6 мм.
Широты применения проволок для полуавтоматических сварочных аппаратов по диаметрами определяется режимом сварок и технологическими примечательствами. При грамотном управлении сварочными аппаратами и знании сварочных технологий один диаметр проволоки может без проблем применяться при сварках очень широких диапазонов толщин.
К сложным и ответственным изделиям нужно при сварке учитывать все детали процесса и универсальный подход сварочных материалов не подходит, поэтому и нужно применять особый подход. Решения очень сложных и специфических задач во время сварки (подбирание сварочного материала и режима) обязательно нужным образом выбрать решение по рекомендациям специалиста-сварщика, режим сварки, проволоки и технологии подбирать следует под определённую задачу.
Сварочная проволока для полуавтомата — виды, маркировка
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Содержание страницы
- 1 Описание
- 2 Применение
- 3 Маркировка
- 3.1 Характеристики
- 4 Виды
- 4.1 Общего назначения
- 4.2 Омеднённое изделие
- 4.3 Порошковый электрод
- 4.4 Нержавеющий гибкий электрод
- 4.5 Цветные металлы
- 4.6 Активированная проволока
Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют:
различные виды сталей, в том числе, нержавеющего класса;
чугун;
алюминий и его сплавы;
медь и её производные, а также другие виды металлов и материалов.
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:
В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Легирующие компоненты:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95%;
S (сера), – менее 0,025%;
P (фосфор), – менее 0,03%;
C (углерод), – 0,05–0,11%.
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.

Сопротивление на разрыв:
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Виды
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура. Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.
Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
6 марок с малым содержанием углерода;
30 марок легированной стали;
41 – высоколегированная сталь.

Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие
Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
наряду с инертными газами, образует дополнительную антикоррозионную защиту;
способствует улучшению качества шва;
применяется при наплавочных операциях;
имеет низкую себестоимость.
Порошковый электрод
Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
Конструктивно выполняются:
сплошная полая оболочка;
один загиб оболочки;
двойной загиб;
двухслойная конструкция.
Диаметр и вид электрода подбирается:
под химический состав обрабатываемой детали;
толщину изделия;
параметры сварочного тока;
вид шва: горизонтальный, наклонный, вертикальный, потолочный;
состояние кромок.
К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
овал;
квадрат;
шестигранник;
трапеция;
круг.

Диаметр изделия 0,3–10 мм. Нашло применение:
изготовление конструкций, применяемых в медицине;
пищевая, химическая промышленность;
нефтеперерабатывающие предприятия;
металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Цветные металлы
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т.п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм.
Активированная проволока
Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Создание гладкого пути подачи проволоки для сварки MIG
Обновлено: Опубликовано:
При сварке MIG ровный путь подачи проволоки имеет решающее значение. Сварочная проволока должна легко проходить с катушки на механизме подачи через силовой штифт, направляющий канал и горелку до контактного наконечника для образования дуги. Это позволяет оператору сварки поддерживать постоянный уровень производительности и достигать хорошего качества сварки, а также минимизировать дорогостоящие простои для устранения неполадок и возможных переделок.
При сварке MIG ровный путь подачи проволоки имеет решающее значение. Сварочная проволока должна легко проходить с катушки на механизме подачи через силовой штифт, направляющий канал и горелку до контактного наконечника для образования дуги.
Однако есть несколько проблем, которые могут нарушить подачу проволоки. Это может вызвать множество проблем, в том числе неустойчивую дугу, обратное прожигание (образование сварного шва внутри или на контактном наконечнике) и застревание (спутывание проволоки в приводных роликах). Для новых операторов сварки, которые могут быть не знакомы с процессом сварки MIG, эти проблемы могут быть особенно неприятными. К счастью, есть способы легко предотвратить проблемы и создать надежный путь подачи проволоки.
Для новых операторов сварки, которые могут быть не знакомы с процессом сварки MIG, эти проблемы могут быть особенно неприятными. К счастью, есть способы легко предотвратить проблемы и создать надежный путь подачи проволоки.
Длина направляющего канала оказывает большое влияние на то, насколько хорошо проволока будет проходить по всему пути. Слишком длинный вкладыш может привести к перегибу и плохой подаче проволоки, в то время как слишком короткий вкладыш не обеспечит достаточной поддержки проволоки при ее прохождении. В конечном итоге это может привести к возникновению микродуги внутри контактного наконечника, что приведет к обратному прожогу или преждевременному выходу из строя расходных материалов. Это также может быть причиной неустойчивой дуги и птичьего гнезда.
Правильно обрежьте вкладыш и используйте правильную систему
К сожалению, проблемы с подрезкой сварочной направляющей возникают часто, особенно среди менее опытных сварщиков. Чтобы избавиться от догадок при правильной обрезке направляющего канала сварочной горелки и обеспечить безупречный путь подачи проволоки, рассмотрите систему, которая устраняет необходимость измерения направляющего канала для замены. Эта система фиксирует вкладыш на месте в задней части горелки, позволяя сварщику подрезать его заподлицо с силовым штифтом. Другой конец вкладыша фиксируется в передней части пистолета на контактном наконечнике; он концентрически выровнен между двумя точками, поэтому вкладыш не будет растягиваться или сжиматься во время обычных движений.
Чтобы избавиться от догадок при правильной обрезке направляющего канала сварочной горелки и обеспечить безупречный путь подачи проволоки, рассмотрите систему, которая устраняет необходимость измерения направляющего канала для замены. Эта система фиксирует вкладыш на месте в задней части горелки, позволяя сварщику подрезать его заподлицо с силовым штифтом. Другой конец вкладыша фиксируется в передней части пистолета на контактном наконечнике; он концентрически выровнен между двумя точками, поэтому вкладыш не будет растягиваться или сжиматься во время обычных движений.
Система, которая фиксирует направляющий канал сзади горелки и спереди, обеспечивает плавный путь подачи проволоки — от горлышка до расходуемых деталей и сварного шва — как показано здесь.
При использовании обычного лайнера избегайте перекручивания пистолета при обрезке лайнера и используйте калибр для обрезки лайнера, если он имеется. Направляющие втулки с внутренним профилем, обеспечивающим меньшее трение сварочной проволоки при прохождении через направляющую, являются хорошим выбором для обеспечения эффективной подачи проволоки. Они имеют специальное покрытие и свернуты из более крупного профиля, что делает вкладыш более прочным и обеспечивает плавную подачу.
Они имеют специальное покрытие и свернуты из более крупного профиля, что делает вкладыш более прочным и обеспечивает плавную подачу.
Используйте правильный контактный наконечник и правильно установите его
Соответствие размера сварочного контактного наконечника диаметру проволоки — еще один способ обеспечить свободный путь подачи проволоки. Например, провод диаметром 0,035 дюйма следует подобрать к контактному наконечнику того же диаметра. В некоторых случаях может потребоваться уменьшить контактный наконечник на один размер, чтобы улучшить подачу проволоки и контроль дуги. Обратитесь за рекомендациями к надежному производителю расходных материалов для сварки или дистрибьютору сварочных материалов.
Ищите следы износа в виде замочной скважины (когда отверстие контактного наконечника изнашивается и становится продолговатым), так как это может вызвать обратное прожигание, препятствующее подаче проволоки.
Обязательно правильно установите контактный наконечник, затянув его сильнее, чем от руки, чтобы избежать перегрева наконечника, который может препятствовать подаче проволоки. Обратитесь к руководству по эксплуатации от производителя сварочного контактного наконечника, чтобы узнать о рекомендуемом крутящем моменте.
Неправильно обрезанный вкладыш может привести к запутыванию проволоки в приводных роликах, как показано здесь.
Выберите правильные приводные ролики и правильно отрегулируйте натяжение
Приводные ролики играют важную роль в обеспечении плавной подачи сварочной горелки MIG.
Размер приводного ролика должен соответствовать размеру используемой проволоки, а стиль зависит от типа проволоки. При сварке сплошной проволокой приводной ролик с V-образной канавкой обеспечивает хорошую подачу. Порошковая проволока — как газо-, так и самозащитная — и металлопорошковая проволока хорошо работают с приводными роликами с V-образной накаткой. Для сварки алюминия используйте приводные ролики с U-образными канавками; алюминиевые провода очень мягкие, поэтому этот стиль не сломает и не повредит их.
Для сварки алюминия используйте приводные ролики с U-образными канавками; алюминиевые провода очень мягкие, поэтому этот стиль не сломает и не повредит их.
Чтобы установить натяжение приводного ролика, поверните ручку механизма подачи проволоки на пол-оборота после проскальзывания. Нажмите на спусковой крючок пистолета МИГ, подавая провод в руку в перчатке и медленно скручивая его. Проволока должна проходить без проскальзывания.
Понимание влияния сварочной проволоки на подачу
Качество сварочной проволоки и тип ее упаковки влияют на подачу проволоки. Высококачественная проволока, как правило, имеет более постоянный диаметр, чем низкокачественная, что облегчает прохождение через всю систему. Он также имеет постоянный заброс (диаметр, когда отрезок проволоки отрезается от катушки и помещается на плоскую поверхность) и спираль (расстояние, на которое проволока поднимается от плоской поверхности), которые увеличивают возможности подачи проволоки. Хотя более качественная проволока может стоить дороже, она может помочь снизить долгосрочные затраты за счет сведения к минимуму риска проблем с подачей.
Хотя более качественная проволока может стоить дороже, она может помочь снизить долгосрочные затраты за счет сведения к минимуму риска проблем с подачей.
Осмотрите контактный наконечник на наличие зазоров, так как это может привести к обратному прожогу (образованию сварного шва внутри или на контактном наконечнике), как показано на этом рисунке.
Проволока из больших барабанов обычно имеет большой отлив при выходе из упаковки, поэтому она подается более прямолинейно, чем проволока из катушки. Если объем сварочной операции может поддерживать барабан большего размера, это может учитываться как для целей подачи проволоки, так и для сокращения времени простоя для переналадки.
Инвестиции
В дополнение к следованию передовым методам по созданию свободного пути подачи проволоки и знанию способов быстрого устранения неполадок важно иметь надежное оборудование. Первоначальные инвестиции в высококачественный механизм подачи проволоки и долговечные сварочные материалы могут окупиться в долгосрочной перспективе за счет сокращения проблем и затрат, связанных с проблемами подачи проволоки. Меньшее время простоя означает больше внимания к производству деталей и доставке их клиентам.
Меньшее время простоя означает больше внимания к производству деталей и доставке их клиентам.
Опубликовано в блоге Amperage, Расходные материалы3, Общая сварка, Полуавтоматические горелки MIG3
Stulz Sickles Steel Company
Stulz Sickles Steel Company
Дом
О нас
Товары
Материал безопасности
Технические характеристики
Часто задаваемые вопросы
Информация о запросе
Новости и события
Брошюры
Свяжитесь с нами
Сварочные электроды STULZ Marganese-XL
Высокомарганцево-никель-хромовый электрод для соединения марганцевых и наплавляемых деталей из марганцевых, углеродистых и легированных сталей, подверженных сильным ударам, ударам и истиранию. Никакого прокалывания не требуется. Может применяться многократный проход. Прочность на растяжение 125 000 фунтов на квадратный дюйм. Шесть 1
STULZ 1616 Сварочные электроды
Универсальный сплав с высоким содержанием хрома и марганца для высокопрочного соединения марганцевой стали с другими легированными сталями и для многопроходной наплавки для обеспечения хорошей износостойкости. Нельзя разрезать пламенем. Стандартная длина 14″. AC-DC
Нельзя разрезать пламенем. Стандартная длина 14″. AC-DC
Универсальные электроды STULZ для наплавки твердым сплавом
Универсальная наплавка для тяжелой промышленности и горнодобывающей промышленности; комбинаций ссадин и ударов. Подделка. Достаточно устойчив к коррозии. Твердость до 45RC. Шесть 10-фунтовых водонепроницаемых контейнеров в коробке. Стандартная длина 14″. AC-DC
STULZ Ultra Hard — 60 сварочных электродов
Хром/карбид кремния. Твердость сварного шва 60 RC всего за один проход. Обладает хорошей устойчивостью к ударам и давлению. Ограничено двумя проходами. Шесть 10-фунтовых водонепроницаемых контейнеров в коробке. Стандартная длина 14″. AC-DC
Электроды для сварки специальных сплавов STULZ
Железный порошковый электрод с низким содержанием водорода, который сочетает в себе превосходную прочность на растяжение и устойчивость к растрескиванию при ударе. Специально разработанный сварочный электрод для использования с продуктами Stulz Alloy/Wear и другими сталями с низким и средним содержанием углерода. Все позиции. Шесть 10-фунтовых водонепроницаемых контейнеров в коробке. Стандартная длина 14″. AC-DC
Все позиции. Шесть 10-фунтовых водонепроницаемых контейнеров в коробке. Стандартная длина 14″. AC-DC
Марганцевая сварочная проволока STULZ XL-S/A
Используется для наплавки и замены изношенной марганцовистой стали полуавтоматическим способом. 7/64″, 1/16″ и 0,045″ в диаметре OPEN ARC
Сварочная проволока STULZ Hardfacing #12-S/A
Для любой одно- и многопроходной наплавки марганцевых, низколегированных и мягких сталей. 7/64″, 1/16″ и 0,045″ в диаметре OPEN ARC
Сварочная проволока STULZ #1616-SA
Универсальный сплав с высоким содержанием хрома и марганца для высокопрочного соединения марганцевой стали с другими легированными сталями и для многопроходной наплавки для обеспечения хорошей износостойкости. Нельзя разрезать пламенем. 7/64 дюйма, 1/16 дюйма и 0,045 дюйма в диаметре. ОТКРЫТАЯ ДУГА
Многослойная сварочная проволока STULZ 50 S/A
Наплавочная проволока с многопроходными возможностями. Однопроводной ответ на работы, требующие серьезного наращивания.