Прокатный станок своими руками: Прокатный станок своими руками: методы и технологии изготовления
Содержание
Прокатный станок своими руками: методы и технологии изготовления
Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
- Для чего используется такое оборудование?
- Разновидности прокатного станка
- Составные детали оборудования
- Изготовление прокатной установки своими руками
- Плюсы самодельного устройства
- Итоги
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.
Важно: если вы решили самостоятельно изготовить прокатно-высечной тип станка, то для надежности последующих изготавливаемых на нем деталей, к его сборке следует отнестись с надлежащим вниманием и ответственностью.
Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Важно: на современных заводах металлообработки также нередко применяются широкопрофильные модели гибочной системы установок, что позволяет изготавливать профильные трубы общей длиной до 3 метров.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Важно: работу на прокатном станке может осуществлять лишь квалифицированный специалист, который прошел инструктаж по технике безопасности.
Изготовление прокатной установки своими руками
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников.
 Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами. - Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
Важно: для обеспечения работы такого станка необходимо синхронное вращение рабочих валов. Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
Republished by Blog Post Promoter
Ручной прокатный станок из тисков своими руками
Содержание статьи:
- При изготовлении прокатного станка из тисков потребуется следующий материал:
- А также нам пригодится следующий инструмент:
- Инструкция по сборке прокатного станка из тисков по шагам
- Смотрите видео, на котором подробно можно посмотреть процесс изготовления прокатного станка своими руками:
Довольно часто в хозяйстве сталкиваешься с тем, что нужно ровно согнуть какой-либо пруток, металлическую пластину либо трубку. И если это нужно сделать идеально точно, приходится искать место, где есть прокатный станок. И вам повезло, если у вас есть знакомые с завода, либо друг, у которого есть станок. Можно избавиться от этих поисков, если самому изготовить примитивный прокатный станок в домашних условиях, который, можно сказать, собирается из металлолома.
И если это нужно сделать идеально точно, приходится искать место, где есть прокатный станок. И вам повезло, если у вас есть знакомые с завода, либо друг, у которого есть станок. Можно избавиться от этих поисков, если самому изготовить примитивный прокатный станок в домашних условиях, который, можно сказать, собирается из металлолома.
Разберемся из какого материала можно сделать данное устройство и как оно будет работать.
При изготовлении прокатного станка из тисков потребуется следующий материал:
- Автомобильный натяжной ролик диметром 60 мм – 2 шт.;
- Подшипник 302 – 2 шт.;
- Металлический уголок 40 на 40 мм длиной 60 см;
- Металлический прут диаметром 15 мм длиной 70 см;
- Металлическая труба с внутренним диаметром 16 мм длиной 100 см;
- Металлическая труба с внутренним диаметром 42 мм длиной 20 см;
- Металлическая труба внешним диаметром 14 мм и внутренним 10 мм длиной 105 мм;
- Болт диаметром 15 мм – 2 шт.
 +гайки на них;
+гайки на них; - Шайба с внутренним диаметром 10 мм толщиной 2,5 мм – 6 шт.;
- Болт диаметром 7 мм длиной 45 мм – 2 шт.;
- Болт М14 длиной 7 см;
- Металлическая пластина шириной 3 см длиной 25 см толщиной 4 мм;
- Пруток диаметром 7 мм на котором нужно заведомо нарезать резьбу – длина 13 см.
А также нам пригодится следующий инструмент:
- УШМ;
- Металлическая щетка на УШМ;
- Набор сверл;
- Тиски;
- Шуруповерт;
- Ступенчатое сверло 4-20 мм;
- Сварочный полуавтомат;
- Набор метчиков.
Зачищаем тонкую металлическую трубу до блеска и нарезаем из нее 4 втулки по 37 мм.
На металлическом уголке также зачищаем ржавчину и нарезаем два уголка по 180 мм.
На толстой трубе с одной стороны, если есть возможность делаем накатку длиной 45 мм, если нет, можно сделать риски обычной болгаркой, но получится не очень красиво.
Далее просверливаем на одной грани каждого уголка отверстия диаметром 4 мм с обеих сторон примерно в 1,5 см от краев. Эти отверстия нам нужны чтобы начать работать ступенчатым сверлом, рассверливаем данные отверстия до 16 мм.
Эти отверстия нам нужны чтобы начать работать ступенчатым сверлом, рассверливаем данные отверстия до 16 мм.
Каждую втулку ровно сопоставляем с нашими отверстиями с внутренней стороны уголка и сажаем поочередно на болты, что бы было удобно и ровно их приваривать. Привариваем.
Для проверки фиксируем уголки внешними сторонами в тиски так, чтобы отверстия совпали, и смотрим легко ли проходит в них наш пруток. Если пруток не входит дорабатываем соотношение отверстий.
Не вынимая детали из тисков, просверлим два отверстия под метчик диаметром 7 мм на верхней стороне дальнего от нас уголка в 3 см от краев посередине ширины грани. Метчиком нарезаем резьбу в каждом отверстии. На этих местах будут стоять натяжные ролики.
Поверх данных отверстий кладем по три шайбы и на них ролики, фиксируем болтами. Если болты длинные регулируем шайбами.
Отрезаем от толстой трубы часть с накаткой длиной 70 мм. Запрессовываем со стороны накатки подшипник, с другой стороны ставим любую втулку длиной 25 мм и сажаем второй подшипник до упора.
Запрессовываем со стороны накатки подшипник, с другой стороны ставим любую втулку длиной 25 мм и сажаем второй подшипник до упора.
В уголке без роликов на свободной стороне посередине просверливаем отверстие диаметром 13 мм и нарезаем резьбу метчиком. На тонкую шайбу сажаем трубу с подшипниками рисками в низ, фиксируем болтом M14.
Нарезаем два прутка по 150 мм и у каждого привариваем с одной стороны шайбу.
Теперь нужно сделать ручку для этого устройства. Привариваем со стороны без рисок к толстой трубе будущую ручку из металлической пластины. Просверливаем со свободного края ручки отверстие диаметром 7 мм, нарезаем резьбу
Вкручиваем пруток с резьбой на это отверстие в сторону, противоположную трубе с подшипниками. Как только пруток начнет выходить через пластину, фиксируем сваркой. Отрезаем тонкую трубку с внутренним диаметром 16 мм длиной 10 см.
Теперь на пруток с резьбой с начала надеваем самую тонкую трубка, на нее потолще. Внутренняя трубка выпирает на 5 мм, на нее кладем любую шайбу, что бы внешняя трубка закрылась и фиксируем гайкой. Если есть возможность, для эстетичности вида можно покрасить ручку в какой-либо цвет. Собираем всю конструкцию.
Внутренняя трубка выпирает на 5 мм, на нее кладем любую шайбу, что бы внешняя трубка закрылась и фиксируем гайкой. Если есть возможность, для эстетичности вида можно покрасить ручку в какой-либо цвет. Собираем всю конструкцию.
Данным устройством можно с легкостью сгибать различные трубки, листовую сталь и т.п. под определенный радиус, который будет регулироваться непосредственно тисками. Как можно убедиться из данной статьи устройство не требует сложных работ и больших затрат, а где применить его в хозяйстве всегда найдется!
Смотрите видео, на котором подробно можно посмотреть процесс изготовления прокатного станка своими руками:
Adblock
detector
Станок для производства профиля для гипсокартона своими руками
Гипсокартон без преувеличения можно назвать одним из самых популярных и востребованных строительных материалов, которые используются при ремонте квартир, офисов, цехов и складских помещений. Он дышит и позволяет скрыть все имеющиеся недостатки поверхности, обеспечивая идеальную основу для нанесения финальных слоев шпаклевки, краски, поклейки обоев и т. п. Также с помощью гипсокартона создают любые фигурные элементы (колонны, ниши, арки), которые довершат внешний вид интерьера. При монтаже гипсокартона не обойтись без использования металлического профиля, который станет надежной основой будущей конструкции.
Он дышит и позволяет скрыть все имеющиеся недостатки поверхности, обеспечивая идеальную основу для нанесения финальных слоев шпаклевки, краски, поклейки обоев и т. п. Также с помощью гипсокартона создают любые фигурные элементы (колонны, ниши, арки), которые довершат внешний вид интерьера. При монтаже гипсокартона не обойтись без использования металлического профиля, который станет надежной основой будущей конструкции.
Изготовление металлического профиля в домашних условиях – дело хоть и затратное на первых порах, но при этом довольно выгодное. Тем более что оборудование для производства профилей роликовой прокатки можно изготовить своими руками. Об этом далее подробно…
Станок для производства профилей
Производство профилей из оцинкованной стали не требует больших навыков и знаний. Понадобиться специальный профилегибочный станок, который подбирается (или переоборудоваться) под тип профиля, который вы планируете производить.
Чтобы обзавестись прокатным станком для профиля можно пойти двумя путями:
- Сделать прокатный станок своими руками, который можно будет модернизировать и переоборудовать под любой тип производимого изделия из оцинкованного листа.

- Купить готовое оборудование для производства профиля под гипсокартон.
Наиболее популярными станками среди изготовителей гипсокартонных профилей можно назвать те, которые имеют одноручьевую линию производства. Они выдают определенный тип профиля (к примеру, потолочный или направляющий) со средней скоростью 10 погонных метров в минуту. Следовательно, за один рабочий час оборудование для производства профиля для гипсокартона позволяет произвести до 500 погонных метров. Это значит, что по истечении непрерывного 8-ми часового рабочего дня на склад можно отправить около 4000 метров продукции, полностью готовой для реализации. За месяц объем готовых изделий может достигать до 88000 погонных метров!
В среднем рыночная цена прокатного станка колеблется в районе 4000 долларов. При этом фирма-поставщик зачастую не только обеспечивает доставку заказа, но и проводит комплексное обучение правильному использованию станка, а также осуществляет полную наладку оборудования и его дальнейший ремонт (при необходимости).
Но если у Вас пока нет возможности закупать оборудование по 4000$, можно сделать свой станок своими руками. Он, возможно, немного будет уступать по производительности. Например, на нем не будет гильотины и заготовки нужно будет нарезать отдельной операцией. Но в целом будет возможность организовать прибыльное производство в домашних условиях.
Как сделать прокатный станок для профиля своими руками
Рассмотрим 3D-модель прокатного станка для производства c-образного или п-образного профиля 29×27.
Для изготовления станка потребуется: метал, подшипники, токарный станок или знакомый токарь с токарным станком. Обратите внимание на конструкцию и устройство прокатного станка.
Глядя на рисунок первое впечатление настораживает. А если разобраться в деталях, то там нет ничего сложного.
Схема устройства модели профилировочного прокатного станка
Станок состоит из стола, на котором закреплен червячный мотор-редуктор NMRVP-063. Так же на столе закреплено 7 клетей. Первая приемочная клеть уже отображена на этом рисунке:
Так же на столе закреплено 7 клетей. Первая приемочная клеть уже отображена на этом рисунке:
- Стол из швеллеров.
- Червячный мотор-редуктор NMRVP-063.
- Первая приемочная клеть.
- Цепная передача на первую клеть.
Каждая клеть состоит из простых нескольких деталей:
- Корпус клети.
- Самоустанавливающийся подшипниковый узел UCST 204.
- Самоустанавливающийся подшипниковый узел UCFT 204.
- Нижний и верхний валы.
- Нижний и верхний прокатные ролики.
- Звездочка цепной передачи Z=16.
- Направляющие.
- Распорки.
- Регулировочные болты M12X70.
Как видно выше на рисунке все клети соединены между собой цепной передачей.
Стоит отметить, что ролики съемные и крепиться на валах. Это позволяет переоборудовать станок под разный тип производимого профиля. При желании с помощью новых роликов можно модернизировать оборудование для производства ЛСТК профиля.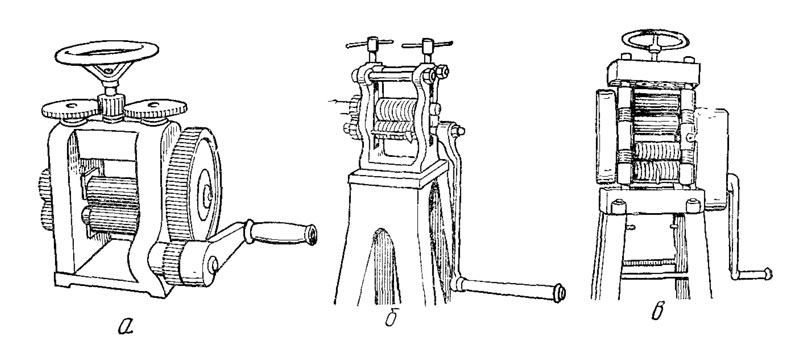 Строительство домов по технологии ЛСТК активно набирает популярность в области быстровозводимых зданий.
Строительство домов по технологии ЛСТК активно набирает популярность в области быстровозводимых зданий.
Технологический процесс производства профилей для гипсокартона
Принцип действия можно легко понять, посмотрев на видео процесса работы станка в конце статьи. Лист из оцинкованного металла, прокатывается через очередь роликов, каждый из которых отличается по пресс-форме:
Таким образом, с помощью прокатных роликов заготовка постепенно преобразуется в форму готового изделия.
Чтобы детально ознакомиться с устройством оборудования рекомендуем скачать 3D-модель схемы станка со всеми размерами и описанием узлов. В данном архиве 3D-модель металлообрабатывающего устройства, которую можно разобрать до мельчайшего болтика или шайбочки и посмотреть. Там же можно снять все размеры деталей, а потом реально сделать станок по образцу не хуже чем по чертежам. Возможно такой формат даже лучше, чем чертежи. Форматы файлов 3D-модели:
- *.sldasm – это основной формат платной программы «SolidWorks» (так же этот формат поддерживает бесплатная программа для просмотра 3D-моделей – eDrawings, которая уже вложена в архив).

- *.step – это стандартный формат для обмена 3D-моделями между разными программами 3D-редакторами. Данный формат файлов поддерживает практически каждый 3D-редактор (например: бесплатный FreeCAD, AutoCAD, 3D-Max, Blender и т.д.).
Разновидности металлического профиля
Гипсокартонный профиль разделяют на следующие виды:
- Используемый для создания стоек (тип CW. Самыми распространенными разновидностями на рынке стройматериалов являются профили CW-50, CW-75 и CW-100).
- Направляющий (тип UW. Марки UW-50, UW-75, а также UW-100).
- Пристеночный (тип UD. Но зачастую используется только UD-27, сделанный из 81-миллиметровой стали).
- Потолочный (тип CD. Марка CD-60, которая изготавливается из оцинкованной стали шириной 123 мм) в ремонте применяется наиболее широко и часто.
Профиль разнится по своей толщине, ширине, весу и другим параметрам. Каждый из этих профилей изготавливается из рулонов оцинкованной ленточной стали, которая также известна под названием штрипс.
Как видим, бизнес по изготовлению гипсокартонного профиля в домашних условиях имеет довольно высокую доходность. При наличии стартового капитала, который покроет все стартовые расходы, имея при этом еще и налаженную сеть для реализации готовой продукции, вы сможете выйти на самоокупаемость через 7-8 месяцев.
Этот вид продукции востребован всегда. Если освоить все нюансы технологии его производства, можно обеспечить себя стабильным доходом на долгие годы.
Что можно делать плазморезом с ЧПУ в домашних условиях.
Начните собственный бизнес по производству и продаже прямо сейчас, а итоговая прибыль станет лучшим вознаграждением за все труды!
Скачать 3D-модель схемы прокатного станка.
Обзор 4 видов лучших станков для прокатки дисков: как выбрать, рейтинг
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.
Важно: если вы решили самостоятельно изготовить прокатно-высечной тип станка, то для надежности последующих изготавливаемых на нем деталей, к его сборке следует отнестись с надлежащим вниманием и ответственностью.
Область применения
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс. Важно, чтобы материал был в необходимой мере пластичным.
Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Важно: на современных заводах металлообработки также нередко применяются широкопрофильные модели гибочной системы установок, что позволяет изготавливать профильные трубы общей длиной до 3 метров.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.

Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.

- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Важно: работу на прокатном станке может осуществлять лишь квалифицированный специалист, который прошел инструктаж по технике безопасности.
Назначение и функции
Описываемые станки применяются для восстановления геометрии колес, получивших повреждения в процессе эксплуатации транспортного средства. Профессиональное оборудование позволяет устранить овальность диска и волнообразные деформации типа «восьмерок». Последнее преимущественно касается мотоциклетных и штампованных автомобильных колес.
Профессиональное оборудование позволяет устранить овальность диска и волнообразные деформации типа «восьмерок». Последнее преимущественно касается мотоциклетных и штампованных автомобильных колес.
Помимо основной функции часть оборудования может выполнять и другие виды работ. В частности, токарные группы, которыми оснащаются станки, позволяют:
- Восстановить посадочные полки и закраины колес.
- Устранить наплывы от сварных швов.
- Ошлифовать поверхности для восстановления декоративных свойств.
Расширенные функционал оборудования для шиномонтажа обеспечивает увеличение спектра выполняемых работ и повышение качества обслуживания клиентов.
Изготовление прокатной установки своими руками
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
Важно: для обеспечения работы такого станка необходимо синхронное вращение рабочих валов. Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
- С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие.
 Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
Обратите внимание! Необходимо использование защитной пожаропрочной одежды и плотных термостойких рукавиц. Перед началом работ следует подготовить средства пожаротушения: ведро с водой или песком или огнетушитель.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка.
 Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Рекомендуем ознакомиться: Канализационные гофрированные трубы для обустройства наружной канализационной системы
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.
Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.

Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
Republished by Blog Post Promoter
Рекомендации
Описанные выше стенды для восстановления формы и размеров дисков имеют разные технические характеристики, назначение и функционал. Станок для шиномонтажной мастерской выбирается, прежде всего, из уровня спроса на конкретную услугу.
Сначала определяется вид необходимого оборудования: специализированный или универсальный.
На следующем этапе выбирается модель исходя из финансовых возможностей владельца и параметров мастерской.
Такой алгоритм позволит точно установить, какой именно станок нужен для шиномонтажа исходя из конкретных требований.
Станок для профлиста своими руками
Главная » Разное » Станок для профлиста своими руками
Как сделать самодельный станок для изготовления профлиста своими руками
Работа самодельного станка
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.

Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Чертежи для изготовления станка своими руками
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
Цена, тыс. руб руб | 2100-2620 | 2200-2780 | 2270-2880 |
C8 C10-40C МП-20 Профиль C8 Профиль C10-40C Профиль МП-20
Станок для изготовления профнастила своими руками
Станки и инструменты /15-мар,2018,12;54 / 5288 Сегодня профнастил все чаще пользуется популярностью у тех, кто строит современные здания, возводит ограждения, надежно укрепляет перегородки, обновляют вид старых построек. Также с профилированной сталью стают доступными широкие возможности по возведения оригинальной крыши жилого дома или офисного здания. Благодаря высокому качеству стали для проката профлист может использоваться во время строительства таких сооружений как склады и ангары.Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
• возведение стен разного вида сооружений;• кровля для зданий разного назначения;• изготовление опалубки;• установка перегородок и ограждений. Станок для изготовления профлиста своими руками — чертежи
Станок для изготовления профлиста своими руками — чертежи
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.Здесь следует взять во внимание то, что на домашнем ручном станке не удастся выпускать профлисты слишком большой толщины – возможный максимум составляет примерно 5 мм.
изготовления профлиста своими руками-чертежиЧтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол. Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага. Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Не так давно мы обращались в компанию Krovelson (их сайт https://www.krovelson.ru/) и Вам рекомендуем, так как остались самые положительные впечатление. Это комплексный поставщик материалов и всей сопутствующей продукции для строительства зданий и производства металлоконструкций (профнастил, профильные трубы, уголок). Максимальное удобство приобретения продукции для клиентов, обеспечивают кратчайшие сроки от момента обращения до отгрузки продукции.
Это комплексный поставщик материалов и всей сопутствующей продукции для строительства зданий и производства металлоконструкций (профнастил, профильные трубы, уголок). Максимальное удобство приобретения продукции для клиентов, обеспечивают кратчайшие сроки от момента обращения до отгрузки продукции.
Станок своими руками профнастил – Ручной станок для производства профнастила своими руками
alexxlab | 08.06.2018 | 0 | Вопросы и ответы
Ручной станок для производства профнастила своими руками
Содержание статьи:
Работа самодельного станка
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
Прокатный вал
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Чертежи для изготовления станка своими руками
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
Цена, тыс. руб руб | 2100-2620 | 2200-2780 | 2270-2880 |
stanokgid.ru
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила.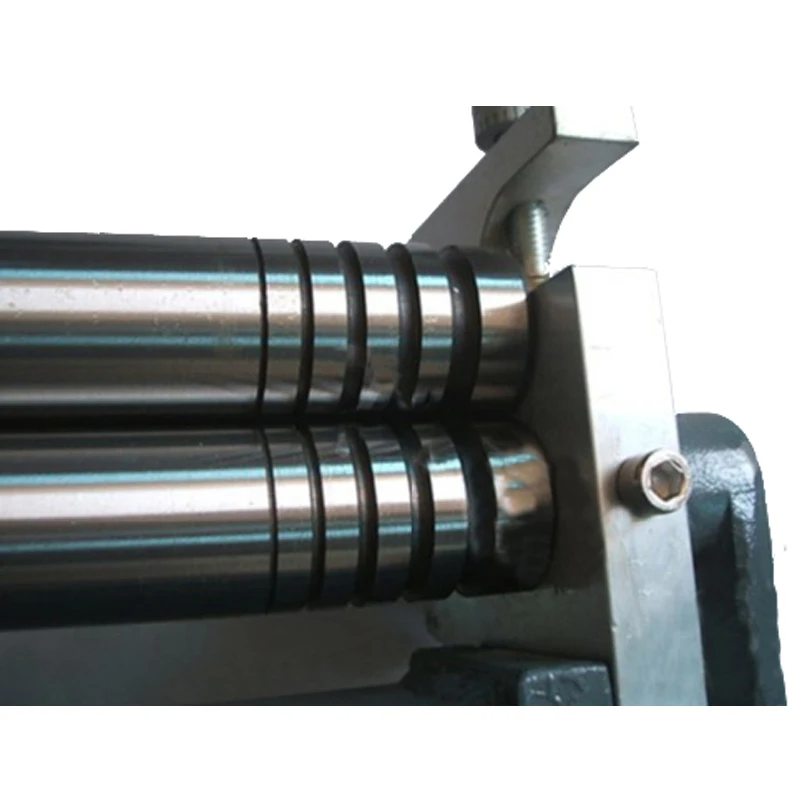 Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн.
 Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
Манипулировать такими рулонами без использования специальных приспособлений практически невозможно. - Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.

- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой.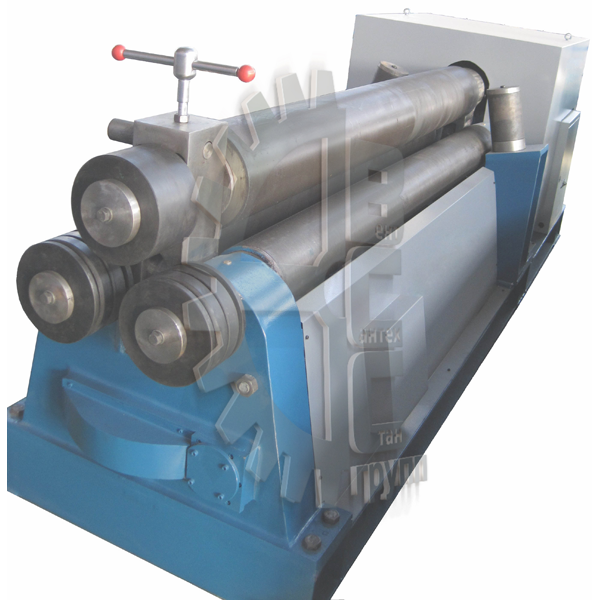 Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
met-all.org
Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.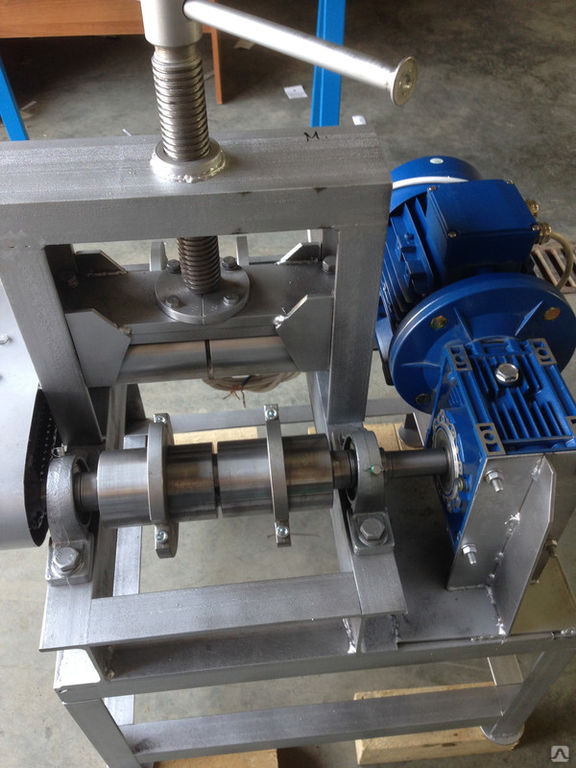
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Похожие статьи
stroyremned.ru
Ручной станок для профнастила: преимущества и технические характеристики
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Оглавление статьи:
Ручной станок для профнастила — в чем достоинства такого решения?
В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Недостатки ручного станка для профнастила
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастила
Станок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.

- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.
Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристики
Станок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.
Коллектив oprofnastile. ru
Читайте по теме:
oprofnastile.ru
Листогиб своими руками: конструкции, чертежи, описания
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Содержание статьи
Есть три вида листогибочных станков:
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла Листогиб — проекция сбоку Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
stroychik. ru
ручной станок для изготовления своими руками и оборудование для проката профлиста
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру НТК!
ntkzavod.com.ua
Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Содержание:
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Похожие статьи
www.sibear.ru
Станок для изготовления профлиста своими руками — ooo-asteko.ru
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
:
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Читайте также Орских листогибочных станков
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Источник: http://www.sibear.ru/information/stanok-dlja-proizvodstva-profnastila-svoimi-rukami.htm
Станок для профнастила: виды, процесс изготовления стана
Компания «Русская Ограда». Мы занимаемся установкой заборов, ворот (в том числе автоматических), установкой столбов и линий ЛЭП по всей Москве и Московской области. Звоните: +7 (495) 762-97-99 c 09:00 до 21:00 ежедневно.
Станок для профнастила давно уже перестал быть инструментом исключительно для промышленных целей. Стан такого рода сможет изготовить любой желающий, затратив, при этом минимум средств и используя максимум подручных материалов.
Как различаются между собой станки?
Согласно технологии, металл может быть подвержен двум типам обработки: холодной и горячей. Однако все, без исключения станки обрабатывают металл исключительно при комнатной температуре. Этот фактор существенно удешевляет производство и делает станок сравнительно безопасным для операторов.
Автоматизированные прокатные станки
Станок такого рода представляет собой не отдельное устройство, а линию производства профнастила, соединенную в определенном порядке. Среди участвующих в процессе выработки устройств можно выделить:
- Разматыватель бухты;
- Прокатный стан;
- Ножницы;
- Система автоматического управления процессом;
- Приемное устройство.
С помощью такой конструкции можно создать любую геометрию профиля и получить высококачественный материал без перекатов и неровностей. Следствие этого – практически полное отсутствие брака. Единственный минус автоматизированной линии – это ее высокая цена. Позволить себе устройство такого рода сможет лишь профильная организация. Приобретать линию для личных целей не имеет смысла, так как она попросту не оправдает затраченных средств.
Передвижной станок для профнастила
Передвижные станы выбирают для себя в основном строительные бригады, постоянно работающие на различных объектах.В своем большинстве передвижные станки устанавливаются прямо на стройплощадке, при работе над крупными объектами. Так, например, обшивая профлистом ангар, можно будет существенно сэкономить на транспортировке металла.
Ручной прокатный стан
Ручной станок для профнастила применяется в основном для небольших производств. Изготавливать гофрированные листы можно без использования электричества, так как ключевую роль в этом процессе играет исключительно физическая сила операторов.
Однако на таком стане целесообразнее будет работать с обыкновенным оцинкованным профилем. Металл с полимерным и лакокрасочным покрытием на них не обрабатывается.
Еще одним преимуществом ручного стана является простота его сборки. Сделать такое устройство для собственных целей сможет любой желающий, умеющий безукоризненно выполнять предписания инструкции.
Процесс изготовления стана
Прежде чем начинать работы по изготовлению ручной линии производства профнастила, необходимо запастись следующим набором инструментов:
- Сварочный аппарат;
- Болты, гайки и швеллера;
- Металлические трубы и уголки;
- Петли и шарниры.
Все компоненты с легкостью можно найти в любом строительном магазине по сравнительной низкой цене. Однако прежде чем приступать к непосредственному изготовлению, важно хорошо разобраться со схемой, на основании которой и будет собираться станок.
Подготовка заготовок
Конструкция самодельного листогиба состоит из нескольких элементов: основания устройства, прижима и пуансона, на котором будет крепиться ручка-рычаг. Сначала необходимо подготовить основание. Для этих целей лучше всего взять швеллер – легкий и, в тоже время, прочный металлический профиль, имеющий П-образную форму.
Длина такого основания – не более 500 мм для металла маркировкой №8, которая обозначает расстояние между внешними гранями швеллера. Аналогичный профиль должен выбираться и для изготовления прижима, однако здесь будет достаточно швеллера №5. При этом следует учитывать и тот факт, что прижим должен быть немного короче основания – хотя бы на 50-70 мм.
Крайне серьезно следует подойти и к выбору материала для пуансона – элемента конструкции, с помощью которого и будет осуществляться штамповка металла. Для него предпочтительнее выбирать металлический уголок №5. Из такого же уголка будут выполнены и щечки листогиба, представляющие собой боковые стороны изделия.
Далее, на расстоянии 30 мм от концов основания высверливаются два отверстия, диаметром около 8,5 мм. Именно в них впоследствии будут установлены винты струбцины для того, чтобы закрепить конструкцию.
Процесс сбора конструкции
Подготовив все компоненты, можно приступать и к непосредственному сбору изделия. Изначально и основание, и пуансон складываются воедино и зажимаются в тисках для того, чтобы избежать перекоса. Однако для того, чтобы облегчить дальнейшую установку крепежных элементов, по торцу пуансона рекомендуется снять фаску длиной около 30 мм и параметрами 7х45°.
Далее на ось пуансона необходимо надеть щечки, закрепить которые можно посредством сварки или с помощью нескольких саморезов. Однако прежде чем окончательно монтировать прижим, рекомендуется провести несколько пробных гибок тонкого листа металла. После этого, при необходимости, корректируется положение щечек, и они привариваются к торцам основания.
Как осуществить сборку
В процессе установки участвуют следующие компоненты:
- Струбцина – крепежный элемент, позволяющий надежно фиксировать листогиб на поверхности;
- Щечки, являющиеся ограничителем длины металла;
- Непосредственно основание;
- Металлический уголок, с помощью которого будет крепиться конструкция;
- Прижимная балка;
- Ось пуансона, с помощью которой будет осуществляться его движение;
- Сам пуансон.
Завершающий этап – стационарное крепление прижима, в котором рассверливаются отверстия размером около 8,5 мм. После этого прижим крепится к основанию болтами, а шероховатости спиливаются с помощью болгарки. Сделать это необходимо для того, чтобы избежать появления неровностей и шероховатостей на готовом изделии.
В случае если предстоит работа с металлом, толщина которого составляет более 10 мм, рекомендуется предварительно нагреть места предполагаемых сгибов. Это существенно облегчит работу и исключит вероятность образования трещин на металле.
Практическое изготовление листогиба
Запомнить:
(1 в среднем: 5,00 из 5)
Источник: http://rusograda.ru/zabory/stanok-dlya-profnastila
О производстве профнастила: технология, оборудование для изготовления
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Читайте также 2м112 станок сверлильный производитель
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру НТК!
Источник: https://ntkzavod.com.ua/stati/o-proizvodstve-profnastila-tehnologiya-oborudovanie-dlya-izgotovleniya/
Как сделать самодельный станок для изготовления профлиста своими руками
Работа самодельного станка
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
| Цена, тыс. руб | 2100-2620 | 2200-2780 | 2270-2880 |
C8 C10-40C МП-20 Профиль C8 Профиль C10-40C Профиль МП-20
Источник: http://StanokGid.ru/specializirovannyj/profnastil-stanok-svoimi-rukami.html
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка.
Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы.
Читайте также Самодельный станок для правки литых дисков
В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины.
Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды.
Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции.
Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима.
Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах.
Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины.
В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения.
Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования.
При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Источник: http://met-all.org/oborudovanie/prochee/stanok-dlya-proizvodstva-profnastila-proizvodstvo-proflista.html
Производство профлиста: серьезное оборудование и ручные станки
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Станок для производства профнастила своими руками
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Особенности и требования к материалу
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
Видео:
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Видео:
youtube.com/embed/O6b04-vJoYY»>
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Далее рычагом контролируется угол подачи. На выходе важно, чтобы готовый лист не упал, а равномерно помещался вдоль стола. После его можно будет убрать.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Разновидности станков для гибки профильной трубы: Обзор +Видео
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий. Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Содержание статьи:
- 1 Из чего состоит профилегиб
- 2 Разновидности станков
- 2.1 Разновидности устройств по приводным особенностям
- 2.2 Как различается оборудование от разновидности установки
- 3 Виды оборудования, которые отличаются методом изгиба профилей
- 4 Устройство гидравлического типа своими руками
- 4.1 Станок прокатный
- 4.2 Станок прокатный трех роликовый
- 5 Простейший способ для гибки профиля
- 6 Станок, изготовленный на заводе
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
- валы три штуки, три штуки роликов.
- приводное цепное устройство.
- несколько осей.
- профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
youtube.com/embed/g_qZgcyXKbs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
- Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
- Домкрат задает движение платформе, который упирается в корпус платформы штоком.
- Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
- Подготовка материала, набора инструментов.
- Сборка основной платформы.
- Нарезка трубы под подшипники.
- Выполнение соединения вальцев с подшипниками.
- Присоединение катка с помощью сварки.
- Изготовление основы под каток.
- Сборка всех элементов конструкции.
- Проверка на качество работы устройства.
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика.
Что необходимо для изготовления конструкции:
- полка
- профильный прокат из металла для изготовления каркаса.
- валы.
- пружины прочные, 4 шт.
- цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
- установить вал на полку.
- к полке монтируют гайки для крепления пружины.
- площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.
Поэтапный процесс сборки прокатного устройства:
- заказать валы у специалистов.
- сделать каркас под устройство.
- устанавливают прижимной вал.
- прикрепляют пружины.
- закрепляют валы.
- протягивают цепь.
- делают ручку.
- наносят краску на конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.
- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
ИНСТРУКЦИИ ПО ВАЛЬЦЕВОЙ МАШИНЕ – Как самостоятельно скатать
Как пользоваться соединительным роликом
Итак, вы, вероятно, смотрите на свою новую прокатную машину и задаетесь вопросом, как что-то, что выглядит таким простым, может быть настолько неинтуитивным в использовании, не так ли? Правильно?? Да. Ну не смотрите дальше. Если вы хотите скатать свой собственный ролик и вам нужны простые инструкции по раскатке, вы попали в нужное место.
В приведенном ниже видеоролике рассказывается, как использовать один из самых крутых и простых аксессуаров для курения — классическую машину для скручивания. Вы будете скручивать свои собственные косяки, косяки и сигареты в кратчайшие сроки!
Если вам нравятся инструкции в текстовом совете, есть пошаговые текстовые инструкции по использованию соединительного валика , подробно описанные под видео…
А теперь представляем:
Пошаговые инструкции по раскатке
В этих инструкциях подробно описано, как использовать раскатывающую машину, и они применимы к необработанной раскаточной машине, раскаточной машине зигзаг, Juicy Jay’s Jumbo Blunt Rolling Machine, или любой другой сигаретный валик аналогичной конструкции.
Всего несколько простых шагов, и вы будете катать свой собственный, лизкий сплит…
ЗАГРУЗИТЬ
- Откройте ролики.
- Вставьте фильтр и сдвиньте его в сторону.
- Положите большую щепотку того, что вы курите. Возможно, вы захотите сделать это над листом бумаги или журналом, там может быть утечка.
РУЛОН
- Снова закройте его.
- Поднимите его и поверните оба ролика к себе, с помощью пальцев удерживайте пластик внутри натянутым, чтобы внутренности стали плотными и плотными.
БУМАГА
- Вставьте лист самоклеящейся бумаги между роликами клеевой стороной к себе. Это может потребовать небольшого шимминга. Не пугайтесь.
РУЛОН
- Сверните бумагу, продолжая катить к себе.
- Остановитесь перед тем, как закатать его полностью – вам нужно оставить немного выступающим, чтобы вы могли его слизать.
- Теперь сверните его до конца, сделав еще несколько бросков.
- Открой и БУМ! Ты только что накрутил себе косяк! Э, сигарета.
ДЫМ
- Теперь дым дат.
Теперь вы знаете, как пользоваться прокатным станком. Какой хороший день выдался, а?!
Если у вас его еще нет, возьмите один из этих зигзагообразных валиков на Amazon. Всего около пяти баксов, эти вещи дешевы и забавны! Есть много машин и бумаг на выбор.
ПРИМЕЧАНИЕ. В этих видеоинструкциях для демонстрации использовалась машина для завальцовки зигзагов, но это практическое руководство применимо к любой машине для завальцовки швов или завальцовки аналогичной конструкции, например, к машине с очень высоким рейтингом. Раскатывающая машина для сырья (или, если вы чувствуете себя сутенером, отряхните плечи и посмотрите на раскатывающую машину Juicy Jay Jumbo Blunt). Надеемся, вам понравилась эта заметка.
БОЛЬШЕ КРУТЫХ ГАДЖЕТОВ ДЛЯ ТРАВКИ…
Попробуйте некоторые, они в порядке.
РОБОТЫ! Они идут. Мы мало что можем с этим поделать. Так почему бы им не накатать нам косяков??
Это именно то, о чем, должно быть, думали ребята из Banana Bros. , когда изобретали этот удивительный гаджет для травки. Это OTTO Smart Grinder & Rolling Machine, первая в мире универсальная электрическая интеллектуальная шлифовальная машина и …
Вы много работаете. Каждый день. Вы встаете и идете… куда-то и что-то делаете. Я не уверен, что. Но это что-то, и ты в этом хорош, черт возьми!
Вот к чему я клоню: прежде чем вы сходите с ума от того, что этот удивительный точильный станок стоит 1500 долларов*, я хочу убедиться, что вы понимаете одну вещь: ВЫ ЭТОГО ЗАСЛУЖИВАЕТЕ. Это …
Если вы курите, вам, вероятно, придется что-то ковырять… и утрамбовывать, и поджигать. Toker Poker делает все это и многое другое. Это более легкий кейс с выдвижной кочергой и металлической трамбовкой на углу, который идеально подходит для загрузки или выкладывания мисок.
Круто, когда люди объединяют классные вещи, чтобы делать другие классные вещи. Как трубка и зажигалка. Или мышь и весы. Или спагетти и стиральная машина. Люди, создавшие The Grumbler, отлично справились с формулой «штучка + штучка = больше штучки», объединив кофемолку и контейнер для хранения, чтобы получилась очень . ..
Хо-хо-хо, они будут в восторге, когда вы подадите им большой золотой косяк на праздничной вечеринке в этом году (социально дистанцированная). Правильно, эти самокрутки сделаны из 24-каратного золота, детка! Это идеальный способ отпраздновать хорошие времена и встретить Новый год. А если вам понадобится набивка для чулок, которая будет серьезно стучать…
Посмотрите на эту изящную штучку! Это набор для выживания курильщика, и это все, что вам нужно, чтобы пережить апокалипсис (в зависимости от ваших приоритетов).
Набор для выживания курильщика водонепроницаем и изготовлен из сверхпрочного, высококачественного ударопрочного материала, который действительно помогает предотвратить проникновение зомби в …
Будущее наступило, и оно прекрасно. Мелкоизмельченный дурман, и все, что вам нужно сделать, это нажать кнопку на электрической мельнице для сорняков Mamba , чтобы получить его. Да, вы правильно прочитали. Это реальная электрическая мельница для сорняков, воплощение гаджетов для сорняков, верно?
И, честно говоря, это пришло как раз в нужное время. …
Аааа, любимая землянка. Это классический аксессуар для курения. Эта классика только что преобразилась благодаря людям из Anomaly (ранее Elevate Accessories). Взгляните на первоклассный комплект ручной работы из роскошного дерева Colfax. Вы созерцаете это? Хороший. А теперь кури. Ой, а у тебя еще нет?? Ну, тебе понадобится …
Трубка изо льда!?! Разговор о крутой трубке (каламбур). Хорошо, теперь, когда мы убрали это с пути … это действительно очень крутая трубка (на этот раз каламбур не предназначен, я имею в виду это в чисто переносном смысле). Это The Frost Pipe, и технически это не трубка, сделанная изо льда, а форма, которая позволяет вам …
Как сделать летучую мышь? Самые простые методы
Большинству составных бит требуется определенное время, прежде чем вы сможете использовать их в реальной игре, которое мы называем периодом обкатки. Ускорить процесс можно с помощью машинки для накатки летучей мыши. Но они дороги и требуют специальных навыков для эксплуатации и обслуживания. Но не волнуйтесь. Приложив немного усилий, вы можете приготовить его дома. Итак, как сделать машинку для катания летучих мышей?
Композитные материалы, такие как углеродное волокно и графит, используются для изготовления композитной летучей мыши. Летучие мыши в основном не готовы к игре, и им нужно время, чтобы обкататься.
Машина для прокатки летучих мышей прирабатывает свернутые биты, которые мгновенно становятся готовыми к игре.
Но вы обнаружите, что машина для скручивания летучих мышей стоит дорого. Обычно поставщики прокатных услуг покупают такие машины.
Но не беспокойтесь, вы также можете собрать свои ролики для летучих мышей дома. Давайте посмотрим все, что вам нужно знать о создании ролика летучей мыши.
Содержание
- 1 Что такое машина для прокатки летучих мышей?
- 2 Как работает прокатный станок?
- 3 типа машины для прокатки летучих мышей
- 3.1 машина для параллельной прокатки
- 3.2 машина для перпендикулярной прокатки
- 4 Как сделать машину для прокатки летучих мышей?
- 4. 1 Части машины для прокатки летучих мышей
- 4.1.1 Корпус
- 4.1.2 Верхняя тележка
- 4.1.3 Подшипники
- 4.1.4 Валы
- 4.1.5 Ручки0030
- 4.1.6 Ролик
- 4.2 Процесс изготовления машины для прокатки биты
- 4.3 Как сделать машину для прокатки биты для софтбола?
- 4.
- 5 Стоимость и время
- 6 Действительно ли вращение биты работает с композитной битой?
- 7 Преимущество рулонной летучей мыши
- 7.1 Выработка большей мощности
- 7.2 Удаление мертвых зон
- 7.3 Увеличенная зона наилучшего восприятия
- 7.4 Быстрый взлом
- Нелегально?
- 9 Машины для прокатки биты на продажу
- 10 Служба прокатки бейсбольной биты
- 11 Часто задаваемые вопросы
- 12 Заключение
Что такое машина для прокатки биты?
Процесс, при котором летучие мыши перекатываются и быстро обкатываются, называется перекатыванием летучих мышей. С другой стороны, машина, которая катает летучие мыши, называется машиной для прокатки летучих мышей.
Оператор вставляет биту в машину. Процесс прокатки может происходить параллельно или перпендикулярно. Бита сжимается и нагревается. Это увеличивает скорость взлома и производительность быстрее.
В процессе прокатки происходит прокатка с подогревом. Кроме того, чем больше вы используете композитную бейсбольную биту, тем больше она будет нагреваться сама по себе.
Между прочим, использование машины для прокатки летучих мышей очень полезно. Самым значительным преимуществом является то, что композитные биты ломаются быстрее.
Основным принципом прокатки является сжатие углеродного волокна биты. Сжатие делает углеродное волокно гибким и смягчает композитная бита . Когда это происходит, бита прирабатывается к игре.
Вальцовочный станок определяет необходимое давление. Оно не превысит давления, которое требуется летучей мыши.
Еще один факт о прокатке биты заключается в том, что вам не нужно вращать биту во время ручного взлома вашей биты.
Однако, вы можете приобрести машину для прокатки летучих мышей, хотя это дорого. Но вы можете сделать это, если вы тренер или у вас есть большой тренерский центр, где вам нужно регулярно катать биты.
С другой стороны, вы можете воспользоваться услугой проката летучих мышей у эффективных поставщиков услуг. Возможно, вам придется потратить до 100 долларов за брошенную биту.
Как работает прокатный станок?
Во время услуги прокатки биты оператор машины поместит вашу композитную биту для софтбола или бейсбола в машину прокатки.
Биты должны быть испытаны на сжатие для прокатки. Испытание на сжатие композитных бит для софтбола или бейсбола поможет вам узнать текущее состояние приработки до того, как их вкатают.
Итак, вам нужно проверить испытательный центр поставщика услуг проката, чтобы добиться наилучшего результата услуги проката.
Однако ваша новая бита будет находиться внутри прокатного станка с двумя верхними роликами и одним нижним роликом на станке.
Верхняя Т-образная рукоятка для регулировки положения и давления верхнего ролика. Кроме того, есть еще одна боковая ручка для наматывания биты.
Однако вальцовый станок также можно автоматизировать. С другой стороны, в ручном ролике вы можете вращать биту с помощью боковой ручки.
Прокатка будет производиться в основном в наиболее благоприятных или горячих точках АБТ для повышения производительности. Прокатка смягчает углеродное волокно летучих мышей и делает его более гибким.
Перекатывание увеличивает эффект батута и хлопки летучей мыши. Это способствует более высокой скорости выхода. Кроме того, это делает вашу игру с летучей мышью готовой.
В следующем видеоролике показано, как оператор прокатывает композитные бейсбольные биты.
Типы машин для прокатки бит
Существует два типа прокатных станков. Один параллелен, а другой перпендикулярен. Давайте сделаем их краткий обзор.
Параллельная прокатная машина
В параллельной прокатной машине вы найдете два верхних ролика и один нижний ролик. Вам нужно вставить ствол летучих мышей в машину параллельно роликам.
Поместив ствол биты в ролик, оператор машины сжимает биту в соответствии с требованиями. После этого оператор крутит ручку биты, которая катит ствол биты вместе с роликами.
Кстати, вращение происходит примерно 20-25 раз. После эффективного перекатывания бита быстро разнашивается, увеличивается сила удара и производительность.
Проверить цену на Amazon
Перекатывание увеличивает скорость выхода летучих мышей. Вам не нужно заменять биту при параллельной прокатке. Единственным недостатком параллельной прокатки является то, что за один раз прокатывается почти вся сладкое пятно.
Это может повлиять на естественную приработку композитного материала ракетки.
Перпендикулярный прокатный станок
Перпендикулярный прокатный станок позволяет вставлять биту под углом 90°. В этом случае вы можете установить положение летучей мыши вперед и назад.
Во время перпендикулярного качения вам необходимо повернуть биту, чтобы покрыть весь ствол, и толкать и тянуть биту вперед и назад. Снова вставьте летучую мышь и повторите тот же процесс до тех пор, пока; процесс заканчивается.
Кстати, при каждом шаге сжатия ствола нужно пройти минимум 8 точек. Для этого нужно вынуть и снова вставить биту не менее 4 раз.
Однако при использовании машины с перпендикулярными роликами для увеличения силы удара и приработки следует соблюдать осторожность.
Потому что чрезмерное давление и неэффективное перекатывание могут привести к тому, что на стволе ракетки появится плоское пятно. Это, безусловно, снизит качество скрученной летучей мыши.
Чрезмерная прокатка может изменить форму летучих мышей, что может противоречить законному использованию летучих мышей. Чтобы избежать этого, вы можете узнать, какие летучие мыши запрещены к использованию. Наш следующий пост о нелегальных бейсбольных битах – модели и методы может помочь определить незаконных летучих мышей.
Как сделать машину для прокатки летучих мышей?
Прежде чем приступить к изготовлению машины для прокатки летучих мышей, давайте узнаем, каковы основные части машины. Потому что необходимо знать о деталях, прежде чем что-то делать.
Детали машины для прокатки летучих мышей
Кстати, если вы хотите построить собственную машину для летучих мышей, я могу помочь вам, предоставив некоторую базовую информацию.
Самое первое, что нужно знать, это необходимые детали и материалы для машины. Вы найдете следующие детали в машине для прокатки летучих мышей.
Корпус
Корпус является внутренней частью машин. В основном это алюминий или сталь. Он содержит внутреннюю конструкцию машины. Это сварная конструкция.
Верхняя тележка
Верхняя тележка роликовой машины для летучих мышей удерживает верхние ролики. Обычно он смещается вверх и вниз. Он имеет жесткую переносимость.
Подшипники
Подшипники — это детали, обеспечивающие соответствующие движения частей, где это необходимо. Подшипники существуют на роликах и каретке.
Валы
Вал представляет собой вращающийся элемент машины, который помогает передавать мощность на конец машины.
Ручки
В ручном станке обычно две ручки. Одним из них является Т-образная рукоятка, которая используется для балансировки давления ролика.
Другой используется для вращения ролика для катания летучих мышей.
Ролик
Наиболее важной частью прокатного станка являются ролики. Собственно, основную работу летучие мыши делают непосредственно через валик.
Ролики в основном изготавливаются из пластика/стали или алюминия. Качество валика зависит от используемого материала. Ролик держит очень жесткий допуск.
С другой стороны, отверстия валика должны располагаться точно посередине и иметь точный требуемый размер.
Процесс изготовления машины для прокатки летучих мышей
Корпус машины работает как основная конструкция машины для прокатки. Сначала необходимо построить корпус машины, чтобы обеспечить общую структурную целостность машины.
Помните, после завершения конструкции, предыдущая цельносварная конструкция уже не сможет привнести каких-либо изменений или ремонта практически невозможна.
Пришло время построить верхнюю тележку на втором этапе. Верхние ролики машины будут удерживаться кареткой. Вам нужно использовать алюминий или сталь, чтобы построить каретку.
Верхняя каретка будет удерживать верхние ролики. Вал будет удерживать подшипники, которые помогают вращать ролики.
Кстати, нужно правильно разместить ручки. Один будет над верхней тележкой, которая управляет давлением на летучих мышей.
Еще один используется для вращения роликов при прокатке биты для софтбола или бейсбола.
После правильной сборки ваша машина готова.
Как сделать машину для прокатки биты для софтбола?
Я нашел много вопросов о том, как сделать машину для прокатки софтбола. На самом деле, когда вы делаете машину для композитной биты, в софтболе нет ничего особенного.
В конечном счете, процесс изготовления машины для игры в софтбол такой же, как и у машины для прокатки композитной летучей мыши.
Стоимость и время
Стоимость зависит от качества материалов. Если вы используете пластик, это будет стоить вам меньше. Но высококачественные материалы, такие как алюминий или сталь, будут стоить дороже, чем пластик.
Однако изготовление роликовой машины своими руками обойдется вам как минимум в 250-300 долларов. Кроме того, это займет от 3 до 4 дней, если вы являетесь экспертом в создании таких устройств.
Действительно ли вращение летучей мыши работает с композитной битой?
Многие люди могут подумать, что прокатка значительно повысит производительность, скорость выхода и другие параметры. Но не стоит ожидать многого необдуманно.
Кстати, после тестирования удара катаной битой есть заметные изменения. Свернутая бита дает повышенную производительность и скорость выхода.
И вы получите тот же результат с несколькими сотнями ударов, потренировавшись самостоятельно. Результатом является то, что вы получаете биту взломанной в кратчайшие сроки.
Преимущество скрученной биты
Перекатывание композитной биты для софтбола дает множество преимуществ. Давайте посмотрим, что они из себя представляют.
Подробнее Power Generation
При частом контакте ракетки с мячами углеродное волокно композитных ракеток становится мягче и гибче. Это делает летучих мышей более мощными и генерирует больше силы при попадании. И это происходит постепенно в течение длительного времени.
То же самое происходит, когда вы бросаете летучие мыши. И да, это происходит в короткие сроки. В конечном счете, скрученные летучие мыши способны генерировать более мощные удары.
Удаление мертвых пятен
Мертвые пятна — частая проблема бывших в употреблении летучих мышей. Иногда такая же проблема возникает и у некоторых новых летучих мышей.
Мертвые зоны летучих мышей восстанавливаются, а постоянные контакты летучих мышей создают естественную основу для отличной работы.
Увеличенная зона наилучшего восприятия
В обертке летучей мыши сладкое пятно находится в определенном месте на стволе.
Постоянное давление на ствол во время прокатки ломает углерод, делая ствол гибким. Весь ствол оптимизируется для лучшего результата.
В результате ствол получает большую зону наилучшего восприятия.
Быстрая обкатка
Отличие биты, которая вынимается из коробки, от свернутой биты заключается в ее состоянии обкатки. По сути, основное внимание при прокатке летучих мышей заключается в том, чтобы сделать летучую мышь готовой к игре из коробки.
Перекатывание делает летучую мышь готовой к игре с самым быстрым временем практически в новом состоянии. Просто хватай и играй экстремально со своей новой битой.
Катание летучей мыши запрещено?
Основная цель прокатки бит — ранняя приработка бит. Так что, в основном, все летучие мыши проходят через этот процесс.
Вот почему катание битой не является незаконным, когда вы делаете это для взлома. Но, если вы измените физическое состояние биты, бросив ее, вы можете вылететь из любого профессионального турнира.
Но, только для взлома, нет, катание с битой не является незаконным. Часто вам нужно перевернуть биту для быстрого использования в каком-либо турнире.
У нас есть еще один подробный пост о катании летучих мышей и бритье. Вы получите подробное обсуждение законности прокатки и бритья здесь. Проверьте Bat Rolling and Shaving , чтобы узнать больше.
Машины для прокатки летучих мышей на продажу
Честно говоря, машины для прокатки летучих мышей стоят дорого. Как правило, людям, которым нужно просто катать свои биты, не нужно покупать машину для прокатки.
Поскольку это дорого стоит, не стоит бросать 1 или 2 биты. Я бы сказал, это будет пустая трата денег. Люди, которые в основном предоставляют услуги по прокатке летучих мышей, прокатным машинам, того стоят.
Потому что покупка машины может стоить от 800 до 1500 долларов.
Ниже приведены некоторые из лучших машин для прокатки летучих мышей.
- Экстремальное черное наследие.
- ProRollers Patriot.
Служба проката бейсбольной биты
Поскольку покупка машины для прокатки летучих мышей стоит дорого, вы можете воспользоваться услугой прокатки у известных поставщиков услуг.
На самом деле, это самый экономичный способ идеально свернуть биту. Потому что эффективный поставщик услуг предоставит вам прокатку всех предыдущих машин для сварки.
Однако услуга проката может стоить вам от 35 до 100 долларов.
Часто задаваемые вопросы
→ Есть ли улучшение производительности с Bat Rolling?
Нет никакой гарантии, что производительность после прокатки значительно улучшится. Тем не менее, несомненно, что после броска летучей мыши она получит повышенный щелчок.
→ Сокращает ли катание летучей мыши ее жизнь?
Перекатывание обеспечивает лучший эффект батута за счет потери углеродного волокна летучих мышей при сжатии и давлении.
Благодаря постоянному давлению и сжатию катаные биты быстро прирабатываются. Но, наряду с этим, перекатывание сокращает срок жизни летучей мыши.
Заключение
Покупка машины для накатывания биты не является мудрым решением, в то время как вы можете получить услугу по выгодной цене. Потому что покупка будет стоить много, что не будет стоить того.
Однако, если вы являетесь экспертом в изготовлении таких устройств, вы также можете сделать свою собственную машину дома.
Но разумно воспользоваться услугой, если вы недостаточно квалифицированы, чтобы сделать такую машину. Также будьте осторожны с переделкой.
Потому что, если бита будет изменена из-за качения, играть в лигах будет незаконно.
Вам также может понравиться:
Как сделать деревянную бейсбольную биту за 10 шагов с бюджетом и вариантами
Из чего сделаны бейсбольные биты?
7 Лучшая бейсбольная бита для самообороны – «Ходячие мертвецы» прирожденный исполнитель суставов. В конце концов, свернуть хороший косяк или упаковать идеальный конус может быть непростой задачей, требующей определенных навыков и терпения. С накатным станком делать идеальное соединение каждый раз будет проще простого. Узнайте, как накатной станок может быстро превратить вас в мастера накатывания!
Вы всегда доверяете раскатку и упаковку другим, но при этом продолжаете курить? Не переживайте — вы не одиноки. Не все овладели утомительным искусством соединения или упаковки идеального конуса. К счастью, есть решение этой оплошности совместного этикета: с помощью машины для скручивания вы можете делать сигареты и рожки, которые каждый раз будут получаться великолепно! Вот все, что вам нужно знать о прокатных станках.
Код видео: 360208911
КАК РАБОТАЮТ ПРОКАТНЫЕ МАШИНЫ?
Одним из (многих) преимуществ использования скручивающей машины является то, что они облегчают вам процесс скручивания идеальной сигареты или косяка. Это также сократит время, которое вы тратите на раскатку или упаковку. Это позволяет быстро свернуть несколько косяков за один присест, что упрощает краткосрочное хранение сорняков. Чтобы использовать скручивающую машину, вы просто загружаете свою траву в определенное место на машине или в нее, а свои бумаги — в другое. Точный способ, которым это выполняется, зависит от типа машины. Затем, прежде чем свернуть, вы слизываете клей с бумаги.
1-2-3 — вы крутите, и машина выдает для вас идеальную сигарету или рожок. Легко, верно?
ТИПЫ ПРОКАТНЫХ МАШИН
Как уже упоминалось, существуют различные типы прокатных машин, которые различаются по форме, а также по тому, как они работают. Сначала попробуйте их, если сможете, чтобы узнать, какой тип валика лучше всего подходит для вас!
Барашковые ролики
Это классический тип ручной прокатной машины. Вы кормите ролик травой или табаком и бумагой, а затем большим пальцем сворачиваете все это. Эти доступные ролики доступны в различных размерах. Вы можете заставить их делать сигареты королевского размера или скручивать косяки большего размера с моделями большего размера. Просто убедитесь, что бумага, которую вы используете для прокатки, подходит по размеру для машины.
Форсунки
Несмотря на то, что инжекторы часто называют «раскатывающими машинами», технически они не являются роликами. С ними вы используете не бумагу, а пустые сигаретные гильзы. Вы загружаете табак, кладете пустой тюбик в машину, а затем с помощью рукоятки или ручки «набиваете» тюбик. Вы можете контролировать твердость своей сигареты, насколько плотно вы набиваете табак в машину.
Конусные наполнители
Конусные наполнители также являются инжекторными, потому что на самом деле вы ничего не «раскатываете». Отличие от обычного инжектора для сигаретных гильз состоит в том, что они предназначены для наполнения более крупных конусов специальными «травами». Эти типы наполнителей конусов работают с пустыми конусами, которые вы можете найти в коптильных магазинах.
Электрические ролики
Они работают так же, как инжекторы, за исключением того, что они используют двигатель для загрузки трубок, а не ручку или рукоятку. Их преимущество в том, что они быстрые, так что вы можете сделать много сигарет за короткое время, и ваши руки не будут болеть.
КАКОВЫ ПРЕИМУЩЕСТВА ПРОКАТНЫХ МАШИН?
• Всегда идеальная сигарета: Поскольку машина для скручивания снимает (большую часть) работы с ваших рук, это всегда будет проще, чем скручивание одними руками. Как только вы освоитесь с машиной, ваша сигарета будет идеальной, правильной формы и гладкой. Это делает прокатные станки отличными для начинающих.
• Помогает избежать отходов трав: Поскольку существует большая вероятность того, что все, что вы скатываете (будь то каннабис или табак), будет качественным и однородным, это поможет избежать ненужных отходов трав. Сигарета, которую вы сделаете с помощью валика, также будет гореть ровнее и равномернее. Плохо скрученная вручную сигарета может сжечь больше табака, даже если вы ее не закуриваете.
• Помогает сэкономить бумагу: Когда вы делаете косяки или сигареты вручную, бумага иногда рвется и рвется. Раскатывающая машина упрощает работу, так что вы также можете сэкономить на бумаге.
• Вы можете выбирать, что курить: Сигареты фабричного производства часто изготавливаются с использованием консервантов и других химикатов. С помощью скручивающей машины вы можете делать сигареты из натурального табака по вашему выбору, поэтому вам не придется беспокоиться о каких-либо нежелательных веществах.
• Помогает избежать беспорядка: Когда вы вручную скручиваете сигареты или косяки, повсюду может образоваться большой беспорядок из табачных или травяных крошек. Роллетная машина сохраняет чистоту.
• Доступный: Простые прокатные станки можно приобрести всего за несколько долларов. По сравнению со стоимостью готовых пачек сигарет, в долгосрочной перспективе вы сэкономите хорошие деньги.
ФАКТОРЫ, КОТОРЫЕ НУЖНО УЧИТЫВАТЬ, ПРЕЖДЕ ЧЕМ ВЫ ПРИОБРЕТЕТЕ МАШИНУ ДЛЯ ВАЛЬЦОВКИ
Прежде чем приобретать машину для вальцевания, вы должны рассмотреть следующие вещи:
Какой станок для вальцовки вы хотите, очевидно, зависит от того, что вы хотите вальцовать. Вы хотите скручивать большие конусы для фитотерапии или вам нужна машина для скручивания сигарет обычного размера? Вам нужен валик, который работает с бумагой, или вы предпочитаете валик, в котором используются трубки или конусы?
Большинство роликов, которые вы можете найти в своем табачном магазине, скорее всего, предназначены для бумаги или трубок стандартного королевского размера. Если вы хотите свернуть несколько массивных косяков, вам, очевидно, понадобится что-то большее. Опять же, более крупная машина, вероятно, будет стоить немного дороже, чем стандартная прокатная машина.
Качество сборки
Качество сборки вашего прокатного станка также может иметь значение. Большинство из них будет сделано из пластика, и это нормально для обычного повседневного использования. Но вы также можете найти прокатные станки из металла и других материалов. Если возможно, выбирайте проверенный бренд, чтобы ваша прокатная машина прослужила вам долго, независимо от того, из каких материалов она сделана!
Цена
Наконец, мы должны рассмотреть цену. Простой роликовый или трубчатый инжектор не будет стоить дорого, но если вам нужен необычный электрический инжектор, он может стоить в десять раз дороже. Так что, если у вас ограниченный бюджет, имейте это в виду. В большинстве случаев, если вам действительно не нужно делать много сигарет за короткое время, вам, вероятно, не понадобится электрическая машина для скручивания.
КАК ПОЛЬЗОВАТЬСЯ ПРОКАТНОЙ МАШИНОЙ
Возьмите ваши любимые травы или табак и бумагу нужного размера. Если вы используете инжектор, убедитесь, что у вас есть подходящие сигаретные гильзы или конусы для него.
Если вы никогда раньше не пользовались прокатным станком, сначала прочтите руководство. Осмотрите свою прокатную машину, чтобы понять, как она работает.
Заполните прокатный стан вашим материалом. Убедитесь, что вы упаковываете его не слишком туго, но и не слишком свободно. После некоторого регулярного использования вы должны понять, сколько табака или трав вам нужно для каждого тюбика или конуса. Так что не сдавайтесь, если ваши первые не выйдут, как вы надеялись.
Перед тем, как закрыть ролик, удалите все крупные стебли или рассыпавшийся табак из тех мест, где им не место. Если вы используете инжектор, поместите трубку или конус на ролик. Закройте ролик.
Если вы используете валик для большого пальца, аккуратно предварительно скрутите табак, оставив валик закрытым. Когда вы вращаете большим пальцем, вы можете почувствовать давление на рулон, и вы должны увидеть, как табак слегка скатывается внутрь.
Положите большие пальцы на шарнирный ролик и держите машину ладонями.Возьмите лист бумаги и проверьте, на какой стороне клей. Для большинства валиков требуется, чтобы вы вставили противоположную сторону в закрытый валик, чтобы клей был обращен к вам. Медленно начните скручивать бумагу в валик. Только когда бумага почти полностью закатана, слизните клей, а затем закатайте оставшуюся часть.
Если вместо этого вы используете инжектор, сдвиньте ручку туда, где находится трубка или конус, или начните проворачивать ручку. Если это требует больших усилий и, кажется, не работает, вероятно, вы перегрузили машину. В этом случае начните сначала, используя меньше материала.
- Откройте прокатный станок. Если вы использовали ролик для большого пальца, прямо перед вами должна быть красивая сигарета. Если вы использовали инъектор, теперь вы можете удалить заполненную трубку или конус из машины.
НЕКОТОРЫЕ ДОПОЛНИТЕЛЬНЫЕ СОВЕТЫ ДЛЯ СКАЧИВАНИЯ
Чем чаще вы вращаете сигарету, тем плотнее она будет. Обычно вам нужно будет сделать только один полный оборот. Если вы используете инжектор и ваша сигарета слишком тугая, используйте меньше табака и попробуйте еще раз. Не забивайте в машину столько табака, сколько сможете. Для этого может потребоваться несколько проб и ошибок.
Можно ли скручивать сигареты с фильтром?
Да, можно. С классической машиной для прокатки вы можете просто поместить фильтр на одну сторону в машину, а затем просто свернуть, как указано выше. Гильзы для инжекторов обычно уже имеют фильтр.
ЛУЧШИЕ МАШИНЫ ДЛЯ НАКАТКИ
Вот некоторые из лучших машин для скручивания, которые мы рекомендуем:
Роллер Futurola King Size – это удобный и эстетически привлекательный ролик для сигарет королевского размера. Этот практичный валик небольшого размера, поэтому его можно брать с собой куда угодно. Он бывает нескольких холодных цветов.
Наполнитель конусов RAW
Наполнитель RAW Cone Filler — это то, что нужно, чтобы вы всегда могли делать идеальные швы! Это работает намного быстрее, чем скручивание вручную, и вам не нужно возиться с набивкой конусов соломинкой. Эта удобная машина инжекторного типа работает с готовыми пустыми конусами, которые вы можете получить во многих местах, включая RAW.
Конусный каток Elements прост и доступен по цене, но выполняет свою работу. Немного потренировавшись, вы всегда будете делать идеальные конусы из рулонной бумаги по вашему выбору.
Автоматическая коробка для рулонов RAW гарантирует, что вы снова и снова будете получать идеальные соединения. Загрузите бумагу, профильтруйте и процедите любимый штамм, лизните, а затем просто нажмите на коробку, и вы увидите, как красиво скрученный косяк выпадет из основания. Все, что вам нужно сделать, это зажечь его и наслаждаться простотой именно тогда, когда вам это нужно больше всего.
Совместно-прокатная машина против. Ручной прокат: что лучше?
Ответьте честно: вы бы предпочли коптить косяк из машины для раскатывания швов или косяк, свернутый вручную?
Не знаете, куда идти? Все нормально. Эксперты по каннабису из Honest Marijuana всегда готовы помочь.
В этой статье мы обсудим плюсы и минусы машины для завальцовки швов по сравнению с ручной завальцовкой, чтобы вы могли сами решить, какой метод лучше всего подходит для вас.
Ручная прокатка против. Использование машины для скручивания швов
Скручивание вручную
Pro: нет необходимости в дополнительных расходных материалах
Скручивание курительных трубок — будь то косяк, тупой или косяк — это уже тяжелая задача. Добавление к этому списку машины для прокатки швов только усложняет ситуацию больше, чем нужно.
Когда вы знаете, как скручивать суставы вручную, вы не будете так зависеть от инструментов для выполнения работы. И кто знает, всегда ли у вас будет с собой станок для завальцовки швов, когда Мэри Джейн зовет вас по имени.
Вот почему всегда лучше сначала освоить основы — вы сможете катать сойку с минимальным оборудованием, когда и где вам захочется.
Pro: овладейте навыком A
Есть что сказать об удовольствии, которое приходит от овладения новым навыком, например, скручиванием суставов вручную.
Это достижение, которым вы можете гордиться, и показывает, насколько вы привержены каннабису.
Скручивание собственных косяков больше не является обязательным требованием для получения стоунер-карты, но это выделяет вас среди рядовых.
Кроме того, это хороший навык выживания. В один прекрасный день общество может разрушиться, и все, что останется, — это кочевые группы стоунеров, охотящихся за любыми местными сортами, которые они могут найти.
Если вы один из них, не хотели бы вы иметь возможность свернуть косяк из любых материалов, которые у вас есть под рукой? Мы знаем, что хотели бы.
Вот почему мы сначала освоили перекатывание руками — так мы всегда сможем зажечь толстяка. Это не означает, что мы никогда не используем машину для завальцовки швов. Это просто означает, что у нас есть варианты для любых обстоятельств.
Подумайте о том, чтобы научиться скручивать суставы вручную, как научиться жить за счет земли. Освоив навыки выживания, вы можете выбрать жизнь в городе. Однако в чрезвычайной ситуации вы, безусловно, сможете выжить без таких удобств, как водопровод и угловой винный погреб.
Научитесь скручивать косяки вручную, и вы никогда не будете без них.
Pro: Roll Anywhere
Как и в случае с двумя предыдущими профессионалами, когда вы сможете скручивать свои косяки вручную, вы сможете производить курительный продукт в любое время и в любом месте.
В парке развлечений? Проверять. В велопутешествии? Проверять. После валяния в сене? Проверять. Восхождение на Анапурну? Проверять.
Может быть, не последний, если только вы не очень преданы своему делу (и немного сумасшедший), но вы понимаете нашу точку зрения: ручная прокатка означает, что вы можете быть более мобильным, чем вы могли бы быть, если вам всегда нужна машина для прокатки швов, чтобы получить по.
Против: нужна практика, чтобы сделать это правильно
Самый существенный недостаток ручного скручивания суставов заключается в том, что требуется много практики, чтобы сделать это правильно. Вы, вероятно, просмотрите тонны бумаги и будете очень разочарованы в процессе обучения.
Так что, если вам нужно поторопиться, мы рекомендуем иметь несколько предварительно свернутых соек (или машину для скручивания суставов) в качестве резерва.
Если вы полны решимости учиться — как и должно быть — всегда начинайте знакомство с дымом с попытки скрутить свой собственный.
На случай, если все развалится, у вас всегда под рукой готовые скрученные детали или возможность вывернуть стык менее чем за минуту с помощью машины для скручивания швов.
Через какое-то время эти резервные копии вам не понадобятся так часто. В конце концов, они могут вам вообще не понадобиться.
Con: не самый быстрый метод изготовления косяка
Скручивание косяка вручную ни в коем случае не является самым быстрым методом изготовления курительного продукта.
Даже если вы освоите этот процесс, он все равно будет медленнее, чем полагаться на машину для завальцовки швов или готовые швы из вашего местного диспансера.
Сказав это, вы будете гордиться любым косяком, который вы сделаете вручную, даже если он займет несколько минут.
Минусы: нерегулярные соединения
Еще один недостаток ручной прокатки суставов по сравнению с использованием машины для закатки швов заключается в том, что при ручной прокатке образуются неправильные соединения.
Это не будут идеально цилиндрические трубки из-под каннабиса, которые вы получите из автомата.
Но пока они хорошо скручены, легко протягиваются и не каноэ, кого волнуют небольшие неровности?
Станок для завальцовки швов
Pro: Однородность
Как мы упоминали раз или два, до тех пор, пока вы не освоите процесс, прокатка швов вручную — не самый надежный метод получения однородного конечного продукта.
С другой стороны, с машиной для раскатывания швов вы всегда будете получать однородные рулоны.
Это душевное спокойствие для тех, кто еще не пробовал — или еще не освоил — искусство и науку ручного скручивания косяков.
Pro: Easy-To-Use
Завальцовочные станки чрезвычайно просты в использовании.
Вы просто загружаете ролик фильтром и вашим любимым штаммом, вращаете машину, чтобы все было готово, вставляете рулонную бумагу (резиновой стороной вверх и к себе), снова катите, облизываете бумагу, прежде чем она полностью войдет, а потом еще покатать.
Вот оно!
Машина каждый раз производит плотно упакованные, структурно прочные, красивые сойки. Это хорошая новость на двух фронтах:
- Не требует особых навыков мелкой моторики.
- Это не тратит впустую ваш драгоценный продукт и бумагу.
В конце тяжелого дня у вас не всегда есть силы, чтобы сосредоточиться на том, чтобы скатывать марихуану. Вместо этого возьмите свою машину, и вы будете готовы к работе в кратчайшие сроки.
Pro: Скорость
Одним из наиболее значительных преимуществ машины для завальцовки швов является скорость.
Этот процесс, о котором мы упоминали ранее — загрузить, свернуть, вставить бумагу, свернуть, лизнуть, свернуть еще немного — занимает минуту в зависимости от вашего опыта (20-30 секунд, если вы профессионал).
Вы можете скатать полный пакет косяков за 10 минут и еще успеете зажечь один в качестве награды за всю вашу тяжелую работу.
В этом прелесть машины для завальцовки швов: вы можете перейти от отдельных компонентов к полностью сформированному шву и подняться как воздушный змей за две минуты или меньше.
Против: плохие ролики = плохие соединения
На рынке есть все виды прокатных машин, изготовленных из самых разных материалов.
Плохие ролики — с чехлами из дешевого винила — в девяти случаях из 10 будут давать неровные или слишком тугие соединения, что приводит к каноэ и жесткой тяге (вдох через сустав).
Возможно, вам придется поэкспериментировать с разными брендами, пока вы не найдете тот, который каждый раз дает нужные вам суставы.
Против: только рулоны одного размера
Хотя станки для раскатывания швов бывают разных размеров, если у вас есть станок 78 мм, вы получите швы длиной только 78 мм.
Когда вы умеете скручивать косяк вручную, вы можете менять длину и даже обхват в зависимости от вашего настроения и продукта, который у вас есть под рукой.
И, скажем прямо, иногда вам нужен косяк, который больше похож на косяк после долгой недели покорения мира (или просто преодоления его).
Афера: снобистское поведение
Одним из самых досадных минусов использования станка для завальцовки швов является снобистское поведение, с которым вы столкнетесь со стороны тех, кто ставит черту на скрученных вручную швах или вообще ничего.
Мы говорим: пусть остаются твердыми убеждениями. Мы будем здесь курить любой косяк, который попадется нам на пути.
Машинопрокатный Против. Ручной прокат: что лучше?
Честно говоря, мальчики и девочки, решать только вам. Спрашивать, что лучше, машина для прокатки швов или ручная прокатка, все равно, что спрашивать, что лучше, Форд или Шевроле? Марвел или ДС? Звездные войны или Звездный путь? Yoda OG или Blue Dream?
Помните, разнообразие придает остроту жизни и разные штрихи для разных людей. Все сводится к методу, который сделает процесс курения наиболее приятным.
Потому что в любом случае, когда вы закончите катиться, у вас в руке будет косяк — и это все, что имеет значение.
Получите максимум от вашей машины для раскатывания швов
Если вы хотите получить наилучшее впечатление от совместного копчения, которое вы можете получить — будь то сойка, свернутая в машинном или свернутом вручную виде — все зависит от того, что вы положите внутрь .
Вот почему мы всегда рекомендуем использовать высококачественные органически выращенные шишки каннабиса из экологически чистых источников, такие как шишки от Honest Marijuana.
В нашем гроу-центре в Скалистых горах мы используем методологии органического выращивания мирового класса, чтобы предоставить ценителям каннабиса самую чистую марихуану на планете.
Мы выращиваем наши растения так, как задумала Мать-Природа: в органической почве без химикатов и пестицидов. Мы даже вручную обрезаем наши растения, чтобы они были органическими с самого начала.
Это не только делает все ваши курительные, даббинговые и съедобные впечатления бесконечно лучше, но также означает, что косяки, которые вы катаете, лучше, вкуснее и стоят затраченных усилий.
Так что не соглашайтесь на слабый сорт. Получите лучшие сорта на планете — штаммы честной марихуаны — и испытайте каннабис таким, каким он должен быть.
Чтобы получить дополнительную информацию обо всем, что связано с каннабисом, и ознакомиться с нашими 100-процентными полностью натуральными продуктами из марихуаны, посетите HonestMarijuana.com сегодня.
Полезные советы для машин для скручивания сигарет
Быстрая доставка! Фиксированная ставка $ 6,95 Доставка в 48 штатов ниже! Бесплатная доставка при заказе от $199!
СКИДКА! СКИДКА 30% НА ВСЕ СИГАРНЫЕ ХЬЮМИДОРЫ! СКИДКА ПРИМЕНЯЕТСЯ В КОРЗИНЕ
Полезные советы для машин для скручивания сигарет
Существует множество различных машин для скручивания сигарет , к которым применимы эти советы. Эти полезные советы являются общим руководством, которое применимо ко всем машинам, будь то электрические или с ручным управлением. Все машины используют сигаретных гильз и работают аналогичным образом, то есть впрыскивают табак в трубку. Конечная цель состоит в том, чтобы иметь красиво упакованную сигарету, готовую для вашего удовольствия.
Каждая машина для скручивания сигарет будет немного отличаться, хотя они работают одинаково. Если у вас впервые есть машина для скручивания сигарет, вам будет очень легко делать свои собственные сигареты после того, как вы привыкнете к своей машине и скрутите несколько штук. Скоро вы научитесь каждый раз сворачивать идеальную сигарету по своему вкусу.
Некоторые из распространенных проблем при запуске:
- Перед фильтром есть свободное пространство или он недостаточно плотно прилегает к фильтру
- Сигарета набита слишком свободно или слишком туго
- Сигаретная трубка рвется или рвется во время инъекции
- Сигаретная трубка не остается на машине или постоянно выталкивается в процессе впрыска.
Если у вас есть зазор/пустое пространство перед фильтром или он неплотно упакован в этой области, убедитесь, что вы положили достаточно табака в углы табачной камеры. Это более важно в углу, где вы прикрепите гильза для сигарет с наконечником на автомате. Если вам нужно, вы также можете протолкнуть немного табака в кончик. На этом этапе вы наполните камеру табаком, убедитесь, что он равномерно распределен, и слегка утрамбуйте его своим инструментом или пальцами. Затем наполните сигаретную трубку табаком. Проверьте, остался ли зазор после фильтра. Если это так, добавьте еще немного табака в камеру, пока не получите желаемую плотность для вашей сигареты и не устраните зазор. Вы быстро почувствуете этот процесс и точно будете знать, сколько табака нужно положить в трубку и в камеру.
Если сигарета набита слишком плотно, вы положили в камеру слишком много табака. Попробуйте добавить немного меньше табака и убедитесь, что он равномерно распределен в камере, пока у вас не получится хорошо упакованная сигарета. Продолжайте удалять табак понемногу, пока не достигнете желаемой густоты сигареты. Совсем наоборот, если у вас есть сигарета, которая набита слишком свободно. Продолжайте добавлять табак понемногу, пока не получите красиво упакованную сигарету. Обязательно слегка утрамбуйте табак в камеру пальцами или каким-либо инструментом, прежде чем вводить табак в трубку сигареты. Вы быстро почувствуете, сколько табака нужно использовать и как трудно его упаковать.
Если ваша сигарета рвется или рвется в процессе впрыска, вы либо добавляете слишком много табака, либо он недостаточно равномерно распределен в патроннике. Просто попробуйте добавлять меньше табака понемногу и убедитесь, что он равномерно распределен по камере, прежде чем слегка утрамбовать его. Продолжайте в том же духе, пока не достигнете желаемой густоты сигареты. Еще раз, вы быстро почувствуете, сколько табака нужно использовать и как трудно его упаковать.
Если ваша сигаретная трубка не держится или выталкивается из машины во время процесса впрыска, это может происходить по нескольким причинам. Вы хотите убедиться, что область вокруг наконечника сигаретной машины, куда вы помещаете сигаретную трубку, свободна от табака и мусора. Когда машина вводит сигаретную трубку, она зажимает конец сигаретной трубки на кончике машины, чтобы удерживать его на месте во время процесса инъекции. Если в этой области есть избыток табака или мусора, машина может не «захватить» конец сигаретной трубки. Если у вас есть машина с защелкивающейся крышкой, такая как E2 Matic или E3 Matic, вы также должны убедиться, что область вокруг наконечника сигаретной машины чистая и свободная от мусора. Как только вы закроете крышку с сигаретной трубкой на месте, попробуйте нажать на конец крышки, ближайший к сигаретной трубке, во время инъекции сигареты. Это оказывает дополнительное давление вниз на кончик сигаретной трубки и помогает удерживать его на месте во время процесса инъекции.
Иногда для изготовления сигарет люди используют трубочный табак вместо табака для скручивания сигарет. Это не проблема, но трубочный табак обычно длиннее и влажнее, чем табак для самокруток. Вы должны убедиться, что он нарезан тоньше и высушен, прежде чем вводить его в свои сигаретные гильзы. Это поможет предотвратить любые проблемы во время процесса инъекции. Используйте табак для самокрутки в качестве ориентира для определения сухости и размера при приготовлении трубочного табака.
Важно отметить, что вы быстро почувствуете, как работает этот процесс и сколько табака нужно использовать каждый раз. Это очень просто, и как только вы найдете свой путь, вы очень быстро будете делать красивые, равномерно набитые сигареты.
Счастливого пути!
Нажмите здесь, чтобы просмотреть дополнительные полезные советы и информацию
Автоматические шарнирные ролики и интеллектуальные прокатные машины
Обновлено 06.06.22
Автоматические ролики значительно облегчают процесс. Не говоря уже о более эффективном. Независимо от того, ищете ли вы электрический автоматический каток или простое устройство для прокатки, существует множество вариантов на выбор. Ознакомьтесь с нашим списком ниже!
Ищете тупые ролики? Мы получили вас!
Имейте в виду, что существуют также полуавтоматические шарнирные ролики, которые помогут вам выполнять работу более эффективно.
Разливочная машина King Kone
Машина для наполнения конусов King Kone — Машина для наполнения конусов сыпучими материалами
King Kone
Купить на Амазоне
Лучше и быть не может. Наилучший способ сворачивания стыков оптом. Побалуйте себя автоматом King Kone!
Электрический измельчитель трав Smart Smart
Электрическая интеллектуальная мельница для трав и специй — OTTO от Banana Bros с улавливателем пыльцы
BANANA BROS
Купить на Амазоне
Это определенно один из самых крутых автоматических валиков, которые вы когда-либо встречали. Это умное вращающееся устройство измельчает траву и бросает ее прямо на рулонную бумагу. Может ли станок для прокатки швов стать лучше?
Машина для наполнения конусов Гумбольдта
Машина для наполнения конусов Humboldt Стартовый комплект для 109 мм, 1 г, предварительно скрученных конусов большого размера (315X)
Машины для наполнения конусов Humboldt
Купить на Амазоне
Нужен стартовый комплект для наполнения конусов? Мы тебя прикрыли. Эта штука творит чудеса!
Бампбокс Buddies (большой размер)
Наполнитель Buddies Bump Box для размера King Size — одновременно заполняет 76 конусов
Друзья
Купить на Амазоне
Если вы хотите раскатывать стыки оптом, то этот бокс станет вашим лучшим другом. Вы можете заполнить 76 конусов одновременно с этим автоматическим чудом!
Бампбокс Buddies (меньшего размера)
Машина для наполнения конусов Buddies Bump Box для предварительно скрученных конусов диаметром 109 мм
CJD Оптовая продажа
Купить на Амазоне
С помощью этой штуки можно катать самые лучшие рожки. Не говоря уже о том, что в этом совместном ролике вы можете сделать 34 за раз!
Шестизарядная RAW-камера
RAW Six Shooter для конусов королевского размера | Устройство для наполнения конусного погрузчика | Заполняет 1,2,3 или 6 конусов за раз!
СЫРЬЕ
Купить на Амазоне
Здесь нет ничего особенного, только основы от качественного бренда в формате RAW. Если вы не хотите тратить слишком много денег, то это хорошая ставка для начала.
Powermatic Mini
Мини-инжектор для сигарет Powermatic — белая версия!
Сабвуфер
Купить на Амазоне
Эта маленькая штучка делает свое дело! Сверните несколько мини-косяков автоматически с помощью инъектора Powermatic Mini.
Конусный загрузчик packNpuff
Загрузчик конусов packNpuff — большой (King) размер — машина для предварительного скручивания — проще, чем машина для скручивания сигарет с валиком.0005
простой
Купить на Амазоне
Если вы предпочитаете ручной подход, то это отличный вариант. Это один из лучших конусных погрузчиков, которые вы найдете.
Daycount Metal
Daycount Metal Автоматическая машина для курения табака Ролик для трав 70 мм (случайный рисунок)
Daycount®
Купить на Амазоне
Если вам нравится этот металлический вид, то этот автоматический ролик Daycount для вас.
RAW Регулируемый
Регулируемый автоматический ящик для скручивания сигарет RAW 79 мм (КРАСНЫЙ)
СДЕЛАНО В КИТАЕ
Купить на Амазоне
Еще одно простое, но удобное устройство для прокатки от Raw. Это совместный ролик, который вам очень понравится!
Powermatic 2 ПЛЮС
Powermatic 2 PLUS Электроинжектор для сигарет
Powermatic
Купить на Амазоне
Классная штука! Многие люди действительно предпочитают его в качестве автоматического ролика для швов.
Машина для скручивания бамбука
Машина для производства натуральной рулонной бумаги Бамбуковая машина для прокатки бумаги, Машина для рулонной бумаги Подходит для рулонной бумаги шириной 78 мм
VOVCIG
Купить на Амазоне
Классика! Ваша стандартная машина для раскатывания швов с красивым бамбуковым внешним видом.
Мини-электрический каток
Электрическая мини-машина для скручивания сигарет GERUI (синяя)
GERUI
Купить на Амазоне
Классика! Ваша стандартная машина для раскатывания швов с красивым бамбуковым внешним видом.
Тупой ролик
ZHENGHAI 3 в 1 Мельница для специй Универсальная загрузочная машина с тупым валиком (черная)
ZHENGHAI
Купить на Амазоне
Автоматически свернуть хороший косяк! Если вы не лучший тупой ролик, не беспокойтесь! Эта штука тебя прикрыла.
Сигарный валик
Сигарный валик Juicy Jays, длина 5 дюймов
Juicy Jays
Купить на Амазоне
Классический сигарный ролик Juicy Jays! Самое приятное то, насколько это доступно по цене.
Powermatic III+
Powermatic III+
Powermatic
Купить на Амазоне
Расскажи о роскошной автоматической прокатной машине. Это реальная сделка. Проверьте это, чтобы узнать больше об этом.
Это одни из самых крутых автоматических роликов, которые можно найти в Интернете. Есть ли что-то, что нам не хватает, что вы хотели бы добавить в список? Дайте нам знать, и мы будем рады добавить его! Получите свою машину для предварительного рулона на Amazon сегодня! Какую машину для скручивания сорняков вы попробуете?
Знаешь, когда ты получаешь в аптеке идеально выглядящий косяк (или целую упаковку)? Они используют предварительную машину. К сожалению, нет никого, кто каждый раз вручную идеально скручивал бы каждую сигарету с марихуаной.
Часто задаваемые вопросы о шарнирных роликах
Хорошо ли работают шарнирные ролики?
Да, конечно! В то время как некоторые люди обладают естественным навыком скручивания идеального сустава, это не для всех. Вот где в дело вступают совместные ролики! Они выполняют работу точно.
Какая прокатная машина самая лучшая?
Это действительно зависит от множества мнений. Кому-то просто нравится классический простой шарнирный валик, а кому-то нравятся более технологически продвинутые версии.
Можно ли использовать сигаретный валик для скручивания суставов?
Конечно можно! Пусть вас не смущают слова на этикетке. Просто поменяйте коричневый материал на зеленый.
Можно ли использовать напильник в валике?
Конечно можешь! Поместите фильтр на один конец шарнирного валика и сделайте так, чтобы это произошло.
Какая машина для наполнения предварительно прокатанных конусов является лучшей?
Это действительно зависит от того, что вы ищете и сколько предварительно скрученных конусов вам нужно! Buddies Bump Box определенно является одним из наших фаворитов!
Как пользоваться автоматическим валиком?
В зависимости от того, какой из них вы приобретете, идеально раскатанные суставы — это всего лишь вопрос нескольких секунд. Если это электрический, вы просто бросаете самородки и позволяете машине делать свое дело. Если это старомодный ролик, посмотрите короткое видео на YouTube!
Есть ли машины, которые катают косяки?
Конечно есть! Ознакомьтесь с нашим руководством, чтобы узнать, какой из них вам нравится. Просто убедитесь, что размер достаточно велик для оберток или бумаги, которые вы планируете использовать.
Проще говоря, вы сэкономите деньги, скручивая собственные косяки или косяки. Это может стать дорогим, если вы покупаете предварительно проката в диспансере.
До изобретения машин люди скручивали соединения вручную?
Да, до изобретения машин люди скручивали суставы вручную. Скручивание собственных суставов было навыком, который передавался из поколения в поколение. Сегодня многие люди считают искусство скручивания косяка само собой разумеющимся, но на самом деле это очень деликатный процесс. Есть много разных способов свернуть дуби, и у каждого человека есть свой уникальный метод. Кто-то использует специальный прокатный станок, а кто-то просто руками. Независимо от используемого метода скручивание сигарет своими руками — это традиция, которая существует уже несколько столетий. В настоящее время на рынке представлено множество различных типов прокатных станков. Эти машины позволяют легко и быстро скручивать сигареты.
Как работают электрические прокатные станки?
Электрические скручивающие машины нагревают табак и скручивают его в сигарету. У машины обычно есть лоток, в котором находится каннабис, и ролик, который прижимает табак к бумаге. Как только табак сворачивается в бумагу, машина запечатывает сигарету фильтром. Этот процесс, как правило, очень быстрый и простой, и каждый раз получается идеальная сигарета. На рынке представлено множество различных типов электрических прокатных станков, и они различаются по цене и характеристикам. Некоторые из более дорогих моделей даже имеют встроенный резак, что еще больше упрощает получение идеальной сигареты.
