Пропан кислород резак: Резка металла кислородно-пропановым резаком
Содержание
Особенности резки металла пропаном и кислородом
Одним из самых распространенных способов обработки металла является резка металла пропаном и кислородом. Она достаточна проста, не требует приобретения дорогостоящих станков, доступна для работ в так называемых полевых условиях.
Схема кислородного резака.
Газовая резка металла – это процесс, когда кислород смешивается с пропаном (подходят и некоторые другие горючие газы, например, ацетилен) и подогревает поверхность, которую нужно разрезать, до температуры начала горения данного металла. Затем подается струя режущего кислорода и воспламеняется при контакте с нагретой поверхностью. Так происходит разделение.
Применение такого способа резки ограничено требованиями к обрабатываемому металлу.
Металл должен иметь температуру горения меньше, чем температура его плавления. Если не соблюдать это правило, расплавленный, но несгоревший металл тяжело удаляется из полости реза.
Оксиды, образующиеся в полости реза при воздействии режущего кислорода, должны иметь температуру плавления ниже, чем аналогичный параметр самого металла. Это также необходимо для облегчения удаления их из полости реза.
Это также необходимо для облегчения удаления их из полости реза.
Технология кислородной резки.
Высокий тепловой эффект образования окислов, т. к. при резке наибольшее количество теплоты образует именно окисление металла. Это нужно для нагревания участков металла, примыкающих к зоне резки, и обеспечения непрерывности процесса.
Низкая теплопроводность металла. При высоких значениях этого показателя теплота быстро уходит из области резки, и возникают трудности с подогреванием до температуры горения.
Подробные значения для этих параметров можно уточнить в справочниках. Как правило, их включают и в рефераты.
Исходя из этого, кислородно-пропановая резка и сварка металла может применяться для низкоуглеродистых и низколегированных сталей и титановых сплавов. Стали, содержащие больше 1% углерода, можно резать таким способом только при добавлении специальных порошкообразных флюсов. Они вдуваются в зону резки вместе с режущим кислородом. Сгорая, флюс выделяет недостающее тепло, а также образует оксиды, которые взаимодействуют с оксидами обрабатываемого металла и разжижают их, облегчая удаление. В качестве добавок во флюс используют порошок алюминия, кварцевый песок и др.
В качестве добавок во флюс используют порошок алюминия, кварцевый песок и др.
Не подходит резка газом для обработки чугуна по причине высокой температуры горения и низкой температуры плавления. Высоколегированные стали и алюминий образуют при газовой резке тугоплавкие оксиды и шлаки. Медь имеет небольшую теплоту сгорания.
Подготовка поверхности и сама резка
В первую очередь с поверхности металла убирают ржавчину и прочие загрязнения. Заготовку или лист нужно установить в такое положение, чтобы обеспечить свободу для выхода струи режущего газа сквозь нее.
В начале операции резки поверхность металла подогревается в месте реза до температуры горения металла (1200 – 1350°С) смесью кислорода и горючего газа. Затем подается режущий кислород, который воспламеняется от контакта с нагретой поверхностью и кроит металл. Особенно важно в этом процессе обеспечить непрерывную подачу кислорода, чтобы пламя не погасло, иначе придется снова разогревать поверхность.
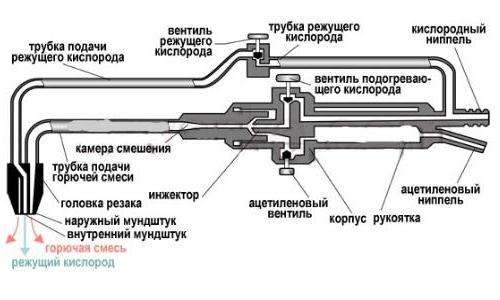
Схема работы газовым резаком.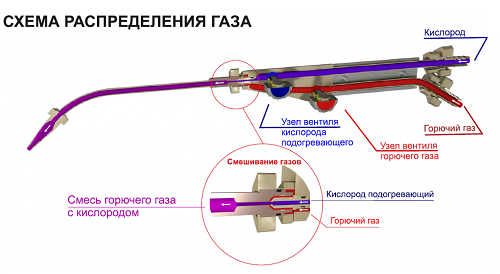
Производительность и качество резки тем выше, чем больше процент чистоты применяемого кислорода. Когда струя кислорода врезается в толщу металла, скорость и мощность подачи падает, и происходит ее искривление. Чтобы это исправить, нужно струю наклонить.
Кроме того, режущая струя имеет форму конуса, расширяясь в нижней части. Это приводит к повышению ширины реза при обработке толстолистового металла и образованию окалины снизу. Чтобы этого избежать, нужно увеличить мощность пропорционально толщине металла, но не слишком увлекаясь, т. к. это приведет к повышенному расходу кислорода и появлению окалины на верхней кромке реза.
Первостепенные параметры резки – давление кислорода и скорость резки.
Давление кислорода в значительной степени влияет на качество резки. Слишком высокое давление приведет к ухудшению качества реза, также увеличивается и расход. Недостаточно высокое давление не позволит прорезать всю толщину металла и затруднит удаление окислов.
Эффективность работы напрямую зависит от скорости резания. Она выбирается исходя из свойств металла. Контролируют этот параметр по тому, как идет выброс искр и шлаков. Если скорость выбрана верно, искры направлены вниз под углом 85 – 90°. Если фонтан искр опережает движение резания, то скорость меньше чем нужно. Завышенная скорость характеризуется отставанием потока искр от резака и не позволяет разрезать заготовку насквозь.
Она выбирается исходя из свойств металла. Контролируют этот параметр по тому, как идет выброс искр и шлаков. Если скорость выбрана верно, искры направлены вниз под углом 85 – 90°. Если фонтан искр опережает движение резания, то скорость меньше чем нужно. Завышенная скорость характеризуется отставанием потока искр от резака и не позволяет разрезать заготовку насквозь.
При горении углерода образуется окись СО, при реакции с железом это повышает содержание углерода на поверхности реза и приводит к образованию закаленных структур в металле. Края нагреваются неравномерно, это приводит к появлению напряжения и несколько укорачивает их, из-за чего возникают деформации и образование трещин.
Для предупреждения этого процесса производится газовая сварка с предварительной очисткой поверхности реза механическим способом.
Вернуться к оглавлению
Виды резки металла газом
Газы для кислородно-газовой резки.
Резка металла газом подразделяется на разделительную, поверхностную и ударную.
Разделительная резка. Когда выполняется резка металла пропаном и кислородом, он полностью разделяется при нагревании смесью газов и сгорает, образующиеся окислы выдуваются режущим кислородом. Находит свое применение при обработке форматного металла и металлопроката, изготовлении заготовок.
Поверхностная резка. Применяется при необходимости удалить часть металла, например, изготовить канавку, убрать поверхностные дефекты т. д.
Для того чтобы сделать отверстие в металле, применяется ударная резка кислородным копьем. Толстостенные трубки из низкоуглеродистой стали нагревают до температуры воспламенения металла, затем включают подачу кислорода. От контакта с нагретым рабочим концом трубки он воспламеняется, затем трубку вдавливают в металл, и появляется отверстие. Если нужно прожечь отверстие большой толщины, подразумевается, что нужно так закрепить заготовку, чтобы облегчить удаление шлаков.
Выполнить газовую резку металлов можно ручным, автоматическим и полуавтоматическим способами.
Ручная газовая сварка и резка металлов подразумевает применение одного и того же оборудования для выполнения работ, хотя при этом кислородно-пропановая сварка не получила широкого применения, т.к. при смешивании с кислородом наибольшую температуру сварочного пламени дает другой газ – ацетилен. Горелку заменяют на резак, газ берется из баллонов, в которых он находится в сжиженном виде. Используется этот способ, как правило, на небольших предприятиях или в частном порядке и предполагает небольшой расход газа.
Вернуться к оглавлению
Достоинства и недостатки метода
Преимущества ручной резки металла газом:
Схема поверхностной газовой резки.
Можно разрезать металлопрокат толщиной до 80 мм.
- Резы любой сложности и конфигурации.
- Отсутствуют жесткие требования к помещению, в котором будут проводиться работы, не нужно предусматривать центральный кабель заземления.
- Ручные модели резаков мобильны, нет трудностей с транспортировкой.

- Способ относительно быстрый и универсальный.
- Кроме самой резки можно выполнить поверхностную подготовительную обработку.
- Хорошее соотношение между ценой и качеством обработки заготовок.
Недостатки метода:
- Нельзя резать металлопрокат свыше 80 мм, включая и нержавеющую сталь.
- Ограниченность в применении (режут только углеродистые стали и чугун).
- Большие линейные отклонения реза, достигающие 7 – 8 мм на 1 п. м.
- Низкое качество кромки (окалина, неровный край).
- Детали требуют последующей механической обработки.
- Значительная ширина реза для толстолистового металла (до 3 мм)
- Большая зона термического воздействия.
- Низкая производительность, необходимость в дополнительных инструментах и приспособлениях.
Автоматическая и полуавтоматическая резка распространена на промышленном производстве средних и крупных масштабов, там, где нужно гарантировать высокое качество и требуется большая производительность.
Специализированная техника позволит выполнить криволинейные резы любой сложности, изготовить фланцы, диски, подготовить кромки для сварки, минимизировать последующую обработку деталей.
Пропановый резак: принцип действия и особенности
Резаки, работающие от баллонов с кислородом и пропаном, по праву считаются одним из самых простых и экономически целесообразных способов раскройки металлических заготовок и проведения демонтажных работ. По принципу функционирования данные приборы стали называть автогенами.
Как работает автоген
Для нормального осуществления газовой резки материал должен соответствовать одному важному критерию. Температура горения обязана превышать температуру плавления, в противном случае при взаимодействии с направленной кислородной струей металл будет разбрызгиваться, а не выжигаться. Из чёрной металлургии это требование выполняется в низколегированных и низкоуглеродистых сталях.
Процесс резки можно разложить на компоненты:
- Разогрев рабочей зоны.
 Осуществляется путём выдачи в обрабатываемый сегмент заготовки высокотемпературного пламени. Нужные кондиции достигаются путём смешения пропана и технического кислорода.
Осуществляется путём выдачи в обрабатываемый сегмент заготовки высокотемпературного пламени. Нужные кондиции достигаются путём смешения пропана и технического кислорода. - Сгорание металла. Газовая струя 02 выжигает разогретый металл, одновременно удаляя продукты горения из зоны реза.
Особенности пропановых резаков
Газовые резаки «Донмет», Redius, «Маяк» и другие отличаются простым устройством, лёгким весом, удобными для работы размерами и стойкостью к коррозии. Технические требования к инструментам данного вида перечисляется в ГОСТ 5191-79. Допускается эксплуатация при температуре окружающего воздуха приблизительно от -15º до +45º C.
В зависимости от конкретной выбранной модели может осуществляться резка стальных деталей толщиной до 300 мм.
По принципу смешения кислорода с пропаном приборы делятся на:
- инжекторные;
- безинжекторные.
Стоимость вторых несколько выше, они сложнее в освоении, но зато исключаются риски, связанные с обратным ударом.
По назначению выделяют газовые резаки для:
- толстых изделий;
- подводных работ;
- прожигания отверстий;
- всего спектра задач, универсальные.
Чтобы не ошибиться с выбором нужной модели при совершении покупки, стоит обратить внимание на такие параметры, как разновидность горючего газа, мощность прибора и конструкция сопла, также поинтересоваться идут ли в комплекте необходимые мундштуки.
Плюсы газовой резки
Технология резки металлических изделий с помощью сжигания материала в кислородной струе имеет несколько неоспоримых преимуществ перед другими способами обработки:
- удобство при получении криволинейных отверстий;
- минимум шума;
- компактность прибора;
- высокое качество реза.
К недостаткам относится заточенность данного метода под низкоуглеродистую сталь, которая хоть и является одним из основных конструкционных материалов, тем не менее, отнюдь не универсальна.
Похожие статьи
- Как осуществляют отборы проб пропан-бутана
- Назначение плазматрона для воздушно-плазменной порезки металлов
- Зависимость качества газа от влажности
Сравнение пропана и ацетилена для резки металла — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Ed Cyzewski
Каждому сварочному цеху нужен эффективный способ резки металла, и простой сварочный аппарат для резки металла является идеальным вариантом для многих. Комплекты горелок более доступны по цене, чем плазменный резак, а также предоставляют возможность предварительного нагрева металла перед началом сварочного проекта, что особенно важно при работе с толстым металлом.
Существует два популярных вида топлива для газовой резки: ацетилен и пропан. У них обоих есть репутация, которая может не соответствовать действительности, особенно при определенных обстоятельствах. Давайте кратко рассмотрим сравнение между этими двумя широко используемыми видами топлива для резки.
Сравнение эффективности сокращающих видов топлива
Как и в случае любого сравнения, существуют очень разные опыты и мнения, но в случае сравнения ацетилена и пропана в качестве сокращающих видов топлива нельзя отрицать, что оба могут эффективно сокращать количество металл разной толщины. Если вы потратите время на то, чтобы подобрать правильное оборудование для пропановой установки и резать краем пламени (а не по направлению к центру, что характерно для ацетилена), вы сможете резать без каких-либо проблем.
Если вы потратите время на то, чтобы подобрать правильное оборудование для пропановой установки и резать краем пламени (а не по направлению к центру, что характерно для ацетилена), вы сможете резать без каких-либо проблем.
Когда вы поговорите со слесарями и сварщиками, вы обнаружите, что многие магазины и свалки используют пропан в дополнение ко многим сварщикам-любителям и слесарям. Изучив немного другую технику и подобрав правильные наконечники, шланги и обычные патроны, вы сможете начать резку без особых различий по сравнению с ацетиленом.
Это правда, что ацетилен горит горячее и может быстрее предварительно нагреть металл. Но с правильными наконечниками и техникой вы обнаружите, что пропан может гореть довольно жарко. Некоторые пользователи горелок даже обнаружили, что при определенных условиях они могут соперничать по теплоотдаче с ацетиленом. Если вы хотите иметь возможность сварки с настроенной горелкой, вам следует рассмотреть возможность установки ацетилена.
Сравнение оборудования для резки топлива
Пропан и ацетилен имеют разные наконечники горелки, которые изменяют концентрацию пламени. На самом деле, если вы встретите слесаря, который убежден, что пропан неэффективен, возможно, стоит спросить, использовал ли он пропановый наконечник при настройке горелки!
На самом деле, если вы встретите слесаря, который убежден, что пропан неэффективен, возможно, стоит спросить, использовал ли он пропановый наконечник при настройке горелки!
Вам также понадобится шланг марки Т для работы с пропаном, а шланг марки Р для ацетилена испортится намного быстрее, если через него пропустить пропан. Не забудьте также позаботиться о правильном топливном регуляторе пропана.
Присадки к топливу для резки
HGX — это добавка к пропану, которая помогает увеличить температуру резки до надежных 5400 градусов по Фаренгейту. HGX, связанный с пропаном, использует значительно меньше кислорода, чем ацетилен, что делает его высокоэффективным и экономичным вариантом для резка металла, который не горит гораздо горячее, чем ацетилен.
Сравнение стоимости топлива для резки
В то время как рабочие, которые экономно режут металл, не обязательно должны слишком беспокоиться о том, какую установку резака они используют, многие мастерские и хобби-металлисты клянутся пропаном в качестве топлива для резки. Пропан легко найти в любом хозяйственном магазине, и обычно он стоит намного дешевле, чем ацетилен.
Пропан легко найти в любом хозяйственном магазине, и обычно он стоит намного дешевле, чем ацетилен.
Большинству сварщиков и рабочих по металлу не нужен дополнительный толчок, который дает ацетилен, и как только они привыкнут к правильной технике резки пропаном, они могут даже предпочесть его.
Сравнение безопасности резки топлива
Ацетилен часто появлялся в новостях из-за взрывов в мастерских и на производственных предприятиях. Не секрет, что все виды топлива для резки требуют безопасного обращения, но ацетилен особенно летуч. Если вам нужна режущая установка для вашего дома, и вы уже привыкли хранить баллон с пропаном для своего гриля, вы можете использовать пропан на всякий случай.
Подано в:
лучшее режущее топливо,
лучшая установка факела,
сравнение резки топлива,
резка пропаном,
Учить,
пропан против ацетилена,
газовая резка
Делиться:
Предыдущая статья
Обзор нового Miller Multimatic 235
Миллер | Оборудование Smith для пропановой резки/сварки/обогрева средней мощности
– Сварочный магазин
- Описание
Описание
Оборудование для резки и нагрева Smith® MBA-30510LP представляет собой кислородно-топливный комплект для средних условий эксплуатации, в котором в качестве топливного газа используется пропан (LP). Он поставляется в комплекте с пропановым режущим наконечником MC40-1 и нагревательным наконечником MT-805 «бутон розы».
Он поставляется в комплекте с пропановым режущим наконечником MC40-1 и нагревательным наконечником MT-805 «бутон розы».
Комплект кислородно-пропановой горелки MBA-30510LP поставляется с проверенной технологией смешивания газов Smith в наконечнике, которая помогает устранить обратные вспышки и увеличивает срок службы горелки. На режущее приспособление и ручку горелки распространяется ПОЖИЗНЕННАЯ ГАРАНТИЯ Smith, самая продолжительная и надежная в отрасли. Оборудование оснащено прочными и высокоточными регуляторами серии 30. На регуляторы распространяется 3-летняя ограниченная гарантия. Наряд поставляется в комплекте с инструкцией по технике безопасности и эксплуатации.
Седло высокого давления с фильтром Sure-Seat в сборе:
Одноступенчатые регуляторы серии 30 чрезвычайно долговечны и содержат эксклюзивную технологию седла Sure Seat с фильтром Miller. Сиденья с фильтрами предотвращают попадание загрязнений в зону сидения, сокращая затраты на ремонт и время простоя. Неопреновая композитная диафрагма:
Неопреновая композитная диафрагма:
Высокопрочная неопреновая композитная диафрагма обеспечивает точную регулировку выходного давления и увеличенный срок службы.
Пламегасители: 9 шт.0054
Пламегаситель предназначен для предотвращения распространения обратного пожара, а встроенный обратный клапан предотвращает обратный поток смешанных газов.
Режущее приспособление:
Вставные режущие насадки Экономьте время при замене насадок — ключ не требуется. Упругий материал седла Graf-Tite защищает наконечник от зазубрин и обеспечивает надежную посадку. Требует меньше замены, чем конструкции с металлическим седлом. Трехтрубная конструкция Газы разделены, что исключает перегорание смесительной трубки. Наши толстостенные трубы большой емкости из нержавеющей стали обеспечивают высокий поток газа и превосходную прочность. Удобный кислородный режущий клапан Обеспечивает плавный запуск и повторный запуск без замочной скважины. Тройное кольцевое уплотнение Обеспечивает надежное газовое уплотнение и допускает вращение.
Режущая насадка:
Мягкие седла Graf-Tite Эластичный материал седла Graf-Tite защищает посадочные места наконечника от зазубрин, обеспечивая надежную посадку. Требует меньше замены, чем конструкции с металлическим седлом. Сжимаемые мягкие седла практически не поддаются разрушению и выдерживают чрезвычайно высокие температуры, что увеличивает срок службы наконечника. Смесь в наконечнике Каждый наконечник представляет собой прецизионный смеситель для смешивания предварительно подогретого кислорода и топливного газа для достижения максимальной эффективности. Добавляет сопротивление воспоминанию. Вставная конструкция наконечника — затягивайте его только вручную После первого затягивания с помощью гаечного ключа для установки наконечника требуется только затягивание вручную, что экономит время при замене наконечников. Быстрая и простая смена наконечника способствует использованию правильного наконечника для работы. Съемное седло высокого давления. Позволяет чистить заднюю часть наконечника.
Шаровой кран из нержавеющей стали для принудительной отсечки:
Коррозионностойкие шары и латунная посадочная поверхность обеспечивают стойкость к истиранию и отсутствие вибрации.
Пожизненная гарантия True Blue:
Режущее приспособление и рукоятка горелки покрываются пожизненной гарантией Miller True Blue при использовании с подлинными наконечниками Miller-Smith.
Ручки резака:
Внутренняя резьба Резьба защищена от повреждения при падении резака, что исключает дорогостоящий ремонт, замену или простои резака. Двойная трубчатая рукоятка Конструкция «трубка внутри трубки» обеспечивает прочность при одновременном снижении веса. Внутренняя трубка припаяна серебряным припоем для дополнительной защиты, прочности и устойчивости к протечкам. Регулируемое сопротивление клапана Специальное уплотнение из ПТФЭ обеспечивает газонепроницаемое уплотнение, позволяя регулировать «сопротивление» в соответствии с индивидуальными предпочтениями. Шаровые краны из нержавеющей стали Коррозионностойкие шары и латунные посадочные поверхности обеспечивают стойкость к истиранию и надежное седло без вибрации.
