Пропановые резаки виды: какие бывают, принцип работы, конструкция, как правильно выбрать газовый резак
Содержание
Как выбрать пропановый резак
Стройка в саду
тому назад 216 просмотра
Как выбрать пропановый резак
Содержание статьи:
- 1 Как выбрать пропановый резак. Лучший газовый резак
- 1.1 Резак пропановый Корд-Р-01П-L535
На сегодняшнее время существуют различные виды резаков для газовой сварки, поэтому для того чтобы выбрать лучший газовый резак придется постараться. Все газовые резаки имеют свои технические особенности и характеристики.
Одни их виды подходят идеально для выполнения различного рода монтажных работ, а другие напротив, предназначены исключительно для разрезания металлов.
Итак, о том, какие бывают виды резаков для газовой сварки и как выбрать пропановый резак, будет рассказано ниже.
Содержание статьи
Как выбрать пропановый резак. Лучший газовый резак
Сегодня для газовой сварки чаще всего используются следующие разновидности резаков:
Кислородный резак – является бюджетным вариантом для резки металла, а его конструкция представляет собой инжекторную установку для формирования горящей струи посредством кислорода.
Резак керосиновый – чаще всего используется в промышленных целях из-за своих сложных конструктивных особенностей. Применим для резки металла не толще чем 20 сантиметров, а сам процесс разрезания металлических частей происходит под воздействием керосинового пара.
Пропановый резак – подходит для резки, как черных, так и цветных металлов. Резак пропановый отличается от всех остальных видов своей надежностью и безопасностью, что делает его очень популярным инструментом при выполнении газосварочных работ.
Ацетиленовый резак – в большинстве случаев применяется для резки толстых металлов. Имеет вентили, которые можно регулировать по отдельности, тем самым, увеличивая или уменьшая мощность и скорость подачи газа.
Резак пропановый Корд-Р-01П-L535
Вопрос – как выбрать пропановый резак непростой, тем более что на сегодняшнее время на рынках данное оборудование представляет множество различных производителей. Поэтому чтобы выбрать лучший газовый резак необходимо отталкиваться от множества нюансов.
Поэтому чтобы выбрать лучший газовый резак необходимо отталкиваться от множества нюансов.
Хорошие пропановые резаки предлагает сегодня потребителю такой производитель сварочного оборудования как компании «Корд». Это надёжный и проверенный временем производитель.
Отзывы о продукции «Корд» только положительные, это объясняется тем, что компания за все годы своей упорной работы всегда использовала в производстве своей продукции только качественное сырьё, соответствующее всем нормам и правилам безопасности, установленным согласно государственным стандартам и требованиям.
Резак пропановый Корд-Р-01П-L535 отличается своей надёжностью при эксплуатации, а также мобильностью. Это удобное приспособление для ручной резки углеродистых, а также низколегированных сталей.
Основные характеристики пропанового резака модели «Корд-Р-01П-L535» таковы:
- Оборудование имеет рычаг, предназначенный для включения подачи режущего газа – кислорода. Рычажный способ включения намного удобнее и предпочтительней вентильного, так как способствует сокращению затрат газа, экономит режущий кислород.

- Стандартный пропановый резак этой модели имеет вес, равный 1,12 килограмм. Такой вес позволяет легко производить действия и работу с оборудованием, а параметры размера резака способствуют производству более точной и качественной резки стальных изделий.
- Головка пропанового резака наклонена под оптимальным для работы углом, равным ста десяти градусам.
- Устройство работает достаточно тихо, уровень шума, который достигается в работе с оборудованием такого типа, очень низкий, не превышает восьмидесяти децибел. Это полноценно обеспечивает комфортную работу и меньшее напряжение для рабочего.
В плюс ко всем преимущественным сторонам резаков от компании «Корд» можно добавить и то, что цены на данную продукцию невысокие, но с лихвой оправдывают высокое качество оборудования.
Оценить статью и поделиться ссылкой:
СЛУЧАЙНЫЕ СТАТЬИ
В этой статье мы научимся делать пятиконечную звезду из бумаги по технике оригами. Используя бумагу с рисунками, красивыми надписями, или…
Используя бумагу с рисунками, красивыми надписями, или…
тому назад 485 просмотра
Одним из самых прекрасных способов проведения выходных или праздничных дней считается отдых на природе. Времяпрепровождение на свежем воздухе обязательно сопровождается…
тому назад 380 просмотра
Очень часто при современной отделки стен используют пластиковые панели. Этот материал стал популярным из-за ряда своих неоспоримых преимуществ. Рассмотрим, что…
тому назад 256 просмотра
В свете развития современных технологий необходимо уделять особое внимание внедрению ноу–хау в повседневный рабочий процесс. Это имеет отношение к любой…
тому назад 443 просмотра
Металлические люки под плитку – это изделия, которые очень популярны среди покупателей. Они используются для маскировки различных проемов. С их…
Они используются для маскировки различных проемов. С их…
тому назад 284 просмотра
Как прочистить дымоход в доме и бане Содержание статьи: 1 Способы прочистки дымохода 1.1 Применение соли 1.2 Использование очисток от…
тому назад 454 просмотра
10 лучших резаков по металлу – рейтинг 2021
| Место | Наименование | Характеристика в рейтинге |
| Лучшие газовые резаки по металлу |
| 1 | Krass Р3П-300 | Лучший выбор |
| 2 | REDIUS Р2А-01М | Облегченная конструкция |
| 3 | ДОНМЕТ РК Вогник 182 | Универсальная плазменная горелка |
| 4 | КЕДР Р3П-05 1390036 | Удлиненная конструкция |
| 5 | Сварог РЗ 62-3F 1C005-0012 | Лучший резак с рычажным продувом |
| Лучшие ручные резаки по металлу |
| 1 | СЛЕДОПЫТ-GTP-S05 | Лучший резак ручного типа |
| 2 | Campingaz Chalugaz profil | Самая удобная ручная конструкция |
| 3 | Kovea KT-2008 | Удобный резак для мелких работ |
| 4 | Следопыт GTP-R03 | Компактный инструмент |
| 5 | Kovea KT-2911 Long Canon | Ручная горелка с удлиненным соплом |
Существует много способов резки металла, но наиболее эффективным, простым, и, как не странно, безопасным является газовый метод. Суть технологии основывается на химическом взаимодействии горючего газа, в большинстве случаев пропана, с кислородом. В результате такого синтеза образуется направленное пламя с высокой температурой в центре, которая достигает точки плавления стали.
Суть технологии основывается на химическом взаимодействии горючего газа, в большинстве случаев пропана, с кислородом. В результате такого синтеза образуется направленное пламя с высокой температурой в центре, которая достигает точки плавления стали.
Более современный метод – это плазменная резка. Технология схожая, только в качестве активатора струи выступает электрическая дуга. Плазменный резак способен создавать более тонкий рез, но если в случае с пропаном достаточно обзавестись всего двумя газовыми баллонами (с пропаном и кислородом), то здесь понадобится специальный аппарат – плазмотрон.
Выбирая резак следует в первую очередь обращать внимание на его эргономичность и удобство. Как правило, процесс резки занимает много часов, а в некоторые места очень сложно добраться. Конструкция резака подбирается индивидуально, в зависимости от поставленных задач. Также смотрим на безопасность инструмента, но если говорить о нашем рейтинге, куда попали 10 лучших резаков, то этот параметр присутствует у всех моделей, вне зависимости от их ценовой категории.
Лучшие газовые резаки по металлу
Газовый резак состоит из нескольких модулей: держателя, вентильной системы, трубок и сопла. Каждая модель имеет свои особенности. Например, сопло должно оснащаться защитой от обратного удара, а рукоятка удобно лежать в руке и не выскальзывать. Особое внимание при выборе уделяется вентильной системе, на которую приходится основная нагрузка при работе. Расположение вентилей также имеет значение в плане удобства, и в некоторых моделях продувочный вентиль заменяется рычагом.Такие инструменты тоже представлены в нашем рейтинге.
Ассортимент инжекторных резаков
Артикул: 001.020.169 Резак пропановый Р3П «ПТК»
Артикул: 001.020.166 Резак пропановый удлинённый Р333У, L=900, ∠150°
Инжекторный пропановый газокислородный резак для ручной разделительной резки металла из низкоуглеродистых сталей толщиной до 300 мм. Аналог резака «Маяк». Длина резака 900 мм. Угол наклона головки резака 150°. Укомплектован наружным и внутренними мундштуками.
Цена: 3 159 р
Артикул: 001.020.165 Резак пропановый Р333
Инжекторный пропановый газокислородный резак для ручной разделительной резки металла из низкоуглеродистых сталей толщиной до 300 мм. Аналог резака «Маяк». Укомплектован наружным и внутренними мундштуками.
Цена: 2 567 р
Артикул: 001.020.163 Резак пропановый удлинённый Р3ПУ, L=800, ∠150°
Инжекторный пропановый газокислородный резак для ручной разделительной резки металла из низкоуглеродистых сталей толщиной до 300 мм. Длина резака 800 мм. Угол наклона головки резака 150°. Укомплектован наружным и внутренними мундштуками.
Цена: 2 828 р
Артикул: 001.020.161 Резак пропановый Р3П
Инжекторный пропановый газокислородный резак для ручной разделительной резки металла из низкоуглеродистых сталей толщиной до 300 мм. Укомплектован наружным и внутренними мундштуками.
Цена: 2 390 р
Артикул: 001.020.152 Резак ацетиленовый Р1А
Инжекторный ацетиленовый газокислородный резак для ручной разделительной резки металла из низкоуглеродистых сталей толщиной до 100 мм. Укомплектован наружным и внутренними мундштуками.
Укомплектован наружным и внутренними мундштуками.
Цена: 1 761 р
Артикул: 001.020.151 Резак пропановый Р1П
Инжекторный пропановый газокислородный резак для ручной разделительной резки металла из низкоуглеродистых сталей толщиной до 100 мм. Укомплектован наружным и внутренними мундштуками.
Цена: 2 135 р
Огнепреградительные клапаны выпускаются трех видов, в зависимости от способа установки. Они могут быть установлены на:
- входные штуцеры резака или горелки
- выходные штуцеры редуктора
- в разрыв резинотканевых рукавов
Классификация
Резаки по своему назначению подразделяются на специальные и универсальные. Универсальные же бывают эжекторными и безэжекторными, все зависит от того, как в них смешивается горючий газ и кислород.
По методу резки изделий газовые резаки любого вида бывают такими:
- для поверхностной обработки металла;
- копьевой;
- разделительной;
- кислородно-флюсовой.

Газовые горелки бывают следующими:
- кислородные — это эжекторные конструкции, в которых посредством кислорода образуется горящая струя.
- керосиновые — работает с помощью керосина и применяется для обработки изделий толщиной до 20 см на основе углеродистых сталей.
- пропановые — такой вариант подходит для резки чугунных труб и прочих изделий из черного или цветного металла. Газовый пропановый резак считается наиболее надежным и безопасным, при этом обеспечивает высокую производительность работ.
- ацетиленовые — предназначены для резки листов и деталей большой ширины, часто используется при газокислородной резке, и обязательно оснащаются специальным вентилем, который регулирует мощность и скорость подачи кислорода в рабочую зону.
Универсальные резаки с эжектором — наиболее востребованные. Подобные агрегаты помогают использовать горючий газ при определенных условиях, давление должно составлять 0,03−1,5 кгс/квадратный сантиметр. Универсальное устройство может разрезать металлические изделия в разных направлениях, оно простое и удобное в применении, имеет малые габариты. С его помощью можно обрабатывать металл толщиной 3−300 мл.
Универсальное устройство может разрезать металлические изделия в разных направлениях, оно простое и удобное в применении, имеет малые габариты. С его помощью можно обрабатывать металл толщиной 3−300 мл.
Особенности конструкции
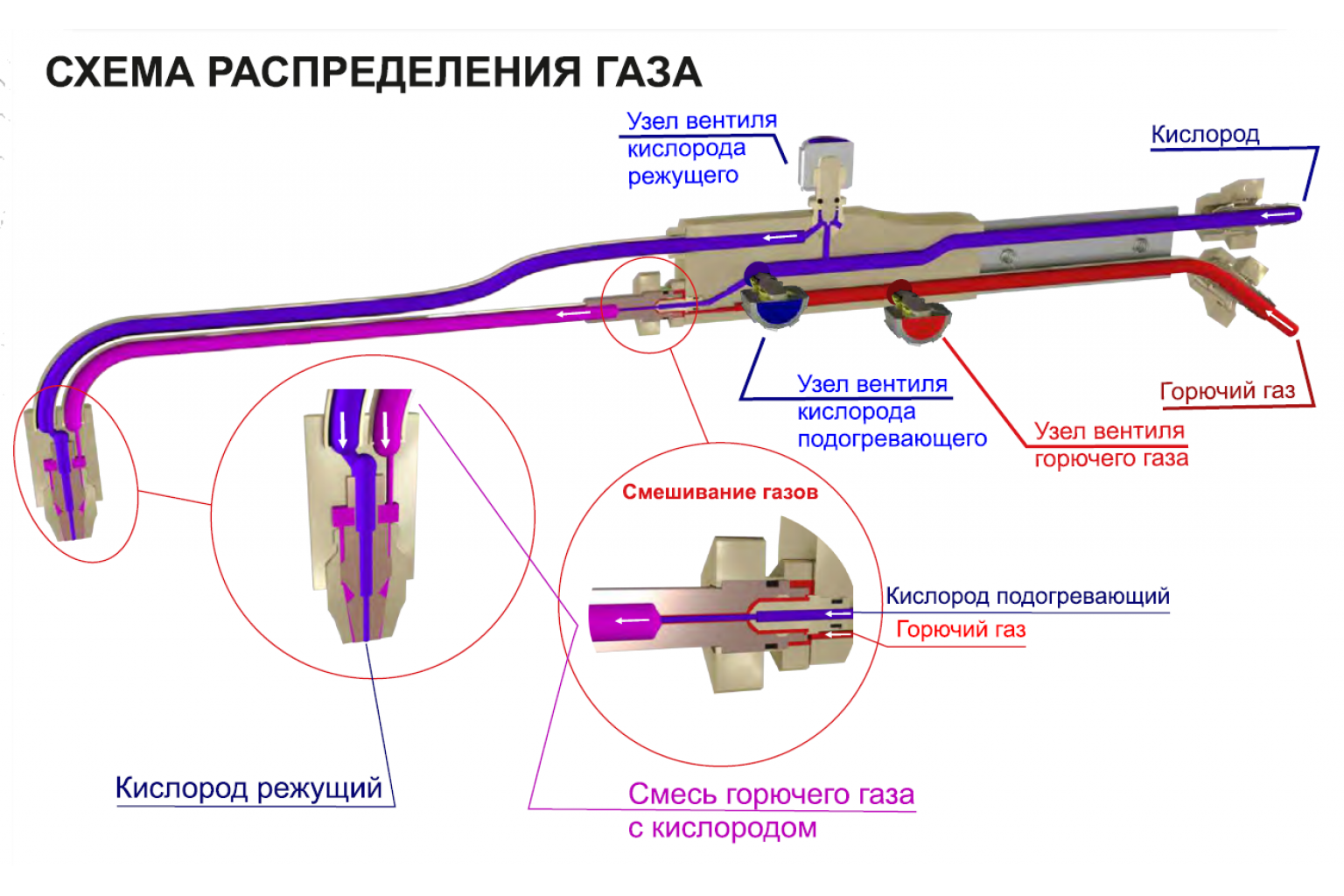
Двухтрубный, а также инжекторный, газовый резак — это самый распространённый вид этой конструкции. Технический кислород в резаке будет распределён сразу на два формата.
Одна часть потока по верхней трубке будет проходить через головку наконечника и с высоким показателем скорости будет выходить через центральное сопло внутреннего мундштука. Такая часть конструкции начнёт отвечать за режущую фазу процесса. Регулировочный вентиль либо рычажной клапан, вынесенный за пределы определённого корпуса.
Следующая часть начнёт поступать в сам инжектор. Принцип функционирования этого устройства будет заключён в том, что инжектируемый газ (кислород), выходя в камеру смешения под сильным давлением и с высоким показателем скорости, создаёт в этом месте область разрежения и через периферийные отверстия втягивается самостоятельно в горючий (эжектируемый газ). При помощи процесса такого смешивания, происходит выравнивание общих скоростей, а на выходе камеры начинает происходить особый поток смеси газов со скоростью намного ниже, чем у инжектируемового кислорода, но намного выше, чем у электризуемого горючего газа.
При помощи процесса такого смешивания, происходит выравнивание общих скоростей, а на выходе камеры начинает происходить особый поток смеси газов со скоростью намного ниже, чем у инжектируемового кислорода, но намного выше, чем у электризуемого горючего газа.
После смеси газов начинает циркулировать по нижней трубке в саму головку наконечника, выходит сквозь сопла между внутренним и внешним мундштуком, а также создаёт факел разогревающего пламени. Любой канал обладает своим вентилем, который будет производить регуляцию подачу как кислорода, ток и горючего газа в инжектор.
Безинжекторный или же трехтрубный резак, который заключает в себе более сложную конструкцию — два кислородных потока газа начнут поступать к головке через отдельные трубки.
Смещение всей прогревающей смеси будет происходить внутри самой головки. Но именно отсутствие камеры, в которой происходит смешивание, обеспечивает более сильный показатель безопасности, а также не создаёт условий для создания обратного удара (процесс распространения горящих газов в канал самих резаков и трубах в обратном движении).
Кроме более развитых конструкций строения и завышенной стоимости, недостатком трёхтрубного газового резака считают и то, что для его стабильного функционирования необходимо использовать более высокое давление горючего газа (здесь не существует эффекта эжекции, а также увеличения скорости общих потоков).
Общий размер и вес
Параметры ручного инжекторного газового резака будут заключены стандартами ГОСТа 5191−79 и напрямую будут зависеть от его показателя мощности:
- У Р1 — около 500 миллиметров.
- У Р2 и Р3 они находятся в определённом пределе в 580 миллиметров. Но происходит выпуск и более удлинённых моделей для осуществления работы в соответствующих условиях.
- Существуют особые ограничения по массе любой такой категории мощности: 1.0 и 1.3 килограмм в соотношении для Р1 и Р2-Р3.
Такие же стандарты от ГОСТа будут определять, что разновидность Р3 — это резак кислородно-пропановый, а также Р1 и Р2 могут совершать работу на совершенно любой разновидности горючего газа. Существует и отдельная группу ручного инжекторного инструмента, для осуществления кислородной резки — вставные резаки, которые обладают особой маркировкой РВ.
Существует и отдельная группу ручного инжекторного инструмента, для осуществления кислородной резки — вставные резаки, которые обладают особой маркировкой РВ.
По показателям ГОСТа их будут определять как наконечники для осуществления резки на сварочной горелке. Главные отличия в таких конструкция заключены в том, что процесс разделения кислорода, а также смешанного типа горючей смеси будет происходить на самих наконечниках, которые обладают меньшим показателем веса и размера, чем резак. Так показатель веса РВ1 обладает особой верхней границей в 0,6 килограмм, а РВ2 и РВ3 около 0,7 килограмм.
Но такой тип газового резака нельзя назвать по своему металлу укомплектованным — в рабочем положении в процессе сборки с основным корпусом от горелки его общий размер и вес будут не меньше, чем специального оборудования. Его главное достоинство лишь в том, что можно приобрести горелку совместно с наконечниками различными типами (резки и сварки), а полный комплекс можно будет легко поместить в маленький кейс.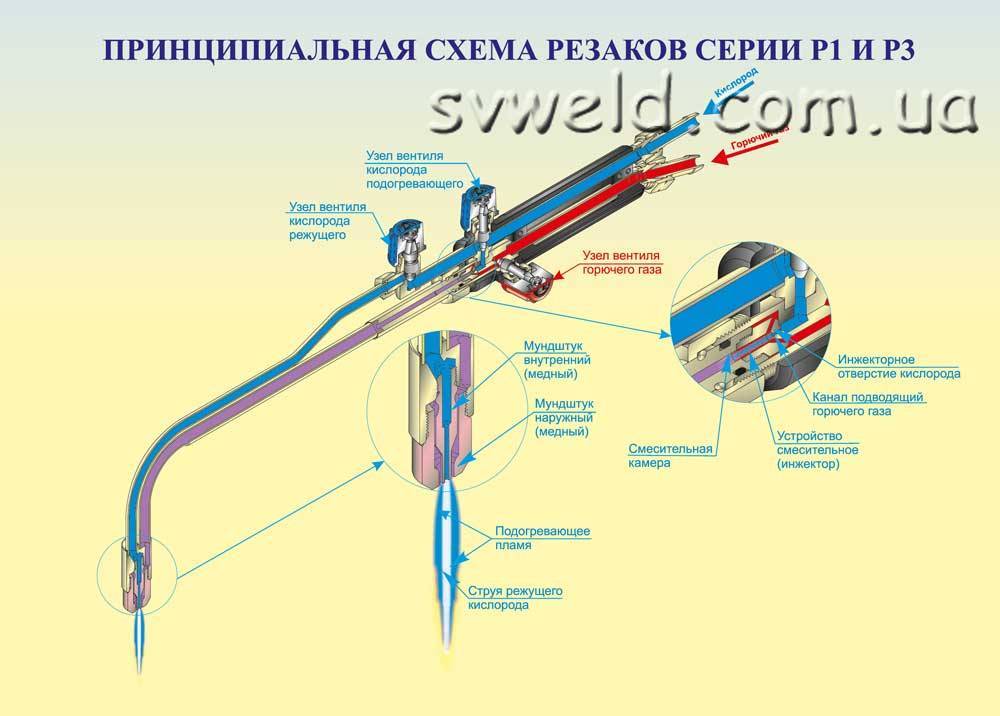 Либо купить специально созданный для горелки переносной рюкзак.
Либо купить специально созданный для горелки переносной рюкзак.
Но в этом случае существует одна особенность. Пропан по своей стоимости будет намного дешевле, чем ацетилен. Именно по этой причине стоимость использования ацетиленового резака будет намного больше, чем кислородно-пропанового. Для осуществления сварки металла лучше применять ацетиленовую горелку, у которой общая температура пламени будет на целых 300−400 градусов выше, чем у кислородно —пропановой (у полностью пропановой горелки общая температура будет меньше 2 тыс. градусов Цельсия).
Компактность всего поста для ручной резки может обеспечиваться при помощи ёмкости всех баллонов с газами.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
← Сущность процесса ручной плазменной резки, виды и выбор оборудования Машина «Орбита»: назначение, характеристики и модификации →
Использование резака
Правила для общего использования:
- Совершать работу с резаком следует в специальной маске (либо в специализированных очках).

- Следует предварительно надевать перчатки и рабочую одежду с огнеупорными (то есть негорючими свойствами).
- Пламя автогена обязано смотреть в сторону по отношению к подводящим шлангам, а шланги не должны отрицательно влиять на работу всего резчика.
- Баллоны совместно с газом стоит помещать на расстоянии не ближе пяти метров к рабочему месту. Резку металлов стоит производить либо в условиях открытого воздуха, либо в хорошо проветриваемом месте.
После долгого перерыва либо во время совершения первого запуска нового инжекторного резака стоит хорошо убедиться в том, что такие каналы будут полностью чистыми и кислород внутри инжектора сможет создать нужный уровень для разрежения подсоса горючего газа.
С самого начала во время закрытия вентилей на самом резаке и на баллонах с резаками следует снять шланг совместно с пропаном. После на баллоне с кислородом стоит установить особое рабочее деление, а также открыть на резаке вентиль, этот вентиль начнёт активно подогревать кислород и газ. Проверку работоспособности инжектора стоит проверить, приложив палец к ниппелю горючего газа — в это время человек должен почувствовать всасывание воздуха в отверстие ниппеля.
Проверку работоспособности инжектора стоит проверить, приложив палец к ниппелю горючего газа — в это время человек должен почувствовать всасывание воздуха в отверстие ниппеля.
Преимущества и недостатки
Если нужно разрезать металлический лист, можно использовать разное оборудование и приспособления. Это может быть роликовый нож, ручные ножницы, болгарка, станок для разрезания лазером или водой. Каждый из способов обладает сильными и слабыми сторонами. Преимущества газовых резаков:
- Большая толщина реза. Зависимо от выбранного вида оборудования, можно разрезать металлический лист толщиной в 500 мм.
- Низкая цена на горелку, баллоны, соединительные шланги.
Недостатки:
- При сильном нагревании металла он подвергается тепловой деформации. Из-за этого изменяется структура материала.
- Большая ширина реза, что недопустимо при соблюдении точных габаритов.
- Если толщина листа небольшая, на срезе заметен конус от пламени.
- Невозможность работать с нержавеющей сталью, цветными металлами.
- Высокая стоимость за метр прорезанного листа.
После проведения резки металлических листов с помощью газовой горелки нужно дополнительно обрабатывать торцы.
Чтобы сделать качественный рез, нужно контролировать расстояние между соплом горелки и поверхностью материала. Для этого нужно сделать самодельную каретку, которая будет поддерживать рабочую часть оборудования в одном положении над металлическим листом.
Газовый резак
Плазменные резаки
Некоторые типы работ невозможно провести газовыми приборами, тогда лучший вариант – купить плазменный резак. Однако, важно понимать, что такие устройства отличаются между собой не только специальными возможностями, но и конструктивным исполнением. Также, есть различия по способу поджога дуги и используемой системы охлаждения.
Существуют компактные мобильные модели, которые без проблем переносятся с одной точки на другую. Кроме этого варианта есть целые портальные установки, которые предназначены для выполнения сложных производственных задач.
Большая часть плазморезов делится на 5 категорий:
- Приборы, предназначенные для выполнения поставленных задач в среде инертных и защитных газов.
- Модели, способные работать в окислительной среде – местах, обладающие высоким показателем кислорода.
- Устройства, предназначенные для формирования с различными смесями.
- Для работы в стабилизаторах.
- Оборудование, обладающее магнитной стабилизацией.
Также различие приборов происходит по виду потребляемой энергии. Так встречаются бытовые резаки, которые активно используются для выполнения несложных задач и работающие от напряжения 220 В. Профессиональные устройства функционируют только от 380 В, но и область применения у них в несколько раз больше.
Важно понимать, что независимо от потребляемой энергии и показателя мощности, необходимо проверить устройство с подключением к общей сети. Кроме этого, стоит помнить, что к резаку подключается компрессор, обладающей средней мощностью. Поэтому его также необходимо учитывать при подключении.
Резаки инверторного типа
Это один из лучших бюджетных вариантов, который справится с металлом, толщина которого не будет превышать 30 мм. Такие модели пользуются активным спросом для проведения небольших работ в домашнем хозяйстве или в маленьких мастерских. Также большим плюсом является небольшое потребление электрической энергии и компактность.
90% продаваемых моделей легко транспортировать. Благодаря этому открывается возможность для работы в труднодоступных местах. Кроме этого, большим плюсом служит КПД, который выше на 30%.
Плазменные резаки по металлу трансформаторного типа
Более дорогие приборы, предназначенные для выполнения средних работ. Они способны разрезать металл толщиной до 80 мм. По виду напоминают большой короб, передвижение которого происходит за счет колесиков. Масса и размеры, соответственно больше, чем у предыдущей модели.
Надежность у таких приборов в разы выше. Даже при возникновении скачков напряжения плазморезы трансформаторного типа не выйдут из строя, а это дает возможность для работы в регионах, где есть проблема с электроэнергией.
Также дополнительное преимущество — время работы при бесперебойном включении, которое составляет практически 100%. Поэтому аппарат способен функционировать на протяжении целого дня без любых перерывов. Однако, несмотря на положительные черты у таких моделей есть и отрицательная сторона: высокое потребление электроэнергии.
Кроме разделения моделей по типу, резаки еще различают по виду контакта. Так бывают контактные и бесконтактные устройства. Первая модель способна работать с металлами, толщина которых не превышает 18 мм, а второй вариант функционирует с любой толщиной.
Подготовка к работе
Прежде чем начинать работу с оборудованием для газовой резки нужно провести подготовку. Она включает действия, которые снижают риск порчи аппарата, заготовки, получения травм. Этапы подготовки:
- Осмотреть баллоны, соединительные шланги, крепёжные элементы, горелку на наличие повреждений. Они должны быть целыми, без видимых дефектов.
- Принюхаться к окружающему воздуху.
 Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу.
Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу. - Резиновые уплотнители должны быть целыми. Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
- Прежде чем открывать кислородный вентиль необходимо проверить оборудование на наличие жировых пятен, подтёков масла. Даже небольшое количество этих веществ могут вызвать взрыв.
Важно правильно соединить шланги, не перепутав подачу газа.
Подготовка к работе газовым резаком
Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
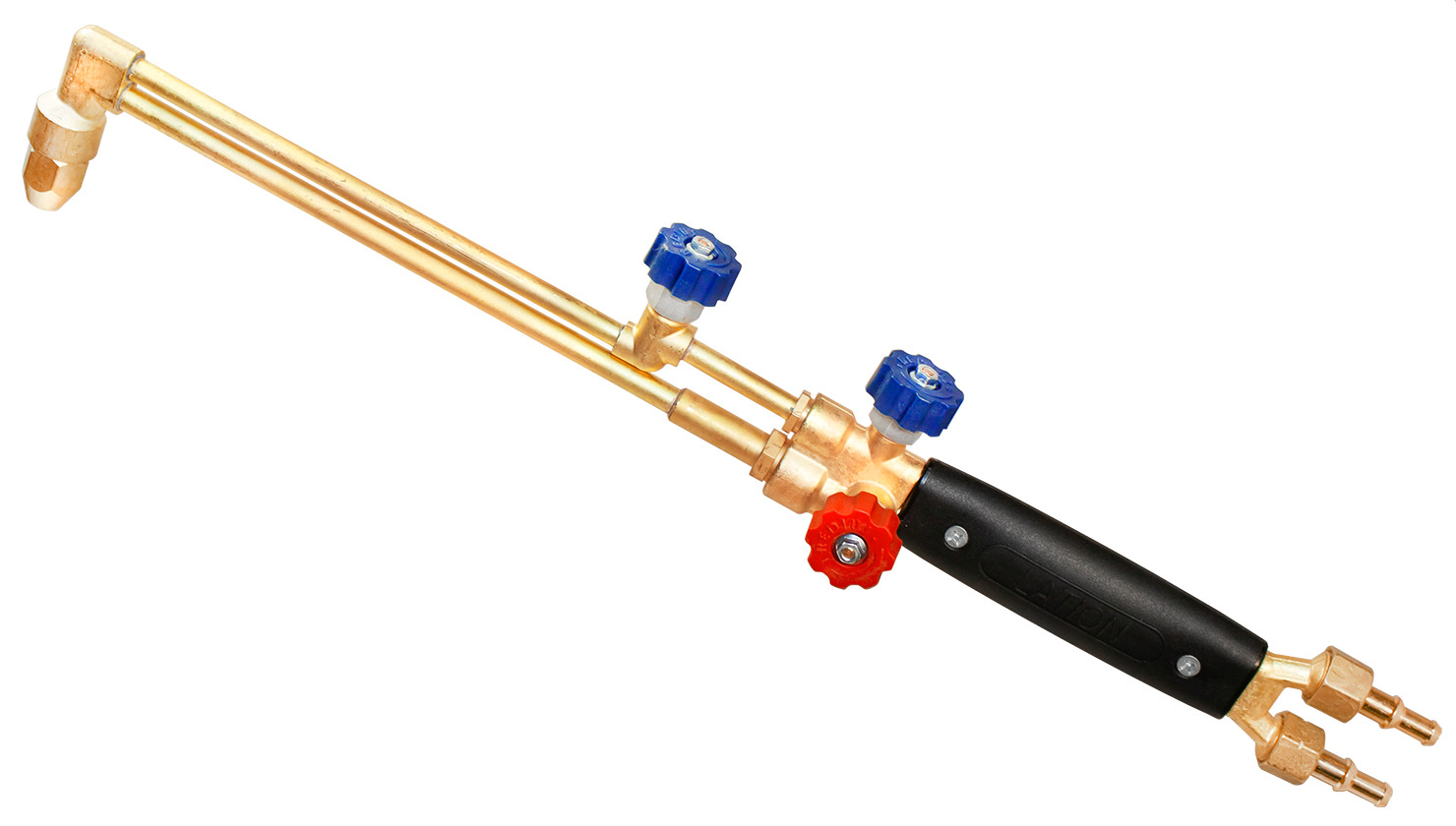
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.
Рисунок 1. Схема газокислородного резака
Harris Cutter Pac Outfit Альтернативное топливо/пропан 6225FGX-510P
Количество:
Добавление в корзину… Товар добавлен
- Описание
- Технические характеристики
Модель 6225FGX-510P Комплект Cutter Pac® Classic содержит все основные компоненты, необходимые для резки и специальных применений с использованием альтернативных топливных газов/пропана. Он оснащен самыми популярными регуляторами Harris с большими легко читаемыми 2,5-дюймовыми манометрами с двойной шкалой, эргономичной регулировочной ручкой для точной регулировки давления, цельными герметизированными седлами для увеличения срока службы и 7-летней гарантией. Этот комплект оснащен мощным прямым резаком, предназначенным для максимальной производительности при использовании недорогих альтернативных топливных газов. Он оснащен уникальной инжекторной системой смешивания низкого давления, обеспечивающей самое горячее пламя предварительного нагрева и наиболее эффективное использование альтернативных видов топлива. С входящим в комплект режущим наконечником из пропана комплект способен резать листы диаметром до 1 дюйма (25,4 мм). Комплект также позволяет резать листы диаметром до 12 дюймов (304,8 мм) с дополнительным наконечником (наконечниками) большего размера. (Наконечники продаются отдельно.) Удобная упаковка для демонстрации в местах продажи.
Он оснащен самыми популярными регуляторами Harris с большими легко читаемыми 2,5-дюймовыми манометрами с двойной шкалой, эргономичной регулировочной ручкой для точной регулировки давления, цельными герметизированными седлами для увеличения срока службы и 7-летней гарантией. Этот комплект оснащен мощным прямым резаком, предназначенным для максимальной производительности при использовании недорогих альтернативных топливных газов. Он оснащен уникальной инжекторной системой смешивания низкого давления, обеспечивающей самое горячее пламя предварительного нагрева и наиболее эффективное использование альтернативных видов топлива. С входящим в комплект режущим наконечником из пропана комплект способен резать листы диаметром до 1 дюйма (25,4 мм). Комплект также позволяет резать листы диаметром до 12 дюймов (304,8 мм) с дополнительным наконечником (наконечниками) большего размера. (Наконечники продаются отдельно.) Удобная упаковка для демонстрации в местах продажи.
Характеристики
- Complete Cutter Pac® для резки и специальной резки/нагрева
- Разработаны для использования альтернативных видов топлива/пропана
- Наиболее популярные промышленные регуляторы Harris модели 25GX имеют большие, легко читаемые стальные 2,5-дюймовые датчики с двойной шкалой и эргономичную регулировочную ручку 90 004
- Регуляторы имеют цельное герметизированное седло с внутренним фильтром и седло из PTFE Teflon® для защиты от загрязнения твердыми частицами
- Прямой резак для тяжелых условий эксплуатации модели 62-5F имеет треугольную трубчатую конструкцию с паяными соединениями для обеспечения прочности, безопасности и увеличения срока службы.

- Горелка использует инжектор типа «F» или смесительную систему низкого давления
- Горелка имеет угол наклона головки 90° и длину 18 дюймов. Режет листы толщиной до 12 дюймов (304,8 мм) с помощью дополнительных наконечников большего размера. Дополнительные наконечники продаются отдельно. 5-540 Кислородный регулятор — 3000510
- Ручной резак, модель 62-5F — 1003450
- Режущий наконечник, модель 6290-1NX — 1501230
- Комплект инструкций на трех языках — 9505643
Общее оборудование
| Режущая способность | Режет пластины толщиной до 1 дюйма (25,4 мм) с прилагаемым наконечником; режет листы толщиной до 12 дюймов. Пластина (304,8 мм) с дополнительным наконечником (наконечниками) большего размера. Дополнительные наконечники проданы в отдельности. |
| Тип режущего наконечника — альтернативное топливо (размер) | 6290-1NX |
| Угол наклона головы | 90 градусов |
| Смеситель Тип | Форсунка F» или низкого давления |
| Рекомендуемые предметы/аксессуары | Стальная защита манометра — красная (топливо) — PN 4300238; Стальной защитный кожух — Зеленый (Кислород) — PN 4300239; Стандартный очиститель наконечника — модель C-9 — № 56; Двухкомпонентный очиститель наконечника — модель E-9 — PN 60 |
Наряды
| Номер модели регулятора топливного газа | 25GX-50-510P |
| Кислородный регулятор Номер модели | 25GX-145-540 |
| Соединение с резервуаром | CGA 540 и CGA 510P |
| Номер модели горелки | 62-5F |
Гарантия
| Гарантия | Регуляторы: 7 лет; Все остальные компоненты: 1 год |
Custom Field
Серия Classic Cutter Pac
Режущая способность до 12 дюймов
Регуляторы 25GX
Резак 62-5F
Газ Альтернативное топливо/пропан
Угол головки горелки 90°
Обзоры продуктов
В чем разница между наконечниками пропановой и ацетиленовой горелок
Основное различие между наконечниками пропановой и ацетиленовой горелок заключается в том, что наконечник пропановой горелки выделяет меньше тепла и менее эффективен при резке, тогда как наконечник ацетиленовой горелки выделяет большое количество тепла и лучше подходит для резки.
Ацетилен и пропан играют важную роль в процессах газовой сварки. Пропан и ацетилен можно использовать для сварки, пайки и резки. У сварочной или режущей горелки есть наконечник, который выполняет действие горелки. Обычно сварочные наконечники создают положительное давление. Это полезно при равных давлениях ацетилена и кислорода. Обычно наконечник с одним отверстием из медного сплава крепится к рукоятке горелки. Эта ручка горелки оснащена миксером, который может смешиваться с кислородом. Сварочный наконечник имеет тенденцию смешивать кислород и топливо, за чем следует проталкивание смешанного газа через сварочный наконечник. Затем газ сжигается на конце наконечника.
Конструкция наконечника обычно основывается на характеристиках пламени топливного газа, который мы используем. Это также зависит от предполагаемого использования режущего наконечника. Существует два типа режущих наконечников: цельные режущие наконечники и составные режущие наконечники.
СОДЕРЖАНИЕ
1. Обзор и основные отличия
Обзор и основные отличия
2. Что такое наконечник для пропановой горелки
3. Что такое наконечник для ацетиленовой горелки
4. Сравнение наконечников для пропановой горелки и ацетиленовой горелки в табличной форме
5. Резюме – Пропан e по сравнению с наконечниками для ацетиленовой горелки
Что такое наконечник пропановой горелки?
Наконечники пропановых горелок являются важными инструментами в сварочных, нагревательных и режущих горелках и соплах. Это профессиональные советы по сварке, которые помогут настроить инструменты для газовой сварки. Мы можем выбрать эти наконечники для резаков из множества наконечников для плазменной, термопластиковой, ацетиленовой резки, сопел и т. д.
Подобно ацетилену, мы можем использовать пропан для резки при сварке. Обычно мы можем положить конец внутреннего конуса пламени на металл. Но если мы будем использовать пропан вместо ацетилена, нам, возможно, придется ждать дольше, чем обычно. Это связано с тем, что пропан может выделять лишь небольшую долю тепла во внутреннем конусе пламени, обычно менее 10%. Поэтому большая часть тепла приходится на пламя, которое находится во внешнем конусе.
Поэтому большая часть тепла приходится на пламя, которое находится во внешнем конусе.
Что такое наконечник ацетиленовой горелки?
Наконечники ацетиленовых горелок являются наиболее распространенным типом режущего инструмента, используемого в сварочных процессах. Обычно мы можем положить кончик внутреннего конуса пламени на металл, когда используем наконечники ацетиленовой горелки.
Как правило, резка наконечников ацетиленовой горелки занимает немного времени, но если мы используем наконечник пропановой горелки вместо наконечника ацетиленовой горелки, то резка займет много времени. Это связано с тем, что ацетилен может выделять значительно большую долю тепла во внутреннем конусе пламени, которая составляет более 40%. Поэтому меньшее количество тепла находится в пламени, которое находится во внешнем конусе.
В чем разница между наконечниками пропановой и ацетиленовой горелки?
Наконечники пропановых горелок являются важными инструментами в сварочных, нагревательных и режущих горелках и соплах. Наконечники ацетиленовых горелок являются наиболее распространенным типом режущего инструмента, используемого в сварочных процессах. Основное различие между наконечниками пропановой и ацетиленовой горелки заключается в том, что наконечник пропановой горелки выделяет меньше тепла и менее эффективен при резке, тогда как наконечник ацетиленовой горелки выделяет большое количество тепла и лучше подходит для резки.
Наконечники ацетиленовых горелок являются наиболее распространенным типом режущего инструмента, используемого в сварочных процессах. Основное различие между наконечниками пропановой и ацетиленовой горелки заключается в том, что наконечник пропановой горелки выделяет меньше тепла и менее эффективен при резке, тогда как наконечник ацетиленовой горелки выделяет большое количество тепла и лучше подходит для резки.
На приведенной ниже инфографике представлены различия между наконечниками для пропановых и ацетиленовых горелок в табличной форме для параллельного сравнения.
Резюме – Советы по использованию пропановой и ацетиленовой горелки
Ацетилен и пропан играют важную роль в процессах газовой сварки. Пропан и ацетилен можно использовать для сварки, пайки и резки. Основное различие между наконечниками пропановой и ацетиленовой горелки заключается в том, что наконечник пропановой горелки выделяет меньше тепла и менее эффективен при резке, тогда как наконечник ацетиленовой горелки выделяет большое количество тепла и лучше подходит для резки.