Протекторная защита от коррозии: Протекторная защита от коррозии | Мир инженера
Содержание
Протекторная защита от коррозии | Мир инженера
Приветствую Вас, дорогие и уважаемые читатели сайта “world-engineer.ru”. Из этой статьи Вы узнаете, что такое электрохимзащита (ЭХЗ) и как электрохимическая защита от коррозии устроена, также узнаете, как устроена протекторная защита от коррозии трубопроводов о которой мы поговорим подробно.
Электрохимзащита (ЭХЗ расшифровка) разделяется на 4 вида:
1) Протекторная защита;
2) Катодная защита;
3) Электродренажная защита;
4) Анодная защита.
Схемы ЭХЗ трубопроводов
а) протекторная защита трубопроводов
б) катодная защита трубопроводов
в) электродренажная защита трубопроводов
1 – трубопровод;
2 – протектор;
3 – анодный заземлитель;
4 – выпрямитель переменного тока;
5 – рельсы электротранспорта.
Протекторная защита от коррозии – электрохимзащита трубопроводов с помощью тока гальванической пары. Принцип действия протекторной защиты заключается в защите стального защищаемого сооружения (это является катодом) при помощи электрохимического потенциала протекторных материалов (сплавы на основе магния, алюминия и цинка – аноды, некие “жертвенные” электроды), чей потенциал более электроотрицателен. Благодаря разности потенциалов в гальванической паре возникает ток, стекающий с анода (более электроотрицательного электрода) и натекающий из электролита на катод. Создание натекающего тока — цель электрохимической защиты от коррозии.
Благодаря разности потенциалов в гальванической паре возникает ток, стекающий с анода (более электроотрицательного электрода) и натекающий из электролита на катод. Создание натекающего тока — цель электрохимической защиты от коррозии.
При разрушении анода-протектора его ионы уходят безвозвратно в землю, а освободившиеся электроны перетекают, как избыточные, на катод-трубопровод, заряжая его отрицательно. Т.е. под действием э.д.с. гальванопары “труба-протектор” в контуре “протектор — земля — трубопровод” возникает защитный ток, натекающий, как и положено при ЭХЗ, из земли на трубопровод. Вот такой принцип работы ЭХЗ.
Приведу пример расчета протекторной защиты трубопроводов одного из проектов тепловой сети.
Электрохимическая защита трубопроводов от коррозии
- Общие сведения
- Характеристики защищаемых подземных сооружений
- Расчет протекторной защиты трубопроводов
- Монтажные указания
- Монтаж протекторных установок
- Указания к пуско-наладочным работам
- Эксплуатация протекторных установок
- Мероприятия по охране труба
- Пожарная безопасность
- Мероприятия по обеспечению безопасности населения
1. Общие сведения
Общие сведения
Рабочая документация по защите от электрохимической коррозии футляров тепловой сети под железнодорожным полотном на 10км 6ПК+50м станции Среднерогатская, разработан на комплекс работ по строительству объекта: «Реконструкция тепловой сети от ТК с восточной стороны дома №36 корп.4 по Пулковскому шоссе, до ТК на границе территории по адресу: Пулковское шоссе, д.30, литер В (2-й этап строительства)», выполнена в соответствии с требованиями следующих нормативных документов:
— ГОСТ 9.602-2016 «Единая система защиты от коррозии и старения. Сооружения подземные. Общие требования к защите от коррозии (ИУС 3-2017)»;
— «Инструкция по защите городских подземных трубопроводов от коррозии», РД 153-39.4-091-01, 2002г.
Рабочая документация соответствует строительным нормам и правилам, и другим нормативным документам, согласованным с Госгортехнадзором России.
Проектом предусматривается:
1) Прокладка 2-х стальных футляров 720х10 мм ГОСТ 10704-91 ст. 3сп в ВУС изоляции по ГОСТ 9.602-89 тип 7 протяженностью 77,5 м методом ГНБ под железнодорожным полотном ОАО «РЖД».
3сп в ВУС изоляции по ГОСТ 9.602-89 тип 7 протяженностью 77,5 м методом ГНБ под железнодорожным полотном ОАО «РЖД».
2) Подземная прокладка в футлярах стальных трубопроводов тепловых сетей Т1, Т2 426х8/560 мм в заводской изоляции пенополиуретаном с защитным слоем из полиэтилена.
3) Обустройство 2-х тепловых камер вне полосы отвода железной дороги из сборного железобетона по Сер. 3.903 КЛ13 вып.1-3: ТК22, ТК23 с установкой запорной арматуры 2Ду400 мм для отключения участка теплосети и спускников 2Ду125 мм для опорожнения сети.
4) Обустройство 2-х неподвижных опор и сильфоных компенсационных узлов для компенсации температурного расширения.
Для электрохимзащиты (ЭХЗ) прокладываемых стальных футляров, проектом предусмотрено устройство узлов протекторной защиты от коррозии трубопроводов включая протектор магниевый ПМ-20У с установкой контрольно-измерительных пунктов.
2. Характеристики защищаемых подземных сооружений
№ п/п | Подземные сооружения | Изоляция, способ прокладки | Диаметр, мм | Длина, м |
1 | Футляр | Подземный | 720 | 77,5 |
2 | Футляр | Подземный | 720 | 77,5 |
3. Расчет протекторной защиты трубопроводов
Расчет протекторной защиты трубопроводов
Для защиты от электрохимической коррозии футляров настоящим проектом предусмотрена установка магниевых протекторов типа ПМ-20У, помещенных в мешки с активатором. Активатор предназначен для обеспечения равномерности растворения протектора и уменьшения сопротивления растеканию.
Размеры протектора — протектор магниевый ПМ-20У, мм
Тип анода | L | Н | а | r | Dl | Масса, кг, min |
ПМ-20У | 610±7 | 155±4 | 175±4 | 75±3 | 5±1 | 20 |
Размеры магниевых протекторов упакованных, мм
Тип анода | LА, min | Б | d | DПР | Масса, кг, min |
ПМ-20У | 710 | 50±3 | 206±4 | 270±5 | 60 |
1. Расчет протекторной защиты футляров.
Расчет протекторной защиты футляров.
Исходные данные: Длина футляра – LФ = 155 м; (2шт. по 77,5 м)
Диаметр футляра – dФ = 720 мм;
Глубина установки футляра — tФ = 4 м;
Футляр размещен в грунтах с средней коррозионной агрессивностью, в расчетах среднее удельное сопротивление грунта принимаем 31 Ом*м.
Расстояние протектора от трубопровода выбирают обычно равным 3…5 м, глубину заложения — на уровне трубопровода.
Определяем площадь поверхности футляра:
SФ = π*dФ*LФ = 3,14 * 0,72 * 155 = 350 м2;
Определяем ток необходимый для защиты футляра от коррозии:
IЗ = (ΔU/RИЗ,MIN)*SФ = (0,5/100)*350 = 1,752 А;
Определяем сопротивление футляра:
RФ = (ρ/2*π*LФ)*[ln (LФ2/dФ*tФ) + 0,5 ln (1 + (4*tФ2/ LФ2))] =
= (31 / 6,28*155) * [ln (24025/0,72*4) + 0,5 ln (1 + (4*16 / 24025))] = 0,288 Ом;
Определяем сопротивление протектора ПМ-20У:
RПР = (ρ/2*π*LА)*[ln (2LА2/DПР) + 0,5 ln ((4*tПР + LА) /(4*tПР — LА))] =
= (31 / 6,28*0,71) * [ln (1,42/0,27) + 0,5 ln ((4*3 + 0,71)/(4*3 — 0,71))] = 9,598 Ом;
где: LА — длина протектора, 0,71 м;
DПР — диаметр протектора 0,27 м;
tПР — глубина установки протектора, 2,5 м.
Определяем токоотдачу протектора ПМ-20У:
IПР = ΔU / (RПР + RФ1) = 0,9 / (9,598 + 0,288) = 0,091 А;
где: ΔU = UOD — UСТ = 1,6 — 0,7 = 0,9В — разность стационарных потенциалов между трубопроводом и магниевым протектором ПМ-20У;
Находим требуемое количество ПМ-20У протекторов:
N = IЗ / IПР = 1,752 / 0,091 = 20 шт.
В интернете есть программа расчета протекторной защиты — АРМ-ЭХЗ-6П, АРМ-ЭХЗ-7П, а также ElectriCS ECP электрохимзащита. Так что советую к использованию.
И самое важное. Необходимость установки протекторной защиты определяется отраслевыми регламентами и документами, по которым Вы работаете. Если согласно Вашей нормативной документации необходима защита, то делайте её. Для расчёта необходимо просто корректно ввести все исходные данные во все поля. Но для корректного расчёта необходим некий опыт и понимание того, что вы делаете, в вашем случае, необходимо знать электрифицированная данная ж/д или нет, есть ли блуждающие токи (а они скорее всего есть) и сами грунтовые условия (удельное сопротивление грунта).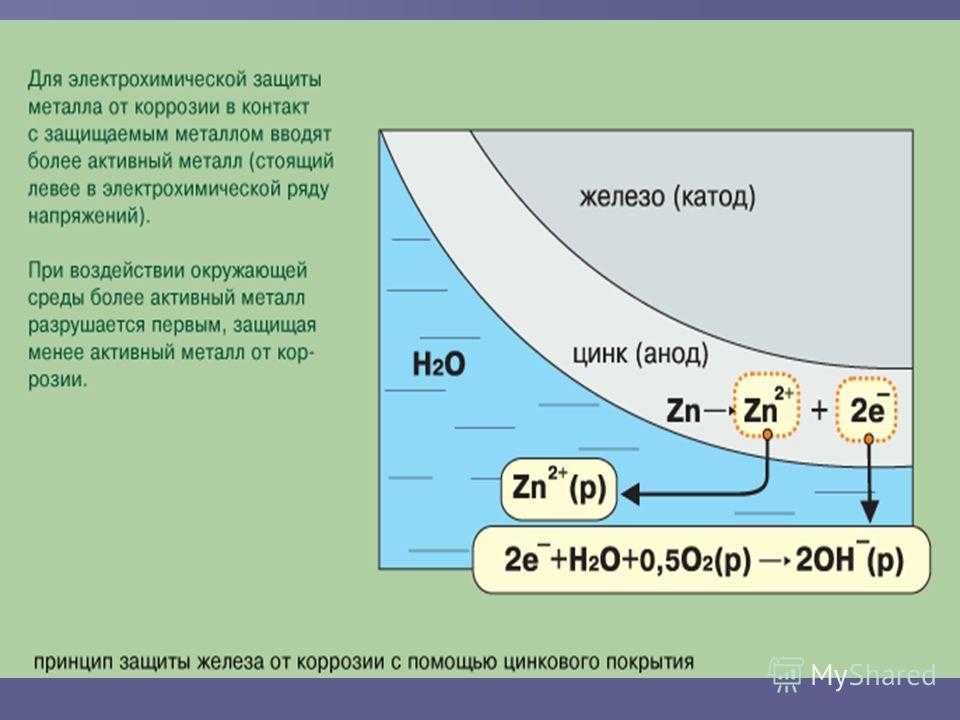 Возможно в Ваших условиях применение протекторов не возможно, и не целесообразно и нужна более серьёзная защита. Это всё зависит от необходимости и ответственности защищаемого сооружения.
Возможно в Ваших условиях применение протекторов не возможно, и не целесообразно и нужна более серьёзная защита. Это всё зависит от необходимости и ответственности защищаемого сооружения.
4. Монтажные указания
Проектом предусмотрены узлы протекторной ЭХЗ трубопроводов подземных футляров, состоящих из протекторов магниевых ПМ-20У расположенных в скважинах, с выводами в контрольно-измерительный пункт в соответствии с планом расположения.
Контактное присоединение к футлярам выполнить без установки ковера.
При оборудовании контрольно-измерительного пункта неполяризующимся медносульфатным электродом сравнения длительного действия (ЭНЕС-1) с датчиком потенциала, устанавливают в КИП так, чтобы дно корпуса и датчик находились на уровне нижней образующей трубопровода и на расстоянии 100 мм от его боковой поверхности. При этом плоскость датчика должна быть перпендикулярна к оси трубопровода, а на боковой поверхности трубопровода не должно быть дефектов в изоляции.
Медносульфатные электроды сравнения после установки (так же, как контрольно-измерительные пункты, электроперемычки, контактные устройства, индикаторы коррозии и др.) необходимо засыпать вручную.
Монтажные указания по электрической схеме ЭХЗ трубопроводов
Узел ЭЗ-1:
- Установить проектируемый блок совместной защиты (БДРМ-10-2-22) на проектируемую стойку контрольно-измерительного пункта выносного типа;
- Установить протекторы типа ПМ-20У по чертежу ЭЗК—34.00 серия 5.905-32.07:
— в узле ЭЗ-1 в количестве 8 шт. вертикально в 4 — х скважинах глубиной 4,0 м;
- Для регулирования защитного тока и контроля защитного потенциала произвести подключение протекторов к стальным футлярам через контрольно-измерительный пункт с блоком совместной защиты (БДРМ-10-2-22) с установкой стального и медносульфатного электродов сравнения по чертежу ЭХ3.132 (альбом ДОАО “Газпроектинжиниринг”). Медносульфатный электрод сравнения длительного действия (ЭНЕС-ЗМ) устанавливается на специальную подушку из хорошо увлажненной глины, на уровне нижней образующей трубопровода.
 Рядом с ним установить стальной электрод сравнения из круга d=8 мм, L=1 м. Присоединение к трубопроводу выполнить по чертежу ЭЗК26.00 (серия 5.905-32.07 в.2).
Рядом с ним установить стальной электрод сравнения из круга d=8 мм, L=1 м. Присоединение к трубопроводу выполнить по чертежу ЭЗК26.00 (серия 5.905-32.07 в.2). - Электродренажные и контрольные кабели проложить в траншее на глубине 0,7 м от существующих отметок поверхности земли.
Узел ЭЗ-2:
- Установить проектируемый блок совместной защиты (БДРМ-10-2-22) на проектируемую стойку контрольно-измерительного пункта выносного типа;
- Установить ПМ-20У протекторы по чертежу ЭЗК—34.00 серия 5.905-32.07:
— в узле ЭЗ-2 в количестве 12 шт. вертикально в 6 -х скважинах глубиной 4,0 м;
- Для регулирования защитного тока и контроля защитного потенциала произвести подключение протекторов к стальным футлярам через контрольно-измерительный пункт с блоком совместной защиты (БДРМ-10-2-22) с установкой стального и медносульфатного электродов сравнения по чертежу ЭХ3.132 (альбом ДОАО “Газпроектинжиниринг”). Медносульфатный электрод сравнения длительного действия (ЭНЕС-ЗМ) устанавливается на специальную подушку из хорошо увлажненной глины, на уровне нижней образующей трубопровода.
 Рядом с ним установить стальной электрод сравнения из круга d=8 мм, L=1 м. Присоединение к трубопроводу выполнить по чертежу ЭЗК26.00 (серия 5.905-32.07 в.2).
Рядом с ним установить стальной электрод сравнения из круга d=8 мм, L=1 м. Присоединение к трубопроводу выполнить по чертежу ЭЗК26.00 (серия 5.905-32.07 в.2). - Электродренажные и контрольные кабели проложить в траншее на глубине 0,7 м от существующих отметок поверхности земли.
После выполнения СМР протекторной защиты необходимо произвести измерения электрических параметров с представителем специализированной организации:
— потенциал защищаемого сооружения до присоединения протекторов;
— разность потенциалов между защищаемыми сооружениями и протекторами до присоединения проводников;
— потенциал сооружения после подключения протекторной защиты;
— сила тока в цепи протектор — защищаемое сооружение;
Произвести ПНР протекторных установок.
5. Монтаж протекторных установок
При применении протекторов, не укомплектованных активатором, на монтажно-заготовительном участке следует предварительно зачистить поверхность протекторов, произвести спайку изолированных проводов с контактными сердечниками протекторов, место спайки тщательно изолируется и заливается слоем битума толщиной не менее 4 мм.
Монтаж протекторов ПМ-20У, упакованных в порошкообразном активаторе на заводе-изготовителе, выполняется в такой последовательности:
— с протекторов снимаются наружные мешки; протектор захватывается при помощи стальной 5-миллиметровой проволоки, загнутой на одном конце в виде крючка, за петлю хлопчатобумажного мешка и опускается в скважину или шурф;
— после равномерной засыпки протектора внутри скважины или шурфа мягким грунтом и послойной утрамбовки его монтажную проволоку вынимают;
— после удаления проволоки и закрепления протектора скважину досыпают грунтом и утрамбовывают с предосторожностями, необходимыми для сохранения протектора, соединительного провода и мест контакта провода с сердечником.
В сухих грунтах, при глубоком залегании грунтовых вод, после установки протектора и присыпки его грунтом в скважину заливают 2-3 ведра воды, после чего скважину полностью засыпают грунтом с послойной утрамбовкой. Допускается перед опусканием в скважину упакованного протектора окунуть его в бачок с водой для увлажнения после снятия внешнего бумажного мешка.
Перед приваркой контактных пластин, скоб или стержней к защищаемым сооружениям необходимо осмотреть состояние изоляции сооружений и в случае неудовлетворительного ее состояния известить об этом владельцев сооружений.
Контактные скобы и пластины присоединяют к действующим подземным сооружениям с помощью газо-, электро-, или термической сварки предприятиями, эксплуатирующими подземные сооружения.
6. Указания к пуско-наладочным работам
Проверка работы и промежуточная приемка протекторов осуществляется в течение 3-х суток после их монтажа, при этом производится измерение их электрических параметров.
Удовлетворительной считается работа протекторной установки, когда сдвиг потенциала на подземном сооружении при ее работе будет более чем на 0,2В в катодную сторону, а сила тока равна или близка расчетной.
Измерению подлежат следующие параметры установки:
— потенциал защищаемого сооружения до присоединения установки;
— потенциалы протекторов относительно земли до присоединения к защищаемым сооружениям;
— разность потенциалов между защищаемым сооружением и протекторами до присоединения проводников;
— потенциал сооружения после подключения протекторной защиты;
— сила тока в цепи «протектор — защищаемое сооружение».
Если при измерениях установлена неудовлетворительная работа протекторной установки, то необходимо определить причину неисправности и устранить ее. Основные показатели неудовлетворительной работы протекторов и ее причины, следующие:
— отсутствие электрического тока в цепи протектор-сооружение – обрыв проводников или нарушение контактных соединений;
— сила тока в цепи протектор — сооружение более чем на 50% меньше расчетной;
— плохое состояние контактов или неправильно смонтирован активатор.
7. Эксплуатация протекторных установок
При эксплуатации протекторных установок производят периодический технический осмотр, проверку эффективности.
Технический осмотр установок производят 2 раза в год. Контрольные измерения потенциалов на защищаемом сооружении производят 2 раза в год.
При проверке параметров установки протекторной (гальванической) защиты измеряют:
1) силу тока в цепи гальванический анод (ГА) — защищаемое сооружение;
2) разность потенциалов между ГА и сооружением;
3) потенциал сооружения в точке присоединения ГА при подключенном ГА.
Эффективность действия протекторной защиты определяют путем сравнения сдвига потенциала на защищаемом сооружении при контрольных замерах по отношению к пуско-наладочным значениям.
При ремонте и восстановлении протекторных установок должны производиться ревизия и осмотр всех скрытых контактных соединений.
Потенциалы протекторов, отключенных от сооружений, значения которых (по абсолютной величине) не ниже 1,2 В, характеризуют протекторы, как исправные.
8. Мероприятия по охране труда
При выполнении работ необходимо проводить мероприятия по организации безопасной работы с применением механизмов, транспортных средств и средств малой механизации.
До начала производства работ должна быть выполнена подготовка производства, включая проведение общих организационно-технических мероприятий, выполняемых в соответствии с действующей нормативно-технической документацией РФ и договором подряда.
До начала производства работ необходимо проверить все помещения на загазованность воздуха в них с помощью газоанализаторов взрывозащищенного исполнения. Места отборов проб воздуха определяются местной инструкцией. газоопасные работы должны выполняться под руководством и контролем руководителя работ. В процессе ее проведения все распоряжения выдаются только этим лицом.
Места отборов проб воздуха определяются местной инструкцией. газоопасные работы должны выполняться под руководством и контролем руководителя работ. В процессе ее проведения все распоряжения выдаются только этим лицом.
При проведении газоопасных работ должны соблюдаться следующие правила:
— использование электрифицированных инструментов, дающих искрение, запрещается;
— инструмент должен быть из цветного металла, исключающего возможность искрообразования. Допускается использовать инструмент из черного металла, при этом его рабочая часть смазывается смазкой;
— в качестве переносного источника света должны использоваться светильники взрывозащищенного исполнения. Использование открытого огня в газоопасных местах запрещается;
— обувь персонала должна быть без стальных подковок и гвоздей.
Перед началом производства работ на всех дорогах, проездах должны быть поставлены предупредительные знаки и надписи, видимые в любое время суток, сделаны ограждения, указаны направления объездов и обходов. До начала производства работ необходимо установить ограждающие знаки, указывающие места расположения подземных коммуникаций. На ограждениях навешиваются надписи, запрещающие вход в огражденную зону («Осторожно. Опасная зона!»). Проходы и проезды в пределах опасной зоны должны иметь защитные навесы, боковые ограждения и надписи, запрещающие проход посторонним лицам.
До начала производства работ необходимо установить ограждающие знаки, указывающие места расположения подземных коммуникаций. На ограждениях навешиваются надписи, запрещающие вход в огражденную зону («Осторожно. Опасная зона!»). Проходы и проезды в пределах опасной зоны должны иметь защитные навесы, боковые ограждения и надписи, запрещающие проход посторонним лицам.
При работах на высоте более 1,5 м и целесообразности устройства ограждений с целью предупреждения падения работающих необходимо пользоваться предохранительными поясами, без которых персонал не допускается на рабочее место и к ходовой лестнице.
В особо опасных местах необходимо пользоваться предохранительными поясами, имеющими по две цепи с карабинами для поочередного закрепления.
Запрещается работать, находиться на рабочем месте и пользоваться ходовой лестницей без защитных касок.
Подъемно-транспортные механизмы для приготовления материалов, склады и другие объекты, необходимые для работ, не должны находиться в опасной зоне.
Отклонения от проектной документации в процессе строительства, расширения, реконструкции, технического перевооружения, консервации и ликвидации опасного производственного объекта не допускаются.
При производстве всех видов строительно-монтажных работ необходимо соблюдать требования:
— СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования»;
— СНиП 12-04-2002 «Безопасность труда в строительстве. Часть 2. Строительное производство»;
— СанПиН 2.2.3.1384-03 «Гигиенические требования к организации строительного производства и строительных работ»;
— «Правила безопасности при работе с инструментом и приспособлениями»;
— ПОТ Р М-016-2001 «Межотраслевые правила по охране труда (Правила безопасности) при эксплуатации электроустановок».
9. Пожарная безопасность
При производстве работ должны соблюдаться «Правила пожарной безопасности в РФ».
Курение допускается только в специально отведенных местах.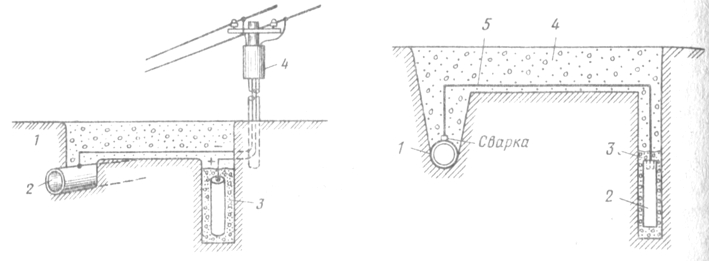 Места для курения должны иметь надпись -«Место для курения».
Места для курения должны иметь надпись -«Место для курения».
Первичные средства пожаротушения должны содержаться в исправном состоянии.
В местах производства работ на видных местах должны быть вывешены предупредительные плакаты о запрещении курения, применения открытого огня. На территории мазутного хозяйства курить, разводить огонь, пользоваться факелами, спичками, зажигалками, фонарями не во взрывобезопасном исполнении запрещается.
Все лесоматериалы, используемые для производства работ (леса, защитные козырьки, подмости и т.п.) должны быть обработаны специальным огнезащитным составом.
Ремонтная площадка должна быть обеспечена средствами пожаротушения -огнетушителями, кошма, ящиками с песком и лопатами.
Огневые работы (сварка, резка металла, варка битума) должны проводиться исключительно по наряду-допуску на огневые работы.
Строительно-монтажной организации оповестить руководство пожарной части, ответственной за данный район, о проведении работ и используемых горючих материалах.
10. Мероприятия по обеспечению безопасности населения
В целях создания безопасных условий для населения на период производства работ, а также оповещения граждан и предупреждения случаев травматизма и гибели людей, Заказчику разработать следующие мероприятия:
— установить в местах возможного скопления людей предупредительные знаки и плакаты о производстве работ;
— обеспечить видимое в любое время суток ограждение мест производства работ и опасных зон;
— при проведении работ выставить наблюдающих от подрядной организации для недопущения прохода граждан к опасной зоне;
Эвакуация населения на период производства работ не требуется.
Поделиться ссылкой:
Сущность протекторной защиты металла от коррозии магниевым протектором
Фазлутдинов К.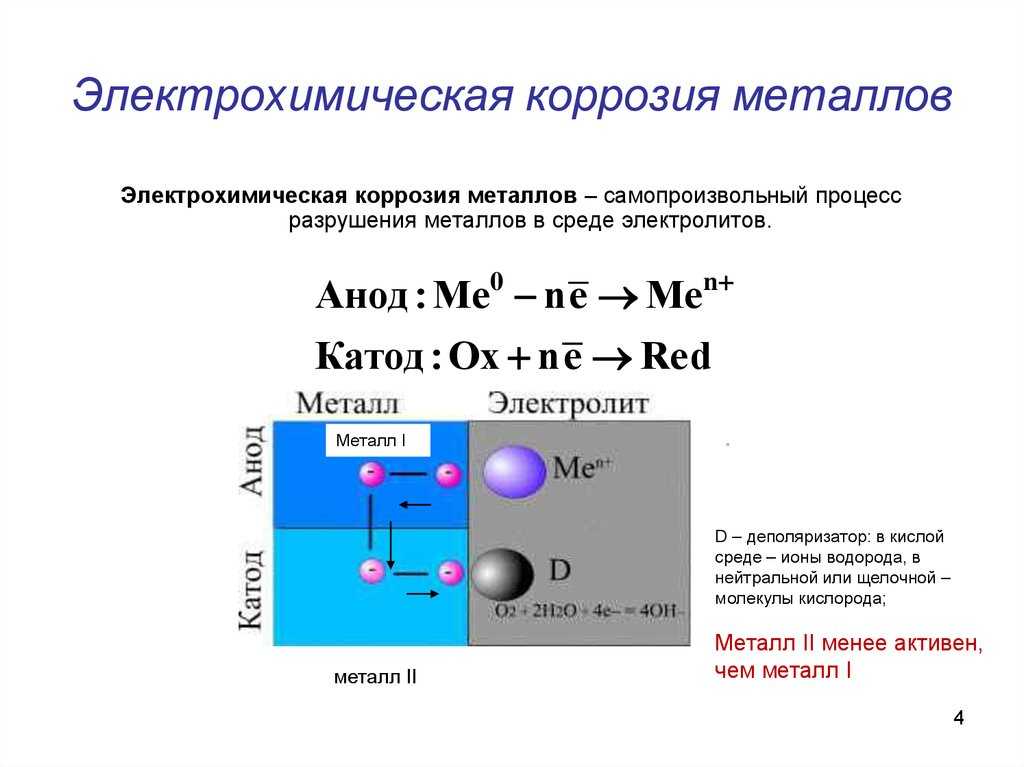 К.
К.
12.06.2019 (обновленно 12.06.2019)
4183 просмотров
1. Проблема коррозии металлов.
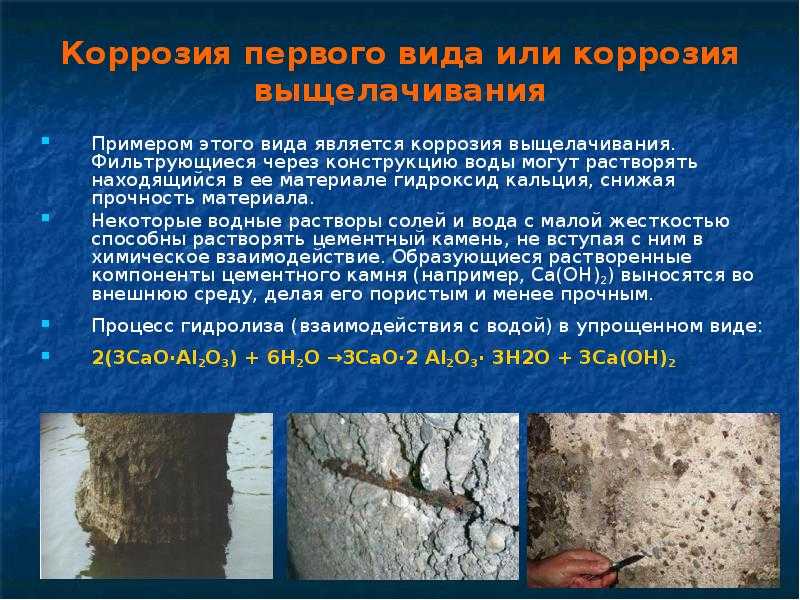
Термин «коррозия» происходит от латинского слова «corrodere», что означает «пожирать, изгладывать». Наиболее известной формой коррозии является ржавление железа и стали. Аналогичные процессы протекают и с другими металлами, а также неметаллическими материалами, например пластмассами, бетоном и керамикой.
Коррозия заключается в физико-химической реакции между материалом и окружающей средой и приводит к изменениям в свойствах материала. Результатом является вредный «коррозионный эффект». Примерами могут служить порча материала, загрязнение окружающей среды продуктами коррозии и нарушения функций системы, физико-химическими составными частями которой являются и материал, и окружающая среда.
Коррозия металлов приводит к большим нарушениям в жизни общества:
1. Операционная надёжность конструкций находится под угрозой. Это относится, например, к подземным водопроводам, которые могут выходить из строя из-за коррозии. Другими примерами могут быть электронное оборудование, на важные контрольные функции которого может повлиять коррозия; ядерные электростанции, где коррозионные повреждения могут привести к дорогостоящим авариям, в некоторых случаях абсолютно недопустимым с точки зрения безопасности. Перерывы производства, вызываемые коррозией, приобретают всё более серьёзное значение для общества.
2. Теряются природные ресурсы. В конце концов, коррозия приводит к потерям энергии, главным образом той, которая затрачивается в процессе производства металлов из руд. Однако могут теряться и металлы. Как правило, металлы не удаётся заново получить с приемлемым экономическим выходом из коррозионных продуктов, которые разносятся водой и ветром.
3. Может пострадать окружающая среда. Сквозная коррозия подземных нефтяных цистерн может служить примером угрозы грунтовым водам.
2. Протекторная защита стали от коррозии с использованием магниевого жертвенного электрода (протектора).
Повышенная коррозионная агрессивность технологических и природных сред в ряде отраслей промышленности (химической, нефтехимической, нефтедобывающей и газодобывающей, цветной и чёрной металлургии) в сочетании с большими скоростями движения электролитов, высокими температурой и давлением являются основной причиной выхода из строя оборудования аппаратуры и коммуникаций. Убытки, причиняемые коррозией, огромны. Их можно значительно снизить за счёт осуществления различных мер защиты. Методы защиты выбирают в зависимости от условий воздействия и химического состава сред, определяющих механизм коррозионного разрушения.
Наиболее распространённый тип коррозии — электрохимическая коррозия. Это коррозия во влажной атмосфере, в морской воде, подземная коррозия, коррозия резервуаров с водой и растворами электролитов. Среди многочисленных способов защиты наиболее важны электрохимические методы, основанные на снижении скорости коррозии металлов путём смещения потенциала до значений, соответствующих крайне низким скоростям растворения. Сущность методов состоит в поляризации защищаемого оборудования от источника постоянного тока или при контакте с добавочным электродом (протектором), являющимся анодом по отношению к корродирующей системе.
Среди перечисленных средств защиты применение анодных протекторов получила широкое распространение. Самыми известными протекторами являются магний, алюминий, цинк и их сплавы.
3. Свойства магния.
3.1 Физические свойства магния.
Отличительным свойством магния является его невысокая плотность, которая равна 1,738 г/см3. Магний легче железа в 4,5 раза, меди в 5 раз, титана 2,6 раза и алюминия в 1,5 раза.
Температура плавления магния высокой степени чистоты (99,9%) равна 651’С.
Электропроводность магния составляет 38,6% от электропроводности меди. Стационарный потенциал по отношению к нормальному водородному электроду (н.в.э.) 1,35 В. Перенапряжение водорода для литого металла составляет 0,30 В.
Магний в литом состоянии имеет низкие механические свойства. Легирование магния алюминием, цинком или цирконием способствует значительному повышению прочностных характеристик.
Легирование магния алюминием, цинком или цирконием способствует значительному повышению прочностных характеристик.
3.2 Химические свойства магния.
Магний характеризуется высокой химической активностью: энергия образования его соединений с кислородом и галоидами, типа MgCl2 или MgF2, очень велика. Серебристо-белый с сильным блеском металл быстро тускнеет на воздухе из-за образования на поверхности тонкой плёнки окиси магния MgO.
При температурах ниже 450° С тонкая окисная плёнка обладает защитными свойствами. При более высоких температурах плёнка становится неустойчивой и разрушается, вследствие чего облегчается доступ кислорода к поверхности металла.
В отличие от алюминия магний не взаимодействует с растворами едких щелочей и устойчив по отношению к фтористым соединениям и плавиковой кислоте.
На магний не действуют керосин, бензин, минеральные масла.
С водой, особенно содержащей соли, магний реагирует, выделяя водород и образуя студенистый осадок гидроокиси.
Стандартный потенциал магния равен -2,34 В относительно н.в.э. В зависимости от среды он может изменяться в широких пределах, от +0,50 до -1,64 В. Такой широкий диапазон потенциалов магния и его сплавов в значительной степени зависит от состояния поверхности и определяется состоянием плёнки, имеющейся или возникающей в данной среде на поверхности магния.
4. Требования к магниевым протекторам.
Протекторную защиту иначе называют катодной защитой гальваническими анодами. При этом положительный плюс находится на защищаемой поверхности, а отрицательный — на разрушаемом аноде. Активным материалом гальванического элемента, расходуемого на получение электрической энергии, является протектор, а защищаемый металл поляризуется в катодную область до потенциалов, при которых его растворение становится практически невозможным.
Для защиты стальных сооружений принципиально могут быть использованы все металлы, расположенные в электрохимическом ряду напряжений выше железа, т. е. имеющие более электроотрицательный потенциал. Практически используются магний, алюминий и цинк, физико-химические характеристики которых приведены в таблице 1.
е. имеющие более электроотрицательный потенциал. Практически используются магний, алюминий и цинк, физико-химические характеристики которых приведены в таблице 1.
Таблица 1 — Физико-химические свойства металлов, используемых в качестве протекторов.
|
Показатели
|
Магний
|
Алюминий
|
Цинк
|
|
Относительная молекулярная масса
|
24,32
|
26,97
|
65,38
|
|
Валентность
|
2
|
3
|
2
|
|
Электрохимический эквивалент, кг/(А*год)
|
3,97
|
2,94
|
10,7
|
|
Стандартный электродный потенциал (по н.
|
-2,34
|
-1,67
|
-0,76
|
|
Токоотдача, А*ч/кг
|
2200
|
2980
|
820
|
 в.э.), В
в.э.), ВДля наиболее эффективного действия протекторной установки должны быть обеспечены следующие требования:
- количество электрической энергии с единицы массы (токоотдача) протектора должно быть максимальным;
- электрохимический эквивалент материала протектора должен быть минимальным, а следовательно, продолжительность работы протектора — максимальной;
- электродвижущая сила (разница потенциалов металла протектора и защищаемой конструкции) в системе «протектор — сооружение» должна быть максимальной;
- стоимость протекторной установки и её эксплуатации должна быть минимальной.
Из сопоставления основных свойств магния, алюминия и цинка очевидно, что наиболее эффективными материалами по количеству электроэнергии, получаемой с единицы массы, будут алюминий и магний, причём по величине создаваемой электродвижущей силы предпочтение следует отдать магнию. Вместе с тем магний характеризуется несколько повышенной скоростью растворения по сравнению с алюминием. Вследствие того что на поверхности алюминия образуется плотный слой окислов, снижающий эффективность работы протектора, этот металл применяется очень редко, предпочтение отдают магнию.
Вместе с тем магний характеризуется несколько повышенной скоростью растворения по сравнению с алюминием. Вследствие того что на поверхности алюминия образуется плотный слой окислов, снижающий эффективность работы протектора, этот металл применяется очень редко, предпочтение отдают магнию.
Однако магний подвергается значительной собственной коррозии, скорость которой возрастает по мере увеличения содержания солей в среде. Практическая токоотдача чистого магния во всех случаях заметно меньше теоретической. Она зависит от содержания загрязнений в металле протектора (от того, является ли коррозия равномерной или язвенной), от плотности тока и от вида и концентрации анионов в среде. Причиной большой доли собственной коррозии является выделение водорода, образующегося по катодной параллельной реакции.
• анодный процесс:
Mg — 2e = Mg2+
• катодный процесс:
2Н2О + 2е = Н2 + 2ОН¯
Протекторы обычно изготовляют не из чистых металлов, а из сплавов. Некоторые легирующие компоненты предназначаются для получения мелкозернистой структуры, что способствует более равномерной поверхностной коррозии. Другие легирующие элементы вводятся для уменьшения собственной коррозии протектора и тем самым для увеличения его токоотдачи. И наконец, некоторые легирующие элементы могут также уменьшать или предотвращать склонность к образованию поверхностного слоя или пассивации.
Некоторые легирующие компоненты предназначаются для получения мелкозернистой структуры, что способствует более равномерной поверхностной коррозии. Другие легирующие элементы вводятся для уменьшения собственной коррозии протектора и тем самым для увеличения его токоотдачи. И наконец, некоторые легирующие элементы могут также уменьшать или предотвращать склонность к образованию поверхностного слоя или пассивации.
Содержание железа и никеля в протекторах не должно превышать 0,003%, так как при этом их свойства ухудшаются.
Влияние меди не является однозначным. Верхним пределом её содержания считается 0,02%.
При добавке марганца железо выпадает из расплава и при затвердевании становится безвредным ввиду образования кристаллов железа с оболочкой из марганца. Кроме того, марганец повышает токоотдачу (выход по току) в хлоридсодержащих средах. Содержание марганца должно быть не менее 0,15%.
Алюминий облегчает удаление вредного железа благодаря выпадению вместе с марганцем. Впрочем, чувствительность к повышенным содержаниям железа (более 0,003%) в присутствии алюминия заметно повышается. При добавке цинка коррозионное разъедание становится более равномерным, к тому же снижается чувствительность к другим загрязнениям.
Впрочем, чувствительность к повышенным содержаниям железа (более 0,003%) в присутствии алюминия заметно повышается. При добавке цинка коррозионное разъедание становится более равномерным, к тому же снижается чувствительность к другим загрязнениям.
В качестве протекторов, как правило, используют различные сплавы магния (таблица 2).
Таблица 2 — Состав сплавов магния используемых в качестве протекторов.span>
|
Сплав
|
Содержание компонентов в сплаве, масс. %
| |||||||
|
Mg
|
Al
|
Zn
|
Mn
|
Fe
|
Cu
|
Ni
|
Si
| |
|
AZ 63
|
91,013
|
5,7
|
2,82
|
0,46
|
0,002
|
0,0004
|
0,0006
|
0,004
|
|
МП-1
|
90,96
|
6,0
|
2,72
|
0,31
|
0,0006
| |||
|
МП-2
|
91,60
|
5,4
|
2,88
|
0,11
|
0,0017
| |||
Оптимальный рабочий диапазон магниевых протекторов располагается при величинах рН от 9,5 до 10,5.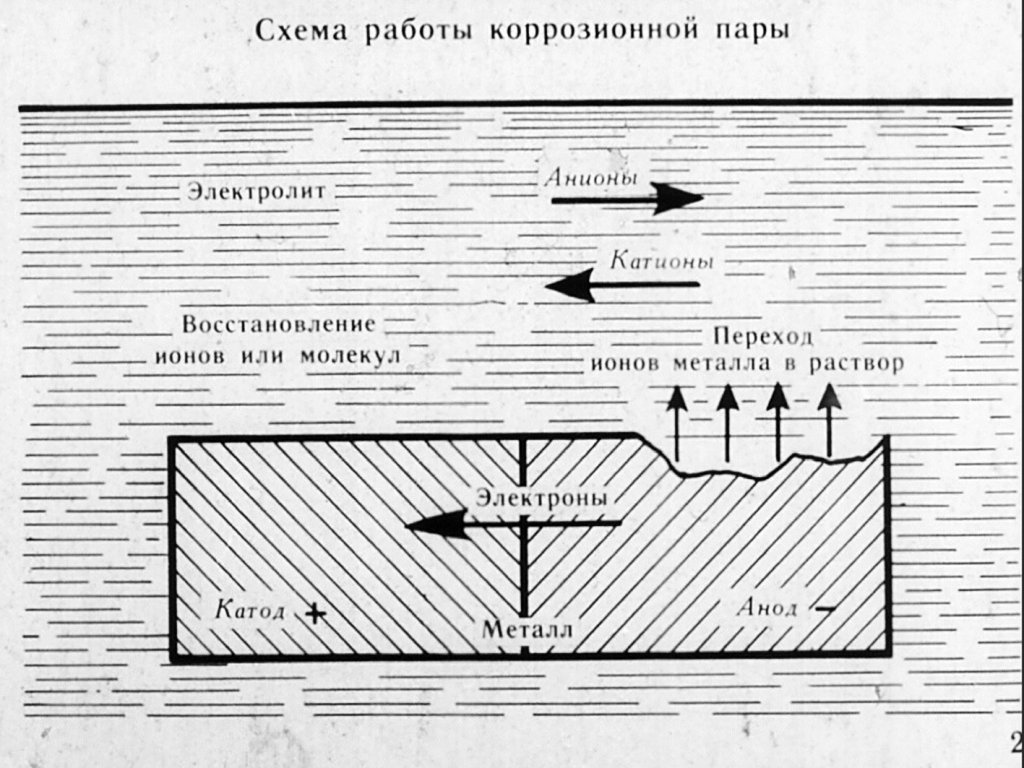 При более низких значениях рН возрастает собственная коррозия протекторов, стационарный потенциал смещается в сторону более отрицательных значений, поляризация уменьшается и происходит более равномерная коррозия поверхности. При величине рН более 10,5 наблюдаются противоположные явления. Ниже значений рН = 5,6-5,0 токоотдача получается настолько низкой, что применение протекторов оказывается неэкономичным.
При более низких значениях рН возрастает собственная коррозия протекторов, стационарный потенциал смещается в сторону более отрицательных значений, поляризация уменьшается и происходит более равномерная коррозия поверхности. При величине рН более 10,5 наблюдаются противоположные явления. Ниже значений рН = 5,6-5,0 токоотдача получается настолько низкой, что применение протекторов оказывается неэкономичным.
Поскольку протекторы выступают в роли жертвенных анодов, то для оценки их коррозионно-защитных характеристик важное значение имеет исследование анодного процесса растворения магния.
5. Анодное растворение магниевого протектора.
Анодное растворение магния характеризуется рядом особенностей. В нейтральных растворах солей при анодной поляризации магния наблюдается выделение водорода, которое с увеличением плотности тока пропорционально усиливается. В теории коррозии это явление получило название отрицательного разностного эффекта (отрицательного дифференц — эффекта). В области дифференц — эффекта выход по току не зависит от плотности тока и составляет примерно 150% от величины, вычисленной по реакции Mg — 2e = Mg2+. В растворах NaCl, NaBr и Na2SО4 потенциал анодного растворения магния практически не зависит от плотности тока и равен -1,4 ÷ -1,5В по отношению к нормальному водородному электроду.
В области дифференц — эффекта выход по току не зависит от плотности тока и составляет примерно 150% от величины, вычисленной по реакции Mg — 2e = Mg2+. В растворах NaCl, NaBr и Na2SО4 потенциал анодного растворения магния практически не зависит от плотности тока и равен -1,4 ÷ -1,5В по отношению к нормальному водородному электроду.
Кривая зависимости скорости выделения водорода от плотности тока для кислых электролитов проходит через минимум, т.е. наблюдается превращение положительного дифференц — эффекта (уменьшение скорости выделения водорода с увеличением плотности тока) в отрицательный. В растворах щелочей анодная поляризация магния сопровождается пассивацией. В окислительных средах наряду с выделением водорода происходит восстановление окислителя.
С целью объяснения указанных закономерностей, в литературе высказывается ряд предположений относительно механизма анодного окисления магния. Было высказано предположение, что аномальное растворение магния может быть связано с частичным разрушением окисных плёнок при прохождении анодного тока, усиливающимся с ростом анодного тока. При этом на обнажающихся активных (неокисленных) участках поверхности интенсивно протекает процесс коррозии (саморастворения) магния, сопровождающийся выделением водорода. По мнению Я.М. Колотыркина и Г.М. Флорианович плёночная теория может объяснить причины отрицательного дифференц — эффекта, если предположить, что перенапряжение выделения водорода на окисной плёнке значительно выше, чем на чистом магнии.
При этом на обнажающихся активных (неокисленных) участках поверхности интенсивно протекает процесс коррозии (саморастворения) магния, сопровождающийся выделением водорода. По мнению Я.М. Колотыркина и Г.М. Флорианович плёночная теория может объяснить причины отрицательного дифференц — эффекта, если предположить, что перенапряжение выделения водорода на окисной плёнке значительно выше, чем на чистом магнии.
В ходе экспериментов многими исследователями были обнаружены частицы металла в растворе при анодном растворении. На основе этого была развита теория механического разрушения или дезинтеграции металлов. Под действием анодного тока может измениться состав, пористость, толщина и адгезия окисных плёнок. Вместе с плёнкой от поверхности металла могут отделяться частицы металла. Затем эти частицы взаимодействуют с раствором, что приводит к аномальному растворению металла и избыточному выделению водорода.
Согласно третьей гипотезе анодное растворение магния протекает стадийно по следующей схеме:
Mg — е → Mg+АДС
Mg+АДС — e → Mg2+
Mg+р-р+ Н2О → Mg2+ + ½Н2 + ОН¯
Наиболее детально такая точка зрения развита в работах Б. Н. Кабанова и Д.В. Кокоулиной, которые считают, что замедленной стадией процесса является ионизация магния с образованием иона Mg+АДС. Скорости двух последующих параллельных реакций непосредственно не зависят от состояния поверхности магния, а определяются концентрацией адсорбированных на поверхности ионов одновалентного магния, причём стадия Mg+АДС — e → Mg2+ является также функцией потенциала электрода.
Н. Кабанова и Д.В. Кокоулиной, которые считают, что замедленной стадией процесса является ионизация магния с образованием иона Mg+АДС. Скорости двух последующих параллельных реакций непосредственно не зависят от состояния поверхности магния, а определяются концентрацией адсорбированных на поверхности ионов одновалентного магния, причём стадия Mg+АДС — e → Mg2+ является также функцией потенциала электрода.
По схеме выделение водорода происходит в результате взаимодействия десорбированных ионов одновалентного магния с водой, т.е. вне двойного слоя.
Причины аномального растворения скорее всего связаны с механизмом процесса саморастворения сплавов магния под током. Сплавы на основе магния в отсутствии внешнего тока и при анодной поляризации подвергаются электрохимической коррозии, а также химическому растворению в результате взаимодействия с компонентами водной среды. При электрохимической коррозии процессы восстановления (катодная реакция) и окисления (анодная реакция) сопровождаются переносом электронов через металл и пространственно разделены:
• анод:
Mg0 — e → Mg+
Mg+ — e → Mg2+
• катод:
2H+ + 2e → Н2 или 2Н2О + 2e → Н2 + 2ОН¯
При этом суммарная реакция растворения магния может быть записана следующим образом:
Mg0 + 2H+ → Mg2+ + Н2
или
Mg0 + 2Н2 → Mg(OH)2 + Н2
По химическому механизму растворение магния также происходит с выделением водорода, но в этом случае реакции протекают по уравнениям:
• кислая среда:
Mg0 + 2H+ → Mg2+ + Н2
• нейтральная и щелочная среда:
Mg0 + 2Н2О → Mg(OH)2 + Н2
Разделить процессы анодного растворения, электрохимической и химической коррозии очень сложно. Важно отметить, что количество выделившегося водорода эквивалентно количеству магния, которое окислилось без участия внешнего тока.
Важно отметить, что количество выделившегося водорода эквивалентно количеству магния, которое окислилось без участия внешнего тока.
В случае электрохимического механизма коррозии интенсивность выделения водорода определяется закономерностями электрохимической кинетики, поэтому сдвиг потенциала в положительную область должен привести к уменьшению количества водорода, а, следовательно, и скорости саморастворения магния.
Скорость химической коррозии не зависит от потенциала, однако с ростом анодного тока увеличивается активная поверхность магния и скорость его растворения вследствие взаимодействия с водой.
Если саморастворение протекает преимущественно по электрохимическому механизму, то введение ингибиторов, повышающих перенапряжение катодной реакции, позволит снизить потери от коррозии при использовании магния и его сплавов в условиях анодной поляризации.
Таким образом, магний и его сплавы растворяются с малой поляризацией, что свидетельствует об их эффективности, как протекторов. Однако они имеют высокую скорость саморастворения, что приводит к низкому коэффициенту полезного использования таких протекторов.
Однако они имеют высокую скорость саморастворения, что приводит к низкому коэффициенту полезного использования таких протекторов.
6. Ингибиторы коррозии (саморазрушения) магния.
Введением в коррозионную среду специальных добавок (ингибиторов) удаётся во многих случаях приостановить коррозионный процесс. Такой метод борьбы с коррозией выгодно отличается от других тем, что он позволяет при незначительных материальных затратах вполне надёжно предохранить от коррозии не только простые, но и весьма сложные системы. Ингибиторы (замедлители) коррозии применяются и в кислой, и в нейтральной среде.
Защита металлов от коррозии ингибиторами основана на свойстве некоторых веществ, добавленных в незначительных количествах в электролит, тормозить или полностью прекращать коррозионный процесс.
Поскольку разрушение металлов в электролитах является результатом действия двух взаимно связанных электрохимических процессов — анодного (заключающегося в переходе ионатомов металла в раствор с освобождением электронов) и катодного (связанного с разрядом ионов водорода, ионизацией кислорода), становится очевидным, что ингибитор может изменять скорость коррозии, тормозя один из этих процессов или оба сразу. Чтобы замедлить катодную реакцию используют ингибиторы катодного типа, которые приводят к смещению потенциала металла в отрицательную сторону, уменьшая скорость коррозии. Однако этот механизм ничего общего с механизмом пассивирования не имеет.
Чтобы замедлить катодную реакцию используют ингибиторы катодного типа, которые приводят к смещению потенциала металла в отрицательную сторону, уменьшая скорость коррозии. Однако этот механизм ничего общего с механизмом пассивирования не имеет.
Два случая понижения скорости коррозии и её интенсивности с помощью катодных ингибиторов:
- геометрический фактор — уменьшение силы коррозионного тока происходит вследствие сокращения площади электрода, на которой может протекать катодный процесс;
- электрохимический фактор — уменьшение коррозии вызывается торможением одной из стадий катодного процесса (изменяется поляризуемость катода).
В качестве ингибитора катодного типа был исследован мылонафт, который применяется для защиты порошкообразной меди против коррозии.
Мылонафт представляет собой смесь натриевых солей нафтеновых кислот (СnН2n-1COONa), образующихся при щелочной очистке нефтепродуктов. Как известно, мылонафт содержит до 43% нафтеновых кислот, 9-15% неомыляемых веществ, 4-6% минеральных солей, 40% воды и некоторое количество примесей.
Результат исследований — поверхность металлических частиц при стабилизации мылонафтом гидрофобизировалась, порошки не смачивались водой, следовательно, мылонафт существенно замедляет скорость коррозии порошкообразной меди.
Конец статьи
Понравилась статья?
Оцените статью. Всего 1 клик!
Нажмите на звезду
Средняя оценка:
4,00
Всего оценок:
3
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия». Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Протекторная защита, магниевые протекторы — ООО «СОМЗ»
Как бороться с коррозией металла? С этой проблемой постоянно приходится сталкиваться и на производстве, и в быту.
Особенно важна эта проблема в тех областях производственной деятельности, где высока вероятность различных техногенных катастроф, а так же в нефтегазодобывающей промышленности, в судостроении, на морском флоте и др. Так, например, из-за сквозных коррозионных разрушений днищ резервуаров типа РВС (для отстоя нефти) и промысловых трубопроводов происходят многочисленные разливы нефти, загрязняющие окружающую среду, а также возникает преждевременная необходимость в замене днищ резервуаров, и это при диаметре днища, составляющего, например, для РВС-20 000 почти 50 м.
Коррозия корпусов танкеров (прежде всего старой постройки, не имеющих двойного дна) приводит к утечке нефтепродуктов и балластной воды с остатками перевозимых грузов и продуктами коррозии железа, что так же представляет серьёзную экологическую проблему. На сегодняшний день существует две основные системы противокоррозионной защиты: специальная окраска танков и установка электрохимической протекторной защиты. Как известно, окраска корпуса судна, требующая значительных финансовых затрат, не даёт 100% гарантии защиты от коррозии в морской воде, тем более для судов, длительное время находящихся в эксплуатации. Поэтому наиболее эффективным и экономически выгодным методом является протекторная защита, установка которой не требует специальной подготовки поверхности и крайне проста в исполнении.
Поэтому наиболее эффективным и экономически выгодным методом является протекторная защита, установка которой не требует специальной подготовки поверхности и крайне проста в исполнении.
Электрохимическая защита металлов от коррозии основана на том, что коррозия металлов прекращается под действием постоянного электрического тока. Поверхность любого металла, гальванически неоднородна, что и является основной причиной его коррозии в растворах электролитов, к которым относятся морская вода, все пластовые и все подтоварные воды. При этом разрушаются только участки поверхности металла с наиболее отрицательным потенциалом (аноды), с которых ток стекает во внешнюю среду, а участки металлов с более положительным потенциалом (катоды), в которые ток втекает из внешней среды, не разрушаются. Механизм действия электрохимической защиты заключается в превращении всей поверхности защищаемой металлической конструкции в один общий неразрушающий катод. Анодами при этом будут являться подключенные к защищаемой конструкции протекторы из более электроотрицательного металла. Электрический защитный ток при протекторной защите получается вследствие работы гальванической пары протектор — защищаемая конструкция. При своей работе протекторы постепенно изнашиваются (анодно растворяются), защищая при этом основной металл, поэтому за рубежом протекторы называют «жертвенными анодами». Электрохимическая защита является единственно эффективным средством против наиболее локальных видов коррозии металлов (питтинговой, язвенной, щелевой, контактной, межкристаллитной, коррозионного растрескивания) и при этом предотвращает дальнейшее развитие уже имеющихся коррозионных разрушений, т. е она одинаково эффективна как для строящихся, так и для находящихся в эксплуатации судов, резервуаров и другого оборудования.
Электрический защитный ток при протекторной защите получается вследствие работы гальванической пары протектор — защищаемая конструкция. При своей работе протекторы постепенно изнашиваются (анодно растворяются), защищая при этом основной металл, поэтому за рубежом протекторы называют «жертвенными анодами». Электрохимическая защита является единственно эффективным средством против наиболее локальных видов коррозии металлов (питтинговой, язвенной, щелевой, контактной, межкристаллитной, коррозионного растрескивания) и при этом предотвращает дальнейшее развитие уже имеющихся коррозионных разрушений, т. е она одинаково эффективна как для строящихся, так и для находящихся в эксплуатации судов, резервуаров и другого оборудования.
Протекторная защита обычно применяется совместно с лакокрасочными покрытиями. Такое сочетание позволяет уменьшить расход протекторов и тем самым увеличить срок их службы, обеспечить более равномерное распределение защитного тока по поверхности защищаемых конструкций и, компенсировать дефекты покрытия, возникающие в процессе его эксплуатации. Защитный ток идет именно на те участки поверхности металла, где нарушена плотность покрытия, предотвращая коррозию оголившегося металла. При этом на оголенной поверхности металла при его катодной поляризации в воде выпадает катодный солевой осадок, состоящий из нерастворимых солей кальция и магния.
Защитный ток идет именно на те участки поверхности металла, где нарушена плотность покрытия, предотвращая коррозию оголившегося металла. При этом на оголенной поверхности металла при его катодной поляризации в воде выпадает катодный солевой осадок, состоящий из нерастворимых солей кальция и магния.
Протекторная защита в состоянии обеспечить полную защиту от коррозии стальныхсооружений и без их окраски. В этом случае должна быть обеспечена более высокая плотность защитного тока на неокрашенной стальной поверхности, что потребует увеличения количества протекторов и усилит их расход. Однако, учитывая трудность нанесения лакокрасочных покрытий, особенно на судах и резервуарах, уже находящихся в эксплуатации, такой способ противокоррозионной защиты с помощью только одних протекторов станет успешным решением.
Поскольку основная масса металлических конструкций делается, как правило, из стали, в качестве протектора могут использоваться металлы с более отрицательным, чем у стали электродным потенциалом. Из основных, их три — цинк, алюминий и магний.
Из основных, их три — цинк, алюминий и магний.
Основное отличие магниевых протекторов — наибольшая разность потенциалов магния и стали, увеличивающая радиус защитного действия, что позволяет использовать меньшее количество магниевых протекторов, чем цинковых и алюминиевых. Кроме того, у магния и магниевых сплавов, в отличие от цинка и алюминия, отсутствует поляризация, сопровождаемая уменьшением токооотдачи. Это определяет основное применение магниевых протекторов для защиты подземных трубопроводов в грунтах с высоким удльным сопротивлением.
Для получения более подробной информации свяжитесь с нами по телефону +7 (342 53) 9-89-98. Наши специалисты будут рады вас проконсультировать.
Протекторная защита от коррозии. Основные способы защиты трубопроводов от коррозии
Любые металлические изделия легко разрушаются под воздействием определенных внешних факторов, чаще всего влажности. Чтобы предотвратить подобные явления, используется протекторная защита от коррозии. Ее задача – снизить потенциал основного материала и тем самым защитить его от коррозии.
Ее задача – снизить потенциал основного материала и тем самым защитить его от коррозии.
Суть процедуры
Протекторная защита строится на основе такого вещества, как ингибитор. Это металл, имеющий повышенные электроотрицательные качества. При воздействии на него воздуха происходит растворение протектора. Вследствие этого основной материал сохраняется, даже если на него оказывается сильное влияние коррозии.
Различные виды коррозии легко победить, если использовать катодные электрохимические методы, к которым относится и протекторная защита. Подобная процедура – идеальное решение, когда у предприятия нет финансовых возможностей или технологического потенциала, чтобы обеспечить полноценную защиту от коррозийных процессов.
Основные преимущества
Протекторная защита металлов от коррозии – это хороший способ защиты любых металлических поверхностей. Использование его целесообразно в нескольких случаях:
- Когда предприятию не хватает производственных мощностей, чтобы использовать более энергозатратные методики.

- Когда требуется защитить малогабаритные конструкции.
- Если требуется защита металлических изделий и объектов, поверхности которых покрыты изоляционными материалами.
Чтобы достичь максимальной эффективности, целесообразно использовать протекторную защиту в электролитической среде.
Когда требуется защита?
Коррозия возникает на любых металлических поверхностях в самых разных сферах – от нефтегазодобывающей промышленности до судостроения. Протекторная защита от коррозии широко применяется в окраске корпусов танкеров. Эти судна постоянно подвергаются воздействию воды, и специальная окраска не всегда справляется с предотвращением реакций влаги с металлической поверхностью. Использование протекторов – простое и эффективное решение проблемы, особенно если суда будут находиться в эксплуатации длительное время.
Большинство конструкций из металла создается из стали, поэтому целесообразно использовать протекторы, имеющие отрицательный электродный потенциал. Основными для производства протекторов являются три металла – цинк, магний, алюминий. Из-за большой разности потенциалов этих металлов и стали радиус защитного действия становится шире, и любые виды коррозии легко устраняются.
Основными для производства протекторов являются три металла – цинк, магний, алюминий. Из-за большой разности потенциалов этих металлов и стали радиус защитного действия становится шире, и любые виды коррозии легко устраняются.
Какие металлы используются?
Защитная система строится на основе различных сплавов, в зависимости от специфики использования протекторов, например, среды, в которой он будет использоваться. Протекторная защита от коррозии чаще всего требуется железным и стальным изделиям, но и поверхностям из цинка, алюминия, кадмия или магния она также требуется. Особенность протекторной защиты – в использовании гальванических анодов, которые обеспечивают защиту труб от почвенной коррозии. Расчет подобных установок выполняется с учетом ряда параметров:
- силы тока в протекторе;
- показателей его сопротивления;
- степени защиты, нужной для 1 км трубы;
- количества протекторов на этот же отрезок;
- расстояния, которое имеется между элементами защитной системы.

Плюсы и минусы различных протекторов
На основе протекторов строится защита строительных конструкций от коррозии, трубопроводов разного типа (распределительных, магистральных, промысловых). При этом использовать их нужно грамотно:
- использование алюминиевых протекторов целесообразно для того, чтобы защитить конструкции и сооружения в морской воде и прибрежном шельфе;
- магниевые подходят для использования в слабоэлектропроводной среде, где алюминиевые и цинковые протекторы показывают низкую эффективность. Но их нельзя использовать, если требуется защитить внутренние поверхности танкеров, резервуаров, отстойников для нефти, так как магниевые протекторы отличаются повышенной взрыво- и пожароопасностью. В идеале проекторы на основе этого элемента нужно использовать для внешней защиты конструкций, которые используются в пресной среде;
- цинковые протекторы полностью безопасны, поэтому их можно использовать на любых объектах, даже если на них высокий уровень пожарной опасности.

Если покрытие лакокрасочное
Очень часто требуется обеспечить защиту нефте- или газопровода от коррозии с учетом лакокрасочного покрытия. Комбинация его с протектором – это пассивный способ защиты конструкций от коррозии. При этом эффективность такого мероприятия не так высока, зато достигается следующее:
- нивелируются дефекты на покрытиях конструкций из металлов, трубопроводов, например, отслаивание, появление трещин;
- снижается расход протекторных материалов, при этом сама защита оказывается более долговечной;
- защитный ток равномерно распределяется по металлической поверхности изделия или объекта.
Протекторная защита от коррозии в сочетании с лакокрасочными покрытиями – это возможность распределения защитного тока именно на те поверхности, которые требуют максимального внимания.
О защите трубопроводов
По мере эксплуатации металлические трубы изнутри и снаружи подвергаются воздействию коррозии. Налет появляется вследствие того, что по трубам текут агрессивные вещества, которые вступают в реакцию с материалами.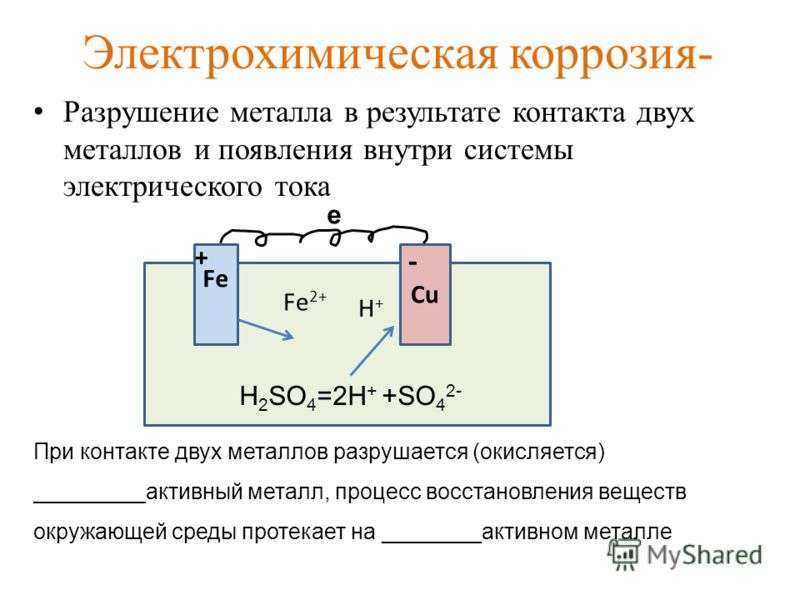 На внутреннее состояние металлических изделий влияет высокий уровень влажности почвы. Если не будет продумана качественная защита строительных конструкций от коррозии, произойдет следующее:
На внутреннее состояние металлических изделий влияет высокий уровень влажности почвы. Если не будет продумана качественная защита строительных конструкций от коррозии, произойдет следующее:
- трубопровод начнет разрушаться изнутри;
- потребуется чаще проводить профилактические осмотры магистралей;
- потребуется более частый ремонт, что скажется на дополнительных тратах;
- потребуется полностью или частично остановить нефтеперерабатывающий или иной другой промышленный комплекс.
Существует несколько способов защиты трубопроводов – пассивные, активные. Также как средство защиты может выступать снижение агрессивности среды. Чтобы защита была комплексной, учитывается тип трубопровода, способ его монтажа и взаимодействие с окружающей средой.
Пассивные и активные методы защиты
Все основные способы защиты трубопроводов от коррозии сводятся к выполнению целого ряда работ. Если говорить о пассивных методах, они выражаются в следующем:
- особом способе укладки, когда сопротивляемость к коррозии продумывается еще на стадии монтажа трубопровода.
 Для этого между землей и трубой оставляется воздушный зазор, благодаря которому внутрь трубопровода не попадут ни грунтовые воды, ни соли, ни щелочи;
Для этого между землей и трубой оставляется воздушный зазор, благодаря которому внутрь трубопровода не попадут ни грунтовые воды, ни соли, ни щелочи; - нанесении специальных покрытий на трубы, которые будут защищать поверхность от почвенных воздействий;
- обработке специальной химией, например, фосфатами, образующими на поверхности защитную пленку.
Схема защиты на основе активных методов предполагает использование электрического тока и электрохимических реакций ионного обмена:
- электродренажной защиты для борьбы с блуждающими токами;
- анодной защиты, которая замедляет процесс разрушения металла;
- катодной защиты, когда постоянный ток повышает сопротивляемость металлов.
Доводы в пользу протекторной защиты
Как видно, способов повысить защитные характеристики трубопроводов и других металлических изделий немало. Но все они требуют траты электрического тока. Протекторная защита от коррозии трубопроводов – более выгодное решение, так как все процессы окислов прекращаются просто нанесением на поверхности труб из металлов сплавов других материалов.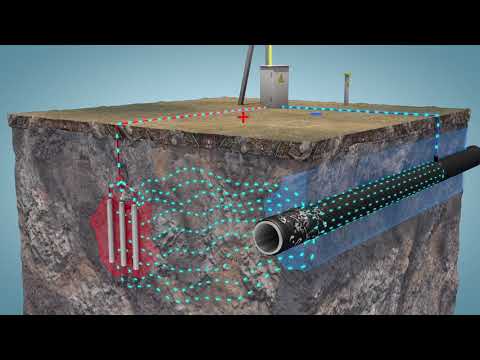 В пользу такого способа говорят следующие факторы:
В пользу такого способа говорят следующие факторы:
- экономичность и простота процесса за счет отсутствия источника постоянного тока и применения сплавов магния, цинка или алюминия;
- возможность применения одиночных или групповых установок, при этом схема протекторной защиты продумывается с учетом особенностей проектируемого или уже построенного объекта;
- возможность применения на любых почвах и в условиях морей/океанов, где дорого или невозможно использовать источники внешнего тока.
Протекторную защиту можно использовать для повышения сопротивляемости коррозии различных резервуаров, корпусов судов, цистерн, которые используются в экстремальных условиях.
Судовые протекторы, защита судна от коррозии, П-КОА, П-КОЦ
Главная \ Продукция \ ОБОРУДОВАНИЕ ЭЛЕКТРОХИМЗАЩИТЫ \ Протекторная защита \ Судовые протекторы, защита корпуса судна
Предлагаем со склада и под заказ высококачественные аноды из алюминиевых, цинковых, магниевых сплавов — протекторы П-КОА, П-ККА, П-КЛА, П-РОА, П-КОЦ, П-РОМ, П-КОМ, П-ПОМ, ПМ.
Всегда в наличии на складе проекторы П-КОА-4, П-КОА-5, П-КОА-10, П-КОЦ-5, П-КОЦ-10
Протекторы предназначены для защиты от коррозии объектов техники, эксплуатирующейся в
морской или речной воде: пассажирских судов и судов общегражданского
назначения, самоходных и несамоходных плавсредств, паромов, сухогрузных,
наливных, комбинированных судов специального назначения, земснарядов, отдельных корпусных конструкций и металлических сооружений, эксплуатирующихся в морской воде, а также нефте-газо-бензопроводов,портовых сооружений, причалов и т.д
Купить протекторную защиту можно наиболее удобным для Вас способом:
- Прислать запрос на электронную почту [email protected]
- Оформить заказ
- Если Вы не нашли в Интернет-магазине продукцию, которая Вас интересует, свяжитесь со специалистом по тел. +7 812 336 43 34 или напишите нам
Протекторная защита (применение протектора):
Разновидностью катодной защиты является протекторная. При использовании протекторной защиты к защищаемому объекту подсоединяется металл с более электроотрицательным потенциалом. При этом идет разрушение не конструкции, а протектора. Со временем протектор корродирует и его необходимо заменять на новый.
При использовании протекторной защиты к защищаемому объекту подсоединяется металл с более электроотрицательным потенциалом. При этом идет разрушение не конструкции, а протектора. Со временем протектор корродирует и его необходимо заменять на новый.
Протекторная защита эффективна в случаях, когда между протектором и окружающей средой небольшое переходное сопротивление.
Каждый протектор имеет свой радиус защитного действия, который определяется максимально возможным расстоянием, на которое можно удалить протектор без потери защитного эффекта. Применяется протекторная защита чаще всего тогда, когда невозможно или трудно и дорого подвести к конструкции ток.
Аноды используются для защиты сооружений в нейтральных средах (морская или речная вода, воздух, почва и др.).
Для изготовления протекторов используют такие металлы: магний, цинк, железо, алюминий. Чистые металлы не выполняют в полной мере своих защитных функций, поэтому при изготовлении протекторов их дополнительно легируют.
Железные аноды изготавливаются из углеродистых сталей либо чистого железа.
Полное прекращение коррозии возможно только в том случае, если на поверхности защищаемого металла не будет анодных участков. Искусственное превращение всей поверхности металла в катод достигается одним из способов электрохимической защиты: катодным или протекторным.
При катодной защите электропотенциал в морской воде изменяется наложением электрического тока от внешнего источника, для чего защищаемый объект соединяют с отрицательным полюсом источника постоянного тока, а его положительный полюс — со специальным электродом (анодом), погруженным в воду вблизи защищаемого объекта.Защита от коррозии этим способом обеспечивается установкой мощностью 3—5 кВт. Безопасность катодной защиты достигается применением источников тока с низким напряжением (до 24 В). В настоящее время применяются железокремниевые и платинотитановые аноды. Обычно достаточно установить 10— 12 анодов, чтобы обеспечить надежную защиту. Для равномерного распределения защитного тока аноды располагают равномерно по всему корпусу симметрично на оба борта.
Для равномерного распределения защитного тока аноды располагают равномерно по всему корпусу симметрично на оба борта.
Необходимо учитывать, что ток больше поглощается поверхностями, ближе расположенными к аноду. Поэтому вокруг анода делают экран — покрывают обшивку стеклопластиком.
Установленный на наружной обшивке анод должен быть хорошо изолирован от корпуса. В качестве
изолирующих прокладок обычно используют резину и армированные эпоксидные смолы.
Системы электрохимической защиты с наложенным током запрещается применять на танкерах.
Другой вид электрохимической защиты—протекторная защита или защита гальваническими анодами.
Ее особенность — отсутствие внешнего источника тока. Защитный ток в этом случае создают гальваническими элементами, которые образуются при установке на .корпус судна протекторов из металла с более низким потенциалом, чем у защищаемого. В такой гальванической паре корпус играет роль катода, а анодом являются протекторы. Благодаря этому в процессе электрохимической коррозии происходит разрушение протектора, а корпус судна коррозии не подвергается.
В качестве протекторов могут применяться металлы, которые имеют электродный потенциал ниже,
чем у стали. В настоящее время используются протекторы на магниевой и алюминиевой основе.
Протекторы в отличие от анодов должны иметь с корпусом судна электрический контакт. Обычно контакт осуществляется через приварные шпильки, с помощью которых протекторы крепят к обшивке. В некоторых случаях применяют отключаемые протекторы, которые имеют вводы внутрь судна и замыкаются на корпус через регулируемое сопротивление.
Простота выполнения и отсутствие эксплуатационных расходов обеспечивают широкие возможности
для применения протекторной защиты.
Однако на танкерах нельзя применять аноды из магниевых сплавов, а можно из алюминиевых.
Защита окрашенных балластных танков морских транспортных судов используется для уменьшения коррозионных разрушений на участках с местным повреждением лакокрасочных покрытий, на которых в отсутствие электрохимической защиты развивается точечная или язвенная коррозия.
Для неокрашенных поверхностей протекторная защита снижает общую скорость коррозии и предотвращает возникновение местных коррозионных разрушений.
Документация по протекторной защите, ГОСТ 26251-84
Тип протектора | Материал протектора | Основные размеры, мм | Масса (округ), кг | Рекомендуемая область применения |
П-КОА-4 | Алюминиевый сплав | 230х130х70 320х230х70 | 4 10 | Подводная часть стальных корпусов судов мелкого и малого водоизмещения |
П-КЛА-15 | Алюминиевый сплав | 420х230х70 | 15 | Подводная часть стальных корпусов судов малого и среднего водоизмещения |
П-ККА-13 | 350х230х70 | 13 | ||
П-НЛМ-14 П-НЛМ-63 | Магниевый сплав | 500х200х100 1000х300х150 | 14 63 | Подводная часть стальных корпусов судов малого, среднего и большого водоизмещения |
П-НКМ-6 П-НКМ-12 | Магниевый сплав | 250х200х100 | 6 | |
П-РОМ-1 П-РОМ-3 П-РОМ-6 П-РОМ-7 | Алюминиевый сплав | 160х100х50 500х180х50 | 1 7 | Подводная часть стальных корпусов, в том числе судов на подводных крыльях и воздушной подушке, а так же судов, для которых по условиям эксплуатации необходимо периодическое отключение защиты |
П-РОА-5 П-РОА-9 П-РОА-11 | 300х150х50 500х180х50 | 5 11 | ||
П-ПОА-15 П-ПОА-45 | Алюминиевый сплав | 600х115х100 600х200х170 | 15 45 | Подводная часть стальных и алюминиевых корпусов судов, эксплуатирующихся на стоянках, судов при достройке на плаву, плавдоков, портовых плавкранов, тросов, различных плавсредств, портовых и других сооружений, постоянно или периодически эксплуатирующихся в морской воде, а так же подводная часть корпусов судов, для которых нецелесообразно или недопустимо применение стационарных систем протекторной защиты |
П-ПОМ-4 П-ПОМ-10 П-ПОМ-30 П-ПОМ-60 | Магниевый сплав | 250х115х100 600х115х100 600х200х170 600х270х240 | 4 10 30 60 | |
П-ПОА-10 П-ПОА-30 П-ПОА-60 | Алюминиевый сплав | 400х100х100 900х120х120 900х170х170 | 10 30 60 | |
П-КОА-3 П-КОА-5 | Алюминиевый сплав | 160х100х80 230х130х90 | 3 5 | Чисто балластные танки, отсеки, цистерны. |
П-КОМ-1-1 П-КОА-3-1 П-КОА-5-1 | Алюминиевый сплав | 200х50х50 200х70х70 200х90х90 | 1 3 5 | Ледовые ящики и другие емкости, а так же различные корпусные конструкции из стали, постоянно или периодически эксплуатирующиеся в морской воде |
П-КОМ-3 П-КОМ-6 П-КОМ-10 | Магниевый сплав | 200х100х100 200х125х125 400х200х100 | 3 6 10 | |
П-КОА-1 П-КОА-8 П-КОА-12 П-КОА-20 | Алюминиевый сплав | 100х100х70 230х230х70 230х230х90 230х230х150 | 1 8 12 20 | |
П-КПА-1 П-КПА-2 П-КПА-4 | 20 30 40 | 1 2 4 | ||
П-КОЦ-5 П-КОЦ-10 П-КОЦ-15 П-КОЦ-18 П-КОЦ-36 | Цинковый сплав | 160х140х60 160х170х80 160х160х100 500х100х60 500х130х90 | 5 10 15 18 36 | Балластируемые цистерны и танки нефтеналивных и других судов. |
П-НОЦ-5 | Цинковый сплав | 160х140х60 | 5 | Балластируемые цистерны и танки нефтеналивных и других судов |

Аноды алюминиевые
ГОСТ 26251-84 (сплав АП-1, АП-2, АП-3, АП-4)
| 1 | П-КОА-1 | |
| 2 | П-КОА-3 | |
| 3 | П-КОА-4 | |
| 4 | П-КОА-5 | |
| 5 | П-КОА-8 | |
| 6 | П-КОА-10 | |
| 7 | П-КОА-12 | |
| 8 | П-КОА-20 | |
| 9 | П-ККА-13 | |
| 10 | П-КЛА-15 | |
| 11 | П-РОА-5 | |
| 12 | П-РОА-10 | |
| 13 | П-РОА-60 | |
Аноды цинковые
ГОСТ 26251-84 (сплав ЦП-1, ЦП-2, ЦП-3)
| 1 | П-КОЦ-5 | |
| 2 | П-КОЦ-5 | |
| 3 | П-КОЦ-5 | |
| 4 | П-КОЦ-5 | |
| 5 | П-КОЦ-5 |
Аноды магниевые
ГОСТ 26251-84 (сплав МП-1)
| 1 | П-РОМ-0,8 | |
| 2 | П-РОМ-3 | |
| 3 | П-РОМ-6 | |
| 4 | П-РОМ-7 | |
| 5 | П-КОМ-3 | |
| 6 | П-КОМ-10 | |
| 7 | П-ПОМ-4 | |
| 8 | П-ПОМ-10 |
1.
 5 Протекторная защита резервуара от коррозии
5 Протекторная защита резервуара от коррозии
Электрохимическая
защита осуществляется претокторной
защитой резервуаров. При протекторной
защите поляризация осуществляется
присоединением защищаемого резервуара
к металлу, имеющему более отрицательный
потенциал.
Протекторная
защита резервуаров от почвенной коррозии
осуществляется одиночными и групповыми
(рисунок 4).
а
– защита одиночными протекторами; б –
защита групповыми протекторными
установками.
Рисунок
4 – Схема защиты днища резервуара от
почвенной коррозии
Протекторы
значительно снижают коррозионный
процесс, возникающий как под
воздействием почвенных электролитов
(повреждение внешней стороны резервуара),
так и под воздействием другого электролита
— подтоварной воды с растворенными в
ней солями хлоридов: магния, натрия,
кальция и железа (повреждение внутренней
стороны резервуара). При отстаивании
нефти и разрушении эмульсии вода вместе
с растворенными в ней солями собирается
на дне резервуара и вызывает усиленную
электрохимическую коррозию днища и
нижнего пояса.
Принцип
протекторной защиты основан на следующем:
два электрода: резервуар и протектор,
изготовленного из более электроотрицательного
металла, чем сталь, опущены в почвенный
электролит и соединены проводником.
Так как материал протектора является
более электроотрицательным, то под
действием разности потенциалов происходит
направленное движение электронов от
протектора к резервуару по проводнику.
Одновременно ион-атомы материала
протектора переходят в раствор, что
приводит к его разрушению. Сила тока
при этом контролируется с помощью
контрольно-измерительной колонки.
Таким
образом, разрушение металла все равно
имеет место. Но не резервуара, а протектора.
Теоретически
для защиты стальных сооружений от
коррозии могут быть использованы все
металлы, расположенные в электрохимическом
ряду напряжений левее железа, т.к. они
более электроотрицательны. Практически
же протекторы изготавливаются только
из материалов, удовлетворяющих следующим
требованиям:
разность
потенциалов материала протектора и
железа (стали) должна быть как можно
больше;ток,
получаемый при электрохимическом
растворении единицы массы протектора
(токоотдача), должен быть максимальным;отношение
массы протектора, израсходованной на
создание защитного тока, к общей потере
массы протектора (коэффициент
использования) должен быть наибольшим.
Данным
требованиям в наибольшей степени
удовлетворяют магний, цинк и алюминий.
Одна
из положительных особенностей протекторной
защиты – ее автономность, она может
быть осуществлена в районах, где нет
электроэнергии.
Протекторную
защиту рекомендуется использовать в
грунтах с удельным сопротивлением не
более 50 Ом.м.
В
качестве протекторов для протекторной
защиты используются протекторы типа
ПМУ (прутковые магниевые протекторы).
Конструкция
протекторов ПМУ приведена на рисунке
7, она включает в себя протекторы типа
ПМ с подключенным кабелем, помещенные
вместе с активатором в хлопчатобумажный
мешок.
Прутковые
магниевые протекторы представляют
собой биметаллический пруток с оболочкой
из магниевого сплава и стальным
оцинкованным контактным стержнем
диаметром 4 мм, проходящим по центру
прутка. Форму сечения (круглую,
эллипсовидную) прутковых магниевых
протекторов определяет технология их
изготовления. Прутковые магниевые
Прутковые магниевые
протекторы поставляются смотанными на
барабаны или в
бухты.
а
– разрез; б – внешний вид.
Рисунок
7 – Конструкция протекторов типа ПМУ
Протекторы
ПМ5У, ПМ10У, ПМ20У представляют собой
комплект, состоящий из магниевого
протектора ПМ5, ПМ’10, ПМ20 с подключенным
к нему проводником и порошкообразного
активатора, помещенных в хлопчатобумажный
мешок активатор, или заполнитель служит
для предотвращения образования на
поверхности протектора слоя нерастворимых
окислов, снижающих его токоотдачу,
уменьшения сопротивления цепи
«протектор—труба», а также для
поддержания постоянного потенциала.
На время складского хранения и
транспортировки протектор дополнительно
упаковывается в бумажный мешок, который
снимается перед установкой его в грунт
Повышение
эффективности действия протекторной
установки достигается погружением его
в специальную смесь солей глины,
называемую активатором. Непосредственная
Непосредственная
установка протектора в грунт менее
эффективна, чем в активатор.
Назначение
активатора следующее: снижение собственной
коррозии, уменьшение анодной поляризуемости,
снижение сопротивления растеканию тока
с протектора, устранение причин,
способствующих образованию плотных
слоев продуктов коррозии на поверхности
протектора. При использовании активатора
обеспечивается стабильный во времени
ток в цепи «протектор-сооружение» и
более высокое значение коэффициента
полезного действия (срока службы
протектора).
Широкое
распространение получила протекторная
защита днища и первого пояса резервуаров
от внутренней коррозии. Для этих целей
используются магниевые протекторы типа
ПМР (рисунок 5).
Рисунок
5 – Протектор типа ПМР
Протектор
типа ПМР представляет собой цилиндр с
отношение высоты к диаметру 0,2–0,4 имеющий
углубление в верхней части в идее
опрокинутого усеченного конуса. Это
Это
сделано для того, чтобы увеличить
поверхность протектора и соответственно
силу тока в начальной период его работы.
В центре протектора впрессована стальная
втулка для обеспечения контакта
протектора с днищем.
Габаритные
размеры протектора типа ПМР позволяют
монтировать его через нижний люк-лаз.
Сравнительно
небольшая высота протектора обеспечивает
защиту днища резервуара при низких
уровнях подтоварной воды. В зависимости
от общей концентрации солей в
подтоварной воде применяют определенный
тип протектора.
Рисунок
– 6 Размещение протекторов на днище
резервуара РВС-10000 (2r3=5,5
м,
a=2,5
м).
Протектор
монтируют на еще не затвердевшее
покрытие, чтобы он приклеился к днищу.
Зазор между контактной втулкой
протектора и стальным стержнем заливают
лаком или эпоксидной смолой, после этого
контактную втулку приваривают к
стержню.
Для
контроля работы защиты один, два
протектора устанавливают в качестве
контрольных. Контрольный протектор
закрепляют на втулке диаметром 6
мм,
которую изолируют полихлорвиниловой
трубкой. Затем к втулке припаивают
проводник сечением 0,75 мм2
(провод ПМВГ), выводят его из резервуара
через штуцер с сальниковым уплотнением
и присоединяют к контрольно-измерительной
панели.
Работу
протекторов контролируют периодическими
измерениями: силы тока, разности
потенциалов днище-электролит (подтоварная
вода) и защитной плотности тока. Силу
тока протектора измеряют, подключая
амперметр в цепь на клеммной панели
или измеряя падение напряжения на
шунте, или калибруя постоянно включенные
в цепь протектора сопротивления. Силу
тока определяют при минимальном и
максимальном уровнях подтоварной воды
один раз в месяц. Результаты измерений
фиксируют в журнале. Отсутствие тока
чаще всего указывает на нарушение
контакта, что может быть при полном
срабатывании протектора. По силе тока
По силе тока
можно судить о средней плотности
тока
защиты,
а также рассчитывать срок службы
протекторов.
Классификация методов защиты от коррозии – Служба транспортной информации
| Классификация методов защиты от коррозии | [немецкая версия] |
| Активная защита от коррозии | |
| Пассивная защита от коррозии | |
| Постоянная защита от коррозии | |
| Временная защита от коррозии |
Активная защита от коррозии
Целью активной защиты от коррозии является воздействие на реакции, протекающие во время коррозии, при этом можно контролировать не только содержимое упаковки и коррозионное вещество, но и саму реакцию таким образом, чтобы избежать коррозии. Примерами такого подхода являются разработка коррозионно-стойких сплавов и введение в агрессивную среду ингибиторов.
Примерами такого подхода являются разработка коррозионно-стойких сплавов и введение в агрессивную среду ингибиторов.
К началу
Пассивная защита от коррозии
При пассивной защите от коррозии повреждение предотвращается за счет механической изоляции содержимого упаковки от агрессивных коррозионных агентов, например, с помощью защитных слоев, пленок или других покрытий. Однако этот тип защиты от коррозии не изменяет ни общей способности содержимого упаковки к коррозии, ни агрессивности коррозионного агента, поэтому такой подход известен как пассивная защита от коррозии. Если защитный слой, пленка и т. д. будут разрушены в какой-либо точке, в течение очень короткого времени может возникнуть коррозия.
Назад к началу
Постоянная защита от коррозии
Целью методов постоянной защиты от коррозии в основном является обеспечение защиты на месте использования. Стрессы, представляемые климатическими, биотическими и химическими факторами, в этой ситуации относительно невелики. Машины размещаются, например, в заводских навесах и, таким образом, защищены от резких перепадов температуры, которые часто являются причиной образования конденсата. Примеры методов пассивной защиты от коррозии:
Машины размещаются, например, в заводских навесах и, таким образом, защищены от резких перепадов температуры, которые часто являются причиной образования конденсата. Примеры методов пассивной защиты от коррозии:
| Лужение | |
| Гальванизация | |
| Покрытие | |
| Эмалирование | |
| Медное покрытие |
Вернуться к началу
Временная защита от коррозии
Нагрузки, возникающие при транспортировке, погрузочно-разгрузочных работах и хранении, намного выше, чем на месте использования. Такие напряжения могут проявляться, например, в виде экстремальных колебаний температуры, что приводит к риску образования конденсата. Особенно при морском транспорте повышенное содержание солей в воде и воздухе в так называемых аэрозолях морской соли может вызвать повреждения, поскольку соли обладают сильным антикоррозионным действием.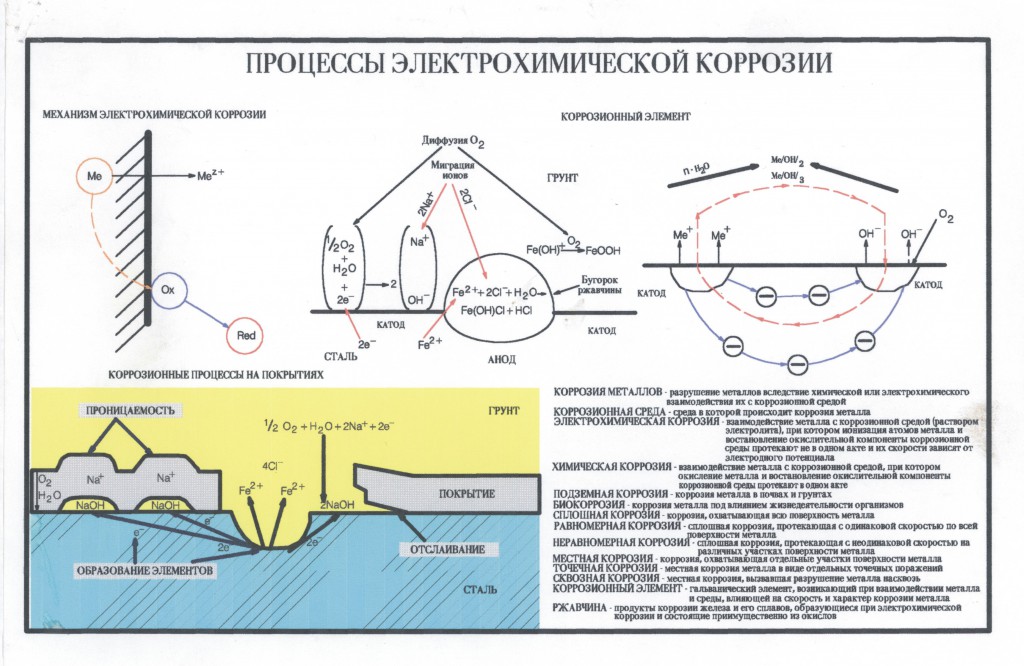 Ниже приведены основные методы временной защиты от коррозии:
Ниже приведены основные методы временной защиты от коррозии:
| 1. Способ нанесения защитного покрытия | |
| 2. Осушительный метод | |
| 3. Метод VCI |
Назад к началу
1. Метод защитного покрытия
Метод защитного покрытия является методом пассивной защиты от коррозии. Защитное покрытие изолирует металлические поверхности от агрессивных сред, таких как влага, соли, кислоты и т.п..
Используются следующие средства защиты от коррозии:
| Антикоррозийные средства на основе растворителей Получаются защитные пленки очень высокого качества. После нанесения антикоррозионного средства растворитель должен испариться, чтобы образовалась необходимая защитная пленка. В зависимости от природы растворителя и толщины пленки этот процесс сушки может занять несколько часов. Чем толще пленка, тем дольше время высыхания. Если искусственно ускорить процесс сушки, могут возникнуть проблемы с адгезией защитной пленки к металлической поверхности. Поскольку защитная пленка очень тонкая и мягкая, всегда следует обращать внимание на температуру каплепадения, так как при повышенных температурах существует опасность того, что защитная пленка скатится, особенно с вертикальных поверхностей. Поскольку средства защиты от коррозии на основе растворителей часто легко воспламеняются, их можно использовать только в закрытых системах по соображениям безопасности труда. | |
| Антикоррозионные средства на водной основе Антикоррозионные средства на водной основе не содержат растворителей и поэтому не требуют закрытых систем. Время высыхания меньше, чем у антикоррозионных средств на основе растворителей. Из-за повышенного содержания воды антикоррозионные средства на водной основе сильно зависят от температуры (риск замерзания или повышенной вязкости). Преимущество этого метода заключается в том, что защитная пленка легко удаляется, но недостатком является повышенное содержание воды, которое может увеличить относительную влажность в местах упаковки. | |
| Масла для защиты от коррозии без растворителя Масла для защиты от коррозии без растворителя образуют только защитные пленки низкого качества. Хорошее качество защиты достигается добавлением ингибиторов. Поскольку эти антикоррозионные масла часто представляют собой высококачественные смазочные масла, они в основном используются для обеспечения защиты от коррозии в закрытых системах (двигатели и т. д.). | |
| Погружной воск Защитный слой наносится погружением упаковываемого предмета в горячий воск. |


 В зависимости от типа воска температура может быть выше 100°C. Снять защитную пленку относительно просто, так как между воском и металлической поверхностью не образуется прочной связи. Поскольку применение воска для окунания является относительно сложным, его использование ограничено несколькими изолированными применениями.
В зависимости от типа воска температура может быть выше 100°C. Снять защитную пленку относительно просто, так как между воском и металлической поверхностью не образуется прочной связи. Поскольку применение воска для окунания является относительно сложным, его использование ограничено несколькими изолированными применениями.Назад к началу
2. Влагопоглощающий метод
Введение
В соответствии с DIN 55 473 влагопоглотители предназначены для следующих целей: „пакеты с влагопоглотителем предназначены для защиты содержимого упаковки от влаги во время транспортировки и хранения. для предотвращения коррозии, роста плесени и т. п.».
Пакеты с влагопоглотителем содержат влагопоглотители, которые поглощают водяной пар, нерастворимы в воде и химически инертны, такие как силикагель, силикат алюминия, оксид алюминия, голубой гель, бентонит, молекулярный сита и т. д. Благодаря впитывающей способности влагопоглотителей влажность в атмосфере упаковки может быть снижена, что устраняет риск коррозии. Поскольку впитывающая способность ограничена, этот метод возможен только в том случае, если содержимое упаковки заключено в термосвариваемый барьерный слой, непроницаемый для водяного пара. Это известно как упаковка с климат-контролем или герметичная упаковка. Если барьерный слой не является непроницаемым для водяного пара, дополнительный водяной пар может проникнуть извне, так что пакеты с влагопоглотителем относительно быстро насыщаются без снижения относительной влажности в упаковке.
Поскольку впитывающая способность ограничена, этот метод возможен только в том случае, если содержимое упаковки заключено в термосвариваемый барьерный слой, непроницаемый для водяного пара. Это известно как упаковка с климат-контролем или герметичная упаковка. Если барьерный слой не является непроницаемым для водяного пара, дополнительный водяной пар может проникнуть извне, так что пакеты с влагопоглотителем относительно быстро насыщаются без снижения относительной влажности в упаковке.
Влагопоглотители имеются в продаже в блоках влагопоглотителя. Согласно DIN 55 473:
«Единицей осушителя является количество осушителя, которое при равновесии с воздухом при температуре 23 ± 2°C поглощает следующие количества водяного пара:
| мин. 3,0 г при относительной влажности 20 % | |
| мин. 6,0 г при относительной влажности 40% |
Количество единиц влагопоглотителя является мерой адсорбционной способности мешка с влагопоглотителем. “
“
Влагопоглотители поставляются в пакетах по 1/6, 1/3, 1/2, 1, 2, 4, 8, 16, 32 или 80 единиц. Они доступны в малопылящих и пыленепроницаемых формах. Последние используются, если к содержимому упаковки предъявляются особые требования в этом отношении.
Расчет необходимого количества единиц влагопоглотителя
Необходимое количество единиц влагопоглотителя определяется объемом упаковки, фактической и желаемой относительной влажностью внутри упаковки, содержанием воды в любых гигроскопичных упаковочных материалах, характером барьера пленка (паропроницаемость).
Формула для расчета количества единиц влагопоглотителя в упаковке (DIN 55 474):
n = (1/a) × (V × b + m × c + A × e × WVP × t)
| п | Количество осушителей | ||||
| и | количество абсорбируемой воды на единицу влагопоглотителя в соответствии с максимально допустимой влажностью в упаковке: | ||||
| допустимая конечная влажность | 20% | 40% | 50% | 60% | |
| фактор а | 3 | 6 | 7 | 8 | |
| и | Поправочный коэффициент относительно допустимой конечной влажности в %: | ||||
| допустимая конечная влажность | 20% | 40% | 50% | 60% | |
| фактор е | 0,9 | 0,7 | 0,65 | 0,6 | |
| В | внутренний объем упаковки в м 3 | ||||
| б | абсолютная влажность воздуха в помещении, г/м 3 | ||||
| м | масса гигроскопической упаковки в кг | ||||
| с | Коэффициент содержания влаги в гигроскопичных упаковочных материалах в г/кг | ||||
| А | площадь поверхности барьерной пленки в м 2 | ||||
| ВВП | Паропроницаемость барьерной пленки в предполагаемых климатических условиях в г/м 2 d, измерено по DIN 53 122, Pt. 1 или ч. 2 (д = день) 1 или ч. 2 (д = день) | ||||
| т | общая продолжительность перевозки в днях | ||||
Следующий пример расчета показывает расположение наибольших потенциальных рисков:
Немецкий производитель должен экспортировать упаковочную машину покупателю в Бразилию. Машина упакована в деревянный ящик следующих размеров:
| Длина внутренняя | : | 7,00 м | |
| Ширина внутренняя | : | 2,75 м | |
| Высота внутренняя | : | 3,00 м |
Это дает внутренний объем (V)
из: 7,00 м × 2,75 × 3,00 м = 57,75 м 3 .
Площадь (A) барьерного слоя рассчитывается на основе площади внутренних сторон коробки:
| 2 × (7,00 м × 2,75 м) | = 38,50 м 2 | |
| 2 × (7,00 м × 3,00 м) | = 42,00 м 2 | |
| 2 × (2,75 м × 3,00 м) | = 16,50 м 2 | |
| Всего | = 97,00 м 2 |
Упаковочная машина крепится с помощью распорок из 6 брусков бруса из сосны. Они расположены внутри пакета с климат-контролем. Пиломатериал воздушно-сухой, содержание воды 15% => 9Коэффициент 0016 для содержания влаги в гигроскопическом упаковочном материале (c) = 150 г/кг.
Они расположены внутри пакета с климат-контролем. Пиломатериал воздушно-сухой, содержание воды 15% => 9Коэффициент 0016 для содержания влаги в гигроскопическом упаковочном материале (c) = 150 г/кг.
Размеры бруса 2,70 м × 0,20 м × 0,20 м (Д×Ш×В). При приблизительной плотности древесины сосны 500 кг/м 3 , масса (м) будет следующей:
| 6 × 2,70 м × 0,20 м × 0,20 м = 0,648 м 3 | |
| 0,648 м 3 × 500 кг/м 3 = 324 кг пиломатериала |
Также были сделаны следующие допущения:
Допустимая конечная влажность была установлена равной 40%. (a) таким образом = 6 г и (e) = 0,7
В качестве барьерного слоя используется алюминиевая композитная пленка, паропроницаемость (WVP) которой составляет 0,1 г/м 2 d .
Абсолютная влажность воздуха в помещении (б)
составляет 13,8 г/м 3 при 20°C и относительной влажности 80 %
Защита от коррозии должна сохраняться в течение 100 дней (д) .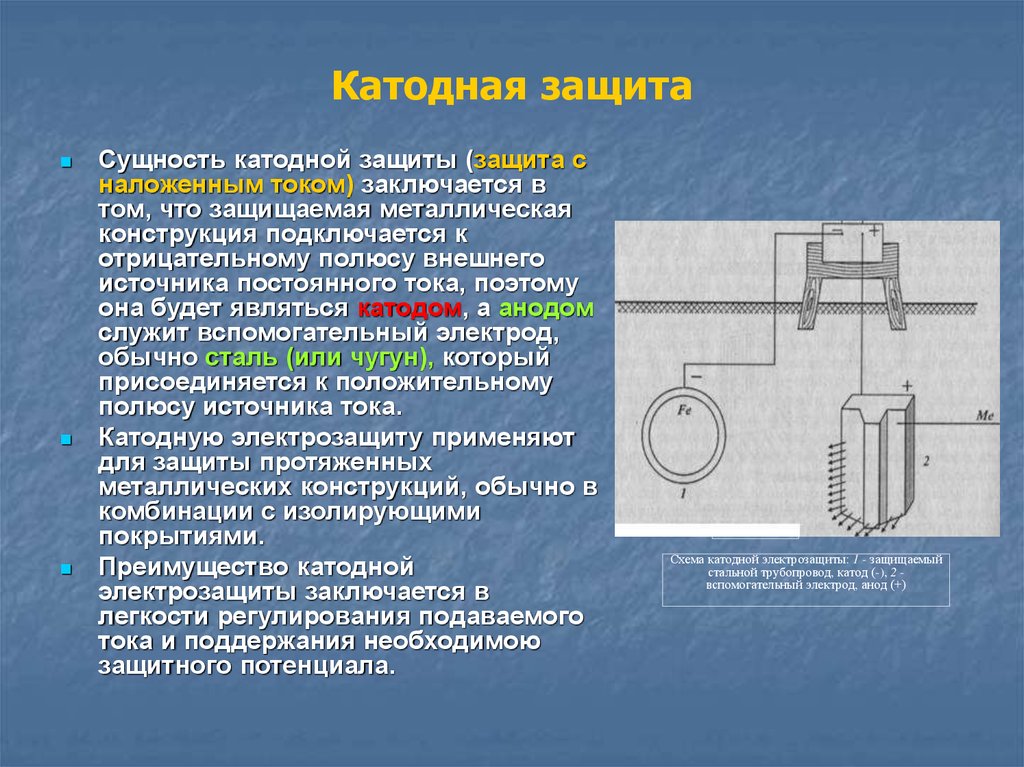
Когда эти значения подставляются в уравнение, получается следующий результат:
| n = 1/6 г × [(57,75 м 3 × 13,8 г/м 3 ) + (324 кг × 150 г/кг) + (97 м 2 × 0,7 × 0,1 г/м 2 д × 100 д)] |
| n = 1/6 г × (796,95 г + 48600,00 г + 679,00 г) |
| n = 1/6 г × 50075,95 г |
| n = 8346 единиц влагопоглотителя |
Расчет показывает, что общее количество водяного пара, равное 50075,95 г, находится внутри упаковки с климат-контролем или диффундирует через барьерный слой. В общей сложности 8346 единиц влагопоглотителя должны быть помещены в коробку, чтобы поглотить такое количество водяного пара, что нецелесообразно. При внимательном рассмотрении деталей расчета выявляются наибольшие потенциальные риски:
| В × b | = | 796,95 г | = | водяной пар, присутствующий в закрытом помещении воздуха |
| м × в | = | 50075,95 г | = | водяной пар, связанный в гигроскопической упаковке |
| А × e × WVP × t | = | 679,00 г | = | водяной пар, диффундирующий через барьерный слой на весь период защиты |
Из вышеизложенного ясно, что гигроскопические упаковочные материалы в упаковке с климат-контролем несут наибольшую потенциальную опасность, поэтому было бы целесообразно размещать их за пределами барьерного слоя. Однако любые шурупы, болты или гвозди, проходящие через барьерный слой, должны быть надлежащим образом герметизированы. Следовательно, требуемое количество осушителя будет меняться следующим образом.
Однако любые шурупы, болты или гвозди, проходящие через барьерный слой, должны быть надлежащим образом герметизированы. Следовательно, требуемое количество осушителя будет меняться следующим образом.
| n = 1/6 г × (796,95 г + 679,00 г) | |
| n = 246 единиц влагопоглотителя |
Это количество единиц влагопоглотителя может быть легко размещено в рассматриваемой коробке.
При расчете необходимого количества единиц влагопоглотителя в соответствии с DIN 55 474 необходимо принять во внимание, что вся вода, присутствующая в упаковке с климат-контролем, должна быть поглощена влагопоглотителем. Соответственно предполагается, что, как и в настоящем примере, брусок высыхает до содержания воды 0%. В действительности, однако, это не так, так как при относительной влажности 40% (согласованная допустимая конечная влажность) содержание воды в сосновой древесине все еще составляет ок. 8% и эта вода не выделяется из пиломатериала. Однако этот факт не учитывается при расчете, а значит, расчетное количество единиц влагопоглотителя на самом деле завышено. На основе приведенного выше примера это будет иметь следующее значение:
8% и эта вода не выделяется из пиломатериала. Однако этот факт не учитывается при расчете, а значит, расчетное количество единиц влагопоглотителя на самом деле завышено. На основе приведенного выше примера это будет иметь следующее значение:
| сушка до содержания воды 0%: 150 г/кг × 324 кг = 48600 г воды | |
| сушка до содержания воды 8%: 80 г/кг × 324 кг = 25920 г воды |
48600 г – 25920 г = 22680 г воды выделяется при сушке с 18% до 8%.
Необходимое количество осушителей можно рассчитать следующим образом:
| n = 1/6 г × (796,95 г + 22680,00 г + 679,00 г) | |
| n = 1/6 г × 24155,95 г | |
| n = 4026 единиц влагопоглотителя |
В результате количество необходимых единиц влагопоглотителя сократится на 4320 единиц. Тем не менее, количество блоков осушителя все еще настолько велико, что их практически невозможно разместить. Факт остается фактом: гигроскопические вспомогательные средства упаковки остаются самым большим потенциальным риском в упаковке с климат-контролем.
Тем не менее, количество блоков осушителя все еще настолько велико, что их практически невозможно разместить. Факт остается фактом: гигроскопические вспомогательные средства упаковки остаются самым большим потенциальным риском в упаковке с климат-контролем.
Защитные пленки
Защитные пленки доступны в различных формах, например, в виде полиэтиленовой пленки или композитной пленки с двумя внешними полиэтиленовыми слоями и алюминиевой сердцевиной. Композитная пленка обладает гораздо лучшими показателями паропроницаемости (WVP), достигая значений WVP ниже 0,1 (г/м 2 d). В композитной пленке барьерные слои расположены таким образом, чтобы вызвать значительное снижение проницаемости по сравнению с одиночным слоем.
В соответствии с действующими стандартами DIN паропроницаемость всегда указывается как для 20°C, так и для 40°C. По информации производителя можно сделать вывод, что паропроницаемость повышается с повышением температуры и падает с увеличением толщины. Эта проблема чаще всего возникает с полиэтиленовыми пленками, в то время как алюминиевые композитные пленки практически нечувствительны к повышению температуры.
Эта проблема чаще всего возникает с полиэтиленовыми пленками, в то время как алюминиевые композитные пленки практически нечувствительны к повышению температуры.
Размещение пакетов с влагопоглотителем
Влагопоглотители следует подвешивать на веревках в верхней части упаковки с климат-контролем, чтобы обеспечить хорошую циркуляцию воздуха вокруг них.
Важно избегать прямого контакта пакета с влагопоглотителем с содержимым упаковки, так как влажный влагопоглотитель может вызвать коррозию.
Рекомендуется использовать большое количество маленьких мешков, а не меньшее количество больших, так как это увеличивает доступную площадь поверхности влагопоглотителя и, таким образом, улучшает адсорбцию воды.
Чтобы обеспечить максимально возможную продолжительность защиты, барьерную пленку необходимо запаивать сразу же после установки пакетов с влагопоглотителем.
Пакеты с влагопоглотителем всегда поставляются в упаковках определенных основных размеров, которые, в зависимости от размера блока с влагопоглотителем, могут содержать один пакет (80 единиц) или до 100 пакетов (1/6 единицы). Основную внешнюю упаковку следует открывать только непосредственно перед извлечением пакета и сразу же снова запаивать.
Основную внешнюю упаковку следует открывать только непосредственно перед извлечением пакета и сразу же снова запаивать.
Сравнение преимуществ и недостатков осушительного метода
Преимущества
| Влагопоглотители обеспечивают превосходную защиту от коррозии как металлических, так и неметаллических предметов | |
| Удаление влагопоглотителя при доставке к приемнику выполняется просто, в отличие от удаления защитных пленок методом защитного покрытия. Содержимое упаковки доступно сразу. | |
| Особых требований по гигиене труда не предъявляется, так как осушитель безопасен. |
Недостатки
Размещение пакетов с влагопоглотителем и термосваривание барьерных пленок являются относительно трудоемкими. | |
| Малейшее повреждение барьерного слоя может свести на нет эффективность защиты от коррозии. | |
| Расчет необходимого количества единиц влагопоглотителя не совсем прост, и его легко пересчитать. Однако лучше слишком много защиты, чем слишком мало. | |
| Индикаторы влажности внутри упаковки не очень надежны, так как действительны только для определенных температурных диапазонов. |
Назад к началу
3. Метод летучих ингибиторов коррозии (VCI)
Способ действия и применение
Ингибиторы – это вещества, способные ингибировать или подавлять химические реакции. Их можно считать противоположностью катализаторов, которые запускают или ускоряют определенные реакции.
В отличие от метода защитного покрытия, метод ЛИК является активным методом защиты от коррозии, так как на процессы химической коррозии активно воздействуют ингибиторы.
Проще говоря, принцип действия (см. рис. 1) следующий: благодаря своим свойствам испарения вещество ЛИК (нанесенное на бумагу, картон, пленку или пену или в виде порошка, аэрозоля или масла) проходит относительно непрерывно переходит в газовую фазу и осаждается в виде пленки на защищаемом предмете (металлических поверхностях). Это изменение состояния происходит в значительной степени независимо от обычных температур или уровней влажности. Его притяжение к металлическим поверхностям сильнее, чем у молекул воды, что приводит к образованию непрерывного защитного слоя между металлической поверхностью и окружающей атмосферой, что означает, что водяной пар в атмосфере удерживается вдали от поверхности металла, предотвращая любые коррозия. Однако молекулы ЛИК также способны проходить через уже существующие пленки воды на металлических поверхностях, тем самым вытесняя воду с поверхности. Присутствие ЛИК ингибирует электрохимические процессы, приводящие к коррозии, подавляя либо анодные, либо катодные полуреакции.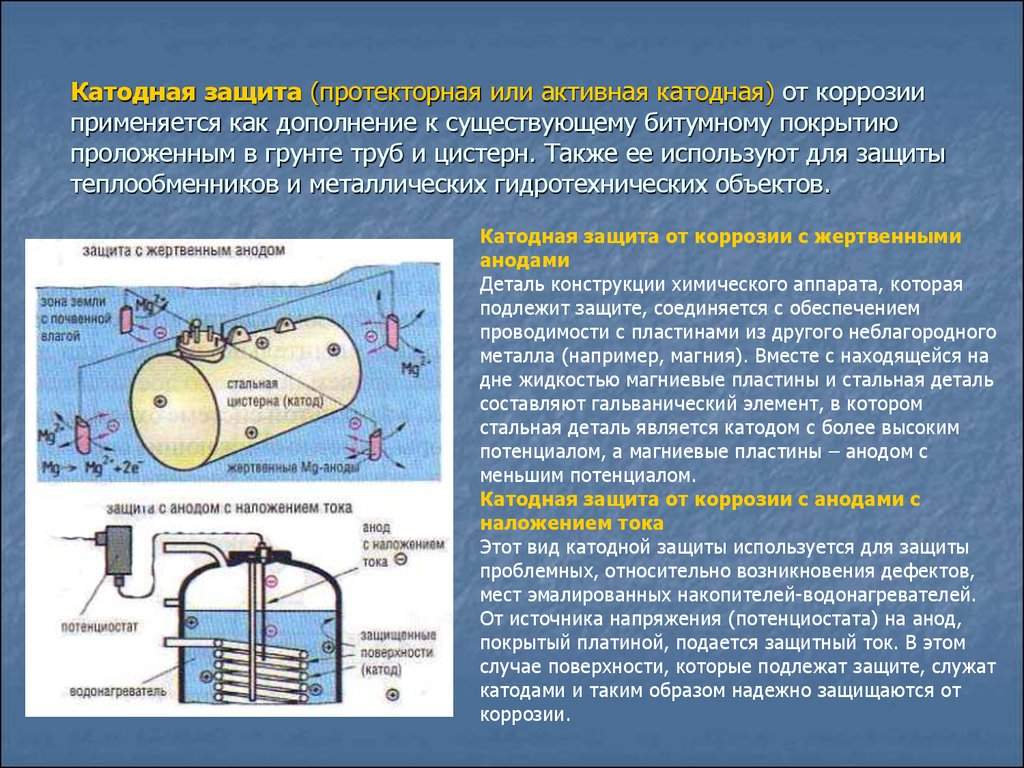 При определенных обстоятельствах срок действия может быть продлен до двух лет.
При определенных обстоятельствах срок действия может быть продлен до двух лет.
Рисунок 1: Принцип действия ЛИК
Механизм действия определяет, как используются материалы ЛИК. Например, защищаемый объект завернут в бумагу VCI. Металлические поверхности предмета должны быть максимально чистыми, чтобы обеспечить эффективность метода. Материал VCI должен находиться на расстоянии не более 30 см от защищаемого предмета. На 1 м³ объема воздуха следует допускать примерно 40 г активных веществ. Целесообразно обеспечить этот объем таким образом, чтобы газ не удалялся непрерывно из упаковки из-за движения воздуха. Этого можно добиться, обеспечив как можно более надежную герметизацию контейнера, но не требуется воздухонепроницаемой термосварки, как в осушительном методе.
Метод VCI в основном используется для изделий из углеродистой стали, нержавеющей стали, чугуна, оцинкованной стали, никеля, хрома, алюминия и меди. Предусмотренное защитное действие и вопросы совместимости должны быть согласованы с производителем.
N.B.: Использование смешиваемых с водой, смешиваемых с водой и не смешиваемых с водой средств защиты от коррозии, смазок и восков для защиты от коррозии, летучих ингибиторов коррозии (VCI) и материалов, из которых могут выделяться летучие ингибиторы коррозии (например, бумага с VCI). , пленки ЛИК, пена ЛИК, порошок ЛИК, упаковка ЛИК, масла ЛИК) регулируется Немецким техническим регламентом по опасным веществам, TRGS 615 «Ограничения на использование средств защиты от коррозии, которые могут образовывать N-нитрозамины во время использования».
Сравнение преимуществ и недостатков метода VCI
Преимущества
| Так как газ также проникает в отверстия и полости, эти зоны также должным образом защищены. | |
| Срок действия может быть продлен до двух лет. | |
Обертка не должна быть снабжена воздухонепроницаемой термосваркой. | |
| По завершении транспортировки упакованный предмет не нужно очищать, но он доступен немедленно. |
Недостатки
| Метод VCI подходит не для всех металлов. Это может привести к значительному повреждению неметаллических предметов (пластика и т. д.). | |
| Большинство активных веществ ЛИК могут представлять опасность для здоровья, поэтому рекомендуется получить подтверждение их безвредности у производителя и получить инструкции по применению. |
Назад к началу
Защитные покрытия для защиты от коррозии
- Ресурсы
- Что такое коррозия
- Защитные покрытия для защиты от коррозии
Промышленные, коммерческие и архитектурные рынки для защиты активов в значительной степени зависят от покрытий. В общем смысле под покрытиями понимают тонкий слой твердого материала на поверхности, обеспечивающий улучшенные защитные, декоративные или функциональные свойства. Более конкретно, они представляют собой жидкую, сжижаемую или мастичную композицию, которая после нанесения на поверхность превращается в твердую защитную, декоративную или функциональную липкую пленку. Защитные покрытия наносятся на поверхность для защиты подложки от коррозии. Эффективным способом защиты металла от коррозии является физическая изоляция подложки от окружающей среды путем нанесения защитных покрытий.
В общем смысле под покрытиями понимают тонкий слой твердого материала на поверхности, обеспечивающий улучшенные защитные, декоративные или функциональные свойства. Более конкретно, они представляют собой жидкую, сжижаемую или мастичную композицию, которая после нанесения на поверхность превращается в твердую защитную, декоративную или функциональную липкую пленку. Защитные покрытия наносятся на поверхность для защиты подложки от коррозии. Эффективным способом защиты металла от коррозии является физическая изоляция подложки от окружающей среды путем нанесения защитных покрытий.
Покрытия защищают от коррозии одним из следующих способов: они блокируют объединение элементов, необходимых для запуска процесса коррозии, активно предотвращают возникновение электрохимической реакции или направляют процесс коррозии в направлении, которое не нанесет вреда имуществу .
См. также учебный центр по защитным покрытиям
Краткая информация
Типы защиты покрытия включают:
- Барьер – защищает, предотвращая контакт воды, кислорода и электролитов с металлом под ним
- Ингибитор — покрытия, содержащие химические вещества, препятствующие коррозии
- Жертвенный — Наносятся тонкие металлические слои с более низкими значениями электродного потенциала или имеющие более высокие уровни в электрохимическом ряду
- Комбинация
Материалы, обычно используемые в защитных покрытиях:
- полимеры, эпоксидные смолы и полиуретаны для неметаллических покрытий
- цинк, алюминий и хром для металлических покрытий
Нанесение
Покрытия, в том числе краски, могут быть:
- напылением
- сварной
- с покрытием или
- наносится с помощью ручных инструментов (в зависимости от поверхности, окружающей среды и целей применения)
Процесс нанесения защитных покрытий включает:
- подготовку поверхности
- нанесение грунтовки
- полное покрытие
- использование герметика
Информацию, относящуюся к «Проверке покрытий», см. в разделе «Измерение и проверка»
в разделе «Измерение и проверка»
Курсы и сертификаты
Математика для Профессиональных покрытий. Покрытия в сочетании с катодной защитой
Коррозия под изоляцией
Применение промышленных покрытий
Сертифицированный специалист по нанесению покрытий
Борьба с коррозией в индустрии парков развлечений
Основания для парков развлечений Micro-Credential
Обучение специалистов по нанесению покрытий на трубопроводы
Технология морских покрытий – виртуально и лично
Основы защитного покрытия (01 9045)
Программы аккредитации подрядчиков по покраске QP
Статьи
Гибкие покрытия Бригада побеждает тепло на Австралийском сталелитейном заводе
Полный комплект: новое покрытие для защиты резервуаров на химическом заводе
Подготовка к совершенству: стратегии для кровельных подрядчиков
Неутомимая бригада завершает нанесение силиконового покрытия на крышу
Подготовка к совершенству: стратегии поверхности для бетонных покрытий
Надлежащая адгезия покрытия для воды и сточных вод
Проблемы и возможности для подрядчиков по нанесению покрытий, SPF
Покрытие Tribeca Bridge в Нью-Йорке и за его пределами
Советы по нанесению покрытий на строительных площадках в 2020 г.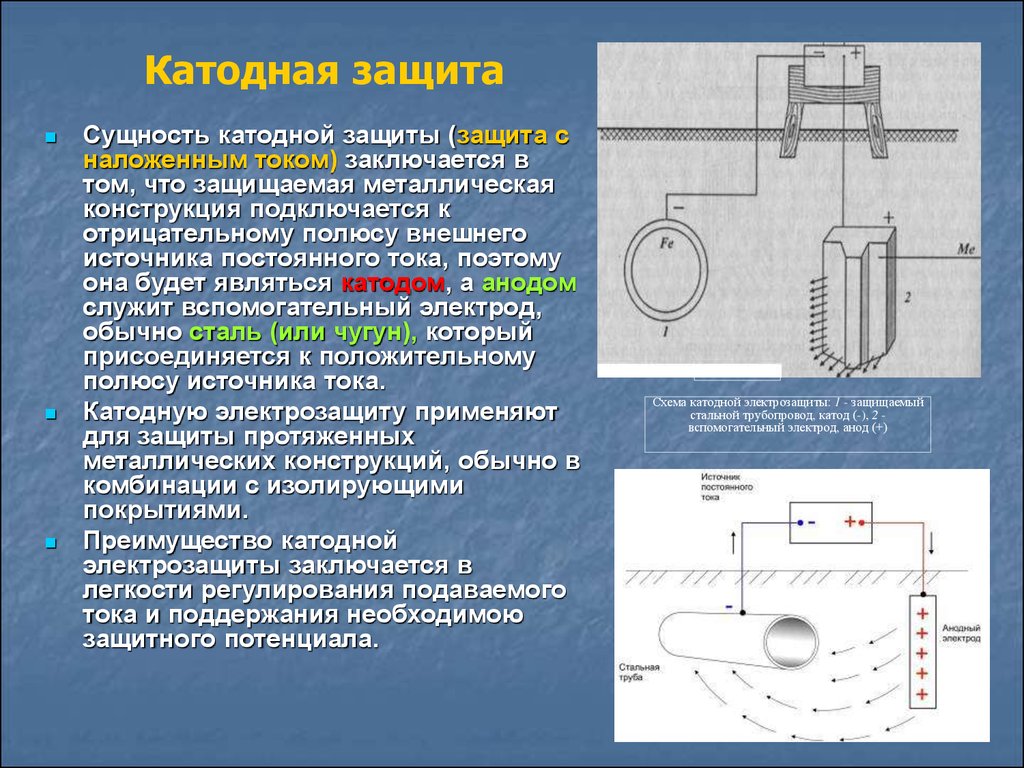
Систематический подход к анализу сбоев покрытия
Nano неквалифицированное решение для покрытия для оффшорных среда
Советы по работе с промышленными покрытиями, композиты
Веб-трансляции
. Систематический подход к патче. -2010-SG, Подготовка поверхности стальных оснований, загрязненных растворимыми солями, перед нанесением покрытия
NACE 6G197/SSPC-TU 2-1997, Проектирование, монтаж и техническое обслуживание систем покрытий для бетона, используемого во вторичной защитной оболочке
Публикация NACE 02103-2003-SG, Жидкие покрытия для высокотемпературных атмосферных условий
Документы конференции
Обновленная информация о коррозионных характеристиках покрытий из CBPC в агрессивной среде моста Анализ покрытий трубопроводов: обзорное исследование
Сравнение преимуществ экологически чистых съемных покрытий с традиционными продуктами
Низкотемпературные механические свойства пассивных огнезащитных покрытий
Эффективность ремонтных покрытий, наносимых на ржавые стальные поверхности
Испытания покрытий для эксплуатации в морских условиях
Новые достижения в области эпоксидных защитных покрытий
Расчет ожидаемого срока службы и затрат на техническое обслуживание и новое строительство защитных покрытий
Дополнительные ресурсы
Дополнительные ресурсы
Журнал
MaterialsPerformance. com: содержит специальный раздел статей о покрытиях и футеровке
com: содержит специальный раздел статей о покрытиях и футеровке
MPI (Институт мастеров живописи) Утвержденные краски и покрытия
MPI (Институт мастеров-маляров) Руководства по спецификациям окраски
Найти сертифицированных подрядчиков SSPC QP
Стандарты
Пакет стандартов NACE/SSPC для подготовки поверхностей швов (NACE № 1, 2, 3, 4, 5, 6, 8)
Выбор краски и покрытий
Нанесение краски
ANSI/NACE № 13/SSPC-ASC-1-2016, Квалификация и сертификация специалиста по нанесению промышленных покрытий и футеровки
SP0108, Борьба с коррозией морских сооружений с помощью защитных покрытий
SP0892-2007-SG (ранее RP0892), Покрытия и футеровки поверх бетона для химического погружения и локализации до 30 мил)
TM0104-2004, Оценка системы покрытия резервуаров для балластных вод морских платформ
NACE № 6/SSPC-SP 13-2018, Подготовка поверхности бетона
Металлические и керамические термонапыляемые покрытия для нефтегазодобывающего оборудования
Комитеты по разработке стандартов
AMPP SC 02 Наружные покрытия — атмосферные
Разрабатывает и поддерживает стандарты, руководства и отчеты для покрытий, используемых в средах, подверженных воздействию атмосферы.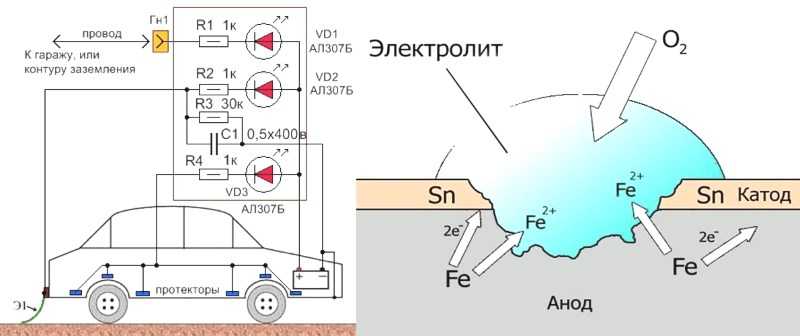
AMPP SC 03 Внешние покрытия — заглубленные и погруженные
Разрабатывает и поддерживает стандарты, руководства и отчеты для наружных покрытий материалов, оборудования и конструкций, находящихся в прямом контакте с соленой водой, пресной водой или почвой.
AMPP SC 04 Футеровки и внутренние покрытия
Разрабатывает и поддерживает стандарты, руководства и отчеты для футеровок и внутренних покрытий, обычно используемых в специализированных внутренних средах, таких как стальные резервуары, трубопроводы и сосуды, для защиты от коррозии и/или химического воздействия.
AMPP SC 05 Подготовка поверхности
Разрабатывает и поддерживает стандарты, руководства и отчеты по подготовке поверхностей для повышения адгезии к покрытиям и облицовке.
AMPP SC 12 Бетонная инфраструктура
Разрабатывает и поддерживает стандарты, руководства и отчеты для распространения информации об эффективности различных систем защиты от коррозии для строительства и восстановления железобетонной инфраструктуры, а также о методологии оценки армированных и предварительно -напряженные конструкции.
AMPP SC 23 Нанесение, техническое обслуживание и проверка систем покрытий
Разрабатывает и поддерживает стандарты, руководства и отчеты, относящиеся к процессам и процедурам нанесения, технического обслуживания и контроля.
Кроме того, интересующие технические сообщества AMPP — подготовка поверхности, атмосферные покрытия, бетон, погружение и подземные работы, футеровка (технический подкомитет по покрытиям)
Защита от коррозии — защита от ржавчины
Коррозия, в том числе ржавчина, является глобальной проблемой, которой уделяется все больше внимания. В условиях устаревающей инфраструктуры риск возрастает и угрожает жизни и имуществу. Слишком часто проблемы игнорируются до тех пор, пока не становится слишком поздно.
Коррозия имеет два аспекта: предотвращение и ремонт. Важным фактором является то, что коррозия необратима… она всегда приводит к ослаблению конструкции. В то время как профилактика работает в будущем, ремонт является наиболее насущной проблемой.
Как ArmorThane предотвращает коррозию
Коррозия — это повреждение поверхностей и конструкций, вызванное реакцией на ряд элементов и условий. Напыляемые покрытия ArmorThane образуют защитный барьер, который блокирует эти вредные среды, поэтому коррозия не может начаться:
- Вода, дождь, влага
- Морская вода, соленый воздух
- Химические вещества, кислоты, газы
- Истирание и эрозия
- Высокоскоростной поток
- Напряжение, давление
- Микроорганизмы
- Ухудшение возраста
- Электролиз, Электрический дисбаланс
Коррозионно-стойкие сплавы и материалы с ингибиторами замедляют повреждение, но недолговечны. По мере того как защитные поверхности стираются в результате износа или физического повреждения, обнажаются лежащие под ними металлы.
Ржавчина является наиболее распространенным результатом и относится к коррозии железа и его сплавов, таких как сталь. Со временем в присутствии кислорода и воды прочные железные конструкции полностью разрушатся. По мере того, как металлическая поверхность стирается и ржавеет, обнажается новый металл; цикл повторяется, оставляя слои только хлопьев. Единственным решением является блокировка этих элементов путем покрытия полимерами ArmorThane до того, как начнется коррозия.
По мере того, как металлическая поверхность стирается и ржавеет, обнажается новый металл; цикл повторяется, оставляя слои только хлопьев. Единственным решением является блокировка этих элементов путем покрытия полимерами ArmorThane до того, как начнется коррозия.
Почему ArmorThane защищает лучше
Краски и лаки обычно используются для покрытия поверхностей, но они обладают очень ограниченными защитными свойствами и со временем ухудшаются без регулярного ухода. Эти тонкие пленки плохо стареют и могут легко трескаться и отслаиваться, оставляя открытые поверхности.
Стандарты толщины поверхностных покрытий устанавливаются поставщиками и спецификациями клиентов, но краски и грунтовки обычно тестируются при толщине 10 мил или меньше. Напыляемые полимеры, естественно, толще, что в двадцать раз превышает толщину промышленных красок, в зависимости от проекта.
Чистые и гибридные полимочевины и полиуретаны ArmorThane были разработаны, чтобы противостоять истиранию, сильным ударам, экстремальным температурам, химическим веществам, воде и многим другим средам для широкого спектра применений. Эти полимеры выдерживают давление и растяжение, не трескаясь, даже при смещении или вибрации основной конструкции. Непроницаемая природа этих материалов создает бесшовный, герметичный барьер. В качестве бонуса аэрозольное покрытие покрывает сложные формы и легко транспортируется на рабочие площадки. Эти факторы делают долгосрочную ожидаемую продолжительность жизни очень рентабельной.
Эти полимеры выдерживают давление и растяжение, не трескаясь, даже при смещении или вибрации основной конструкции. Непроницаемая природа этих материалов создает бесшовный, герметичный барьер. В качестве бонуса аэрозольное покрытие покрывает сложные формы и легко транспортируется на рабочие площадки. Эти факторы делают долгосрочную ожидаемую продолжительность жизни очень рентабельной.
Действия по устранению ржавчины
Существуют разногласия по поводу удаления ржавчины. Одна школа говорит, что ржавчина может быть лишена кислорода и влаги, чтобы остановить ржавчину. Другая мысль заключается в том, что это практически невозможно сделать. Противники указывают на следующие проблемы:
- Ржавчина занимает больше объема, чем исходный металл, вызывая расширение, особенно в окружающем бетоне. Известно, что это состояние вызывает раздвигание соседних суставов. Результатом являются трещины, которые способствуют более быстрому износу и повреждению.
- Многие из методов, направленных на ремонт или предотвращение ржавчины, часто не работают на швах, отверстиях и стыках, где есть пробелы в обработке.
 Они обеспечивают защиту в течение ограниченного времени.
Они обеспечивают защиту в течение ограниченного времени. - Если поверхности не полностью загерметизированы или повреждены, такие элементы, как кислород и влага, проникают внутрь.
Согласитесь, что маскировка не работает для ремонта. Простое покрытие ржавчиной может улучшить внешний вид и замедлить износ, но все, что питает ржавчину, будет продолжать разъедать, часто незамеченным. Ослабленное состояние может привести к коллапсу.
Как минимум необходимо удалить рыхлую ржавчину. Существует несколько способов сделать это с помощью абразивно-струйной обработки/шлифовки, кислот, электролиза, преобразователей ржавчины и других методов борьбы с ржавчиной.
Далее необходимо подготовить поверхность. Если покрытие не держится, зазоры вызовут проблемы. Металл должен быть чистым и обезжиренным. Также может потребоваться грунтовка или шероховатость поверхности. Тщательное покрытие полимером ArmorThane — лучший способ создать бесшовный барьер для предотвращения проникновения кислорода и влаги.
Выбор наилучшего полимера
Все продукты ArmorThane прочны и создают герметичный барьер. Тем не менее, были разработаны различные полимеры для улучшения защитных свойств в зависимости от поверхности, на которую наносится покрытие, и окружающей среды, такой как атмосферные и промышленные загрязнения, стресс и т. д. затраты на коррозию составляют 2,2 триллиона долларов и 3% или более мирового ВВП. Ключевые отрасли, затронутые проблемой, включают:
- Трубопроводы для газа и жидкости
- Переработка нефти
- Автомобильные мосты
- Транспорт
- Морской, судоходный
- Питьевая вода
- Канализационные системы
- Производство, Производство
- Пищевая промышленность
- Химические производства
- Хранилище отходов
- Коммунальные услуги
Примеры предотвращения коррозии и окисления
Суда и морская техника.
Транспортные контейнеры, подвергающиеся воздействию суровых условий.
Стальные мосты и другая открытая инфраструктура.
Кровля из алюминия и металла.
Защита от коррозии — SteelConstruction.info
Экономичная защита стальных конструкций от коррозии не вызовет затруднений для обычных применений и сред, если с самого начала будут определены факторы, влияющие на долговечность.
Многие стальные конструкции успешно эксплуатируются в течение многих лет даже в неблагоприятных условиях. Первое крупное железное сооружение, мост в Коулбрукдейле, Великобритания, просуществовало более 200 лет, в то время как о железнодорожном мосту Форт, которому более 100 лет, ходят легенды.
Сегодня доступны современные долговечные защитные покрытия, которые при правильном использовании позволяют увеличить интервалы обслуживания и повысить производительность.
Ключ к успеху заключается в распознавании коррозионной активности среды, которой будет подвергаться конструкция, и в определении четких и подходящих спецификаций покрытия. Там, где сталь находится в сухом отапливаемом помещении, риск коррозии незначителен, и защитное покрытие не требуется. И наоборот, стальная конструкция, подвергающаяся воздействию агрессивной среды, должна быть защищена высокоэффективной обработкой и, возможно, должна быть спроектирована с учетом технического обслуживания, если требуется продление срока службы.
И наоборот, стальная конструкция, подвергающаяся воздействию агрессивной среды, должна быть защищена высокоэффективной обработкой и, возможно, должна быть спроектирована с учетом технического обслуживания, если требуется продление срока службы.
Оптимальная защитная обработка, которая сочетает в себе соответствующую подготовку поверхности, подходящие материалы покрытия, требуемую долговечность и минимальную стоимость, достигается с помощью современной технологии обработки поверхности.
Содержание
- 1 Коррозия конструкционной стали
- 2 Влияние конструкции на коррозию
- 3 Подготовка поверхности
- 4 Лакокрасочные покрытия
- 5 Металлические покрытия
- 5.1 Горячее цинкование
- 5.2 Металлические покрытия, полученные термическим напылением
- 6 Соответствующие спецификации
- 7 Инспекция и контроль качества
- 8 Каталожные номера
- 9 Ресурсы
- 10 Дальнейшее чтение
- 11 См.
 также
также - 12 Внешние ссылки
- 13 CPD
[вверх]Коррозия конструкционной стали
Основная статья: Коррозия конструкционной стали
Схематическое изображение механизма коррозии стали
Коррозия конструкционной стали представляет собой электрохимический процесс, требующий одновременного присутствия влаги и кислорода. При отсутствии того и другого коррозия не возникает. По сути, железо в стали окисляется с образованием ржавчины, которая занимает примерно в 6 раз больше объема исходного материала, потребляемого в процессе. Здесь показан общий процесс коррозии.
Наряду с общей коррозией могут возникать различные типы локальной коррозии; биметаллическая коррозия, точечная коррозия и щелевая коррозия. Однако они, как правило, не имеют существенного значения для металлоконструкций.
Скорость, с которой развивается процесс коррозии, зависит от ряда факторов, связанных с «микроклиматом», непосредственно окружающим конструкцию, в основном от времени увлажнения и уровня загрязнения атмосферы. Из-за изменений в атмосферных условиях данные о скорости коррозии не могут быть обобщены. Тем не менее, среды можно классифицировать в широком смысле, и соответствующие измеренные скорости коррозии стали дают полезный показатель вероятной скорости коррозии. Дополнительную информацию можно найти в BS EN ISO 129.44-2 [1] и БС ЕН ИСО 9223 [2] .
Из-за изменений в атмосферных условиях данные о скорости коррозии не могут быть обобщены. Тем не менее, среды можно классифицировать в широком смысле, и соответствующие измеренные скорости коррозии стали дают полезный показатель вероятной скорости коррозии. Дополнительную информацию можно найти в BS EN ISO 129.44-2 [1] и БС ЕН ИСО 9223 [2] .
| Категория коррозионной активности | Низкоуглеродистая сталь Потеря толщины (мкм) a | Примеры типичных сред (только для справки) | |
|---|---|---|---|
| Внешний вид | Интерьер | ||
| C1 очень низкий | ≤ 1,3 | — | Отапливаемые здания с чистой атмосферой, напр. офисы, магазины, школы, гостиницы |
| C2 низкий | > 1,3 до 25 | Атмосферы с низким уровнем загрязнения: преимущественно сельские районы | Неотапливаемые здания, в которых может образовываться конденсат, напр. склады, спортивные залы склады, спортивные залы |
| C3 средний | > 25 до 50 | Городская и промышленная атмосфера, умеренное загрязнение двуокисью серы; прибрежная зона с низкой соленостью | Производственные помещения с повышенной влажностью и некоторым загрязнением воздуха, напр. предприятия пищевой промышленности, прачечные, пивоварни, молокозаводы |
| C4 высокий | > от 50 до 80 | Промышленные районы и прибрежные районы с умеренным засолением | Химические заводы, плавательные бассейны, прибрежные суда и верфи |
| C5 очень высокий | > 80 до 200 | Промышленные зоны с повышенной влажностью и агрессивной атмосферой и прибрежные зоны с повышенной соленостью | Здания или зоны с почти постоянной конденсацией и высоким уровнем загрязнения |
| CX экстремальный | > 200 до 700 | Морские районы с высокой соленостью и промышленные районы с повышенной влажностью и агрессивной атмосферой, субтропической и тропической атмосферой | Промышленные зоны с повышенной влажностью и агрессивной атмосферой |
Примечания:
- 1 мкм (1 микрон) = 0,001 мм
- a Значения потери толщины приведены после первого года воздействия.
 Убытки могут уменьшиться в последующие годы.
Убытки могут уменьшиться в последующие годы. - Значения потерь, используемые для категорий коррозионной активности, идентичны значениям, указанным в BS EN ISO 9223 [2] .
[вверх]Влияние конструкции на коррозию
Основная статья: Влияние конструкции на коррозию
Конструкция и детали конструкции могут влиять на долговечность любого нанесенного на нее защитного покрытия. Конструкции, спроектированные с большим количеством мелких конструктивных элементов и крепежных элементов, труднее защитить, чем конструкции с большими плоскими поверхностями. Ключевые вопросы, которые необходимо рассмотреть, включают:
- Доступ для нанесения покрытия и обслуживания
- Предотвращение попадания влаги и мусора
- Предотвращение или герметизация щелей
- Дренаж и вентиляция для минимизации времени увлажнения
- Тщательное управление контактом с другими материалами
Общие рекомендации по предотвращению коррозии за счет надлежащей детализации конструкции можно найти в BS EN ISO 12944-3 [3] , а также некоторые типичные рекомендации и запреты для стальных каркасов. здания показаны ниже.
здания показаны ниже.
Примеры детализации зданий
[top]Подготовка поверхности
Основная статья: Подготовка поверхности
Стальная балка, выходящая из установки автоматической пескоструйной очистки
Подготовка поверхности является важным первым этапом обработки стальной подложки перед нанесением любого покрытия и обычно считается наиболее важным фактором, влияющим на общий успех защиты от коррозии система.
Характеристики покрытия в значительной степени зависят от его способности должным образом прилипать к материалу подложки. Исходное состояние поверхности стали может варьироваться в зависимости от количества остаточной прокатной окалины и степени начальной ржавчины. Однако, как правило, это неудовлетворительная основа для нанесения современных высокоэффективных защитных покрытий. Существует ряд методов подготовки и степеней чистоты, но, безусловно, наиболее важным и важным методом, используемым для тщательной очистки поверхностей от прокатной окалины и ржавчины, является абразивоструйная очистка. Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
- Sa 1 – Легкая пескоструйная очистка
- Sa 2 – Тщательная пескоструйная очистка
- Sa 2½ – Очень тщательная пескоструйная очистка
- Sa 3 – Дробеструйная очистка до визуально чистой стали
Ручная пескоструйная очистка
(Видео предоставлено Corrodere/MPI)
Процесс подготовки поверхности не только очищает сталь, но и обеспечивает подходящий профиль и амплитуду поверхности для нанесения защитного покрытия. Толстослойные лакокрасочные покрытия и металлические покрытия, полученные термическим напылением, требуют грубого угловатого профиля поверхности для обеспечения механического ключа. Это достигается за счет использования абразивных материалов. Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Абразивная дробь
Зернистый абразив
После абразивоструйной очистки можно проверить дефекты поверхности и изменения поверхности, возникшие в процессе изготовления, например, сварка. Некоторые поверхностные дефекты, появившиеся во время первоначальной обработки стали, могут не оказывать отрицательного влияния на характеристики покрытия в процессе эксплуатации, особенно для конструкций в категориях окружающей среды с относительно низким уровнем риска. Однако, в зависимости от конкретных требований к конструкции, может потребоваться дополнительная обработка поверхности для удаления поверхностных дефектов на сварных швах и кромках срезов, а также растворимых солей для обеспечения приемлемого состояния поверхности для окраски.
[вверх]Лакокрасочные покрытия
Основная статья: Лакокрасочные покрытия
Поперечное сечение многослойной системы окраски
Лакокрасочные покрытия для стальных конструкций разрабатывались на протяжении многих лет в соответствии с промышленным законодательством по охране окружающей среды и в ответ на требования владельцев мостов и сооружений о повышении долговечности. Краска состоит из пигмента, диспергированного в связующем и растворенного в растворителе. Наиболее распространены методы классификации красок либо по их пигментации, либо по типу связующего вещества.
Современная система окраски обычно включает последовательное нанесение красок или, альтернативно, красок, наносимых на металлические покрытия для образования «дуплексной» системы покрытия. Защитные лакокрасочные системы обычно состоят из грунтовки, промежуточных/сборочных слоев и финишных слоев. Каждый «слой» покрытия в любой защитной системе выполняет определенную функцию, и различные типы наносятся в определенной последовательности: грунтовка, промежуточные/сборочные слои в цехе и, наконец, финишное покрытие (или верхнее покрытие) либо в цехе. или на месте.
или на месте.
Предварительные грунтовки используются на металлоконструкциях сразу после пескоструйной очистки, чтобы сохранить реактивно очищенную поверхность в состоянии отсутствия ржавчины в процессе изготовления до тех пор, пока не будет проведена окончательная покраска. Эти типы грунтовки не используются перед нанесением термического напыления покрытий.
Способ нанесения систем окраски и условия нанесения оказывают существенное влияние на качество и долговечность покрытия. Стандартные методы, используемые для нанесения красок на стальные конструкции, включают нанесение кистью, валиком, обычным воздушным распылением и безвоздушным распылением/электростатическим безвоздушным распылением.
Безвоздушное распыление стало наиболее часто используемым методом нанесения лакокрасочных покрытий на стальные конструкции в контролируемых заводских условиях. нанесение кистью и валиком чаще используется для нанесения на месте, хотя также используются методы распыления. Покрытия «полосатые», наносимые на кромки и острые углы, обычно наносятся кистью.
- Безвоздушное распыление на стальные балки моста
Основными условиями, влияющими на нанесение лакокрасочных покрытий, являются температура стали и окружающей среды, а также влажность. Их легче контролировать в условиях магазина, чем на месте. С появлением современных высокоэффективных покрытий правильное нанесение становится все более важным для достижения намеченных характеристик. Промышленность признала это и ввела схему обучения и сертификации специалистов по нанесению красок (ICATS — Схема обучения специалистов по нанесению покрытий). Регистрация ICATS (или эквивалентная схема, например, Trainthepainter) впоследствии стала обязательным требованием для работы на мостах Highways England и сооружениях Network Rail.
Безвоздушное распыление краски
(Видео предоставлено Corrodere/MPI)
[вверх]Металлические покрытия
Основная статья: Металлические покрытия
Существует четыре широко используемых метода нанесения металлического покрытия на стальные поверхности. Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
[вверх]Горячее цинкование
Стальные элементы извлекаются из обычной ванны для горячего цинкования
Горячее цинкование представляет собой процесс, который включает погружение стального компонента, подлежащего покрытию, в ванну с расплавленным цинком (при температуре около 450°C) после травления и флюсования, а затем отзыв его. Погруженные поверхности равномерно покрыты цинковым сплавом и слоями цинка, образующими металлургическую связь с подложкой. Полученное покрытие является прочным, прочным, устойчивым к истиранию и обеспечивает катодную (жертвенную) защиту любых небольших поврежденных участков на стальной основе. Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Поперечное сечение горячеоцинкованного покрытия
[top]Термическое напыление металлических покрытий
Поперечный разрез термически напыленного алюминиевого покрытия
Термически напыляемые покрытия из цинка, алюминия и цинко-алюминиевых сплавов могут обеспечить долговременную защиту от коррозии стальных конструкций, подвергающихся воздействию агрессивных сред. Металл в виде порошка или проволоки подается через специальный пистолет-распылитель, содержащий источник тепла, которым может быть кислородное пламя или электрическая дуга. Капли расплавленного металла выдуваются струей сжатого воздуха на предварительно очищенную пескоструйным методом стальную поверхность. Легирования не происходит, покрытие состоит из перекрывающихся пластин металла и является пористым. Затем поры герметизируются путем нанесения тонкого органического покрытия, проникающего вглубь поверхности. Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Адгезия напыленных металлических покрытий к стальным поверхностям считается в основном механической по своей природе. Поэтому необходимо наносить покрытие на чистую шероховатую поверхность, и обычно рекомендуется пескоструйная очистка крупнозернистым абразивом.
Дуговое напыление
(Видео предоставлено Metallisation)
[вверх]Подходящие спецификации
Основная статья: Подходящие спецификации
Общий успех схемы защитного покрытия начинается с хорошо подготовленной спецификации. Это важный документ, предназначенный для предоставления подрядчику четких и точных инструкций о том, что и как следует делать. Спецификация должна быть составлена кем-то с соответствующими техническими знаниями, и в ней должно быть ясно, что требуется, а что является практичным и достижимым.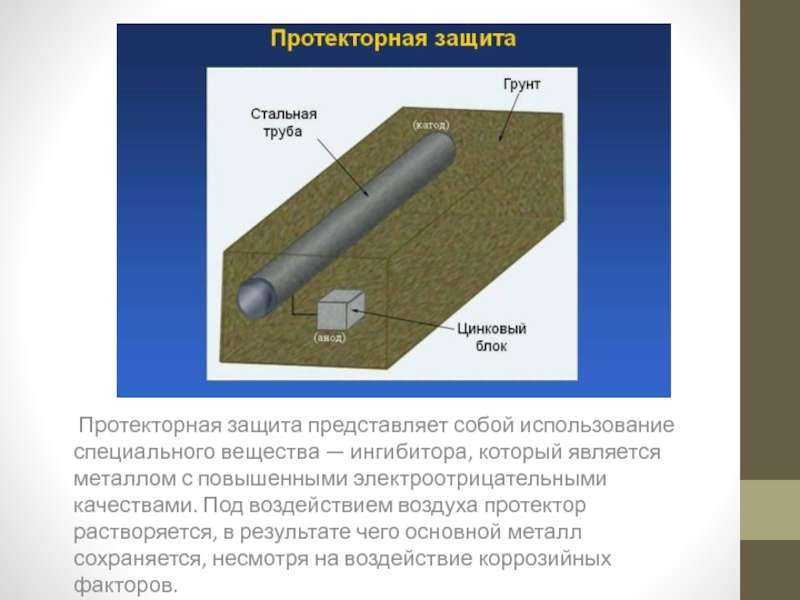
Он должен быть написан в логической последовательности, начиная с подготовки поверхности, проходя через каждую наносимую краску или металлическое покрытие и, наконец, касаясь конкретных областей, например. сварные швы. Он также должен быть максимально кратким, согласующимся с предоставлением всей необходимой информации. Наиболее важными элементами спецификации являются следующие:
- Металлическая обработка для удаления острых краев, выступов и т. д., а также стальных загрязнений.
- Метод подготовки поверхности и требуемый стандарт.
- Максимальный интервал между подготовкой поверхности и последующим грунтованием или металлическим покрытием.
- Типы используемых красок или металлических покрытий, поддерживаемые соответствующими стандартами.
- Используемый(е) метод(ы) применения.
- Количество наносимых слоев и интервал между слоями.
- Толщина влажной и сухой пленки для каждого слоя.
- Место нанесения каждого слоя (т.
 е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д.
е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д. - Детали для обработки сварных швов, болтовых соединений и т. д.
- Процедуры устранения повреждений и т. д.
Большинство стальных мостов защищены в соответствии с требованиями Highways England и стандартными спецификациями Network Rail. Для других мостов могут быть указаны альтернативные системы и методы покрытия, но должны применяться те же стандарты и принципы надлежащей практики покрытия.
[вверх]Инспекция и контроль качества
Основная статья: Инспекция и контроль качества
Ассортимент инструментов для испытаний и контроля
Контроль является неотъемлемой частью контроля качества. Его целью является проверка соблюдения требований спецификации и предоставление клиенту отчета с надлежащими записями. Одним из самых больших преимуществ для инспектора по покрытиям является четкая письменная спецификация, на которую можно без сомнений ссылаться.
Назначение стороннего инспектора с соответствующей квалификацией следует рассматривать как инвестиции в качество, а не просто как дополнительные расходы. Проверка процессов, процедур и материалов, необходимых для нанесения защитного покрытия на стальные конструкции, имеет жизненно важное значение, поскольку серьезную ошибку даже в одной операции нельзя легко обнаружить после выполнения следующей операции, и, если ее не исправить немедленно, это может значительно снизить ожидаемые срок службы до первого технического обслуживания.
[наверх]Ссылки
- ↑ 1.0 1.1 BS EN ISO 12944-2: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски. Часть 2. Классификация сред, BSI
- ↑ 2.0 2.1 BS EN ISO 9223: 2012, Коррозия металлов и сплавов. Коррозионная активность атмосферы. Классификация, определение и оценка BSI
- ↑ BS EN ISO 12944-3: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски.
 Часть 3. Вопросы проектирования, BSI
Часть 3. Вопросы проектирования, BSI - ↑ BS EN ISO 8501-1: 2007 Подготовка стальных поверхностей перед нанесением красок и сопутствующих продуктов. Визуальная оценка чистоты поверхности. Степени ржавчины и степени подготовки стальных поверхностей без покрытия и поверхностей после полного удаления предыдущих покрытий, ISO
Ресурсы
- Хенди, Ч.Р.; Айлс, округ Колумбия (2015) Группа стальных мостов: Руководящие указания по передовой практике строительства стальных мостов (6-й выпуск). (стр. 185). SCI
- Руководство 8.01 Подготовка к эффективной защите от коррозии
- Руководство 8.02 Защитная обработка крепежных изделий
- Руководство 8.03 Горячее цинкование погружением
- Руководство 8.04 Металлические покрытия, полученные термическим напылением
- Руководство 8.05 Высокоэффективные лакокрасочные покрытия
- Руководство 8.06 Проверка подготовки поверхности и обработки покрытий
- Стальные здания, 2003 г.
 , Британская ассоциация строительных металлоконструкций, ООО.
, Британская ассоциация строительных металлоконструкций, ООО.- Глава 12 – Защита от коррозии
[наверх]Дополнительная литература
- D.Deacon & R.Hudson (2012 г.), Руководство по проектированию металлоконструкций (7-е издание), Глава 36. Коррозия и предотвращение коррозии, Институт стальных конструкций.
- Д.А. Bayliss & DHDeacon (2002), Steelwork Corrosion Control (2-е издание), Spon Press
[вверху] См. также
- Коррозия конструкционной стали
- Влияние конструкции на коррозию
- Подготовка поверхности
- Лакокрасочные покрытия
- Стандартные системы защиты зданий от коррозии
- Металлические покрытия
- Соответствующие спецификации
- Инспекция и контроль качества
[наверх]Внешние ссылки
- Британская федерация покрытий
- Ассоциация гальванистов
- Ассоциация исследования красок
- Ассоциация термического напыления и обработки поверхности
- ИКАТС
- Корродор
- Защита от коррозии
ISO 12944 — Защита стали от коррозии с помощью защитной краски
Благодаря своей надежной опоре и свойствам нержавеющей стали, сталь является одним из наиболее часто используемых металлов на планете. Однако, как черный металл, он подвержен коррозии при одновременном воздействии влаги и кислорода. Когда железо в стали окисляется, оно занимает примерно в шесть раз больше объема исходного материала, что может резко нарушить его структуру. Защита стали от коррозии необходима для обеспечения ее долговечности, и эта задача стандартизирована в соответствии с ISO 129.44.
Однако, как черный металл, он подвержен коррозии при одновременном воздействии влаги и кислорода. Когда железо в стали окисляется, оно занимает примерно в шесть раз больше объема исходного материала, что может резко нарушить его структуру. Защита стали от коррозии необходима для обеспечения ее долговечности, и эта задача стандартизирована в соответствии с ISO 129.44.
ISO 12944 Стандарт
ISO 12944 касается системы защитной окраски, которая может предотвратить коррозию углеродистой или низколегированной конструкционной стали. Эта система покрытия задерживает коррозию металла, потому что она может изолировать поверхность стали от местного микроклимата, который ее окружает и в противном случае может вызвать ржавчину. ISO 12944 состоит из восьми частей, каждая из которых либо посвящена конкретным соображениям, либо подробно описывает этап процесса.
Все части ISO 12944
ISO 12944-1:2017 – Краски и лаки – Защита стальных конструкций от коррозии с помощью систем защитной окраски – Часть 1: Общее введение не определяет конкретную процедуру, а вместо этого дает основу, необходимую для использования сводных документов. Он устанавливает область действия стандарта, указывая, что его следует использовать только для предотвращения коррозии, а не для защиты соответствующей поверхности от других воздействий, таких как микроорганизмы, химические вещества, механическое воздействие и пожары.
Он устанавливает область действия стандарта, указывая, что его следует использовать только для предотвращения коррозии, а не для защиты соответствующей поверхности от других воздействий, таких как микроорганизмы, химические вещества, механическое воздействие и пожары.
Создание на основе этого, ISO 12944-2: 2017 — Краски и лаки. Защита стальных конструкций от коррозии с помощью защитных систем окраски — Часть 2: Классификация сред классифицирует основные среды, которым может подвергаться конструкционная сталь. Это определяет категории атмосферной коррозии на основе потери массы, описывает категории окружающей среды для конструкций, погруженных в воду или заглубленных в почву, и дает информацию о некоторых особых коррозионных нагрузках.
В качестве начального этапа процедуры нанесения защитной краски, ISO 12944-3:2017 – Краски и лаки. Защита стальных конструкций от коррозии с помощью систем защитной окраски – Часть 3. Конструктивные соображения требуют, чтобы стальные конструкции были спроектированы таким образом, чтобы не только обеспечить их общую поддержку, но и облегчить облегчают приготовление, нанесение и уход за защитной краской. Поскольку определенные формы конструкции более подвержены коррозии, рекомендуется, чтобы проектировщик связался со специалистом по коррозии на самом раннем этапе процесса, чтобы конструкция не подверглась коррозии до нанесения.
Поскольку определенные формы конструкции более подвержены коррозии, рекомендуется, чтобы проектировщик связался со специалистом по коррозии на самом раннем этапе процесса, чтобы конструкция не подверглась коррозии до нанесения.
ISO 12944-4:2017 – Краски и лаки – Защита стальных конструкций от коррозии с помощью защитных систем окраски – Часть 4: Типы поверхности и подготовка поверхности определяет ряд типов поверхностей стальных конструкций и устанавливает требования, касающиеся их подготовки к нанесению краска. Эти требования гарантируют отсутствие на поверхности каких-либо вредных веществ, которые могут ограничить адгезию грунтовки к стали.
ISO 12944-5:2019 – Краски и лаки – Защита стальных конструкций от коррозии с помощью систем защитной окраски – Часть 5: Системы защитной окраски фокусируется на другом основном компоненте защищаемой конструкции: самой системе окраски. В этой части описываются различные типы красок и материалов для покрытий и даются рекомендации по их выбору на основе классификации сред и поверхностей, установленной предыдущими частями сводного стандарта.
Последним разделом, помогающим выбрать систему окраски, является ISO 12944-6:2018 – Краски и лаки – Защита стальных конструкций от коррозии защитными системами окраски – Часть 6: Методы лабораторных испытаний. В этом документе рассматриваются процедуры лабораторных испытаний, используемые для определения эффективности конкретной системы защитной окраски. Одним из обсуждаемых методов, помогающих в выборе системы окраски, является искусственное старение, предназначенное для оценки надежности антикоррозионного покрытия с течением времени.
ISO 12944-7: 2017 — Краски и лаки — Защита стальных конструкций от коррозии с помощью систем защитной окраски — Часть 7: Выполнение и надзор за окрасочными работами — касается фактического нанесения системы защитной окраски на стальную конструкцию и содержит требования на его исполнение, кроме управления краской и рабочими. Рекомендуется подготовить стальную основу к нанесению системы окраски в соответствии с указаниями, изложенными в предыдущих шести частях стандарта.
И, наконец, по крайней мере для более широкого руководства, охватываемого этой серией стандартов, ISO 12944-8:2017 – Краски и лаки. Защита стальных конструкций от коррозии системами защитной окраски – Часть 8: Разработка спецификаций для новых работ и технического обслуживания обеспечивает средства, с помощью которых защищенная сталь может поддерживаться в течение всего срока ее службы.
Сосредоточенный на определенной группе конструкций, последний стандарт в этой серии, ISO 12944-9: 2018 — Краски и лаки — Защита стальных конструкций от коррозии с помощью систем защитной окраски — Часть 9: Системы защитной окраски и методы лабораторных испытаний для морских и связанных с ними сооружений, определяет эксплуатационные требования к системам защитной окраски для морских сооружений. Эти требования, которые также применяются к другим конструкциям, находящимся в морской атмосфере, а также к тем, которые погружены в морскую или солоноватую воду, подвергаются воздействию сред с коррозионной категорией CX (оффшор) и категорией погружения Im4, как определено в ISO 12944-2. Этот стандарт описывает системы окраски с высокой износостойкостью в соответствии с ISO 129.44‑1.
Этот стандарт описывает системы окраски с высокой износостойкостью в соответствии с ISO 129.44‑1.
Скидка на все стандарты ISO 12944
Все 9 частей ISO 12944 доступны вместе со скидкой 35 % как ISO 12944 – Защита стали от коррозии с помощью коллекции защитных красок.
Высокотемпературные коррозионно-стойкие покрытия
Для коррозионно-стойких покрытий компания DECC использует как барьерные, так и защитные типы инженерных покрытий. Эти покрытия прилипают к металлической подложке и обеспечивают дополнительную защиту от соли, химикатов и высокотемпературных агрессивных сред.
Преимущества коррозионных покрытий
ИКОН-ДАШКА
Экономия топлива
Увеличивает экономию топлива при применении к определенным автомобильным деталям
ИКОН-ВП. за счет трения
icon-gear
Функциональность
Повышение функциональности за счет увеличения срока службы детали
icon-shield
Устойчивость
Устойчивость к агрессивным химическим веществам и экстремальным температурам
значок-знак доллара
Экономия средств
Снижение затрат на техническое обслуживание, так как детали служат дольше
Барьерные покрытия
создают однородную пленку, которая предотвращает проникновение внешних элементов на подложку.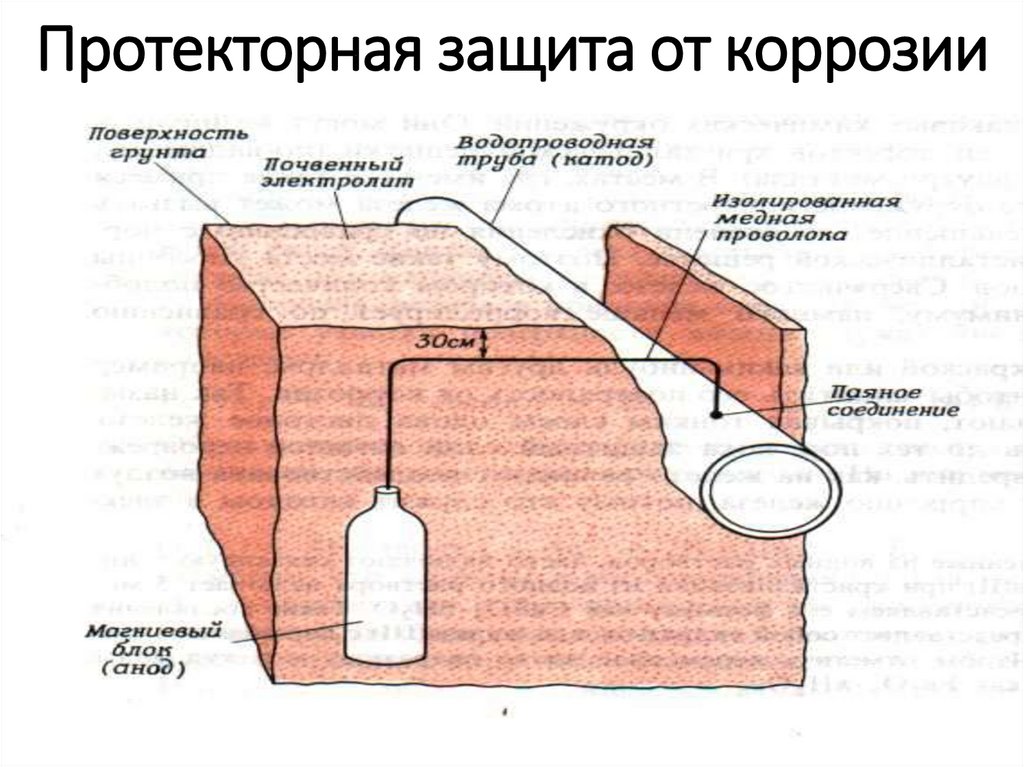 Другими словами, в барьерном покрытии используется тонкий слой пластичной смолы, который действует как экран, не позволяющий внешним факторам причинить вред детали. Каждое барьерное покрытие содержит защитный слой из пластиковой смолы, который затем соединяется со слоем наполнителя для решения конкретной проблемы. Например, в краске для стен используется красящая добавка, смешанная с пластиковой смолой, и ее можно рассматривать как барьерное покрытие, поскольку она обеспечивает защиту гипсокартона, обеспечивая при этом косметическую привлекательность.
Другими словами, в барьерном покрытии используется тонкий слой пластичной смолы, который действует как экран, не позволяющий внешним факторам причинить вред детали. Каждое барьерное покрытие содержит защитный слой из пластиковой смолы, который затем соединяется со слоем наполнителя для решения конкретной проблемы. Например, в краске для стен используется красящая добавка, смешанная с пластиковой смолой, и ее можно рассматривать как барьерное покрытие, поскольку она обеспечивает защиту гипсокартона, обеспечивая при этом косметическую привлекательность.
Защитные покрытия содержат определенные элементы, такие как алюминий или цинк, которые защитно окисляются, чтобы гарантировать отсутствие коррозии подложки. Покрытия, устойчивые к солевому туману, некоторые из которых выдерживают более 1000 часов, также могут предотвратить гальваническую коррозию при контакте разнородных металлов друг с другом. Жертвенные покрытия, по сути, обманывают ржавчину, заставляя ее разъедать покрытие, а не металлические слои под ним. Это происходит потому, что алюминий или, в некоторых случаях, цинк добавляют в эпоксидную смолу в процессе производства покрытия.
Это происходит потому, что алюминий или, в некоторых случаях, цинк добавляют в эпоксидную смолу в процессе производства покрытия.
На протяжении более 50 лет компания DECC усердно работала над тем, чтобы предоставить нашим клиентам самые надежные варианты нанесения защитного покрытия. Мы стремимся предоставить решения для каждой из уникальных потребностей наших клиентов, независимо от сложности поставленной задачи.
Компания DECC полностью оборудована и готова решить вашу проблему эффективным и недорогим решением.
Acheson
Смазочные материалы Emralon 310, Molydag 250 и Molydag 254 обеспечивают коррозионную стойкость различных компонентов.
Doerken
Все покрытия Doerken предназначены для защиты от коррозии.
Dow Corning
Большая часть линейки Molykote обеспечивает превосходную защиту от коррозии.
Lord Corporation
Chemlok 6254 является предпочтительным покрытием DECC, которое используется для процесса склеивания резины с металлом, а также обладает коррозионной стойкостью. Мы также используем Chemlok 6260 для аналогичных проектов.
Мы также используем Chemlok 6260 для аналогичных проектов.
The Magni Group
DECC — это аппликатор, одобренный компанией Magni. Все покрытия Magni были разработаны специально для защиты компонентов от коррозии.
Whitford
DECC — одобренный Whitford аппликатор. Многие покрытия Xylan разработаны с учетом защиты от коррозии в качестве главного приоритета.
Коррозионностойкие покрытия компании DECC обеспечивают эффективную защиту от различных форм коррозии.
Атмосферная коррозия
Этот термин используется для описания любых причин коррозии, которые могут присутствовать в атмосфере внутри или вне помещений. Несколько факторов могут работать вместе, чтобы вызвать атмосферную коррозию. ИСО 9223 стандарта оценивают коррозионную активность окружающей среды от C1 (наименее агрессивная) до CX (наиболее агрессивная). Эта классификация может помочь определить, какие материалы могут или не могут быть подходящими для применения и окружающей среды, но атмосферная коррозия может произойти, даже если будут приняты меры предосторожности. Состояние поверхности может усилить атмосферную коррозию: грубые поверхности склонны собирать грязь и другие твердые частицы, что в конечном итоге может привести к коррозии, в то время как гладкие поверхности менее восприимчивы.
Состояние поверхности может усилить атмосферную коррозию: грубые поверхности склонны собирать грязь и другие твердые частицы, что в конечном итоге может привести к коррозии, в то время как гладкие поверхности менее восприимчивы.
Щелевая коррозия
Щелевая коррозия, образующаяся в ограниченном пространстве с ограниченным содержанием кислорода, обычно поражает фланцы, резьбовые соединения и другие механические соединения в оборудовании и машинах. Растворенные ионы металлов и ионы хлора проникают в эти щели с низким содержанием кислорода, создавая большие неглубокие области коррозии.
Науглероживание
Некоторые металлы и сплавы могут науглероживаться в высокотемпературной среде, где присутствуют монооксид углерода, диоксид углерода, метан или другие углеводородные газы. Эффекты науглероживания могут сильно различаться в зависимости от количества углерода и кислорода в атмосфере, рабочей температуры и состава металла. В дополнение к внешней коррозии, науглероживание также может вызвать охрупчивание и, в крайних случаях, разрушение материала, приводящее к образованию глубоких ямок и отверстий.
Гальваническая коррозия
В любой потенциально агрессивной среде, где два разнородных металла вступают в повторяющийся механический контакт, может возникнуть гальваническая коррозия. Такие материалы, как углеродистая и оцинкованная сталь, медь и латунь, очень восприимчивы к этому разрушительному процессу. При гальванической коррозии металл с более низким потенциалом положительного электрода обычно более подвержен воздействию, а скорость коррозии может быть очень высокой и быстродействующей. И барьерные, и защитные покрытия от компании DECC обеспечивают эффективное решение проблемы гальванической коррозии.
Высокотемпературная коррозия
Высокотемпературная атмосфера, богатая кислородом, серой или галогенами, может вызывать сильные коррозионные реакции. Эти «восстановительные» среды могут воздействовать на алюминий, кремний, хром и другие металлы и сплавы. Специальные высокотемпературные покрытия от DECC могут защитить большинство металлических поверхностей от коррозионных реакций при повышенных температурах.
Межкристаллитная коррозия
Хотя современные металлы с пониженным содержанием углерода обычно невосприимчивы к межкристаллитной коррозии, она по-прежнему представляет опасность для любого материала, содержащего углерод. Фактором, провоцирующим межкристаллитную коррозию, являются высокие температуры выше 1000°F (550°C). Термическая обработка металлов — отличный способ предотвратить этот тип коррозии; Компания DECC предлагает ряд термобарьерных покрытий для защиты нетермообработанных материалов.
Окисление
Обычно называемое ржавлением, окисление происходит, когда железо подвергается воздействию кислорода в окружающей среде, и, следовательно, это, возможно, наиболее распространенная форма коррозии. Колебания температуры могут ускорить процесс окисления. На поверхности образуются чешуйки ржавчины из оксида железа, которые парадоксальным образом могут обеспечить защиту от дальнейшего окисления. Однако ржавчина также может проникать глубоко в металлические материалы. Существует ряд методов предотвращения окисления, от простой окраски поверхности до специальных антикоррозионных покрытий DECC.
Существует ряд методов предотвращения окисления, от простой окраски поверхности до специальных антикоррозионных покрытий DECC.
Точечная коррозия
Точечная коррозия, как правило, локализованная, образует дискретные язвы на незащищенных металлических поверхностях. Каждая ямка воздействует на очень небольшую площадь поверхности, но скорость коррозии высока и часто быстро действует. Существует ряд потенциальных причин точечной коррозии, в том числе воздействие морской воды, технологические растворы с высоким содержанием хлоридов, окислительные химикаты и многое другое. Все эти факторы могут усугубляться повышенными температурами и средами с низким pH.
Сульфидация
Сульфидирование аналогично окислению, но вызывается воздействием соединений серы в технологических газах, а не кислорода. Никелевые сплавы особенно подвержены сульфидированию и могут быстро разрушаться. Часто образуются сульфидные отложения, похожие на отложения ржавчины, но они не обеспечивают той защиты, которую обеспечивают оксидные отложения. DECC применяет систему фенольных смол к дизельным компонентам, чтобы решить эту проблему.
DECC применяет систему фенольных смол к дизельным компонентам, чтобы решить эту проблему.
Равномерная коррозия
Как следует из названия, равномерная коррозия представляет собой последовательное разрушение на большой части незащищенной металлической поверхности, часто на всей поверхности. Равномерная коррозия обычно происходит в рабочей среде с постоянной температурой и химическим воздействием и обычно происходит с постоянной, хотя и постепенной, скоростью. От него обычно легче защититься, чем от локализованных процессов коррозии.
Растрескивание и усталость
Хотя технически это не коррозия, растрескивание и усталость все же очень вредны для металлов и сплавов. Как правило, вызванное сочетанием механического напряжения и коррозионных факторов окружающей среды, растрескивание может очень быстро распространяться и вызывать более быстрый выход из строя, чем одна только коррозия. Коррозионная усталость обычно вызывается комбинацией циклических нагрузок и коррозионных факторов и может быстро снизить усталостную прочность материала.
