Проволока для армирования: ее особенности, расчет и как ею армировать бетон, фото, видео
Содержание
Проволока для армирования предварительно напряженных железобетонных конструкций ГОСТ 7348-81 В-2 (Гладкая)
+998 (78) 122-30-69
+998 (97) 765-24-53
+998 (97) 765-24-53
+998 (97) 765-24-53
Ташкент, Яккасарайский район, ул. Ш.Руставели, 2-вагоный проезд, дом 1
Главная
/
Проволока стальная для ЖБК
/
Проволока для армирования предварительно напряженных железобетонных конструкций ГОСТ 7348-81 В-2 (Гладкая)
Проволока для армирования предварительно напряженных железобетонных конструкций ГОСТ 7348-81 В-2 (Гладкая)
В зависимости от профиля выпускается:
- В — круглого профиля с отпуском под напряжением (стабилизированная)
- ВР — периодического профиля с отпуском из сталей марок 75, 80, 85.
По точности изготовления производится трех групп: 1, 2 и 3.
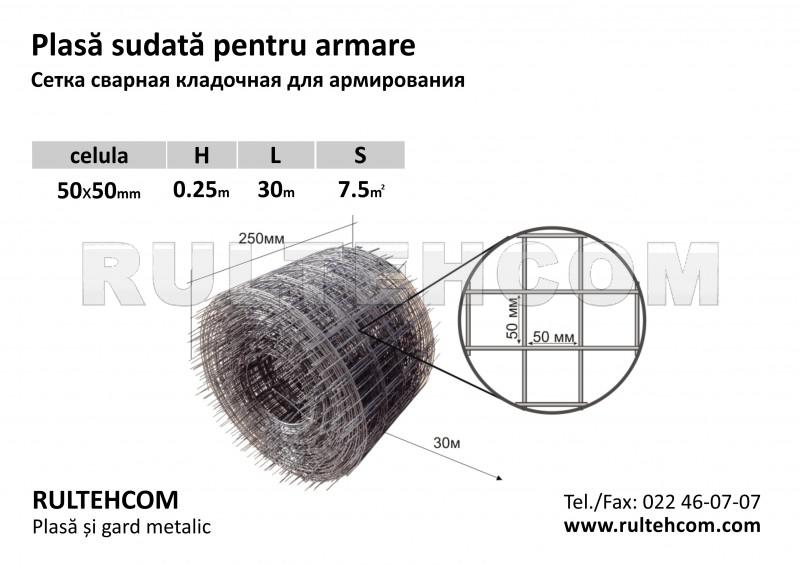
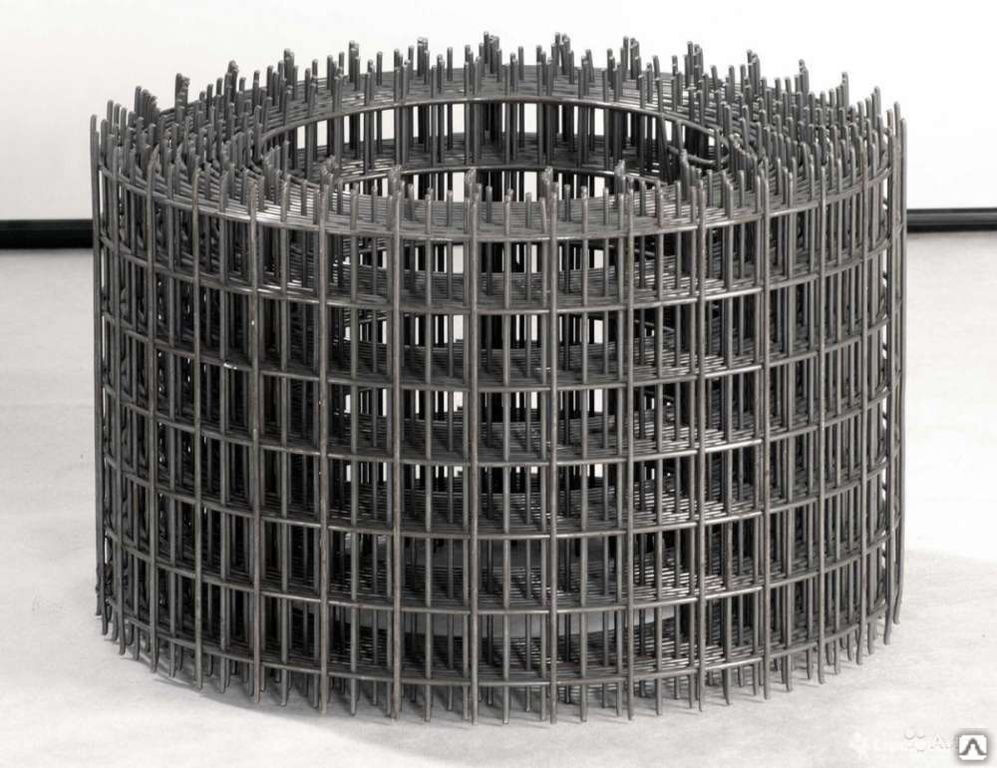
Форма выпуска: бухты не менее 500 кг., диаметр мотков не менее 1200 мм
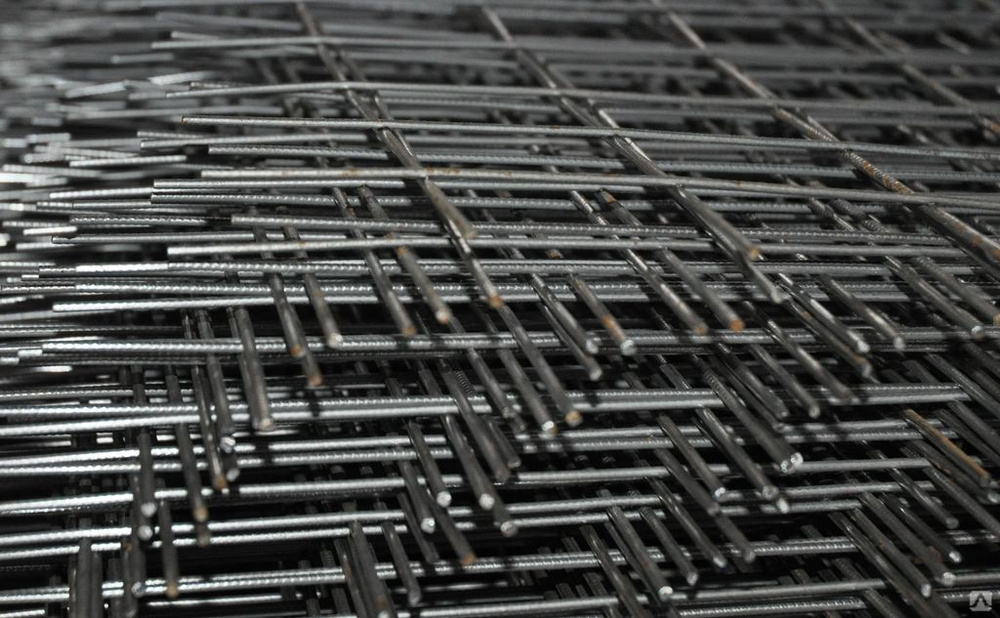
Проволока В-2 5 мм (проволока высокопрочная жесткая) изготавливается из углеродистой стали и предназначена для использования в качестве армирующего материала в нагруженных бетонных конструкциях. В качестве таковых выступают бетонные опоры с внутренним металлическим каркасом, арки перекрытий, фундаменты и прочее. Из данной металлопродукции изготавливают и сварные сетки используемые в качестве армирующего материала при нанесении бетонных стяжек, а также как ограждающие конструкции. Применяется изделие и для чистки канализации в службах коммунального хозяйства.
В качестве таковых выступают бетонные опоры с внутренним металлическим каркасом, арки перекрытий, фундаменты и прочее. Из данной металлопродукции изготавливают и сварные сетки используемые в качестве армирующего материала при нанесении бетонных стяжек, а также как ограждающие конструкции. Применяется изделие и для чистки канализации в службах коммунального хозяйства.
В зависимости от предполагаемых условий эксплуатации проволоку В-2 5 мм ГОСТ 7348-81 В1400 купить можно без защитного покрытия и оцинкованную. Второй вариант холоднотянутой проволоки из углеродистой стали для армирования предварительно нагруженных железобетонных изделий является более долговечным за счет повышенных антикоррозийных свойств, что позволяет применять металлоизделие практически во всех климатических зонах. Хоть цена за тонну оцинкованной проволоки В-2 выше, она пользуется большой популярностью в строительной отрасли, машиностроении и других сферах деятельности человека.
Технические характеристики
Проволока В-2 изготавливается в соответствии с регламентом ГОСТ 7348-81, в котором отражены основные технические требования и указаны показатели характеризующие металлопродукцию. Особенностью металлоизделия является наличие на поверхности периодически расположенных выпуклостей, способствующих более надежному сцеплению арматурного каркаса с бетонной смесью. В соответствии с госстандартом проволока изготавливается в круглом виде (В-1) и с периодическим профилем (В-2).Благодаря этому, у потребителя есть возможность подобрать металлопродукцию наиболее подходящую для выполнения тех или иных производственных задач. Металлоизделие подразделяют и по состоянию изготовления — с отпуском и с отпуском под напряжением (стабилизированная). Следующим важным фактором квалифицирующим металлопродукцию является точность производства, которая может быть 1,2 и 3 группы.Надо отметить, что стабилизированная проволока может быть только круглой и маркируется как проволока 5В1400—-1 ГОСТ 7348-81, проволока ЗВ1500—1 ГОСТ 7348-81. Цена за метр такого проката несколько ниже, при достаточно высоких эксплуатационных характеристиках. Проволока в зависимости от сечения и показателя условного предела текучести производится классов прочности: В1500, В1400, 1300, 1200, 1100, 1000.
Особенностью металлоизделия является наличие на поверхности периодически расположенных выпуклостей, способствующих более надежному сцеплению арматурного каркаса с бетонной смесью. В соответствии с госстандартом проволока изготавливается в круглом виде (В-1) и с периодическим профилем (В-2).Благодаря этому, у потребителя есть возможность подобрать металлопродукцию наиболее подходящую для выполнения тех или иных производственных задач. Металлоизделие подразделяют и по состоянию изготовления — с отпуском и с отпуском под напряжением (стабилизированная). Следующим важным фактором квалифицирующим металлопродукцию является точность производства, которая может быть 1,2 и 3 группы.Надо отметить, что стабилизированная проволока может быть только круглой и маркируется как проволока 5В1400—-1 ГОСТ 7348-81, проволока ЗВ1500—1 ГОСТ 7348-81. Цена за метр такого проката несколько ниже, при достаточно высоких эксплуатационных характеристиках. Проволока в зависимости от сечения и показателя условного предела текучести производится классов прочности: В1500, В1400, 1300, 1200, 1100, 1000.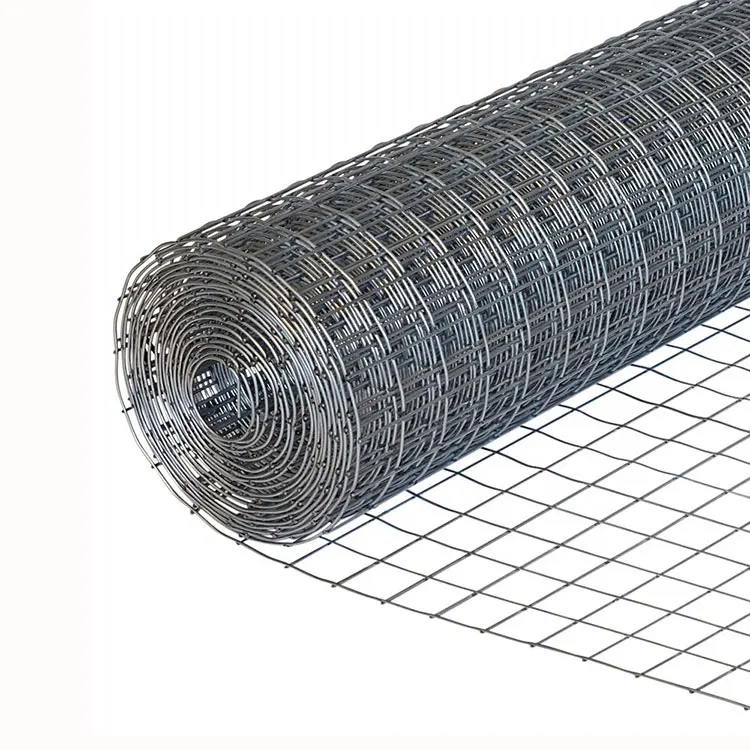
Типоразмеры металлоизделия и условия хранения
Проволока В-2 В1400 5 мм производится с номинальным поперечным сечением от 3 до 8 миллиметров из сталей таких марок как 85, 80, 70, 75, 65 и т. д. Потребителю продукция поставляется в бухтах, при этом, размер мотка варьируется в зависимости от потребностей заказчика. Можно купить бухту 1400 кг, бухту 50 метров, бухту 100 метров, бухту 150 м.п., 200, 300, 400, 500 метров. То есть, клиент может приобрести столько продукции, сколько необходимо для решения поставленных задач. Цена за бухту складывается исходя из таких показателей как диаметр проволоки, марка используемой стали, объем поставки. Но в любом случае, у нас стоимость товара значительно ниже чем у конкурентов.
В процессе производства металлоизделие подвергается контролю качества по химическому составу, техническим характеристикам и наличию дефектов, влияющих на эксплуатационные показатели (разрывы, трещины, вздутия, выемки и прочее). Хранится проволока В-2 в сухих крытых помещениях. В процессе складирования не допускается повышенная влажность и близость всевозможных химических реагентов.
В процессе складирования не допускается повышенная влажность и близость всевозможных химических реагентов.
Контакты
Для получения консультации, просим обращаться по указанным номерам
+998 (97) 765-24-53
+998 (78) 122-30-69
+998 (97) 765-24-53
+998 (97) 765-24-53
Ташкент, Яккасарайский район, ул. Ш.Руставели,
2-вагоный проезд, дом 1
Любая удобная для Вас форма оплаты. Принимается так же терминал Uzkard и Humo.
Copyright © 2020 — 2022
Заказать эффективные интернет решения megagroup.uz
|
|
ГОСТ 6727-80 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПРОВОЛОКА ИЗ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.01.83 Настоящий стандарт распространяется на проволоку из
(Измененная редакция, Изм. № 2, 3). 1.1. (Исключен, Изм. № 3). 1.2. Основные параметры и размеры проволоки должны
Обозначения размеров проволоки приведены на чертеже. Таблица 1 мм
Примечание Номинальный шаг вмятин s и
(Измененная редакция, Изм. № 2, 3). 1.3. Радиус сопряжения поверхности вмятин с выступами R для проволоки
Допускается относительное смещение противоположных
(Измененная редакция, Изм. № 2). 1.4. Разность размеров а и а1
Пример условного обозначения проволоки номинальным диаметром 3,0 мм: Проволока 3 Bp1 ГОСТ
(Измененная редакция, Изм. № 3). 2.1. Проволока должна изготовляться в соответствии с
(Измененная редакция, Изм. № 1, 2). 2.2. Механические свойства проволоки должны соответствовать
Таблица 2
(Измененная редакция, Изм. 2.3. На поверхности проволоки не должно быть трещин,
Допускаются риски и царапины глубиной не более
(Измененная редакция, Изм. № 3). 2.4. Проволока изготовляется в мотках массой 500-1500
(Измененная редакция, Изм. № 2). 2.5. Линейная плотность проволоки должна
Таблица 3
Расчетная площадь поперечного сечения и теоретическая
(Измененная редакция, Изм. № 2, 3). 3.1. Проволоку принимают партиями. Партия должна
— товарный знак или наименование и товарный знак
— условное обозначение проволоки; — результаты испытаний; — количество мотков; — номер партии; — массу нетто партии; — изображение государственного Знака качества для
(Измененная редакция, Изм. № 1, 2, 3). 3.2. Размер а, разность размеров а и а1
(Измененная редакция, Изм. № 3). 3.3. Для проверки механических свойств проволоки и
(Измененная редакция, Изм. № 2). 3.4. При получении неудовлетворительных результатов
4.1. Для каждого вида испытаний отбирают по одному
4.2. Качество поверхности проволоки контролируется
4.3. Размеры а и а1 проволоки
Величина разности размеров а и а1
(Измененная редакция, Изм. № 2, 3). 4.4. Параметры профиля проволоки определяют как
Глубина вмятин h измеряется
Длина выступа b
При разногласиях в измерении параметров профиля
Линейная плотность проволоки определяется как частное
(Измененная редакция, Изм. № 2, 3). 4.5. Испытание проволоки на растяжение проводят по ГОСТ 12004. 4.6. Испытание проволоки, на перегиб проводят по ГОСТ
При испытании проволоки образец зажимается так, чтобы
4.5, 4.6 (Измененная
4.7. Глубину рисок и царапин определяют удалением их
(Измененная редакция, Изм. № 2, 3). 5.1. Каждый моток массой 500-1500 кг должен быть
По требованию потребителя моток массой 500-1500 кг
В качестве увязочных материалов применятся катанка по
Концы мотка должны быть аккуратно уложены и легко
(Измененная редакция, Изм. № 2, 4). 5.1a. Мотки проволоки
Масса грузового места не должна превышать 1500 кг. По
Грузовые места формируют в транспортные пакеты по ГОСТ 24597
(Введен дополнительно, Изм. № 2). 5.2. К каждому мотку (бухте) должен быть прочно
— товарный знак или наименование и товарный знак
— условное обозначение проволоки; — номер партии; — клеймо технического контроля; — изображение государственного Знака качества для
(Измененная редакция, Изм. №1, 2). 5.3. Проволоку перевозят транспортом всех видов в
Допускается транспортирование проволоки в
5.4. Хранение проволоки — по условиям 5 ГОСТ
5.3, 5.4. (Измененная
5.5. Транспортирование проволоки, отправляемой в
(Измененная редакция, Изм. № 3). 5.6. Транспортная маркировка — по ГОСТ 14192. (Введен дополнительно, Изм. № 2). Специальная пятка к микрометру типа МК по ГОСТ
Материал — сталь ШХ15, У10А, У12А.
Расчетная площадь поперечного сечения и теоретическая
ПРИЛОЖЕНИЕ 2. ИНФОРМАЦИОННЫЕ
1.
РАЗРАБОТЧИКИ Е.М. Киреев, К.Г. Залялютдинов, Х.Н.
2.
3.
4.
5. Ограничение срока действия снято по протоколу 2-93
6. ИЗДАНИЕ (май 2003 г.) с Изменениями № 1, 2, 3, 4, утвержденными
___________________________________________________________________________________________________________________________ Переиздание
СОДЕРЖАНИЕ
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 2.
2. № 1, 2, 3).
№ 1, 2, 3). 
 Результаты повторной проверки распространяют на всю партию.
Результаты повторной проверки распространяют на всю партию.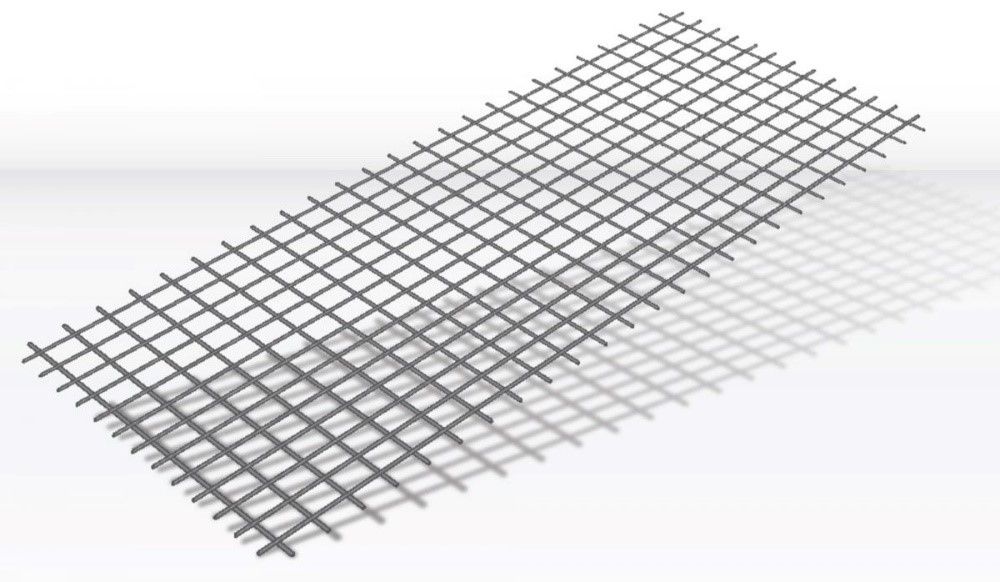 3).
3).

 3, 4.4,
3, 4.4,
 3
3ГОСТ 6727-80.
 Проволока холоднотянутая для армирования Ж/Б конструкций
Проволока холоднотянутая для армирования Ж/Б конструкций
ГОСТ 6727-80
УДК 669.14-426-124.2:006.354
Группа В71
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПРОВОЛОКА ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ХОЛОДНОТЯНУТАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия. Cold-drawn low-carbon steel wire for reinforced concrete. Specifications
ОКП 12 1400
Дата введения 1983-01-01
Информационные данные
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ: Е.М. Киреев, К.Г. Залялютдинов, Х.Н. Белалов, Н.А. Галкина, Т.А. Коршунова, К.В. Михайлов, В.И. Бондаренко, В.М. Скубко.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.05.80 № 2108
3. ВЗАМЕН ГОСТ 6727-53
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, приложения |
|---|---|
| ГОСТ 1579-93 | 4. 6 6 |
| ГОСТ 6507-90 | 4.3, 4.4, приложение 1 |
| ГОСТ 12004-81 | 4.5 |
| ГОСТ 14192-96 | 5.6 |
| ГОСТ 15102-75 | 5.3 |
| ГОСТ 15150-69 | 5.4 |
| ГОСТ 15846-79 | 5.5 |
| ГОСТ 20435-75 | 5.3 |
| ГОСТ 21650-76 | 5.1a |
| ГОСТ 22225-76 | 5.3 |
| ГОСТ 24597-81 | 5.1a |
| ОСТ 14-15-193-86 | 2.1, 5.1 |
5. Ограничение срока действия снято по протоколу 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (сентябрь 1998 г.) с Изменениями № 1, 2, 3, 4, утвержденными в декабре 1984 г., июне 1987 г., октябре 1988 г., феврале 1990 г. (ИУС 3-85, 10-87,1-89, 5-90)
Настоящий стандарт распространяется на проволоку из низкоуглеродистой стали холоднотянутую периодического профиля класса Вр-1 для армирования железобетонных конструкций.
(Измененная редакция, Изм. № 2, 3).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. (Исключен, Изм. № 3).
1.2. Основные параметры и размеры проволоки должны соответствовать указанным в табл. 1.
Обозначения размеров проволоки приведены на чертеже.
Таблица 1
| Номи- нальный диаметр прово- локи | Номи- наль ный размерa | Предель- ные отклоне- ния на размер a | Глубина вмятинh | Предель- ные отклоне- ния до глубины вмятин | Номи- нальный шаг вмятин s | Предель- ные отклоне- ния по шагу вмятин | Длина высту- па b | Предель ные отклоне- ния по длине выступа |
|---|---|---|---|---|---|---|---|---|
| +0,03 | ||||||||
| 3,0 | 3,0 | -0,09 | 0,15 | 2,0 | 0,6 | |||
| +0,04 | ||||||||
| 4,0 | 4,0 | -0,12 | 0,20 | 2,5 | 0,8 | |||
| +0,05 | +0,05 | ±0,2 | ±0,2 | |||||
| 5,0 | 5,0 | -0,15 | 0,25 | -0,02 | 3,0 | 1,0 |
Примечание. Номинальный шаг вмятин s и радиус сопряжения поверхности вмятин с выступами R являются справочными величинами для конструирования профилирующего инструмента и на проволоке не проверяются.
Номинальный шаг вмятин s и радиус сопряжения поверхности вмятин с выступами R являются справочными величинами для конструирования профилирующего инструмента и на проволоке не проверяются.
(Измененная редакция, Изм. № 2, 3).
1.3. Радиус сопряжения поверхности вмятин с выступами R для проволоки всех диаметров должен быть равен (2,5±0,5) мм.
Допускается относительное смещение противоположных вмятин до 0,5S и расположение их по винтовой линии оси проволоки.
(Измененная редакция, Изм. № 2).
1.4. Разность размеров a и a1 не должна превышать поля допуска на размер a.
Пример условного обозначения проволоки номинальным диаметром 3,0 мм:
Проволока 3 Вр1 ГОСТ 6727-80.
(Измененная редакция, Изм. № 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволока изготовляется из катанки по ОСТ 14-15-193.
(Измененная редакция, Изм. № 1, 2).
2.2. Механические свойства проволоки должны соответствовать указанным в табл. 2.
Таблица 2
| Номинальный диаметр проволоки, мм | Разрывное усилие P, гН (кгс) | Усилие, соответствующее условному пределу текучести P0,2, гН (кгс) | Число перегибов | Относительное удлинение d100, % |
|---|---|---|---|---|
| не менее | ||||
| 3,0 | 39(400) | 35(355) | 4 | 2,0 |
| 4,0 | 71(720) | 62(630) | 2,5 | |
| 5,0 | 106(1085) | 97(985) | 3,0 |
(Измененная редакция, Изм. № 1, 3).
2.3. На поверхности проволоки не должно быть трещин, плен, закатов, раковин.
Допускаются риски и царапины глубиной не более половины предельных отклонений на размер a и налет ржавчины.
(Измененная редакция, Изм. № 3).
2.4. Проволока изготовляется в мотках массой 500-1500 кг. Допускается изготовление проволоки в мотках массой 20-100 кг. Каждый моток должен состоять из одного отрезка проволоки. Проволока должна быть свернута в мотки неперепутанными рядами.
(Измененная редакция, Изм. № 2).
2.5. Линейная плотность проволоки должна соответствовать указанной в табл. 3.
Таблица 3
| Номинальный диаметр проволоки, мм | Линейная плотность, кг, не более |
|---|---|
| 3,0 | 0,052 |
| 4,0 | 0,092 |
| 5,0 | 0,144 |
Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки приведены в Приложении 2.
(Измененная редакция, Изм. № 2, 3).
№ 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одного диаметра, оформленной одним документом о качестве, в котором следует указывать:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение проволоки;
- результаты испытаний;
- количество мотков;
- номер партии;
- массу нетто партии;
- изображение государственного Знака качества для проволоки высшей категории качества.
(Измененная редакция, Изм. № 1, 2, 3).
3.2. Размер a, разность размеров a и a1 и качество поверхности проволоки проверяют на каждом мотке.
(Измененная редакция, Изм. № 3).
3.3. Для проверки механических свойств проволоки и параметров профиля проволоки от партии должно быть отобрано 3% мотков, но не менее 5 мотков.
(Измененная редакция, Изм. № 2).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенной выборке. Результаты повторной проверки распространяют на всю партию.
Результаты повторной проверки распространяют на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для каждого вида испытаний отбирают по одному образцу с одного конца мотка.
4.2. Качество поверхности проволоки контролируется невооруженным глазом.
4.3. Размеры a и a1 проволоки измеряют микрометром по ГОСТ 6507.
Величина разности размеров a и a1 определяется как среднее арифметическое значение трех измерений, проведенных на участке длиной 1 м.
(Измененная редакция, Изм. № 2, 3).
4.4. Параметры профиля проволоки определяют как среднее арифметическое трех измерений, проведенных на участке длиной 1 м с каждой стороны.
Глубина вмятин h измеряется микрометром по ГОСТ 6507, оборудованным специальной пяткой (приложение 1).
Длина выступа b измеряется отсчетным микроскопом МПБ-2, изготовленным по технической документации.
При разногласиях в измерении параметров профиля проволоки контроль проводится по линейной плотности проволоки (табл. 3).
3).
Линейная плотность проволоки определяется как частное от деления массы двух образцов длиной 1 м, взвешенных с погрешностью до 0,001 кг, на их длину, измеренную с погрешностью до 0,001 м.
(Измененная редакция, Изм. № 2, 3).
4.5. Испытание проволоки на растяжение проводят по ГОСТ 12004.
4.6. Испытание проволоки на перегиб проводят по ГОСТ 1579. Проволока диаметром 3,0 и 4,0 мм испытывается на валиках диаметром 20 мм, а диаметром 5,0 мм — на валиках диаметром 30 мм.
При испытании проволоки образец зажимается так, чтобы вмятины были обращены к губкам прибора.
4.5, 4.6. (Измененная редакция, Изм. № 2).
4.7. Глубину рисок и царапин определяют удалением их зачисткой с последующим сравнительным измерением в зачищенном и незачищенном местах.
(Измененная редакция, Изм. № 2, 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток массой 500-1500 кг должен быть равномерно перевязан по окружности не менее чем в четырех местах, а моток массой 20-100 кг — не менее чем в трех местах.
По требованию потребителя моток массой 500-1500 кг должен иметь промежуточные вязки, расположенные внутри мотка.
В качестве увязочных материалов применяется катанка по ОСТ 14-15-193 или термически обработанная проволока по нормативно-технической документации.
Концы мотка должны быть аккуратно уложены и легко находимы.
(Измененная редакция, Изм. № 2, 4).
5.1a. Мотки проволоки массой 20-100 кг связывают в бухты.
Масса грузового места не должна превышать 1500 кг. По согласованию изготовителя с потребителем допускается увеличение массы грузового места.
Грузовые места формируют в транспортные пакеты по ГОСТ 24597 и ГОСТ 21650.
(Введен дополнительно, Изм. № 2).
5.2. К каждому мотку (бухте) должен быть прочно прикреплен ярлык, на котором указывают:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение проволоки;
- номер партии;
- клеймо технического контроля;
- изображение государственного Знака качества для проволоки высшей категории качества.

(Измененная редакция, Изм. № 1, 2).
5.3. Проволоку перевозят транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должно соответствовать техническим условиям погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР. Транспортирование по железной дороге проводится повагонными и малотоннажными или мелкими отправками.
Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.
5.4. Хранение проволоки — по условиям 5 ГОСТ 15150.
5.3, 5.4. (Измененная редакция, Изм. № 2).
5.5. Транспортирование проволоки, отправляемой в районы Крайнего Севера и районы, приравниваемые к ним, проводится по ГОСТ 15846.
(Измененная редакция, Изм. № 3).
5.6. Транспортная маркировка — по ГОСТ 14192.
(Введен дополнительно, Изм. № 2).
№ 2).
ПРИЛОЖЕНИЕ 1
Обязательное
Специальная пятка к микрометру типа МК по ГОСТ 6507 для измерения глубины вмятин
Материал — сталь ШХ15, У10А, У12А.
Твердость — HRC48-50
ПРИЛОЖЕНИЕ 2
Справочное
Расчетная площадь поперечного сечения и теоретическая линейная плотность проволоки
| Номинальный диаметр проволоки, мм | Расчетная площадь поперечного сечения, мм2 | Теоретическая линейная плотность, кг |
|---|---|---|
| 3,0 | 7,07 | 0,052 |
| 4,0 | 12,57 | 0,092 |
| 5,0 | 19,63 | 0,144 |
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. № 2, 3).
Все продукция Уральского Каркасно-Арматурного Завода Сеток изготавлияется согласно имеющимся ГОСТам. Подробнее узнать о рулонной сетке, которая соответствуюет данному стандарту, вы можете, перейдя по ссылке.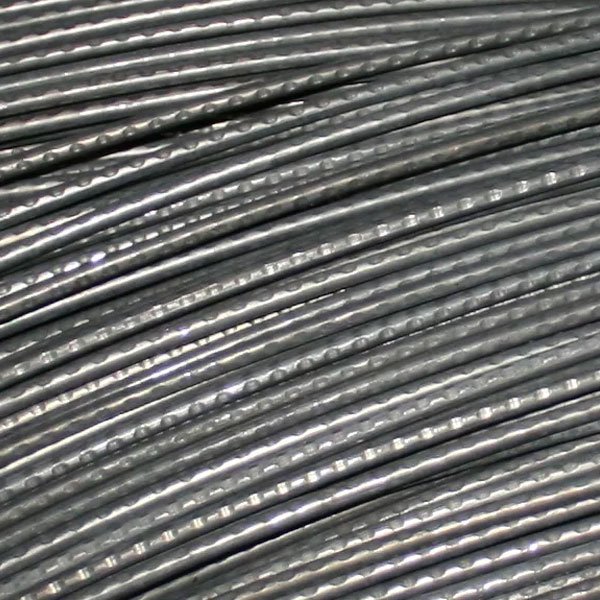
Часто задаваемые вопросы о сварной проволоке
:: Институт армирования проволоки
Основные часто задаваемые вопросы
Часто задаваемые вопросы по размерам
Часто задаваемые вопросы по сварке
WWR использует часто задаваемые вопросы
Основные часто задаваемые вопросы
В: Что такое армирование сварной проволокой?
А:
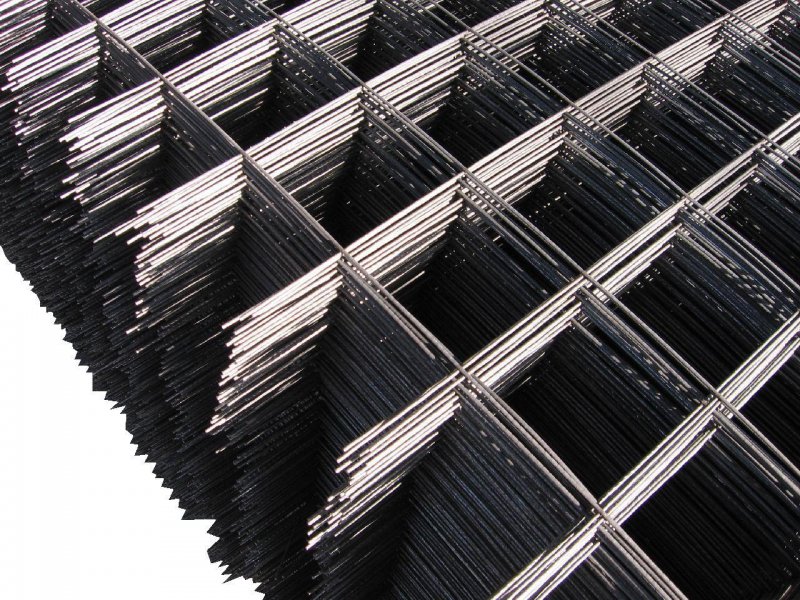
Арматура из сварной проволоки представляет собой сборную арматуру для конструкционного бетона, состоящую из ортогонально расположенных высокопрочных стальных проволок. Проволока подвергается холодной обработке до диаметра до 5/8 дюйма включительно (что эквивалентно арматурному стержню № 5), а затем сплавляется вместе с помощью управляемого машиной процесса электросварки сопротивлением, который регулируется стандартами ASTM. Современное сварочное оборудование и методы производства обеспечивают высокий уровень индивидуальной настройки во время производства с возможностью изменения размера проволоки, расстояния и длины на данном мате WWR в соответствии с конкретными требованиями проекта. Сварные проволочные армирующие маты также могут быть предварительно согнуты производителем для соответствия пространственной геометрической форме конкретных элементов конструкции.
Проволока подвергается холодной обработке до диаметра до 5/8 дюйма включительно (что эквивалентно арматурному стержню № 5), а затем сплавляется вместе с помощью управляемого машиной процесса электросварки сопротивлением, который регулируется стандартами ASTM. Современное сварочное оборудование и методы производства обеспечивают высокий уровень индивидуальной настройки во время производства с возможностью изменения размера проволоки, расстояния и длины на данном мате WWR в соответствии с конкретными требованиями проекта. Сварные проволочные армирующие маты также могут быть предварительно согнуты производителем для соответствия пространственной геометрической форме конкретных элементов конструкции.
Армирование сварной проволокой является эффективным, экономичным и целесообразным вариантом для всех крупномасштабных применений армирования бетона.
В: Является ли арматура из сварной проволоки новым продуктом?
А:
Нет. На самом деле арматура из сварной проволоки существует с тех пор, как Джон Перри изобрел машину для сварки проволоки в большие листы в 19 году.01, в то время, когда он искал способ сделать ограждение. Он начал рекламировать арматуру из сварной проволоки в качестве армирования бетона в 1906 году.
На самом деле арматура из сварной проволоки существует с тех пор, как Джон Перри изобрел машину для сварки проволоки в большие листы в 19 году.01, в то время, когда он искал способ сделать ограждение. Он начал рекламировать арматуру из сварной проволоки в качестве армирования бетона в 1906 году.
В: Какие типы проектов являются хорошими кандидатами для армирования сварной проволокой?
А:
Существует много типов проектов, которые являются хорошими кандидатами для армирования сварной проволокой. Наиболее распространенный тип проекта включает в себя эти крупномасштабные строительные элементы: стены, плиты, фундаменты, колонны, балки и балки. Типичные типы проектов, в которых армирование сварной проволокой может быть реализовано наилучшим образом, включают:
- Сборный водопропускной короб и сборная труба
- Мосты
- Автомагистрали
- Здания
- Гаражи
- Плотины
- Автомагистрали
- Звуковые стены
- Стадионы
См. Использование и применение
Использование и применение
В: Является ли проектирование армирования сварной проволокой сложным и трудоемким?
А:
Нет. Процесс проектирования почти такой же, как и при проектировании с использованием обычной арматуры, и основное отличие возникает после того, как инженер-конструктор рассчитает требуемые площади стали и до того, как площадь стали будет преобразована в обычные арматурные стержни. На этом этапе требуемые площади стали затем преобразуются в указанное расстояние и размеры проволоки, используемые в сварном проволочном армирующем листе.
WWR — это высокопрочная арматура из низкоуглеродистой стали для конструкционного бетона, которая признана нормами и стандартами проектирования, опубликованными Американским институтом бетона (ACI), Американской ассоциацией государственных служащих автомобильных дорог и транспорта (AASHTO) и Американской железной дорогой.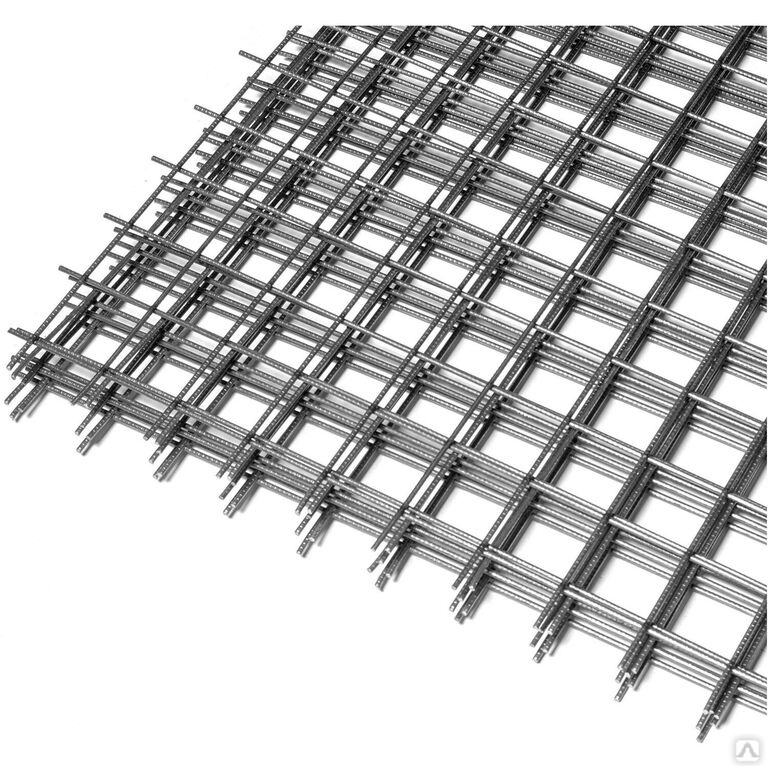 Ассоциация проектирования и обслуживания пути (AREMA).
Ассоциация проектирования и обслуживания пути (AREMA).
В: Является ли арматура из сварной проволоки запатентованным продуктом?
А:
Нет. Арматура из сварной проволоки – это арматура из мягкой стали, которая должна соответствовать стандартной спецификации ASTM A1064. Все производители арматуры из сварной проволоки придерживаются этого общего стандарта.
Несмотря на то, что один производитель арматуры из сварной проволоки может работать на других рынках или в других областях, чем его конкуренты, или если у одного производителя внутренние процессы и/или автоматизированное сварочное оборудование немного отличаются от его конкурентов, сама арматура всегда должна соответствовать требованиям ASTM. Требования спецификации, и это подтверждается сертификацией и испытаниями ASTM A1064.
Сварная проволочная арматура является промышленным продуктом в том же смысле, что и арматура, и, как таковая, не должна подвергаться уникальной частной проверке на основе присущей ей предварительной сборки.
Часто задаваемые вопросы по размерам
В: Обычные арматурные стержни имеют стандартные размеры. Есть ли арматура из сварной проволоки стандартных размеров?
А:
Арматурный стержень обычно изготавливается одиннадцати заданных размеров. Напротив, диапазон размеров проволоки, используемой в производстве арматуры из сварной проволоки, составляет примерно 300, при этом проволока производится с шагом площади поперечного сечения в одну десятую квадратного дюйма. Объедините это с тем фактом, что геометрия самих сварных проволочных арматурных матов может производиться с различной длиной, шириной и расстоянием между проволоками, и в результате получается продукт WWR, который легко настраивается в соответствии с конкретными потребностями проекта или приложения.
В: Каковы производственные ограничения листов арматуры из сварной проволоки (длина, ширина, площадь стали)?
А:
Сварные проволочные армирующие листы могут быть изготовлены с различной длиной, шириной и размерами проволоки. Каждое предприятие по производству арматуры из сварной проволоки имеет свой собственный ассортимент продукции, основанный на используемом производственном оборудовании. Ниже приведен список общих параметров, используемых при производстве арматурных листов из сварной проволоки:
- Максимальная длина: около 50 футов для листов, до 600 футов для рулонов
- Максимальная ширина: примерно 12 футов
- Типовой диапазон диаметров проволоки: от 0,014 дюйма 2 до 0,31 дюйма 2
- Расстояние между проводами: минимум 2 дюйма, максимум неограничен
В: Существуют ли стандартные листы сварной арматуры или все делается на заказ?
А:
Все производители имеют в наличии так называемые стандартные листы, то есть листы, сконфигурированные в соответствии с проектными приложениями, пользующимися давним спросом в строительной отрасли. Ассортимент стандартных листов, предлагаемых одним производителем другому, обычно немного различается в зависимости от регионального спроса.
Ассортимент стандартных листов, предлагаемых одним производителем другому, обычно немного различается в зависимости от регионального спроса.
При этом, благодаря возможностям современного сварочного оборудования, производство конфигураций сварной проволочной арматуры для конкретных проектов становится все более распространенным явлением как для сборного, так и для монолитного бетона. Конструкторы не ограничены стандартным размером листа или диаметром проволоки.
В: Используется ли специальная терминология для арматуры из сварной проволоки?
А:
Арматура из сварной проволоки обычно упоминается как «мат» или «лист», при этом термины «мат WWR» и «лист WWR» используются взаимозаменяемо. Сварная проволочная арматура также производится непрерывными партиями, так что готовое изделие поставляется в «рулонах».
В: Существуют ли требования к соотношению размеров деформированных проводов, свариваемых вместе?
А:
Если проект конструкции основан на сварных пересечениях для целей развития или сокращения, тогда да, существует взаимосвязь размеров проволоки: меньшая проволока должна иметь площадь поперечного сечения не менее 40% площади поперечного сечения более крупной проволоки на АСТМ А1064.
Если расчет конструкции не основан на сварных пересечениях, то требования по соотношению размеров проволоки отсутствуют. Согласно ASTM A1064, производитель арматуры из сварной проволоки по-прежнему должен проверять, что сварные соединения имеют прочность на сдвиг 800 фунтов. Это, как правило, для основных целей транспортировки, обработки и размещения.
В: ACI 301 в настоящее время требует расстояния между опорами 12 дюймов для размеров проволоки менее D4.0 / W4.0. Каковы рекомендации Института армирования проволоки (WRI) в отношении расстояния между опорами для сварной арматуры?
А:
Расстояние между опорами, предписанное ACI 301, не гарантирует соответствие заданному приемлемому допуску проекта, а также не допускает альтернативных моделей или методов поддержки, которые позволили бы достичь соответствующих результатов.
Расстояние между опорами должно определяться в каждом конкретном случае с должным учетом таких атрибутов, как сама арматура (тип, размер и расстояние), предполагаемая функция / характеристики железобетонного элемента, выбранная опора/болта тип и подложка, на которую опирается опора, и это лишь некоторые из них.
Предварительно установленные допуски — будь то сочетание требований ACI 318 и ACI 117 или требования специалиста по проектированию для конкретного проекта — должны регулировать размещение армирующей сетки из сварной проволоки. См. также TF 702 в библиотеке технических документов WRI.
WRI всегда поощряет тесное сотрудничество между подрядчиком проекта и признанным профессиональным дизайнером для обеспечения соответствующих критериев и процедур размещения.
Часто задаваемые вопросы по сварке
В: Можно ли сваривать арматуру из сварной проволоки вручную?
А:
Ручная сварка сварной проволочной арматуры разрешена, как указано в нескольких стандартных спецификациях ASTM, в том числе:
- C1577 (сборные монолитные бетонные коробчатые секции)
- C478 (секции люка из сборного железобетона)
- C76 (железобетонный водопропускной канал для ливневой и канализационной трубы)
- C507 (железобетонная эллиптическая водопропускная труба).

Другие случаи ручной сварки могут быть разрешены лицензированным профессиональным проектировщиком, как указано в ACI 318-19, раздел 26.6.4.
В: Как выполняется сварка и как проверяется целостность шва?
А:
Сварка осуществляется автоматическими сварочными аппаратами с использованием управляемого процесса электроплавки. В отличие от ручной сварки стержнем, характеризующейся напылением расходуемого электрода, электрическая сварка плавлением основана на сжатии свариваемых частей (двух проволок), чтобы обеспечить прохождение электричества через контактную поверхность, что приводит к сплавлению материала. Этот процесс признан в ACI 318-19.Раздел R26.6.4.
Подтверждение целостности сварного шва осуществляется в рамках процесса сертификации материала во время производства, при этом ASTM A1064 является определяющей спецификацией материала, на которую также ссылается ACI 318-19.
В: Если в проекте предполагается сварное пересечение для целей разработки или сокращения, насколько прочным должен быть сварной шов, чтобы он считался «структурным»?
А:
В соответствии со ссылкой ACI 318-19 на ASTM A1064 требуемая прочность сварного шва должна быть не менее 35 тыс.фунтов/кв.дюйм x номинальная площадь большей проволоки в месте пересечения. Это также упоминается в ACI 318-19 R20.2.2.4 и подтверждается при производстве.
Армирование сварной проволокой Использование Часто задаваемые вопросы
В: Какие методы защиты от коррозии существуют для арматуры из сварной проволоки?
А:
Арматура из сварной проволоки может быть:
- С эпоксидным покрытием
- Горячее цинкование
- Состоит из проволоки из нержавеющей стали
Применимые спецификации материалов: ASTM A884, ASTM A1060 и ASTM A1022.
В: Есть ли при сварке проволоки по ортогональной схеме какое-либо конструктивное преимущество, связанное с потенциальным «двусторонним» интерактивным поведением при изгибе?
А:
Нормы проектирования не признают никакого двустороннего взаимодействия, которое могло бы существовать в результате ортогонально расположенной арматуры из сварной проволоки. В практике проектирования конструкций армирование для каждого основного направления в основном анализируется отдельно, независимо от наличия сварных швов, за исключением тех случаев, когда перпендикулярные периметру / кромке сварные проволоки зависят для развертывания или сокращения.
В: Разрешается ли использовать арматуру из сварной проволоки в качестве арматуры на изгиб в балках, стенах и конструкционных плитах?
А:
ACI 318-19 Таблица 20. 2.2.4(a) позволяет использовать арматуру из сварной проволоки ASTM A1064 в качестве арматуры на изгиб, осевую и/или усадочную и температурную арматуру во всех обычных балках, стенах и конструкционных плитах.
2.2.4(a) позволяет использовать арматуру из сварной проволоки ASTM A1064 в качестве арматуры на изгиб, осевую и/или усадочную и температурную арматуру во всех обычных балках, стенах и конструкционных плитах.
Сварная проволочная арматура не используется в качестве изгибной, осевой и/или усадочной и температурной арматуры в специальных сейсмостойких системах (особые моментные каркасы и специальные несущие стены).
В: Разрешается ли арматура из сварной проволоки использоваться в качестве поперечной арматуры в специальных сейсмостойких системах?
А:
Сварная проволочная арматура ASTM A1064 разрешена в качестве поперечной арматуры в рамах с особыми моментами и специальных несущих стенах в соответствии с таблицей 20. 2.2.4 (a) ACI 318-19, но нельзя полагаться на сами сварные швы для сопротивления любым напряжениям. Таким образом, для арматуры из сварной проволоки, используемой в сейсмических условиях, соединение и анкеровка арматуры должны быть получены только из деформации поверхности проволоки и обрывов проволоки с крючками, при этом любой потенциальный вклад сварных пересечений игнорируется/не принимается во внимание.
2.2.4 (a) ACI 318-19, но нельзя полагаться на сами сварные швы для сопротивления любым напряжениям. Таким образом, для арматуры из сварной проволоки, используемой в сейсмических условиях, соединение и анкеровка арматуры должны быть получены только из деформации поверхности проволоки и обрывов проволоки с крючками, при этом любой потенциальный вклад сварных пересечений игнорируется/не принимается во внимание.
В: Может ли инженер в целях упрощения конструкции со сварной арматурой из деформированной проволоки игнорировать потенциальное влияние сварных пересечений, несмотря на то, что пересечения присутствуют?
А:
Да. На самом деле, за исключением случаев, когда проволока, сваренная по периметру/кромке, может зависеть для развертывания или сокращения по выбору проектировщика, стандарт ACI 318 рассматривает сварную деформированную проволочную арматуру так же, как арматурные стержни: знакомые правила для прямолинейной длины развертывания, нахлеста сращивание и развитие крюка применимы.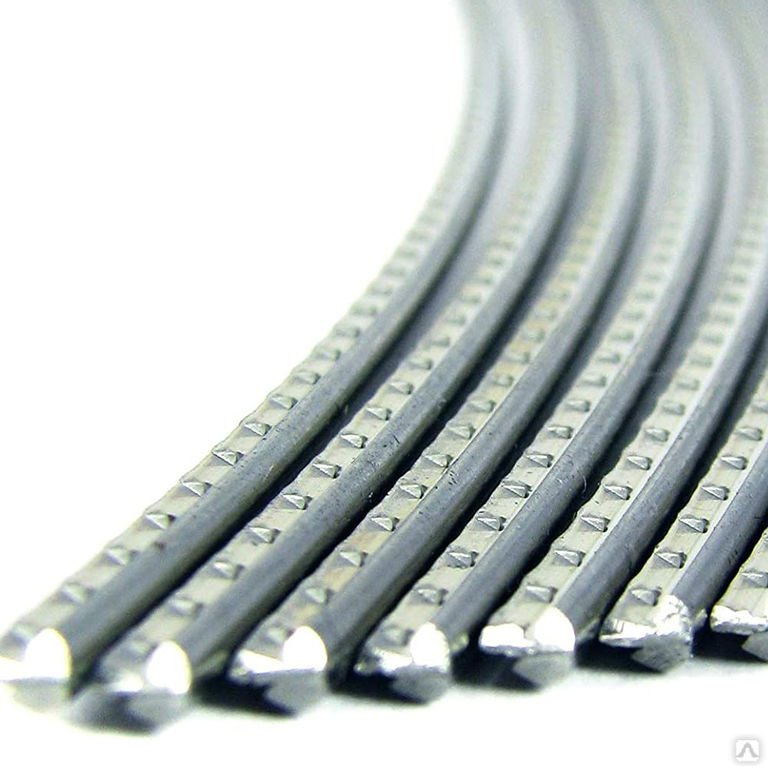
В: В разделе 20.2.1.7.3 ACI 318-19 стандарт указывает, что для применений без хомутов применимо максимальное расстояние 16 дюймов для сварных пересечений в направлении расчетного напряжения. Что делать, если я хочу указать арматуру в виде сварного деформированного проволочного армирующего мата, но мне нужны структурные проволоки только в одном направлении, а не в другом? Должен ли я по-прежнему удовлетворять требованиям по расстоянию для проводов, которые по сути не являются несущими?
А:
Потребность в однонаправленных сварных деформированных проволочных армирующих матах очень распространена.
Следует отметить, что ACI 318-19 признает обращение со сварной арматурой из деформированной проволоки таким же образом, как и с отдельными свободно деформированными стержнями и деформированной проволокой, когда сварные пересечения либо отсутствуют, либо не расположены преднамеренно для развития растяжения или сокращения.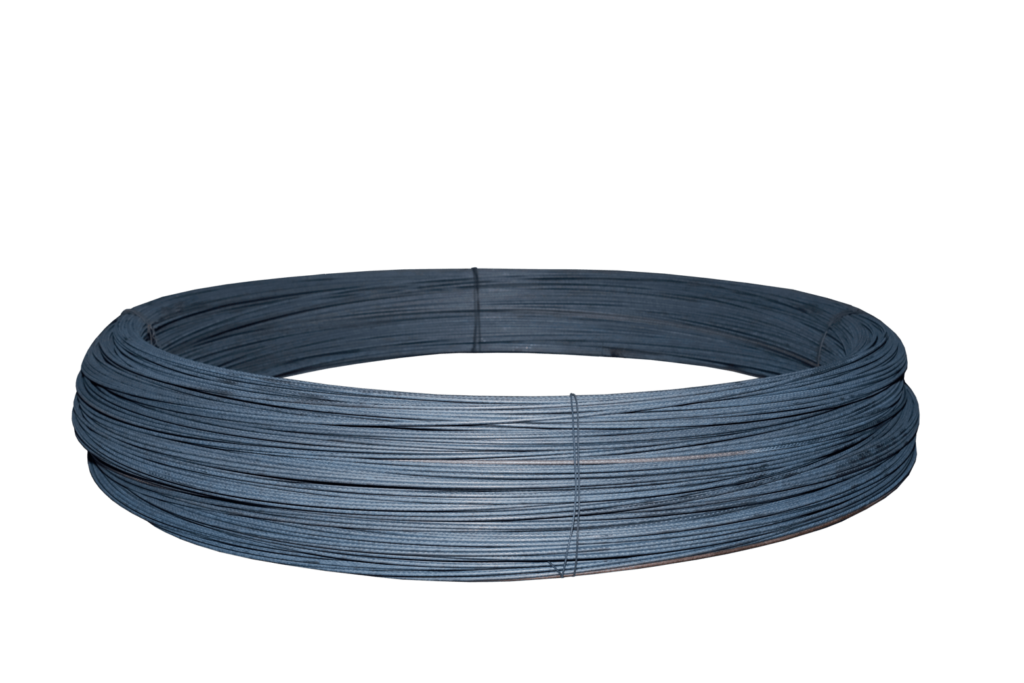 С установленной обработкой и в свете современных возможностей производства сварной проволоки трудно найти техническое обоснование для широко применяемого нормативного максимального расстояния между сварными пересечениями, как это сделано в разделе 20.2.1.7.3.
С установленной обработкой и в свете современных возможностей производства сварной проволоки трудно найти техническое обоснование для широко применяемого нормативного максимального расстояния между сварными пересечениями, как это сделано в разделе 20.2.1.7.3.
ACI 318-19 Разделы 25.4.6.4 и 25.5.3.1.1 описывают общий сценарий, в котором отсутствие преднамеренно расположенных сварных пересечений, в свою очередь, требует расчета длины развертывания сварной деформированной проволочной арматуры и длины соединения внахлестку, соответственно, на основе тех же уравнений, которые используются для отдельных (рассыпных, не сваренных) деформированных стержней и деформированных проволок. По сути, эти положения ACI 318 предписывают разработчику игнорировать любой вклад, который сварное пересечение может внести в соединение и развитие, и вместо этого заставляют разработчика основывать эти атрибуты только на вкладе деформированной поверхности проволоки.
Мы призываем проектировщиков и подрядчиков продолжать пользоваться преимуществами настраиваемых сварных армирующих матов из деформированной проволоки, которые можно производить с помощью современного автоматизированного сварочного оборудования. Сюда входят «однонаправленные» сварные проволочные армирующие маты, характеризующиеся конструкционной деформацией проволок в одном направлении и перпендикулярной неструктурной проволокой, расположенной, как требуется, в другом направлении.
Сюда входят «однонаправленные» сварные проволочные армирующие маты, характеризующиеся конструкционной деформацией проволок в одном направлении и перпендикулярной неструктурной проволокой, расположенной, как требуется, в другом направлении.
Стандартные технические условия
для арматуры из углеродистой стали и сварной проволоки, простой и деформированной, для бетона
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ВХОДОМ В ЭТОТ ПРОДУКТ ASTM.
Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт, и подтверждаете, что прочитали настоящее Лицензионное соглашение, что вы понимаете
его и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения,
немедленно покиньте эту страницу, не входя в продукт ASTM.
1. Право собственности:
Право собственности:
Этот Продукт защищен авторским правом как
компиляции и в виде отдельных стандартов, статей и/или документов («Документы») ASTM
(«ASTM»), 100 Barr Harbour Drive, West Conshohocken, PA 19428-2959 USA, за исключением случаев, когда
прямо указано в тексте отдельных документов. Все права защищены. Ты
(Лицензиат) не имеет прав собственности или иных прав на Продукт ASTM или Документы.
Это не продажа; все права, право собственности и интерес к продукту или документам ASTM
(как в электронном, так и в печатном виде) принадлежат ASTM. Вы не можете удалять или скрывать
уведомление об авторских правах или другое уведомление, содержащееся в Продукте или Документах ASTM.
2. Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь:
один уникальный компьютер с индивидуальным IP-адресом;
(ii) Одноместный:
одно географическое местоположение или несколько
объекты в пределах одного города, входящие в состав единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.
(iii) Multi-Site:
организация или компания с
независимое управление несколькими точками в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральным управлением для всех местоположений.
B. Авторизованные пользователи:
любое лицо, подписавшееся
к этому Продукту; если Site License также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудник Лицензиата на Одном или Множественном Сайте.
3. Ограниченная лицензия.
ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения использовать
разрешенных и описанных ниже, каждого Продукта ASTM, на который Лицензиат подписался.
A. Конкретные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные экземпляры
отдельных Документов или частей таких Документов исключительно для собственного использования Лицензиатом.
То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его.
Документа) для временного хранения на одном компьютере в целях просмотра и/или
печать одной копии документа для личного пользования. Ни электронный файл, ни
единственный печатный отпечаток может быть воспроизведен в любом случае. Кроме того, электронный
файл не может распространяться где-либо еще по компьютерным сетям или иным образом. Это
Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае разделены. Одна печатная копия может быть распространена среди других только для их
внутреннее использование в вашей организации; его нельзя копировать. Индивидуальный загруженный документ
иным образом не может быть продана или перепродана, сдана в аренду, сдана в аренду, одолжена или сублицензирована.
(ii) Односайтовые и многосайтовые лицензии:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные экземпляры
отдельных Документов или частей таких Документов для личных целей Авторизованного пользователя.
использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) если образовательное учреждение, Лицензиату разрешается предоставлять
печатная копия отдельных Документов отдельным учащимся (Авторизованные пользователи) в классе по месту нахождения Лицензиата;
(d) право отображать, загружать и распространять печатные копии
Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.
(e) Лицензиат проведет всю необходимую аутентификацию
и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных
IP-адреса (числовые IP-адреса домена) и, если многосайтовый, список авторизованных сайтов.
B. Запрещенное использование.
(i) Настоящая Лицензия описывает все разрешенные виды использования. Любой другой
использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или
Документы, доступные любому, кроме другого Авторизованного Пользователя, будь то по интернет-ссылке,
или разрешив доступ через его или ее терминал или компьютер; или другими подобными или отличными средствами или договоренностями.
(iii) В частности, никто не имеет права передавать, копировать,
или распространять любой Документ любым способом и с любой целью, за исключением случаев, описанных в Разделе
3 настоящей Лицензии без предварительного письменного разрешения ASTM. Особенно,
за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения
ASTM: (a) распространять или пересылать копию (электронную или иную) любой статьи, файла,
или материал, полученный из любого продукта или документа ASTM; (b) воспроизводить или фотокопировать любые
стандарт, статья, файл или материал из любого продукта ASTM; в) изменять, видоизменять, приспосабливать,
или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM;
(d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или
Документировать в других произведениях или иным образом создавать любые производные работы на основе любых материалов.
получено из любого продукта или документа ASTM; (e) взимать плату за копию (электронную или
иным образом) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных расходов на печать/копирование, если такое воспроизведение разрешено
по разделу 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ. Включение печатных или электронных копий в пакеты курсов или электронные резервы,
или для использования в дистанционном обучении, не разрешено настоящей Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
(iv) Лицензиат не может использовать Продукт или доступ к
Продукт в коммерческих целях, включая, помимо прочего, продажу Документов,
материалы, платное использование Продукта или массовое воспроизведение или распространение Документов
в любой форме; а также Лицензиат не может взимать с Авторизованных пользователей специальные сборы за использование
Продукт сверх разумных расходов на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материала из ASTM
Продукт должен иметь надлежащее уведомление об авторских правах от имени ASTM, как показано на начальной странице.
каждого стандарта, статьи, файла или материала. Сокрытие, удаление или изменение
уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер
для предотвращения запрещенного использования и незамедлительного уведомления ASTM о любых нарушениях авторских прав или
запрещенное использование, о котором Лицензиату стало известно. Лицензиат будет сотрудничать с ASTM
при расследовании любого такого запрещенного использования и предпримет разумные шаги для обеспечения
прекращение такой деятельности и предотвращение ее повторения.
B. Лицензиат должен приложить все разумные усилия для защиты
Продукт от любого использования, не разрешенного настоящим Соглашением, и уведомляет
ASTM о любом использовании, о котором стало известно или о котором было сообщено.
5. Постоянный доступ к продукту.
ASTM резервирует
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения. Если Лицензиат не оплачивает ASTM какую-либо лицензию или
абонентской платы в установленный срок, ASTM предоставит Лицензиату 30-дневный период в течение
что бы вылечить такое нарушение. Для существенных нарушений период устранения не предоставляется
связанные с нарушениями Раздела 3 или любыми другими нарушениями, которые могут привести к непоправимым последствиям ASTM.
вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена. Если Лицензиат или Авторизованные пользователи существенно нарушают
настоящую Лицензию или запрещать использование материалов в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и услуги.
A. Некоторые продукты ASTM используют стандартный интернет-формат HTML.
ASTM оставляет за собой право изменить такой формат с уведомлением Лицензиата за три [3] месяца,
хотя ASTM приложит разумные усилия для использования общедоступных форматов.
Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет
подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение
для просмотра продуктов ASTM.
B. Продукты ASTM также доступны в Adobe Acrobat.
(PDF) Лицензиату и его Авторизованным пользователям, которые несут единоличную ответственность за установку
и настройка соответствующего программного обеспечения Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для обеспечения онлайн-доступа
доступны на постоянной основе. Доступность будет зависеть от периодического
перерывы и простои для обслуживания сервера, установки или тестирования программного обеспечения,
загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ,
и не несет ответственности за ущерб или возврат средств, если Продукт временно недоступен,
или если доступ становится медленным или неполным из-за процедур резервного копирования системы,
объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети
или задержки, или любая другая причина, которая может время от времени делать продукт недоступным
для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и стоимость.
A. Срок действия настоящего Соглашения _____________ («Период подписки»).
Доступ к Продукту предоставляется только на Период Подписки. Настоящее Соглашение останется в силе
после этого для последовательных Периодов подписки при условии, что ежегодная абонентская плата, как таковая, может
меняются время от времени, оплачиваются. Лицензиат и/или ASTM имеют право расторгнуть настоящее Соглашение.
в конце Периода подписки путем письменного уведомления, направленного не менее чем за 30 дней.
B. Сборы:
8. Проверка.
ASTM имеет право проверять соответствие
с настоящим Соглашением, за свой счет и в любое время в ходе обычной деятельности
часы. Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашение, для проверки использования Лицензиатом Продукта и/или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
таким образом, чтобы не создавать необоснованного вмешательства в деятельность Лицензиата. Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке и возмещении
ASTM для любого нелицензированного/запрещенного использования. Применяя эту процедуру, ASTM не отказывается от
любое из своих прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности путем
любым другим способом, разрешенным законом. Лицензиат признает и соглашается с тем, что ASTM может внедрять
Лицензиат признает и соглашается с тем, что ASTM может внедрять
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
9. Пароли:
Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании(ях) своего пароля(ей) или о любом известном или предполагаемом
нарушение безопасности, включая утерю, кражу, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM. Лицензиат несет исключительную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование Продукта ASTM. Личные учетные записи/пароли не могут быть переданы.
10. Отказ от гарантии:
Если не указано иное в настоящем Соглашении,
все явные или подразумеваемые условия, заверения и гарантии, включая любые подразумеваемые
гарантия товарного состояния, пригодности для определенной цели или ненарушения прав
отказываются от ответственности, за исключением случаев, когда такие отказы признаются юридически недействительными.
11. Ограничение ответственности:
В пределах, не запрещенных законом,
ни при каких обстоятельствах ASTM не несет ответственности за любые потери, повреждения, потерю данных или за особые, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникающие в результате или в связи с использованием продукта ASTM или загрузкой документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом по настоящему Лицензионному соглашению.
12. Общие.
A. Прекращение действия:
Настоящее Соглашение действует до
прекращено. Лицензиат может расторгнуть настоящее Соглашение в любое время, уничтожив все копии
(на бумажном, цифровом или любом носителе) Документов ASTM и прекращении любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция:
Это
Соглашение должно толковаться и толковаться в соответствии с законодательством
Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения
в суды штата и федеральные суды Пенсильвании по любому спору, который может возникнуть в соответствии с настоящим
Соглашение. Лицензиат также соглашается отказаться от любых претензий на неприкосновенность, которыми он может обладать.
C. Интеграция:
Настоящее Соглашение представляет собой полное соглашение
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заверения и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любой цитаты, заказа, подтверждения,
или другое сообщение между сторонами, относящееся к его предмету в течение срока действия
настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы, если они не будут в письменной форме
Никакие изменения настоящего Соглашения не будут иметь обязательной силы, если они не будут в письменной форме
и подписан уполномоченным представителем каждой стороны.
D. Назначение:
Лицензиат не может назначать или передавать
свои права по настоящему Соглашению без предварительного письменного разрешения ASTM.
E. Налоги.
Лицензиат должен платить все применимые налоги,
за исключением налогов на чистый доход ASTM, возникающий в результате использования Лицензиатом Продукта ASTM.
и/или права, предоставленные по настоящему Соглашению.
Проволока вязальная для стальной арматуры
Видео с моего ютуб канала
Подписывайтесь на мой You Tube канал
Вязальная проволока для стальной арматуры
 адрес
адресВязальная проволока используется для связывания стальных стержней. Эти проволоки играют важную роль в поддержании стабильности и жесткости арматуры. Проволока используется для связывания стальных стержней в точках пересечения. Связывая стальные стержни вместе, мы гарантируем, что стальные стержни не сдвинутся со своих мест во время строительства или во время бетонирования. В плитах вязальная проволока используется для связывания между собой продольных и поперечных стержней. В колоннах используется для обвязки вертикальных перекладин стременами.
Рисунок 1
Существуют различные типы вязальной проволоки, такие как черная отожженная вязальная проволока, вязальная проволока из нержавеющей стали и вязальная проволока с покрытием из ПВХ. Черная отожженная вязальная проволока, используемая для связывания черной стали. Популярный размер черного провода колеблется от 16 до 22 калибра. Обвязочная проволока из нержавеющей стали используется для связывания арматуры из нержавеющей стали. Арматура из нержавеющей стали используется в суровых условиях, когда черная сталь быстро ржавеет. Поэтому арматура из нержавеющей стали используется для предотвращения проблем, связанных с коррозией стали. Проволока из нержавеющей стали используется из-за ее коррозионной стойкости.
Арматура из нержавеющей стали используется в суровых условиях, когда черная сталь быстро ржавеет. Поэтому арматура из нержавеющей стали используется для предотвращения проблем, связанных с коррозией стали. Проволока из нержавеющей стали используется из-за ее коррозионной стойкости.
Рисунок 2
Вязальная проволока с ПВХ покрытием используется для связывания арматуры с эпоксидным покрытием. Этот тип проволоки используется для предотвращения повреждения армирующего покрытия. Обращаться с арматурой с эпоксидным покрытием следует с осторожностью, чтобы не повредить покрытие арматуры. Эпоксидное покрытие действует как барьер, предотвращающий коррозию арматуры. Повреждение покрытия может привести к ускорению коррозии арматуры.
Рисунок 3
Популярные посты из этого блога
диаграмма напряжения-деформации для алюминиевого сплава и резины
рисунок №: 1, показывающий диаграмму напряжения-деформации для алюминиевого сплава. мы можем заметить из диаграммы напряжение-напряжение, что алюминий имеет значительную пластичность. несмотря на отсутствие явного предела текучести, как у конструкционной стали. начальная часть кривой напряжения-деформации является линейной с распознаваемым пропорциональным пределом. пропорциональный предел для алюминиевого сплава колеблется от 70 до 410 МПа (от 10 до 60 Ksi). алюминиевый сплав подвергается большой деформации перед разрушением. предельное напряжение колеблется от 140 до 550 МПа (от 20 до 80 Ksi). управление строительством: строительство бетона строительство моста: как стать инженером моста Рис. 1 Предел текучести для алюминиевого сплава можно определить, нарисовав параллели линии смещения к линейной части кривой напряжения-деформации. прямая линия смещена на стандартную деформацию, такую как 0,002. точка пересечения с кривой напряжения-деформации является точкой предела текучести. рисунок №: 2 иллюстрирует концепцию метода смещения. предел текучести приобрести
мы можем заметить из диаграммы напряжение-напряжение, что алюминий имеет значительную пластичность. несмотря на отсутствие явного предела текучести, как у конструкционной стали. начальная часть кривой напряжения-деформации является линейной с распознаваемым пропорциональным пределом. пропорциональный предел для алюминиевого сплава колеблется от 70 до 410 МПа (от 10 до 60 Ksi). алюминиевый сплав подвергается большой деформации перед разрушением. предельное напряжение колеблется от 140 до 550 МПа (от 20 до 80 Ksi). управление строительством: строительство бетона строительство моста: как стать инженером моста Рис. 1 Предел текучести для алюминиевого сплава можно определить, нарисовав параллели линии смещения к линейной части кривой напряжения-деформации. прямая линия смещена на стандартную деформацию, такую как 0,002. точка пересечения с кривой напряжения-деформации является точкой предела текучести. рисунок №: 2 иллюстрирует концепцию метода смещения. предел текучести приобрести
Читать далее
Мостовая диафрагма
Основная функция диафрагм заключается в придании жесткости палубной плите в случае, если стенки моста не расположены непосредственно над опорами. Следовательно, диафрагмы могут не понадобиться, если подшипники моста размещаются непосредственно под стенками, поскольку нагрузки в настилах моста могут напрямую передаваться на подшипники. С другой стороны, диафрагмы также помогают улучшить характеристики распределения нагрузки мостов. Диафрагмы также способствуют ограничению кручения настила мостика. Диафрагма также будет использоваться для сопротивления напряжениям, возникающим в процессе пост-натяжения. Внутри диафрагмы отлиты элементы постнатяжения. Рисунок 1 Управление строительством: бетонная конструкция Строительство моста: Как стать инженером моста Типы диафрагм: Диафрагмы на конце пролета: этот тип диафрагм будет расположен между двумя пролетами моста или на опорах моста. Для соединения пролетов моста будут использоваться деформационные швы. это
Следовательно, диафрагмы могут не понадобиться, если подшипники моста размещаются непосредственно под стенками, поскольку нагрузки в настилах моста могут напрямую передаваться на подшипники. С другой стороны, диафрагмы также помогают улучшить характеристики распределения нагрузки мостов. Диафрагмы также способствуют ограничению кручения настила мостика. Диафрагма также будет использоваться для сопротивления напряжениям, возникающим в процессе пост-натяжения. Внутри диафрагмы отлиты элементы постнатяжения. Рисунок 1 Управление строительством: бетонная конструкция Строительство моста: Как стать инженером моста Типы диафрагм: Диафрагмы на конце пролета: этот тип диафрагм будет расположен между двумя пролетами моста или на опорах моста. Для соединения пролетов моста будут использоваться деформационные швы. это
Читать далее
График гибки стержней (BBS)
График изгиба стержней – это таблица, содержащая сведения об армировании для определенного элемента конструкции, такого как фундамент, колонна, плита и другие. График гибки стержней будет содержать размеры используемых стержней, форму стержней, размер стержней, маркировку стержней, количество стержней и вес стержней. BBS будет использоваться для определения веса арматуры, необходимой для конкретного элемента конструкции. Существуют различные преимущества графика изгиба стержней, такие как: оценка количества арматуры для каждого элемента конструкции. Таким образом, мы можем оценить количество арматуры, необходимой для строительного проекта. BBS поможет сократить потери стали, закупив точное количество арматуры разного диаметра. BBS сократит потери арматуры, предоставив инженерам точные размеры и форму арматурных стержней. Знание точного размера и формы сократит время резки и гибки арматурных стержней. BBS уменьшит усилия в то время o
График гибки стержней будет содержать размеры используемых стержней, форму стержней, размер стержней, маркировку стержней, количество стержней и вес стержней. BBS будет использоваться для определения веса арматуры, необходимой для конкретного элемента конструкции. Существуют различные преимущества графика изгиба стержней, такие как: оценка количества арматуры для каждого элемента конструкции. Таким образом, мы можем оценить количество арматуры, необходимой для строительного проекта. BBS поможет сократить потери стали, закупив точное количество арматуры разного диаметра. BBS сократит потери арматуры, предоставив инженерам точные размеры и форму арматурных стержней. Знание точного размера и формы сократит время резки и гибки арматурных стержней. BBS уменьшит усилия в то время o
Читать далее
Крышка ворса
Наконечник сваи используется для передачи нагрузки от надстройки к свае. Оголовок сваи представляет собой толстый бетонный мат, опирающийся на сваи. Он является частью фундамента и используется для распределения нагрузки по сваям. Сваи используются, когда несущей способности грунта недостаточно, чтобы выдерживать нагрузки конструкции. Рисунок 1 Управление строительством: бетонное строительство Строительство моста: Как стать инженером моста Процедура строительства наголовника сваи Выемка грунта вокруг свай: Через 7 дней после заливки сваи бетон наберет примерно 70% прочности на сжатие. Грунт вокруг свай будет удален до необходимого уровня и размеров, позволяющих построить наголовник сваи. При выемке грунта более 1,5 м необходимо сделать ступеньку для предотвращения обрушения грунта. Рисунок 2. Резка оголовка сваи: бетон будет удален до уровня среза. Если бетон под уровнем отсечки непрочен. Его уберут, а сваю починят. Пи
Сваи используются, когда несущей способности грунта недостаточно, чтобы выдерживать нагрузки конструкции. Рисунок 1 Управление строительством: бетонное строительство Строительство моста: Как стать инженером моста Процедура строительства наголовника сваи Выемка грунта вокруг свай: Через 7 дней после заливки сваи бетон наберет примерно 70% прочности на сжатие. Грунт вокруг свай будет удален до необходимого уровня и размеров, позволяющих построить наголовник сваи. При выемке грунта более 1,5 м необходимо сделать ступеньку для предотвращения обрушения грунта. Рисунок 2. Резка оголовка сваи: бетон будет удален до уровня среза. Если бетон под уровнем отсечки непрочен. Его уберут, а сваю починят. Пи
Читать далее
Ремонт вздутия бетона
Неправильное проектирование и установка опалубки для бетонного элемента может привести к вздутию бетона. При укладке и уплотнении бетона формы могут сильно прогибаться в слабых местах. Отклонение опалубки приведет к расширению бетона в этом месте, что известно как вздутие бетона. Выпуклость бетона испортит внешний вид бетонного элемента. Поэтому мы всегда должны следить за тем, чтобы опалубка была установлена надлежащим образом и чтобы она была достаточно прочной, чтобы сопротивляться бетону во время укладки и уплотнения. Выпуклость должна быть устранена в случае, если мы не могли этого избежать. Решение бетонных выпуклостей, смещений или неровностей поверхности производится шлифованием поверхности. Однако чрезмерное шлифование поверхности может ослабить бетон. Рисунок 1. Если выпуклости или неровности поверхности небольшие, шлифовки бетонной поверхности будет достаточно для устранения неровностей поверхности. Если вздутие бетона значительное, то бетон следует расколоть, а поверхность
Выпуклость бетона испортит внешний вид бетонного элемента. Поэтому мы всегда должны следить за тем, чтобы опалубка была установлена надлежащим образом и чтобы она была достаточно прочной, чтобы сопротивляться бетону во время укладки и уплотнения. Выпуклость должна быть устранена в случае, если мы не могли этого избежать. Решение бетонных выпуклостей, смещений или неровностей поверхности производится шлифованием поверхности. Однако чрезмерное шлифование поверхности может ослабить бетон. Рисунок 1. Если выпуклости или неровности поверхности небольшие, шлифовки бетонной поверхности будет достаточно для устранения неровностей поверхности. Если вздутие бетона значительное, то бетон следует расколоть, а поверхность
Читать далее
Номинальный максимальный размер крупного заполнителя
Бетон – широко используемый материал. Железобетонные конструкции можно встретить повсюду. Основной причиной популярности железобетонных конструкций является высокая прочность и длительный срок службы этих конструкций. Бетон и сталь объединяются для производства железобетона. Бетон хорошо работает на сжатие, а сталь на растяжение. Бетон и сталь образуют идеальное сочетание, способное противостоять нагрузкам, воздействующим на конструкцию. Бетон представляет собой композитный материал, состоящий из цемента, крупного заполнителя, мелкого заполнителя и воды. Добавки могут использоваться для улучшения свойств бетона. Бетонная смесь почти на 65% состоит из заполнителей. Заполнители подразделяются на мелкие и крупные заполнители. Поскольку заполнители составляют большую часть бетонной смеси. Качество заполнителей может сильно повлиять на прочность и долговечность бетона. Заполнители могут быть природными или дроблеными заполнителями. Используемые заполнители должны быть прочными, твердыми, не должны содержать большого количества органических веществ или вредных веществ.0005
Бетон и сталь объединяются для производства железобетона. Бетон хорошо работает на сжатие, а сталь на растяжение. Бетон и сталь образуют идеальное сочетание, способное противостоять нагрузкам, воздействующим на конструкцию. Бетон представляет собой композитный материал, состоящий из цемента, крупного заполнителя, мелкого заполнителя и воды. Добавки могут использоваться для улучшения свойств бетона. Бетонная смесь почти на 65% состоит из заполнителей. Заполнители подразделяются на мелкие и крупные заполнители. Поскольку заполнители составляют большую часть бетонной смеси. Качество заполнителей может сильно повлиять на прочность и долговечность бетона. Заполнители могут быть природными или дроблеными заполнителями. Используемые заполнители должны быть прочными, твердыми, не должны содержать большого количества органических веществ или вредных веществ.0005
Читать далее
срезной ключ
Срезная шпонка предназначена для улучшения сцепления между бетонными поверхностями. Срезная шпонка обычно делается в месте строительного шва, чтобы улучшить сцепление между старым и новым бетоном. Строительный шов считается слабым местом, потому что бетон не заливается за один раз, в больших конструкциях, где бетон не может быть залит для некоторых элементов за один раз, например, для плиты. Обычно мы делим плиту и отливаем ее в несколько этапов. Большое количество бетона сделает невозможным заливку плиты за один раз. Поэтому кастинг будет проходить в несколько этапов. Место строительного шва следует выбирать тщательно. Строительный шов должен быть выполнен в месте минимального сдвига и момента. Сцепление между старым и новым бетоном можно улучшить, придав старому бетону шероховатость и сформировав шпонку на поверхности бетона, пока бетон еще пластичен. Срезная шпонка может быть сформирована путем вдавливания древесины в бетонную поверхность
Срезная шпонка обычно делается в месте строительного шва, чтобы улучшить сцепление между старым и новым бетоном. Строительный шов считается слабым местом, потому что бетон не заливается за один раз, в больших конструкциях, где бетон не может быть залит для некоторых элементов за один раз, например, для плиты. Обычно мы делим плиту и отливаем ее в несколько этапов. Большое количество бетона сделает невозможным заливку плиты за один раз. Поэтому кастинг будет проходить в несколько этапов. Место строительного шва следует выбирать тщательно. Строительный шов должен быть выполнен в месте минимального сдвига и момента. Сцепление между старым и новым бетоном можно улучшить, придав старому бетону шероховатость и сформировав шпонку на поверхности бетона, пока бетон еще пластичен. Срезная шпонка может быть сформирована путем вдавливания древесины в бетонную поверхность
Читать далее
Боковая опора и усиление обшивки усиленной балки
Изгиб безопорной балки любого размера, даже узкой и глубокой, встречается редко. Если балка подвергается заметному боковому скручиванию. В коде ACI [10.4.1] указано, что боковую опору не требуется размещать ближе, чем в 50 раз b, где b — наименьшая ширина сжимаемой поверхности или полки. Однако это необходимо учитывать при определении максимального расстояния для боковой опоры. управление строительством: бетонная конструкция строительство моста: как стать инженером моста Армирование обшивки для глубоких балок Код ACI [10.6.7], в котором говорится, что армирование обшивки должно быть добавлено для балок с глубиной h 400 мм или более, цель этого армирования для контроля трещин в верхней части зоны растяжения эта арматура будет распределена по обеим вертикальным граням балки на расстоянии h/2 от зоны растяжения, как показано на рис. 1, рис. 1 управление строительством: бетонная конструкция мостостроение :Как стать бр
Если балка подвергается заметному боковому скручиванию. В коде ACI [10.4.1] указано, что боковую опору не требуется размещать ближе, чем в 50 раз b, где b — наименьшая ширина сжимаемой поверхности или полки. Однако это необходимо учитывать при определении максимального расстояния для боковой опоры. управление строительством: бетонная конструкция строительство моста: как стать инженером моста Армирование обшивки для глубоких балок Код ACI [10.6.7], в котором говорится, что армирование обшивки должно быть добавлено для балок с глубиной h 400 мм или более, цель этого армирования для контроля трещин в верхней части зоны растяжения эта арматура будет распределена по обеим вертикальным граням балки на расстоянии h/2 от зоны растяжения, как показано на рис. 1, рис. 1 управление строительством: бетонная конструкция мостостроение :Как стать бр
Читать далее
Расклейка клетей предварительного напряжения
Предварительно напряженные бетонные балки мостов способствуют сопротивлению растягивающим напряжениям, вызванным транспортными нагрузками и весом балки.
