Проволока для наплавки полуавтоматом: Проволока для упрочняющей наплавки
Содержание
Сварочная проволока для полуавтомата — виды и маркировка
Сварочная проволока – это изделие определённого химического состава, диаметра, формы, вида производства. Проволока сплошного сечения изготавливается из сталей и сплавов, порошковая проволока изготавливается из стального штрипса, свернутого в трубчатый электрод, наполненный шихтой – порошком. Проволоки применяются для механизированной сварки для значительного увеличения производительности проведения сварочных работ.
1 / 1
Подробное описание
Сварочная проволока выполняет роль присадочного материала. Используется для сварки деталей из: алюминия и его сплавов, меди и медных сплавов, сталей и других сплавов.
Проволока поставляется в катушках, массой, как правило, 1/5/15/18 кг.
Наиболее распространенные диаметры сварочной проволоки сплошного сечения:
-
0,6 мм; -
0,8 мм; -
1,0 мм; -
1,2 мм; -
1,6 мм.
Наиболее распространенные диаметры сварочных порошковых проволок:
-
1,0 мм; -
1,2 мм; -
1,6 мм.
Этих размерных показателей вполне достаточно для удовлетворения потребностей большинства сварочных производств РФ. Диаметр сварочной проволоки, как правило, подбирается под решение конкретной задачи, зависит от величины сварочного тока, пространственного положения, иных факторов.
Об особенностях
Сварочная проволока сплошного сечения «КЕДР» обладает высокими сварочно-технологическими свойствами, присущими европейским аналогам. Длина проволоки на катушке составляет от нескольких сотен метров метров до нескольких километров, что очень удобно при использовании сварки в производственных условиях. Кроме того, при использовании качественной проволоки образуется минимальное количество шлака на поверхности сварного шва, что позволяет минимизировать процедуры по зачистке. Свойства проволоки обеспечиваются химическим составом, который включает различные легирующие компоненты:
Свойства проволоки обеспечиваются химическим составом, который включает различные легирующие компоненты:
Разновидности
Омеднённая сплошного сечения
Омеднённая проволока КЕДР используется для сварки изделий из углеродистой и низколегированной стали. Медное покрытие, нанесённое на проволоку, позволяет добиться качественного токопереноса на проволоку в контактном наконечники, также это снижает коэффициент трения и, как следствие, износ расходных частей горелки. Наплавленный металл шва имеет высокое сопротивление ударным нагрузкам и разрыву. За счёт идеально подобранного химического состава проволоки, существенно уменьшается разбрызгивание электронного металла в процессе сварки.
Порошковая проволока газозащитная
По сути порошковая проволока – это металлическая трубка, полость которого заполнена флюсом (шихтой), который применяется для поддержания стабильного горения дуги, образования шлака, формирующего форму шва, защитных функций и др. Допустимо добавление легирующих элементов в шихту для получения специальных свойств наплавленного металла. Ключевым преимуществом использования данного типа проволоки является отсутствие разбрызгивания, мягкое горение дуги, контролируемая сварочная ванна, отличный внешний вид шва.
Допустимо добавление легирующих элементов в шихту для получения специальных свойств наплавленного металла. Ключевым преимуществом использования данного типа проволоки является отсутствие разбрызгивания, мягкое горение дуги, контролируемая сварочная ванна, отличный внешний вид шва.
Порошковая проволока самозащитная
Ключевым преимуществом использования данного типа проволоки является отсутствие необходимости в защитном газе с сохранением всех преимуществ использования порошковой газозащитной проволоки.
Проволока сплошного сечения из нержавеющей стали
Проволока из нержавеющей стали применяется для сварки высоколегированных сталей.
Проволока сплошного сечения из цветных металлов и сплавов
Для сварки алюминия и его сплавов применяется либо чистая алюминиевая проволока, либо алюминиевая проволока, легированная магнием, кремнием, марганцем и др. химическими элементами.
химическими элементами.
Медная проволока используется для сварки деталей из медных сплавов, наплавки на стальные изделия.
Ассортимент проволоки ГК КЕДР
В каталоге представлены десятки вариантов проволоки порошковой, стальной омедненной, а также из нержавеющей стали и алюминия. Все расходные материалы для полуавтомата изготовлены из высококачественного сырья. На каждой стадии осуществляется производственный контроль, что позволяет минимизировать отклонения, что позволяет добиться стабильно высокого качества готовой продукции.
Заказать проволоку для сварки в ГК «Кедр» можно в любом количестве по доступной цене и с доставкой по всей России.
Проволока для сварки меди, сварки бронзы, сварки никелевых сплавов. Компания «Спектр»
Сварочная проволока CastoMag 45701(CuNi30) — для сплавов меди и никеля
CastoMag 45701(CuNi30) — используется для стыковой сварки однородных и близких по хим. Составу сплавов меди, а также для сварки и наплавки вышеуказанных материалов друг с другом и стыковой сварки с низколегированными сталями.
Составу сплавов меди, а также для сварки и наплавки вышеуказанных материалов друг с другом и стыковой сварки с низколегированными сталями.
Сварочная проволока CastoMag 45703 (CuSn6P) — для сплавов меди и цинка
CastoMag 45703 (CuSn6P) — используется для стыковой сварки меди и её сплавов, таких как CuSn-, CuZn-, CuSnZn друг с другом, а также для сварки со сталями, чугунами и никельсодержащими материалами и для наплавки этих материалов.
Сварочная проволока CastoMag 45704 (CuAg1) — для медьсодержащих материалов
CastoMag 45704 (CuAg1) — используется для стыковой сварки бедной кислородом меди, такой как медные деформируемые сплавы и материалов с высоким содержанием углерода, а также для наплавки на сплавы меди и низколегированные стали. Не рекомендуется сварка меди с содержанием О2 более 0,02%.
Сварочная проволока CastoMag 45706 (CuSi3Mn1) — для медьсодержащих материалов
CastoMag 45706 (CuSi3Mn1) — используется для стыковой сварки меди, медно-цинковых и медно-магниевых сплавов, a также для наплавки сплавов меди и нелегированных сталей. Не рекомендуется сварка меди с содержанием О2 более 0,02%.
Не рекомендуется сварка меди с содержанием О2 более 0,02%.
Сварочная проволока CastoMag 45707 (CuSi2Mn1) — для медьсодержащих материалов
CastoMag 45707 (CuSi2Mn1) — используется для стыковой сварки меди, медно-цинковых и медно-магниевых сплавов, a также для наплавки сплавов меди и низколегированных железосодержащих материалов. Не рекомендуется сварка меди с содержанием О2 более 0,02%. Пригоден для сварки кованой меди и медных неорганических материалов, производства холодильных установок, а также для MIG и плазменной пайки оцинкованного листового металла.
Сварочная проволока CastoMag 45709 (CuSn1) — для медьсодержащих материалов
CastoMag 45709 (CuSn1) — используется для стыковой сварки бедной кислородом меди, такой как медные деформируемые сплавы и материалов с высоким содержанием углерода, а также для наплавки на сплавы меди и низколегированные железосодержащие материалы.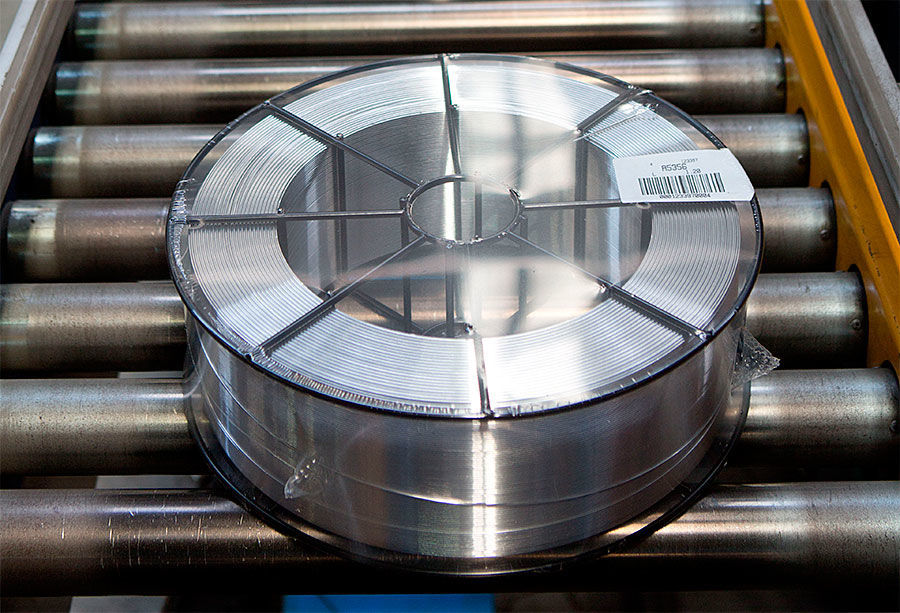 Не рекомендуется сварка меди с содержанием О2 более 0,02%.
Не рекомендуется сварка меди с содержанием О2 более 0,02%.
Сварочная проволока CastoMag 45751 (CuAl8) — для медьсодержащих материалов
CastoMag 45751 (CuAl8) — используется для стыковой сварки и наплавки однородных сплавов меди, и сталей, а также устойчивых к коррозии наплавок на стали и чугуны.
Сварочная проволока CastoMag 45752 (CuAl 9 Ni 5) — для медьсодержащих материалов
CastoMag 45752 (CuAl 9 Ni 5) — используется для стыковой сварки медно- алюминиевых сплавов, а также для наплавки на стали, стальное литьё, чугун, медь и её сплавы.
Сварочная проволока CastoMag 45756 (CuMn13 Al7) − для сталей медьсодержащих материалов
CastoMag 45756 (CuMn13 Al7) — используется для наплавки сталей, стального литья, чугуна, меди и её сплавов.
Сварочная проволока CastoMag 45758 (CuAl 8 Ni 2) — для сталей медно-алюминиевых сплавов
CastoMag 45758 (CuAl 8 Ni 2) — используется для стыковой сварки медно- алюминиевых сплавов, а также для наплавки на стали, стальное литьё, чугун, медь и её сплавы.
Сварочная проволока ESAB OK Autrod 19.12 (CuSn1)
Для сварки чистой меди и безкислородных низколегированных медных сплавов, когда основными требованиями к наплавленному металлу являются его высокая электропроводность и теплопроводность. При сварке крупных изделий и больших толщин рекомендуется выполнять предварительный подогрев стыка до 300°С.
Сварочная проволока OK Autrod 19.30 (CuSi3Mn1)
Для сварки разнообразных сплавов на основе меди, таких как низколегированные медные сплавы, латуни с невысоким содержанием цинка, кремниевые, никель-серебрянные и некоторые другие типы бронз, а также для наплавки антифрикционных покрытий на стальные и чугунные поверхности и дуговой пайки стальных листов с защитным гальваническим цинковым покрытием.
Сварочная проволока ESAB OK Autrod 19.40 (CuAl8)
Для сварки сплавов на основе меди, за исключением некоторых марок алюминиевых бронз. Основной областью ее применения является наплавка на стальные поверхности антикоррозионных слоев, стойких к воздействию морской воды и кислот, дуговая металлизация, а также дуговая пайки стальных листов с защитным гальваническим цинковым покрытием.
Основной областью ее применения является наплавка на стальные поверхности антикоррозионных слоев, стойких к воздействию морской воды и кислот, дуговая металлизация, а также дуговая пайки стальных листов с защитным гальваническим цинковым покрытием.
Сварочная проволока ESAB OK Autrod 19.46 (CuMn13Al8Fe3Ni2)
Для сварки и ремонта литых изделий из бронз близкого химического состава. Также применяется для наплавки на стальные и чугунные поверхности, подвергшиеся квитанционному износу. Материал также обладает высокой коррозионной стойкостью в морской воде. Наиболее характерным примером ее применения является восстановление лопастей гребных винтов в судостроении.
Сварочная проволока ESAB OK Autrod 19.49 (CuNi30Mn1FeTi)
Для сварки медных сплавов с содержанием никеля от 10 до 30%, сварки этих сплавов с монелевыми сплавами и наплавки переходных слоев на кромки при сварке некоторых комбинаций разнородных материалов. Наплавленный металл обладает высокой коррозионной стойкостью в морской воде и достаточно высокими прочностными свойствами.
Наплавленный металл обладает высокой коррозионной стойкостью в морской воде и достаточно высокими прочностными свойствами.
Проволока сплошного сечения ESAB OK Autrod NiCrMo-3 (ранее OK Autrod 19.82) (NiCr22Mo9Nb)
Для сварки коррозионностойких никелевых сплавов типа ХН70Ю, ХН78Т, Inconel 625, Incoloy 800 и 825 и им подобных, эксплуатирующихся в контакте с агрессивными средами при температуре до 550°С, супераустенитных коррозионностойких сталей с содержанием молибдена до 6% типа 0×23Н28М3Д3Т, 254 SMO (например UNS S31254) и им подобных, низколегированных хромо-молибденовых теплоустойчивых сталей перлитного класса с высоколегированными сталями аустенитного класса.
Проволока сплошного сечения ESAB OK Autrod NiCr-3 (ранее OK Autrod 19.85) (NiCr20Mn3Nb)
Для сварки жаро-коррозионностойких никелевых сплавов типа ХН60ВТ, ЭИ-868, Inconel 600, N006600, WNr. 2.4816 и им подобных эксплуатирующихся в контакте с агрессивными средами при температуре от −196 до 550°С, низколегированных хромо-молибденовых теплоустойчивых сталей перлитного класса с высоколегированными сталями аустенитного класса эксплуатирующихся при температуре до 650°С.
Проволока сплошного сечения ESAB OK Autrod Ni-1 (ранее OK Autrod 19.92) для сварки никеля высокой чистоты (min 99,6%).
Для сварки никеля высокой чистоты (min 99,6%), поковок из технического никеля и никеля с пониженным содержанием углерода. Проволока легирована небольшим количеством титана для снижения склонности наплавленного металла к образованию горячих трещин.
Проволока сплошного сечения ESAB OK Autrod NiCu-7 (ранее OK Autrod 19.93) (NiCu30MnTi)
Для сварки коррозионностойких никель-медных сплавов типа Monel 400 и им аналогичных дисперсионно твердеющих сплавов дополнительно легированных небольшим количеством Ti и Al, их сварки со сталями, сварки медных сплавов с никелем и сплавами на никелевой основе. Ее также применяют для выполнения антикоррозионной наплавки на низкоуглеродистые и низколегированные конструкционные стали и в качестве переходного слоя под последующую наплавку никелевой проволокой типа OK Autrod 19. 92.
92.
таблица и формула, калькулятор, установка на полуавтомат и автомат
Проволока ESAB OK AristoRod 12.50. Фото 220Вольт
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
- Особенности проволоки
- Нормы расхода проволоки
- Таблица расхода материалов на метр шва при сварке полуавтоматом
- Расход углекислоты на 1 кг материала
- Расчет: формула
- Механизм подачи материала
- Катушки и катушкодержатели
- Как заправить, установка на автомат и полуавтомат
- Где купить
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.
Однако наиболее объективным является значение коэффициента наплавки.
Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Нормы расхода проволоки
Наличие норм расхода проволоки, которые представляются в виде количества расходного материала в единицах массы на один погонный метр шва, позволяет сориентироваться в количестве проволоки для выполнения конкретного вида сварочных работ. При механизированном способе сварки (автоматическая, полуавтоматическая, распространенной технологии аргонодуговой сварки) нормы расхода значительно меньше, чем при ручном.
Таблица расхода материалов на метр шва при сварке полуавтоматом
Варианты разделки кромок
При разработке технологического процесса сварки даются рекомендации по разделке кромок и зазорам в сварном соединении. Они основываются на базе конструкторской документации, где определены размеры заготовок и тип сварного соединения (нахлесточное, стыковое, угловое и так далее).
Далее в государственных, отраслевых стандартах и технических условиях на сварные соединения находятся требуемые размеры сварного шва. Просчитать теоретическую площадь его сечения при наличии современной компьютерной техники не представляет трудностей.
Просчитать теоретическую площадь его сечения при наличии современной компьютерной техники не представляет трудностей.
Такие расчеты особенно востребованы в строительной отрасли, где сварочные работы выполняются в большом количестве и требуется хорошо ориентироваться в разнообразном количестве и номенклатуре расходных материалов. В документе ВСН 416-81 «Общие производственные нормы расхода материалов в строительстве» в разделе «Сварочные работы» даются нормы расхода сварочных материалов. Эти нормы в зависимости от видов работ представлены в таблицах по типам соединений.
Пример одной из таблиц для механизированной стыковой сварки в углекислом газе для одностороннего стыкового соединения без скоса кромок:
Таблица. Нормы на 1 метр шва.
| Код строки | Толщина деталей, мм. | Газ углекислый, кг. | Проволока сварочная, кг. |
| 01 | 1,0 | 0,027 | 0,05 |
| 02 | 2,0 | 0,049 | 0,091 |
| 03 | 3,0 | 0,052 | 0,099 |
| 04 | 4,0 | 0,056 | 0,105 |
| 05 | 5,0 | 0,085 | 0,161 |
| 06 | 6,0 | 0,09 | 0,17 |
Здесь следует учитывать, что нормы расхода даются для шва, расположенного в нижнем положении. При других положения, согласно документу ВСН 416-81, применяется коррекция в виде следующих коэффициентов:
- вертикальное положение – 1,12;
- горизонтальное положение – 1,13;
- потолочное – 1,26.

Нормы расхода газа рассчитываются в таблице при его подаче с удельным расходом 6 л/мин. Если подачу увеличивают, то соответственно вводятся корректирующие коэффициенты:
- для 8 л/мин — 1,3;
- для 10 л/мин — 1,6;
- для 12 л/мин -2,0.
Важно! Все нормативные данные теоретические. Реально необходимо учитывать работы, связанные с подготовительными сварочными операциями (выполнение прихваток, временных швов и других), дополнительный расход сварочной проволоки при прерывании дуги, заделки мелких дефектов, зависимостью от квалификации сварщика и других. Поэтому всегда следует делать запас, основываясь на опыте специалистов.
Расход углекислоты на 1 кг материала
Сварка нержавейки полуавтоматом в закрытом помещении
Расход углекислого газа не должен быть меньше определенного уровня, после которого начнет понижаться качество сварного шва. Но и большой расход экономически нецелесообразен. Выбор оптимальной величины зависит от толщины свариваемых заготовок, диаметра проволоки и величины сварочного тока.
Учитывается также фактор места, где производится сварка. При сварке на открытом воздухе газ быстрее улетучивается и расход следует увеличивать. Особенно сильно это сказывается при сильном движении воздушных масс (ветер).
Необходимо следить за чистотой газа. На расход газа оказывает влияние качество газовой смеси.
Сильно влияет на расход газа квалификация сварщика.
Расчет: формула
При выполнении разовой работы можно самостоятельно посчитать примерный расход проволоки. Увеличив получившийся результат на обязательные в работе технологические потери, получите гарантированный задел сварочной проволоки для выполнения сварочных работ.
Расчет ведется по формуле N=G*K,
- где N – норма расхода проволоки;
- G – масса наплавленного металла в сварочном шве;
- К – коэффициент, учитывающий повышенный расхода материала для создания имеющейся наплавки.
Для расчета массы наплавленного металла, самым трудным будет точно определить площадь (F) поперечного сечения наплавки. Здесь потребуется воспользоваться формулами из геометрии для расчета площадей различных фигур.
Здесь потребуется воспользоваться формулами из геометрии для расчета площадей различных фигур.
Плотность (γ) наплавки зависит от вида материала сварочной проволоки. По формуле F*γ находится масса (G) наплавки 1 метра шва. Коэффициент К зависит от пространственного положения сварочного шва, применяемого защитного газа и других особенностей деталей. Этот расчет даст возможность избежать непроизводительных расходов времени при проведении сварочных работ.
Механизм подачи материала
За стабильную подачу в зону сварки, в соответствии с заданными параметрами в полуавтомате, отвечает механизм подачи. Он позволяет регулировать скорость подачи проволоки в широком диапазоне значений.
Сварочный полуавтомат Blue Weld MEGAMIG 500S с механизмом подачи проволоки. Фото ВсеИнструменты.ру
В зависимости от конструктивного исполнения полуавтомата механизм может располагаться как в корпусе устройства, так и вне его.
- В случае расположения механизма в корпусе принцип работы основан на выталкивании проволоки в зону сварки.
.jpg) Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства.
Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства. - Механизм может располагаться на самой горелке. Тогда он будет выполнять тянущее действие, подтягивая проволоку на себя. Преимущества такого способа заключаются в применении рукавов достаточно большой длины. Однако сварочная головка с увеличенным весом и габаритами создает существенные неудобства в работе сварщика.
- Механизмы подачи с комбинированным исполнением имеют право на существование, но применяются крайне редко.
Принцип работы механизма основан на подаче вращающимися роликами проволоки прижатой между ними. Основные узлы механизма следующие:
- стационарный ролик, который имеет возможность осуществлять только вращающие движения, канавки на ролике выполняются в согласование с диаметром протягиваемой проволоки;
- ролик с подвижной осью, соединенной с прижимным устройством и канавками с зеркальным отображением расположенных на стационарном ролике;
- прижимное устройство, регулирующее давление на проволоку;
- электропривод с червячным редуктором приводит в движение стационарный ролик;
- электронная схема управляющая параметрами (изменение скорости подачи, прерывание на заданный промежуток времени подачи и другие) устройства;
- направляющие втулки с диаметром несколько большим диаметра проволоки, устанавливаемые до и после устройства.

Для создания более равномерного прижима на проволоку применяют механизм с четырьмя роликами, расположенных по принципу 2 х 2.
Катушки и катушкодержатели
Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
Как заправить, установка на автомат и полуавтомат
Как заправить сварочную проволоку на полуавтомат показано в видео. Здесь следует отметить ключевые моменты на которые обращает внимание автор.
Здесь следует отметить ключевые моменты на которые обращает внимание автор.
- При надевании новой кассеты обязательно придерживать конец проволоки, чтобы не допустить разматывания катушки.
- Проволока должна попасть в канавку ролика.
- Для протягивания использовать холостой ход электропривода (без подачи газа) на режиме самой высокой скорости подачи.
- Не допускать застревание в рукаве или токосъемнике.
Автор видео ничего не упомянул о регулировке прижимного устройства. Использование порошковой проволоки требует к нему особого внимания. Для сварки с меньшим количеством брызг, для порошковой проволоки рекомендуется механизм подачи с четырьмя роликами, для лучшего распределения усилия прижима.
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Что дает омедненная сварочная проволока на практике
Сварочная проволока применяется в качестве расходного материала при полуавтоматической сварке. Современные производители выпускают ее в двух вариантах: с медным покрытием и без него. Чем и почему омедненная проволока отличается от обычной? Попробуем разобраться.
Изготовление омедненной проволоки
Для получения омедненной проволоки используется метод контактного нанесения покрытия. Для этого стальная заготовка погружается в раствор медного купороса. Здесь в результате разности электродных потенциалов происходит реакция замещения: железо переходит в раствор, а медь осаждается на поверхности проволоки. После этого проволока пропускается через волок, который уплотняет медное покрытие. В результате его поверхность становится глянцевой, приобретая характерный розовый оттенок.
После этого проволока пропускается через волок, который уплотняет медное покрытие. В результате его поверхность становится глянцевой, приобретая характерный розовый оттенок.
Толщина конечного покрытия составляет 6 мкм. Общее содержание меди в стальной проволоке, согласно ГОСТу 2246-70, не должно превышать 0,25 %. Европейский стандарт DIN 8559 допускает увеличение этого показателя до 0,30 %. Если сварочная проволока содержит большее количество меди, то сформированные с ее помощью швы отличаются пониженными показателями стойкости к образованию трещин и ударной вязкости.
Всего российские предприятия выпускают 77 различных марок сварочной проволоки. Из них 41 марка предназначена для работы с цветными металлами, 30 – с углеродистыми сталями и 6 – с низколегированными.
Особенности омедненной проволоки
Омедненная проволока имеет эстетичный внешний вид, но ценится не за это. Одной из ее главных характеристик является низкое контактное сопротивление, а значит, лучший токоподвод. По этому показателю омедненная проволока отличается от стандартного аналога, покрытого технологической смазкой, примерно в 100 раз. Низкое контактное сопротивление, помимо стабильного горения дуги, обуславливает слабое разбрызгивание электродного металла во время сварки.
По этому показателю омедненная проволока отличается от стандартного аналога, покрытого технологической смазкой, примерно в 100 раз. Низкое контактное сопротивление, помимо стабильного горения дуги, обуславливает слабое разбрызгивание электродного металла во время сварки.
Состояние поверхности оказывает непосредственное влияние на равномерность подачи проволоки и необходимое для этого усилие. Например, для проволоки без медного покрытия характерна нестабильная подача, высокий абразивный износ токоподводящего наконечника и прихватывание к внутренней поверхности его канала. При этом технологическая смазка является причиной увеличения количества таких прихваток. Омедненная проволока требует меньшего усилия для проталкивания и не способствует быстрому износу канала наконечника. Она поставляется в катушках или кассетах и в форме упорядоченной и тугой порядовой намотки. Это обеспечивает непрерывность и равномерность ее подачи.
Горелка сварочного полуавтомата
Еще одно несомненное преимущество омедненной проволоки – минимальное количество вредных для сварочного шва примесей. Ее аналог без медного покрытия является активным поставщиком водорода. Виновник такой ситуации – все та же технологическая смазка. В ее состав входят жирные кислоты, щелочи и вода. Помимо этого, она способна адсорбировать влагу из воздуха. В результате ускоряется процесс коррозии проволоки, а в швы попадает водород, вызывая их пористость.
Ее аналог без медного покрытия является активным поставщиком водорода. Виновник такой ситуации – все та же технологическая смазка. В ее состав входят жирные кислоты, щелочи и вода. Помимо этого, она способна адсорбировать влагу из воздуха. В результате ускоряется процесс коррозии проволоки, а в швы попадает водород, вызывая их пористость.
Омедненная проволока сокращает время от первого касания поверхности металла до стабильного горения дуги в 2-3 раза по сравнению с неомедненной. Она способствует образованию симметричных и одинаковых по размеру капель металла на торце электрода и их равномерному переносу в сварочную ванну. В результате улучшается качество швов, а разбрызгивание уменьшается ориентировочно на 40 %.
Дополнительно следует отметить, что благодаря медному покрытию удается улучшить характеристики сварных швов. Повышается их сопротивление разрыву или ударным нагрузкам, улучшается способность переносить перепады температур, уменьшается количество дефектов. Помимо этого, благодаря гладкому покрытию увеличивается скорость подачи проволоки и производительность труда.
Медь используется не только для сварки металлов. Ею покрывают хирургические скальпели. В данном случае медь обеспечивает подвод электричества для нагрева лезвия. В результате скальпели во время операций одновременно используются для прижигания.
Применение омедненной проволоки
Главным потребительским преимуществом омедненной проволоки является возможность получения бездефектных швов и улучшения их свойств. Она востребована при изготовлении изделий с высокими требованиями к качеству. Чаще всего такой расходный материал применяется для работы с низкоуглеродистыми и низколегированными сталями. Омедненная проволока используется при изготовлении трубопроводов и резервуаров, эксплуатирующихся под давлением, применяется в судо- и машиностроении, без нее не обходится производство грузовых и пассажирских железнодорожных вагонов.
На что обратить внимание при выборе омедненной проволоки
Первый показатель, на который следует обратить внимание, – стоимость. Если она существенно ниже средней по рынку, значит, при изготовлении проволоки был нарушен технологический процесс, что и позволило снизить цену. От приобретения такого расходного материала лучше сразу отказаться. Второй параметр, требующий внимания, – наличие сертификата качества. Этот документ, конечно, не является стопроцентной гарантией приобретения качественного изделия, но его отсутствие однозначно указывает на сомнительное происхождение предлагаемого товара.
Если она существенно ниже средней по рынку, значит, при изготовлении проволоки был нарушен технологический процесс, что и позволило снизить цену. От приобретения такого расходного материала лучше сразу отказаться. Второй параметр, требующий внимания, – наличие сертификата качества. Этот документ, конечно, не является стопроцентной гарантией приобретения качественного изделия, но его отсутствие однозначно указывает на сомнительное происхождение предлагаемого товара.
У проволоки, намотанной в кассетах, есть несколько слабых мест, на которые тоже следует обращать внимание. Так, при некачественной намотке со слабиной витки могут образовывать «горку», на которую затем накладываются следующие слои. В результате проволока в этих местах деформируется и может застрять в калибрующих отверстиях сварочного аппарата. Еще одна проблема возникает при неплотной укладке рядов. В этом случае верхние ряды проволоки могут проваливаться между нижними и плотно застревать. Это нарушает равномерность и скорость подачи.
Катушка с омедненной проволокой
Особое внимание необходимо обращать на упаковку проволоки. Медное покрытие, несмотря на видимую сплошность, имеет микротрещины и поры, поэтому полностью защитить сталь от коррозии не может, хотя существенно замедляет ее воздействие. Для упаковки кассет часто используется водоотталкивающая бумага или ткань. Следует учитывать, что они способны пропускать влагу, а при перепадах температур вода конденсируется на поверхности проволоки. Единственная надежная защита – ингибиторная бумага. При длительном хранении омедненной проволоки она снижает скорость ее коррозии в 10 раз.
В заключение следует отметить, что приобретать подобные расходные материалы необходимо, конечно, в специализированных магазинах. Они не только самостоятельно контролируют качество проволоки, но и хранят ее в требуемых условиях. В таком случае определяющей будет репутация изготовителя и компании-продавца.
Поделитесь с друзьями:
Проволока порошковая для наплавки в Украине.
 Цены на проволока порошковая для наплавки на Prom.ua
Цены на проволока порошковая для наплавки на Prom.ua
Сварочная порошковая проволока для наплавки ОК Tubrodur 58 O/G M Ф 1,6 (кассета 16 кг)
Под заказ
Доставка по Украине
7 440 грн/упаковка
Купить
«Аргон» Все для сварки
Проволока порошковая для наплавки и ремонта OK Tubrodur 35 O M AWS MF1-350 ESAB
Под заказ
Доставка по Украине
378.80 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Проволока порошковая для наплавки и ремонта OK Tubrodur 60 G M ESAB
Под заказ
Доставка по Украине
355.60 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Флюсовая(порошковая) проволока Edon на полуавтомат (1кг) 0.8 мм
Доставка по Украине
359 грн
Купить
Сток Торг
!!!Новинка!!!Флюсовая сварочная проволока порошковая E71T-GS д.0,8мм УПАК. 5кг БЕЗ ГАЗА Gradient
Доставка из г. Черкассы
1 850 грн
1 739 грн
Купить
ТОВ Пром-Індастрі
Сварочная проволока для наплавки НП-30ХГСА Ф 4,0 мм (кассета 25 кг)
На складе в г. Запорожье
Запорожье
Доставка по Украине
2 793 грн/упаковка
Купить
«Аргон» Все для сварки
Проволока сварочная порошковая E71T-GS ф 0,8 (1кг) Huatong
На складе в г. Киев
Доставка по Украине
470 грн
Купить
Салон-магазин «СЦ Донмет»
Сварочная порошковая проволока ESAB Weld 71T Ф1,2 мм (катушка 5 кг)
На складе в г. Запорожье
Доставка по Украине
885 грн/упаковка
Купить
«Аргон» Все для сварки
Проволока для сварки и наплавки чугуна ПАНЧ-11 1.2 мм 2 кг
Доставка по Украине
4 860 грн
Купить
ТОВ «Київзварювання»
Сварочная порошковая проволока ESAB Tubrod 15.14 Ф1,2 мм (катушка 5 кг)
На складе в г. Запорожье
Доставка по Украине
1 163 грн/упаковка
Купить
«Аргон» Все для сварки
Сварочная порошковая проволока ESAB Weld 71T Ф1,2 мм (катушка 15 кг)
На складе в г. Запорожье
Запорожье
Доставка по Украине
2 502 грн/упаковка
Купить
«Аргон» Все для сварки
Флюсовая проволока (0.8 мм, 1 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
348 — 350 грн
от 3 продавцов
436.25 грн
349 грн
Купить
Проволка для полуавтомата, флюсовая проволка, порошковая проволка 0,8мм флюсовая Турция
Доставка по Украине
399 грн
Купить
StroySam
Проволока сварочная порошковая Vulkan Е71Т-GS, 0.8 мм, 1 кг
На складе в г. Винница
Доставка по Украине
375 — 432 грн
от 2 продавцов
432 грн
Купить
Укрсервіс
Проволока с флюсом (0.8 мм, 1 кг) к полуавтомату Gradient E71T-GS
Доставка из г. Львов
436.25 грн
349 грн
Купить
220PLUS.COM.UA
Смотрите также
Длина 29 см. Плечики детские металлические проволока в порошковой покраске фиолетовые, 10 штук в упаковке
Доставка по Украине
120 грн/упаковка
Купить
MIR PLECHIKOV
Длина 29 см. Плечики детские металлические проволока в порошковой покраске зеленые, 10 штук в упаковке
Плечики детские металлические проволока в порошковой покраске зеленые, 10 штук в упаковке
Доставка по Украине
120 грн/упаковка
Купить
MIR PLECHIKOV
Длина 29 см. Плечики детские металлические проволока в порошковой покраске красные, 10 штук в упаковке
Доставка по Украине
120 грн/упаковка
Купить
MIR PLECHIKOV
Проволока флюсовая GRADIENT E71T-GS Ø0,8 мм (5 кг) самозащитная [GWF0850]
На складе в г. Киев
Доставка по Украине
1 929 грн
1 832.55 грн
Купить
ЕЛЕКТРОНОМ
Порошковая проволока для сварки PSFD 0,9 A1 PARKSIDE — металик LI-550807
Доставка из г. Каменец-Подольский
323 — 373.5 грн
от 4 продавцов
420 грн
323 грн
Купить
MarLidl
Флюсовая сварочная проволока для полуавтомата E71T-GS 0,8 1кг
На складе в г. Киев
Доставка по Украине
450 грн
Купить
ООО СПП АВТОГЕН
Проволока сварочная порошковая 0,8 мм, 1 кг, Vulkan Е71Т-GS
Доставка из г. Днепр
Днепр
411 грн
Купить
Интернет-магазин инструмента «РЕЗЕРВ»
Проволока сварочная порошковая E71T-GS ф 0,8 катушка 1кг
Доставка по Украине
504 грн
Купить
СВАРМАСТЕР
Порошковая проволока для сварки PSFD 1.0 A1 PARKSIDE Металик LI-550808
Доставка по Украине
323 — 387 грн
от 4 продавцов
450 грн
387 грн
Купить
BLIK — магазин військового та туристичного спорядження
Сварочная проволока флюсовый (самозащитная) E71T-GS 0.8 мм (1 кг) без газа
Доставка из г. Львов
375 — 430 грн
от 5 продавцов
468.75 грн
375 грн
Купить
Мир надежного инструмента – Market Tools
Флюсовая проволока (0.8 мм, 5 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
1 648 — 1 650 грн
от 3 продавцов
2 061.25 грн
1 649 грн
Купить
Флюсовая сварочная проволка для полуавтомата Edon E71T-GS 0.8мм 1кг
На складе
Доставка по Украине
399 грн
Купить
Сварочная проволока порошковая Vulkan Е71Т-GS, 0.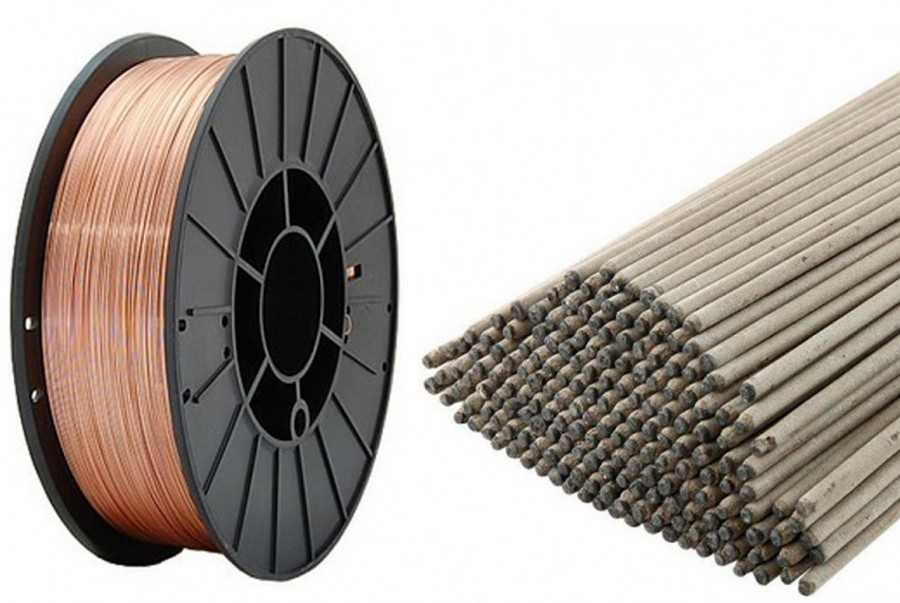 8 мм, 1 кг (51202)
8 мм, 1 кг (51202)
Доставка из г. Киев
433 грн
Купить
Santel
Проволока с флюсом (0.8 мм, 5 кг) к полуавтомату Gradient E71T-GS
Доставка из г. Львов
2 061.25 грн
1 649 грн
Купить
220PLUS.COM.UA
Основы сварки самозащитными порошковыми проволоками
Основы сварки самозащитными порошковыми проволоками: высокая скорость, отсутствие необходимости в газовых баллонах
Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов дуговой сварки.
Авторы: Том Майерс (Tom Myers) и Фрэнк Драголич Мл. (Frank Dragolich, Jr.)
Сварка порошковой самозащитной проволокой (FCAW-S) – это самый универсальный процесс в отрасли дуговой сварки. Такая проволока самостоятельно выделяет защитный газ, удаляет загрязняющие вещества на стали, образует отвечающее всем нормативным требованиям наплавление и быстрозастывающий шлак.
Метод FCAW-S скорее напоминает ручную руговую сварку штучными электродами (SMAW), чем сварку газозащитными порошковыми проволоками. Сварщики с большим опытом ручной дуговой сварки обычно очень быстро овладевают процессом FCAW-S, в то время как тем, кто знаком только с процессом газозащитной сварки контролируемыми короткими замыканиям (GMAW), на это приходится потратить чуть больше времени.
Сварщики с большим опытом ручной дуговой сварки обычно очень быстро овладевают процессом FCAW-S, в то время как тем, кто знаком только с процессом газозащитной сварки контролируемыми короткими замыканиям (GMAW), на это приходится потратить чуть больше времени.
Как и РДС, FCAW-S не требует использования внешнего источника защитного газа, поэтому этот процесс хорошо подходит для сварки под открытым небом (см. Рисунки 1 и 2). Тем не менее, в отличие от РДС, процесс сварки самозащитной порошковой проволокой имеет намного более высокую производительность наплавки. Она аналогична, а в некоторых случаях даже превышает производительность сварки газозащитной проволокой. В случае штучных электродов марки E6010 и E6013 производительность наплавки составляет 1-1,5 кг металла в час. Для E7018 этот показатель составляет 2-2,5 кг. Что касается процесса FCAW-S, то в его случае сварщик может наплавить до 4 кг металла при вертикальной сварке и более 6 кг при сварке в горизонтальном и нижнем положении, в зависимости от используемой проволоки. Кроме того, производительность можно увеличить до более 10 кг металла в час с помощью процедур с увеличенным вылетом электрода.
Кроме того, производительность можно увеличить до более 10 кг металла в час с помощью процедур с увеличенным вылетом электрода.
Рисунок 1: Самозащитная порошковая проволока часто используется для сварки в неудобных пространственных положениях. |
Рисунок 2: Благодаря отсутствию необходимости в газовых баллонах процесс FCAW-S часто используется для сварки в монтажных условиях или под открытым небом как более эффективная альтернатива РДС. |
Основные сведения о процессе
Для GMAW (MIG) и сварки газозащитной порошковой проволокой (FCAW-G) лучше всего подходит постоянный ток обратной полярности (DC+). Однако для самозащитной проволоки рекомендуемая полярность зависит от состава сердечника (стабилизаторов дуги) конкретной марки проволоки. Большая часть проволок FCAW-S лучше всего себя показывает на постоянном токе прямой полярности (DC-), но некоторые из них больше подходят для работы на токе обратной полярности.
Однако для самозащитной проволоки рекомендуемая полярность зависит от состава сердечника (стабилизаторов дуги) конкретной марки проволоки. Большая часть проволок FCAW-S лучше всего себя показывает на постоянном токе прямой полярности (DC-), но некоторые из них больше подходят для работы на токе обратной полярности.
В случае GMAW сцепление для бесперебойной подачи проволоки обеспечивается гладкой V-образной насечкой на приводных роликах механизма подачи. К сожалению, такая насечка может повредить порошковые проволоки. Для того, чтобы обеспечить такое же толкающее усилие без сильного сжатия проволоки, в случае FCAW-S используются приводные ролики с V-образным гофрированием, которое захватывает оболочку проволоки и обеспечивает ее плавную подачу без деформаций.
Обратите внимание: если после сварки порошковой проволокой Вы возвращаетесь к режиму GMAW, не забудьте заменить приводные ролики на ролики с гладкой V-образной насечкой. Ролики с гофрированием могут повредить медное покрытие сплошных проволокок и привести к его расслоению. Сейчас эта проблема не так актуальна, как раньше, но о ней все равно не стоит забывать.
Сейчас эта проблема не так актуальна, как раньше, но о ней все равно не стоит забывать.
Напряжение
Все самозащитные порошковые проволоки очень чувствительны к колебаниям напряжения и поэтому требуют применения источника питания с режимом сварки на жесткой вольтамперной характеристике (CV). В некоторых случаях сварка газозащитной проволокой имеет более широкий диапазон допустимого напряжения. В случае FCAW-S Вы должны точно придерживаться необходимого напряжения.
При сварке самозащитной проволокой во время работы дуги между расплавленным металлом наплавления и окружающим воздухом нет ничего, кроме шлака и выделенного самой проволокой газа. Повышенное напряжение приводит к увеличению длины дуги, что, в свою очередь, увеличивает ширину конуса дуги. Соответственно, дуга большой длины и ширины более подвержена воздействию атмосферы. Из-за этого длина дуги имеет крайне большое значение, а источники питания на жесткой ВАХ позволяют сохранять ее на постоянном уровне.
Обратите внимание, что, если расплавленный металл вступит контакт с окружающим воздухом (который содержит 79% азота, 20% кислорода и 1% процент других элементов), он начнет поглощать азот и кислород. Если этому никак не помешать, после застывания металла часть этих газов улетучится и оставит после себя отверстия (т. е. пористость). Оставшиеся внутри газы приведут к образованию очень ломкого металла с низкими механическими характеристиками. Поэтому расплавленный металл нужно защищать от контакта с воздухом, пока он не застынет. Это относится ко всем процессам сварки.
Теперь представьте, как от самозащитной проволоки отделяется расплавленная капля. Практически сразу же вокруг нее образуется тонкий слой шлака. Материал проволоки включает определенные элементы, которые вступают в химическую реакцию с азотом и кислородом (т. е. денитрификаторы или восстановители) и затягивают их в шлак, тем самым не давая им попасть в металл наплавления. Также при этом образуются другие побочные продукты реакций в дуге, например, двуокись углерода, которая замещает собой воздух. Эти две особенности защищают расплавленную каплю металла во время ее перемещения к сварочной ванне.
Эти две особенности защищают расплавленную каплю металла во время ее перемещения к сварочной ванне.
Но чем больше длина дуги, тем большее расстояние должны пройти капли металла и тем сильнее становится воздействие азота, кислорода и других составляющих воздуха. Если оно становится слишком большим, системы защиты проволоки с ним не справятся и газ окажется поглащен металлом наплавления. Эти примеси скажутся на механических свойствах наплавления, в том числе ударной вязкости. Для ее измерения проводится тест по Шарпи с V-образным надрезом. Когда содержание примесей достигает определенного порогового значения, в металле возникает пористость. Слишком низкое напряжение, напротив, приводит к чрезмерному укорачиванию дуги. В таком случае проволока втыкается в пластину, что приводит к образованию неровного сварного шва.
В случае FCAW-S после завершения сварки над кончиком проволоки образуется маленький шарик шлака, который выступает в роли изолятора и мешает зажиганию дуги при возобновлении сварки. Поэтому для упрощения зажигания дуги кончик проволоки нужно аккуратно отломить или отрезать кусачками.
Поэтому для упрощения зажигания дуги кончик проволоки нужно аккуратно отломить или отрезать кусачками.
Также проверьте расстояние, на которое выступает проволока от контактного наконечника. Для стандартных процедур сварки эта величина обычно составляет 19-25 мм, иногда до 95 мм в случае высокопроизводительной сварки на спуск. Вылет электрода так же важен, как и длина дуги. Для сохранения стабильности дуги его колебания не должны превышать ±3 мм. Силшком большой вылет электрода приведет к короткой, нестабильной дуге и сильному разбрызгиванию, слишком маленький – избыточной длине дуги и большому риску загрязнения расплавленного металла окружающим воздухом.
Также никогда не ведите сварку с упреждающим наклоном горелки. Это не сварка GMAW короткими замыканиями. При сварке самозащитной проволокой используется шлак, поэтому Вы можете использовать старый принцип: удерживайте шлак, направляя на него поток газа. Если горелку расположить под небольшим углом на отставание, она будет удерживать шлак позади дуги. Если направить горелку вперед, она будет подталкивать расплавленный шлак перед сварочной ванной. Из-за этого возникнет риск того, что он окажется погружен под слоем металла.
Если направить горелку вперед, она будет подталкивать расплавленный шлак перед сварочной ванной. Из-за этого возникнет риск того, что он окажется погружен под слоем металла.
Особенности сварки в сложных пространственных положениях
Производительность наплавки и общие сварочно-технологические характеристики зависят от использованной проволоки. Проволоки класса AWS E71T-8–которые подходят для сварки в любых пространственных положений на постоянном токе прямой полярности–имеют схожий металлургический состав, но при этом каждая из них имеет свои особенности.
Самое большое влияние оказывает система шлакообразования проволоки. Она представляет собой вещества, которые вступают в реакцию с другими химическими элементами, застывают быстрее металла наплавления и всплывают к поверхности соединения, чтобы защитить его от атмосферного воздуха (см. Рисунок 3). Некоторые проволоки имеют щелочную систему шлакообразования на основе фторидов, аналогичных использованных в электродах марки E7018. В других используется более кислая система, которая вступает в реакцию и застывает быстрее. Именно она помогает сварщикам достигунть упомянутой производительности 4 кг/час (чтобы узнать о системах шлакообразования подробнее, см. Техническое письмо: Обзор составов шлака ниже).
В других используется более кислая система, которая вступает в реакцию и застывает быстрее. Именно она помогает сварщикам достигунть упомянутой производительности 4 кг/час (чтобы узнать о системах шлакообразования подробнее, см. Техническое письмо: Обзор составов шлака ниже).
Техническое письмо: Обзор составов шлака
При сварке самозащитной порошковой используются другие системы шлакообразования. Большей частью они основаны на восстановлении алюминия и магния и деазотировании системы. Эти элементы попадают в сварочную ванну и образуют оксид алюминия и оксид магния, которые имеют высокие температуры плавления. Если к этому добавить элементы шлака с низкими температурами плавления, можно получить эффективную систему шлакообразования. Элементы шлака–оксид алюминия и оксид магния–быстро плавятся и всплывают к поверхности сварочной ванны, защищая наплавление от атмосферного воздуха.
Процесс FCAW-S имеет очень высокую усойчивость к азоту именно благодаря системам шлакообразования. Молекулы алюминия и магния привлекают к себе атомы кислорода и азота, в результате образуются оксиды алюминия и магния. Эти легкие вещества с высокой температурой плавления (т. е. быстрозастывающие) быстро поднимаются на поверхность сварочной ванны. По сути, система шлакообразования превращает азот и кислород–потенциальные загрязняющие вещества–в химические соединения, которые защищают наплавление.
Молекулы алюминия и магния привлекают к себе атомы кислорода и азота, в результате образуются оксиды алюминия и магния. Эти легкие вещества с высокой температурой плавления (т. е. быстрозастывающие) быстро поднимаются на поверхность сварочной ванны. По сути, система шлакообразования превращает азот и кислород–потенциальные загрязняющие вещества–в химические соединения, которые защищают наплавление.
Во многих проволоках FCAW-S используется одна из двух систем шлакообразования – основная или кислотная. В основных системах фторид кальция вместе с соединениями алюминия и магния образует систему, которая немного напоминает шлак, образующийся при сварке штучными электродами, например, класса E7018. В кислотных системах вместо фторида кальция используется оксид железа.
Основные системы имеют хорошие характеристики очистки. Они больше подходят для сварки конструкций ответственного назначения, имеют высокую ударную вязкость при низких температурах и другие прочностные характеристики. Кислотные системы отличаются плавным и быстрым процессом сварки.
Кислотные системы отличаются плавным и быстрым процессом сварки.
Это связано с тем, как кислотные и основные элементы вступают в реакцию с другими элементами в металле наплавления. Это сводится к тому, как быстро происходят химические реакции. Во время сварки молекулы ионизируются, что заставляет атомы покидать одни молекулы и присоединяться к другим. В разных системах шлакообразования для этого требуется разная температура. Во фторидных системах на разделение молекул требуется очень много тепла. Для разделения кислотных, железооксидных молекул, напротив, нужна меньшая температура. Быстрая химическая реакция в таком случае приводит к более быстрому застыванию шлака и, в конечном итоге, большей производительности наплавки.
Рисунок 3: Самозащитная проволока FCAW имеет внешнюю оболочку, которая защищает сердечник из флюсообразующих веществ. Она немного похожа на вывернутый наизнанку штучный электрод. |

Техника сварки зависит от рекомендаций производителя, обратитесь к нему за более подробными инструкциями. Техника также зависит от основного металла и поставленной задачи, но при этом у всех проволок есть некоторые общие свойства.
Возьмем, например, две проволоки класса E71T-8 – Innershield® NR-203MP и NR-203 Nickel (1%), в которых используется основная (некислотная) система шлакообразования. Проволоки NR-203 напоминают электроды марки E7018, за исключением более высокой производительности наплавки и, разумеется, отсутствия необходимости в смене электродов. Проволоки можно использовать в любых пространственных положениях, проводить сварку по открытому зазору и создавать соединения с очень высокой ударной вязкостью при низких температурах. Кроме того, они позволяют проводить сварку на спуск.
При сварке V-образных или угловых соединений проволокой NR-203 нужно использовать технику поперечных колебаний. Направьте проволоку на кромку лицевой поверхности шва и сделайте небольшую паузу–это обеспечит большую глубину проплавления и даст шлаку время подняться к поверхности–и затем быстро переместитесь на другую сторону шва и опять сделайте паузу. Будьте внимательны: если слишком задержитесь в центре шва, Вы можете наплавить слишком много металла и создать шов выпуклой формы, который не только ухудшит механические характеристики, но и сделает соединение более уязвимым к таким дефектам, как подрезание.
Будьте внимательны: если слишком задержитесь в центре шва, Вы можете наплавить слишком много металла и создать шов выпуклой формы, который не только ухудшит механические характеристики, но и сделает соединение более уязвимым к таким дефектам, как подрезание.
Всегда старайтесь точно сфокусировать дугу на сварочной ванне. Такое волнообразное движение–паузы у кромок шва и затем быстрое перемещение на другую сторону–позволяет металлу наплавления поступать с обеих сторон. Кроме этого, небольшая пауза у одной кромки шва позволяет застыть шлаку с другой. Если сравнивать с другими самозащитными проволоками, NR-203 образует довольно тонкий слой флюса, который может удерживать лишь ограниченный объем металла. Поэтому производительность наплавки составляет всего 2,5-3 кг/час–больше, чем при ручной сварке, но меньше, чем у остальных самозащитных проволок,
например, NR-232 и NR-233. Эти проволоки имеют кислотную систему шлакообразования, которая очень быстро вступает в реакцию в металле наплавления и образует более тяжелый шлак, что делает возможной сварку с производительностью 3,5-4 кг/час даже в неудобных пространственных положениях.
В отличие от сварки проволокой NR-203, когда Вы следите за сварочной ванной, с NR-232 и NR-233 нужно обратить внимание на образующуюся позади переднего края дуги линии шлака. Вместо традиционного метода воспользуйтесь сваркой узкими валиками с небольшими колебаниями. Если линия шлака получается неровной, Вы сможете быстро сделать исправление. Например, если линия шлака с левой стороны оказалась ниже, Вы должны немного сдвинуть горелку влево, выровнять ее и затем продолжить сварку узкими валиками. При вертикальной сварке на подъем представьте, что Вы создаете «полку» с наплавленным металлом и штабелируете валики друг на друга.
Скорость штабелирования определяет скорость сварки. Если Вы будете это делать слишком быстро и расположите дугу немного выше сварочной ванны, проволока может проникнуть в пластину и даже привести к прожиганию.
Также нельзя забывать о контроле тепловложения. Для этого можно регулировать вылет электрода – такая техника сварки используется не только при сварке FCAW-S, но и любых других процессах на жесткой ВАХ. Если Вы, например, ведете вертикальную сварку на подъем, опираясь на «полку» из расплавленного металла наплавления NR-232, Вы можете почувствовать, что ванна становится слишком горячей, а дуга проникает внутрь пластины. В таком случае Вы можете немного увеличить вылет электрода – это приведет к падению силы тока и немного охладит сварочную ванну. И наоборот, если температура слишком мала и у Вас не получается обеспечить нужную глубину проплавления, вылет электрода можно немного уменьшить – это увеличит силу сварочного тока и глубину проплавления.
Если Вы, например, ведете вертикальную сварку на подъем, опираясь на «полку» из расплавленного металла наплавления NR-232, Вы можете почувствовать, что ванна становится слишком горячей, а дуга проникает внутрь пластины. В таком случае Вы можете немного увеличить вылет электрода – это приведет к падению силы тока и немного охладит сварочную ванну. И наоборот, если температура слишком мала и у Вас не получается обеспечить нужную глубину проплавления, вылет электрода можно немного уменьшить – это увеличит силу сварочного тока и глубину проплавления.
Гибкие, мобильные и эффективные
Процесс сварки FCAW-S завоевал большую популярность в США – стране, которая постоянно работает над улучшением инфраструктуры. Он сочетает мобильность, способность противостоять тяжелым погодным условиям,эффективность сварки проволокой и гибкость РДС. Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов сварки.
Том Майерс – это старший технический специалист, а Фрэнк Драголич Мл. – техник компании Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100.
Технические данные предоставлены компанией Lincoln Electric
Часто задаваемые вопросы о наплавке твердым сплавом
Детали и оборудование всех отраслей промышленности подвергаются разрушительному износу в той или иной степени.
Наплавка — экономичный инструмент, который сводит к минимуму износ и увеличивает срок службы. На первый взгляд, наплавка может показаться запутанной и хлопотной. На самом деле это не так. Понимание некоторых основ наплавки может иметь большое значение для уверенности в выборе продукта для наплавки.
Компания Postle Industries, производитель продуктов для наплавки, обнаружила, что следующие 22 ответа на часто задаваемые вопросы могут помочь вам выбрать продукты для наплавки, наиболее подходящие для вашей области применения.
1. Что такое наплавка?
Металлические детали часто выходят из строя не по назначению не из-за того, что они ломаются, а из-за истирания, ударов, контакта металла с металлом или какого-либо другого вида износа, что приводит к потере их размеров и функциональности. Наплавка, также известная как наплавка твердым сплавом, представляет собой нанесение наплавленного или износостойкого металла сварного шва на поверхность детали с помощью сварки для продления срока службы детали. Наплавленный металл может наноситься в виде сплошной поверхности или в виде узора, такого как вафельный узор, елочка, точечный узор и т. д.
Наплавка приобретает все большее значение во многих отраслях промышленности для защиты оборудования, подверженного износу и истиранию. Postle Industries производит продукцию, используемую в горнодобывающей промышленности, дноуглубительных работах, переработке, сельском хозяйстве, железных дорогах, землеройных и строительных работах, цементе, лесозаготовках, производстве электроэнергии, бурении нефтяных и газовых скважин, а также в производстве стали и ковке. Продление срока службы изнашиваемых деталей сэкономит тысячи долларов и повысит производительность. Наплавку можно использовать для восстановления деталей, которые уже подвергались износу и утратили свой срок службы, или использовать при производстве новых деталей для увеличения срока их службы перед их вводом в эксплуатацию.
Продление срока службы изнашиваемых деталей сэкономит тысячи долларов и повысит производительность. Наплавку можно использовать для восстановления деталей, которые уже подвергались износу и утратили свой срок службы, или использовать при производстве новых деталей для увеличения срока их службы перед их вводом в эксплуатацию.
Существует три основных типа наплавки:
- Наплавка или восстановление
- Наплавка или наплавка
- Комбинация наплавки и наплавки
2. На какую основу можно наносить наплавку?
Углеродистые и низколегированные стали с содержанием углерода менее 1% могут подвергаться наплавке. Среднеуглеродистые и низколегированные стали очень распространены, поскольку они обеспечивают более высокую прочность, чем мягкие стали, и лучшую стойкость к истиранию. Высокоуглеродистые сплавы могут потребовать специального буферного слоя.
Следующие базовые металлы могут быть жестко:
- нержавеющие стали
- марганцевые стали
- Углеродные и сплавные стали
- Чистовые утюги
- Никелевые сплавы
- Mapper-Base-Base Alloys
2-leloys
 сильно магнитны, и их легко отличить от немагнитной аустенитной марганцовистой стали. Существует много низколегированных и высокоуглеродистых сталей, которые используются для изготовления оборудования и запасных частей, особенно для оборудования, требующего повышенной прочности и стойкости к истиранию. Их нелегко отличить, но их следует идентифицировать, чтобы определить правильную температуру предварительного и последующего нагрева. По мере увеличения содержания сплава потребность в предварительном и последующем нагреве становится все более важной.
сильно магнитны, и их легко отличить от немагнитной аустенитной марганцовистой стали. Существует много низколегированных и высокоуглеродистых сталей, которые используются для изготовления оборудования и запасных частей, особенно для оборудования, требующего повышенной прочности и стойкости к истиранию. Их нелегко отличить, но их следует идентифицировать, чтобы определить правильную температуру предварительного и последующего нагрева. По мере увеличения содержания сплава потребность в предварительном и последующем нагреве становится все более важной.Например, сталь, изготовленная из 4130, обычно требует предварительного нагрева до 400ºF (200ºC). Сталь, используемая для рельсов, обычно содержит больше углерода и требует минимального предварительного нагрева от 600ºF до 700ºF (от 315ºC до 370ºC). Марганцевая сталь не требует предварительного нагрева. На самом деле необходимо предпринять шаги для поддержания температуры основного металла ниже 500ºF (260ºC).
3 . Какие наиболее популярные процессы сварки используются для нанесения твердосплавного покрытия?
Какие наиболее популярные процессы сварки используются для нанесения твердосплавного покрытия?
В порядке популярности используются следующие процессы сварки:
- Дуговая сварка флюсом (FCAW) с открытой дугой или наплавочной проволокой в защитных газах
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) с проволокой в защитных газах
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка под флюсом (SAW) )
- Газовая вольфрамовая дуговая сварка (GTAW)
- Газокислородная сварка (OFW) или кислородно-ацетиленовая сварка
- Плазменная дуговая сварка, лазерная сварка, термическое напыление, распыление и плавление
Существует большое разнообразие оборудования и источников питания на рынке. Текущая тенденция заключается в использовании полуавтоматических и автоматических процессов сварки с использованием FCAW и GMAW, которые примерно одинаковы по популярности. GMAW, использующая сплошную проволоку или сварочную проволоку с металлическим сердечником, должна использоваться с газовой защитой, тогда как FCAW используется сварочная проволока, которая используется с открытой дугой или без газа, а также с газовой защитой. Дуговая сварка металлическим электродом в среде защитного газа электродами с флюсовым покрытием по-прежнему очень популярна, особенно для наплавки в полевых условиях – оборудование недорогое и портативное. Факторы, которые следует учитывать при выборе подходящего процесса сварки:
GMAW, использующая сплошную проволоку или сварочную проволоку с металлическим сердечником, должна использоваться с газовой защитой, тогда как FCAW используется сварочная проволока, которая используется с открытой дугой или без газа, а также с газовой защитой. Дуговая сварка металлическим электродом в среде защитного газа электродами с флюсовым покрытием по-прежнему очень популярна, особенно для наплавки в полевых условиях – оборудование недорогое и портативное. Факторы, которые следует учитывать при выборе подходящего процесса сварки:
- Наличие сварочного оборудования, включая размер источника питания. Сварка штучным электродом или полуавтоматической проволокой.
- Наличие расходных материалов для наплавки. Размер сварочного материала.
- Место сварки – в помещении или на открытом воздухе
- Размер детали, форма и область наплавки Толщина наплавки
- Скорость наплавки
- Положение сварки – можно ли перемещать деталь для сварки в горизонтальном положении Требования к механической обработке, если таковые имеются
- Желаемая отделка (поддуговое качество?)
- Подготовка компонентов для ранее наплавленных деталей
- Предварительный нагрев и обработка после сварки (отпуск/медленное охлаждение/охлаждение на воздухе)
самый экономичный?
Многие факторы влияют на экономику наплавки, но основным фактором является скорость наплавки. Таблица 1 показывает расчетную скорость осаждения для каждого процесса.
Таблица 1 показывает расчетную скорость осаждения для каждого процесса.
5. Износ — такой всеобъемлющий термин. Можно ли разбить его на более управляемые категории?
Да. Существует множество различных категорий износа — их слишком много, чтобы охватить в одной статье, — но наиболее типичными видами износа являются следующие (проценты являются оценкой общего износа):
- Истирание — от 40 до 50 процентов
- Удары — 20 процентов
- Металл (металл по металлу) — 15 %
- Нагрев — 5 %
- Коррозия — 5 %
- Другое — 5 процентов
Замковое соединение с твердосплавным покрытием Duraband® NC, не образующим трещин
Большинство изнашиваемых деталей выходят из строя не из-за одного вида износа, например, удара, а из-за комбинации видов износа, например истирания. и воздействие. Например, зубья горного ковша обычно подвергаются истиранию и ударам, и в зависимости от того, какой тип материала добывается (мягкая или твердая порода), одна мода может преобладать над другой. Это будет определять используемый продукт для сварки твердосплавным покрытием.
Это будет определять используемый продукт для сварки твердосплавным покрытием.
Определение режима износа или понимание окружающей среды, которой подвергается деталь, имеет решающее значение для выбора того сплава для твердосплавного покрытия, который лучше всего подходит для применения. Выбор продуктов для твердосплавного покрытия может быть сложным и может потребовать испытаний и испытаний.
Наиболее распространенные виды износа:
- Абразивный износ возникает, когда такие материалы, как зерно, почва или песок, уголь или минералы, скользят по металлической поверхности. Абразивный износ можно разделить на истирание при выдалбливании, истирание при шлифовании с высоким напряжением или истирание с царапанием при низком напряжении.
- Ударный износ возникает, когда объект ударяется о другой объект, например, деталь дробилки или колесо железнодорожного вагона, катящееся по марганцевому переезду, что приводит к отслаиванию или отслаиванию материала.
- Износ металла по металлу или адгезионный износ — это происходит, когда две металлические поверхности скользят друг относительно друга под давлением, создавая условия микросварки из-за теплоты трения.
 Как правило, используются в условиях без смазки или в сухих условиях
Как правило, используются в условиях без смазки или в сухих условиях
Ротор Grizzly и лезвия для измельчения шин — наплавлены Postle 2834 для предотвращения износа
6. Существует ли удобный способ классификации множества доступных сплавов для твердосплавного покрытия при выборе используемого сплава для твердосплавного покрытия?
Да. Сплавы на основе железа можно разделить на четыре основные категории:
- Мартенситные – К ним относятся все закаливаемые стали с твердостью по Роквеллу от 20 до 65 HRC. К проволочным изделиям относятся Postalloy® 2892-MCG, 2898-MCG и Super Edge. Электроды включают Postalloy® 21 и 27. Эта группа, как и инструментальная сталь, затвердевает при охлаждении. Они хороши для износа металла по металлу и абразивного износа. Они также могут выдерживать большие нагрузки. Сплавы ниже 45 HRC обычно используются для наплавки перед наплавкой или для восстановления размеров, а после сварки деталь должна подвергаться механической обработке.
 Мартенситные сплавы с более высокой твердостью выше 50 HRC используются для сопротивления истиранию.
Мартенситные сплавы с более высокой твердостью выше 50 HRC используются для сопротивления истиранию. - Аустенитный — Аустенитные сплавы включают упрочняемые марганцевые стали и нержавеющие стали, такие как проволока Postalloy® 2850-FCO и Frogtuff-FCO или электроды 205 и 207. Эта группа, как правило, мягкая при сварке и затвердевает только после многократной обработки металла шва под воздействием ударов.
Обладают хорошей ударопрочностью и умеренной стойкостью к истиранию. Аустенитная марганцевая сталь обычно встречается вокруг дробилок, крестовин и крестовин железнодорожных путей, а также зубьев лопат. Нержавеющие стали хороши для коррозионной стойкости.
- Карбид металла и мягкая аустенитная матрица – Эти сплавы содержат большое количество карбидов металлов в более мягкой матрице и подходят для применения в условиях сильного истирания. Сплавы, которые содержат большое количество хрома и углерода, известны как семейство карбида хрома и ближе к чугуну или белому чугуну.
 Иногда они содержат дополнительные количества ниобия, ванадия и других элементов. Их твердость варьируется от 40 HRC до 65 HRC. Сплавы, содержащие большое количество вольфрама и углерода, относятся к семейству карбидов вольфрама. Некоторые из них содержат небольшое количество бора, который образует бориды и подходит для применения в условиях сильного истирания. Продукция включает проволоку Postalloy 2832-MCO, 2834-MCO, 2836-MCO и электроды 214, 215HD или 218HD.
Иногда они содержат дополнительные количества ниобия, ванадия и других элементов. Их твердость варьируется от 40 HRC до 65 HRC. Сплавы, содержащие большое количество вольфрама и углерода, относятся к семейству карбидов вольфрама. Некоторые из них содержат небольшое количество бора, который образует бориды и подходит для применения в условиях сильного истирания. Продукция включает проволоку Postalloy 2832-MCO, 2834-MCO, 2836-MCO и электроды 214, 215HD или 218HD. - Карбид металла в твердой мартенситной матрице – Мартенситная матрица представляет собой инструментальную сталь с твердостью от 45 HRC до 60 HRC. Эти сплавы содержат добавки ниобия, ванадия, молибдена или титана. При надлежащих процедурах их обычно можно наносить без трещин вследствие напряжения. Продукты включают Postalloy 2826NC-MCG и 2828NCTi-FCO.
7. Многие наплавочные сплавы трескаются. Это нормально?
Зависит от наплавочного сплава. Многие сплавы карбида хрома, такие как Postalloy® 2834-MCO, дают трещины при охлаждении до умеренных температур; это нормально. Другие, такие как аустенитные и мартенситные группы, не трескаются при соблюдении правил сварки.
Другие, такие как аустенитные и мартенситные группы, не трескаются при соблюдении правил сварки.
8. Что такое взлом чеков?
Растрескивание, или, как его иногда называют, растрескивание, происходит в семействах карбида хрома и может быть идентифицировано как трещины, перпендикулярные длине валика. Обычно они возникают на расстоянии от 3/8 дюйма (8 мм) до 2 дюймов (50 мм) друг от друга и являются результатом высоких напряжений, вызванных сокращением металла сварного шва при его охлаждении.
Трещины распространяются по толщине наплавленного валика и останавливаются у основного металла, если он не является хрупким. В случаях, когда основной металл твердый или хрупкий, следует выбрать буферный слой из более мягкого и прочного металла сварного шва. Семейство аустенитных сплавов является хорошим выбором для буферных отложений.
Трещины под напряжением в карбиде хрома.
9. Что такое наплавка карбидом хрома?
Как правило, это сплавы на основе железа, которые содержат большое количество хрома (более 15 процентов) и углерода (более 3 процентов). Эти элементы образуют твердые карбиды (карбиды хрома), устойчивые к истиранию. Отложения часто трескаются примерно через каждые 1/2 дюйма, что помогает снять напряжение при сварке. Их низкий коэффициент трения также делает их желательными в тех случаях, когда требуется материал с хорошим скольжением.
Эти элементы образуют твердые карбиды (карбиды хрома), устойчивые к истиранию. Отложения часто трескаются примерно через каждые 1/2 дюйма, что помогает снять напряжение при сварке. Их низкий коэффициент трения также делает их желательными в тех случаях, когда требуется материал с хорошим скольжением.
Изделия из проволоки включают Postalloy 2820-MCO, 2832-MCO и 2834-MCO. Электроды включают 214 и 215HD.
Вообще говоря, сопротивление истиранию увеличивается по мере увеличения количества углерода и хрома, хотя углерод оказывает наибольшее влияние. Значения твердости варьируются от 40 HRC до 65 HRC. Они также могут содержать другие элементы, которые могут образовывать другие карбиды или бориды, повышающие износостойкость при высоких температурах. Эти сплавы ограничены двумя или тремя слоями.
10. Что такое сложные карбиды?
Сложные карбиды обычно связаны с отложениями карбида хрома, которые имеют добавки колумбия (ниобия), молибдена, вольфрама или ванадия.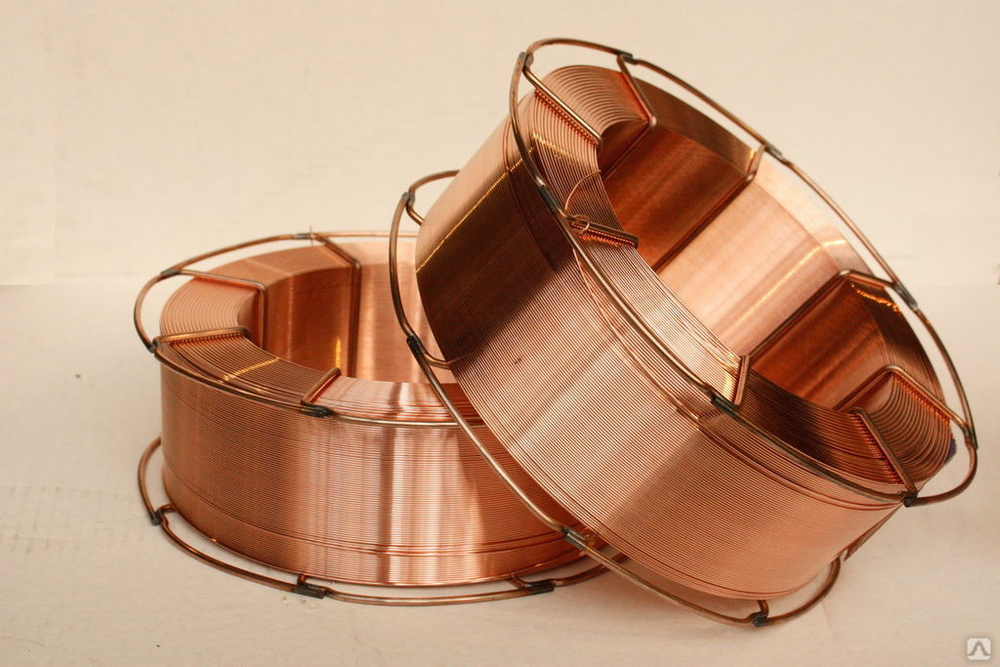 Добавление этих элементов и углерода образует их собственные карбиды и/или соединяется с существующими карбидами хрома для повышения общей стойкости сплава к истиранию. Они могут иметь все эти элементы или только один или два. Они используются в условиях сильного истирания или высоких температур.
Добавление этих элементов и углерода образует их собственные карбиды и/или соединяется с существующими карбидами хрома для повышения общей стойкости сплава к истиранию. Они могут иметь все эти элементы или только один или два. Они используются в условиях сильного истирания или высоких температур.
Продукты включают Postalloy 2836-MCO или 218HD
11. Что такое карбиды в мартенсите?
Это сплавы типа инструментальной стали с многочисленными плотно упакованными карбидами титана, ниобия, ванадия или других элементов. Твердые сплавы в мартенсите являются отличным выбором для областей применения, требующих образования отложений без трещин с хорошими характеристиками износа. Наплавленные наплавки обычно обладают такими же характеристиками износостойкости, которые ожидаются от продуктов для твердосплавного покрытия из карбида хрома. Поскольку эти сплавы не трескаются, их легче применять с точки зрения повторного применения.
Продукты включают Postalloy 2826NC-MCG, Ultrashred 580, 2828-FCO
12. Что такое MIG Carbide?
Что такое MIG Carbide?
Это также известно как вставка из карбида вольфрама. Частицы карбида вольфрама подаются из бункера непосредственно в расплавленную сварочную ванну PS98. Когда наплавленный валик охлаждается, образующийся наплавленный металл содержит большие объемы частиц карбида вольфрама, внедренных в матрицу из инструментальной стали твердостью от 55 до 60 HRC. Эти чрезвычайно твердые и износостойкие частицы защищают отвалы бульдозеров и грейдеров, ковши драглайнов и погрузчиков, а также многие другие типы молотов от преждевременного износа во многих сложных и высокоабразивных условиях.
13. Что подразумевается под рисунком наплавки?
При работе в каменистой почве, руде или шлаке цель состоит в том, чтобы НЕ улавливать почву на поверхности, а защищать поверхность под ней от истирания, вызванного движением камней по поверхности. Это можно сделать, нанеся ряд гребней или сварных швов параллельно потоку материала, например, рельсы. Это предотвратит соприкосновение каменистой почвы с поверхностью.
Это предотвратит соприкосновение каменистой почвы с поверхностью.
При работе в грязи или песке нанесите валики твердого покрытия на расстоянии от 1/4 дюйма (6,4 мм) до 1-1/2 дюйма (38 мм) друг от друга и перпендикулярно или против потока абразивного материала. Принуждение материала к уплотнению между валиками сварного шва хорошо работает для мелкозернистых песков и почв.
Нанесите точечный рисунок на участки, не подверженные сильному истиранию, но подверженные износу, или труднодоступные места сварки. Точечный рисунок также используется на тонких основных металлах, когда деформация и коробление могут быть вызваны перегревом основного металла.
При работе в почве с небольшим содержанием глины цель состоит в том, чтобы использовать рисунок наплавки, который захватывает почву на поверхности, образуя слой захваченной почвы, который защитит поверхность под ней. Лучше всего это сделать с помощью штриховки или вафельного рисунка. Эта схема также хорошо работает, когда есть комбинация мелкой и грубой почвы.
14. Можно ли использовать значения твердости для прогнозирования сопротивления истиранию?
Нет, это плохая идея. Мартенситный сплав и сплав карбида хрома могут иметь одинаковую твердость, скажем, 58 HRC, и вести себя совершенно по-разному в одних и тех же абразивных условиях. Сплав карбида хрома обеспечивает лучшую стойкость к истиранию, чем мартенситный сплав. Металлургическая микроструктура является лучшим мерилом, но он не всегда доступен.
Единственная временная твердость может использоваться для прогнозирования износа, когда оцениваемые сплавы принадлежат к одному и тому же семейству. Например, в мартенситном семействе сплав с твердостью 55 HRC будет иметь лучшую стойкость к истиранию, чем сплав с твердостью 35 HRC. Это может быть, а может и не быть как в аустенитных, так и в карбидных семействах. Опять же, вы должны учитывать микроструктуру. Вы должны проконсультироваться с производителем для получения рекомендаций.
15. Если твердость ненадежна, то как измеряется износ?
Если твердость ненадежна, то как измеряется износ?
Зависит от типа износа, но в случае абразивного износа — наиболее распространенного механизма износа — ASTM Intl. G65 Испытание резинового колеса на сухом песке широко используется. По сути, это тест, в котором образец взвешивают до и после теста, а результат обычно выражается в граммах потери веса или потери объема.
Образец удерживается на вращающемся резиновом колесе с известной силой в течение заданного числа оборотов. Особый тип песка, размер которого тщательно подобран, просачивается между образцом и резиновым колесом. Это имитирует чистое истирание, а цифры используются в качестве ориентира при выборе материала.
Испытательный прибор ASTM G65
16. Какой тип газа используется при наплавке методом GMAW?
Низкое проникновение и разбавление являются основными задачами при наплавке, поэтому чистый аргон и смеси аргона с кислородом или углекислым газом обычно дают желаемый результат. Вы также можете использовать чистый углекислый газ, но вы можете получить больше брызг, чем со смесью аргона.
Вы также можете использовать чистый углекислый газ, но вы можете получить больше брызг, чем со смесью аргона.
17. Что такое шаровидный или глобулярный перенос и почему он важен?
Сварочная проволока обеспечивает либо струйный, либо шариковый (шаровой) перенос расплавленного металла поперек сварочной дуги. Перенос распылением представляет собой дисперсию мелких капель расплавленного металла и может быть охарактеризован как перенос с плавным звучанием. Эти провода желательны для соединений, требующих хорошего проникновения.
Проволока для переноса шариков рассеивает более крупные капли или шарики расплавленного металла. Этот тип переноса способствует низкому проникновению и разбавлению, подходит для наплавки. Он имеет более шумную дугу, которая издает слышимый потрескивающий звук, и, как правило, имеет более высокий уровень разбрызгивания, чем проволока для распыления. Параметры сварки, такие как электрический вылет, газ (если есть), сила тока и напряжение, могут влиять на размер шара и его перемещение. Все безгазовые или открытые дуговые проволоки имеют шаровидный или шариковый перенос.
Все безгазовые или открытые дуговые проволоки имеют шаровидный или шариковый перенос.
18. Нужно ли предварительно нагревать детали перед наплавкой?
Растрескивание в зоне термического влияния всегда является проблемой при сварке низколегированных и высокоуглеродистых сталей, а также деталей, подвергающихся высоким нагрузкам, или деталей сложной формы. Как правило, все детали должны быть сварены, по крайней мере, при комнатной температуре. Вы должны выбрать более высокие температуры предварительного нагрева и промежуточного прохода в зависимости от химического состава основного металла и используемого продукта для твердосплавного покрытия. Высокоуглеродистые стали требуют предварительного нагрева. Например, сталь, изготовленная из 4130, обычно требует предварительного нагрева до 400°F (200°C). Сталь для рельсов обычно является высокоуглеродистой и требует минимального предварительного нагрева от 600°F до 700°F (от 315°C до 370°C).
Марганцевая сталь и некоторые нержавеющие стали НЕ требуют предварительного нагрева, а температура сварки должна поддерживаться как можно ниже.
 На самом деле, должны быть предприняты шаги, чтобы поддерживать температуру основного металла марганца ниже 500°F (260°C).
На самом деле, должны быть предприняты шаги, чтобы поддерживать температуру основного металла марганца ниже 500°F (260°C).
Вам следует проконсультироваться с производителем, чтобы выбрать наилучшую комбинацию для предотвращения растрескивания и отслаивания.
Предварительный нагрев пропаном
19. Когда используется кобальтовый или никелевый упрочняющий сплав?
Кобальтовые сплавы содержат много типов карбидов и хорошо противостоят сильному истиранию при высоких температурах. Они также обладают хорошей коррозионной стойкостью для некоторых применений. Твердость наплавки колеблется от 25 HRC до 55 HRC. Доступны также упрочняющие сплавы.
Сплавы на основе никеля могут содержать бориды хрома, устойчивые к истиранию. Они могут быть особенно хороши в агрессивных средах и при высоких температурах, когда истирание является проблемой.
20. Почему некоторые продукты для твердосплавного покрытия ограничены двумя или тремя слоями?
Карбид хрома, такой как проволока Postalloy 2834-MCO, или сложные карбиды, такие как проволока 2836-MCO, как правило, ограничены в количестве слоев, которые могут быть нанесены. Электроды включают 214, 215HD или 218HD. Хрупкая природа карбидов металлов приводит к растрескиванию, и по мере нанесения нескольких слоев напряжение продолжает расти, концентрируясь в корне трещин до тех пор, пока не произойдет разделение или растрескивание между основным металлом или буфером и наплавкой.
Электроды включают 214, 215HD или 218HD. Хрупкая природа карбидов металлов приводит к растрескиванию, и по мере нанесения нескольких слоев напряжение продолжает расти, концентрируясь в корне трещин до тех пор, пока не произойдет разделение или растрескивание между основным металлом или буфером и наплавкой.
Если иное не указано изготовителем, и при соблюдении правильных процедур, мартенситные сплавы для твердосплавной наплавки, такие как электроды Postalloy 21 или проволока 2898-FCO, могут наноситься в несколько слоев. Аустенитно-марганцевые наплавочные материалы, такие как Postalloy 2850-FCO, можно наносить в неограниченном количестве слоев, если изготовитель не указывает иное.
Обязательно следуйте рекомендациям производителя относительно количества слоев. Если требуется большее количество слоев, следует использовать буферный или наплавляемый сплав.
21. Что означает наплавка или буферный сплав?
Эти сплавы аналогичны сплаву исходного металла по твердости и прочности и выполняют две основные функции.
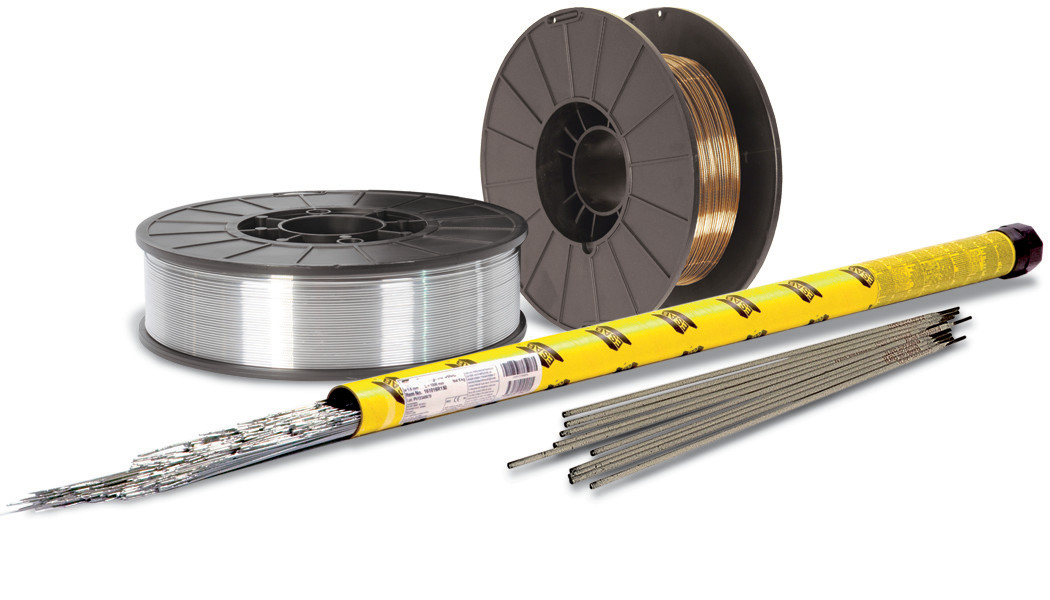 К этой категории относятся электрод Postalloy® 27 и проволока 2891-MCG.
К этой категории относятся электрод Postalloy® 27 и проволока 2891-MCG.
- Наносятся на сильно изношенные детали, чтобы восстановить их размеры, когда после сварки необходимо использовать механическую обработку. Твердость варьируется от 30 HRC до 45 HRC.
- Применяются в качестве буфера для последующих слоев более износостойкой наплавки. Если сплав для твердосплавного покрытия, такой как сплав карбида хрома, образует чешуйчатые трещины, то разумно использовать прочный марганцевый продукт в качестве буфера, чтобы притупить и предотвратить проникновение чешуйчатых трещин в основной металл.
Электрод из мягкой стали или проволока типа 7018 или E70S6 никогда не должны использоваться для наплавки или в качестве буферного слоя. Хотя продукты для сварки низкоуглеродистой стали отлично подходят для соединения и изготовления, они не обладают достаточной прочностью и твердостью для поддержки наплавки. Буферный слой из мягкой низкоуглеродистой стали разрушается под слоем твердого покрытия, в результате чего слой твердого покрытия отслаивается и выходит из строя.

22. Можно ли наплавлять чугун?
Да, но необходимо учитывать температуру предварительного нагрева и межпроходную температуру. Никелевые и никель-железные изделия обычно подходят для восстановления чугуна. На эти продукты не влияет содержание углерода в основном металле, и они остаются пластичными. Возможно несколько слоев. Если требуется дополнительная защита от износа, продукты из карбида металла могут хорошо работать поверх никелевого или железоникелевого покрытия.
Эти часто задаваемые вопросы только начинают касаться наплавки. Производители и специалисты по наплавке могут внести свой вклад в более глубокое понимание наплавки и помочь вам в выборе продукта и процесса для вашего приложения.
Postalloy® является зарегистрированным товарным знаком Postle Industries, Inc.
Сварка с флюсом: процесс и советы
Дуговая сварка с флюсом (FCAW) использует трубчатую проволоку, заполненную флюсом.
Дуга зажигается между электродом из непрерывной проволоки и заготовкой.
Флюс, содержащийся в сердцевине трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы. Постоянный ток, положительный электрод (DCEP) обычно используется, как и в процессе FCAW.
Существует два основных варианта процесса; самозащитный FCAW (без защитного газа) и газозащитный FCAW (с защитным газом). Разница между ними связана с различными флюсовыми агентами в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер может сдуть защитный газ.
Флюсы в самозащитной FCAW предназначены не только для раскисления сварочной ванны, но и для обеспечения защиты сварочной ванны и капель металла от атмосферы.
Флюс в ППЦ в защитных газах обеспечивает раскисление сварочной ванны и в меньшей степени, чем в ППЦ в самозащите, обеспечивает вторичную защиту от атмосферы. Флюс предназначен для поддержки сварочной ванны при сварке вне положения. Этот вариант процесса используется для повышения производительности непозиционных сварных швов и для более глубокого проплавления.
Видео: Основы сварки самозащитной проволокой с флюсовой проволокой
Процесс сварки с флюсовой проволокой
Сварка с флюсовой проволокой или сварка трубчатыми электродами произошли от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва. Это процесс дуговой сварки, при котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование обеспечивается флюсом, содержащимся в трубчатой электродной проволоке, или флюсом и защитным газом, подаваемым извне. Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов. Замыкающий шов, который выглядит как тонкая линия, является единственным видимым различием между порошковой проволокой и сплошной холоднотянутой проволокой.
Замыкающий шов, который выглядит как тонкая линия, является единственным видимым различием между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварка порошковой проволокой может выполняться двумя способами:
- С флюсом можно использовать углекислый газ для обеспечения дополнительной защиты.
- Только флюсовая сердцевина может обеспечить весь защитный газ и шлакообразующие материалы.
Защита от углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучший сварной шов, чем это возможно без внешней газовой защиты. Хотя дуговая сварка флюсовой проволокой может применяться полуавтоматически, машинно или автоматически, этот процесс обычно применяется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка флюсовой проволокой также используется при машинной сварке, где помимо подачи проволоки и поддержания длины дуги оборудование также обеспечивает перемещение соединения.
Оператор сварки постоянно контролирует процесс сварки и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса сварки порошковой проволокой
Читайте также : Что такое дуговая сварка?
Сварочные наконечники
- Не используйте приводные ролики с гладкой проволокой, используйте приводные ролики с накаткой
- Измените полярность электрода на отрицательную (уточните у производителя, MIG обычно имеет положительный электрод)
- Используйте адекватную вентиляцию
- Выступ провода от 1/2″ до 3/4″
- Перетащите пистолет (сварка слева)
- Для плоского сварного шва, сварка под углом 90 градусов и 10 градусов назад. Т-образное соединение под углом 45 градусов. Соединение внахлестку под углом от 60 до 70 градусов с одним прямым сварным швом.
- Для горизонтального наклона горелки вверх примерно на 10 градусов уменьшите параметры сварки на машине примерно на 10–15 %.

- Для вертикальной сварки (можно использовать вверх или вниз, вертикально вниз лучше для более тонких металлов, вертикально вверх для 1/4″ и выше, также уменьшите параметры на 10–15% на машине.
- Для надземной сварки старайтесь поддерживать высокую скорость перемещения, а также уменьшите параметры сварки на 10–15 % (по сравнению с плоской или горизонтальной сваркой).
- Сварить из стороны в сторону, чтобы избежать подреза
- Тщательно очищать от шлака после каждого прохода
FCAW по сравнению с GMAW и SMAW
Процесс FCAW с сердечником из флюса сочетает в себе лучшие характеристики SMAW и GMAW.
Для защиты сварочной ванны используется флюс, хотя можно использовать дополнительный защитный газ. Непрерывный проволочный электрод обеспечивает высокую скорость осаждения.
FCAW и GMAW
Дуговая сварка с флюсовой проволокой во многом похожа на дуговую сварку металлическим электродом в среде защитного газа (GMAW или MIG). Порошковая проволока, используемая для этого процесса, придает ей различные характеристики. Дуговая сварка с флюсовой проволокой широко используется для сварки черных металлов и особенно хороша там, где требуется высокая скорость наплавки. При больших сварочных токах дуга получается ровной и более управляемой по сравнению с использованием электродов для дуговой сварки металлическим электродом большого диаметра с углекислым газом.
Порошковая проволока, используемая для этого процесса, придает ей различные характеристики. Дуговая сварка с флюсовой проволокой широко используется для сварки черных металлов и особенно хороша там, где требуется высокая скорость наплавки. При больших сварочных токах дуга получается ровной и более управляемой по сравнению с использованием электродов для дуговой сварки металлическим электродом большого диаметра с углекислым газом.
Дуга и сварочная ванна хорошо видны сварщику. На поверхности наплавленного валика остается шлаковый налет, который необходимо удалить. Поскольку присадочный металл перемещается поперек дуги, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть разработан для поддержки больших сварочных ванн в нерабочем положении и обеспечения более высокого провара по сравнению с использованием сплошной проволоки MIG (GMAW). Большие сварные швы могут быть выполнены за один проход электродами большего диаметра, в то время как для GMAW и SMAW потребуется несколько проходов для сварки эквивалентных размеров. Это повышает производительность и уменьшает деформацию сварного соединения.
Это повышает производительность и уменьшает деформацию сварного соединения.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов. Это может снизить производительность приложения и привести к возможным неоднородностям включений шлака. Для FCAW с защитой от газа пористость может возникнуть в результате недостаточного покрытия газом.
В процессе FCAW образуется большое количество дыма из-за высоких токов, напряжений и потока, присущих процессу. Увеличение затрат может быть связано с потребностью в вентиляционном оборудовании для надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, потому что для этого требуется механизм подачи проволоки и сварочный пистолет. Сложность оборудования также делает процесс менее портативным, чем SMAW.
Оборудование для сварки порошковой проволокой
Versatile Miller Trailblazer 302 Сварочный аппарат/генератор с приводом от двигателя, газовый, 1-фазный, 30–225 В перем. тока, 10–325 В пост. тока Тип: (KOHLER). Поддержка Stick (SMAW), MIG (GMAW, порошковая проволока (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), дуговая воздушная дуга (CAC-A) Резка и строжка
тока, 10–325 В пост. тока Тип: (KOHLER). Поддержка Stick (SMAW), MIG (GMAW, порошковая проволока (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), дуговая воздушная дуга (CAC-A) Резка и строжка
Оборудование, используемое для сварки с флюсовой проволокой, аналогично тому, что используется для дуговой сварки металлическим электродом в среде защитного газа.
Основное оборудование для дуговой сварки состоит из:
- Источника питания
- Органы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Сварочные кабели
Основное различие между электродами в газовой защите и самозащитными электродами заключается в том, что для экранированных проводов также требуется система газовой защиты.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавляются несколько элементов, например, следящие за швом и устройства перемещения.
Схема полуавтоматического оборудования для дуговой сварки флюсовой проволокой
Источник питания
Источник питания или сварочный аппарат обеспечивает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входного напряжения 230 или 460 вольт, но также доступны машины, работающие от входного напряжения 200 или 575 вольт. Источники питания могут работать как на однофазный, так и на трехфазный ввод с частотой от 50 до 60 Гц.
Большинство источников питания, используемых для дуговой сварки с флюсовой проволокой, имеют рабочий цикл 100 процентов, что означает, что их можно использовать для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что их можно использовать для сварки 6 из каждых 10 минут.
Для дуговой сварки порошковой проволокой обычно рекомендуются источники питания постоянного тока постоянного напряжения. Применяются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим газом, используются и при дуговой сварке с флюсовой проволокой.
Те же источники питания, что и при дуговой сварке металлическим газом, используются и при дуговой сварке с флюсовой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, что иногда требует более мощного источника питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток. Постоянный ток может быть как обратной, так и прямой полярности. Электродные проволоки с флюсовой сердцевиной предназначены для работы либо с DCEP, либо с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные стяжки с флюсовой сердцевиной используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварной шов. Отрицательный ток электрода обеспечивает более легкое проплавление и используется для сварки более тонкого металла или металлов с плохой подгонкой. Сварной шов, созданный DCEN, шире и тоньше, чем сварной шов, полученный DCEP.
Отрицательный ток электрода обеспечивает более легкое проплавление и используется для сварки более тонкого металла или металлов с плохой подгонкой. Сварной шов, созданный DCEN, шире и тоньше, чем сварной шов, полученный DCEP.
Генераторные сварочные аппараты, используемые для процесса с флюсовым сердечником, могут приводиться в действие электрическим ротором для использования в цеху или двигателем внутреннего сгорания для полевых работ. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели жидкостного или воздушного охлаждения.
Моторные генераторы производят очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Двигатель подачи проволоки обеспечивает питание для подачи электрода через кабель и пистолет к работе. Существует несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, относятся к типу с постоянной скоростью, который используется с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется схема измерения напряжения для поддержания желаемой длины дуги за счет изменения скорости подачи проволоки.
Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, относятся к типу с постоянной скоростью, который используется с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется схема измерения напряжения для поддержания желаемой длины дуги за счет изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с коробкой передач, содержащей приводные ролики. Коробка передач и двигатель подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в редукторе.
Устройство подачи проволоки FCAW
Сварочные горелки с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются как воздушные, так и водяные горелки. Пушки с флюсовым сердечником с воздушным охлаждением в основном охлаждаются окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект. Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолеты с флюсовым сердечником с водяным охлаждением обеспечивают более эффективное охлаждение горелки. Пистолеты с водяным охлаждением рекомендуются для использования со сварочными токами более 600 ампер и предпочтительны для многих применений, использующих 500 ампер. Сварочные горелки рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя также могут использоваться пистолеты с водяным охлаждением. Ружья с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для защитного газа, используемое для порошковых проволок в среде защитных газов, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи к сварочному пистолету. (как отмечено выше, флюсовая сердцевина может использоваться без защитного газа в зависимости от применения)
Защитные газы поставляются в жидком виде, когда они находятся в резервуарах для хранения с испарителями, или в виде газа в баллонах высокого давления. Исключением является углекислый газ. При попадании в баллоны высокого давления он существует как в жидкой, так и в газообразной форме.
Исключением является углекислый газ. При попадании в баллоны высокого давления он существует как в жидкой, так и в газообразной форме.
Основной целью защитного газа является защита дуги и сварочной ванны от загрязняющего воздействия атмосферы. Азот и кислород атмосферы при контакте с расплавленным металлом сварного шва вызывают пористость и хрупкость.
При дуговой сварке с флюсовой проволокой защита достигается за счет разложения сердечника электрода или его сочетания с окружением дуги защитным газом, подаваемым из внешнего источника. Защитный газ вытесняет воздух в зоне дуги. Сварка осуществляется под слоем защитного газа. Для дуговой сварки порошковой проволокой можно использовать как инертный, так и активный газ.
Активные газы, такие как двуокись углерода, смесь аргона с кислородом и смеси аргона с двуокисью углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения основывается на типе свариваемого металла, характеристиках дуги и переносе металла, доступности, стоимости газа, требованиях к механическим свойствам, проплавлении и форме наплавленного валика. Различные защитные газы кратко описаны ниже.
Различные защитные газы кратко описаны ниже.
Углекислый газ
Двуокись углерода производится из горючих газов, образующихся при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт процесса прокаливания в печах для обжига извести, производства аммиака и ферментации спирта, который имеет почти 100-процентную чистоту.
Углекислый газ предоставляется пользователю либо в баллонах, либо в контейнерах для насыпных грузов. Цилиндр встречается чаще. В объемной системе углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед тем, как попасть в сварочную горелку. Массовая система обычно используется только при снабжении большого количества сварочных станций.
В цилиндре двуокись углерода находится как в жидкой, так и в парообразной форме, при этом жидкая двуокись углерода занимает приблизительно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого баллона. Над жидкостью он существует в виде парообразного газа. Когда углекислый газ вытягивается из цилиндра, он заменяется углекислым газом, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться на манометре.
Когда углекислый газ вытягивается из цилиндра, он заменяется углекислым газом, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться на манометре.
Когда давление в баллоне упадет до 200 фунтов на кв. дюйм (1379 кПа), баллон следует заменить новым баллоном. В цилиндре всегда должно быть положительное давление, чтобы предотвратить попадание влаги и других загрязняющих веществ в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 кубических футов в час (от 4,7 до 24 литров в минуту). Однако при сварке с использованием одного баллона максимальная скорость нагнетания составляет 25 куб. футов в час (рекомендуется 12 литров в минуту).0003
Когда давление пара падает с давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию потока защитного газа. Когда требуется скорость потока выше 25 куб. футов в час (12 литров в минуту), обычной практикой является параллельное подключение двух баллонов с CO2 или размещение нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Когда требуется скорость потока выше 25 куб. футов в час (12 литров в минуту), обычной практикой является параллельное подключение двух баллонов с CO2 или размещение нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к вытягиванию жидкости из цилиндра. Углекислый газ является наиболее широко используемым защитным газом для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но двуокись углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и низкая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку двуокись углерода является окисляющим газом, в сердцевину электродной проволоки добавляются раскисляющие элементы для удаления кислорода. Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05%, защита от диоксида углерода приведет к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для применения в критических условиях коррозии. Дополнительный углерод также может снизить ударную вязкость и пластичность некоторых низколегированных сталей. Если содержание углерода в металле сварного шва превышает примерно 0,10%, защита от диоксида углерода будет снижать содержание углерода. Эта потеря углерода может быть связана с образованием моноксида углерода, который может улавливаться в сварном шве в качестве элементов, раскисляющих пористость в сердцевине флюса, уменьшая эффект образования моноксида углерода. Смеси аргона и диоксида углерода.
Часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05%, защита от диоксида углерода приведет к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для применения в критических условиях коррозии. Дополнительный углерод также может снизить ударную вязкость и пластичность некоторых низколегированных сталей. Если содержание углерода в металле сварного шва превышает примерно 0,10%, защита от диоксида углерода будет снижать содержание углерода. Эта потеря углерода может быть связана с образованием моноксида углерода, который может улавливаться в сварном шве в качестве элементов, раскисляющих пористость в сердцевине флюса, уменьшая эффект образования моноксида углерода. Смеси аргона и диоксида углерода.
Аргон и двуокись углерода
иногда смешивают для использования при дуговой сварке с флюсовой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг. Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75% аргона и 25% углекислого газа. Газовая смесь создает мелкозернистый перенос металла, который приближается к распылению. Это также снижает количество происходящего окисления по сравнению с чистым углекислым газом. Сварной шов, наплавленный в среде аргон-диоксид углерода, обычно имеет более высокие предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей. Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона.
Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг. Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75% аргона и 25% углекислого газа. Газовая смесь создает мелкозернистый перенос металла, который приближается к распылению. Это также снижает количество происходящего окисления по сравнению с чистым углекислым газом. Сварной шов, наплавленный в среде аргон-диоксид углерода, обычно имеет более высокие предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей. Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона. Это повлияет на механические свойства сварного шва.
Это повлияет на механические свойства сварного шва.
Смеси аргона и кислорода
Смеси аргона и кислорода, содержащие 1 или 2 процента кислорода, используются для некоторых применений. Смеси аргон-кислород, как правило, способствуют распылению, что снижает количество образующихся брызг. Основным применением этих смесей является сварка нержавеющей стали, где углекислый газ может вызвать проблемы с коррозией.
Электроды
Поперечное сечение проволоки с флюсовым сердечником – рис. 10-58
Электроды, используемые для дуговой сварки с флюсовой проволокой, обеспечивают присадочный металл в сварочной ванне и экран для дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты от атмосферы дуги и расплавленной сварочной ванны.
Химический состав электродной проволоки и флюсовой сердцевины в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки с флюсовой проволокой состоят из металлического экрана, окружающего сердечник из флюса и/или легирующих соединений, как показано на рис. 10-58.
10-58.
Сердечники электродов из углеродистой стали и низколегированных сплавов содержат в основном флюсовые соединения.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса. Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащитные электроды содержат больше флюса, чем электроды с газовой защитой.
Соединения, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке в среде защитного газа.
Эти функции:
- Для образования шлакового покрытия, которое плавает на поверхности металла сварного шва и защищает его во время затвердевания.
- Для предоставления раскислителей и поглотителей, которые помогают очищать и производить твердый металл сварного шва.
- Стабилизаторы дуги, обеспечивающие ровную сварочную дугу и сводящие к минимуму разбрызгивание.

- Для добавления в металл шва легирующих элементов, которые повышают прочность и улучшают другие свойства металла шва.
- Для подачи защитного газа. Для экранированных проводов требуется внешняя подача защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке с флюсовым сердечником, была разработана Американским обществом сварщиков. Углеродистые и низколегированные стали классифицируются по следующим признакам:
- Механические свойства металла шва.
- Положение сварки.
- Химический состав металла шва.
- Вид сварочного тока.
- Независимо от того, используется ли защитный газ CO2.
Примером классификации электродов из углеродистой стали является E70T-4, где:
- Буква «E» указывает на электрод.
- Вторая цифра или «7» указывает на минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа).

- Третья цифра или «0» указывает позиции сварки. «0» указывает на плоское и горизонтальное положения, а «1» указывает на все положения. 4 . «Т» обозначает трубчатую или порошковую проволоку. 5 . Суффикс «4» указывает на возможности производительности и удобства использования, как показано в таблице 10-13. Когда используется классификация «G», не указываются конкретные требования к производительности и удобству использования. Эта классификация предназначена для электродов, не охваченных другой классификацией. Требования к химическому составу наплавленного металла для электродов из углеродистой стали приведены в таблице 10-14. Для однопроходных электродов не предъявляются требования к химическому составу, поскольку проверка химического состава неразбавленного металла сварного шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали — Таблица 10-12. Эксплуатационные характеристики и эксплуатационные характеристики порошковых электродов из углеродистой стали — Таблица 10-13. Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14
Эксплуатационные характеристики и эксплуатационные характеристики порошковых электродов из углеродистой стали — Таблица 10-13. Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14
Классификация электродов из низколегированной стали, используемых при сварке с флюсовым сердечником, аналогична классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» указывает на электрод.
- Вторая цифра или «8» указывает на минимальное сопротивление растяжению в единицах измерения 10 000 фунтов на квадратный дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает на возможности сварочного положения электрода. «1» указывает на все положения, а «0» — только на плоское и горизонтальное положение.

- Буква «T» указывает на трубчатый электрод или электрод с флюсовой сердцевиной, используемый при дуговой сварке с флюсовой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются в классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс или «Ni2» говорит о химическом составе наплавленного металла, как показано в таблице 10-17 ниже.
Требования к механическим свойствам низколегированных порошковых электродов — Таблица 10-15. Требования к ударным нагрузкам для низколегированных порошковых электродов — Таблица 10-16. Требования к химическому составу низколегированных порошковых электродов — Таблица 10-17 (химический состав в процентах (a)
a. Отдельные значения являются максимальными, если не указано иное
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавка должна иметь минимум, указанный в таблице только для одного из элементы
Чтобы соответствовать требованиям к сплавам группы G, наплавка должна иметь минимум, указанный в таблице только для одного из элементы
д. Классификация E80TI-W также содержит 0,30–0,75% меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке с флюсовой проволокой, основана на химическом составе металла сварного шва и типе защитного покрытия. используемые во время сварочных работ. Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» указывает на электрод.
- Цифры между буквами «Е» и «Т» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- Буква «Т» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает на тип используемого экранирования, как показано в таблице 10-19 ниже.
Требования к химическому составу металла сварного шва для электродов из нержавеющей стали — Таблица 10-18 Экранирование — Таблица 10-19 источник питания к сварочному пистолету и к работе. Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен жил, которые заключены в изолированную оболочку из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен жил, которые заключены в изолированную оболочку из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает в себя шланг для защитного газа и канал, через который проходит электродная проволока. При машинной или автоматической сварке провод электрода обычно раздельный. Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие выводы обычно соединяются с работой зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности аппарата для сварки с флюсовым сердечником, рабочего цикла аппарата и расстояния между сварочным аппаратом и объектом. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока от 75 ампер.
В Таблице 10-20 показаны рекомендуемые размеры кабелей для использования с различными сварочными токами и длинами кабелей. Слишком маленький кабель может сильно нагреться во время сварки.
Слишком маленький кабель может сильно нагреться во время сварки.
Рекомендуемые размеры кабеля для различных сварочных токов — Таблица 10-20
Основными преимуществами сварки с флюсовой сердцевиной являются более низкая стоимость и более высокая скорость наплавки, чем при сварке SMAW или сплошной проволокой GMAW.
Стоимость электродов с флюсовой сердцевиной ниже, поскольку легирующие добавки находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердых электродов.
Сварка порошковой проволокой идеальна, когда важен внешний вид валика и не требуется обработка сварного шва. Сварка порошковой проволокой без защиты от углекислого газа может использоваться для большинства конструкций из мягкой стали.
Полученные сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа. С защитой от углекислого газа меньше пористость и больше проплавление сварного шва. Процесс с порошковой сердцевиной имеет повышенные допуски по окалине и грязи.
При сварке порошковой проволокой образуется меньше брызг, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость осаждения, и часто используются более высокие скорости перемещения. Используя электродную проволоку малого диаметра, сварку можно выполнять во всех положениях. Некоторые порошковые проволоки не нуждаются во внешнем подводе защитного газа, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Наносится более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучший провар, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки с флюсовой сердцевиной:
- Необходимо удалять шлак
- Больше дыма и дыма, чем у GMAW и SAW
- Брызги
- FCAW дороже
- Оборудование более дорогое и сложное, чем для SMAW
Провод
Большинство электродов из низколегированных или мягких сталей с флюсовой сердцевиной более чувствительны к изменениям условий сварки, чем электроды SMAW.
Эта чувствительность, называемая толерантностью к напряжению, может быть снижена при использовании защитного газа или при увеличении содержания шлакообразующих компонентов в материале сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и механизм подачи электродов с постоянной скоростью.
Поиск и устранение неисправностей FCAW
При поиске и устранении неисправностей сварных швов с флюсовой проволокой обязательно ознакомьтесь со следующими указаниями производителя (находится внутри панели оборудования) (подробно описано ниже):
- Скорость подачи проволоки
- Скорость перемещения
- Контактный наконечник до рабочего расстояния
- Полярность фидера
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком низкая, вы не получите полного охвата, узкий шов и много брызг.

Видео по поиску и устранению неисправностей FCAW
Сварка FCAW, созданная при низкой скорости проволокиНизкая скорость подачи проволоки при сварке FCAW привела к трудноудаляемому шлаку и большому количеству брызг. Если скорость провода слишком высока, провод будет продолжать обламываться. Чтобы зафиксировать увеличение напряжения или уменьшение скорости провода.
Сварной шов FCAW создан при высокой скорости подачи проволоки
Слишком низкая скорость перемещения : в результате получается широкий выпуклый сварной шов. Шлак не покрывает должным образом.
Сварка FCAW с низкой скоростью перемещения
Скорость перемещения выше рекомендуемой : получается узкий выпуклый валик сварного шва. Сравните скорость движения слишком потока вверху и скорость обгона лужи внизу.
Сравните скорость движения слишком потока вверху и скорость обгона лужи внизу.
Сварка FCAW с высокой скоростью перемещения
Контактный наконечник до рабочего расстояния : Проверьте правильное расстояние для вашей проволоки. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь шов, из-за чего шлак выглядит темным в центре шва.
Если расстояние слишком большое, сварной шов будет немного затупленным. Проволока выглядит так, как будто цепляется за сварной шов, из-за чего подача неравномерна, что приводит к ряби в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя на правильное расстояние (обычно от 1/2″ до 5/8″)
Полярность : каждый провод имеет рекомендуемую полярность. Иногда отрицательный постоянный ток используется, когда необходим положительный постоянный ток. Вызывает брызги и небольшой сварной шов.
Вызывает брызги и небольшой сварной шов.
Брызги из-за неправильной полярности. Убедитесь, что вы используете правильную полярность при сварке с флюсовой сердцевиной. Не используйте положительный постоянный ток, если требуется отрицательный постоянный ток. Проверьте схему настройки машины. Проверьте, как устройство подачи подключено к сварочному оборудованию. Убедитесь, что устройство подачи подключено к правильным полюсам. Обзорная диаграмма внутри панели оборудования
Углы электродов : Для флюсовой сердцевины помните, что вы тащите шлак. Поэтому убедитесь, что вы перетаскиваете электрод, чтобы шлак образовался за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если вы нажмете на нее, вы можете получить шлаковые включения в сварном шве.
Проверьте рабочий угол и угол перемещения : При сварке на плоской поверхности угол может составлять 90 градусов. Для соединения внахлестку или Т-образного соединения вы должны быть под углом 45 градусов к суставу и от 5 до 10 градусов для сопротивления.
Архивы лазерной наплавки — Titanova, Inc.
Архив категории: Лазерная наплавка
Опубликовано John Haake на | Оставить комментарий
Сварка включает в себя соединение двух металлических деталей с использованием тепла для их расплавления. Наплавка включает добавление к поверхности металлического компонента для восстановления потерянных размеров [Аддитивное восстановление] или изменение химического состава поверхности металла [коррозионная стойкость]. Используя лазер в качестве источника тепла, сварка с подачей горячей и холодной проволоки представляет собой два типа процессов лазерной сварки, которые можно использовать для подачи металлического материала в сварочную ванну. При лазерной сварке это в первую очередь для улучшения закрепления корня шва, а при лазерной наплавке — для плакирования детали. Как и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), лазерная сварка с подачей горячей и холодной проволоки обеспечивает более быструю и чистую сварку, сварку с меньшим разбавлением, что снижает затраты и повышает производительность для клиентов.
Ниже мы подробно объясним эти процессы и сравним их преимущества и недостатки.
Что такое сварка с подачей горячей и холодной проволоки?
Сварка с подачей горячей и холодной проволоки — это разные процессы, обеспечивающие почти идеальные угловые швы и минимальные деформации.
Что такое лазерная сварка горячей проволокой?
Лазерная сварка горячей проволокой использует специальный источник питания для сварки с резистивным нагревом присадочной проволоки, а лазер является источником тепла плавления. Эта комбинация способствует точному размещению места сварки. Электрическое сопротивление нагревает присадочный материал почти до плавления, образуя горячую проволоку, но контролируемый источник питания предотвращает образование плазмы или дуги. Лазер обеспечивает окончательный источник тепла для расплавления и приваривания наполнителя к металлам.
Лазерная сварка горячей проволокой — это процесс с меньшим подводом тепла, который обеспечивает меньшее разбавление, низкое искажение и улучшенное качество.
Что такое лазерная сварка холодной проволокой?
В отличие от лазерной сварки горячей проволокой, лазерная сварка холодной проволокой использует только лазер в качестве источника тепла. Проволока подается в сварочную ванну, создаваемую лазером.
Лазерная сварка горячей и холодной проволокой
Основное различие между лазерной сваркой горячей и холодной проволокой заключается в термической динамике. Для расплавления горячего металла требуется меньше энергии, чем для расплавления холодного. Энергия, необходимая для плавления определенной массы металла, зависит от его теплоемкости и теплоты плавления.
Три четверти всей энергии, необходимой для нагрева металлического сплава от комнатной температуры до температуры расплава [Теплоемкость]. Остальные 25% необходимы для плавления сплава [теплота плавления]. По этой причине лазерная сварка горячей проволокой имеет больше преимуществ, чем лазерная сварка холодной проволокой, но имеет недостаток, заключающийся в дополнительной сложности процесса и стоимости оборудования.
Преимущества горячей проволоки перед холодной
- Скорость осаждения в пять раз выше
- Уменьшает растворение, искажение и остаточное напряжение
- Сокращает механическую обработку и неразрушающий контроль
Преимущества горячего перед холодным
- Более высокая сложность
- Более дорогое капитальное оборудование
- Ограниченный выбор совместимых проводов
Лазерная сварка
Сварка с подачей лазера и наплавка могут использоваться практически во всех случаях, когда сегодня используются обычные методы сварки и наплавки.
Усовершенствованная сварка холодной и горячей проволокой на Titanova
Если вам нужно передовое сварочное решение, Titanova — ваш идеальный партнер. Мы занимаемся разработкой новых лазерных технологий для сварочной промышленности, таких как лазерная сварка холодной и горячей проволокой и наплавка. Мы также предлагаем нережущие лазерные процессы, такие как лазерная термообработка и лазерная наплавка.
Titanova обслуживает многие важные отрасли промышленности, включая аэрокосмическую, сталелитейную, сельскохозяйственную, горнодобывающую, энергетическую и многие другие. Свяжитесь с нами сегодня, чтобы узнать, как мы можем предоставить вам наши передовые сварочные услуги.
Опубликовано John Haake на | Комментарии к записи Методы наплавки
отключены
Наплавка
обеспечивает износостойкое и твердое покрытие материала на поверхности изношенного компонента или нового компонента, который будет подвергаться износу. Существуют различные методы, которые можно использовать для нанесения слоя наплавки. Общие методы включают в себя:
- Дуговая сварка
- Кислород-ацетилен
- Термическое напыление
- Диодная лазерная наплавка
Различные методы наплавки дают разные результаты для различных областей применения. В этом блоге будут описаны различные методы наплавки, которые помогут вам определить идеальный метод для вашего приложения или отрасли.
Плуг Laser WC для наплавки твердым сплавом
Типы методов наплавки
Существуют различные методы наплавки, в том числе:
Наплавка диодным лазером
Наплавка диодным лазером
может увеличить срок службы и снизить износ компонентов погрузочно-разгрузочных работ. Покрытие чрезвычайно износостойкое, благодаря лазерной сварке тонкого металлического слоя со сверхтвердыми частицами. Наплавка диодным лазером дает тонкое, гладкое и однородное покрытие. Он обеспечивает плотность твердых частиц до 75% и предотвращает горение карбидов при низком подводе тепла.
Дуговая сварка под флюсом (SAW)
SAW использует флюс для объединения шлака и защитных газов в сварочную ванну. При сварке дуга образуется между флюсом и поверхностью заготовки через постоянно подаваемый проволочный электрод. SAW обеспечивает превосходную скорость наплавки, глубокие сварные швы и универсальность для работы внутри и снаружи помещений. Оставшийся флюс также можно переработать с помощью системы восстановления флюса.
Дуговая сварка порошковой проволокой (FCAW)
FCAW использует трубчатый заполненный флюсом электрод с непрерывной подачей и требует постоянного напряжения. Он не идеален для всех металлов, но обеспечивает отличное проникновение и высокую скорость наплавки. FCAW подходит для любого положения сварки и позволяет выполнять ручные, автоматические и полуавтоматические операции. Он идеально подходит для строительных работ благодаря своей мобильности и скорости.
Дуговая сварка защитным металлом (SMAW)
Этот процесс ручной дуговой сварки основан на плавящемся металлическом электроде с флюсом, который защищает сварочную ванну. Он образует дугу между электродом и металлической подложкой с помощью электрического тока. При прокладке шва флюсовое покрытие распадается и создает слой шлака и защитного газа для защиты сварного шва при остывании. SMAW имеет более низкую скорость наплавки, чем другие методы сварки, но работает с целым рядом металлов и сплавов. Он также позволяет работать на дизельном или газовом топливе, что делает его очень портативным и подходящим для отдаленных регионов.
Газовая дуговая сварка (GMAW)
Сварка GMAW или MIG основана на использовании сварочного пистолета с расходуемым проволочным электродом и защитным газом. Процесс является автоматическим или полуавтоматическим и обычно использует постоянное напряжение. Хотя он непригоден для потолочных и вертикальных сварных швов, он требует небольшой очистки после сварки благодаря низкому образованию шлака и обеспечивает высокую скорость наплавки при низких затратах на расходные материалы.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка
GTAW или TIG создает дугу между заготовкой и неплавящимся электродом, и создается барьер из инертного газа для защиты сварочной ванны. Он имеет более низкую скорость осаждения, чем другие методы, но оставляет чистое покрытие без образования шлака. GTAW также предлагает широкий диапазон гибкости, позволяя выполнять сварку вручную или автоматически в любом положении и с широким спектром металлов.
Термическое напыление
Термическое напыление — это метод нанесения твердого покрытия, при котором на поверхность напыляются нагретые или расплавленные материалы. Он основан на химическом или электрическом нагреве для нанесения покрытия толщиной до нескольких миллиметров на большую площадь с более высокой скоростью осаждения, чем другие методы. Термическое напыление работает с различными поверхностями материалов и не нагревает поверхность значительно, что делает его пригодным для покрытия легковоспламеняющихся материалов.
Он основан на химическом или электрическом нагреве для нанесения покрытия толщиной до нескольких миллиметров на большую площадь с более высокой скоростью осаждения, чем другие методы. Термическое напыление работает с различными поверхностями материалов и не нагревает поверхность значительно, что делает его пригодным для покрытия легковоспламеняющихся материалов.
Кислород-ацетилен
Кислородно-ацетиленовая наплавка является относительно простым методом для тех, кто знаком со сваркой. Он не идеален для покрытия крупных деталей, но обеспечивает низкое разжижение наплавленного металла и улучшенный контроль формы наплавленного металла. Кислород-ацетилен также обеспечивает меньший тепловой удар с более медленным процессом нагрева и охлаждения.
Совместимость металла с наплавкой
Различные металлы совместимы с наплавкой. Основным требованием для совместимости перспективного материала с наплавкой является содержание углерода менее 1%. Обычно совместимы низколегированные и углеродистые стали, но для высокоуглеродистых сплавов может потребоваться специальный буферный слой.
Следующие металлы совместимы с наплавкой:
- Сплавы на основе никеля
- Чугун и сталь
- Нержавеющая сталь
- Сплавы на основе меди
- Марганцевая сталь
Сотрудничайте с Titanova для решения ваших задач лазерной наплавки
Промышленная наплавка может наноситься на различные материалы с использованием диодных лазеров, термического напыления и нескольких методов сварки. Каждый метод обеспечивает уникальные преимущества и позволяет надежно наносить твердосплавное покрытие на целый ряд металлов. Узнайте больше о возможностях лазерной наплавки Titanova и свяжитесь с нами, чтобы поговорить с представителем сегодня.
СРАВНИТЕЛЬНАЯ ТАБЛИЦА НАПЛАВКИ — Lincoln Electric — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Catalog excerpts
HARDFACING COMPARISON CHART
WELDING RODS AND ELECTRODE LINCOLN ELECTRIC ALLOY RODS / ESAB WELDING ALLOYS Wearshield® Mangjet® Dynamang, Nicromang Wearshield® FROG MANG® Ranite 4, Ranite 35, Ranite J Versalloys Plus Weartech™ WT-12 SMAW Weartech™ WT-21 SMAW Для получения дополнительной информации о расходных материалах Lincoln Electric см. бюллетень C1.10 или обратитесь к местному торговому представителю.
бюллетень C1.10 или обратитесь к местному торговому представителю.
ПОЛУАВТОМАТИЧЕСКИЕ ПРОВОДА MCKAY / HOBART Buildup-G, Buildup-O Super Buildup Dynamang, Nicromang Ranomatic™ 969, Ranomatic™ BX, Ranomatic™ D LINCOLN ELECTRIC Lincore® BU/BU-G Lincore® FROG MANG® WELDING ALLOYS *The Конкурентные продукты, показанные выше, сравнимы с продуктами Lincoln Electric и могут отличаться от них по химическому составу, рабочим характеристикам или производительности. Сравнение является приблизительным и не является гарантией.
ПРОВОДА ДЛЯ ЭЛЕКТРИЧЕСКОЙ СВАРКИ MCKAY / HOBART LINCOLN ThermaClad® 107, Stoody® 107 ThermaClad® 107, Stoody® 107 ЭЛЕКТРИЧЕСКАЯ КОМПАНИЯ 22801 St. Clair Avenue Cleveland, OH, 44117-1199 www.lincolnelectric.com
Все каталоги и технические брошюры Lincoln Electric
Power Wave® C300
4 страницы
DOWNFLEX® 200-M И 400-MS/A
3 страницы
СВАРОЧНЫЕ ПЕРЧАТКИ
13 страниц
Сварочные маски VIKING СЕРИИ 3350 с автоматическим затемнением
4 страницы
PIPEFAB™
12 страниц
СТОЛ И ВЕРСАЛ DOWNFLEX® 100-NF
2 страницы
Сварочные камеры и системы сварочных камер
3 страницы
РАСХОДНЫЕ МАТЕРИАЛЫ
644 страницы
РАСХОДНЫЕ МАТЕРИАЛЫ METRODE
420 страниц
UNE NOUVELLE РАЗМЕР: FEUILLARD
24 страницы
LINC TORCH TIG TORCHES
16 страниц
УДАЛЕНИЕ СВАРОЧНОГО ДЫМА
3 страницы
POWER WAVE® R450
2 страницы
VIKING™ серии 1740
2 страницы
СВЕРХПРОЧНЫЕ ПЕРЧАТКИ ДЛЯ СВАРКИ MIG
2 страницы
У ДЫМА НЕТ ШАНСОВ
2 страницы
Блоки управления и головки NA-3S и NA-4
4 страницы
ТРУБНЫЙ ЗАВОД Промышленность
2 страницы
УСТРОЙСТВА ПОДАЧИ ПРОВОЛОКИ LN-25 PRO
6 страниц
FLEXTEC® 350X
2 страницы
Самозащитные полуавтоматические пистолеты Magnum® Classic
2 страницы
Precision TIG 275/375
8 страниц
КОНТРОЛЬ СВАРОЧНОГО ДЫМА
4 страницы
КОНТРОЛЬ СВАРОЧНОГО ДЫМА
2 страницы
СВАРОЧНЫЕ ШЛЕМЫ VIKING™ AUTO DARKENING
8 страниц
Mobiflex® 100
2 страницы
MOBIFLEX
3 страницы
RP6™
2 страницы
Пистолеты Magnum® PRO AL Push-Pull
2 страницы
МНОГОПРОЦЕССНЫЕ СВАРОЧНЫЕ АППАРАТЫ FLEXTEC FLEXTEC 350X, 500, 500 P, 650
12 страниц
MC09-27 Решения для автоматизированной сварки для любой отрасли
12 страниц
Проволока MIG
2 страницы
ПРОЦЕСС Z
6 страниц
Решения для сварки и резки 2015 Каталог
224 страницы
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
140 страниц
Vantage® 500
8 страниц
Vantage® 400
8 страниц
Vantage® 300 EPA
8 страниц
Classic® 300 HE EPA
6 страниц
Ranger® 305 LPG
6 страниц
Ranger® 250 GXT
6 страниц
Ranger® 225
6 страниц
Двигатель Outback® 185
4 страницы
Outback® 145
4 страницы
Bulldog® 5500
4 страницы
Стойки инверторов
2 страницы
Power Wave® S700
8 страниц
Power Wave® 455M
8 страниц
Power Wave® S500
4 страницы
Power Wave® STT®
4 страницы
Power Wave® S350
4 страницы
Power Wave® C300
4 страницы
Расширенный модуль Power Wave
4 страницы
Флекстек? 650 с многопроцессорным сварочным аппаратом VRD
4 страницы
Idealarc® DC600
2 страницы
Idealarc® DC400
2 страницы
Флекстек? 450
4 страницы
Многофункциональный сварочный аппарат Invertec® V350 PRO
4 страницы
ТРЕКЕР ДУГИ
2 страницы
Аппарат для сварки MIG Idealarc® CV400
2 страницы
Аппарат для сварки MIG Idealarc® CV305
2 страницы
POWER MIG® 350MP MIG
4 страницы
Сварочный аппарат POWER MIG® 256 MIG
4 страницы
Сварочный аппарат POWER MIG® 216 MIG
4 страницы
Аппарат для сварки TIG Invertec® V160-T
2 страницы
Сварочный аппарат Idealarc® R3R-500
2 страницы
Сварочный аппарат Idealarc® R3R-400
2 страницы
Idealarc 250
2 страницы
V275-S
2 страницы
AC/DC 225/125
2 страницы
AC225
2 страницы
Сварочный аппарат Invertec® V155-S
4 страницы
Портативный вытяжной вентилятор Miniflex
4 страницы
VIKING 2450D ЦИФРОВОЙ
1 страниц
Серия VIKING 3350
2 страницы
Беспроводная педаль
1 страниц
S500
4 страницы
Power Wave S350
4 страницы
POWER MIG 350MP
4 страницы
84 СЕРИЯ
4 страницы
Гибкая подача ? 74 HT
4 страницы
Air Vantage® 650
8 страниц
ПРИНАДЛЕЖНОСТИ ДЛЯ СВАРКИ
719 страниц
Полуавтоматические пистолеты Magnum
8 страниц
ЗАМЕНА ФИЛЬТРА ® ДЛЯ ВЫТЯЖКИ СВАРОЧНОГО ДЫМА
4 страницы
X-TRACTOR® 1GC
4 страницы
Mobiflex®-100NF
2 страницы
ПОРТАТИВНЫЙ ВЫТЯЖНОЙ СВАРОЧНЫЙ ДЫМООТВОД MINIFLEX®
4 страницы
Верстак Downflex ® Dual Pur Pose и экстракционный стол
4 страницы
Invertec® STT® II
6 страниц
Multi-WeldTM350
6 страниц
Idealarc® R3R-400 и 500
2 страницы
POWER MIG® 256
4 страницы
SP-180T
2 страницы
POWER MIG® 180C
2 страницы
SP-140T
2 страницы
POWER MIG® 140C
2 страницы
Precision TIG® 375
6 страниц
Precision TIG® 275
6 страниц
Invertec® V311-T AC/DC
8 страниц
Precision TIG® 225
6 страниц
Invertec® V205-T DC
4 страницы
Invertec® V205-T AC/DC
4 страницы
Прямоугольная волна TIG 175
2 страницы
Invertec® V160-T
2 Страницы
Idealarc® 250
2 страницы
e2161
2 страницы
e2100
2 страницы
e260
2 страницы
e9502
4 страницы
e9181
24 страницы
K210-2/e910
4 страницы
e8200
4 страницы
e8101
4 страницы
K316L-1/e890
2 Страницы
K1560-2/e452
6 страниц
K3038-1/e1213
2 страницы
K2647-4/e1203
6 страниц
Пушпульный пистолет Cougar
2 страницы
K2618-1/e342
6 страниц
K2535-1/e337
6 страниц
K2808-2/e11300
4 страницы
e11500
2 страницы
K2807-1/e11200
4 страницы
e11100
4 страницы
e12150
12 страниц
Ranger 250 GXT
6 страниц
SP-180T
4 страницы
SP-180T
4 страницы
X-Tractor 1GC
4 страницы
Pipeliner 200D (Kubota)
4 страницы
Miniflex
4 страницы
Самозащитные горелки для дуговой сварки Magnum
2 страницы
Power Wave AC/DC 1000 SD
24 страницы
Механизм подачи проволоки 25 м Информация о продукте
12 страниц
Invertec V350-PRO
4 страницы
Invertec V155-S
4 страницы
Сварочные аппараты с приводом от двигателя (с дизельными двигателями) Ranger® 305 D
8 страниц
Работает на бензиновых двигателях Power Arc® 5500
4 страницы
Многопроцессорные сварочные аппараты с технологией Waveform Control Technology™ (устройство подачи проволоки продается отдельно) Power Wave® 355M
8 страниц
Многофункциональные сварочные аппараты (податчик проволоки продается отдельно) Invertec® V350-PRO
8 страниц
Сварочные аппараты MIG — встроенный источник питания и устройство подачи проволоки Power MIG 350MP
8 страниц
Обзор сварочных аппаратов MIG SP-140T
4 страницы
Краткий обзор аппаратов для сварки TIG Invertec® V310-T AC/DC
2 страницы
Краткий обзор аппаратов для сварки TIG Precision TIG® 225
8 страниц
Краткий обзор аппаратов для сварки электродов Idealarc® R3R-500
2 страницы
Краткий обзор сварочных аппаратов AC-225C
2 страницы
Архивные каталоги
Air Vantage® 650
8 Стр.

Сравнить
Удалить все
Сравнить до 10 продуктов
Часто задаваемые вопросы о наплавке твердым сплавом
Наплавка твердым сплавом — это экономичный инструмент, который минимизирует износ и увеличивает срок службы.
Под редакцией Марка С. Кухара
Это первая статья в серии из двух частей.
Во всех отраслях есть детали и оборудование, подверженные разрушительному износу. Наплавка является экономически эффективным инструментом, который сводит к минимуму износ и увеличивает срок службы. На первый взгляд, наплавка может показаться запутанной и хлопотной. На самом деле это не так. Понимание некоторых основ наплавки может иметь большое значение для уверенности в выборе продукта для наплавки.
Postle Industries, производитель продуктов для наплавки, предлагает ответы на часто задаваемые вопросы, которые могут помочь вам выбрать продукты для наплавки, наиболее подходящие для вашего применения.
Что такое наплавка?
Металлические детали часто выходят из строя не по назначению не из-за того, что они ломаются, а из-за истирания, ударов, контакта металла с металлом или какого-либо другого вида износа, что приводит к потере размеров и функциональности. Наплавка, также известная как наплавка твердым сплавом, представляет собой нанесение наплавленного или износостойкого металла сварного шва на поверхность детали с помощью сварки для продления срока службы детали. Наплавленный металл может наноситься сплошной поверхностью или в виде узора, такого как вафельный узор, елочка, точечный узор и т. д.
Наплавка приобретает все большее значение во многих отраслях промышленности для защиты оборудования, подверженного износу и истиранию. Postle Industries производит продукцию, используемую в горнодобывающей промышленности, дноуглубительных работах, переработке, сельском хозяйстве, железных дорогах, землеройных и строительных работах, цементе, лесозаготовках, производстве электроэнергии, бурении нефтяных и газовых скважин, а также в производстве стали и ковке. Продление срока службы изнашиваемых деталей сэкономит тысячи долларов и повысит производительность. Наплавку можно использовать для восстановления деталей, которые уже подвергались износу и утратили свой срок службы, или использовать при производстве новых деталей для увеличения срока их службы перед их вводом в эксплуатацию.
Продление срока службы изнашиваемых деталей сэкономит тысячи долларов и повысит производительность. Наплавку можно использовать для восстановления деталей, которые уже подвергались износу и утратили свой срок службы, или использовать при производстве новых деталей для увеличения срока их службы перед их вводом в эксплуатацию.
Существует три основных типа наплавки:
- Наращивание или восстановление.
- Наплавка или наплавка.
- Комбинация наращивания и наложения.
Какие основные металлы можно наплавлять?
Углеродистые и низколегированные стали с содержанием углерода менее 1% могут подвергаться наплавке. Среднеуглеродистые и низколегированные стали очень распространены, поскольку они обеспечивают более высокую прочность, чем мягкие стали, и лучшую стойкость к истиранию. Высокоуглеродистые сплавы могут потребовать специального буферного слоя.
Наплавке подлежат следующие основные металлы:
- Нержавеющая сталь.

- Марганцевые стали.
- Стали углеродистые и легированные.
- Чугуны.
- Сплавы на основе никеля.
- Сплавы на основе меди.
Углеродистые и низколегированные стали обладают сильными магнитными свойствами, и их легко отличить от немагнитной аустенитной марганцовистой стали. Существует много низколегированных и высокоуглеродистых сталей, которые используются для изготовления оборудования и запасных частей, особенно для оборудования, требующего повышенной прочности и стойкости к истиранию. Их нелегко отличить, но их следует идентифицировать, чтобы определить правильную температуру предварительного и последующего нагрева. По мере увеличения содержания сплава потребность в предварительном и последующем нагреве становится все более важной.
Например, сталь, изготовленная из 4130, обычно требует предварительного нагрева до 400°F (200°C). Сталь, используемая для рельсов, обычно имеет более высокое содержание углерода и требует минимального предварительного нагрева от 600°F до 700°F (от 315°C до 370°C). Марганцевая сталь не требует предварительного нагрева. На самом деле необходимо предпринять шаги, чтобы температура основного металла не превышала 500°F (260°C).
Марганцевая сталь не требует предварительного нагрева. На самом деле необходимо предпринять шаги, чтобы температура основного металла не превышала 500°F (260°C).
Какие сварочные процессы наиболее популярны для нанесения твердосплавного покрытия?
В порядке популярности используются следующие процессы сварки:
- Дуговая сварка флюсовой проволокой (FCAW) с наплавкой открытой дугой или в среде защитного газа.
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) проволокой в защитных газах.
- Дуговая сварка защищенным металлом (SMAW).
- Дуговая сварка под флюсом (SAW).
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).
- Газокислородная сварка (OFW) или кислородно-ацетиленовая сварка.
- Плазменная дуговая сварка, лазерная сварка, термическое напыление,
- , напыление и плавление.
На рынке представлен широкий выбор оборудования и источников питания. Текущая тенденция заключается в использовании полуавтоматических и автоматических процессов сварки с использованием FCAW и GMAW, которые примерно одинаковы по популярности. GMAW, использующая сплошную проволоку или сварочную проволоку с металлическим сердечником, должна использоваться с газовой защитой, тогда как FCAW использует сварочные проволоки, которые используются с открытой дугой или без газа, а также с газовой защитой. Дуговая сварка защитным металлом электродами с флюсовым покрытием по-прежнему очень популярна, особенно для наплавки в полевых условиях — оборудование недорогое и портативное. Факторы, которые следует учитывать при выборе подходящего процесса сварки:
Текущая тенденция заключается в использовании полуавтоматических и автоматических процессов сварки с использованием FCAW и GMAW, которые примерно одинаковы по популярности. GMAW, использующая сплошную проволоку или сварочную проволоку с металлическим сердечником, должна использоваться с газовой защитой, тогда как FCAW использует сварочные проволоки, которые используются с открытой дугой или без газа, а также с газовой защитой. Дуговая сварка защитным металлом электродами с флюсовым покрытием по-прежнему очень популярна, особенно для наплавки в полевых условиях — оборудование недорогое и портативное. Факторы, которые следует учитывать при выборе подходящего процесса сварки:
- Наличие сварочного оборудования, включая размер источника питания.
- Сварка штучным электродом или полуавтоматической проволокой.
- Наличие расходных материалов для наплавки.
- Размер сварочного материала.
- Проволока в среде защитного газа, проволока для открытой дуги или проволока для погруженной дуги.

- Доступен навык оператора.
- Место сварки – в помещении или на открытом воздухе.
- Размер, форма и площадь детали, подлежащей наплавке.
- Толщина отложений.
- Скорость осаждения.
- Положение сварки – можно ли перемещать деталь для сварки в горизонтальном положении.
- Требования к механической обработке, если таковые имеются.
- Желаемая отделка (качество под дугой).
- Подготовка компонентов для ранее наплавленных деталей.
- Предварительный нагрев и обработка после сварки (отпуск/медленное охлаждение/воздушное охлаждение).
Какой из способов сварки самый экономичный?
Многие факторы влияют на экономику наплавки, но основным фактором является скорость наплавки. В таблице 1 показана расчетная скорость осаждения для каждого процесса.
Износ — такой всеобъемлющий термин. Можно ли разбить его на более управляемые категории?
Да. Существует множество различных категорий износа — их слишком много, чтобы охватить в одной статье, — но наиболее типичными видами износа являются следующие (проценты являются оценкой общего износа):
Существует множество различных категорий износа — их слишком много, чтобы охватить в одной статье, — но наиболее типичными видами износа являются следующие (проценты являются оценкой общего износа):
- Истирание, от 40 до 50%.
- Удар, 20%.
- Металлик (металл по металлу), 15%.
- Тепло, 5%.
- Коррозия, 5%.
- Прочее, 5%.
Резьбовое соединение с твердосплавным наплавлением и износостойким покрытием Duraband NC
Большинство изнашиваемых деталей выходят из строя не из-за одного вида износа, такого как удар, а из-за комбинации видов износа, таких как истирание и удар. Например, зубья горного ковша обычно подвергаются истиранию и ударам, и в зависимости от того, какой тип материала добывается (мягкая или твердая порода), одна мода может преобладать над другой. Это будет определять используемый продукт для сварки твердосплавным покрытием.
Определение режима износа или понимание окружающей среды, которой подвергается деталь, имеет решающее значение для выбора сплава для твердосплавного покрытия, который лучше всего подходит для конкретного применения. Выбор продуктов для твердосплавного покрытия может быть сложным и может потребовать испытаний и испытаний.
Выбор продуктов для твердосплавного покрытия может быть сложным и может потребовать испытаний и испытаний.
Наиболее распространенные виды износа:
- Абразивный износ возникает, когда такие материалы, как зерно, почва или песок, уголь или минералы, скользят по металлической поверхности. Абразивный износ можно разделить на истирание при выдалбливании, истирание при шлифовании с высоким напряжением или истирание с царапанием при низком напряжении.
- Ударный износ возникает, когда объект ударяется о другой объект, например, деталь дробилки или колесо железнодорожного вагона, катящееся по марганцевому переезду, что приводит к отслаиванию или отслаиванию материала.
- Износ металла по металлу или адгезионный износ — это происходит, когда две металлические поверхности скользят друг относительно друга под давлением, создавая условия микросварки из-за теплоты трения. Как правило, встречается в условиях отсутствия смазки или в сухих условиях
Молотки с твердосплавным покрытием Postalloy 2834-MCO для предотвращения износа.
Существует ли удобный способ классификации множества доступных сплавов для твердосплавного покрытия при выборе сплава для твердосплавного покрытия?
Да. Сплавы на основе железа можно разделить на четыре основные категории:
Мартенситные – сюда входят все закаливаемые стали с твердостью по Роквеллу от 20 до 65 HRC. К проволочным изделиям относятся Postalloy 2892-MCG, 2898-MCG и Super Edge. К электродам относятся Postalloy 21 и 27. Эта группа, как и инструментальная сталь, затвердевает при охлаждении. Они хороши для износа металла по металлу и абразивного износа. Они также могут выдерживать большие нагрузки. Сплавы ниже 45 HRC обычно используются для наплавки перед наплавкой или для восстановления размеров, а после сварки деталь должна подвергаться механической обработке. Мартенситные сплавы с более высокой твердостью выше 50 HRC используются для сопротивления истиранию.
Аустенитные. Аустенитные сплавы включают упрочняемые марганцевые стали и нержавеющие стали, такие как проволока Postalloy 2850-FCO и Frogtuff-FCO или электроды Postally 205 и 207. Эта группа, как правило, мягкая при сварке и затвердевает только после многократной обработки металла шва под воздействием ударов. Они обладают хорошими ударными характеристиками и умеренной стойкостью к истиранию. Аустенитная марганцевая сталь обычно встречается вокруг дробилок, крестовин и крестовин железнодорожных путей, а также зубьев лопат.
Эта группа, как правило, мягкая при сварке и затвердевает только после многократной обработки металла шва под воздействием ударов. Они обладают хорошими ударными характеристиками и умеренной стойкостью к истиранию. Аустенитная марганцевая сталь обычно встречается вокруг дробилок, крестовин и крестовин железнодорожных путей, а также зубьев лопат.
Карбид металла и мягкая аустенитная матрица – Эти сплавы содержат большое количество карбидов металлов в более мягкой матрице и подходят для применения в условиях сильного истирания. Сплавы, которые содержат большое количество хрома и углерода, известны как семейство карбида хрома и ближе к чугуну или белому чугуну. Иногда они содержат дополнительные количества ниобия, ванадия и других элементов. Их твердость варьируется от 40 HRC до 65 HRC. Сплавы, содержащие большое количество вольфрама и углерода, относятся к семейству карбидов вольфрама. Некоторые из них содержат небольшое количество бора, который образует бориды и подходит для применения в условиях сильного истирания. Продукция включает проволоку Postalloy 2832-MCO, 2834-MCO, 2836-MCO и электроды Postally 214, 215HD или 218HD.
Карбид металла в твердой мартенситной матрице. Мартенситная матрица представляет собой инструментальную сталь с твердостью в диапазоне от 45 HRC до 60 HRC. Эти сплавы содержат добавки ниобия, ванадия, молибдена или титана. При надлежащих процедурах их обычно можно наносить без трещин вследствие напряжения. Продукты включают Postalloy 2826NC-MCG и 2828NCTi-FCO.
Многие наплавочные сплавы трескаются. Это нормально?
Зависит от наплавочного сплава. Многие сплавы карбида хрома, такие как Postalloy 2834-MCO, дают трещины при охлаждении до умеренных температур; это нормально. Другие, такие как аустенитные и мартенситные группы, не трескаются при использовании с надлежащими процедурами сварки.
Что такое взлом чеков?
Рельефное растрескивание, или, как его иногда называют, растрескивание, встречается в семействах карбида хрома и может быть идентифицировано как трещины, перпендикулярные длине валика. Обычно они встречаются от 3/8 дюйма. (8 мм) до 2 дюймов. (50 мм) друг от друга и являются результатом высоких напряжений, вызванных сокращением металла шва при его охлаждении.
Трещины распространяются по толщине наплавленного валика и останавливаются у основного металла, если он не является хрупким. В случаях, когда основной металл твердый или хрупкий, следует выбрать буферный слой из более мягкого и прочного металла сварного шва. Семейство аустенитных сплавов является хорошим выбором для буферных отложений.
Трещины напряжения в карбиде хрома.
Что такое наплавка карбидом хрома?
Как правило, это сплавы на основе железа, которые содержат большое количество хрома (более 15%) и углерода (более 3%). Эти элементы образуют твердые карбиды (карбиды хрома), устойчивые к истиранию. Отложения часто трескаются примерно через каждые ½ дюйма, что помогает снять напряжение при сварке. Их низкий коэффициент трения также делает их желательными в тех случаях, когда требуется материал с хорошим скольжением.
Изделия из проволоки включают Postalloy 2820-MCO, 2832-MCO и 2834-MCO. Электроды включают Postally 214 и 215HD.
Стойкость к истиранию увеличивается по мере увеличения количества углерода и хрома, хотя углерод оказывает наибольшее влияние. Значения твердости варьируются от 40 HRC до 65 HRC. Они также могут содержать другие элементы, которые могут образовывать другие карбиды или бориды, повышающие износостойкость при высоких температурах. Эти сплавы ограничены двумя или тремя слоями.
Что такое сложные карбиды?
Сложные карбиды обычно связаны с отложениями карбида хрома, которые имеют добавки колумбия (ниобия), молибдена, вольфрама или ванадия. Добавление этих элементов и углерода образует их собственные карбиды и/или соединяется с существующими карбидами хрома для повышения общей стойкости сплава к истиранию. Они могут иметь все эти элементы или только один или два. Они используются в условиях сильного истирания или высоких температур.
Зуб погрузчика. Иллюстрация карбида вольфрама MIG. Молоток зерновой мельницы.
Что такое карбиды в мартенсите?
Это сплавы типа инструментальной стали с многочисленными плотно упакованными карбидами титана, ниобия, ванадия или других элементов. Твердые сплавы в мартенсите являются отличным выбором для областей применения, требующих образования отложений без трещин с хорошими характеристиками износа. Наплавленные наплавки обычно обладают такими же характеристиками износостойкости, которые ожидаются от продуктов для твердосплавного покрытия из карбида хрома. Поскольку эти сплавы не трескаются, их легче применять с точки зрения повторного применения.
Что такое MIG Carbide?
Это также известно как вставка из карбида вольфрама. Частицы карбида вольфрама подаются из бункера непосредственно в расплавленную сварочную ванну Postalloy PS98 Matrix. Когда сварочный валик охлаждает полученный сварной шов, нагар содержит большие объемы частиц карбида вольфрама, внедренных в матрицу из инструментальной стали твердостью от 55 до 60 HRC. Эти чрезвычайно твердые и износостойкие частицы защищают отвалы бульдозеров и грейдеров, ковши драглайнов и погрузчиков, а также многие другие типы молотов от преждевременного износа во многих сложных и высокоабразивных условиях.
Информация предоставлена Postle Industries Inc., 216-265-9000, www.postle.com. Во второй части этой статьи будут рассмотрены модели наплавки, твердость и многое другое.
4 Популярные типы сварочных процедур
Статья обновлена 3 июня 2021 г., чтобы предложить более подробную информацию о типах металлов, их использовании, методах сварки и расположении, а также о том, как учитываются состав и температуры плавления различных металлов. К процедурам диаграммы добавлена подробная инфографика.
Работа с металлом одновременно увлекательна и вдохновляет. По мере того, как летят искры и поднимается жар, сварщики могут превращать некоторые из самых прочных материалов в мире в формы и продукты, которые они себе представляют. Для приобретения этого навыка требуется работа и практика, и лучше всего его осваивать с помощью и под руководством профессионалов отрасли.
Изучение основ новой профессии может занять много времени. Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше. Это внимание к деталям — вот что делает отличного сварщика и более разностороннего потенциального работника. Студенты Lincoln Tech должны освоить четыре основных типа сварки, чтобы стать успешными сварщиками, работающими в полевых условиях. У студентов Линкольна есть уникальная возможность пройти всестороннее практическое обучение у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 Типы сварочных процессов
Дуговая сварка металлическим газом (GMAW/MIG)
Этот вид сварки также называют сваркой в среде инертного газа (MIG). Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла. Этот метод требует постоянного напряжения и источника питания постоянного тока и является наиболее распространенным промышленным процессом сварки, который включает сварку листового металла и трубы большого диаметра.
В процессе сварки GMAW/MIG используются четыре основных метода переноса металла:
- Шаровидный перенос обеспечивает более грубый сварной шов из-за размера капель металла и склонности к разбрызгиванию. Этот метод удобен для сварки толстых металлических пластин в горизонтальном положении.
- Короткое замыкание работает, как следует из названия – сварочная проволока контактирует с основным металлом быстро повторяющимся постукиванием много раз в секунду. Поскольку при этом образуется небольшое разбрызгивание, этот метод можно использовать в любом положении сварки.
- Распылительный перенос передает мельчайшие капельки расплавленного металла настолько стабильно, что во время процесса поддерживается устойчивый контакт дуговой сварки. Несмотря на то, что этот метод дает небольшое количество брызг, его лучше всего использовать для толстых и плоских горизонтальных деталей.
- Импульсное распыление очень похоже на перенос распылением, но использует импульсы высокого и низкого тока для обеспечения периодов микроохлаждения. Из-за этого типа доставки этот процесс может использоваться для металлических листов различной толщины и практически во всех положениях сварки. Обратите внимание, что когда мы используем термин «охлаждение» при описании импульсного распыления, моменты более низкого напряжения, которые обеспечивают более холодный сварной шов, по-прежнему составляют несколько тысяч градусов по Фаренгейту. Он считается более холодным только по сравнению с высоковольтной частью цикла. При любой сварке используются экстремальные температуры.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG)
Чаще всего этот метод используется для сварки толстых профилей из нержавеющей стали или цветных металлов. Это процесс дуговой сварки, в котором для получения сварного шва используется фиксированный расходуемый вольфрамовый электрод. Этот процесс требует гораздо больше времени, чем сварка MIG, электродуговой сваркой или дуговой сваркой с флюсовой проволокой.
Температура плавления цветных металлов значительно различается, поэтому необходимо соблюдать осторожность при определении состава основного металла. Нержавеющая сталь и сталь содержат железо, однако, чтобы считаться нержавеющей сталью, металл должен содержать не менее 11% хрома. Углеродистая сталь плавится в диапазоне от 2600 до 2800 градусов по Фаренгейту.
Присутствие 11% хрома в нержавеющей стали сужает этот температурный диапазон до отметки 2750+/- градусов по Фаренгейту. Но ничто так не демонстрирует навыки сварки, как сложная способность сваривать алюминий методом TIG. Этот навык требует твердой руки, наметанного глаза и художественного прикосновения, чтобы создать гладкий, удивительный шов.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
При этом конкретном типе сварки сварщик использует ручной процесс дуговой сварки. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами.
Часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна, стали и с использованием открытой V-образной канавки при сварке труб из мягкой стали.
Крайне важно, чтобы сварщик мог выполнять сварку на уровне, при котором его работа может пройти разрушающее испытание на изгиб. В то время как дуговая сварка защитным металлом используется для соединения углеродистой стали, легированных сталей, нержавеющей стали, чугуна и ковкого чугуна, ее также можно использовать для некоторых изделий из цветных металлов, таких как никель и медь. Он редко используется на алюминии.
Дуговая сварка порошковой проволокой (FCAW)
Разработана как альтернатива защитной сварке. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и мобильности. Этот метод имеет много переменных, что делает его применимым в различных сварочных проектах. Переменные часто зависят от модели используемого сварочного аппарата и типа проволоки, выбранной для применения.
Гибкость расширяется за счет множества рабочих углов, уровней напряжения, используемой полярности, а также скорости подачи проволоки. Из-за потенциала более высоких скоростей сварки вновь соединенный металл быстрее остывает. Если техник-сварщик использует порошковую проволоку, он должен обращать внимание на пористость сварного соединения.
Дуговую сварку с флюсовой проволокой лучше всего использовать либо на открытом воздухе, либо под промышленными вытяжными шкафами из-за большого количества дыма и дыма, образующихся в процессе сварки.
Промышленное обучение и трудоустройство
Вышеупомянутые четыре типа сварки обычно используются в большинстве промышленных и строительных приложений и дают множество полезных и востребованных навыков. Каждый требует значительной практики и знаний. Программа сварочных технологий Lincoln Tech обучает выпускников необходимым навыкам и знаниям для начала карьеры в этой области.
