Проволока для полуавтомата: Сварочная проволока для полуавтоматической сварки – купить по выгодной цене в магазинах «Всё для сварки»
Содержание
Проволока для полуавтоматов — Что такое сварочная проволока?
Назначение сварочной проволоки
Проволока сварочная предназначена для изготовления штучных электродов в обмазке для ручной дуговой сварки (MMA), для изготовления прутков для аргонодуговой сварки неплавящимся электродом (TIG) и собственно для изготовления сварочной проволоки для полуавтоматической и автоматической сварки (MIG/MAG и SAW).
В процессе сварки сварочная проволока исполняет роль электрода для передачи сварочного тока в зону дуги (исключая процесс дуговой сварки неплавящемся электродом) и роль присадочного материала для формирования сварного шва с обеспечением прочностных характеристик.
Проволоки сварочные для полуавтоматической сварки
Одна из многочисленных групп сварочных проволок – проволоки для полуавтоматической сварки (MIG/MAG). По типу данные проволоки для полуавтоматов подразделяются на проволоки сплошного сечения и порошковые проволоки.
По типу данные проволоки для полуавтоматов подразделяются на проволоки сплошного сечения и порошковые проволоки.
Проволоки сплошного сечения
Проволоки сплошного сечения обозначаются буквами «Св», которые означают, что проволока сварочная и через дефис указывается материал проволоки. Самые распространенные проволоки сплошного сечения для сварки низкоуглеродистой стали и низколегированной стали (около 80% металлоконструкций) Св-08Г2С и Св-08ГС. Данная проволока по покрытию разделяется на омедненную и не омедненную проволоку.
Омеденение проволоки предназначено для повышения коррозионной стойкости и снижению сопротивления в месте контакта сварочной проволоки и токосъемного наконечника горелки при передаче сварочного тока в процессе сварки. Омеднение имеет ряд недостатков. Во-первых, пары меди при сварке попадают в атмосферу и являются очень вредными. Во-вторых, омеднение, особенно плохого качества, осыпается в подающем механизме полуавтомата и канале сварочной горелки и забивают их. Приходится довольно часто менять или чистить канал сварочной горелки. В последнее время все чаще появляется проволоки без омеднения с антикоррозионным покрытием, которые не имеют недостатков омедненной проволоки, например проволока фирмы ESAB OK AristoRod 12.50.
Приходится довольно часто менять или чистить канал сварочной горелки. В последнее время все чаще появляется проволоки без омеднения с антикоррозионным покрытием, которые не имеют недостатков омедненной проволоки, например проволока фирмы ESAB OK AristoRod 12.50.
Для высоколегированных и коррозионно-стойких сталей самая распространенная проволока Св-08Х19Н9Т.
Для сварки алюминия и алюминиевых сплавов в основном используются проволоки Св АК5, Св АМг5.
Порошковые проволоки
Порошковая проволока представляет собой трубчатую проволоку, заполненную порошком-шихтой. Шихта – это смесь порошков из газообразующих, шлакообразующих и легирующих добавок. Порошковые проволоки подразделяются на проволоки для сварки в защитных газах и проволоки самозащитные, т.е. проволоки, в шихте которых достаточно газообразующих порошков для обеспечения защиты сварочной ванны. Порошковые проволоки обозначаются ПП.
Условные обозначения порошковых проволок: ПГ – для сварки в защитных газах, ПС — самозащитные проволоки. Преимущества порошковых проволок — это получение высокого качества шва за счет хорошего легирования, лучшей защиты сварочной ванны, возможна сварка без защитного газа
Преимущества порошковых проволок — это получение высокого качества шва за счет хорошего легирования, лучшей защиты сварочной ванны, возможна сварка без защитного газа
Упаковка проволок
Самые распространенные диаметры сварочных проволок для полуавтоматической сварки 0,8; 1,0; 1,2; 1,4; 1,6; 2,0 мм. Поставляются сварочные проволоки для полуавтоматической сварки на катушках и кассетах. Диаметр катушек 200 мм и 300 мм. Катушки могут быть с посадочным местом и бескаркасные катушки. Катушки с посадочным местом не требуют дополнительных переходников для установки в механизм подачи проволоки. Обычно диаметр посадочного отверстия в катушках равен 50,5мм и подходит для всех современных сварочных полуавтоматов. Бескаркасные катушки требуют дополнительного переходника для установки в механизм подачи проволоки. Вес упаковок сварочных проволок в зависимости от материала 2; 5; 7; 12,5; 15; 18 кг и до 250 кг упаковки Marathon Pac.
Выбор сварочной проволоки
Подбор проволоки осуществляется по материалу свариваемого изделия. Для сварки обычных металлоконструкций из низкоуглеродистых сталей можно использовать широко распространенные проволоки Св-08ГС и Св-08Г2С. Для сварки малоответственных изделий из коррозионностойких сталей и алюминиевых сплавов можно использовать также доступные и распространенные проволоки.
Для сварки обычных металлоконструкций из низкоуглеродистых сталей можно использовать широко распространенные проволоки Св-08ГС и Св-08Г2С. Для сварки малоответственных изделий из коррозионностойких сталей и алюминиевых сплавов можно использовать также доступные и распространенные проволоки.
Диаметр проволоки ограничивается толщиной свариваемого изделия и возможностями сварочного оборудования. Очень часто используется один диаметр проволоки в широком диапазоне толщин, т.к. многие сварщики сваривают изделия в несколько проходов. Самые используемые проволоки диаметров 0,8; 1,2; 1,6 мм.
Широта применяемости проволоки для полуавтоматов по диаметру определяется режимами сварки и технологией. При грамотном управлении сварочным аппаратом и знании сварочных технологий один диаметр проволоки может применяться для сварки широкого диапазона толщин.
В изделиях сложных и ответственных нужно учитывать все детали и универсальный подход к выбору сварочных материалов не подходит. Для решения сложных задач при сварке (подбор сварочных материалов и режимов) нужно решение специалистов сварщиков, очень часто режимы сварки, проволока и технология подбираются под одну конкретную задачу.
Для решения сложных задач при сварке (подбор сварочных материалов и режимов) нужно решение специалистов сварщиков, очень часто режимы сварки, проволока и технология подбираются под одну конкретную задачу.
Проволока для полуавтомата в Украине. Цены на проволока для полуавтомата на Prom.ua
Флюсовая проволока (0.8 мм, 5 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
1 648 — 1 649 грн
от 2 продавцов
2 060 грн
1 648 грн
Купить
Интернет-магазин GIGATOOLS
Флюсовая сварочная проволока для полуавтомата E71T-GS 0,8 1кг
На складе в г. Киев
Доставка по Украине
440 грн
Купить
ООО СПП АВТОГЕН
Флюсовая проволока (0.8 мм, 1 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
348 — 349 грн
от 2 продавцов
436.25 грн
349 грн
Купить
Механизм подачи сварочной проволоки для полуавтомата 12 вольт
На складе
Доставка по Украине
775 грн
Купить
TRENDMARK
Механизм подачи сварочной проволоки для полуавтомата 24 вольт
На складе в г. Харьков
Харьков
Доставка по Украине
785 грн
Купить
TRENDMARK
Проволока для полуавтомата без газа флюсовая (0.8 мм, 1 кг) Gradient E71T-GS
Доставка из г. Львов
437.50 грн
350 грн
Купить
Интернет-магазин ELEKTROMAG
Проволока для полуавтомата без газа флюсовая (0.8 мм, 5 кг) Gradient E71T-GS
Доставка из г. Львов
2 062.50 грн
1 650 грн
Купить
Интернет-магазин ELEKTROMAG
Флюсовая(порошковая) проволока Edon на полуавтомат (1кг) 0.8 мм
Доставка по Украине
349 грн
324 грн
Купить
Сток Торг
Таймер сдвоенный DXT15SFX/3, 3 провода для стиральной машины полуавтомат ST-028
На складе в г. Павлоград
Доставка по Украине
160 грн
Купить
АСЦ Интерсервис
Таймер для стиральных машин полуавтомат (2 провода)
На складе в г. Харьков
Доставка по Украине
200 грн
Купить
⭐️ТехОснова⭐️ — оригинальные запчасти в технику для дома
Таймер одинарный DXT-15, квадратный, 6 проводов для стиральной машины полуавтомат ST-023
На складе в г. Павлоград
Павлоград
Доставка по Украине
163 грн
Купить
АСЦ Интерсервис
Таймер XD-15-023 2W (одинарный, 2 провода) для стиральной машины полуавтомат
Доставка из г. Харьков
150 грн
Купить
©ТЕХНОЗИП — запчасти для бытовой техники с доставкой по всей Украине
Таймер (одинарный, 2 провода) для стиральной машины полуавтомат
Доставка по Украине
150 грн
Купить
©ТЕХНОЗИП — запчасти для бытовой техники с доставкой по всей Украине
Таймер WX-15-028 (одинарный, 4 провода) для стиральной машины полуавтомат
Заканчивается
Доставка по Украине
210 грн
Купить
©ТЕХНОЗИП — запчасти для бытовой техники с доставкой по всей Украине
Таймер (одинарный, 2 провода) для стиральной машины полуавтомат
Заканчивается
Доставка по Украине
190 грн
Купить
©ТЕХНОЗИП — запчасти для бытовой техники с доставкой по всей Украине
Смотрите также
Проволока сварочная омедненная (0. 8 мм, 15 кг) для полуавтомата Gradient ER70S-6 (СВ08Г2С-О)
8 мм, 15 кг) для полуавтомата Gradient ER70S-6 (СВ08Г2С-О)
Заканчивается
Доставка по Украине
1 558 — 1 560 грн
от 3 продавцов
1 950 грн
1 560 грн
Купить
Интернет-магазин ELEKTROMAG
Проволока сварочная для нержавейки (0.8 мм, 1 кг) Gradient ER308L для полуавтомата
Доставка из г. Львов
488 — 489 грн
от 2 продавцов
611.25 грн
489 грн
Купить
Проволока сварочная омедненная (0.8 мм, 5 кг) для полуавтомата ER-70S-6
Доставка из г. Львов
448 — 450 грн
от 2 продавцов
562.50 грн
450 грн
Купить
Таймер одинарный, круглый, для стиральной машины полуавтомат 2 провода высота оси 23 мм ST-026
На складе в г. Павлоград
Доставка по Украине
148 грн
Купить
АСЦ Интерсервис
Таймер (часы) для стиральной машины полуавтомат двойной, на 3 провода
На складе в г. Кривой Рог
Доставка по Украине
217 грн
Купить
Интернет магазин «Merloni»
Таймер для стиральных машин полуавтомат (2 провода) — запчасти для пылесосов
Доставка из г. Харьков
Харьков
588 грн
440 грн
Купить
Зип База
Реле времени (таймер) «№ 003» для стиральной машины полуавтомат, 3 провода
Доставка из г. Днепр
143 — 190.5 грн
от 3 продавцов
143 грн
Купить
RMNT — ЗАПЧАСТИ БЫТ
Рукав 200А 3 м с евро-разъёмом под проволоку 0,8-1 мм
На складе
Доставка по Украине
995 грн
Купить
Реле времени WX-15-008 3W двойное, 3 провода, для стиральных машин полуавтомат
Доставка по Украине
172 грн
Купить
©ziP-Pro
1-Проволока флюсовая для полуавтомата сварочного толщина 0,8-1 мм Flux #71T-GS
Доставка из г. Харьков
418 грн
Купить
БудМастер — магазин строительных и ремонтных инструментов, оборудования для водо- и электроснабжения
Проволока сварочная для полуавтомата 0.8 мм 5 кг(4кг) пр-во Украина
На складе
Доставка по Украине
465 грн
Купить
АВТОмелочь
Таймер (часы) для стиральной машины полуавтомат двойной, на 3 провода
На складе в г. Кривой Рог
Кривой Рог
Доставка по Украине
217 грн
Купить
Zap-chasty.com.ua
Алюминиевая проволока (0.8 мм, 0.5 кг) Gradient ER4043 AlSi5 для полуавтомата
Доставка из г. Львов
435 грн
348 грн
Купить
Интернет-магазин GIGATOOLS
Проволока сварочная омедненная (0.8 мм, 5 кг) для полуавтомата Monolith G4Si1 (Св-08Г2С)
Доставка из г. Львов
648 — 649 грн
от 2 продавцов
810 грн
648 грн
Купить
Интернет-магазин GIGATOOLS
Как выбрать проволоку для полуавтомата
Профессиональные сварщики для работы часто используют сварочную проволоку. Их применение в некоторых задачах дает более точные соединения, особенно с ответственными конструкциями и нержавейкой. Интернет-магазин WeldМаркет знает ответы на вопросы: как выбрать проволоку для полуавтомата, где взять (достать) проволоку, где можно купить качественную проволоку с доставкой по Киеву или Украине. Поэтому предлагает лучшие условия для покупки оптом и в розницу.
Поэтому предлагает лучшие условия для покупки оптом и в розницу.
Проволка или проволока сварная
Название произошло от способа изготовления, что значит, производство заключается в волочении, от этого и существует третье «о». Это проволока из специального материала, поставляемая как моток, катушка, бобина или прутьями. Бывает цельной, полой или со специальным вкраплением. Материал изготовления — металл (алюминий, латунь, сплавы и т.д.). Сварщики определяют свой выбор, прежде всего, по соответствию присадки и свариваемого материала, типу аппарат, будь то для полуавтомата с газом, или без, может работа инвертором, где дуговая сварка.
Разбор проволоки
Существует три вида проволоки для сварки, производимой как указывает сертификат, согласно ГОСТ 2246-70. На каком варианте остановить выбор, как понять, что нужна эта марка, как определить, что лучше, разберем ниже каждый параметр.
Сварную проволоку классифицируют по нескольким параметрам: структура, химическое наполнение, область применения. Назначение в применении разделяют на общее специальное (для всех марок сталей и наплавки), а второй вариант для специальных сплавов, чугунных деталей, работы в воде или необходимостью формировать шов принудительно.
Назначение в применении разделяют на общее специальное (для всех марок сталей и наплавки), а второй вариант для специальных сплавов, чугунных деталей, работы в воде или необходимостью формировать шов принудительно.
Структура и наполнение
- Со сплошным сечением. Для изготовления применяется сталь, медь, сплавы этих металлов. Получают методом холодного проката. Из таких заготовок делают производство электродов. Использование проволоки для автоматической сварки и для полуавтомата с защитными газами.
- Порошковая. Тонкая трубка, заполнение внутри флюс, металлический порошок (в пределах от 15 до 40 процентов). Наполнение при возгорании дуги образует облако защитного газа в рабочей среде, защищая от окисления наплавку. На выходе небольшое количество легко удаляемого шлака.
- Активированная. Трубчатая форма, химический состав начинки из добавок солей и окислов щелочных металлов (максимально до 7%). Обеспечивают поддержку горения дуги, быстрый розжиг, газ создает защитную среду.
 Чаще всего основу производят из низкоуглеродистой стали.
Чаще всего основу производят из низкоуглеродистой стали.
Существует еще титановая проволока, исключительно применима для сваривания изделий из титана. Вышеупомянутый ГОСТ 2246 регламентирует такие показатели как диаметр и его отклонения, разные варианты марок для типов сталей (низкоуглеродистой, легированной, высоколегированной). По назначению, виду поверхности, технических требований по химическому составу, применение к определенным видам свариваемых работ, с указанием какой аппарат сварки металлов необходим.
Виды
Важно знать из какого материала изготовлена проволока ведь от этого зависит область ее применения, вариант работы с каким аппаратом. Есть пять видов.
- Стальная. Наибольшее количество марок. Высоколегированная сталь, в составе хром, никель. Диаметр прутьев от 0,3мм до наибольших по ГОСТ 2246-70 — 12мм. Производят сплошную, порошковую проволоку. Варят среднелегированную и низколегированную сталь, высоколегированную, низкоуглеродистую для аналогичных составов проволок.
 Отличительная черта — высококачественные швы, отсутствие трещинок, стойкость к коррозии, малое количество разбрызгивания при работе, поддержание стабильного горения дуги. Используют сварку под флюсами и с газовой средой во время легирования с никелем, марганцем, хромом.
Отличительная черта — высококачественные швы, отсутствие трещинок, стойкость к коррозии, малое количество разбрызгивания при работе, поддержание стабильного горения дуги. Используют сварку под флюсами и с газовой средой во время легирования с никелем, марганцем, хромом. - Алюминиевая. Сертификат соответствия для выпуска ГОСТ 7871-75. Возможны разные добавления, такие как магний, медь, кремний, хром. Варят в защитных газовых средах, чаще предназначается для полуавтомата. Свариваемые изделия в большинстве состоят из сплавов, где размер содержания кремния не более 3%, медь порядка 4%. Легирующие присадки наделяют качествами прочности, сам по себе алюминий антикоррозионный метал, а значит, этим свойством обладают швы. Область применения газосварки алюминиевой проволокой востребованы варить авто, именно кузов автомобиля.
- Омедненная. Сварная проволока самого популярного вида изготавливается из стали Св-08Г2С, не менее востребованы низкоуглеродистые и низколегированные марки с омеднением.
 Работы проводят с защитной средой, чаще сваривают высоколегированные и углеродистые типы сталей. Толщина проволоки от 0,6 до 2 мм. При сварочных работах такое покрытие помогает стабильности и повторному розжигу дуги при различных режимах. Неоспоримый плюс этого вида, в уменьшенном расходе наконечников для любых сварочных аппаратов.
Работы проводят с защитной средой, чаще сваривают высоколегированные и углеродистые типы сталей. Толщина проволоки от 0,6 до 2 мм. При сварочных работах такое покрытие помогает стабильности и повторному розжигу дуги при различных режимах. Неоспоримый плюс этого вида, в уменьшенном расходе наконечников для любых сварочных аппаратов. - Порошковая. Работают вне газовой среды. Полая труба внутри с порошком, различают 5 видов:
— рутиловая (двуокись титана), варят сталь со средними показателями углерода.
— рутил-флюоритная (двуокись титана с плавиковым шпатом), для низколегированных сталей.
— рутиловая органическая, для низкоуглеродистых деталей.
— флюоритная (с плавиковым шпатом), сваривают низколегированную, низкоуглеродистую сталь.
— флюоритно-карбонатная (с добавкой соли угольной кислоты), работа с ответственными конструкциями низколегированных, низкоуглеродистых сталей.
Достоинство порошковой проволоки в высоком качестве сварочного шва, соединения, легкости удаления шлаков, стабильностью дуги.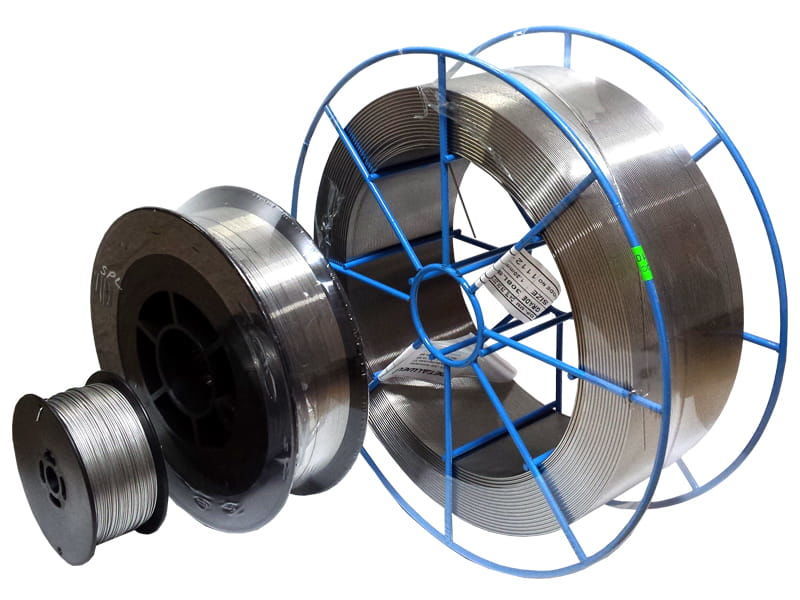
- Вольфрамовая. Вольфрам по своим свойствам тугоплавкий металл (температура ее плавления очень высока), используют проволоку при производстве приборов освещения и электрических. Диаметр от 0,05 до 1,5мм, существуют более тонкие, называются нити. При работах вольфрамовой проволокой не происходит испарений, это качество используют при изготовлении спирали, катода в приборах накаливания.
Маркировка
Для более точного понимания что выбираем, какую проволоку, как определить ее состав, существует ее маркировка. Каждый завод сварочных проволок наносит на готовое изделие. Первые две буквы говорят, для чего предназначена проволока (например СВ — для сваривания), цифры — процентное содержание других элементов в сотых долях процента. Следующее буквенное значение — присутствие какого элемента (например А — азот) и рядом численное значение в процентах. Далее указание возможного дополнительного элемента, отсутствие цифры у которого означает в составе от 0,5 до 1%. В самом конце литера А — показывает классы, означает высокое качество с минимальным содержанием вредных элементов. При удвоении этой буквы — самая высокая степень очистки.
В самом конце литера А — показывает классы, означает высокое качество с минимальным содержанием вредных элементов. При удвоении этой буквы — самая высокая степень очистки.
Ниже описание буквенных расшифровок, входящих в состав легированных элементов:
- Б — ниобий;
- В — вольфрамовые добавки;
- Г — марганцевые;
- Д — медные;
- М — молибденовые;
- С — кремниевые;
- Т — титановые;
- Х — хромовые;
- Н — никелевые;
- Ф — ванадиевые;
- Ц — циркониевые;
- Ю — алюминиевые.
Учет расхода, принцип работы, как заправить
Расход проволоки при сварке полуавтоматом — это величина, установленная и справочная. Норма расхода проволоки при сварке измеряется в единице массы на 1 погонный метр готового шва. Расход определен в конструкторской документации для каждого типа аппарата, с размерами заготовок (толщине металла), типу соединения, при расположении шва внизу (наплавочный показатель). В иных пространственных положениях применяют корректирующие коэффициенты. Все нормы табличные и должны учитываться особенности будущей сварки.
В иных пространственных положениях применяют корректирующие коэффициенты. Все нормы табличные и должны учитываться особенности будущей сварки.
Принцип работы в равномерной подаче (выталкивается) сварной элемент по системе, соответствующей типу аппарата, через сопло с газовой средой, или среду создают испаряющиеся элементы при нагреве, в электрическую дугу, после которой идет непосредственно формирование шва.
Ответ как заменить (заправить) проволоку в полуавтомат очень прост, все в простых 4 шагах:
- Придерживать конец при надевании катушки;
- Проволоку подать в конец ролика;
- Подключит режим холостого хода без газа на максимуме скорости;
- Поверить отсутствие застревания в рукаве или токосъёмнике.
В каких же магазинах можно купить сварочную проволоку. Все такие разные, где взять ту, которая лучшая, как достать от производителя, быть уверенным, что проводились испытания. Купить проволоку в интернет-магазине WeldМаркет легко. Магазин предлагает не только каталог сварочных проволок для ознакомления, но и лучшее качество, цены от завода, своих консультантов для совершения приятных и качественных покупок. Украина может быть спокойна, пока Киев расположил магазин сварочных материалов в своей черте.
Магазин предлагает не только каталог сварочных проволок для ознакомления, но и лучшее качество, цены от завода, своих консультантов для совершения приятных и качественных покупок. Украина может быть спокойна, пока Киев расположил магазин сварочных материалов в своей черте.
Проволока для полуавтоматов. Для чего же нужна сварочная проволока?
Сварочная проволока в основном используется для изготовления штучных электродов с обмазкою для ручной сварки (ММА), изготовления прутиков предназначенных для аргонодуговых сварок с неплавящиимся электродами (ТIG) и сообственно для изготовления сварочной проволоки для полуавтоматических и автоматических сварок (MIG / MAG и SAW).
Во времья сварки, проволока используется как электрод для того, чтоб передавать сварочный ток в районы электрических дуг (исключается процессы дуговой сварки неплавящемися электродами) и исполняет роль присадочных материалов для формирования сварных швов с обеспечением прочностной характеристики.
Одной из большого количества видов проволок – проволока для полуавтоматических сварок ( MIG / MAG ). Эти проволоки для полуавтоматов делятся на проволоки сплошного сечения и порошковые.
Эти проволоки для полуавтоматов делятся на проволоки сплошного сечения и порошковые.
Проволоки сплошного сечения
Они обозначаются абревиатурой «С-В», которая означает, что проволока сварочная а через дефис указывают материалы с каких сделана проволока. Самая распространенная проволока сплошного сечения для сварки низкоуглеродистых и низколегированых видов стали (около 80% металлоконструкции) Св – 08 Г2 С и С в-08 Г С. Такая проволка в зависимости от покрытия делится на омедненные и не омедненные проволоки.
Омедененные проволоки предназначены для того, чтоб повышать коррозионную стойкость и снизить сопротивление в местах контактов сварочной проволоки и токосъемных наконечников горелок при передачах сварочного тока в процессах сварок. Но они имеют несколько минусов: пары купрума во время сварки попадают в воздух. Сегодня довольно часто можно встретить проволоку без омеднений с антикоррозионными покрытиями, которая не имеет таких недостатков как омедненная проволока, представителем такой есть проволока производства фирм ESAB OK Aristo Rod 1250.
Для высоколегированной и корозионно-стойкой марок стали больше всего подходит проволоки моделей Св-08Х19Н9Т.
Для сварок алюминия и алюминиево-металического сплава неплохо подойдет проволока моделей Св АК 5 или Св АМг 5.
Порошковая проволока
Порошковые проволоки представляют из себя трубчатые проволоки, заполненные порошками – шихтами. Шихты – смеси порошков из газообразующего и шлакообразующего добавки. Порошковая проволока разделяется на проволоку для сварок в защитном газе и самозащитную проволоку, точнее проволоку, в шихтах которая имеет достаточное количество газообразующего порошка для обеспечений защиты сварочных ванн. Порошковую проволоку обозначают абревиатурой ПП а также :ПГ – для сварок в защитном газе, ПС – самозащитная проволока. Преимущество порошковой проволоки – высокое качество шва, за счет качественного легирования, неплохой защиты сварочных ванн, не исключается сварка без использования защитных газов.
Упаковки проволоки
Очень распространенным диаметрами проволок для полуавтоматических сварок являются 0,8мм; 1,0мм; 1,2мм; 1,4мм; 1,6мм; 2,0 мм. Сварочная проволока для полуавтоматических сварок идет в основном в катушке и кассете.При чем, диаметры катушек могут сильно отличатся – от 200 до 300 миллиметров.Они бывают с посадными местами и с бескаркасным типом катушки.Первые – не требуют дополнительного переходника для установок в механизмы подач проволок. Стандартные диаметры посадочных отверстий в катушке идет 5,5 см и она является универсальным.Второй вид катушек нуждается в дополнительном переходнике для установок подач проволок. Масса бухты сварочной проволоки зависит от материала и колеблются в пределах от 2 и почти к 250 килограмм ( упаковка фирмы Marathon Pac.)
Сварочная проволока для полуавтоматических сварок идет в основном в катушке и кассете.При чем, диаметры катушек могут сильно отличатся – от 200 до 300 миллиметров.Они бывают с посадными местами и с бескаркасным типом катушки.Первые – не требуют дополнительного переходника для установок в механизмы подач проволок. Стандартные диаметры посадочных отверстий в катушке идет 5,5 см и она является универсальным.Второй вид катушек нуждается в дополнительном переходнике для установок подач проволок. Масса бухты сварочной проволоки зависит от материала и колеблются в пределах от 2 и почти к 250 килограмм ( упаковка фирмы Marathon Pac.)
Выбираем сварочную проволоку
Выбирать сварочную проволоку нужно в зависимости от материала свариваемого изделия. При сварке металлоконструкции сделанной из низкоуглеродистой стали лучше всего использовать очень распространенный вид проволоки – СВ – 08 ГС и СВ – 08 Г2С. При сварках объектов из коррозийно-стойких видов стали и алюминиевые сплавы, широко используются те проволоки, которые доступные и распространенные в вашем регионе.
Нужно заметить, что толщина проволоки зависит от толщины свариваемой детали и от характеристик сварочных аппаратов.Большинство сварщиков сваривают свои изделия за несколько подходов и поэтому, они нередко используют один и тот же диаметр проволоки в далеко не узком диапазоне толщины.
Распространенные диаметры проволок – 0,8 мм; 1,2мм; 1,6 мм.
Широты применения проволок для полуавтоматических сварочных аппаратов по диаметрами определяется режимом сварок и технологическими примечательствами. При грамотном управлении сварочными аппаратами и знании сварочных технологий один диаметр проволоки может без проблем применяться при сварках очень широких диапазонов толщин.
К сложным и ответственным изделиям нужно при сварке учитывать все детали процесса и универсальный подход сварочных материалов не подходит, поэтому и нужно применять особый подход. Решения очень сложных и специфических задач во время сварки (подбирание сварочного материала и режима) обязательно нужным образом выбрать решение по рекомендациям специалиста-сварщика, режим сварки, проволоки и технологии подбирать следует под определённую задачу.
Какая сварочная проволока лучше для полуавтомата
Главная » Статьи » Какая сварочная проволока лучше для полуавтомата
Обзор 3 видов лучшией сварочной проволоки для полуавтомата
Полуавтоматическая сварка является неотъемлемой частью обработки металла. Различные металлические конструкции соединяются с ее помощью в разных промышленных направлениях.
Полуавтоматическая сварка является универсальной и может справиться с металлом разной толщины. Возможна обработка цветных и черных металлов с помощью данного вида сварки.
Способ соединения металлической конструкции с помощью сварки был разработан в 1881 году Н. Г. Славяновым и Н. Н. Бенардосом.
Полуавтоматическая сварка является процессом сваривания, во время которого в зону сварки подается электродная проволока с переменной или постоянной скоростью с одновременным поступлением в ту же зону активного газа, инертного газа или газовой смеси, обеспечивающих защиту от вредного воздействия воздуха нагретого или расплавленного основного и электродного металла.
Подача защитного газа происходит через газовый редуктор из баллона. Помимо этого, сварка полуавтоматом обеспечивает качественный шов, облегчая поджиг дуги.
Благодаря тому что сварщик не должен менять электроды и зачищать швы от шлака, увеличивается скорость и повышается качество проделанной работы.
Рабочий агрегат состоит из:
- Основного блока, состоящего, в свою очередь, из трансформатора, подающего питание, и механизма, который подает электрод.
- Шланга или сварочного рукава для полуавтомата.
- Горелки, которая внутри оснащена электродом.
- Токопроводящего наконечника, имеющего название сопло.
- Системы, которая подает инертный газ.
Для качественной работы, перед началом сварки проволокой, необходимо выбрать нужную полярность тока для сварки. Если работа осуществляется с помощью флюсового электрода, то необходимо установить прямую полярность, а если используется газовая среда, то полярность должна быть обратной.
Классификация в зависимости от компонентов
В зависимости от компонентов, применяемых для полуавтоматической сварки, существуют следующие виды проволоки:
- активированная;
- сплошного сечения;
- порошковая.

Как выбрать проволоку для полуавтомата
Выбирать данное приспособление для сварки с помощью полуавтомата необходимо, исходя из того, какие материалы будут свариваться между собой.
Для цветных и тугоплавких металлов используется сварочная проволока, имеющая большое разнообразие видов, которые выбираются конкретно под каждый случай.
Главным критерием выбора является химический состав. В обозначении используются цифры и буквы, которые легко можно расшифровать, зная, что они означают.
Например, СВ-08Г2С расшифровывается как сварная проволока, которая имеет массовую долю легированных элементов – 0,8% углерода; Г означает, что в составе имеется 2% марганца; С означает, что в составе не более 1% кремния.
Читайте также: Автомобильный эндоскоп
На что нужно обращать внимание:
Выбирая данный товар, нужно обращать внимание на такие моменты:
- для чего планируется применять;
- подбор химического состава таким образом, чтобы он максимально совпадал с составом планируемого обрабатываемого участка;
- температура плавления должна быть такой же или чуть-чуть ниже температуры свариваемого металла;
- внешний вид должен быть без ржавчины, чистый, без следов загрязнения маслом или краской;
- качество. Не должен содержать царапин, складок, которые свидетельствуют о том, что электрод был деформирован;
- упаковка товара. Он должен быть герметично упакован, в ином случае внутри должен содержаться влагопоглощающий материал.
Желательно покупать проволоку сварочную, которая была изготовлена по ГОСТу. В таком случае можно быть уверенным, что технология и качество материалов не нарушены.
На что можно не обращать внимание:
Не являются главными показателями:
- Можно не обращать внимание на страну производства, так как это не главный фактор качества.
- Не всегда цена является показателем качества.
Лучшая активированная сварочная проволока
Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки.
Активирование проволоки СВ-08Г2С, являющейся основой, происходит с помощью солей щелочноземельных и щелочных металлов, которые могут легко ионизироваться.
СВ-08Г2С-О
- выпускается в форме мотков, пластиковых или каркасных кассет до 18 кг;
- химический состав: Mn — от 1,81% до 2,10%; С — от 0,051% до 0,12%; Si — от 0,71% до 0,95%; P — до 0,031%; S — до 0,026%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,8 мм до 4,0 мм;
- применение — обработка в защитных газах конструкций из стали низкоуглеродистых и углеродистых.
ER 5356
- выпускается в форме пластиковых кассет по 1, 5, 7 кг, пластиковых тубусах 5 кг;
- химический состав: Mn — до 0,151%; Si — до 0,26%; Cr — до 0,12%; Fe — до 0,41%; Mg — до 5,1%;
- упаковка — продается в двухслойной водонепроницаемой бумаге, тарной ткани;
- диаметр — от 0,8 мм до 5,0 мм;
- применение — обработка алюминиево-магниевых металлический конструкций с защитном газе.
Плюсы: Плюсами сварки с помощью активированного вида считаются:
- увеличение устойчивости горения дуги, что значительно улучшает шов и его качество формирования;
- этот вид может подвергаться многократным перегибам, не сплющиваясь и не сминаясь при этом в подающем ролике;
- благодаря низкой теплопроводности щелочного металла, который входит в состав, происходит защита от потери тепла сварочной зоны.
Читайте также: Обхор 11 лучших станочных тисков
Минусы: Недостатками данного вида являются:
- данный вид не предназначен для сварки без защитной газовой среды;
- использование технического газа для защиты ведет к дополнительным затратам и снижению производственных показателей.
За 25 лет в ХХ веке был сделан прорыв в улучшении электрода для сваривания. Разработка содержания, покрытия и методы их изготовления для дуговой сварки дали огромный толчок для дальнейшего усовершенствования данного приспособления.
Проволока сварочная порошковая характеризуется непрерывностью электрода, состоящего из шихты (порошковый сердечник) и металлической оболочки.
Осуществление непрерывного процесса плавления возможно благодаря металлической оболочке, которая удерживает сердечник и по поверхности которой проходит сварочный ток.
Расплавление высокой производительности, которое свойственно порошковой проволоке, осуществляется сварочным током большой плотности.
ПЛ-АН101
- выпускается в форме мотков по 75-175 кг;
- химический состав: С — до 2,71%; Mn — до 1,31%; Si –— до 3,3%; S — до 0,071%; P — до 0,081%; Cr — до 25%; Ni — до 4,01%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — 16,5 мм*3,8 мм;
- применение — сварка конструкций высокой прочности.
СВ-07Х25Н13
- выпускается в форме катушек по 1-15 кг;
- химический состав: С — до 0,09%; Mn — от 1,1% до 2,01%; Si — от 0,5% до 1,01%; S — до 0,018%; P — до 0,026%; Cr — от 23% до 26%; Ni — от 12% до 14%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 0,8 мм до 1,6 мм;
- применение — сварка конструкций из нержавеющей стали.
Плюсы: Преимуществами порошкового вида являются:
- благодаря тому что сварка происходит током высокой плотности, металлической оболочке обеспечивается дополнительный подогрев, что увеличивает объем поверхности, которая обрабатывается;
- данный вид расплавляется с высокой производительностью до 11 кг/ч;
- шихта может состоять из различного порошкообразного материала, благодаря чему существует возможность создания смесей, получение которых невозможно другим способом.

Минусы: Недостатками данного вида являются:
- имеет удовлетворительное ударное сопротивление;
- трубчатая конструкция электрода имеет малую жесткость, что приводит к необходимости использования механизма с ограниченностью усилий сжатия в подающих роликах;
- для работы требуются повышенные сварочные токи, что затрудняет работу в вертикальном положении.
Лучшая сварочная проволока сплошного сечения
Проволока сплошного сечения применяется для сварки полуавтоматическим и автоматическим способом обработки.
Данный вид приспособления изготавливается из:
- сплавов и алюминия;
- сплавов и меди;
- стали.
Существуют следующие виды проволоки сплошного сечения:
- наплавочная;
- для сварки;
- омедненная для сварки.
Читайте также: Обзор 11 видов лучших гайковертов
НП- ЗОХГСА
- выпускается в форме мотков по 20-80 кг либо в бунтах — до 1000 кг;
- химический состав: С — до 0,12%; Mn — до 1,2%; Si — от 0,15 до 0,35%; S — до 0,012%; P — до 0,015%; Cr — до 0,20%; N2 — 0,015%; O2 — до 0,005%; Ni — от 0,9 до 1,2%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 1,6 мм до 5,0 мм;
- применение — сварка конструкций высокой прочности.

СВ-04Н2ГТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,6%; Si — до 0,21%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,051% до 0,12%; O2 — до 0,012%; Ni — от 2,1 до 2,4%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности.
СВ-04НЗГМТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,60%; Si — до 0,20%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,050% до 0,12%; O2 — от 0,20% до 0,30%; Ni — от 2,40% до 2,81%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности и изготовление электродов.
СВ-08
- выпускается в форме мотков 8-40 кг; бунты — до 1000 кг;
- химический состав: С — до 0,10%; Mn — от 0,35% до 0,61%; Si — до 0,031%; S — до 0,040%; P — до 0,040%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,6 мм до 6,0 мм;
- применение — обработка конструкций из стали низкоуглеродистых и углеродистых.

Плюсы: Достоинства проволоки сплошного сечения:
- дешевле, чем остальные виды;
- ее используют в качестве исходника для изготовления электродов и присадочных прутов.
Минусы: Недостатками проволоки сплошного сечения являются:
- не может производиться работа при низком сварочном токе;
- затраты времени на зачистку шва больше, чем в работе с другими видами.
Таким образом, в данной статье рассмотрена классификацию проволок и их характеристики, что дает возможность выбрать качественную и подходящую проволоку для необходимого способа применения.
stogear.pro
Сварочная проволока для полуавтомата – выбираем правильно рабочий инструмент
Правильно подобранная сварочная проволока для полуавтомата – залог качественного и надежного соединения. А чтобы не ошибиться в выборе, следует ознакомиться со всеми типами и характеристиками этого материала.
Существует огромное количество видов проволок, используемых для полуавтоматической сварки, и каждая отличается уникальным составом. Но если обобщить, можно выделить всего 4 группы. В зависимости от материала, проволока бывает порошковая, алюминиевая, омедненная и нержавеющая.
Но если обобщить, можно выделить всего 4 группы. В зависимости от материала, проволока бывает порошковая, алюминиевая, омедненная и нержавеющая.
Сварку сталей с низким содержанием углерода и легирующих элементов в среде защитных газов чаще всего проводят омедненными электродами. Этот материал довольно популярен, так как обладает повышенной устойчивостью к образованию коррозии, а шов получается прочным и надежным. Благодаря высокому коэффициенту наплавки, его еще используют и при проведении довольно сложных наплавочных работ. Такая проволока имеет стабильный химический состав, при этом отличается низкой себестоимостью. К минусам стоит отнести вредные для организма человека испарения меди, выделяемые во время проведения сварочных работ.
Омедненные электроды для сварки стали
Нержавеющее изделие, полученное в результате горячей либо холодной вытяжки легированных сталей, пользуется спросом в машиностроении, пищевой промышленности и строительстве. Такие электроды отличаются жаропрочностью, коррозионной стойкостью, не боятся контакта с агрессивной средой и имеют более длительный эксплуатационный срок. Превосходными характеристиками отличается и сварочный шов. Однако при всем обилии плюсов есть и существенный недостаток – стоимость изделия довольно велика, что и делает его не столь распространенным, как другие виды.
Превосходными характеристиками отличается и сварочный шов. Однако при всем обилии плюсов есть и существенный недостаток – стоимость изделия довольно велика, что и делает его не столь распространенным, как другие виды.
Алюминиевая проволока гарантирует надежное сварочное соединение. Сварочно-технологические характеристики шва находятся на высоком уровне. Однако можно столкнуться с некоторыми трудностями, вызванными свойствами металла. Из-за чрезмерной мягкости материала малейшее сопротивление в рукаве способно спровоцировать образование петли. Также проволока может застопориться в токосъемнике из-за чрезмерного расширения алюминия при нагреве. Работая с таким расходным материалом, следует учитывать, что он плавится значительно быстрее стали, поэтому необходимо правильно подобрать скорость подачи.
Этот тип пользуется огромной популярностью. Состоит такая проволока из металлической оболочки и порошкового наполнителя, откуда и пошло название. Существует несколько конструкций таких электродов. Они могут быть простыми трубчатыми, двухслойными либо с различными загибами. Последние предотвращают высыпание наполнителя, а также придают электроду жесткости. Диаметр изделия находится в пределах от 0,9 до 1,5 мм.
Существует несколько конструкций таких электродов. Они могут быть простыми трубчатыми, двухслойными либо с различными загибами. Последние предотвращают высыпание наполнителя, а также придают электроду жесткости. Диаметр изделия находится в пределах от 0,9 до 1,5 мм.
Наполнитель может иметь самый различный состав, в зависимости от которого порошковая проволока делится еще на 5 видов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.
Виды порошковой проволоки
Во время сварки происходит испарение флюса, которое способствует образованию газовых пузырей. Они, в свою очередь, и защищают сварочную ванну. Отдав предпочтение этому типу материала, не нужно дополнительно использовать защитный газ. А, значит, можно избавиться от массы неудобств, таких как хранение, аттестация и заправка громоздких газовых баллонов.
Благодаря этому свойству, порошковую проволоку называют еще самозащитой либо флюсовой. Используя ее, вы сможете работать даже при сильном ветре. При этом технология сварки ничем не отличается от стандартного процесса с применением проволоки сплошного сечения в среде защитных газов. Но в случае деформации флюсовая проволока становится непригодной и нуждается в замене.
Используя ее, вы сможете работать даже при сильном ветре. При этом технология сварки ничем не отличается от стандартного процесса с применением проволоки сплошного сечения в среде защитных газов. Но в случае деформации флюсовая проволока становится непригодной и нуждается в замене.
Сегодня полуавтоматическая сварка находится на пике популярности, ведь основная работа выполняется автоматом, а на оператора возлагается только часть действий. Но это вовсе не означает, что управлять процессом может неопытный человек. От того, насколько правильно будет подобран материал и рассчитаны параметры сварки (сила тока, скорость подачи, диаметр электрода), зависит качество шва.
При этом учитывается природа свариваемого материала и, конечно, толщина изделия. Очень важно во время проведения сварочных работ обеспечить правильное положение электрода, он должен располагаться под углом от 30 до 45°. Это обеспечит достаточную глубину проплавления. Если работаете с изделием, толщина которого превышает 3 мм, следует дополнительно производить колебательные движения.
Не меньшее внимание следует уделить и выбору сварочной проволоки. Для начала визуально оцените состояние изделия. Ее поверхность должна быть чистой и без дефектов. Не допускается наличие ржавчины, окалины и шероховатости. Низкоуглеродистую сталь и сплав с малым содержанием легирующих элементов соединяют преимущественно омедненными электродами. Алюминиевая проволока используется для сварки кремния и марганца, а также алюминия с магнием. Нержавеющие электроды нашли свое применение при работе с нержавеющей сталью, содержащей Cr и Ni.
Сварочная проволока
Если изделия сделаны из углеродистых марок стали, а в дальнейшем предполагается термическая обработка, то для их соединения лучше всего подойдет порошковая проволока. Если вы предпочтете рутил-органический тип, химический состав металла шва будет близок к полуспокойной низкоуглеродистой стали. При этом силу тока придется снизить, в противном случае не избежать интенсивного поглощения газов сварочной ванной. Флюсовая рутиловая и рутил-флюоритная проволока используется для сварки в среде углекислого газа. Последний тип особенно актуален для изделий, испытывающих динамические нагрузки, так как в этом случае обеспечиваются высокие показатели ударной вязкости.
Последний тип особенно актуален для изделий, испытывающих динамические нагрузки, так как в этом случае обеспечиваются высокие показатели ударной вязкости.
Если необходимо добиться повышенной пластичности металла шва, нужно использовать карбонатно-флюоритный тип.
Чтобы предотвратить образование петель алюминиевых электродов, следует отдавать предпочтение оборудованию, оснащенному 4-роликовым механизмом подачи. При этом рукав должен быть коротким, а вкладыш тефлоновым. Это сведет сопротивление трения к минимуму. Используя наконечник с отверстием чуть большего диаметра, вы сможете избежать стопорения изделия в токосъемнике. Например, если сварка ведется алюминиевой проволокой диаметром 1 мм, то следует взять наконечник, рассчитанный на электрод 1,2 мм.
Среди омедненных элементов наибольшей популярностью пользуется Св-08Г2С. Она отличается прекрасной устойчивостью к растяжению. Этот параметр находится в пределах от 900 до 1350 МПа. Ее применяют для сварки тонкостенных элементов и изделий, которые будут работать под высоким давлением. Сварка ведется в среде защитных газов (СО2, Ar, Ar+20% CO2).
Ее применяют для сварки тонкостенных элементов и изделий, которые будут работать под высоким давлением. Сварка ведется в среде защитных газов (СО2, Ar, Ar+20% CO2).
Омедненные элементы Св-08Г2С
Для работы с нержавеющими сталями чаще всего используют высоколегированные проволоки, среди которых особой популярностью пользуется Св01Х19Н9. Поставляется этот материал в бухтах либо на пластиковых кассетах, в последнем случае диаметр изделия не должен превышать 1,6 мм. Отлично подходит для проведения работ в инертной аргоновой среде. А вот наиболее яркими представителями порошковых материалов можно назвать ПП-АН11, ПП2ДС, ПП-АН8 и ПП-АН4. Отечественные сварочные электроды, производимые в соответствии с ГОСТ, несколько отличаются от зарубежных аналогов.
Многие используют оборудование импортного производства, поэтому скажем пару слов и о сварочной проволоке, выпускаемой за рубежом. Эта продукция имеет маркировку, соответствующую стандартам AWS. Например, аналогом наиболее распространенной проволоки Св-08Г2С выступает CITOFIL 1 или Linkolnweld L50, выпускаемые в США. Япония также изготавливает материал с аналогичными свойствами – MG-50, проволока австрийского производства – EML5. Более доступным для нас китайским аналогом будет омедненная проволока ER-70S-6. Заменить высоколегированные нержавеющие проволоки Св01Х19Н9 и Св06Х19Н9Т можно импортными аналогами ER316L Si и ER 308L.
Япония также изготавливает материал с аналогичными свойствами – MG-50, проволока австрийского производства – EML5. Более доступным для нас китайским аналогом будет омедненная проволока ER-70S-6. Заменить высоколегированные нержавеющие проволоки Св01Х19Н9 и Св06Х19Н9Т можно импортными аналогами ER316L Si и ER 308L.
tutmet.ru
Сварочная проволока для полуавтомата
Аппараты для полуавтоматической сварки на пике популярности, т.к. используются практически в каждой отрасли промышленности. Соответственно, востребована и сварочная проволока для полуавтомата.
На сегодняшний день, существует четыре основные разновидности сварочной проволоки для полуавтоматической сварки – алюминиевая, нержавеющая, порошковая и омедненная.
Уточним, наибольшим спросом пользуются две последние разновидности — омедненная и порошковая, а вот алюминиевая используется крайне редко.
Омедненная сварочная проволока для полуавтомата дает ровный и по-настоящему качественный сварочный шов, экономя при этом расход металла на разбрызгивании .
Порошковый аналог позволяет повысить производительность, причем существенно.
Фото
А вот купить сварочную проволоку для полуавтомата сделанную из нержавейки, либо алюминия — довольно проблематично, ведь для полуавтоматов ее используют достаточно редко.
Рассмотрим, из каких же составляющих формируется цена сварочной проволоки для полуавтомата.
Как и со многими иными расходными материалами — здесь также очень многое зависит от производителя и качества.
Совет в данном случае прост — не стоит искать наиболее дешевые аналоги, лучше отдавать предпочтение среднему ценовому диапазону.
Далее разберемся с разновидностями данного материала.
Содержание:
- Виды сварочной проволоки
- Порошковая
- Нержавеющая
- Алюминиевая
Виды сварочной проволоки
Выделяют следующие виды проволоки:
- порошковая;
- нержавеющая;
- алюминиевая.
Порошковая
Сварочная порошковая проволока для полуавтомата, благодаря входящим в ее состав окислительным аналогам-порошкам — не нуждается в применении газа.
При этом, следует учитывать, что в случае деформации, она превращается в непригодный материал и требует замены.
Порошковый аналог представляет собой трубчатую проволочную конструкцию с порошкообразным наполнителем.
Видео:
Уточним, что ее конструкция может быть различной — и простой трубчатой, и с разными загибами оболочки, и даже двухслойной.
Загибы применяют для придания проволоке жесткости, а также для предотвращения высыпания порошка при сдавливании материала роликами (подающими) сварочного полуавтомата.
Как правило, порошкообразный наполнитель представлен смесью руд и минералов, ферросплавов и химикатов.
Его главная задача – защита металла от воздуха, стабилизация дугового разряда, раскисление, легирование, формирование шва, регулировка процесса переноса электродного металла и т.д.
Относительно состава, они разделяются на:
- рутиловые;
- рутил-органические;
- рутил-флюоритные;
- карбонатно-флюоритные;
- флюоритные.

По назначению их разделяют на:
- самозащитные, предназначение которых — в сварке без газовой дополнительной защиты;
- для сварки в углекислом газе.
Каждая из данных групп, в свою очередь, разделяется на общего и спецназначения.
Самозащитные проволоки упрощают процесс сварки, т.к. отпадает необходимость в применении баллонов с газом, что расширяет возможности применения полуавтоматической сварки, к примеру, в монтажных условиях.
Применение порошковых проволок при сварке в углекислом газе разрешает улучшить параметры процесса сварки в технологическом плане, а также механические характеристики шва, в сравнении с проволоками сплошного сечения.
Горение дуги, при применении подобных проволок — особенно стабильное и мягкое.
Нержавеющая
Нержавеющая сварочная проволока для полуавтоматов изготавливается по ГОСТ 18143-72 из высоколегированной антикоррозийной стали.
Срок ее эксплуатации несколько больше, чем у остальных видов. Наиболее распространена марка 12Х18Н10Т, т.к. она отличается жаропрочностью, коррозионной стойкостью, устойчивостью к агрессивным средам.
Наиболее распространена марка 12Х18Н10Т, т.к. она отличается жаропрочностью, коррозионной стойкостью, устойчивостью к агрессивным средам.
Подобную проволоку производят в специальных бухтах D-300 типа по 12 кг. Такое устройство позволяет подавать дозировано проволоку к месту сварки.
Сварочная проволока нержавейка для полуавтоматов обычно содержит в себе углерод, кремний, магний, хром, серу и никель, фосфор.
Многокомпонентность подобного сочетания значимо повышает качество сварного шва, но и цена ее соответствует качеству, хотя, по сравнению с проволокой из черных металлов — она не так уж и высока.
Алюминиевая
Алюминиевая сварочная проволока для полуавтоматов гарантирует высокие сварочно-технологические характеристики, а также стабильность механических свойств металлошва и надежность сварных соединений.
Алюминий намного мягче стали, потому обладает склонностью к образованию петли, если имеется незначительное сопротивление в рукаве.
Дабы этого не было, желательно обладать 4-роликовым механизмом подачи, коротким рукавом и тефлоновым вкладышем в него, снижающим сопротивление трения.
Дабы этого не случилось, может быть использован наконечник чуть большего диаметра отверстия (к примеру, алюминиевая проволока с диаметром 0,8 мм предполагает наконечник для стальной проволоки диаметра 1,0 мм).
Алюминиевая проволока плавится быстрее стальной, потому — при сварке нужно обеспечивать необходимую скорость подачи, чуть более высокую, чем для стального аналога.
В противном случае — придется намного чаще менять наконечник, который раньше времени расплавится.
Какая бы проволока не использовалась, марка обязана соответствовать материалу.
Перед его приобретением, следует изучить информацию о разновидностях алюминиевых сплавов, для сварки которых она избрана.
Нехватка данных может быть компенсирована экспериментом, без коего — в любом случае не обойтись, если вы пытаетесь сваривать алюминий впервые.
rezhemmetall.ru
Сварочная проволока для полуавтомата — виды, маркировка
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют:
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:
В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95%;
S (сера), – менее 0,025%;
P (фосфор), – менее 0,03%;
C (углерод), – 0,05–0,11%.
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке.
 Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Виды
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура.
 Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.
Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
6 марок с малым содержанием углерода;
30 марок легированной стали;
41 – высоколегированная сталь.
Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие
Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
наряду с инертными газами, образует дополнительную антикоррозионную защиту;
способствует улучшению качества шва;
применяется при наплавочных операциях;
имеет низкую себестоимость.
Порошковый электрод
Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
Конструктивно выполняются:
сплошная полая оболочка;
один загиб оболочки;
двойной загиб;
двухслойная конструкция.
Диаметр и вид электрода подбирается:
под химический состав обрабатываемой детали;
толщину изделия;
параметры сварочного тока;
вид шва: горизонтальный, наклонный, вертикальный, потолочный;
состояние кромок.
К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
овал;
квадрат;
шестигранник;
трапеция;
круг.
Диаметр изделия 0,3–10 мм. Нашло применение:
изготовление конструкций, применяемых в медицине;
пищевая, химическая промышленность;
нефтеперерабатывающие предприятия;
металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т.п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм.
Диаметр изделий 0,8-8 мм.
Активированная проволока
Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Поделись с друзьями
0
0
0
2
svarkalegko.com
Проволока сварочная флюсовая для полуавтомата
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
Для проведения сварочных работ полуавтоматом без использования защитного газа применяется проволока сварочная флюсовая для полуавтомата. Применения такой проволоки
особенно выгодно, когда полуавтомат приобретен для работы в гараже или использования в быту, на даче, когда не нужно приобретать баллон, наполненный газом. Баллон нужно систематически отвозить на заправку, тратить время и деньги, к тому же он достаточно много весит, что дополнительно создает массу неудобств.
Баллон нужно систематически отвозить на заправку, тратить время и деньги, к тому же он достаточно много весит, что дополнительно создает массу неудобств.
Когда же используется проволока сварочная флюсовая для полуавтомата, то использование полуавтомата для дома заметно упрощается. К тому же, сама стоимость сварки выходит гораздо ниже, чем с применением защитного газа.
Специальная флюсовая проволока, либо порошковая сварочная проволока служит заменителем защитного газа. Если посмотреть на такую проволоку в разрезе, то можно увидеть тонкостенную стальную трубку, которая заполнена флюсом. По своему составу флюс очень похож на обмазку обычных электродов для сварки. Флюс в процессе сварки сгорая создает небольшое облачко защитного газа, по сути выделяя тот-же углекислый газ, именно в точке свариваемых элементов.
Проволока может иметь в своем составе сразу компоненты флюса, которые включены в металл из которого она изготовлена.
Каковы преимущества имеет сварочный полуавтомат без газа на флюсовой проволоке и надежный ли это заменитель полуавтомату с использованием защитного газа?
В процессе разряда электрической дуги проволока начинает плавиться из-за действия высокой температуры. В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
Аппарат для сварки флюсовой проволоке гораздо компактнее, чем модели для работы с газом, так как проволока занимает гораздо меньший объем, чем баллон с углекислым газом или аргоном.
Рабочие параметры сварочных полуавтоматов для работы на флюсовой проволоке:
- Проволока 0.5 — 3 мм;
- Сварочный ток от 35 до 100 Ампер и выше;
- Мощность от 1.5 кВт и выше.
Регулировка силы сварочного тока выполняется с помощью реостата в управляющем блоке.
При этом методе сварки без защитного газа, плюсовой вывод питания подается на свариваемое изделие.
Нужно учитывать, что сварочная проволока для полуавтомата без газа достаточно хрупкая по структуре, с достаточно тонкими стенками и при работе не допускаются резкие изгибы или повороты шланга, по которому она подается к месту сварки.
Нельзя заменять порошковую проволоку обычной при работе без газа, так как сварочный шов будет неровным и иметь внутренние пустоты, а значит и минимальную надежность.
Выполняя, например, вертикальный шов необходимо учесть, что тепло идет всегда снизу вверх. Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Вдоль шва горелку нужно передвигать достаточно быстро, опережая появления сверху капли расплавленного металла. При этом сварочная проволока для полуавтомата без газа должна всегда быть на переднем крае сварочной ванны.
Опытный сварщик может вести сварной шов со скоростью до 2 см в секунду, благодаря подаче проволоки (0. 5- 3мм) в автоматическом режиме.
5- 3мм) в автоматическом режиме.
Недостатком работы с флюсовой сварочной проволокой является невозможность выполнения потолочного шва. Это связано с тем, что образовавшаяся углекислота в облачке благодаря силе тяжести просто выпадает из сварочной ванны.
Используя для работы сварочный полуавтомат без газа на флюсовой проволоке нужно представлять, что сварка без газа похожа на сварку обычным электродом, когда шлак может попадать в ванну сварки. В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
Как в случае с применением углекислого газа, либо его смеси с аргоном, газ препятствует горению, а значит метал будет меньше нагреваться и выгорать. Флюс выполняет ту же функцию, защищая металл от нагрева и выгорания.
Читайте также
- Схема сварочного полуавтомата своими руками
Как легко и просто сделать сварочный полуавтомат самостоятельно, не прибегая к дорогостоящим покупкам.
 …
… - Полумостовой инвертор сварочный
Что такое полумостовой инвертор, а так-же как он используется в сварочном деле, вы узнаете из этой статьи. …
- Сварочный мостовой инвертор
Какие схемы управления используются для контроля за работой сварочных инверторов, вы узнаете из этой статьи. …
HB16 — Полуавтоматический сварочный аппарат
HB16 — Полуавтоматический сварочный аппарат
с моторизованным приводом
Оси Z и Y
Наша цель — поддержать разработчиков в реализации новых идей и приложений для микроэлектроники. Нашими клиентами являются стартапы, университеты и крупные корпорации более чем в 40 странах мира.
Устройство для соединения проводов HB16
с моторизованными осями Z и Y
Наша цель — помочь разработчикам в реализации новых идей и приложений для микроэлектроники. Нашими клиентами являются стартапы, университеты и крупные корпорации более чем в 40 странах мира.
HB16
Motorized Z- & Y- Axes
ideal for laboratories and pilot production lines
HB16
Motorized Z- & Y- Axes
ideal for laboratories and pilot production lines
Вопросы?
Получите предложение прямо сейчас!
Есть вопросы?
Получите предложение прямо сейчас!
Устройство для склеивания проволоки и устройство для склеивания штампов Листы данных
Устройство для проволочного и штампованного соединения Листы технических данных
Нагреватели
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках.
Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках.
Настройки конфиденциальности
Существенный
Статистика
Внешние носители
Принять все
Сохранять
Индивидуальные настройки конфиденциальности
Сведения о файлах cookie
Политика конфиденциальности
Выходные данные
Настройка конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Принять все
Сохранять
Настройки конфиденциальности
Основные (1)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Имя | Печенье Борлабс |
|---|---|
| Провайдер | Владелец этого веб-сайта, Выходные данные |
| Назначение | Сохраняет настройки посетителей, выбранные в окне файлов cookie Borlabs Cookie. |
| Имя файла cookie | печенье borlabs |
| Срок действия файла cookie | 1 год |
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Принять | Гугл Аналитика |
|---|---|
| Имя | Гугл Аналитика |
| Провайдер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Назначение | Файл cookie Google, используемый для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт. |
| Политика конфиденциальности | https://policies.google.com/privacy?hl=en |
| Имя файла cookie | _ga,_gat,_gid |
| Срок действия файла cookie | 2 года |
Внешние носители (1)
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Принять | YouTube |
|---|---|
| Имя | YouTube |
| Провайдер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Назначение | Используется для разблокировки контента YouTube. |
| Политика конфиденциальности | https://policies.google.com/privacy?hl=en&gl=en |
| Хост(ы) | google.com |
| Имя файла cookie | НИД |
| Срок действия файла cookie | 6 месяцев |
Политика конфиденциальности
Выходные данные
MOBI 360: Полуавтоматическая машина для вязки проволоки
Renz MOBI 360 Полуавтоматическая машина для вязки проволоки
Renz MOBI 360 альтернативный угол
Renz MOBI 360 альтернативный угол
MOBI 360 Технические характеристики:
- Производитель: Renz
- Рабочая ширина: 52 мм (мин.
 ) — 360 мм (макс.)
) — 360 мм (макс.) - Минимальная длина (связанная сторона): 52 мм = 6 петель при соотношении сторон 3:1 или 4 петли при соотношении сторон 2:1
- Максимальный диапазон (связанная сторона): 360 мм = 41 петля при соотношении сторон 3:1 или 28 петель при соотношении сторон 2:1
- Диапазон форматов (свободная сторона): 90 мм (мин.)
- Максимальная толщина книги: 26 мм
- Производительность переплета: 100–1000 циклов/час (переменная регулировка)
- Шаг: 3:1, 2:1
- Время, необходимое для смены диаметра: 2–10 минут (зависит от продукта, логистики и оператора)
- Обработка формованных вешалок для календарей: KA 200
- Размеры машины: 200 см (Д) x 100 см (Ш) x 170 см (В)
- Вес машины: около 360 кг (нетто без KA 200)
- Требуемая площадь: 4,4 кв.
 м
м - Источник питания: 230 В, 50/60 Гц
- Опция: Функция резки для получения отрезков проволоки; от 1500 до 1900 штук/час в зависимости от диаметра и длины проволоки
- Гарантия: Гарантия на системы седловой точки сроком на один год (гарантия производителя для неместных клиентов)
SPS Один год местной гарантии покрывает:
- Все расходы на запчасти, работу и время в пути.
- Обслуживание на месте, как правило, на следующий рабочий день.
Описание машины
Renz MOBI 360 — идеальное решение для переплета до 1000 книг или
календарей в час. Этот полуавтоматический вязальный станок совместим с
документов размером от 52 мм до 360 мм и обрабатывает 12 различных проводов.
диаметров от 1/4″ до 1-1/4″ с помощью нескольких простых регулировок. Этот пользователь
Этот пользователь
удобная машина оснащена сенсорной панелью управления для быстрого форматирования
изменения, в том числе пропустить привязку, и использует ножной переключатель для активации
ленточный транспортер для подачи документа на переплетную станцию. МОБИ 360
подает проволоку непосредственно с катушки с помощью встроенного автоматического разматывателя,
разрезает его и направляет по направляющей для ручной подвешивания документов с помощью
простота.
Катушки с проволокой для удобства загружаются на уровне пола и
легко поднимается в нужное положение нажатием рычага. Как только привязка
закончите, MOBI 360 вытолкнет документ в стационарный приемный лоток или
дополнительная конвейерная система для увеличения объема производства. Эта машина
предназначен для работы в сочетании с автоматизированной системой переплета с перфорацией, в которой страницы
документов сначала перфорируются и складываются, прежде чем они будут готовы к переплету
с MOBI 360. Мы хотим, чтобы вы полностью
довольны своей покупкой, поэтому мы включаем наши системы седловой точки
Местная гарантия сроком на один год для всех клиентов Bay Area.
Позвоните нам по бесплатному номеру 855-880-7500, чтобы задать любые вопросы, касающиеся Renz MOBI 360, или узнать, подойдет ли он на ваше место.
бизнес.
Новый МОБИ 360:
Звоните, чтобы узнать цену
Включено при покупке MOBI 360:
(только для клиентов в районе залива Сан-Франциско)
Видеодемонстрации MOBI 360
Джон демонстрирует, как настроить и использовать полуавтоматический вязальный станок Renz MOBI 360.
Расширенная годовая гарантия производительности
Когда местный покупатель покупает новый полуавтоматический трос Renz MOBI 360
переплетная машина от нас, мы включаем нашу систему седловой точки One Year Local
Гарантия без дополнительной оплаты, как описано выше.
Наш Сан-Франциско
Клиенты Bay Area могут продлить срок действия своих услуг до двух лет,
приобретение нашей расширенной гарантии производительности Saddle Point Systems для своих
MOBI 360. Другими словами, вы платите за один год
соглашение об обслуживании и получение двухлетнего полного покрытия. Как наш один
Год гарантии SPS, наша гарантия производительности покрывает стоимость всех деталей,
труда, время в пути, ремонт на месте и, по запросу,
ежегодная профилактическая проверка, чтобы убедиться, что ваш MOBI 360
работает оптимально. Просто позвоните нам, и один из наших специалистов приедет
в вашу компанию, как правило, на следующий рабочий день, и обслужить машину в
бесплатно.
После приобретения Расширенной годовой гарантии производительности мы отправим электронное письмо
Вам нужно заполнить наше Соглашение об обслуживании Renz MOBI 360 в формате PDF.
Затем либо отправьте нам по электронной почте подписанную копию, либо отправьте нам подписанную печатную копию, чтобы поместить
соглашение в силе. Годовые соглашения об обслуживании должны быть приобретены в течение 30 дней.
Годовые соглашения об обслуживании должны быть приобретены в течение 30 дней.
исходной даты счета-фактуры вашего проволочного переплета и недействительны, если
подписано и хранится у нас.
Расширенная годовая гарантия производительности:
Звоните, чтобы узнать цену
*Расширенная годовая гарантия производительности действительна только для S.F. Район залива
клиенты при покупке MOBI 360
Оружие | Beyond the Wire Wiki
Beyond the Wire содержит огромный арсенал исторически точного оружия.
Содержимое
- 1 Винтовки
- 1.1 Винтовки с продольно-скользящим затвором
- 1,2 Полуавтоматические винтовки
- 1,3 Автоматические винтовки
- 1,4 Противотанковые ружья
- 2 карабина
- 2.1 Карабины с продольно-скользящим затвором
- 2,2 Полуавтоматические карабины
- 3 дробовика
- 3.
 1 Помповые ружья
1 Помповые ружья
- 3.
- 4 огнемета
- 4.1 Переносные огнеметы
- 5 пистолетов
- 5.1 Полуавтоматические пистолеты
- 6 револьверов
- 6.1 Револьверы простого действия
- 6,2 Револьверы двойного действия
- 7 Пулеметы
- 7.1 Пистолеты-пулеметы
- 7,2 Легкие пулеметы
- 7,3 Крупнокалиберные пулеметы
- 8 полевых орудий
- 8.1 Скорострельные полевые орудия
- 9 гранат
- 9.1 Осколочные гранаты
- 9,2 Оглушающие гранаты
- 9,3 Винтовочные гранаты
- 9,4 Химические гранаты
- 9,5 Дымовые шашки
- 9,6 Заградительные сборы
- 10 ближний бой
- 10.1 Мечи
- 10,2 Ножи
- 10,3 Штыки
- 10,4 Булавы
Винтовки
Несмотря на то, что во время Первой мировой войны существовало множество разновидностей винтовок, винтовки с продольно-скользящим затвором были самыми распространенными и составляли основу всех армий, участвовавших в конфликте. Однако по мере развития войны новое оружие было разработано в ответ на неумолимые условия позиционной войны, и такие новые конструкции, как полуавтоматическая винтовка, автоматическая винтовка и противотанковое ружье, в конечном итоге сыграли свою роль на поле боя.
Однако по мере развития войны новое оружие было разработано в ответ на неумолимые условия позиционной войны, и такие новые конструкции, как полуавтоматическая винтовка, автоматическая винтовка и противотанковое ружье, в конечном итоге сыграли свою роль на поле боя.
Винтовки с продольно-скользящим затвором
- Berthier Mle. 1907/15
- КЛЛЕ Мк. Я*
- Энфилд М1917
- Гевер 88/05 (ожидается)
- Гевер 98
- Лебель мл. 1886/93
- Образца 1914 Мк. И* Ш (Т)
- Росс Мк. III
- СМЛЭ Мк. III*
- Springfield M1903
Полуавтоматические винтовки
- RSC Mle. 1917
Автоматы
- БАР M1918
- Чаучат M1918
- Чаучат мл. 1915
Противотанковые ружья
- Tankgewehr 18
Карабины
Приняв форму более коротких, легких и компактных винтовок или даже пистолетов, приспособленных для стрельбы с плеча, в Первую мировую войну карабины были часто выдается артиллеристам, инженерам и другим ролям, которые будут обременены размером и весом полноразмерных винтовок. По этой причине карабины также предпочитали штурмовые отряды, эффективность которых зависела от скорости и мобильности.
По этой причине карабины также предпочитали штурмовые отряды, эффективность которых зависела от скорости и мобильности.
Карабины с продольно-скользящим затвором
- Карабин 88 (ожидается)
- Карабин 98AZ
Полуавтоматические карабины
- C96
- Lange Pistole 08
Дробовики
С прибытием американских войск на Западный фронт в 1918 году появилось новое, разрушительное оружие в тесноте окопной войны. Дробовики, стреляющие картечью, поражающей группы врагов одним снарядом, быстро зарекомендовали себя как эффективное оружие, которое американские войска успешно применяли, особенно во время Маасско-Аргоннского наступления осенью.
Помповые ружья
- Winchester M1897
Огнеметы
Переносные огнеметы
- Wechselapparat 17
9 Appareil P000470
Пистолеты
Вступив в Первую войну в качестве офицерского оружия, пистолеты быстро доказали свою эффективность в тесных условиях окопной войны, где их небольшой размер и высокая скорострельность давали им явное преимущество. В то время как револьверы были стандартным служебным оружием с середины девятнадцатого века, во время Первой мировой войны полуавтоматические пистолеты быстро начали дополнять это стареющее оружие и производить еще большее количество выстрелов с еще более высокой скорострельностью.
В то время как револьверы были стандартным служебным оружием с середины девятнадцатого века, во время Первой мировой войны полуавтоматические пистолеты быстро начали дополнять это стареющее оружие и производить еще большее количество выстрелов с еще более высокой скорострельностью.
Полуавтоматические пистолеты
- C96
- Кольт М1911
- Пистолет 08
- Руби Мле. 1915
- Webley Самозарядный Mk. I (ожидается)
Револьверы
Револьверы одинарного действия
- Reichsrevolver Mod. 1883
Револьверы двойного действия
- Colt M1917
- Кольт Новый Сервис
- Энфилд Мк. II (ожидается)
- Ручной эжектор Smith & Wesson, 2-я модель
- Сент-Этьен Мле. 1892
- Уэбли Мк. В (ожидается)
- Уэбли Мк. VI
Пулеметы
Первая мировая война была первой большой войной, в которой автоматическое оружие, такое как пулемет, доминировало на поле боя. Появление не только стационарных крупнокалиберных пулеметов, но и мобильных ручных пулеметов, а позже даже пистолетов-пулеметов, резко изменило преобладающую тактику пехоты того периода и возвестило о новой эре современного промышленного оружия.
Появление не только стационарных крупнокалиберных пулеметов, но и мобильных ручных пулеметов, а позже даже пистолетов-пулеметов, резко изменило преобладающую тактику пехоты того периода и возвестило о новой эре современного промышленного оружия.
Пистолеты-пулеметы
- Maschinenpistole 18
Ручные пулеметы
- Hotchkiss Mk. Я*
- Льюис Мк. я
- Мэдсен Мод. 1905
- Maschinengewehr 08/15
Крупнокалиберные пулеметы
- Colt-Browning M1895/14
- Кольт-Виккерс M1915
- Гочкис мл. 1914
- Машиненгевер 08
- Сент-Этьен Мле. 1907
- Виккерс Мк. I
Полевые орудия
Скорострельные полевые орудия
- Canon de 75 mm Mle. 1897
- Фельдканоне 96 н.А.
- QF 13-фунтовая
Гранаты
Осколочные гранаты
- F1 Mle. 1916
- Оловянная граната с джемом (ожидается)
- Мельницы № 5 Мк.
 я
я - Мк. 1
- № 1 Мк. III (ожидается)
Оглушающие гранаты
- Geballte Ladung Mod. 1916
- Stielhandgranate Мод. 1916
Винтовочные гранаты
- Хейлз №2 Мк. II
- Хейлз № 20 Мк. я
- Карабингранат Мод. 1914
- Карабингранат Мод. 1917
- Мк. 3
- Вивьен-Бесьер Мле. 1916
Химические гранаты
- Bertrand Mle. 1915
- Suffocant Mle. 1914
- Suffocant Mle. 1916
Дымовые шашки
- Fumigène Mle. 1916
- Handnebelbombe Мод. 1917
- № 27
Заградительные снаряды
- Бангалорская торпеда (ожидается)
- Gestreckte Ladung Мод. 1916 (ожидается)
Рукопашный бой
Мечи
- Artilleriesäbel Mod. 1873 (ожидается)
- Меч образца 1897 года
- Меч образца 1908 года (будет готов)
- Сабля Мле.
 1882
1882
Ножи
- Французский гвоздь
- Складной нож (ожидается)
- Нож Боло M1917
- Мк. 1 траншейный нож
- Пуаньяр мл. 1916
Штыки
- Штык M1905
- Штык M1917
- Мк. II штык
- штык образца 1907 года
- Розали Мле. 1886/15
- Зайтенгевер 84/98
- Зайтенгевер 98/05
Булавы
- Тренч-клуб с зубчатым колесом
- Тренч-клуб из литого свинца
- Лопата M1910
- Стальная дубинка для траншей
- Тренч с шипами
- Trench Morningstar (ожидается)
- Деревянная тренч-клуб
Материалы сообщества доступны по лицензии CC-BY-SA, если не указано иное.
Полуавтоматическая серия для обжима клемм — технология HongHao
Быстрый просмотр
- Распродажа!
Quick View
- Полуавтоматическая терминальная серия для обжима
- HH-346 Mute Copperbelt Splicing Machin , с высокой скоростью и хорошим качеством.
 ※ Используя высокотехнологичную технологию преобразования частоты, точное электронное позиционирование, рабочий шум двигателя во время сращивания ниже, чем у традиционной машины с медной лентой, и это экономит электроэнергию, настраивает режим более удобно и быстро,…
※ Используя высокотехнологичную технологию преобразования частоты, точное электронное позиционирование, рабочий шум двигателя во время сращивания ниже, чем у традиционной машины с медной лентой, и это экономит электроэнергию, настраивает режим более удобно и быстро,… - В предложение
- Распродажа!
Быстрый просмотр
- Распродажа!
Quick View
- Сервоавтоматическая терминальная терминальная серия
- HH-350S 30T Сервоумийная машина
- долл. зажимные клеммы; ※ Система сервоуправления отличается высокой точностью; ※ Подходит для промежуточных соединений и прямоугольных клемм новой энергии; ※ Режим работы: сенсорный экран выбирает установленную программу и автоматически регулирует ослабление и затяжку аппликатора; ※ Он отличается компактной конструкцией, экономией места и…
- В предложение
- Распродажа!
Быстрый просмотр
- Распродажа!
Quick View
- Полуавтоматический терминальный обжимной серию
- HH-355 производительность обжима, толчковая операция, широкий диапазон регулировки высоты и экономия времени на регулировку.
 Видео работы: HH-355 8T https://youtu.be/99Mb2Q6UC-Q HH-355 2Т
Видео работы: HH-355 8T https://youtu.be/99Mb2Q6UC-Q HH-355 2ТQuick View
- Полуавтоматическая терминальная серия обжима
- HH-360 Вертикальная (конечная корма) Снижение проволоки и терминальная обжимная машина
. предназначен для точного управления двигателем с переменной скоростью, оснащен высокоточным модулем управления и конструкцией трансмиссии, так что зачистка и обжим клемм могут быть выполнены одновременно, а также отличается низким уровнем шума, низким энергопотреблением и высокой скоростью. Это оказывает замечательное влияние на…
- Распродажа!
- В предложение
Быстрый просмотр
- Распродажа!
Quick View
- Полуавтоматическая терминальная обжимная серия
- HH-365 машина с высоким соотношением производительности и цены и высоким качеством.
 Он реализует интегрированный процесс подачи клемм, резки и зачистки проводов, вставки и обжима наконечников. Он оснащен сенсорным экраном и цифровой регулировкой, что означает, что параметры настройки могут быть вызваны напрямую, если они были сохранены ранее. Эксплуатация…
Он реализует интегрированный процесс подачи клемм, резки и зачистки проводов, вставки и обжима наконечников. Он оснащен сенсорным экраном и цифровой регулировкой, что означает, что параметры настройки могут быть вызваны напрямую, если они были сохранены ранее. Эксплуатация… - В предложение
Быстрый просмотр
- Распродажа!
Quick View
- Semi-automatic Terminal Crimping Series
- HH-370 Horizontal(Side-feed) Wire Stripping and Terminal Crimping Machine
- $0.00
- Product Description The advanced frequency conversion technology is предназначен для точного управления двигателем с переменной скоростью, оснащен высокоточным модулем управления и конструкцией трансмиссии, так что зачистка и обжим клемм могут быть выполнены одновременно, а также отличается низким уровнем шума, низким энергопотреблением и высокой скоростью.
 Это оказывает замечательное влияние на…
Это оказывает замечательное влияние на… - В предложение
Быстрый просмотр
- Распродажа!
Quick View
- Полуавтоматическая терминальная серия
- HH-370b *400мм*720мм Номинальная мощность 0,75кВт Световая мощность 60Вт Ход 30мм Вес 85кг Мощность AC220V/ 50Гц Усилие обжима 2T Устройство безопасности Датчик остановки Высота закрытия 200мм
- В предложение
Быстрый просмотр
- Распродажа!
Quick View
- Сервоавтоматическая терминальная серия терминалов
- HH-380 Сервопроводная очистка и терминальная обжимная машина
- $ 0,00 9007 $ 0,00 9007 $ 0,00 9007 $ 0,00 9007 $ 0,00 9007 долл.
 Двигатель с высокой универсальностью аппликатора может легко выполнять зажим проводов, зачистку, резку и обжим клемм. Видео эксплуатации: HH-380 https://youtu.be/h3rZvi4ETnc HH-380 https://youtu.be/DgY9Fw1qoUc HH-380 https://youtu.be/JOfgluun3as 2-контактный плоский кабель + разветвление кабеля+ Разбрызгивание чернил
Двигатель с высокой универсальностью аппликатора может легко выполнять зажим проводов, зачистку, резку и обжим клемм. Видео эксплуатации: HH-380 https://youtu.be/h3rZvi4ETnc HH-380 https://youtu.be/DgY9Fw1qoUc HH-380 https://youtu.be/JOfgluun3as 2-контактный плоский кабель + разветвление кабеля+ Разбрызгивание чернил - Добавить в предложение
Быстрый просмотр
- Распродажа!
Quick View
- Полуавтоматическая терминальная обжимная серия
- HH-390. непрерывная опрессовка от 2 до 12 жил, регулировка скорости работы с помощью сенсорного экрана, а также оснащение устройством для сбора обрезков проволоки. Видео работы: HH-390 https://youtu.be/BjGzOS8BB4k HH-390 https://youtu.be/X1fBV_aCYo4 21 тефлоновый внутренний сердечник HH-390B https://youtu.be/SFf8YoySfRs 6 внутренних сердечников
- Добавить в предложение
Быстрый просмотр
- Распродажа!
Quick View
- Полуавтоматическая терминальная сжатая серия
- HH-6H Терминальная обжимная машина
- $ 0,00
170704 $ 0,00
170704 $ 0,00
170707 $ 0,00
17070707. $ 0,00
$ 0,00
170707 долл. может быть заказан по специальному заказу) Усилие обжима 200 кН Ход 350 мм Ширина обжима 12,5 мм (другой размер может быть заказан по специальному заказу) Вес 120 кг Размеры 500*450*480 мм Мощность 220 В 50 Гц Китайский ведущий производитель оборудования для обработки жгутов проводов, ваш надежный друг. Компания
Продукт
Connect
Facebook-F YouTube LinkedIn WhatsApp
© 2020 Hong & Hao-это торговая марка 9 и Hong.
00.
.
.
.
00. Полуавтоматические станки для резки
Перейти к содержимому
Ручные и полуавтоматические станки для резки testwht12ht452018-05-25T15:19:20+00:00
Компания Marken использует самые современные методы резки гидравлических шлангов, шлангов из ПТФЭ, резиновых шлангов, непроволочных труб, стальных и стальных тросов. Наши машины предлагают чистые квадратные резы, которые являются точными и воспроизводимыми.
Наши машины предлагают чистые квадратные резы, которые являются точными и воспроизводимыми.
|
|
589 РУЧНОЙ ГИЛЬОТИННЫЙ РЕЗАК
- Ручной гильотинный нож
- Для длины резки менее 6 дюймов
- Ручная подача
- Сенсорная панель активирует рез.
| Артикул № | Модель | Стальной трос | Непроволочный шланг | Мощность | Воздух | Применение |
|---|---|---|---|---|---|---|
| 589С | Ручной резак 589S | 1/2″ | 3/4″ | 110/230 В 1 фаза 50/60 Гц | 100 фунтов/кв. дюйм дюйм | Шланг, провод, кабель |
| 589л | 589L Ручной резак | 1″ | 1 1/2″ | 110/230 В 1 фаза 50/60 Гц | 100 psi | Шланг, провод, кабель |
| 589XL | Полуавтоматический резак 589XL | 2,9″ | 110/230 В 1 фаза 50/60 Гц | 100 фунтов/кв.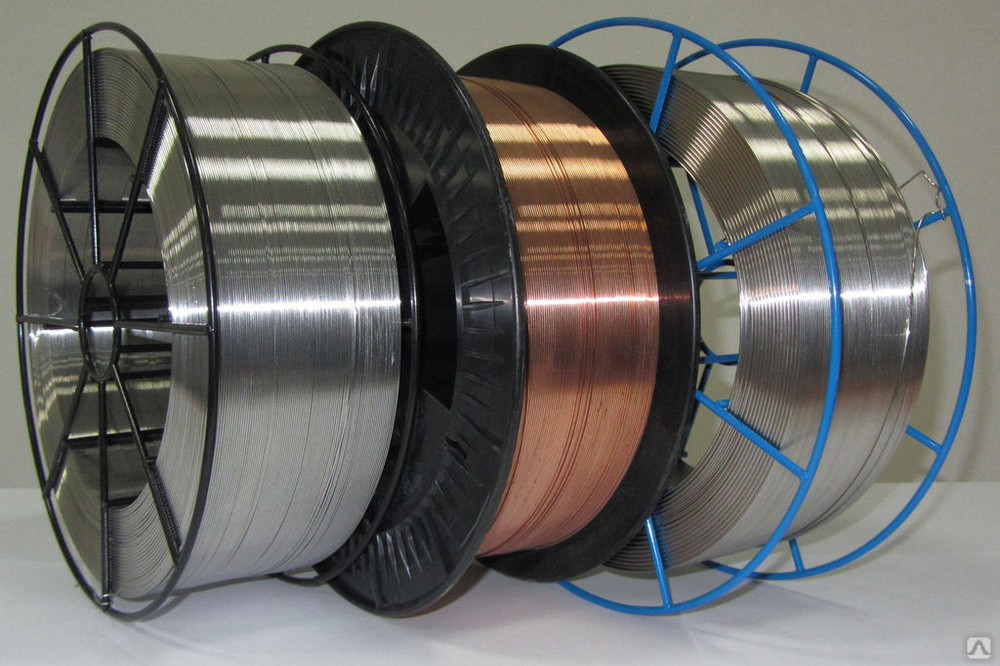 дюйм дюйм | Шланг, провод, кабель |
589 РУЧНОЙ И ПОЛУАВТОМАТИЧЕСКИЙ ГИЛЬОТИННЫЙ РЕЗАК
- Ручная и полуавтоматическая гильотинная резка
- Для длины резки менее 6 дюймов
- Ручная подача
- Сенсорная панель активирует рез.
| Артикул № | Размеры | Модель | Стальной трос | Мощность | Воздух | Применение |
|---|---|---|---|---|---|---|
| 589Н | 48″ x 32″ x 48″ 60 фунтов | 589H Ручной резак | 3/5″, 2″ медь | 110/230 В 1 фаза 50/60 Гц | 100 фунтов/кв. дюйм дюйм | Сталь, медный трос |
| 589I | 48″ x 32″ x 48″ 60 фунтов | 589I Ручной резак | 3/16″ | 110/230 В 1 фаза 50/60 Гц | 100 psi | Стальной трос |
| 589СА | 48″ x 32″ x 48″ 60 фунтов | 589SA Полуавтоматический резак | н/д | 110/230 В 1 фаза 50/60 Гц | 100 фунтов/кв. дюйм дюйм | Непроволочный шланг |
590 Ручной резак
| Предмет № | Размеры | Модель | Стальной трос | Непроволочный шланг | Шланг из ПТФЭ | Мощность | Воздух | Защита шланга | Применение |
| 590 | 10″ x 10″ x 12″ 30 фунтов | 590 Ручной резак | 1/4″ | 1/4″ | 1/4″ | н/д | 100 фунтов/кв. дюйм дюйм | н/д | Проволока, стальной трос, шланг |
КУСАЧКИ И НАМОТЧИК
| Артикул № | Размеры | Модель | Стальной трос | Непроволочный шланг | Шланг из ПТФЭ | Мощность | Воздух | Защита шланга | Применение |
| 80″ x 40″ x 60″ 300 фунтов | Кусачки и моталки | н/д | н/д | Проволока, стальной трос и шланг |
M-16 Ручной проволочной режущей

Ссылка для загрузки страницы
Перейти к началу
Полуавтоматические механизмы подачи проволоки POWER FEED® 25M
Индустри Плаза
Инструменты
 org/ListItem»>
org/ListItem»>Пневматические и электрические инструменты
Сварочное оборудование
Сварочный аппарат
сварочный аппарат МИГ
…
- Полуавтоматические механизмы подачи проволоки POWER FEED® 25M
Полуавтоматические механизмы подачи проволоки POWER FEED® 25M LINCOLN ELECTRIC
Сварочный аппарат MIG
Запросить предложение
Получить документацию
Связаться с поставщиком
ДРУГАЯ ПРОДУКЦИЯ МАШИНА ДЛЯ СВАРКИ MIG ОТ LINCOLN ELECTRIC
Аппараты для сварки порошковой проволокой MIG CV-425
Спросите цену
Тренажеры Realweld
Спросите цену
Virtual Trainers VRTEX® 360 ОДНОПОЛЬЗОВАТЕЛЬСКИЙ ОБУЧАЮЩИЙ СИМУЛЯТОР ПО СВАРКЕ В ВИРТУАЛЬНОЙ РЕАЛЬНОСТИ В ЯЩИКЕ
Спросите цену
Полуавтоматические механизмы подачи проволоки LN-25 PRO
Спросите цену
АНАЛОГОВЫЕ ПОДАЧИ ПРОВОЛОКИ (CC/CV) LINC FEED 33S
Спросите цену
ЦИФРОВЫЕ УСТРОЙСТВА ПОДАЧИ ПРОВОЛОКИ LF 56D
Спросите цену
Ознакомьтесь со всеми продуктами сварочного аппарата MIG от LINCOLN ELECTRIC.
ПОЛЬЗОВАТЕЛИ ИНТЕРНЕТА ТАКЖЕ КОНСУЛЬТИРУЮТСЯ ПО КАТЕГОРИИ MIG СВАРОЧНЫЙ АППАРАТ
Аренда сварочного оборудования: EX350ie CC/CV Multioperator Paks
Спросите цену
Аренда сварочного оборудования: Источник питания DC1000e CC/CV
Спросите цену
Арендное сварочное оборудование: FastMig KM 400/MS F55 MIG Package
Спросите цену
Титан XQ пульс
Спросите цену
Телец Стальной импульс S
Спросите цену
Picomig 180 импульсов
Спросите цену
Ознакомьтесь со всеми товарами из категории Сварочный аппарат mig
См.
