Проволока порошковая сварочная: Порошковая проволока для сварки: купить в каталоге самозащитной порошковой проволоки для сварочного полуавтомата, цены от производителя
Содержание
Сварочная проволока порошковая Deka 0,8 мм, 1 кг
Скорее всего в вашем браузере отключён JavaScript.
Вы должны включить JavaScript в вашем браузере, чтобы использовать все возможности этого сайта.
МО, г. Одинцово
Доставка по России
МО, г. Одинцово
г. Одинцово, ул. Восточная, 19Как добраться
МО, г.
г. Щелково, Пролетарский проспект, д. 20 Щелково
ЩелковоКак добраться
Москва, г. Щербинка
г. Щербинка, ул. Восточная, д. 8Как добраться
Казань
Советский район, проспект Альберта Камалеева, д. 44Как добраться
Краснодар
ул. Шоссе Нефтяников, д. 40
Шоссе Нефтяников, д. 40 Как добраться
Ростов-на-Дону
ул.Малиновского, д.23 ДКак добраться
Пермь
Индустриальный район, ул. 2-я Казанцевская, д. 11Как добраться
Воронеж
пр. Патриотов, д. 45г
Патриотов, д. 45г Как добраться
Нижний Новгород
ул. Бетанкура, д. 1 ТРЦ «Седьмое небо»Как добраться
Челябинск
ул. Труда, д. 203, ТРК РодникКак добраться
Екатеринбург
ул. Шефская, д. 107
Шефская, д. 107 Как добраться
Саратов
Вольский тракт, д.2, ТЦ «Happy Молл»Как добраться
Оренбург
Шарлыкское ш., д. 1, молл «Армада»Как добраться
Поделиться
Добавить отзыв
Код товара: 1001463751
Сварочная проволока порошковая Deka 0,8 мм, 1 кг
Нет в наличии
Отзывов пока нет
Вы можете первым добавить отзыв об этом товаре
* Словосочетание «лучшая цена» используется на сайте www. castorama.ru для обозначения товаров с самой низкой ценой среди товаров этой же категории, представленных на сайте www.castorama.ru в выбранном магазине.
castorama.ru для обозначения товаров с самой низкой ценой среди товаров этой же категории, представленных на сайте www.castorama.ru в выбранном магазине.
Все цены указаны в рублях с учетом НДС. Цена товара не включает в себя стоимость аксессуаров и оснастки, если это специально не оговорено. Товары могут незначительно отличаться от изображения на сайте.
Наличие и цена товара в гипермаркетах Вашего города могут отличаться от указанных на сайте. Подробную информацию о характеристиках товаров, их наличии и стоимости уточняйте по телефонам, указанным на сайте www.castorama.ru.
Гипермаркеты Касторама оставляют за собой право в любое время изменять стоимость товаров, указанных в каталоге на сайте.
Цена товара, указанная за квадратный метр, предоставляется исключительно для ознакомления. Соответствующий товар реализуется только упаковками.
Условия использования сайта
Получать новости и спецпредложения
Cогласен на обработку моих персональных данных
Стальная и порошковая сварочная проволока
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
Буквы «Св» означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.
Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей — 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква «А» в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы «АА» — о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение — О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква «Э». «Э» означает, что проволока служит для изготовления электродов. Буквы «Ш», «ВД» или «ВИ» говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
Условия сварки | Рекомендуемая проволока |
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов | Св-08Г2С |
Низкоуглеродистые и низколегированные стали в аргоне и гелии | Св-08ГС |
Сварка в углекислом газе на открытом воздухе | Св-20ГСЮТ |
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе | Св-10ХГCН2MЮ |
Металлоконструкции из стали 10ХСНД в углекислом газе | Св-08Г2СДЮ |
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе | Св-10ХН2Г2СМА |
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе | Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
Марка стали | Марка проволоки при сварке | |
в азоте, гелии | в углекислом газе | |
20ХГСА | Cв-15XMA, Св- 18ХГСА | Св-08Г2С |
30ХГСА | Cв-15XMA, Св- 18ХГСА | Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
12XM | Cв-08XM | Св-10ХГ2СМА |
15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
15Х1МФ | Св-08ХМ | Св-08X1М1ГСФ |
15X5M, 15X5, 15Х5ВФ | Cв-10X5M, Св-08Г2С | Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.
Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
Марка стали | Марка проволоки |
Хромистых | |
08X13 | Св-12Х13, Св-08Х14ГНТ |
08X17Т | Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
15X25T | Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
0X13 1X13 | Св-10Х13, Св-06Х14 |
2X13 | Св-08Х14ГТ |
Высоколегированных | |
12X18h20T, 12X18h22T, 08Х19Н10Т | Св-06Х19Н9Т |
03X18h21 | Св-01Х19Н9 |
08Х22Н6Т | Св-07Х25Н13 |
08Х18Н12Б | Св-07Х19Н10Б |
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т | Св-06Х19Н10М3Т |
08Х20Н14С2 | Св-04Х19Н9С2 |
10Х23Н18 | Св-10Х20Н15, Св-07Х25Н13 |
06Х23Н28МДТ | Св-01Х23Н28М3Д3Т |
03X16h25M3 | Св-04Х19Н11МЗ |
08Х18Г8Н2Т | Св-08Х20Н9С2БТЮ |
Порошковая проволока
Представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем — шихтой. Оболочку изготовляют из стальной (чаще низкоуглеродистой) ленты толщиной 0,2-0,5 мм. Шихта — это смесь порошков из газообразующих, шлакообразуюших компонентов, а также легирующих добавок, обеспечивающих защиту зоны сварки, сварочной ванны и околошовной зоны.
Оболочку изготовляют из стальной (чаще низкоуглеродистой) ленты толщиной 0,2-0,5 мм. Шихта — это смесь порошков из газообразующих, шлакообразуюших компонентов, а также легирующих добавок, обеспечивающих защиту зоны сварки, сварочной ванны и околошовной зоны.
1. Стальная шихта
2. Шихта
Порошковые проволоки позволяют снизить разбрызгивание электродного металла, повысить производительность сварки.
Перед сваркой порошковые проволоки рекомендуется прокаливать при температуре 230-250°С в течение двух часов. Сварка непрокаленной проволокой допускается, но только при увеличенном вылете электрода до 40-60 мм. При этом рекомендуется, чтобы расстояние от токоподводящего наконечника до среза сопла было 15-25 мм.
Порошковые проволоки для сварки в углекислом газе низкоуглеродистых и низколегированных сталей
Марка | Условное обозначение | Диаметр, мм | |
ПП-АН8 | ПГ-50-Н1 | Рутиловое покрытие | 2,2; 2,5; 3,0 |
ПП-АН10 | ПГ-50-Н2 | 2,2 | |
ПП-АН13 | ПГ-50-Н1 | 2,2; 2,5 | |
ПП-АН21 | ПГ-50-В2 | 1,4; 1,6; 1,8; 2,0; 2,2 | |
ПП-АН22 | ПГ-50-НЗ | Рутил-флюоритовое покрытие | 1,8; 2,2; 2,5 |
ПП-АН4 | ПГ-50-Н4 | 2,0; 2,2; 2,5 | |
ПП-АН18 | ПГ-50-Н4 | 2,2; 2,5 | |
ПП-АН9 | ПГ-50-Н4 | 2,2; 2,5 | |
В условном обозначении сварочных порошковых проволок первые две буквы обозначают тип проволоки: ПГ — проволока для сварки в защитных газах; ПС — самозащитная проволока. Цифра соответствует пределу прочности металла шва в кгс/мм2.
Цифра соответствует пределу прочности металла шва в кгс/мм2.
Буква после цифры — допустимые пространственные положения.
Н — нижнее и горизонтальное на вертикальной плоскости, за исключением облицовочного шва;
В — нижнее, вертикальное, горизонтальное на вертикальной плоскости;
Вx — только для горизонтальных швов;
By — только для вертикальных швов;
Т — все положения, включая кольцевые швы без вращения.
Цифра после буквы соответствует группе по критической температуре перехода к хрупкому разрушению:
Буква Д вместо цифры означает, что эти требования не регламентированы
Марка свариваемых сталей | Назначение |
Ст3, Ст4, 09Г2С | Металл толщиной более 3 мм при нижнем и горизонтальном положениях шва |
Ст3, Ст4, 09Г2, 09Г2С | Сварка на форсированных режимах, высокопроизводительная, при нижнем положении шва |
Ст3, Ст4, 09Г2, 09Г2С | Металл толщиной более 2 мм при нижнем горизонтальном и вертикальном положении шва |
Ст3, 09Г2, 09Г2С, 10ХСНД 15ХСНД. | Ответственные конструкции толщиной до 3 мм, испытывающие статические и динамические нагрузки |
Ст3, 09Г2, 09Г2С, 10ХСНД 15ХСНД, 14Г2 | Ответственные конструкции толщиной более 3 мм в условиях динамических нагрузок и низких температур |
Ст2, Ст3, 10, 20, 20Г, 10Г2, 16Г2, 09Г2, 09Г2Д, 14Г2, 12ГС, 16ГС, 17ГС, 17ГС1, 09Г2СД, 10Г2С1, 10ХСНД, 15ХСНД, 15Г2АФДпс |
 10Г2С1, 14Г2
10Г2С1, 14Г2Порошковая проволока JQ.YJ501.1 сварочная | «НТ-Сварка»
Сварочная порошковая проволока JQ.YJ501.1 классификация AWS А5.20:E71T-1C.
Проволока имеет флюсовый наполнитель рутилового типа. Защитная среда — двуокись углерода 100% СО2. Проволока предназначена для сварки низкоуглеродистых и низколегированных конструкционных сталей с пределом прочности не более 500 МПа на постоянном токе обратной полярности. Сварочная порошковая проволока JQ.YJ501.1 используется в различных отраслях промышленности: в машиностроении, судостроении, турбостроении, а также в сварочных мастерских и на монтаже различных металлоконструкций. Данный вид сварочной проволоки используется достаточно часто, так как имеет множество преимуществ. Достаточно часто бывает невозможно применение сварки под флюсом, поэтому целесообразно воспользоваться порошковой проволокой JQ.YJ501.1.
Данный вид сварочной проволоки используется достаточно часто, так как имеет множество преимуществ. Достаточно часто бывает невозможно применение сварки под флюсом, поэтому целесообразно воспользоваться порошковой проволокой JQ.YJ501.1.
Порошковой проволокой сваривают в нижнем, наклонном, горизонтальном, вертикальном, полупотолочном и потолочном положениях, в «лодочку», углом вперед, углом назад, на разных вылетах проволоки, кроме вертикального сверху вниз. Проволока отвечает всем технологическим свойствами: легкое возбуждение и стабильное горение дуги в процессе сварки. Стабильное горение дуги можно определить при выполнении механизированной наплавки валика на пластину из низкоуглеродистой стали в нижнем положении. Проволока отличается высокими показателями ударной вязкости при пониженных температурах.
Равномерное плавление проволоки обеспечивает правильное формирование сварного шва, а также позволяет избежать сильного разбрызгивания расплавленного металла. Шлак, который образуется на поверхности сварного шва, имеет равномерную структуру и легко отделяется от поверхности наплавленного металла. Такая защита обеспечивает отсутствие дефектов (поры, трещины, зашлаковка) как в сварных швах, так и в зоне термического влияния.
Шлак, который образуется на поверхности сварного шва, имеет равномерную структуру и легко отделяется от поверхности наплавленного металла. Такая защита обеспечивает отсутствие дефектов (поры, трещины, зашлаковка) как в сварных швах, так и в зоне термического влияния.
Порошковая сварочная проволока JQ.YJ501-1 аттестована НАКСом и Российским Морским Регистром Судоходства.
Проволока JQ.YJ501-1 является аналогом таких марок порошковой проволоки, как Filarc PZ 6113 / OK Tubrod 15.13 (ESAB) , ESAB Weld 71Т-1, Fluxofil 19HD (OERLIKON), Supercored 71H (Hyundai).
|
Материал |
Размеры |
|
Проволока порошковая JQ.YJ501.1 |
Ф 1,2 / 15 кг |
|
Проволока порошковая JQ.YJ501.1 |
Ф 1,2 / 5 кг |
Классификации и одобрения
|
GB/T |
AWS |
JIS |
|
10045-2001 E501T-1 |
AWS A5. 20: E71T-1C
|
JIS Z3313 YFW-C500DR |
Механические свойства наплавленного металла (Норма / фактически)
|
Rm(MPa) |
min 480 / 560 |
|
ReLOrRp0.2(MPa) |
min 400 / 480 |
|
A (%) |
min 22 / 28 |
|
KV2 (J) |
min 27(-20°C) / 129 |
Типичные характеристики наплавленного металла
Химический состав, % (Норма / фактически)
|
C углерод |
max 0,18 / 0,05 |
|
Mn марганец |
max 1,75 / 1,36 |
|
Si кремний |
max 0,90 / 0,41 |
|
S сера |
≤ 0,025 |
|
P фосфор |
≤ 0,025 |
Режимы сварки DC+
|
Диаметр проволоки (мм) |
1,2 |
1,4 |
1,6 |
|
Нижнее горизонтальное или в лодочку |
120~300 |
150~400 |
180~450 |
|
Вертикальный шов на подъем, Потолочный шов |
120~260 |
150~270 |
180~280 |
|
Вертикальный шов на спуск, Потолочный шов |
200~300 |
220~300 |
250~300 |
|
Горизонтальный шов на вертикальной плоскости |
120~280 |
150~320 |
180~350 |
Чтобы приобрести товар в нашем интернет-магазине выберите подходящий товар и добавьте его в корзину, нажав кнопку «Купить». Далее перейдите в Корзину и нажмите на «Оформить заказ» или «Быстрый заказ».
При оформлении быстрого заказа, укажите ФИО, телефон и e-mail. Вам перезвонит или напишет наш менеджер и уточнит условия заказа.
Как оформить свой заказ? Нужно добавить информацию в соответствующие поля: адрес, способ доставки, оплаты, данные о себе. Советуем в комментарии к заказу написать информацию, которая поможет курьеру вас найти. Нажмите кнопку «Оформить заказ».
Для того чтобы оплатить товар как Юридическое лицо, нужно прислать на почту [email protected] реквизиты Вашей организации и указать позиции, которые хотите приобрести.
Для физических лиц предусмотрены следующие способы оплаты:
- Наличными при самовывозе из офиса в г. Санкт-Петербург.
- Оплата по QR-коду, при выставлении счета.
- Банковским переводом по нашим реквизитам.
- Наложенным платежом.
Вы можете выбрать один из следующих вариантов доставки заказанного Вами товара:
- Самовывоз из офиса.
- Доставка курьерскими службами по РФ и СНГ (EMS Почта России).
- Доставка транспортными компаниями: ТК «Деловые линии», ТК «СДЭК», ТК «Байкал Сервис».
всё, что вам необходимо знать
Екатерина
Время чтения: 5 минут
Проволока сварочная — неотъемлемый атрибут многих сварочных технологий. Без нее абсолютно точно не обходится полуавтоматическая сварка. Для удовлетворения требований сварщиков производители выпускают проволоку, изготовленную из всех разновидностей металлов. Вы без труда найдете алюминиевую, медную или стальную проволоку.
Но среди такого большого разнообразия особняком стоит порошковая проволока. Она позволяет варить без газа в труднодоступных местах. В этой статье мы расскажем, что такое порошковая проволока, какие у нее есть достоинства и недостатки, и как применять этот присадочный материал в своей работе.
Содержание статьи
- Общая информация
- Достоинства
- Недостатки
- Особенности применения
- Вместо заключения
Общая информация
Порошковая проволока для сварки — это полая металлическая трубка, внутри которой может находиться флюс или флюс, смешанный с металлическим порошком. Данный тип проволоки применяется при полуавтоматической сварке без газа.
Порошковая самозащитная, выпускаемая в России и странах СНГ, зачастую предназначена для работы с низколегированными и низкоуглеродистыми сталями. Существуют и другие разновидности, но их заметно меньше. Также проволока может быть специальной или общей. Специальная проволока — это профессиональный присадочный материал. С ее помощью проводят ванную, подводную, автоматическую и прочие профессиональные виды сварки. А проволока общего назначения может использоваться как на производстве, так и в домашней сварке.
Читайте также: Сварка порошковой проволокой
Современная порошковая сварочная проволока способствует легкому поджигу дуги и ее стабильному горению. Сама проволока плавится равномерно, практически не разбрызгивается. Шлак, образующийся из-за испарений флюса внутри проволоки, легко отделяется с поверхности металла. Достаточно просто охладить деталь. Если у вас уже есть опыт в полуавтоматической сварке, то вряд ли швы получатся дефектными.
Достоинства
Давайте начнем с преимуществ. Первое, и самое главное преимущество — это возможность использовать ее для полуавтоматической сварки без применения газового баллона. Проще говоря, эта проволока необходима именно для сварки без газа. Ведь внутри нее есть флюс, который при плавлении проволоки высвобождается наружу и образует «облако», свойства которого схожи со свойствами защитного газа.
Благодаря такой технологии вы можете варить в любом труднодоступном месте. Вам не нужно перевозить громоздкий тяжелый баллон с газом. Просто заправляете проволоку в подающий механизм или подаете ее сами в сварочную ванну. А второй рукой направляете горелку. Тем более, при такой технологии шов хорошо видно и вы можете следить за тем, как он формируется.
Мало кто знает, что самозащитная сварочная присадочная проволока часто используется в промышленности для наплавки. Применение порошковой проволоки позволяет получить металл с тем же химическим составом, что и самой детали. Необходимо лишь приобрести проволоку, в составе которой кроме флюса есть металлический порошок. И уже в зависимости от того, из таких металлов должен быть этот порошок, стоит подбирать проволоку.
Недостатки
Но, есть у порошковой проволоки и свои недостатки. Некоторые из них не критичны, а некоторые могут сыграть решающую роль.
Начнем с того, что проволока порошковая для дуговой сварки достаточная хрупкая. И если вы заправите ее в подающий механизм с большим усилием сжатия, то она просто не выдержит этого. Еще один недостаток — ограниченность пространственного положения. Варить можно только в нижнем или в вертикальном, и то редко. Это связано с большим объемом сварочной ванны, которая формируется при сварке. К тому же, на поверхности металла неизбежно образовывается шлак, который текуч и так же вносит свою лепту.
Именно по этой причине даже вертикальная сварка может быть просто невозможна. И эту проблему не решить уменьшение силы сварочного тока. Ведь диаметр порошковой проволоки начинается от 2. 5 мм. Для работы с таким диаметром вам в любом случае нужно настроить повышенную силу тока, чтобы проволока плавилась беспрерывно.
Еще один, на наш взгляд самый существенный, недостаток — худшее качество получаемых швов, чем при использовании газа. У порошковой проволоки есть пустоты, поскольку флюс нельзя поместить внутрь достаточно плотно. Из-за этих пустот швы получаются пористыми. У новичков пор особенно много из-за недостаточного опыта.
Особенности применения
Если у вас уже есть обычно классической дуговой сварки электродами, то применение порошковой проволоки не будет для вас затруднительным. Поскольку использование порошковой присадки во многом напоминает обычную сварку электродами и с применением флюса. Вы можете держать проволоку в руке и самостоятельно подавать ее в сварочную зону. А можете заправить ее в подающий механизм и упростить работу.
При формировании шва совершайте плавные колебательные движения горелкой. И не забывайте и прогреве проволоки. Перед сваркой ее нужно подогреть в печи или с помощью горелки до температуры 250 градусов. Прогревайте присадочный материал в течение 2-3 часов. Если в составе проволоки есть органические компоненты, то ее не нужно прогревать.
Вместо заключения
Сварочная проволока для полуавтоматов может быть как металлической (для сварки в среде защитных газов), так и полой с флюсом внутри, который будет выполнять те же функции, что и газ. Конечно, применение такой проволоки дает менее качественные швы, чем при использовании газа, но порой порошковая присадка незаменима. Вы не всегда и не везде сможете транспортировать газовый баллон. А ведь порой сварка может быть труднодоступной (на высоте или в неудобном пространственном положении).
Да, самозащитная проволока имеет свои достоинства и недостатки. Но в некоторых случаях ей просто нет равных. А вы когда-нибудь применяли сварочную проволоку в своей работе? Поделитесь положительным или отрицательным опытом в комментариях ниже. Он будет полезен для всех новичков. Желаем удачи в работе!
Похожие публикации
Типы и характеристики сварочной проволоки для сварки в среде инертного газа и флюсовой сердцевины (с таблицей)
Проволока для сварки в среде инертного газа
При дуговой сварке металлическим электродом в среде защитного газа (GMAW) вы не будете использовать штучный электрод или присадочную проволоку.
Вместо этого все, что вам нужно для наплавки сварного шва, изготавливается из катушки с металлической проволокой.
В этом сварочном процессе, более известном как MIG, газовый баллон (обычно CO2 или аргон) обеспечивает защиту, пока проволока вплавляется в основной металл.
В настоящее время это наиболее распространенный процесс сварки конструкций и изготовления изделий.
Когда сварщик нажимает на курок горелки MIG (показан ниже), механизм подачи проволоки продвигает проволоку через латунное сопло. Это обеспечивает высокую точность и беспрепятственный обзор того, что происходит внутри сустава.
Сварка в нерабочем положении намного проще, чем с помощью SMAW. А поскольку катушка вмещает около мили проволоки, вам не нужно часто останавливаться и перезаряжать. (Кстати, термин MIG означает «металлический инертный газ».
Однако, поскольку CO2 и O2 являются реакционноспособными газами, правильнее будет сказать MAG – металлический активный газ – когда используются эти газы.)
Классификация проволоки
В процессе GMAW необходимо учитывать два расходных материала: газ и проволоку.
Как и в случае со стержневыми электродами, существует система классификации различных вариантов проволоки для сварки MIG, которая находится в ведении Американского общества сварщиков.
Американское общество инженеров-механиков также имеет код, но он почти идентичен.
Код AWS для сплошной стальной проволоки известен как AWS A5.18.
Вот что означает классификационный номер обычной проволоки для мягкой стали ER70S-6:
- ER – Электрический стержень
- 70 – это двух- или трехзначное число представляет минимальную прочность на растяжение металла сварного шва, измеренную в фунтах на квадратный дюйм (PSI), умноженную на 1000.

- S – сплошная проволока.
- 6 – этот номер (иногда с добавлением буквы) указывает на химические добавки, используемые в проводе, которые могут повлиять на настройку полярности на машине.
Цифра 6 в данном случае означает, что в проволоку добавлено больше раскислителей, что полезно при сварке грязной или ржавой стали.
Другим типом проволоки из углеродистой стали общего назначения является ER70S-3. В нем нет добавленных химикатов, поэтому он используется в основном для новой или чистой стали.
Наиболее часто используемыми алюминиевыми проволоками для сварки MIG являются ER5056, мягкая проволока с хорошей пластичностью, и ER5356, более твердая и обладающая высокой прочностью на растяжение.
Проволока MIG из нержавеющей стали имеет такие обозначения, как ER308, ER316 и ER308–L. Буква L обозначает низкий уровень углерода, что обеспечивает дополнительную коррозионную стойкость.
Диаметр провода
После определения типа проволоки для вашего сварочного оборудования для приобретения этого расходного материала необходимы две дополнительные сведения.
Первый — это диаметр проволоки, который обычно указывается в тысячах дюймов. Наиболее распространенные размеры для сварки листового металла – 0,35 и 0,45.
Получите высококачественную версию для печати здесь.
Количество проволоки
При покупке проволоки для сварки MIG ваше последнее решение касается количества проволоки и способа ее размещения.
Например, Lincoln Electric предлагает ER70S-6 в виде 44-фунтовой катушки или 1000-фунтового барабана.
Очевидно, механизм подачи проволоки на сварочном аппарате будет определять выбор опции. (Небольшой непромышленный аппарат для сварки MIG использует гораздо меньшую катушку, чем вы видите на фотографии ниже.)
Проволоку для сварки MIG также можно заказать с «отрезанными длинами сварки TIG». Это относится к трехфутовым тросам, используемым при сварке TIG. Размеры диаметра в этом случае указаны не в десятичных дробях, а как обычные размеры стержня TIG, такие как 1/16 или 3/32.
Связанные : Best MIG Wire
Настройки проволоки
Приведенную ниже таблицу обычно можно найти в спецификациях расходных материалов, и ее стоит скопировать для справки. В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен, в зависимости от процесса сварки.
В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен, в зависимости от процесса сварки.
Получите высококачественную версию для печати здесь
Читайте также : Настройки сварки MIG – Как установить правильные параметры
Порошковая проволока
Использование «порошковой» проволоки позволяет сварщику MIG не использовать баллон с CO2 или аргоном и выполнять сварку без газа. Это связано с тем, что сердечник проволоки содержит ингредиенты, которые защищают сварочную ванну.
Подобно покрытиям стержней, сердечник заменяет резервуар с защитным газом. Это особенно полезно при сварке на открытом воздухе, поскольку достаточно сильного ветра, чтобы рассеять сжатый газ. Этот процесс официально известен как Дуговая сварка порошковой проволокой (FCAW) .
Порошковая проволока также позволяет сварщику использовать проволоку с большей силой тока и большего диаметра, чем сплошную проволоку. Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с баллонами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с баллонами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Несмотря на экранирующие добавки, порошковая проволока достаточно тонкая, чтобы стрелять из пушки МИГ. И шлак, получаемый с этими ингредиентами, составляет лишь часть того, что образуется в процессе SMAW.
Обычная порошковая проволока часто упоминается как Self-Shielded или Innershield , что является торговой маркой, продаваемой Lincoln Electric. (Поэтому, когда газовый баллон не используется, процесс официально известен как FCAW-S.)
Классификация порошковой проволоки
К счастью, стандарт AWS для порошковой проволоки из углеродистой стали (AWS A5.20) отличается лишь незначительно из кода сплошной проволоки MIG.
Вместо ER в номере начинается E (для электрода) для всех порошковых проволок.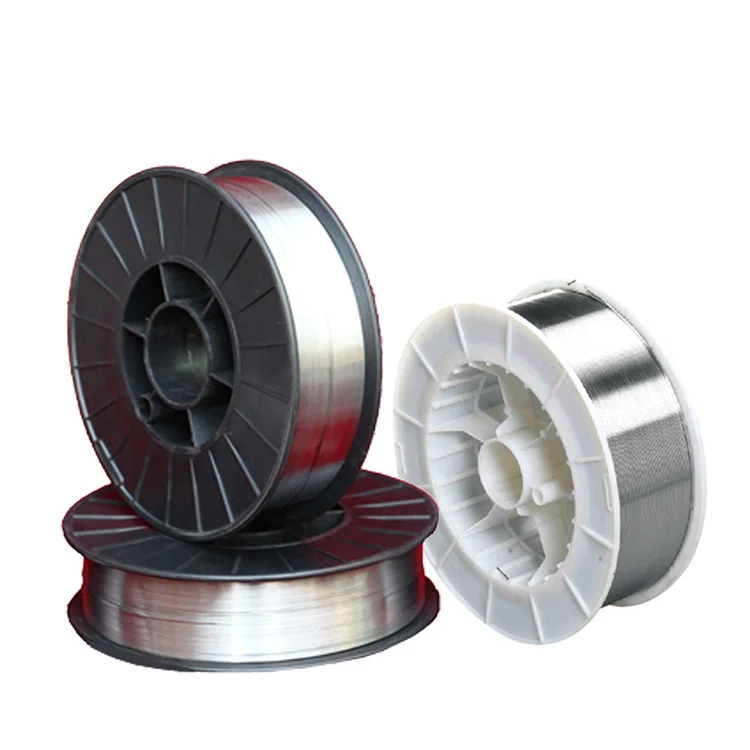
И вместо S для одножильного провода вы увидите либо T для трубчатого, либо C, указывающего на «композитный» провод.
E70C-6 является примером порошковой проволоки общего назначения.
Цифра 7 в классификации относится к пределу прочности при растяжении, умноженному на 10 000 (вместо 1 000 в случае проволоки MIG без сердечника).
0 указывает положение сварки. (Ноль означает, что проволока пригодна только для горизонтальной или плоской сварки.)
Одной из наиболее часто используемых порошковых проволок в строительстве является Innershield 232 от Lincoln Electric (также известная как NR-232), которая соответствует требованиям AWS E71T-8.
Цифра 1 указывает, что провод можно использовать во всех положениях. 8 означает низкое содержание водорода, что напоминает обычный стержневой электрод E7018.
NR-232 популярен, потому что его химический состав соответствует сейсмическим требованиям для зон землетрясений, таких как Калифорния. С другой стороны, с проволокой труднее работать, чем с проволокой, не имеющей такого же уровня сейсмостойкости.
В приведенной ниже таблице перечислены рекомендуемые параметры для NR-232 («NR» произносится вслух как «внутренний», что облегчает запоминание.)
Число 0,068 в таблице – это диаметр провода. Обратите внимание на полярность DCEN. Обозначение CTWD означает «расстояние от контактного наконечника до рабочего места», которое влияет на величину тока, проходящего через соединение. «Депозитная ставка» помогает покупателю рассчитать, сколько провода потребуется для проекта.
Использование защитного газа и флюса вместе с порошковой проволокой
Когда в FCAW используется сжатый газ, процесс сварки известен как сварка в среде защитного газа или сварка порошковой проволокой с двойной защитой , поскольку и ингредиенты флюса, и сжатый газ создают защитный экран. Официальное обозначение: FCAW-G .
Вот более сложный пример порошковой проволоки E71T-1C JH8 , которая ломается следующим образом:
- E – Электрод
- 7 – Прочность на растяжение, измеренная в фунтах на квадратный дюйм (PSI), умноженная на 10 000; в данном случае 70 000 фунтов на квадратный дюйм.
 Обратите внимание на разницу с MIG, где используются два числа, умноженные на 1000.
Обратите внимание на разницу с MIG, где используются два числа, умноженные на 1000. - 1 – Возможность сварки во всех положениях
- T – Трубчатая проволока
- 1 — это спецификация удобства использования проводов. Варианты варьируются от 1 до 14). 1 здесь указывает на то, что проволока имеет систему рутилового шлака (что означает, что химические добавки являются кислотными). Рутиловые покрытия обеспечивают хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и контроль сварочной ванны), но их механические свойства не считаются такими прочными, как базовая шлаковая система.
- C — эта буква означает, что для провода требуется защитный газ CO2. (M указывает на смесь защитного газа аргон/CO2.)
- JH8 — последние 3 кода являются дополнительными.
- J – обозначает, что электрод соответствует требованиям повышенной ударной вязкости.

- H8 – обозначает максимальное количество диффузионного водорода, которое может содержать провод. В этом примере допустимо менее 8 мл водорода на каждые 100 г металла шва. Чем ниже число, тем меньше водорода допускается в проволоке и, следовательно, меньше вероятность образования водородных трещин в окончательном сварном шве.
- J – обозначает, что электрод соответствует требованиям повышенной ударной вязкости.
Этот код взят из стандарта AWS A5.29/A5.29M:2020 (Спецификация электродов из низколегированной стали для дуговой сварки порошковой проволокой)
Как видите, для изучения множества переменных, связанных с выбором правильного провода, потребуется некоторое время.
Рекомендуется сначала сосредоточиться на наиболее распространенных классификациях удилищ и со временем освоить весь остальной арсенал.
Тем не менее, будучи сварщиком начального уровня, вы можете столкнуться с необходимостью запасать расходные материалы или заменять пустые катушки на сварочных аппаратах MIG для опытных ветеранов.
Таким образом, соблюдение должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.
Американское общество сварщиков может приобрести справочники, но их стоимость может быть непомерно высокой.
Обратитесь в школу или на работу, чтобы узнать, можете ли вы получить доступ к справочнику и сделать фотокопии любой информации, которую вам нужно поместить в папку с литературой.
Сварка металлическим сердечником по сравнению с. Порошковая сварка
Что такое сварка металлическим сердечником (MCAW)
MCAW (дуговая сварка металлическим сердечником) — это процесс дуговой сварки с непрерывным бесконечным напылением проволочного электрода с газовой подушкой. газа и используется без приложения давления, что делает его исключительно процессом сварки плавлением.
Дуговая сварка металлической проволокой может осуществляться в полуавтоматическом и автоматическом режимах. Его можно использовать для сварки мягкой стали, углеродистой стали, нержавеющей стали, низколегированной стали и других черных металлов.
Проволока MCAW имеет высокую скорость выгорания, что обеспечивает более высокие скорости перемещения при сварке и повышенную скорость наплавки, в основном по сравнению с порошковыми и сплошными проволоками.
Металлопорошковая проволока также помогает уменьшить дефекты сварки, такие как пористость, несплавление и подрезы. На изображении выше показан хороший сварной шов, выполненный с помощью проволоки с металлическим сердечником.
138 Процесс сварки
Дуговая сварка металлическим сердечником или MCAW — это тип процесса сварки MIG-MAG, который подпадает под процессы дуговой сварки металлическим электродом в среде защитного газа. Сварка в активных газах металлопорошковой проволокой (MCAW) обозначается цифрой 9.0034 Номер 138 согласно ISO 4063. В процессе MCAW используется источник питания постоянного тока, механизм подачи проволоки и сварочный пистолет, аналогичный сварке MIG MAG.
Что такое металлопорошковая проволока?
AWS SFA 5.36 дает классификацию низколегированной стали с металлическим сердечником для дуговой сварки металлическим электродом (GMAW), газовой вольфрамовой дугой (GTAW) и плазменной дуговой сварки (PAW). Металлопорошковая проволока представляет собой тип порошковой проволоки, наполненной металлическими порошками, легирующими элементами (для повышения ударной вязкости и прочности), стабилизаторами сварочной дуги и раскислителями внутри сердечника проволоки.
Каждый из элементов, добавленных к сердечнику, придает сварке особые характеристики, например, обеспечивает дополнительные легирующие элементы, стабилизацию дуги, более высокую эффективность дуги и т. д.
Проволока с металлическим сердечником имеет тот же основной химический состав и механические свойства, что и сплошная сварочная проволока, но маркируется буквой «С» для композитной проволоки.
Например, проволока с металлическим сердечником 80 KSI с таким же химическим составом и механическими свойствами, что и сплошная проволока E80S, будет классифицироваться как композитная проволока E80C6. Металлопорошковая проволока имеет свойства, сходные с порошковой проволокой, и другие свойства, чем сплошная проволока.
MCAW и FCAW (дуговая сварка порошковой проволокой и дуговая сварка металлическим сердечником)
MCAW, дуговая сварка FCAW или дуговая сварка металлическим сердечником и дуговая сварка флюсовой сердцевиной имеет основное различие между типами сварочной проволоки.
Сварка SMAW или дуговая сварка в среде защитного газа …
Пожалуйста, включите JavaScript
Сварка SMAW или дуговая сварка в среде защитного газа полное обучающее видео для курса CWI, CSWIP и IWE
но вместо флюсового покрытия (как в FCAW) сердечник проволоки MCAW заполнен металлическим порошком и легирующими элементами.
При дуговой сварке с флюсовой сердцевиной или FCAW можно использовать проволоку без какого-либо внешнего защитного газа (например, в случае FCAW-S), но при дуговой сварке с металлическим сердечником или MCAW необходимо иметь сварку извне. защитный газ для защиты сварочной ванны.
Металлопорошковая проволока (MCAW) и сплошная проволока (GMAW)
Металлопорошковая проволока во многом похожа на сплошную проволоку MIG. Они могут использоваться для одного и того же источника сварочного тока, требуют одинаковых сварочных газов и обеспечивают сварку одинаковой прочности.
По сравнению со сплошной проволокой, проволока с металлическим сердечником обеспечивает более высокую скорость наплавки, меньшее количество сварочных брызг и меньше сварочных дефектов.
Как показано на рисунке ниже, проволока с металлическим сердечником имеет более высокую плотность тока по сравнению со сплошной проволокой, что способствует увеличению скорости наплавки.
Металлопорошковая проволока Порошковая проволока
Проволока FCAW противоположна стержню для электродуговой сварки, и мы можем сказать, что это стержень для сварки с перевернутым стержнем (SMAW). Металлопорошковая проволока похожа на проволоку для дуговой сварки с флюсовой сердцевиной, поскольку обе проволоки являются трубчатыми, как показано на рисунке ниже. Но металлопорошковая проволока обеспечивает более высокую скорость наплавки по сравнению с дуговой проволокой с флюсовым сердечником.
Но в металлопорошковой проволоке отсутствуют шлакообразующие элементы, так как они засыпаны в порошковую проволоку. Это помогает повысить производительность при использовании проволоки с металлическим сердечником по сравнению с проволокой FCAW и сплошной проволокой.
Проволока не образует шлака, что повышает эффективность сварки. Кроме того, с добавлением элементов стабилизатора дуги меньше брызг по сравнению со сплошной проволокой.
Кроме того, с добавлением элементов стабилизатора дуги меньше брызг по сравнению со сплошной проволокой.
Преимущества металлопорошковой проволоки
Металлопорошковая проволока с режимом распыления обеспечивает очень хороший профиль, более глубокое проплавление и сварку без брызг. С переносом распылением вы можете максимизировать преимущества проволоки с металлическим сердечником за счет:
1) Вы можете сваривать быстрее благодаря более высокой скорости плавления и
2) Перенос распылением практически не образует брызг, поэтому он сводит к минимуму зачистка после сварки.
Таким образом, металлопорошковая проволока дает:
- Высокая скорость наплавки и эффективность дуги.
- Улучшенный профиль сварного шва.
- Уменьшение дефектов сварки.
- Благодаря добавлению раскислителя легко использовать на ржавых поверхностях.

- Более глубокий провар.
- Стабилизированная сварочная дуга.
Советы и методы дуговой сварки металлическим сердечником
Выполните сварку металлическим сердечником сплошной проволокой, аналогичную MIG-MAG, и примите к сведению приведенные ниже меры предосторожности.
· Используйте только приводные ролики с V-образной накаткой. Вы можете просто раздавить металлопорошковую проволоку, когда существует большое давление, которое может быть приложено роликом с U-образными канавками. Приводные ролики с V-образной накаткой и небольшой площадью с насечками для захвата и направления порошковой проволоки и создания низкого давления для проталкивания проволоки к направляющей в горелке.
· Увеличьте вылет: Расстояние от контактного наконечника до рабочего места (CTWD) должно сохраняться дольше при использовании проволоки с металлическим сердечником по сравнению со сплошной проволокой. Для хорошего результата рекомендуется зазор в 1/2 дюйма и 1 дюйм (в зависимости от диаметра проволоки и рабочей точки). Как правило, рекомендуется увеличить расстояние от наконечника до изделия по мере увеличения скорости подачи проволоки и диаметра проволоки.
Для хорошего результата рекомендуется зазор в 1/2 дюйма и 1 дюйм (в зависимости от диаметра проволоки и рабочей точки). Как правило, рекомендуется увеличить расстояние от наконечника до изделия по мере увеличения скорости подачи проволоки и диаметра проволоки.
Используйте проволоку большего диаметра: Поскольку плотность проволоки с металлическим сердечником выше, вы можете использовать проволоку большего диаметра без ущерба для общего сварочного тока.
Меньше манипуляций со сварочной горелкой – это хорошо: Металлопорошковая проволока обеспечивает хорошую стабилизацию дуги, поэтому на самом деле вам не нужно много манипулировать сварочной горелкой.
Похожие сообщения:
- Дуговая сварка металлическим газом (сварка MIG/MAG)
- Дуговая сварка порошковой проволокой (FCAW)
- Режим переноса металла при сварке GMAW, FCAW и SMAW
- Что такое технология Scratch-Start, Lift arc и HF Ignition при сварке TIG?
Все о порошковой проволоке для дуговой сварки в защитных газах
Понимание характеристик и преимуществ порошковых проволок в защитных газах может помочь вам решить, подходят ли они для ваших сварочных операций. Изображения: Hobart Brothers
Изображения: Hobart Brothers
Выбор правильного присадочного металла может значительно повлиять на качество готового сварного шва, но универсального решения для каждой задачи не существует. Ключевые факторы, которые следует учитывать при выборе, включают требуемое положение сварки; наличие сварочного оборудования; тип или марка основного материала, размер и толщина; и уровень квалификации оператора.
Проволока для дуговой сварки в среде защитного газа (FCAW) может обеспечить более высокую скорость наплавки, чем другие присадочные металлы, что приводит к повышению производительности во многих областях применения. Эти проволоки также хорошо подходят для применения во многих отраслях промышленности, таких как судостроение, конструкционная сталь, а также общее производство и производство.
Понимание характеристик и преимуществ порошковых проволок в защитных газах может помочь вам решить, подходят ли они для ваших сварочных операций.
Основы
Обычная порошковая проволока E71T-1 Американского общества сварщиков (AWS) на основе рутила в среде защитного газа, как правило, очень привлекательна, поскольку ими легко управлять, и они обеспечивают эстетически приятный сварной шов. Выбирая подходящую проволоку для работы, важно сначала рассмотреть несколько основных принципов работы с порошковой проволокой.
Выбирая подходящую проволоку для работы, важно сначала рассмотреть несколько основных принципов работы с порошковой проволокой.
Знать положение сварки. Некоторые порошковые проволоки предназначены для сварки во всех положениях (например, AWS E71T-1C), а другие предназначены для плоской и горизонтальной сварки (например, AWS E70T-1C).
Пара с основным металлом. Порошковая проволока предназначена для сварки различных основных материалов, включая мягкую сталь, низколегированную сталь, никелевые сплавы и нержавеющую сталь. Проволока для сварки стали доступна с пределом прочности на разрыв 70 KSI для низкоуглеродистой стали и от 80 до 120 KSI для высокопрочной/низколегированной стали.
Проверьте обозначения. Порошковая проволока имеет обозначения удобства использования, определенные AWS, которые указывают их полярность и рабочие характеристики. Эти обозначения могут быть числом (от 1 до 14) или буквой (G или GS).
Смотреть шлак . Порошковая проволока образует шлак, который защищает расплавленную сварочную ванну по мере ее охлаждения. Вы должны удалять шлак между проходами и после последнего прохода, чтобы избежать включений, которые могут привести к дефектам сварных швов.
Выберите защитный газ. FCAW с порошковыми проволоками в среде защитного газа требует внешнего защитного газа. Распространенными вариантами являются 100% углекислый газ или смесь CO2 и аргона.
Защитные газы для FCAW
При правильном подходе и передовом опыте порошковая проволока может повысить производительность, улучшить качество сварки и сократить время простоя.
Каковы основы согласования порошковой проволоки с защитным газом? Каждый тип защитного газа дает разные характеристики в FCAW. Также важно знать конкретные требования к защитному газу для используемых вами порошковых проволок.
Используйте только 100% CO2 с проводами с обозначением C в их классификации AWS, например, E70T-1C H8.
Для проводов с обозначением М, таких как E71T-1M, требуется смешанный защитный газ из CO2 и аргона, часто в соотношении 75%/25%.
Проволока, имеющая обозначения C и M, предназначена для двойного газа и может использоваться с любым типом газа.
Проволока в паре со 100% CO2 обеспечивает большее проникновение в сварку, но также приводит к большему разбрызгиванию при сварке, что требует больше времени для очистки. Использование газовой смеси с порошковой проволокой приводит к уменьшению разбрызгивания при сварке и более гладкому внешнему виду валика. Смешанный газ дороже чистого CO2, поэтому при выборе следует взвесить затраты, включая время и деньги, потраченные на очистку.
Кроме того, имейте в виду, что изменение защитного газа может потребовать новых процедур сварки и испытаний перед использованием, в зависимости от применения.
Требования к оборудованию для проволоки FCAW
Помимо выбора правильного присадочного металла для работы, для достижения наилучших результатов при использовании порошковой проволоки также требуется наличие надлежащего оборудования и его правильное использование.
Провода FCAW работают со стандартным источником постоянного напряжения (CV), который может быть настроен либо на прямую полярность (отрицательный электрод постоянного тока, или DCEN), либо на обратную полярность (электрод постоянного тока, положительный, или DCEP). Правильная настройка полярности зависит от конструкции провода. Перед настройкой оборудования ознакомьтесь с рекомендациями производителя присадочного металла.
Поскольку порошковая проволока мягче сплошной проволоки, ее можно легко раздавить или деформировать при использовании неправильных приводных роликов. Обязательно выбирайте приводные ролики с V-образной накаткой для механизма подачи проволоки, так как они обеспечат плавную подачу проволоки и стабильное качество сварки.
Советы по технике и хранению порошковой проволоки
После того, как у вас есть подходящий присадочный металл и оборудование, следуйте нескольким передовым методам, которые также помогут вам оптимизировать результаты.
При сварке используйте технику перетаскивания. Хороший угол сопротивления для плоского, горизонтального положения и положения над головой обычно составляет от 10 до 30 градусов. Для вертикальных сварных швов угол наклона горелки должен составлять от 5 до 15 градусов.
Хороший угол сопротивления для плоского, горизонтального положения и положения над головой обычно составляет от 10 до 30 градусов. Для вертикальных сварных швов угол наклона горелки должен составлять от 5 до 15 градусов.
Поддерживайте постоянную и соответствующую скорость движения. Это не позволит сварочной ванне опережать дугу, что может привести к шлаковым включениям.
Следите за своим вылетом . Неправильный вылет может привести к обратному прожогу, червячной траектории, неполному покрытию шлаком и затрудненному удалению шлака. Обязательно ознакомьтесь с рекомендациями по вылету для каждого провода. В зависимости от диаметра и типа проволоки рекомендуемый вылет может превышать 2 дюйма. Вылет также важен, поскольку он обеспечивает уровень резистивного нагрева проволоки, что помогает увеличить скорость наплавки.
Храните присадочные металлы надлежащим образом. Порошковую проволоку следует хранить в чистом и сухом месте. Воздействие влаги или других загрязняющих веществ может привести к повреждению проволоки, что приведет к ухудшению качества сварки. Кроме того, храните провода в их оригинальной упаковке до тех пор, пока вы не будете готовы их использовать. Для используемых проводов снимите катушку с механизма подачи проволоки на ночь и храните ее в пластиковом пакете, чтобы уменьшить вероятность возникновения проблем из-за воздействия влаги.
Воздействие влаги или других загрязняющих веществ может привести к повреждению проволоки, что приведет к ухудшению качества сварки. Кроме того, храните провода в их оригинальной упаковке до тех пор, пока вы не будете готовы их использовать. Для используемых проводов снимите катушку с механизма подачи проволоки на ночь и храните ее в пластиковом пакете, чтобы уменьшить вероятность возникновения проблем из-за воздействия влаги.
Поддержание температуры хранения. Также рекомендуется поддерживать в зоне хранения такую же температуру, как и в зоне сварки. Конденсат может образовываться на проводах, если вы перемещаете их из холодного склада в теплую производственную среду. Это может привести к ржавлению проволоки и потенциальным проблемам с подачей проволоки или пористости сварного шва. Если невозможно поддерживать одинаковую температуру как в зоне хранения, так и в сварочной камере, дайте проволоке акклиматизироваться к температуре сварочной камеры в течение 24 часов перед сваркой с ней.
Оптимизация сварки порошковой проволокой
Как и в случае любого нового процесса сварки или присадочного металла, обучение является важным шагом на пути к успеху. Если вы новичок в использовании порошковой проволоки в среде защитного газа, вам может потребоваться дополнительное обучение или сертификация, которые помогут вам освоить этот процесс.
Соблюдение необходимых рабочих процедур и параметров для конкретного применения также может помочь вам достичь желаемых результатов с порошковой проволокой. При правильной технике и передовом опыте эти проволоки могут обеспечить повышенную производительность, лучшее качество сварки и сокращение времени простоя.
ER70S-6 — Сплошной сердечник — MIG и порошковая сварочная проволока — Присадочные металлы — Сварка
Переключить навигацию
Поиск
(855) J-FAZZIOСВЯЖИТЕСЬ С НАМИ
Меню
Счет
Общего назначения
Однопроходная или многопроходная сварка
Обычно используется при изготовлении низкоуглеродистой стали, сварке труб с корневым швом, обработке листового металла, труб и трубопроводов малого диаметра, а также при ремонте низколегированной и низколегированной стали присутствуют окисление и поверхностные загрязнения
Сортировать по
Должность
наименование товара
Цена
Производитель
Номер предмета
Длина
Порядок сортировки
Установить нисходящее направление
Посмотреть как
Сетка
Список
10 шт.
Показывать
12
20
24
40
60
120
1000
на страницу
| Диаметр | Классификация AWS | Тип провода | Материал проволоки | Размер катушки | От | |
|---|---|---|---|---|---|---|
| 0,023 дюйма | ЭР70С-6 | Сплошной сердечник | Мягкая сталь | 2 фунта | $7,48 | |
| 0,023 дюйма | ЭР70С-6 | Сплошной сердечник | Мягкая сталь | 11 фунтов | $36,64 | |
| 0,030″ | ЭР70С-6 | Сплошной сердечник | Мягкая сталь | 2 фунта | 6,55 долларов США | |
| 0,030″ | ЭР70С-6 | Сплошной сердечник | Мягкая сталь | 11 фунтов | 31,82 доллара США | |
| 0,030″ | ЭР70С-6 | Сплошной сердечник | Мягкая сталь | 33 фунта | 49,95 $ | |
| 0,035 дюйма | ЭР70С-6 | Сплошной сердечник | Мягкая сталь | 2 фунта | 7,96 $ | |
| 0,035 дюйма | ЭР70С-6 | Сплошной сердечник | Мягкая сталь | 11 фунтов | 26,98 долларов США | |
| 0,035 дюйма | ЭР70С-6 | Сплошной сердечник | Мягкая сталь | 33 фунта | $76,77 | |
| 0,045 дюйма | ЭР70С-6 | Твердое ядро | Мягкая сталь | 10 фунтов | $8,53 | Звоните |
| 0,045 дюйма | ЭР70С-6 | Сплошной сердечник | Мягкая сталь | 44 фунта | $96,97 |
 shopjfi.com/0-030-er70s-6-mild-steel-mig-welding-wire-spool-11-lb.html» product_id=»42867″>
shopjfi.com/0-030-er70s-6-mild-steel-mig-welding-wire-spool-11-lb.html» product_id=»42867″> shopjfi.com/0-035-er70s-6-mild-steel-mig-welding-wire-spool-33-lb.html» product_id=»42872″>
shopjfi.com/0-035-er70s-6-mild-steel-mig-welding-wire-spool-33-lb.html» product_id=»42872″>0,023-дюймовая катушка для сварочной проволоки Mig из малоуглеродистой стали ER70S-6 (2 фунта)
- Классификация АВС:
ЭР70С-6 - Тип провода:
Твердое ядро - Материал провода:
Мягкая сталь - Размер катушки:
2 фунта - Как низко как:
$7,48
>Подробнее
0,023-дюймовая катушка для сварочной проволоки Mig из малоуглеродистой стали ER70S-6 (11 фунтов)
- Классификация АВС:
ЭР70С-6 - Тип провода:
Твердое ядро - Материал провода:
Мягкая сталь - Размер катушки:
11 фунтов - Как низко как:
$36,64
>Подробнее
0,030-дюймовая катушка для сварочной проволоки Mig из малоуглеродистой стали ER70S-6 (2 фунта)
- Классификация АВС:
ЭР70С-6 - Тип провода:
Твердое ядро - Материал провода:
Мягкая сталь - Размер катушки:
2 фунта - Как низко как:
6,55 долларов США
>Подробнее
0,030-дюймовая катушка для сварочной проволоки Mig из малоуглеродистой стали ER70S-6 (11 фунтов)
- Классификация АВС:
ЭР70С-6 - Тип провода:
Твердое ядро - Материал провода:
Мягкая сталь - Размер катушки:
11 фунтов - Как низко как:
31,82 доллара США
>Подробнее
0,030-дюймовая катушка для сварочной проволоки Mig из малоуглеродистой стали ER70S-6 (33 фунта)
- Классификация АВС:
ЭР70С-6 - Тип провода:
Твердое ядро - Материал провода:
Мягкая сталь - Размер катушки:
33 фунта - Как низко как:
49,95 долларов США
>Подробнее
0,035-дюймовая катушка для сварочной проволоки Mig из малоуглеродистой стали ER70S-6 (2 фунта)
- Классификация АВС:
ЭР70С-6 - Тип провода:
Твердое ядро - Материал провода:
Мягкая сталь - Размер катушки:
2 фунта - Как низко как:
$7,96
>Подробнее
0,035-дюймовая катушка для сварочной проволоки Mig из малоуглеродистой стали ER70S-6 (11 фунтов)
- Классификация АВС:
ЭР70С-6 - Тип провода:
Твердое ядро - Материал провода:
Мягкая сталь - Размер катушки:
11 фунтов - Как низко как:
26,98 долларов США
>Подробнее
0,035-дюймовая катушка для сварки электродов Mig из малоуглеродистой стали ER70S-6 (33 фунта)
- Классификация АВС:
ЭР70С-6 - Тип провода:
Твердое ядро - Материал провода:
Мягкая сталь - Размер катушки:
33 фунта - Как низко как:
$76,77
>Подробнее
0,045-дюймовая катушка для сварочной проволоки Mig из малоуглеродистой стали ER70S-6 (10 фунтов)
0,045-дюймовая катушка для сварочной проволоки Mig из малоуглеродистой стали ER70S-6 (44 фунта)
- Классификация АВС:
ЭР70С-6 - Тип провода:
Твердое ядро - Материал провода:
Мягкая сталь - Размер катушки:
44 фунта - Как низко как:
$96,97
>Подробнее
Проволока для сварки MIG | Мягкая сталь, алюминий, порошковая проволока
– Сварочный магазин
Перейти к содержимому
Проволока из мягкой стали
Порошковая проволока
Алюминиевая проволока
В продаже
Сэкономьте $3,36
Артикул:ER70S6-030-11
Сварочная проволока Blue Demon ER70S-6 . 030 MIG — катушка 11 фунтов
030 MIG — катушка 11 фунтов
11 отзывов
Обычная цена
40,43 доллара США
Цена со скидкой37,07 $
В продаже
Сэкономьте $3,36
Отмычка
Рекомендуется
Артикул:ER70S6-035-11
Сварочная проволока Blue Demon ER70S-6 .035 MIG — катушка 11 фунтов
7 отзывов
Обычная цена
40,43 доллара США
Цена со скидкой37,07 $
В продаже
Сэкономьте $3,94
Артикул:ER4043-035-01
Blue Demon 4043 . 035 Алюминиевая сварочная проволока MIG – катушка 1 фунт
035 Алюминиевая сварочная проволока MIG – катушка 1 фунт
4 отзыва
Обычная цена
$11,96
Цена со скидкой 8,02 $
В продаже
Сэкономьте $0,19
Артикул:ED030308
Lincoln SuperGlaze® 4043 .035″ Алюминиевая сварочная проволока MIG (ED030308)
Обычная цена
$9,87
Цена со скидкой $9,68
Выберите опции
В продаже
Сэкономьте $3,97
Артикул:ER5356-035-01
Blue Demon 5356 .035 Алюминиевая сварочная проволока MIG — катушка 1 фунт
2 отзыва
Обычная цена
$12,06
Цена со скидкой8,09 $
В продаже
Сэкономьте $15,89
Артикул:ED016354
Lincoln NR-211-MP E71T-11 Порошковая сварочная проволока диаметром 0,035 дюйма, катушка 10 фунтов
6 отзывов
Обычная цена
$88,20
Цена со скидкой$72,31
В продаже
Сэкономьте $3,52
Артикул:ER70S6-023-11
Сварочная проволока Blue Demon ER70S-6 . 023 MIG – катушка 11 фунтов
023 MIG – катушка 11 фунтов
1 отзыв
Обычная цена
$50,49
Цена продажи$46.97
Артикул:ER70S6-035-44
Сварочная проволока Blue Demon ER70S-6 .035 MIG — катушка 44 фунта
4 отзыва
224,62 $
Выберите опции
В продаже
Сэкономьте $4,19
Артикул:ER4043-030-01
Blue Demon 4043 .030 Алюминиевая сварочная проволока MIG — катушка 1 фунт
2 отзыва
Обычная цена
$12,66
Цена со скидкой$8,47
В продаже
Сэкономьте $14,19
Артикул:ED016363
Lincoln NR-211-MP E71T-11 Порошковая сварочная проволока диаметром 0,045 дюйма, катушка 10 фунтов
3 отзыва
Обычная цена
79,90 долларов США
Цена продажи$65. 71
71
Артикул:ER4043-047-16
Blue Demon 4043 Алюминиевая сварочная проволока MIG 3/64 — катушка 16 фунтов
1 отзыв
100,80 $
В продаже
Сэкономьте $9,50
Артикул:ED028676
Сварочная проволока Lincoln SuperArc® L-56® .035 MIG — катушка 12,5 фунтов (ED028676)
2 отзыва
Обычная цена
$57,25
Цена со скидкой47,75 $
В продаже
Сэкономьте $2,63
Артикул:ED023334
Сварочная проволока Lincoln SuperArc® L-56® . 030 MIG — катушка 12,5 фунтов (ED023334)
030 MIG — катушка 12,5 фунтов (ED023334)
1 отзыв
Обычная цена
$590,63
Цена со скидкой$57.00
В продаже
Сэкономьте $2,17
Артикул:404303504
Hobart MaxalMig® ER4043 .035″ DIA Алюминиевая сварочная проволока, катушка 1 фунт
Обычная цена
$10,84
Цена со скидкой$8,67
В продаже
Сэкономьте $28,38
Артикул:S307608-033
Hobart Quantum Arc™ 6 ER70S-6 Сварочная проволока диаметром 0,035 дюйма, катушка 33 фунта
2 отзыва
Обычная цена
$143,88
Цена продажи$115. 50
50
Артикул:ER4043-035-16
Blue Demon 4043 .035 Алюминиевая сварочная проволока MIG — катушка 16 фунтов
1 отзыв
111,52 $
В продаже
Сэкономьте $17,57
Артикул:ED033130
Порошковая сварочная проволока Lincoln NR-211-MP E71T-11 диаметром 0,030 дюйма, катушка 10 фунтов
Обычная цена
$96,60
Цена продажи$79.03
Артикул:ER5356-047-16
Blue Demon 5356 Алюминиевая сварочная проволока MIG 3/64 — катушка 16 фунтов
1 отзыв
110,40 $
В продаже
Сэкономьте $3,60
Артикул:ER70S6-023-02
Сварочная проволока Blue Demon ER70S-6 . 023 MIG, катушка 2 фунта
023 MIG, катушка 2 фунта
1 отзыв
Обычная цена
$13,08
Цена со скидкой 9,48 $
В продаже
Сэкономьте $3,71
Артикул:ER4043-047-01
Blue Demon 4043 3/64 Алюминиевая сварочная проволока MIG, катушка 1 фунт
2 отзыва
Обычная цена
11,24 доллара США
Цена продажи$7.53
Порошковая сварочная проволока Производство от А до Я по
Введение
Порошковая проволока — это процесс дуговой сварки, в котором используется трубчатый проволочный электрод с внутренним сердечником, заполненным флюсом. Американское общество сварщиков называет этот процесс «дуговой сваркой порошковой проволокой» или FCAW.
Первым сырьем порошковой сварочной проволоки является лента, вторым сырьем является смесь различных порошков, которые помещаются внутрь ленты. В зависимости от метода производства и физической структуры продукта этот тип сварочной проволоки делится на два основных типа:
1-шовная проволока
2-шовная проволока
Вся сварка с флюсовой проволокой выполняется на оборудовании, аналогичном (а иногда идентичном ) оборудованию, используемому для MIG или газовой дуговой сварки металлическим электродом.
При сварке порошковой проволокой проволочный электрод подается через устройство подачи проволоки. Обычно для этого механизма подачи проволоки требуются ролики с накаткой, которые могут захватывать трубчатую проволоку, не сплющивая и не повреждая ее. Это отличается от гладких роликов, используемых со сплошной сварочной проволокой MIG (РИС. 9).0034 A9)
Как и при сварке MIG, между этим проволочным электродом и заготовкой образуется электрическая дуга, которая нагревает оба металла выше их точки плавления. Эти металлы смешиваются и затвердевают, соединяя заготовки в единое целое. Металл в соединяемых деталях называется «основным металлом», а металл, полученный из плавящегося проволочного электрода, называется «присадочный металл». «расходуемый электрод». Сварка под флюсом всегда добавляет в соединение присадочный металл.
Разница между порошковой, металлической и сплошной проволокой:
Было бы сложно, если бы мы не знали различий между некоторыми словами и фразами, такими как сплошная проволока, металлопроволока, порошковая проволока (самозащита, газовая защита):
Для сплошной проволоки требуется защитный газ для защиты расплавленного металла (GMAW).
Металлопорошковая проволока представляет собой трубчатую проволоку, заполненную оксидами металлов внутри для получения стандартного металла сварного шва с определенными химическими элементами, такими как никель, молибден, марганец и т. д. , требующими защитного газа.
Порошковая газовая защитная проволока также представляет собой трубчатую проволоку, но заполненную флюсом, подобным флюсу на электродах для плавки, может потребоваться внешний защитный газ плюс газ, полученный из флюса проволоки (двойной экран).
Самозащитная порошковая проволока создает достаточное количество защитного газа из флюса трубчатой проволоки и не требует внешнего защитного газа. Защитный газ может быть 100% CO2 или смесь аргона с CO2 для сварки стали.
Спецификация порошковых проволок типов
Существует два основных типа дуговой сварки под флюсом: самозащитная (известная как FCAW-S) и газовая защита (известная как FCAW-G). В самозащитном флюсовом сердечнике сварной шов защищен самим флюсом, а в газозащитном флюсовом сердечнике защита исходит от баллона высокого давления. Вы должны быть уверены, что используете проволоку именно так, как она была разработана, потому что химия, стоящая за этими двумя процессами, различна.
Электроды с флюсовым сердечником, предназначенные для самозащиты, содержат флюс, полностью защищающий расплавленную сварочную ванну. Флюс в этих электродах создает защитное облако, которое предотвращает реакцию таких газов, как азот и кислород, с горячим металлом. Одним из преимуществ самозащитного процесса с сердечником Flux является устранение дополнительных затрат и неудобств, связанных с оборудованием для газовой защиты. Кроме того, самозащитные электроды менее чувствительны к сквознякам и ветру, которые легко загрязняют процессы в среде защитного газа, такие как сварка MIG. Это может быть реальным преимуществом в некоторых приложениях.
Электроды, предназначенные для защиты газа -, полагаются на вторичный защитный газ для защиты расплавленного сварного шва. Газовые баллоны высокого давления, используемые для этого процесса, имеют ту же конструкцию, что и используемые при сварке MIG и TIG. Баллоны содержат газ под чрезвычайно высоким давлением, а устройство, называемое регулятором, доводит газ до пригодного для использования давления. Одним из наиболее распространенных газов, используемых для защиты ядра Flux, является чистый CO2. Другие газы, такие как смеси CO2/аргона, также используются, но одним из преимуществ FCAW-G является то, что для защиты сварного шва можно использовать недорогой CO2.
Другим преимуществом флюсовой сердцевины в газовой среде является высокая скорость осаждения, которая может быть достигнута за счет комбинации флюса и газа. Flux core -G позволяет укладывать металл очень быстро.
Как в самозащитных, так и в газозащитных процессах флюс образует тонкий слой шлака, который защищает сварной шов при его охлаждении. Этот шлак также помогает затвердевающему сварному шву принимать стабильную низкопрофильную форму.
При сварке порошковой проволокой все элементы управления аппаратом устанавливаются на самом аппарате. Наиболее важными из них являются полярность, скорость провода и напряжение. Спусковой крючок на пистолете — это просто и переключатель вкл/выкл. Для большинства сварок с флюсовой сердцевиной используется постоянный или постоянный ток. Постоянный ток подобен току, вытекающему из автомобильного аккумулятора. Один провод всегда минус, а другой всегда плюс.
При сварке порошковой проволокой в самозащитной среде электрод обычно отрицательный, а заготовка — положительный. Для этого используется термин DCEN, указывающий, что ток постоянный, а электрод отрицательный. Вы также можете услышать, что это называется «прямая полярность».
При сварке под флюсом электрод обычно положительный, а заготовка — отрицательный. Термин для этого — DCEP, указывающий, что ток постоянный, а электрод положительный. Это также называется «обратной полярностью», но DCEP — более описательный термин.
Порошковую сварочную проволоку также можно классифицировать по геометрическим характеристикам, как показано на (рис. B9 ). Каждый вид этих проводов имеет свой способ производства, преимущества и недостатки.
Порошковая проволока Типология
Порошковая проволока может быть классифицирована по типу, проволоки с рутиловым, основным и металлопорошковым типом, или по производственной технологии, полосовые проволоки (или складчатые) или трубчатые (или бесшовные ) провода. Что касается классификации по типу проволоки, то рутиловая проволока непревзойденна в применении в рабочих условиях (например, в вертикальном или потолочном положении) и высоко ценится за ее высокую универсальность и удобство для пользователя; проволока с металлическим сердечником в основном используется для замены сплошной проволоки и ценится за более высокий уровень отложений, тогда как основная проволока предпочтительнее в тех случаях, когда требуются высокие технические и механические характеристики, в основном при работе со средне-высоколегированными сталями. Вместо этого, ссылаясь на производственные технологии, как мы собираемся объяснить более подробно, витая проволока по существу предпочтительнее из-за ее характеристик свариваемости, тогда как бесшовная проволока из-за непроницаемости и превосходного скольжения.
Состав сердечниковых проволок
(рисунок G15 ) показан образец рецептуры типов порошковой сварочной проволоки. Состав порошка в порошковых проволоках различен для разных типов проволок и влияет на сварочные характеристики и металлургический анализ металла шва. Проволока может быть оптимизирована по целому ряду характеристик путем изменения состава порошка:
1- Добавление антиокислителей, таких как марганец или кремний, улучшает металл сварного шва.
2- Шлакообразующие элементы добавляются для защиты сварного шва во время его затвердевания, контроля формы металла шва и улучшения характеристик сварки в позиционном положении.
3- Стабилизирующие дугу добавки обеспечивают стабильную дугу без брызг.
4- Легирующие элементы, такие как никель, хром, молибден и марганец, могут быть включены в порошок для изменения механических и металлургических свойств сварного шва.
(FIG C9) показывает функции оболочки и порошков при сварке с флюсовой проволокой.
Лента, используемая в производстве проволоки FCAW
Лента является сырьем для производства проволоки FCAW. Во время различных производственных процессов основной полосе сначала придают U-образную форму, а затем придают ей O-образную форму, чтобы закрыть шов различными способами (фиг. A15 ).
В этом случае отношение т/Вт толщины т ленточной стали к ширине W ленточной стали предпочтительно устанавливается в диапазоне от 0,06 до 0,12. Толщина доски t и ширина W полосовой стали (обруча) естественно определяются диаметром проволоки изделия FCW. Однако, согласно выводам авторов изобретения, соотношение т/Вт также влияет на низкое содержание водорода, характерное для FCW. А именно, когда отношение t/W меньше 0,06 и слишком мало, ленточная сталь или проволока становятся неспособными удерживать такую прочность, чтобы выдерживать формование или волочение проволоки с заполненным флюсом. Это способствует возникновению поломок. По этой причине скорость формирования или волочения проволоки. в частности, содержание влаги в атмосфере при волочении проволоки Шаг к следовому количеству в зависимости от окружающей среды для производства FCW, существует высокая вероятность того, что количество влаги, поглощаемой проволокой (флюс) во время волочения проволоки, увеличивается до такого степени, вызывающей дефекты сварки. Кроме того, возможность подачи проволоки также снижается.
Рассмотрение смазочных материалов при производстве FCAW
Различные соединения используются в качестве смазочных материалов в процессе производства сварочной проволоки. Компоненты этих материалов можно разделить на две части: серосодержащая смазка высокого давления и вторая часть в качестве агента-носителя, диспергатора. или растворитель (FIG H9 ).
Смазка высокого давления означает смазку, обладающую свойством образовывать форму пленки даже под высоким давлением. Термин «серосодержащий» означает «состоящий из вещества, содержащего атом серы». смазку, но содержащую другие смазочные материалы высокого давления, такие как мыла типа щелочного металла, типичными представителями которого являются стеарат натрия и тип щелочноземельного металла, фторуглерод, тефрон (зарегистрированный товарный знак) и нитрид бора, а также влажные смазки уступают по смазывающим характеристикам. по сравнению со смазками для волочения проволоки, содержащими смазку высокого давления, содержащую серу, по настоящему изобретению. По этой причине, когда волочение проволоки осуществляется, в частности, на более высокой скорости, становится необходимым использовать большое количество смазки для волочения проволоки. В результате становится очень трудно осуществить существенное удаление смазки физическими средствами, такими как вытирание масляной смазки с поверхности проволоки, идущей в поточном состоянии после волочения проволоки. Кроме того, смазка имеет тенденцию оставаться на поверхности проволоки, что вызывает нестабильность дуги во время сварки и приводит к тому, что источник водорода вызывает дефекты сварки из-за пористости.
В противоположность этому, смазка для волочения проволоки, содержащая серосодержащую смазку высокого давления по настоящему изобретению, обладает превосходными смазывающими свойствами. Следовательно, даже когда волочение проволоки выполняется на более высокой скорости, требуется использовать лишь небольшое количество смазки для волочения проволоки. Когда количество выражается как количество смазки, отложившейся в пересчете на количество серы на поверхности проволоки после волочения проволоки, остаточное количество смазки на поверхности проволоки после волочения проволоки составляет от 0,1 до 0,6 г на 10 кг проволоки. провод. При такой степени остаточного количества смазки можно выполнять следующую и последующую стадию удаления смазки физическими средствами в сочетании с непрерывной протяжкой проволоки на высокой скорости в поточном процессе и на высокой скорости.
Смазки для волочения проволоки сухого типа, содержащие содержащую серу смазку высокого давления, включают дисульфид молибдена, дисульфид вольфрама, сульфид цинка и т.п. В качестве альтернативы, это также может быть смазка для волочения проволоки сухого типа, содержащая твердое вещество высокого давления, содержащее серу, в качестве основного компонента и добавку, такую как носитель, включая нафталин, оксид титана, слюду, графит, карбонат кальция, фторид кальция, или тому подобное, добавленное к нему.
Сухой смазочный материал означает, что он не является влажным смазочным материалом, содержащим жидкую воду или масляный компонент. То, какой материал используется в качестве смазки, влияет на количество влаги, поглощаемой всей проволокой. Следовательно, в настоящем изобретении желательно, чтобы серосодержащая смазка для высокого давления сама по себе была сухого типа.
В качестве альтернативы, это также может быть смазка для волочения проволоки полумокрого типа, приготовленная путем добавления небольшого количества масляного растворителя, такого как полиизобутен (синтетическое масло) или рапсовое масло (растительное масло), к смазке для волочения проволоки сухого типа.
Предпочтительный диапазон состава смазки для волочения проволоки для достижения превосходных характеристик, особенно в отношении смазывающих свойств, увеличения скорости волочения проволоки, снижения содержания водорода в проволоке и удаления в поточном процессе: следующие: одно, или два, или более соединений металлов, содержащих серу, таких как дисульфид молибдена, дисульфид вольфрама и сульфид цинка, от 20 до 80 мас.%; один, два или более агентов-носителей от 40 до 50 мас.%; и один или два или более масляных растворителей, от 5 до 40 мас. %. Кроме того, при дополнительном добавлении небольшого количества металлического мыла можно повысить производительность волочения проволоки.
Кроме того, масло, содержащее серосодержащую смазку для высокого давления в форме, диспергированной или растворенной, при необходимости, с агентом-носителем или т.п., в растворителе, таком как вода, животное или растительное масло, минеральное масло , или синтетическое масло целесообразно использовать в таком диапазоне, чтобы удовлетворять требуемым характеристикам волочения проволоки. Примеры смазочного материала для высокого давления, содержащего серу, включают содержащие серу соединения металлов, такие как дисульфид молибдена, дисульфид вольфрама и сульфид цинка, и Серосодержащие синтетические масла, такие как олефиновые сульфиды и сульфурированные жиры и масла. Примеры растворителя включают воду, животные и растительные масла (такие как пальмовое масло, рапсовое масло, кокосовое масло и касторовое масло), минеральные масла (такие как машинное масло, турбинное масло и веретенное масло) и синтетические масла (такие как углеводородного типа, сложноэфирного типа, полигликолевого типа, полифенольного типа, силиконового типа и фтористого типа). Однако они также предпочтительно выбираются из соединений, не содержащих водород, насколько это возможно. Предпочтительный диапазон составов следующий: смазка, содержащая серу, в диапазоне от 20 до 80 мас.%; агент-носитель в диапазоне от 40 до 50 мас.%; и растворитель в диапазоне от 5 до 40 мас.%.
Способ производства сварной порошковой проволоки из углеродистой стали (конечный диаметр: 0,8–1,6)
1) Этап разматывания и очистки (обезжиривания) с помощью разматывателя, сначала очищенного и обезжиренного путем очистки и обезжиривания на этапе B. Рабочее масло и загрязнения, оставшиеся на поверхности, когда широкий стальной лист был разрезан вдоль ширины на узкую стальную полосу A, удаляются. путем очистки и обезжиривания на этапе B. Даже небольшое количество рабочего масла, нанесенного на поверхность ленточной стали A, может привести к источнику водорода, вызывающему нестабильность дуги во время сварки и дефекты сварки, такие как пористость. Следовательно, этап В очистки и обезжиривания предпочтительно проводят.
2) Смазка
После очистки стальная полоса A будет вставлена в этап нанесения смазочного покрытия C1. Этот блок поможет полосе сформироваться более комфортно на следующем этапе.
3) Придание U-образной формы
Ленточная сталь A, покрытая таким образом смазкой, формуется из плоской формы поперечного сечения, показанной на (ФИГ. E9 ), в полосовую сталь 1-1, имеющую U-образную форму в поперечном сечении. Формовочный роликовый ряд (группа) D1 показан на (РИС E9) показан пример, в котором два формующих ролика расположены последовательно. Количество формующих роликов, которые должны быть расположены на этапе формования, выбирается соответствующим образом в соответствии с условиями формования, такими как ширина, толщина или твердость ленты Сталь A.
4) Флюсовое заполнение
образованной в поперечном сечении П-образной формы, затем получает флюс 3 от флюсоподводящего устройства Е. Таким образом, как указано с, флюс 3 заполняется (включается) в П-образное пространство полосовой стали 1-1 с заданной внутри коэффициент заполнения (коэффициент пустоты) обеспечен. Пригодным для использования устройством подачи флюса Е является ленточный питатель, гладкий автоматический питатель, настольный питатель, питатель Syntron и т.п. Коэффициент заполнения (коэффициент кажущейся пустоты:₰) флюса 3 в U-образной формованной ленточной стали 1-1 выражается следующим уравнением (РИС. Ф9 ).
Принимая во внимание, что влага флюса 3, подаваемого на U-образную полосовую сталь 1-1, предпочтительно высушивается (нагревается при температуре от 110°C до 250°C) во время подачи через устройство подачи флюса E перед подачей ( включение) предварительно контролировать содержание влаги во флюсе в пределах 500 ppm и менее. В качестве альтернативы флюс также может быть предварительно высушен в автономном процессе (предварительная периодическая обработка).
Однако для того, чтобы свести к минимуму количество производственных этапов, процесс, в котором сушка осуществляется над устройством подачи флюса Е, предпочтительно принимается как средство удаления влаги посредством поточного процесса. В частности, нагрев осуществляется с помощью нагревателя или т.п. в канале подачи флюса (проходе) устройства подачи флюса E. Кроме того, если возможно, также эффективно, чтобы вся производственная линия (фабрика) для FCW была воздухонепроницаемой. кондиционируют при относительной влажности 70% или менее, а более предпочтительно 60% или менее.
U-образная стальная полоса 1-1, заполненная таким образом флюсом 3, затем дополнительно формуется в трубчатую проволоку 1-2, обозначенную буквой D (фиг. E9 ), с помощью ряда формирующих роликов D2. Условия для ряда формирующих роликов D2 такие же, как и для ряда формирующих роликов D1.
Трубчатая проволока 1-2 имеет участок зазора, равный Шву 2, у которого противоположные концы по направлению ширины полосы стали сближены по направлению длины проволоки 1-2. Шов 2 все еще существует в виде части зазора, даже когда диаметр проволоки 1-2 уменьшен до размера проволоки 1-3 и проволоки 1-4 на последующем этапе волочения проволоки. Конкретно, даже когда проволока 1-3 имеет сечение 2-1 стыкового типа, указанное в укрупненной шкале с выносной линией от проволоки 1-3, а противоположные концы по направлению ширины полосы стали встык, шов 2 есть. В качестве альтернативы, в качестве другого варианта, даже когда провод 1-3 имеет поперечное сечение 2-2 типа внахлест, аналогично указано на увеличенной шкале с выносной линией от провода 1-3 и противоположными концами по направлению ширины полосы стали перекрывают друг друга, шов 2 присутствует. Это справедливо и для продукта FCAW.
Пример формовочного оборудования после заполнения флюсом показан ниже
5) Смазка для волочения проволоки
Сформированная трубчатая проволока 1-2 затем покрывается смазкой по настоящему изобретению на поверхности проволоки 1- 2 на этапе С2 покрытия смазкой с последующим волочением проволоки. Смазка может быть такой же, как и смазка на стадии покрытия С1, или отличной от нее, если она подпадает под объем настоящего изобретения. Здесь этапы покрытия смазкой могут быть установлены не только на уровне С2 до волочения проволоки, но также должным образом установлены во время этапа волочения проволоки в соответствии с условиями волочения проволоки. На этом этапе количество смазки, которая должна быть нанесена на поверхность вытягиваемой проволоки 1-2, предпочтительно устанавливается равной остаточному количеству в диапазоне от 0,1 до 0,6 г на 10 кг проволоки, включая количество смазки, которая была ранее нанесена на этап смазочного покрытия С1 и остается на поверхности проволоки С1 в пересчете на количество серы на поверхности проволоки после волочения в проволоке 1-5 или в проволоке R после завершения волочения проволоки.
Когда остаточное количество нанесенной смазки составляет менее 0,1 г в пересчете на количество серы, смазки становится недостаточно для высокоскоростного волочения проволоки.
В результате протягиваемая проволока с большей вероятностью может сгореть или сломаться. С другой стороны, когда остаточное количество осажденной смазки превышает 0,6 г в пересчете на количество серы, избыточное количество смазки не нужно с точки зрения смазки для формовки и волочения проволоки, и становится трудно проводить удаление. смазки следующими и последующими физическими средствами непрерывно в сочетании с высокоскоростным волочением проволоки на высокой скорости. Следовательно, смазка с большей вероятностью останется на поверхности FCW, что снижает стабильность дуги во время сварки.
6) Волочение проволоки с помощью роликовой матрицы
Этап волочения проволоки можно условно разделить на этап первичного волочения и этап вторичного волочения. На этапе волочения проволоки диаметр проволоки уменьшается до диаметра изделия или до диаметра, близкого к диаметру изделия. Здесь, как указано буквами E и F на (ФИГ. E9 ), диаметр проволоки уменьшается от проволоки 1-3 до проволоки 1-4 за счет первичного волочения проволоки. Кроме того, как указано F и G на (РИС. E9 ) проволоку уменьшают в диаметре с проволоки 1-4 до проволоки 1-5 диаметра изделия методом вторичного волочения проволоки. Этап волочения проволоки (фиг. E9 ) показывает вариант осуществления, в котором этап первичного волочения проволоки и этап вторичного волочения проволоки выполняются отдельно друг от друга. Таким образом, независимо от того, разделен ли этап волочения проволоки, или этап первичного волочения проволоки и этап вторичного волочения проволоки выполняются непрерывно в рамках одного и того же процесса для волочения проволоки до диаметра изделия, выбираются соответствующим образом в соответствии с условиями проектирования ленточной стали. , условия проектирования продукта FCW, производительность и т.п. Кроме того, множество строк Вторичных этапов (С) волочения проволоки может быть задано для каждой строки первичного этапа (В) волочения проволоки. Альтернативно, одна линия вторичного этапа волочения проволоки (С) также может быть установлена на множество первичных этапов волочения проволоки (В). В соответствии с балансом производительности между первичным и вторичным чертежами проволоки можно правильно выбрать либо первый, либо второй параметр.
На первом этапе волочения проволоки ряды (группы) роликовых матриц с H по I, изготовленные из сверхтвердых материалов, располагаются в несколько этапов (6 этапов или 6 групп в примере на фиг. E9 ). На этапе вторичного волочения проволоки ряды (группы) роликовых фильер с J по K, изготовленные из сверхтвердых материалов, располагаются в несколько этапов (5 этапов или 5 групп в примере (FIG E9 ). Количество этапов Ряды роликовых фильер также должны быть правильно выбраны в соответствии с условиями волочения проволоки.0034 E9 ) является непрерывным этапом формования в линию. Затем провод после первичного волочения один раз наматывается на катушку S. Далее, как показано на (фиг. E9 ), провод вокруг катушки S разматывается для выполнения шага вторичного волочения провода.
За стадией вторичного волочения проволоки непрерывно следуют средства физического удаления смазки (этапы) M+N и средства масляного покрытия O в непрерывном режиме. В качестве альтернативы перед этапом нанесения смазочного покрытия волочением проволоки можно также вставить этап дрессировки с помощью штампа с отверстием L.
В настоящем изобретении этапы, следующие за волочением проволоки с помощью роликовых фильер, такие как этап чистового волочения проволоки L, этапы удаления смазки M+N и этап масляного покрытия, этап O, выполняются посредством поточного процесса. (непрерывно по одной и той же строке). Когда эти этапы выполняются отдельно посредством автономной обработки, производительность и эффективность производства всего процесса производства продукта FCW заметно снижаются. Это в значительной степени ослабляет преимущества увеличения скорости волочения проволоки роликовой матрицей.
На этапе вторичного волочения проволоки продукт FCW с масляным покрытием наматывается на моталку как Q. Кроме того, он далее перематывается в катушку с проволокой или загружается в пакет ведра посредством этапа, который не показан. На этапе волочения проволоки (фиг. Е9 ) ссылочная позиция Р обозначает шпиль. Каждый шпиндель P расположен на последующей ступени каждого ряда роликовых матриц.
Таким образом, он плавно направляет протягиваемую проволоку, тем самым обеспечивая непрерывную высокоскоростную протяжку проволоки. Матрица с отверстиями L предназначена для выполнения чистового волочения проволоки с дрессировочным проходом для повышения точности формы, такой как округлость, которая выполняется выборочно. Чистовое волочение проволоки волоком L предназначено для вытягивания проволоки роликовыми волоками из проволоки трубчатого формования до диаметра проволоки, непосредственно предшествующего диаметру изделия. Диаметр проволоки, непосредственно предшествующий диаметру изделия, означает диаметр проволоки, вытянутой с отношением площадей 1,1 или меньше, по отношению к проволоке изделия, принятой за 1. В качестве альтернативы, чистовая протяжка проволоки с помощью штампа с отверстием также может быть применена к этапу. во время волочения проволоки несколькими этапами роликовых волок. В этом случае завершающим этапом из серии этапов S волочения проволоки является волочение проволоки роликовыми фильерами.
Здесь точность формы (например, округлость) проволоки диаметра изделия влияет на возможность подачи проволоки. Кроме того, это также в значительной степени влияет на работоспособность при перемотке FCW 5 в катушку с проволокой или зарядке ее в ведре обратно на отдельном этапе. По этой причине проволоку, протянутую рядами роликовых фильер, предпочтительно подвергают окончательной протяжке с помощью фильеры с отверстиями L в конце. Скорость волочения проволоки с помощью кольцевой матрицы ниже, чем с помощью роликовых волок. Тем не менее, при такой конфигурации вторичной линии волочения проволоки высокая производительность затравки и непрерывность этапов волочения проволоки, а также общий производственный процесс FCW не будут затронуты, даже если окончательное волочение проволоки будет выполняться с помощью штампа с отверстиями. Когда чистовое волочение проволоки осуществляется с помощью матрицы с отверстиями, диаметр проволоки, вытянутой рядом роликовых фильер, близок к диаметру изделия, а проволока после волочения проволоки с отверстием волочения имеет диаметр конечного изделия. В настоящем изобретении проволока, вытянутая роликовыми волоками, может иметь диаметр конечного изделия или диаметр проволоки, близкий к диаметру изделия, т.е. другой диаметр в зависимости от того, имеет ли она чистовую вытяжку с просверленным отверстием или нет. Диаметр проволоки, полученный в результате волочения проволоки с помощью роликовых волок, обычно называют диаметром изделия.
Вы также можете увидеть основные части роликов (рис. G9 ) на виде спереди устройства для волочения проволоки согласно предпочтительному варианту выполнения. вид спереди в увеличенном масштабе основной части роликовой матрицы в устройстве для волочения проволоки.
вид спереди, показывающий ряд устройств для волочения проволоки с роликовой головкой для использования при волочении проволоки. Между прочим, вариант осуществления предпочтительной базовой конфигурации устройства для волочения проволоки с роликовой фильерой основан на увеличении жесткости корпуса каркаса, поддерживающего фильеру с роликовой матрицей.
7) Средство для удаления смазки
Волоченная проволока 1-5 затем подвергается удалению смазки с поверхности проволоки с помощью средства физического удаления M+N. Средство для удаления смазки в (FIG E9 ) предназначено для трехступенчатого удаления смазки в линии с помощью средства для удаления смазки M (обозначенного маленькой рамкой) для полировки поверхности и удара по проволоке на предыдущем этапе, а средство для удаления смазки N (обозначено рамкой, в которой показан валик) с помощью грязесъемного валика на Последующем этапе. Средство М для удаления смазки для полировки поверхности и удара по проволоке представляет собой средство для полировки поверхности бегущей проволоки, а затем, например, вызывает падение легкого предмета на бегущую проволоку и удары по проволоке, тем самым удаляя смазка с поверхности проволоки. Принимая во внимание, что средство удаления смазки N с помощью чистящего валика на последующем этапе представляет собой средство для удаления смазки с поверхности проволоки с помощью чистящего валика, снабженного войлоком для вытирания смазки с поверхности.
Кроме того, линейное удаление смазки может быть выполнено следующим образом. А именно, смазку можно удалить с помощью других средств физического удаления, таких как встряхивание проволоки, или подходящей комбинации этих средств физического удаления.
Если смазка не была удалена, а осталась на проволоке или поверхности FCW, стабильность дуги во время сварки снижается и возникают дефекты сварки. Между прочим, в дополнение к средствам физического удаления для удаления смазки, например, поточному этапу распыления теплой воды с температурой 40+10°С на поверхность проволоки или погружения проволоки в теплую или горячую воду и удаления смазка путем очистки также может быть добавлена, если требуется, на предыдущей стадии или на последующей стадии средства физического удаления. Однако при погружении и очистке влага имеет тенденцию проникать в проволоку через участок шва.
Поэтому, чтобы удалить это, предпочтительно пропустить провод через встроенную катушку индукционного нагрева, чтобы провод нагревался высокочастотным электромагнитным индукционным током для снижения общего содержания влаги в проводе.
В настоящем изобретении, используя смазку для волочения проволоки, содержащую серосодержащую смазку для высокого давления, в качестве смазки для стадий формования и волочения, повышается вероятность удаления смазки с поверхности проволоки средствами физического удаления даже без использования химических средств для удаления смазки, таких как чистящее средство. В результате удаление смазки физическими средствами может осуществляться в сочетании с высокоскоростным волочением проволоки на предыдущем этапе непрерывно и с высокой скоростью. Как описано выше, при использовании других смазок эффективность удаления с поверхности проволоки значительно снижается, и возникает необходимость использования химических средств для удаления смазки. Соответственно, становится затруднительным осуществлять непрерывное и высокоскоростное изготовление FCW в сочетании с предшествующим этапом высокоскоростного волочения проволоки.
8) Средство масляного покрытия
Проволока 1-5, с поверхности которой была удалена смазка, впоследствии покрывается смазкой 3, такой как смазка для улучшения подачи проволоки с помощью средства масляного покрытия o как указано буквой W на ФИГ.9. в результате получается продукт FCW. Здесь средство масляного покрытия o требуется для равномерного и кратковременного покрытия небольшим количеством смазки поверхности проволоки, которую несут (движут) с высокой скоростью, как показано на (РИС. 9).0034 E9 ) С этой целью использование средства принудительного масляного покрытия, такого как электростатическое масляное покрытие, является предпочтительным с точки зрения полного контроля содержания водорода в проводе. Однако обычно применяется процесс, при котором войлок, пропитанный смазкой 3, контактирует с проволокой для нанесения покрытия.
Вы также можете увидеть основные части роликов (рис. G9 ) на виде спереди устройства для волочения проволоки предпочтительного варианта. вид спереди в увеличенном масштабе основной части роликовой матрицы в устройстве для волочения проволоки.
вид спереди, показывающий ряд устройств для волочения проволоки с роликовой головкой для использования при волочении проволоки. Между прочим, вариант осуществления предпочтительной базовой конфигурации устройства для волочения проволоки с роликовой фильерой основан на увеличении жесткости корпуса каркаса, поддерживающего фильеру с роликовой матрицей.
9) Намотка для упаковки в качестве конечного продукта
На последнем этапе производственного процесса производится сварочная проволока, которая наматывается на большую катушку с помощью намоточной машины и наматывается на маленькую катушку в качестве конечного продукта. .
Способ производства сварной порошковой проволоки из углеродистой стали (конечный диаметр: 6-20 мм)
Изобретение (фиг. К9 ) относится к способу изготовления порошковой проволоки в металлической оболочке, шов за швом , используемый в основном для внепечной обработки стали и чугуна. Профилирование П-образного желоба производят последовательно за четыре прохода на горизонтальном стане, установленном перед дозатором, формирование трубчатой заготовки и сварку шва осуществляют последовательно за четыре прохода в приводных вертикальных и горизонтальных клетьах за заделкой обрешетки в которым происходит уплотнение порошка в канавке прокатных клетей верхнего валка.
В рубке выполнен овальный ручей, радиус которого равен радиусу формируемой трубчатой заготовки. Совмещение трубчатого отрезка с шовным швом производят последовательное деформирование в двух приводных и двух неприводных трехвалковых клетях. Линия для производства порошковой проволоки в металлической оболочке со швом оснащена цепным приводом вращения рабочих валков с редуктором в виде цепной передачи, охватывающей каждую пару соседних клетей, посредством чего выходной вал редуктора соединен с приводной конец валка одной из клетей.
Кроме того, линия снабжена специальными клетями, установленными для формирования вертикального стана, и двумя двухклетевыми редукционными блоками трехвалкового стана, при этом стан из первых единичных валков выполняется живо, а во вторых блок неприводных валков. Горизонтальные валы привода трехвалкового стана-редуктора соединены цилиндрическими шестернями с передаточным числом, позволяющим увеличить скорость прокатки во второй клети по отношению к передаточному коэффициенту волочения в первой клети.
Двухклетевой агрегат трехвалкового стана с неприводными валками с группой радиальной регулировки валков. Изобретение обеспечивает повышение качества и стабильности процесса формирования П-образной разделки и сварного шва за счет устранения волнистости кромок на вертикальных стенках траншеи при ее формировании и предотвращения образования складок на фальце, а также предотвращения порошка в фальц и увеличить коэффициент заполнения порошком проволоки за счет уплотнения ее в канавке верхнего валка с овальным потоком и уменьшения последовательной деформации трубчатой заготовки в двух приводных и двух неприводных трехвалковых
Изобретение относится к способу изготовления порошковой проволоки в металлической оболочке с диаметром шва 6…20 мм, используемой преимущественно для внепечной обработки стали и чугуна.
Способ производства сварной порошковой проволоки из нержавеющей стали
Компоновку и блок-схему производственной линии можно увидеть на фиг. I9 и J9 . этот метод во многих случаях идентичен предыдущему методу, поэтому ниже описаны только важные части этого метода производства:
1) Очищающая полоска
В этом процессе моющий раствор очистит полосу из нержавеющей стали 304L или 316L или удалит прилипшие к поверхности загрязнения масляной смазки. Это связано с тем, что технологическое масло, оставшееся на поверхности полосы, или загрязнения могут вызвать нестабильный процесс дуговой сварки или образование пор. Шероховатость поверхности полосы (Ra) в пределах от 0,30 до 0,60 мкм. Когда шероховатость поверхности (Ra) полосы находится в надлежащем диапазоне, становится легко контролировать шероховатость поверхности готового изделия из проволоки (Ra) и контролировать содержание влаги на поверхности проволоки. Шероховатость поверхности полосы (Ra) можно контролировать с помощью другого процесса прокатки. Если неравномерное волочение шероховатости поверхности полосы (Ra) менее 0,30 микрон, этап формирования трубы приведет к неравномерной скорости заполнения смазкой, которая не может быть равномерно сохранена в процессе волочения проволоки. С другой стороны, если шероховатость поверхности стального листа (Ra) превышает 0,60 мкм, увеличивается количество оставшейся в процессе смазки волочильной проволоки, увеличивается шероховатость поверхности готового изделия из проволоки (Ra), уменьшается проволока подачи проволоки и сопротивление дефектов.
2) Смесь флюсов
общее содержание влаги в смеси флюсов (адсорбированная вода и кристаллизованная вода), представляющее весовое соотношение смеси флюсов, должно быть равно или меньше 500 частей на миллион. Здесь под адсорбированной водой понимается вода, адсорбированная на поверхности материала, химически не связанная, но при нагревании выше 100°С легко испаряющаяся. Это относится к кристаллу, связанному с водой, но не химически и OH • HT вариант (не структура молекулярной решетки) для просачивания влаги испаряется в воздух при нагревании более чем на 1 час 950°C.
Если общее содержание влаги во флюсовой смеси, залитой в трубу, превышает 500PPm, ее влияние на производственный процесс возрастает, что приводит к нежелательным дефектам поверхности сварного шва.
Дополнительные сведения об адсорбированной воде и кристаллической воде приведены в следующих вариантах осуществления. С помощью гравиметрического метода измеряют приведенную влажность, т. е. 50 г не менее одного часа флюсовой смеси нагревают до 950°С или выше 950°С, и подсчитывают количество испаряемой влаги в воздухе.
Общее содержание влаги во флюсе (ppm) = [(Wa-Wb) / Wa] xl06 (Формула I) Формула I, Wa – масса материала флюсовой смеси (г), Wb – нагреваемый материал флюсовой смеси Я при 950°С через час измерил массу (г).
Флюсовая смесь, включающая минерал или не менее двух оксидов металлов. Эти флюсы содержат воду, а в процессе водоочистки неизбежно адсорбируется влага или пустоты, проникающие в молекулярную структуру адсорбированной из воздуха части воды в процессе (светлый отжиг, процесс термообработки, он заключается в снижении наклепа проволоки при высоких температурах). температура атмосферы снижается и выгорает оставшаяся на поверхности смазка) испаряется из шва, а в трубе остается еще часть воды. Изобретатели настоящего изобретения, когда остаточная влага в основном представляет собой известные дефекты сварки, без процесса обжига пытаются контролировать содержание влаги и, в конечном счете, улучшают стойкость к отсутствию надрезов.
Для того, чтобы общее содержание влаги было минимальным для флюсовой смеси, настоящее изобретение измеряется с использованием того же общего содержания влаги в конечной смеси по весу метода уменьшения флюса, измерения различного содержания адсорбированной воды и содержания кристаллической воды. флюс, и полностью исключен из-за содержания большого количества флюса или большого флюса, что может способствовать дальнейшему поглощению влаги.
3) Процессы заполнения и формовки флюса
Контрольная поверхность шероховатости (Ra) изготовлена из трубы из нержавеющей стали. Для этого формующие грудные валки располагают последовательно, а количество ступеней, используемых при формовании формирующих валков, целесообразно определяют в зависимости от твердости или прочности полосы из нержавеющей стали, ширины и толщины, или из нержавеющей стали.
Перед тем, как полностью сформировать трубчатую полосу, содержащую 500 частей на миллион (или менее) воды, заливали в флюсовую трубку. В это время, если коэффициент заполнения составляет менее 10%, летучая проволока для продольной сварки, качество сварочной проволоки ухудшается. Между тем, если коэффициент заполнения превышает 30%, флюс может перелиться через трубку, а проволока может разорваться в процессе волочения. По этим причинам в настоящем изобретении заполнение установлено в диапазоне от 10% до 30% (в процентах от общего веса проволоки).
4) Этап волочения
Так как порошковая проволока для сварки нержавеющей стали упрочняется на этапе волочения серьезно, поэтому яркий отжиг (1000-1200 ° C) после начального этапа волочения, чтобы уменьшить степень упрочнения. Затем второй рисунок, так что между 38% и 60% кумулятивной усадки после яркого процесса отжига. Здесь скорость усадки представляет собой совокупное время формования проволоки через множество форм и усадку каждой формы. первичный и вторичный этап волочения штампа PCD; (H) с использованием первого этапа волочения CRD, второго этапа волочения PCD с использованием пресс-формы; и (iii) этап первичного и вторичного волочения использует CRD, заключительный этап этапа волочения с использованием PCD пресс-формы. Таким образом, фактическая прочность готового изделия из проволоки может составлять 110-150 кг/мм2, шероховатость поверхности (Ra) от 0,15 до 0,50 мкм, микротвердость поверхности (Hv) 370-500HV.
Независимо от того, используется ли CRD PCD или, если свойства готовой проволоки остаются в вышеуказанном диапазоне, может быть получена порошковая проволока для сварки нержавеющей стали, обладающая отличной стойкостью к подаче проволоки и выдающимися дефектами. В частности, если CRD во втором процессе рисования, рекомендуется использовать штамп для рисования PCD в конце процесса рисования. Это связано с тем, что, если CRD до конца процесса волочения, очень трудно контролировать форму проволоки, чтобы получить хорошую округлость проволоки. Кроме того, когда усадка на этапе вторичной вытяжки ниже 38%, готовое изделие не может быть достаточно закаленной проволокой, что приводит к низкой твердости поверхности, прочности на растяжение и низкой фактической нестабильности подачи. И наоборот, если коэффициент накопленной усадки превышает 60%, шероховатость поверхности готового изделия из проволоки (Ra) уменьшается, что часто приводит к проскальзыванию рулона проволоки при подаче проволоки. И, поскольку конечный продукт сварочного упрочнения увеличивается, скорость волочения проволоки снижается, расходуется больше формы, что приводит к соответствующему снижению производительности.
5) Этап светлого отжига
На этапе светлого отжига наносится первая осевая линия уменьшенного закалки, а также для уменьшения деформационного упрочнения проволоки в высокотемпературной восстановительной атмосфере, процесса горения и удаления смазки для волочения, оставшейся на поверхности проволоки. . Предпочтительно стадию светлого отжига проводят при температуре 10-30 секунд при 1000-1200°С с использованием восстановительной атмосферы N2, h3 или Nh4.
6) Физическое удаление остатков смазки с поверхности проволоки 9082, по крайней мере, одно соединение, выбранное из группы, состоящей из 50-75% по весу графита и состоящей из фтористого углерода, и выбранное из группы, состоящей из минерального масла и промышленного, по крайней мере, из остальных компонентов группы, состоящей из нафталина . Во избежание излишков поверхность проволоки покрывают средством для обработки поверхности, после обработки поверхности покрывают шлифовальной или полировальной абразивной тканью. Таким образом, проволока может иметь однородную поверхность.
Способ производства бесшовной порошковой проволоки:
Этот способ является более новым и имеет преимущества перед предыдущим способом. Однако из-за дороговизны и сложности производственного процесса он менее популярен. Вы можете найти подробности этого процесса, просмотрев рисунки M9 и N9. Обычно существует два способа производства сварочной проволоки этого типа (FIG N9 ).
