Проволоку получают с помощью: Технологический процесс изготовления проволоки из цветных металлов и сплавов :: Технология металлов
Содержание
Технологический процесс изготовления проволоки из цветных металлов и сплавов :: Технология металлов
- ОБЩИЕ СВЕДЕНИЯ
Технологический процесс изготовления проволоки — это ряд последовательных операций (травление, термообработка, волочение и другие), при осуществлении которых происходит уменьшение сечения заготовки и достигаются необходимые свойства проволоки.
Качество изделия и экономические показатели производства проволоки зависят от технического уровня процесса. Важным условием снижения трудовых затрат в производстве проволоки является сокращение циклов. Это достигают путем волочения проволоки с максимально возможными суммарными обжатиями (табл. 1).
Таблица 1
Допустимые суммарные обжатия
Сплав или металл | Максимальное суммарное обжатие, % | Сплав или металл | Максимальное суммарное обжатие, % |
Медь M1 | 99,9 | Константан | 99 |
Л80 | 95—99 | Никель | 99 |
Л62 | 80—96 | Алюмель | 80-90 |
ЛС 59-1 | 40—50 | Хромель | 80—90 |
БрБ-2 | 35-85 | Монель-металл | 80-95 |
БрКМцЗ-1 | 80—90 | Алюминий | 99,9 |
БрОЦ4-3
| 80—99 | Цинк | 99,9 |
Манганин
| 99 | Титан (ВТ1) | 45-60 |
Они зависят главным образом от пластичности металла и диаметра обрабатываемой проволоки. Чем меньше диаметр, тем больше допустимое суммарное обжатие. Например, при волочении проволоки бериллиевой бронзы из катанки 7,2 мм в начале процесса до размера 4,5 мм допускаются обжатия между отжигами, равные 30—40%, а из заготовки диаметром 1,0—0,5 мм волочение ведется с суммарным обжатием 75—85%.
Чем меньше диаметр, тем больше допустимое суммарное обжатие. Например, при волочении проволоки бериллиевой бронзы из катанки 7,2 мм в начале процесса до размера 4,5 мм допускаются обжатия между отжигами, равные 30—40%, а из заготовки диаметром 1,0—0,5 мм волочение ведется с суммарным обжатием 75—85%.
Важным фактором, определяющим технологию производства проволоки, является заготовка и способ ее получения. От диаметра заготовки, ее качества зависит трудоемкость производства и качество проволоки.
2. ЗАГОТОВКА ДЛЯ ПРОВОЛОКИ
Заготовку для изготовления проволоки получают следующими способами:
1. Прокаткой слитков на проволочно-прокатном стане до диаметра 6,5—19 мм. Этот способ является наиболее производительным и широко используется для получения заготовки из меди, медных сплавов, алюминия, никеля, никелевых и медно-никелевых сплавов, латуней (Л62, Л68, ЛА85-0,5), цинка, бронз (ОЦ4-3, КМЦ-3-1, ББ2), титана и титановых сплавов.
2. Горячим прессованием на гидравлических прессах. Этим способом можно получить заготовку диаметром 5,5—20 мм и выше с высоким качеством поверхности. Однако этот метод менее производителен, чем прокатка, и связан с получением значительных геометрических отходов — от 10 до 25%. В то же время при прокатке эти отходы составляют 2—4%. Прессованием получают заготовку из сплавов, сортовая прокатка которых затруднена, например латуни ЛС59-1, ЛС63-3 и др., а также при необходимости получения проволоки с высоким качеством поверхности и сложным профилем.
Этим способом можно получить заготовку диаметром 5,5—20 мм и выше с высоким качеством поверхности. Однако этот метод менее производителен, чем прокатка, и связан с получением значительных геометрических отходов — от 10 до 25%. В то же время при прокатке эти отходы составляют 2—4%. Прессованием получают заготовку из сплавов, сортовая прокатка которых затруднена, например латуни ЛС59-1, ЛС63-3 и др., а также при необходимости получения проволоки с высоким качеством поверхности и сложным профилем.
3. Разрезкой холоднокатаных дисков по спирали специальными ножницами на прямоугольную заготовку (например, размером 6×8 мм). Этот способ применяется для сплавов, не выдерживающих горячей деформации. К таким сплавам относится фосфористая бронза.
4. Металлокерамическим способом — путем спекания порошков в длинные прямоугольные заготовки и последующей ковки их на ротационно-ковочных машинах. Этот способ применяется для тугоплавких металлов (молибден, вольфрам и др.).
3. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ МЕДИ
Заготовкой для волочения медной проволоки служит катанка диаметром 7,2—19 мм или прямоугольного сечения. Для изготовления проволоки сложного профиля применяется прессованная заготовка соответствующего профиля. Заготовку травят в 8—12%-ном водном растворе серной кислоты, подогретом до 40—50 °С. Волочение катанки диаметром 7,2 мм, предварительно сваренной встык, производят на машинах со скольжением типа ВМ-13 на размер 1,79—1,5 мм. Для смазки и охлаждения применяется мыльно-масляная эмульсия. Далее волочение ведут на 22-кратной машине на размер 0,38—0,2 мм, скорость волочения до 18 м/сек. Затем волочение на 18-кратных машинах на диаметры 0,15—0,05 мм. На последнем переделе волочения применяют алмазные волоки. Угол рабочего конуса волок 16—18°.
Для изготовления проволоки сложного профиля применяется прессованная заготовка соответствующего профиля. Заготовку травят в 8—12%-ном водном растворе серной кислоты, подогретом до 40—50 °С. Волочение катанки диаметром 7,2 мм, предварительно сваренной встык, производят на машинах со скольжением типа ВМ-13 на размер 1,79—1,5 мм. Для смазки и охлаждения применяется мыльно-масляная эмульсия. Далее волочение ведут на 22-кратной машине на размер 0,38—0,2 мм, скорость волочения до 18 м/сек. Затем волочение на 18-кратных машинах на диаметры 0,15—0,05 мм. На последнем переделе волочения применяют алмазные волоки. Угол рабочего конуса волок 16—18°.
Проволоку диаметром 0,15—0,05 мм изготавливают без промежуточного отжига. При необходимости проводится безокислительный отжиг, как правило, на готовых размерах в конвейерных электропечах с водяным затвором или в шахтных электропечах без доступа воздуха.
На некоторых заводах кабельной промышленности эксплуатируются волочильные машины с совмещенным отжигом медной проволоки. Применение таких машин позволяет снизить трудоемкость изготовления проволоки и повысить степень автоматизации производства. В настоящее время работают над улучшением качества отжига проволоки на этих машинах.
Применение таких машин позволяет снизить трудоемкость изготовления проволоки и повысить степень автоматизации производства. В настоящее время работают над улучшением качества отжига проволоки на этих машинах.
4. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ АЛЮМИНИЯ
Алюминиевую проволоку изготавливают из катаной заготовки диаметром 7—19 мм. При горячей прокатке алюминий покрывается очень тонким слоем окислов, влияние которого на процесс волочения незначителен, поэтому горячекатаную заготовку обычно не травят. Но при длительном хранении на металле образуется слой окислов, который рекомендуется стравливать. В этом случае производят травление в водном растворе, содержащем 8—12% H2SO4 .
Изготовление алюминиевой проволоки средних и тонких размеров проводится по следующей схеме.
Волочение катанки диаметром 7,2 мм на 1,8 мм осуществляется на многократных машинах без скольжения типа ВМА-10/450. Далее волочение на размер 0,47—0,59 мм проводится на 15 волочильных машинах со скольжением; скорость волочения до 18 м/сек.
На машинах без скольжения применяется густая смазка, на машинах со скольжением — мыльно-масляная эмульсия.
При многократном волочении алюминиевой проволоки в целях снижения обрывности принимают величину вытяжек на 5% ниже, чем для меди. Волоки применяются с углом рабочего конуса, равным 24—26°.
5. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ЦИНКА
Цинковая проволока изготавливается из цинка марок ЦО и Ц1. Заготовкой для волочения служит катанка диаметром 7,2 мм, ее протягивают на размер 3,7 мм на 6-кратной машине со скольжением типа 6/480. Смазкой служит мыльно-масляная эмульсия, приготовленная из пасты Ц4 с добавкой серного цвета. Далее волочение на машинах со скольжением типа 8/250, 10/250 с диаметра 3,7 мм на готовые размеры 1,5—2 мм. Смазка та же, что и для предыдущего передела волочения. При волочении цинковой проволоки особое внимание должно уделяться подготовке смазки и волок. Для снижения усилий на преодоление трения рекомендуется уменьшить площадь контактирования проволоки в очаге деформации, для чего угол рабочего конуса волоки увеличивают до 24—26°, а длину рабочего пояска уменьшают до 0,3 диаметра готовой проволоки.
Цинковую катанку обычно не подвергают травлению, так как тонкий слой окислов, покрывающий ее, не оказывает влияния на процесс волочения.
6. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ТИТАНА
Заготовкой для волочения проволоки из титана служит катанка диаметром 8 мм. Волочение ведут на однократных или многократных машинах без скольжения в твердосплавные металлокерамические волоки. Для смазки применяют сухой порошкообразный графит. Скорость волочения от 20 до 50 м/мин. Допустимые суммарные обжатия при волочении проволоки из титана марки ВТ1 — от 45 до 60%. После такой деформации проводится отжиг в электропечах при температуре 620—640°С, выдержка при данной температуре 20 мин.
Отожженные бухты проволоки погружают в соляноизвестковый раствор следующего состава: 100—150г/л гашеной извести (СаО) и 80—100 г/л поваренной соли (NaCl). Температура раствора 80—90 °С. После обработки в растворе бухты просушивают в токе теплого воздуха. Полученный на поверхности проволоки известковый слой способствует лучшему захвату сухого порошкообразного графита.
Готовую проволоку травят для снятия альфированного слоя. После травления проволоку подвергают вакуумному отжигу для повышения пластичности и снижения содержания водорода. Температура отжига 750— 800 °С, время выдержки 4—6 ч, охлаждение в печи до 250 °С. В печи поддерживается вакуум от 13,3 до 6,65 мн/м2 (от 1 · 10-4 до 5 10-5 мм рт. ст.).
По указанной технологии изготавливается проволока из титана марки BT1 диаметром от 1,2 до 7 мм. Волочение ведут в твердосплавные металлокерамические волоки с углом рабочего конуса 8—10°.
Проволоку из титановых сплавов изготавливают по этой же технологии, но с большим количеством промежуточных отжигов, так как допустимое суммарное обжатие при обработке сплавов снижается до 30—40%.
7. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ НИКЕЛЯ И ЕГО СПЛАВОВ
Проволоку из никеля и его сплавов изготавливают из катаной заготовки. Поверхность катанки из никелевых сплавов и заготовка после отжига имеют весьма плотную окисную пленку, препятствующую процессу волочения, поэтому в производстве проволоки особое внимание уделяется подготовке поверхности. С этой целью применяется комбинированное щелочно-кислотное и кислотно-солевое травление, известково-солевое покрытие поверхности заготовки .
С этой целью применяется комбинированное щелочно-кислотное и кислотно-солевое травление, известково-солевое покрытие поверхности заготовки .
Волочение проволоки из никелевых и медно-никелевых сплавов, обладающих высокой твердостью и прочностью, связано с повышенным износом волок, поэтому в процессе производства этой проволоки вопросу стойкости волок также уделяется большое внимание. С этой целью повышается качество подготовки поверхности металла, подготовки волок и смазки, внедряется волочение проволоки в условиях жидкостного трения. В настоящее время волочение проволоки из никеля, кремнистого никеля, никеля марганцовистого, константана, хромеля на многократных машинах без скольжения ведется в так называемые сборные волоки , создающие условия жидкостного трения.
Проволоку из никеля и его сплавов отжигают в электропечах шахтного типа без доступа воздуха, а также в протяжных электропечах. Для получения светлой поверхности рекомендуется вести отжиг в среде генераторного газа, диссоциированного и неполностью сожженного аммиака, содержащего 5% водорода, или в чистом осушенном водороде. Отжиг термоэлектродной проволоки на готовых размерах ведется в окислительной среде для получения надежной окисной пленки, которая в значительной мере определяет свойства проволоки (стабильность т. э. д. с).
Отжиг термоэлектродной проволоки на готовых размерах ведется в окислительной среде для получения надежной окисной пленки, которая в значительной мере определяет свойства проволоки (стабильность т. э. д. с).
8. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ВОЛЬФРАМА
Заготовкой для вольфрамовой проволоки служат вольфрамовые штабики квадратного сечения 15X 15 мм, длиной около 0,5 м, полученные металлокерамическим способом.
Перед волочением штабики проковывают на ротационно-ковочных машинах на диаметр 2,5—3,0 мм. Кованую заготовку протягивают на диаметр 1 мм на цепных волочильных станах длиной до 30 м. Волочение горячее, для чего стан оборудован газовой печью. Перед задачей в волоку конец прутка заостряют путем нагрева до вишнево-красного цвета и погружения в коробку с сухим азотнокислым калием или натрием. Под действием высокой температуры соль растворяется и равномерно растворяет концы вольфрамовых прутков на длине 100—120 мм. Следует избегать попадания азотнокислого калия или натрия в канал волоки во избежание его порчи. После заострения с конца прутка смывают остатки азотнокислого калия или натрия водой и смазывают его коллоидно-графитовым препаратом марки B-1. Заостренный конец нагревают в печи и затягивают в волоку на длину до 200 мм. Затем конец прутка прогревают вместе с волокой, быстро устанавливают в волокодержатель и протягивают.
После заострения с конца прутка смывают остатки азотнокислого калия или натрия водой и смазывают его коллоидно-графитовым препаратом марки B-1. Заостренный конец нагревают в печи и затягивают в волоку на длину до 200 мм. Затем конец прутка прогревают вместе с волокой, быстро устанавливают в волокодержатель и протягивают.
Волочение ведется на скорости 0,1—0,15 м/сек. Волоки твердосплавные с углом рабочего конуса 8—10 град. Перед волочением волоку нагревают до температуры 500 °С, а проволоку до 1000—850 °С в зависимости от диаметра (с уменьшением диаметра снижается температура).
Таким образом процесс повторяют 7—8 раз до диаметра 1 мм, после чего проволоку сворачивают в моток.
Далее волочение на размер 0,5—0,55 ведут на однократных волочильных машинах в 6 протяжек. С фигурки проволока проходит через смазочную коробку с коллоидно-графитовым препаратом марки В-1, разбавленным дистиллированной водой в соотношении 1:1, попадает в газовую печь, где нагревается до температуры 800—750 °С, протягивается в победитовую волоку со скоростью 0,16—0,20 м/сек и принимается на барабан диаметром 500 мм.
Волочение на более тонкие размеры проводится по этой же схеме с приемом проволоки на барабаны диаметром 200 мм или на катушки. Скорость волочения до 0,3—0,4 м/сек. Для смазки применяют препарат марки В-1, разбавленный дистиллированной водой в соотношении 1 : 2. Волочение проволоки диаметром 0,34—0,32 мм и ниже ведется в алмазные волоки типа Т, которые нагревают перед волочением до 400 °С.
9. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ БЛАГОРОДНЫХ И РЕДКИХ МЕТАЛЛОВ
Для изготовления проволоки из серебра применяют катаную или прессованную заготовку диаметром 7—8 мм. Волочение заготовки ведут без промежуточного отжига до размера 0,26 мм по следующей схеме. До диаметра 3—3,5 мм применяют однократное волочение. В качестве смазки используют хозяйственное мыло. Волочение на этом переделе можно вести на многократных волочильных машинах со скольжением типа ВМ-13 или СМВ-П-9. Волочение до размера 1,2 мм ведут на 15-кратной машине со скольжением типа 15/250, затем на машине типа 22/200 до диаметра 0,26 мм.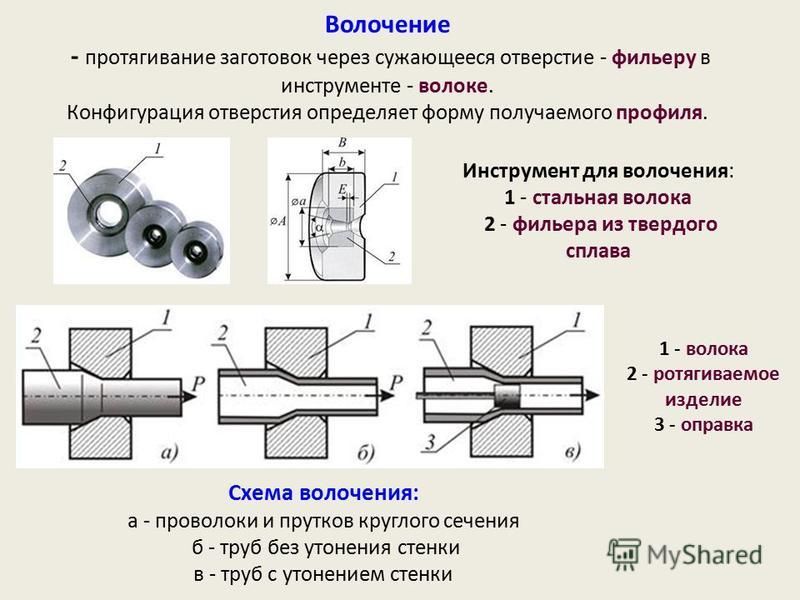 На этом размере проводится отжиг в камерной электропечи при температуре 250 °С, выдержка 30 мин.
На этом размере проводится отжиг в камерной электропечи при температуре 250 °С, выдержка 30 мин.
Дальнейшее волочение на тончайшие размеры до 0,02 мм проводится на 18 волочильных машинах со скольжением без промежуточного отжига. На машинах со скольжением смазкой служит мыльная эмульсия. Волоки твердосплавные металлокерамические с углом рабочего конуса 16—18 град. Для тончайшего волочения применяют алмазные волоки типа М.
В процессе обработки серебряной проволоки заготовка и промежуточные размеры после отжига травлению не подвергаются. Особое внимание уделяется чистоте рабочего места, качеству поверхности проволоки, подготовке производства с целью исключения обрывности и потерь металла.
Для получения проволоки тончайших диаметров (до 0,001 мм) из золота, платины и сплавов благородных металлов применяют волочение в медной рубашке, для чего пруток из благородных металлов или сплавов диаметром до 2 мм закладывают в .медную трубку диаметром 10 мм и с толщиной стенки 4 мм. Такую биметаллическую заготовку подвергают волочению до расчетного размера.
Такую биметаллическую заготовку подвергают волочению до расчетного размера.
Так, для получения платиновой проволоки диаметром 0,01 мм волочение биметаллической заготовки ведут до диаметра 0,05 мм, для получения диаметра 0,005 мм — волочение до 0,025 мм, для диаметра 0,004 мм — волочение до 0,02 мм и т. д. Перед применением проволоки из благородных металлов с нее стравливают верхний слой металла (медную рубашку) раствором азотной кислоты в дистиллированной воде в соотношении 1:1.
Проволоку из бериллия и его сплавов диаметром от 1 до 0,12 мм производят волочением при температурах 420—450 °С. Обжатие за проход составляет 25%. В качестве смазки используют коллоидный графит в масле, а также смесь графита с дисульфидом молибдена. После каждого третьего прохода проволоку подвергают промежуточному отжигу при 800 °С в течение 6 ч 30 мин. Очистку поверхности проволоки производят ультразвуковым методом, так как травление снижает ее механические свойства.
10. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ЛАТУНЕЙ
Пластичность латуней ниже пластичности меди, поэтому в процессе обработки они быстрее нагартовываются и требуются промежуточные отжиги. По пластичности латуни можно условно разделить на три группы: 1) пластичные латуни, содержащие выше 78—80% меди. К ним относятся латуни Л80, ЛА85-0,5, Л90 и др.; 2) латуни средней пластичности, содержащие 60—70% меди. К ним можно отнести Л62, Л68; 3) латуни низкой пластичности. К ним относятся латуни марок ЛС59-1, ЛО60-1.
По пластичности латуни можно условно разделить на три группы: 1) пластичные латуни, содержащие выше 78—80% меди. К ним относятся латуни Л80, ЛА85-0,5, Л90 и др.; 2) латуни средней пластичности, содержащие 60—70% меди. К ним можно отнести Л62, Л68; 3) латуни низкой пластичности. К ним относятся латуни марок ЛС59-1, ЛО60-1.
Изготовление проволоки толстых и средних размеров из латуней первой группы можно вести без промежуточного отжига; тонких размеров—с одним промежуточным отжигом и тончайших—с двумя отжигами.
Из латуней второй группы изготовление проволоки толстых размеров ведется без промежуточных отжигов; средних размеров— с одним и двумя промежуточными отжигами; тонких размеров — с тремя отжигами и тончайших — с четырьмя промежуточными отжигами.
Проволока из латуней третьей группы диаметром выше 5 мм производится из прессованной заготовки соответствующего диаметра без промежуточных отжигов. Проволоку диаметром ниже 5 мм изготовляют с промежуточными отжигами через каждые 30—40% обжатия.
С улучшением технологии подготовки поверхности металла перед волочением, повышением качества волочильного инструмента и смазки, а также улучшением качества заготовки суммарные обжатия при волочении латунной проволоки могут быть повышены и, следовательно, сокращено количество промежуточных отжигов.
В связи с большой градацией латунной проволоки по механическим свойствам термическая обработка в технологическом процессе ряда марок латунной проволоки (Л62, Л68 и др.) имеет важное значение, определяющее качество проволоки (механические свойства) и условия ее дальнейшей обработки. В процессе производства латунной проволоки особое внимание должно уделяться отжигу, с точки зрения его равномерности, и подготовке поверхности проволоки после отжига для дальнейшей обработки. Многократное волочение латунной проволоки средних и тонких диаметров ведется с частными обжатиями 17—18%. Желательно работать на меньших обжатиях, если позволяет машина.
Травление заготовки проволоки и промежуточных размеров после отжига проводится в 5—15%-ном водном растворе серной кислоты. Удовлетворительное качество травления латунной проволоки получается при условии погружения ее в раствор на приспособлении, обеспечивающем равномерное травление каждой бухты .
Удовлетворительное качество травления латунной проволоки получается при условии погружения ее в раствор на приспособлении, обеспечивающем равномерное травление каждой бухты .
Для получения светлой поверхности проволоки после отжига в отдельных случая проводится травление в растворе, содержащем 2 ч. серной кислоты, 1 ч. азотной кислоты и 6 ч. воды с последующим пассивированием в водном растворе, содержащем 150 г/л хромпика и 400—450 г/л серной кислоты. После пассивирования производится нейтрализация в щелочном растворе. Латунная проволока отжигается в шахтных электропечах без доступа воздуха и в протяжных электропечах.
Наиболее равномерный отжиг получается в протяжных электропечах, а также в шахтных электропечах с принудительной циркуляцией воздуха. Хорошие результаты по равномерности отжига проволоки Л62 получены в шахтных электропечах колодцевого типа, оборудованных автоматическим регулированием температур по зонам с учетом тепловой инерции печи. При этом достигнуты узкие пределы механических свойств проволоки в одной партии: предел прочности от 400 до 460 Мн/м2 (40— 46 кгс/мм2), а в одном мотке колебания не превышают 30 Мн/м2 (3 кгс/мм2) (проволока была изготовлена из латуни марки Л62 с содержанием меди 62—63%).
Для волочения латунной проволоки применяют твердосплавные металлокерамические волоки с углом рабочего конуса 14— 18 град. Проволоку диаметром ниже 0,2 мм протягивают в алмазные волоки типа П.
Источник:
Хаяк Г.С. Волочение проволоки из цветных металлов и сплавов,Металлургия, 1967.
Способ изготовления проволоки
Изобретение относится к обработке металлов давлением. Способ изготовления проволоки включает получение заготовки проволоки из полосовой заготовки путем последовательной по переходам симметричной гибки краев заготовки от ее периферии к середине. Симметричную гибку краев полосовой заготовки в первом переходе ведут до контакта внутренней поверхности двух первых отогнутых участков с обращенной к ним остальной поверхностью заготовки. Гибку по меньшей мере в одном последующем переходе осуществляют до контакта внутренней поверхности образованных на предыдущем переходе участков заготовки с обращенной к ним остальной поверхностью заготовки. Гибку на завершающем переходе ведут до контакта между собой внешних поверхностей участков, образованных в процессе гибки на предыдущем переходе, с получением заготовки проволоки со сплошным поперечным сечением или имеющим зазоры между отогнутыми участками. Затем производят обжатие заготовки проволоки в ротационной установке. При этом производят формовку и калибровку заготовки до получения заданных размеров и формы сечения с устранением возможных зазоров в поперечном сечении. В результате обеспечивается повышение качества полученной проволоки. 6 ил.
Гибку на завершающем переходе ведут до контакта между собой внешних поверхностей участков, образованных в процессе гибки на предыдущем переходе, с получением заготовки проволоки со сплошным поперечным сечением или имеющим зазоры между отогнутыми участками. Затем производят обжатие заготовки проволоки в ротационной установке. При этом производят формовку и калибровку заготовки до получения заданных размеров и формы сечения с устранением возможных зазоров в поперечном сечении. В результате обеспечивается повышение качества полученной проволоки. 6 ил.
Изобретение относится к обработке металлов давлением, а именно к производству профилированной проволоки (или прутков) сплошного поперечного сечения любой заданной геометрической формы поперечного сечения. Профилированная проволока может быть использована, в частности, в производстве строительных конструкций, где применяются подвесные потолки типа «Армстронг», при монтаже гипсоволокнистых плит, в машиностроении и других областях, в которых используется профилированная проволока или прутки.
Известен способ изготовления проволоки, заключающийся в том, что лента прокатывается в валках до толщины, равной толщине заготовки, лента разрезается на узкие ленты, ширина которых равна ширине заготовки, затем кромки узких лент скругляют абразивом и производят волочение узких лент в волоке до требуемого размера (см. RU заявка на выдачу патента на изобретение 94015101, 1995 г.).
В этом способе используется традиционный метод получения проволоки волочением.
Известен способ получения плакированных проволочных электрических проводников из биметаллической полосы, состоящей по меньшей мере из одного слоя благородного металла и слоя основного металла (GB 1432906, 1976 г.) Способ заключается в последовательном поэтапном придании полосе изогнутой формы в поперечном направлении с благородным металлом на выпуклой поверхности и волочении полосы через фильеру для получения проволоки частично плакированной благородным металлом. Получаемые сечения могут быть круглыми, полукруглыми, треугольными, квадратными, трапецеидальными и т. д. Рекомендуемое отношение толщины исходной полосы к ее ширине 1:35.
Получаемые сечения могут быть круглыми, полукруглыми, треугольными, квадратными, трапецеидальными и т. д. Рекомендуемое отношение толщины исходной полосы к ее ширине 1:35.
Недостатком известного способа является его ограничения на применение для изготовления проволоки любого диаметра из полосовой заготовки ограниченного отношения толщины к ширине. Получаемое готовое изделие имеет покрытие из благородного металла, причем не по всей поверхности.
Задачей, решаемой настоящим изобретением, является создание способа изготовления проволоки сплошного поперечного сечения любой геометрической формы (круг, квадрат, прямоугольник, трапеция, треугольник, шестиугольник, овал, сегмент и т.д.) и нужного диаметра из полосовой заготовки (ленты), которая может иметь, например, антикоррозионное или другое покрытие и быть изготовленной из любого полосового материала, например отходов производства.
Технический результат, обеспечиваемый предлагаемым изобретением, заключается в том, что достигается возможность получения высококачественной, прочной проволоки (или прутка). Проволока не требует дополнительных технологических операций по нанесению на ее поверхность антикоррозионного покрытия при использовании заготовки с соответствующим покрытием. Полученное изделие относительно недорого из-за того, что в качестве заготовки для получения проволоки используется любой полосовой материал, в том числе и отходы, образующиеся при раскрое рулонов листового материала, в том числе и оцинкованного. Качество получаемой проволоки обеспечивается также и за счет того, что в случае использования заготовки в виде оцинкованной полосы можно получить антикоррозионное покрытие не только снаружи, но и внутри проволоки.
Проволока не требует дополнительных технологических операций по нанесению на ее поверхность антикоррозионного покрытия при использовании заготовки с соответствующим покрытием. Полученное изделие относительно недорого из-за того, что в качестве заготовки для получения проволоки используется любой полосовой материал, в том числе и отходы, образующиеся при раскрое рулонов листового материала, в том числе и оцинкованного. Качество получаемой проволоки обеспечивается также и за счет того, что в случае использования заготовки в виде оцинкованной полосы можно получить антикоррозионное покрытие не только снаружи, но и внутри проволоки.
Технический результат достигается за счет того, что в способе изготовления проволоки, заключающемся в последовательной по переходам симметричной гибке валками профилегибочного стана полосовой заготовки в направлении от периферии к середине заготовки, сначала осуществляют попарно симметричную относительно продольной оси заготовки гибку (то есть закрутку, закатку) последовательно в направлении от краев к ее середине, таким образом, что в результате края заготовки симметрично отгибают в направлении середины заготовки до контакта внутренней поверхности первых отогнутых участков с остальной частью заготовки, гибку на по меньшей мере одном последующем переходе производят аналогично в том же направлении до контакта внутренней поверхности образующегося участка с остальной частью заготовки, а на последнем этапе завершающий гиб (центральный) осуществляют до контакта между собой внешних поверхностей участков, образованных на предпоследнем переходе, при этом обеспечивают сплошное или с некоторыми зазорами заполнение площади поперечного сечения. В последнем, завершающем переходе в ротационной установке посредством кулачков, определяющих поперечное сечение готовой проволоки, заготовка обжимается с устранением возможных зазоров в ее поперечном сечении, формуется и калибруется до заданных параметров.
В последнем, завершающем переходе в ротационной установке посредством кулачков, определяющих поперечное сечение готовой проволоки, заготовка обжимается с устранением возможных зазоров в ее поперечном сечении, формуется и калибруется до заданных параметров.
При оценке изобретательского уровня учитывались следующие известные способы получения изделий гибкой.
Известные способы изготовления профилей разнообразных геометрических сечений описаны в литературе (см. книгу Чекмарева А. П., Калужский В. Б. Гнутые профили проката. — М.: Металлургия, 1974, с.104-110, а также книгу под ред. Тришевского И. С. Калибровка валков для производства гнутых профилей проката. — Киев: Техника, 1980, с.106-110).
Известен также способ получения гнутого корытного профиля (см. заявку на выдачу патента на изобретение 94027553, В 21 D 5/06, опубл. 27.06.96).
Общими для заявленного и известных способов изготовления изделий является то, что изделия изготавливают последовательной по переходам гибкой валками профилегибочного стана заготовки в направлении средней части заготовки. Другие отличительные признаки заявленного способа не присущи известным способам, поскольку в них не ставилась задача получения профилированной проволоки или прутка, то есть полученные в результате применения известных способов изделия не обеспечивают сплошное заполнение материалом их поперечного сечения.
Другие отличительные признаки заявленного способа не присущи известным способам, поскольку в них не ставилась задача получения профилированной проволоки или прутка, то есть полученные в результате применения известных способов изделия не обеспечивают сплошное заполнение материалом их поперечного сечения.
Известен способ изготовления сердечников, включающий отрезку заготовки от рулонной полосы, вырубку щелей, одна из которых расположена на продольной оси заготовки, а другие симметрично на заданном, постепенно уменьшающемся расстоянии от продольной оси, последующее гофрирование вдоль щелей, причем вначале гофрируют центральный участок, затем два крайних симметричных ему участка, сближают гофры, калибровку гофров проводят в фильере после окончательного сближения гофров ( см. патент СССР 562222, B 21 D 13/10).
В описанном в патенте СССР способе общими с заявленным способом являются следующие признаки: создание по проходам симметричных гибов, сближение гофров в фильере до получения монолитного сечения. Однако этот способ не позволяет получить прочной проволоки из-за имеющихся в теле заготовки щелей, к тому же гибку в известном способе ведут от центральной части заготовки к краям, а не «закруткой» от краев к центру, что в совокупности с наличием щелей в заготовке и образованием гофров не позволяет получить высокопрочное изделие, как в заявленном способе.
Однако этот способ не позволяет получить прочной проволоки из-за имеющихся в теле заготовки щелей, к тому же гибку в известном способе ведут от центральной части заготовки к краям, а не «закруткой» от краев к центру, что в совокупности с наличием щелей в заготовке и образованием гофров не позволяет получить высокопрочное изделие, как в заявленном способе.
Таким образом, заявленный способ соответствует условию патентоспособности «изобретательский уровень».
Изобретение поясняется чертежами, где: на фиг. 1 изображена линия изготовления профилированной проволоки (разработка ЗАО «Аркада»), на фиг. 2 и 3 — поперечное сечение профилированной заготовки, выходящей из профилегибочного стана на дальнейшую обработку в ротационную установку, на фиг.4, 5 и 6 — взаимодействие кулачков ротационной установки с заготовкой для получения разных возможных форм поперечных сечений проволоки (квадрат, треугольник и шестиугольник соответственно).
Способ изготовления профилированной проволоки осуществляется следующим образом.
Полосовая заготовка (лента) 1 из бобины через устройство смазочное 2 подается в профилегибочный стан 3. Ширина нужной заготовки определяется расчетным и экспериментально — технологическим путем, исходя из заданного диаметра проволоки.
В процессе последовательной передачи из клети в клеть профилегибочного стана происходит последовательная симметричная гибка валками полосовой заготовки 1 от периферии к центру, то есть оба края заготовки закручиваются навстречу друг другу до соприкосновения образующихся слоев заготовки между собой. Спрофилированная заготовка поступает в ротационную установку 4.
В зависимости от заданного диаметра и толщины ленты размеры R1, R2, R3, L1, L2 и L3 (фиг.2) имеют различные числовые значения, полученные расчетным, экспериментальным и технологическим путем.
Количество переходов, при которых осуществляется гибка, также зависит от толщины ленты и заданного диаметра. Чем больше заданный диаметр, тем больше закруток полосовой заготовки нужно сделать, чтобы участки заготовки (часть заготовки от одной зоны гиба до другой) соприкоснулись между собой.
В ротационной установке 4 происходит формовка и калибровка заготовки до заданного диаметра и заданной формы ее сечения.
Для получения необходимой геометрической формы поперечного сечения заготовку 1 профилированной проволоки, выходящую из профилегибочного стана 3, подают в обжимной блок ротационной установки 4, где на заготовку воздействуют двумя парами кулачков, соответствующих каждой геометрической форме. На фиг. 3, 4 и 5 приведены примеры для квадратного, треугольного и шестиугольного поперечного сечения.
После выхода из ротационной установки 4 полученная готовая профилированная проволока либо рубится отрубным штампом 5 (фиг. 1) на мерные отрезки от 0,1 до 10 м, либо подается на бобину.
1) на мерные отрезки от 0,1 до 10 м, либо подается на бобину.
Пример реализации способа. Для получения полосовой заготовки берется лента Ленту разрезают на полосовые заготовки заданной ширины. Для профилированной проволоки диаметром D=4 мм необходима ширина заготовки 20 мм при толщине 0,6 мм.
На первом переходе осуществляют попарно симметричную относительно продольной оси полосовой заготовки 1 гибку в направлении от краев (от периферии) к ее середине таким образом, что края заготовки 1 отгибают (подгибы 7) в направлении ее середины до контакта внутренней поверхности 8 первых отогнутых участков 9 с остальной частью заготовки. Вторые участки также подвергаются симметричной гибке с образованием подгиба 10, при этом гибку производят аналогично в том же направлении до контакта внутренней поверхности 11 образующегося участка 12 с остальной частью заготовки 1.
При других размерах полосовой заготовки можно провести гибку последующих участков (в зависимости от размеров заготовки) аналогично предыдущим.
На завершающем переходе осуществляют гибку с обеспечением контакта между собой внешних поверхностей 13 участков, образовавшихся на предпоследнем переходе. Процесс гибки краев полосовой заготовки 1 в переходах стана 3 проиллюстрирован на фиг.2 и составляет, мм: R1 — 0,03 R2 — 0,2 R3 — 1,65 L1 — 3
L2 — 4,2
L3 — 4,5
Сечение заготовки при этом получается практически сплошным или с некоторыми зазорами. В последнем, завершающем переходе в ротационной установке 4 посредством кулачков, определяющих поперечное сечение готовой проволоки, заготовка 1 обжимается с устранением возможных зазоров в ее поперечном сечении, формуется и калибруется до заданных параметров.
В результате получают проволоку профилированную оцинкованную качественную по ТУ 1221-05-25773051-99 (разработка ЗАО «Аркада»).
Поставка профилированной проволоки происходит по ТУ 1310-004-15773051-99 «Проволока профилированная оцинкованная качественная» (разработка ЗАО «Аркада»).
Формула изобретения
Способ изготовления проволоки, включающий получение заготовки проволоки из полосовой заготовки путем последовательной по переходам симметричной гибки краев полосовой заготовки от ее периферии к середине и последующее обжатие заготовки проволоки, отличающийся тем, что симметричную гибку краев полосовой заготовки в первом переходе ведут до контакта внутренней поверхности двух первых отогнутых участков с обращенной к ним остальной поверхностью заготовки, гибку по меньшей мере в одном последующем переходе осуществляют до контакта внутренней поверхности образованных на предыдущем переходе участков заготовки с обращенной к ним остальной поверхностью заготовки, гибку на завершающем переходе ведут до контакта между собой внешних поверхностей участков, образованных в процессе гибки на предыдущем переходе, с получением заготовки проволоки со сплошным поперечным сечением или имеющим зазоры между отогнутыми участками, а обжатие заготовки проволоки осуществляют в ротационной установке, при этом производят формовку и калибровку заготовки проволоки до получения заданных размеров и формы сечения с устранением упомянутых возможных зазоров в поперечном сечении.
РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6
Сопротивление данного провода получается путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему. Если процентные погрешности измерения силы тока и разности напряжений составляют по 3 % каждая, то погрешность измерения сопротивления провода iS :
Вопрос
Вопрос
СУНИЛ БАТРА (41 ГОД ИИТЖЕЕ ФИЗИКИ) — ЕДИНИЦЫ & MEASUREMENTS-JEE Main And Advanced
20 видео
РЕКЛАМА
Ab Padhai karo bina ads ke
Khareedo DN Про и дехо сари видео бина киси ад ки рукаават ке!
Обновлено: 27-06-2022
Текстовое решение
A
(A) 6%
B
(B) Ноль
C
(C) 1%
D
. ( d )3%
Ответ
Правильный ответ A
Решение
(a) R=VI
ΔRR×100=ΔVV×100+ΔII×100=3+3=6%
Ответ
3 9 Пошаговое решение от экспертов, которое поможет вам избавиться от сомнений и получить отличные оценки на экзаменах.

Связанные видео
एक तार का प ударя यदि धारा तथा विभवान्तर प्रत्येक के मापन में त्रुटि 3% है, तो त त के प्रतिरोध में त्रुटि का म है।।।।। है है है है है है o
67778304
Процентная погрешность измерения напряжения V составляет 3 %, а измерения тока — 2 %. Процентная ошибка измерения сопротивления составляет
69131671
. Разность потенциалов на концах провода равна (100±2) вольт, а ток, протекающий по проводу, равен (10±0,1) вольта. А. Какова максимальная процентная погрешность измерения сопротивления?
121561262
Сопротивление данного провода определяется путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему. Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода равна
121561293
и приложенной к нему разности напряжений. Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода составляет 9 %. 0003
0003
223152327
एक तार का प् Как इसमें प पtrain प वाली धा Как यदि धारा तथा वोल्टता अन्तर प्रत्येक के मापन में त्रुटि 3% है।।।।।।। है है तब तार के प्रतिरोध में त्रृटि का मान है।
255156617
Сопротивление данного провода определяется путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему. Если процентные погрешности измерения тока и разности напряжений составляют по 3 % каждая, то погрешность измерения сопротивления провода составит:
415582622
Сопротивление провода определяется путем измерения протекающего по нему тока и разности приложенных к нему напряжений. Если погрешность измерения тока и разности напряжений составляет по 3 %, то величина погрешности измерения сопротивления провода равна
561892603
применяется поперек него. Если процентные погрешности измерения тока и разности напряжений составляют по 3 % каждая, то погрешность измерения сопротивления провода составляет:
576403897
Сопротивление данного провода определяется путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему. Если процентные погрешности измерения тока и разности напряжений составляют по 3 % каждая, то погрешность измерения сопротивления провода составляет:
Если процентные погрешности измерения тока и разности напряжений составляют по 3 % каждая, то погрешность измерения сопротивления провода составляет:
576403982
приложенная к нему разность напряжений. Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода iS:
642609595
Сопротивление данного провода определяется путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему. Если процентные погрешности измерения тока и разности напряжений составляют по 3 % каждая, то погрешность измерения сопротивления провода составляет:
642727695
приложенная к нему разность напряжений. Если процентная погрешность измерения тока и разности напряжений составляет 3 % на каждый грамм, то погрешность измерения сопротивления провода составит:
642730082
Текст Решение
Сопротивление данного провода определяется путем измерения протекающего по нему тока и разности напряжений, приложенных к нему.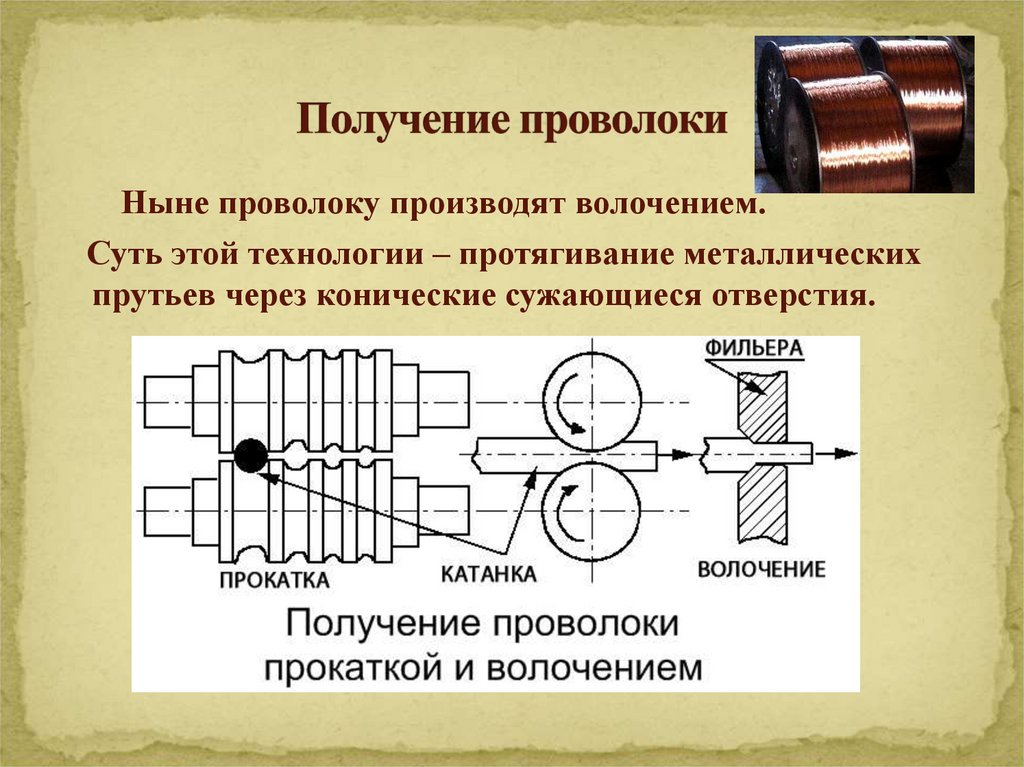 Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода составляет
Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода составляет
642974661
на него действует разность напряжений. Если процентные погрешности в измерении тока и разности напряжений составляют по 3 %, то в значении сопротивления провода
644160854
Сопротивление данного провода определяется путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему. Если процентные погрешности измерения тока и разности напряжений составляют по 3 % каждая, то погрешность измерения сопротивления провода составляет: 20 видео
РЕКЛАМА
Ab Padhai каро бина адс ке
Khareedo DN Про и дехо сари видео бина киси ад ки рукаават ке!
Обновлено: 27-06-2022
Текстовое решение
Ответ
Правильный ответ D
Видео по теме
Сопротивление данного провода определяется путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему. Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода iS:
Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода iS:
100584412
एक तार का प्रतिरोध इसमें प्enहित होने वाली धा Как यदि धारा तथा विभवान्तर प्रत्येक के मापन में त्रुटि 3% है, तो त त के प्रतिरोध में त्रुटि का म है।।।।। है है है है है है o
67778304
Процентная погрешность измерения напряжения V составляет 3 %, а измерения тока — 2 %. Процентная ошибка измерения сопротивления составляет
69131671
. Разность потенциалов на концах провода равна (100±2) вольт, а ток, протекающий по проводу, равен (10±0,1) вольта. А. Какова максимальная процентная погрешность измерения сопротивления?
121561262
Сопротивление данного провода определяется путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему. Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода равна
121561293
и приложенной к нему разности напряжений. Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода составляет 9 %.0003
Если процентные погрешности измерения тока и разности напряжений составляют по 3 %, то погрешность измерения сопротивления провода составляет 9 %.0003
223152327
एक तार का प् Как इसमें प पtrain प वाली धा Как यदि धारा तथा वोल्टता अन्तर प्रत्येक के मापन में त्रुटि 3% है।।।।।।। है है तब तार के प्रतिरोध में त्रृटि का मान है।
255156617
Сопротивление данного провода определяется путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему. Если процентные погрешности измерения тока и разности напряжений составляют по 3 % каждая, то погрешность измерения сопротивления провода составит:
415582622
Сопротивление провода определяется путем измерения протекающего по нему тока и разности приложенных к нему напряжений. Если погрешность измерения тока и разности напряжений составляет по 3 %, то величина погрешности измерения сопротивления провода равна
561892603
применяется поперек него. Если процентные погрешности измерения тока и разности напряжений составляют по 3 % каждая, то погрешность измерения сопротивления провода составляет:
576403982
Сопротивление данного провода определяется путем измерения тока, протекающего по нему, и разности напряжений, приложенных к нему.
