Расчет режима резания при фрезеровании: Выбор скорости и режима резания при фрезеровании концевыми фрезами: расчеты и формулы минутной подачи на зуб на фрезерном станке
Содержание
Режим резания при фрезеровании: расчет, определение, нормативы
Фрезерование – это далеко не самая простая операция по обработке металлов и других материалов, которая не всегда в деталях известна среднестатистическому человеку. Дело в том, что для этого процесса необходимо специальное устройство, которое называется фрезой – его можно найти на многих предприятиях, фабриках, заводах. Как происходит этот процесс? В данном случае в нем участвует режущий инструмент и заготовка. Режущим инструментом является сама фреза – она совершает вращательные движения, в отличие от самой заготовки, которая с помощью станка совершает поступательные движения по направлению к фрезе. В результате получается такой тип обработки, который сложно было бы повторить с помощью любого другого инструмента. Однако в данной статье не будет рассмотрена поверхностная информация – данный материал рассчитан на тех, кто уже более-менее знаком с процессом фрезерования. Главной и основной темой здесь будет режим резания, то есть здесь будет производится расчет и определение того, как именно должна функционировать фреза и какую насадку для нее использовать для конкретных видов металла разной твердости. Чтобы вам было легче разбираться в данных, которые будут предоставлены далее, вам сразу же стоит узнать, какие именно будут использоваться здесь понятия.
Чтобы вам было легче разбираться в данных, которые будут предоставлены далее, вам сразу же стоит узнать, какие именно будут использоваться здесь понятия.
Все, что нужно знать
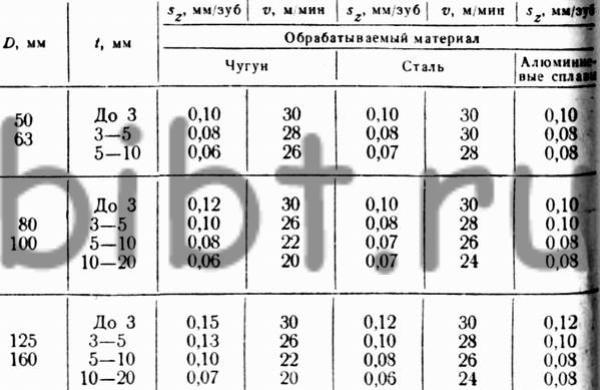
Итак, в каждом пункте будет указано, какой именно материал рассматривается, а также его твердость по методу Бриннеля – самому известному и распространенному из всех способов определения твердости тел. Измеряются они в HB, то есть единицах твердости Бриннеля. Далее будет определяться скорость резания, которая указывается в метрах в минуту (м/мин). Здесь вам стоит обратить особое внимание на то, что это не обороты фрезы, а именно абсолютно другой параметр. Данный параметр будет рассматриваться в нескольких примерах – если материал, который обрабатывается фрезой, не имеет никакого дополнительного покрытия, а также если фреза имеет разные типы покрытия TI-NAMITE. Ну и, конечно же, будет описан еще один очень важный параметр фрезерования – это подача на зуб. Для людей, далеких от этой сферы, данный параметр может показаться довольно необычным, но если внимательно изучить его детали, то все станет довольно просто. Итак, измеряется этот параметр в миллиметрах на зуб и определяет то, на сколько миллиметров перемещается заготовка, пока фреза поворачивается на один зуб. Из этой подачи можно высчитать и другие – например, оборотную и минутную, но именно подача на зуб является ключевым фактором. И она также будет зависеть от диаметра используемого инструмента. Что ж, все основные данные вы получили – теперь пришло время узнать, какой режим резания при фрезеровании использовать в каком отдельно взятом случае.
Итак, измеряется этот параметр в миллиметрах на зуб и определяет то, на сколько миллиметров перемещается заготовка, пока фреза поворачивается на один зуб. Из этой подачи можно высчитать и другие – например, оборотную и минутную, но именно подача на зуб является ключевым фактором. И она также будет зависеть от диаметра используемого инструмента. Что ж, все основные данные вы получили – теперь пришло время узнать, какой режим резания при фрезеровании использовать в каком отдельно взятом случае.
Стали общего применения
Итак, первый материал, который рассматривается в данной статье – это стали общего применения. Какой режим резания использовать для такого материала? В первую очередь нужно определить твердость материала. Если твердость стали составляет менее 150 единиц Бриннеля, то необходимо выставлять скорость от 150 до 210 метров в минуту в зависимости от покрытия. 150, соответственно, при полном отсутствии покрытия, а 210 – при наличии наиболее эффективного покрытия TI-NAMITE-A.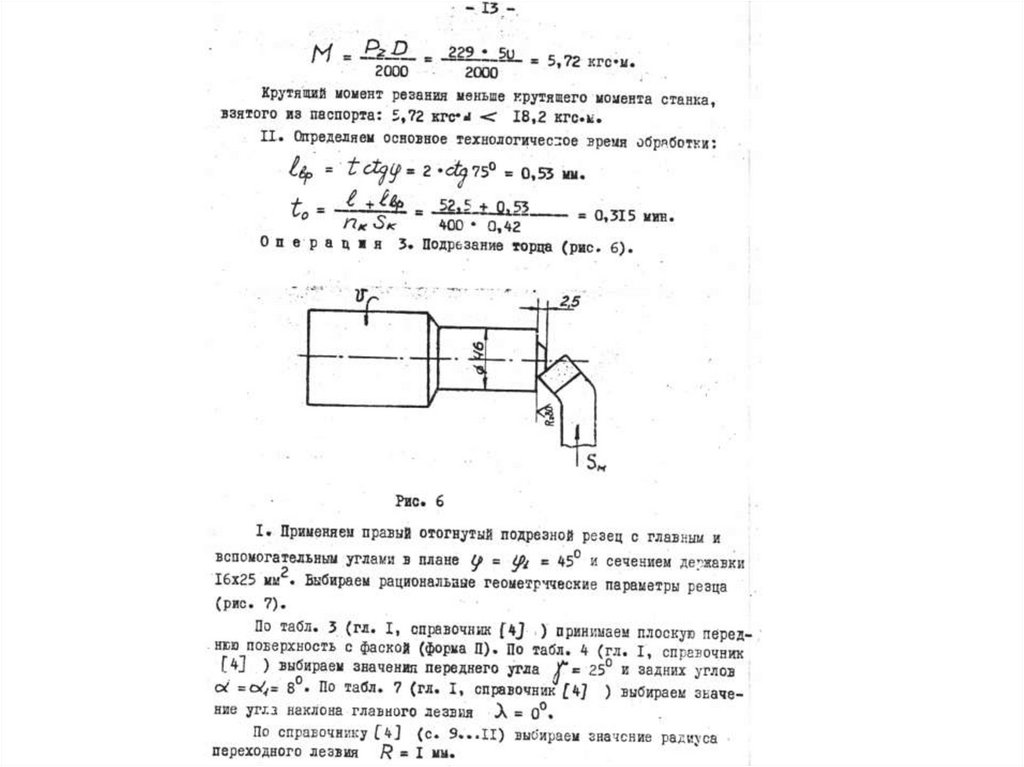 Что касается подачи на зуб, то здесь все зависит, как уже было сказано ранее, от диаметра инструмента. Если его диаметр менее трех миллиметров, то подача на зуб составит от 0,012 до 0,018 миллиметров, при росте диаметра до 5 мм, подача возрастает до 0,024 мм, если диаметр увеличивается до 9 мм, то и подача возрастает до 0.050 мм, при диаметре до 14 мм подача может повыситься до 0.080 мм, ну а при максимальном диаметре в 25 миллиметров подача на зуб составит 0.18 мм. Эти данные и позволяют вам выбрать правильный режим резания. Но не забывайте, что есть и более твердые виды стали общего применения. При твердости менее 190 единиц Бриннеля скорость должна быть от 120 до 165 метров в минуту, а при твердости менее 240 единиц Бриннеля – от 90 до 125 метров в минуту. Естественно, меняется подача на зуб. Она становится меньше и в первом случае может быть от 0.01 до 0.1 миллиметра на зуб, в то время как во втором случае – от 0.008 до 0.08 миллиметра на зуб. Естественно, это не единственный материал, который используется при фрезеровании, так что стоит обратить внимание и на другие металлы.
Что касается подачи на зуб, то здесь все зависит, как уже было сказано ранее, от диаметра инструмента. Если его диаметр менее трех миллиметров, то подача на зуб составит от 0,012 до 0,018 миллиметров, при росте диаметра до 5 мм, подача возрастает до 0,024 мм, если диаметр увеличивается до 9 мм, то и подача возрастает до 0.050 мм, при диаметре до 14 мм подача может повыситься до 0.080 мм, ну а при максимальном диаметре в 25 миллиметров подача на зуб составит 0.18 мм. Эти данные и позволяют вам выбрать правильный режим резания. Но не забывайте, что есть и более твердые виды стали общего применения. При твердости менее 190 единиц Бриннеля скорость должна быть от 120 до 165 метров в минуту, а при твердости менее 240 единиц Бриннеля – от 90 до 125 метров в минуту. Естественно, меняется подача на зуб. Она становится меньше и в первом случае может быть от 0.01 до 0.1 миллиметра на зуб, в то время как во втором случае – от 0.008 до 0.08 миллиметра на зуб. Естественно, это не единственный материал, который используется при фрезеровании, так что стоит обратить внимание и на другие металлы.
Цементируемые стали
Режимы резания при обработке цементируемых сталей будут зависеть от твердости материала. Если она составляет менее 235 единиц Бриннеля, то и скорость резания будет соответствующей – от 100 до 140 метров в минуту. При твердости менее 285НВ показатель падает – от 80 до 110 метров в минуту. Но при этом не стоит забывать также и о подаче на зуб. В принципе, про нее можно много не говорить, потому что она не отличается от того, что вы уже видели в предыдущем пункте. В первом случае она будет иметь те же самые интервалы, что и при обработке стали общего применения твердостью менее 190НВ, а во втором – те же самые, что и при обработке стали общего применения твердостью менее 240НВ. Но при этом нельзя сказать, что подача на зуб будет идентичной, потому что к максимальному диаметру инструмента в первом случае подача составляет не 0.1, как в предыдущем примере, а 0.15. Именно поэтому расчет режимов резки и является такой сложной задачей, которую лучше всего выполнять по всем нормам и в соответствии со строгими предписаниями.
Азотируемые стали
Расчет режимов резания при обработке азотируемых сталей ничем не отличается от предыдущих случаев – только в данном случае материалы является немного более твердыми, чем прошлые, поэтому вам не стоит удивляться тому, что скорость резки здесь будет от 90 до 125 метров в минуту при менее твердой стали и от 70 до 95 метров в минуту при более твердом материале. Что касается подачи на зуб, то в первом случае здесь вполне стандартный разбег шага – от 0.008 до 0.08 миллиметров, но если металл будет обладать большим количеством единиц твердости Бриннеля, то это будет означать, что его подача снизится, причем заметно. При минимальном диаметре инструмента она составит 0.006 миллиметра, а при максимальном – 0.06 миллиметра. На данный момент это самая низкая подача на зуб, рассматриваемая в данной статье. Расчет режимов резания по данной информации проводится довольно обычно по стандартной формуле, о которой будет сказано в конце статьи.
Среднеуглеродистые стали
Среднеуглеродистые стали является очень распространенными, а самое главное – существует несколько различных уровней их твердости. И, естественно, у каждой из них будет своя скорость резки. Например, первые два типа стали имеют одинаковый показатель, если у фрезы нет покрытия – 80 метров в минуту. Но при максимальном покрытии у первого типа скорость возрастает до 110 метров в секунду, а у второго – только до 85 метров в секунду. Но при этом есть еще два типа, первый с твердостью менее 340НВ, а второй – менее 385НВ. Соответственно, у первого параметр резки будет от 50 до 70 м/мин, а у второго – от 35 до 50 м/мин. По сравнению с теми типами, что вы видели ранее, это довольно низкая скорость. Соответственно, у этих видов стали и подача на зуб не слишком высока – отдельно стоит выделить последнюю по твердости сталь, которая при минимальном диаметре инструмента имеет невероятно малую подачу, всего 0.005 миллиметра. Сразу стоит отметить, что здесь рассматривается фрезерование, а не режимы резания при точении. Как уже было сказано выше, для расчета используется формула, с которой вы ознакомитесь выше. Режимы резания при точении рассчитываются немного по иной формуле, поэтому вам не стоит пытаться применить один расчет ко всем видами работ.
И, естественно, у каждой из них будет своя скорость резки. Например, первые два типа стали имеют одинаковый показатель, если у фрезы нет покрытия – 80 метров в минуту. Но при максимальном покрытии у первого типа скорость возрастает до 110 метров в секунду, а у второго – только до 85 метров в секунду. Но при этом есть еще два типа, первый с твердостью менее 340НВ, а второй – менее 385НВ. Соответственно, у первого параметр резки будет от 50 до 70 м/мин, а у второго – от 35 до 50 м/мин. По сравнению с теми типами, что вы видели ранее, это довольно низкая скорость. Соответственно, у этих видов стали и подача на зуб не слишком высока – отдельно стоит выделить последнюю по твердости сталь, которая при минимальном диаметре инструмента имеет невероятно малую подачу, всего 0.005 миллиметра. Сразу стоит отметить, что здесь рассматривается фрезерование, а не режимы резания при точении. Как уже было сказано выше, для расчета используется формула, с которой вы ознакомитесь выше. Режимы резания при точении рассчитываются немного по иной формуле, поэтому вам не стоит пытаться применить один расчет ко всем видами работ.
Инструментальные стали
Инструментальные стали по твердости делятся на еще больше видов, чем среднеуглеродистые, поэтому режимы резания при фрезеровании инструментальной стали могут быть многочисленными. Если кратко рассказать именно об этой стали, то есть пять видов твердости: менее 230НВ, менее 285НВ, менее 340НВ, менее 395НВ и более 395НВ. Для каждого из них имеется своя скорость резки: от 90 до 125 м/мин, от 70 до 95 м/мин, от 60 до 85 м/мин, от 45 до 65 м/мин и от 30 до 40 м/мин соответственно. Собственно говоря, имя эти данные вы будете уже на полпути к восполнению всех недостающих пробелов в вычислении формулы, с помощью которой определяются режимы резания при фрезеровании. Чтобы в формуле все переменные заменились числами, вам нужно также знать диаметр инструмента (и полученные из него данные по подаче на зуб).
Как выбрать режим?
Выбор режимов резания производится довольно просто – на каждой фрезе имеется переключатель, который позволят вам контролировать скорость вращения режущего инструмента. С помощью этого маленького переключателя вы можете задать примерное значение оборотов в минуту, и тогда ваш станок будет работать именно на этом уровне. Собственно говоря, это и является режимом резания, но такой простой процесс имеет за собой большое количество расчетов, о которых речь пойдет далее. Дело в том, что определение скорость вращения режущего инструмента фрезы должно быть максимально точным, и редко когда у вас есть достаточно времени и материала, чтобы подбирать режимы резания металла наугад. Именно для этого и существует теория, которую необходимо использовать перед практическим применением.
С помощью этого маленького переключателя вы можете задать примерное значение оборотов в минуту, и тогда ваш станок будет работать именно на этом уровне. Собственно говоря, это и является режимом резания, но такой простой процесс имеет за собой большое количество расчетов, о которых речь пойдет далее. Дело в том, что определение скорость вращения режущего инструмента фрезы должно быть максимально точным, и редко когда у вас есть достаточно времени и материала, чтобы подбирать режимы резания металла наугад. Именно для этого и существует теория, которую необходимо использовать перед практическим применением.
Формула скорости резания
Очень важно соблюдать нормативы режимов резания, так как дело здесь не только в том, что вы потратите очень много времени, а что еще хуже – очень много материала на подбор нужного режима вслепую. Это также может быть небезопасно. Поэтому лучше всего руководствоваться теоретическими знаниями в первую очередь. Итак, сейчас вы узнаете формулу, по которой высчитывается режим для конкретного металла. То, как ее можно применять на практике, будет описано ниже. Сама формула предполагает, что скорость, выражаемая в метрах в минуту, умножается на переводной коэффициент 1000, а результат делится на произведение числа «пи», умноженного на диаметр фрезы. Это все необходимые вам элементы режима резания, чтобы высчитать скорость вращения фрезы.
То, как ее можно применять на практике, будет описано ниже. Сама формула предполагает, что скорость, выражаемая в метрах в минуту, умножается на переводной коэффициент 1000, а результат делится на произведение числа «пи», умноженного на диаметр фрезы. Это все необходимые вам элементы режима резания, чтобы высчитать скорость вращения фрезы.
Упрощенная формула
Нет смысла проводить два умножения, когда вы знаете, что число «пи» является цифрой без каких-либо переменных. Изначально принято сокращать 1000 и 3.14, чтобы получить 318. 318 умножается на скорость, а затем полученные результат делится на диаметр фрезы. Вот и все, эта формула уже гораздо проще, чем предыдущая, и именно с ее помощью чаще всего производится определение режима резания.
Расчет
В таком материале невозможно обойтись без примера. Что ж, для примера можно взять сталь общего применения с твердостью менее 150НВ и фрезу с покрытием TI-NAMITE и диаметром 10 миллиметров. Итак, сначала необходимо свериться с данными, которые были описаны в статье выше – при таких показателях скорость резания составит 175 м/мин, поэтому вам нужно умножить 318 на 175, получится 55650. Теперь это нужно разделить на диаметр фрезы, то есть 10 – получается 5565. Именно это и есть искомое значение. Теперь вам нужно выставить его на вашем станке, а если конкретно такое значение выставить невозможно, то рекомендуется взять немного меньшее.
Теперь это нужно разделить на диаметр фрезы, то есть 10 – получается 5565. Именно это и есть искомое значение. Теперь вам нужно выставить его на вашем станке, а если конкретно такое значение выставить невозможно, то рекомендуется взять немного меньшее.
Каталог иностранного инструмента
Если вы пользуетесь отечественной фрезой, то, вероятнее всего, вы сможете без труда отыскать необходимые данные по определению режима резания. Если же у вас имеется иностранный образец, то у вас могут возникнуть определенные проблемы. Именно поэтому при покупке иностранного фрезеровочного станка крайне необходимо попросить каталог со всеми необходимыми пояснениями, которые вы сможете затем использовать как теоретическую базу при работе со станком.
Специальные графики
Настоящим спасениям являются графики, которые составляются для более быстрого и удобного определения режима резания. Что представляет собой такой график? Это набор прямых линий разного цвета, которые находятся между двумя осями – одна из них показывает скорость, то есть величину, которая вам известна, так как вы знаете, какой материал вы обрабатываете, а вторая – количество оборотов в минуту, которое будет совершать ваша фреза, то есть, проще говоря, режим ее работы. Почему линии разного цвета? Если вы не забыли, то количество оборотов фрезы в минуту невозможно высчитать только по скорости резания – вам нужен еще и диаметр инструмента, и каждый цвет отвечает за свой диаметр.
Почему линии разного цвета? Если вы не забыли, то количество оборотов фрезы в минуту невозможно высчитать только по скорости резания – вам нужен еще и диаметр инструмента, и каждый цвет отвечает за свой диаметр.
Как пользоваться графиком?
Все, что от вас требуется – это отыскать в таблице диаметр вашего инструмента и выбрать прямую нужного цвета на графике. Затем вам нужно определить скорость и провести прямую от оси y, то есть той оси, на которой указаны значения данного параметра. От места пересечения вашей линии с прямой выбранного вами цвета необходимо провести прямую к оси x, чтобы узнать уже точное количество оборотов в минуту.
3. Расчёт режимов резания аналитическим методом на операцию фрезерования.
Блок
исходных данных:
1.
Вид обработки (фреза) – дисковая пазовая
2.
Ширина фрезерования : В=4 мм
3.
Глубина резания : t=4
Содержание операции
4.
Длина фрезы : l
= 60 мм
Исходя
из исходных данных размеров фрезы
выбираем : режущий инструмент – дисковая
пазовая фреза по ГОСТ 3964-69; диаметр
фрезы D=50
мм, число зубьев z
= 14 мм. , внутренний диаметр фрезы d=16
, внутренний диаметр фрезы d=16
мм
[2,табл. 80, стр.180]
Припуск
на обработку h
= 4 мм.
В
– понятие связанное, с размерами слоя
заготовки, срезаемого при фрезеровании.
В фрезеровании t
определяет продолжительность контакта
зуба фрезы с заготовкой.
При
фрезеровании различают подачу на один
зуб Sz
, подачу на один оборот фрезы S
, и подачу минутную Sм
, мм/мин,
которое находятся в следующем соотношении
:
,
мм/мин
где
n-
частота вращения фрезы , об/мин
z-число
зубьев фрезы
При
чистовом фрезеровании исходной величиной
является подача на один оборот фрезы
S,
по которой для дальнейшего использования
вычисляют величину подачу на один зуб
Sz=S/z
При
чистовом фрезеровании с шероховатостью
поверхности Ra=0.63
для дисковой фрезы :
S=0.2
мм/об [2.табл. 37, стр.285]
Sz=0.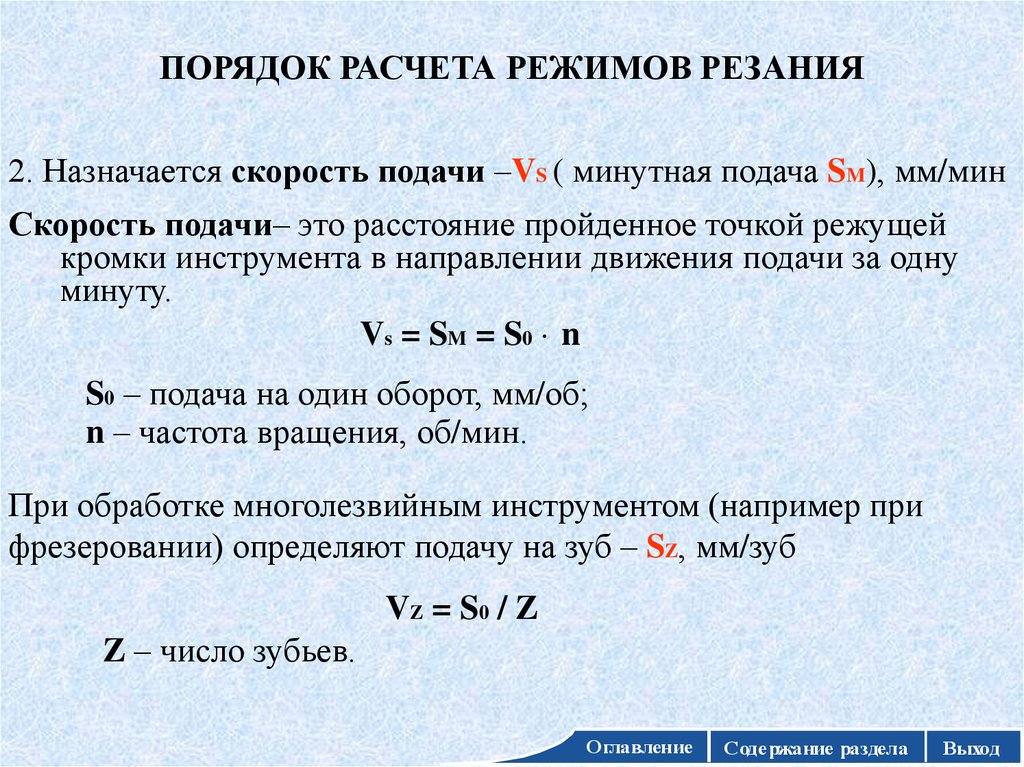 2/14=0.02
2/14=0.02
мм/об
Определяем скорость
резания – окружная скорость фрезы :
,
м/мин (33)
где
Cv,
m,
q,
x,
y,
p,
u
– коэффициент и показатели степени;
Т
– стойкость сверла, мин;
Sz
– подача на зуб фрезы, мм/зуб;
t
– глубина фрезерования, мм;
z
– число зубьев фрезы;
В
– ширина фрезерования, мм;
kv
– общий поправочный коэффициент на
скорость резания, учитывающий фактические
условия резания
Для жаропрочной
стали выбираем следующее :
Сv
= 108; q
= 0,2; y
= 0,3; u=0,2
; m
= 0,32; х =0,06; р = 0 [2, табл. 39, стр. 287]
Кv=
Кмv
· Кnv
· Кuv,
(34)
где
kм
– поправочный коэффициент, учитывающий
качество, обрабатываемого материала;
kuv
– поправочный коэффициент, учитывающий
материал инструмента;
kпv
– коэффициент, учитывающий состояние
поверхности заготовки;
,
(35)
где
– пределы прочности обрабатываемого
материала;
nv
– показатель степени.
kг
– коэффициент, характеризующий группу
стали по обрабатываемости
nv
= 0,9; кг
= 1 ; [2, табл.2, cтр.262]
В зависимости от
марки обрабатываемого материала и
материала режущей части инструмента
определяем поправочные коэффициенты
:
kuv
= 1 [ 2,табл. 6 , стр.263]
knv
= 0,85 [2 , табл. 5, cтр.263]
klv=1
[2
, табл. 31, cтр.280]
Поправочный
коэффициент на скорость резания равен
: Kv=1*1*1*0.85=0.85
В
зависимости от вида фрезы и его диметра
среднее значение периода стойкости
T
равно :
Т=120
мин [2. табл. 40, стр. 290]
Отсюда
скорость резания при фрезеровании
равна:
м/мин
Частота вращения
шпинделя, соответствующая найденной
скорости главного движения резания:
об/мин,
Принимаем
n=630
об/мин , для станка 6T104
[2, табл. ,37, стр. 51]
,37, стр. 51]
Определяем
действительную скорость резания:
,
м/мин (36)
м/мин
Определяем
скорость движения подачи от минутной
подачи Sм
:
,
мм/мин (37)
где
Sz
– подача на зуб фрезы, мм/зуб;
z
– число зубьев фрезы;
n
– частота вращения фрезы, об/мин.
Sм
= 0,02 · 14 · 630 = 176,4 мм/мин
Затем
определяем действительную подачу на
зуб фрезы.
,
мм/зуб
(38)
мм/зуб
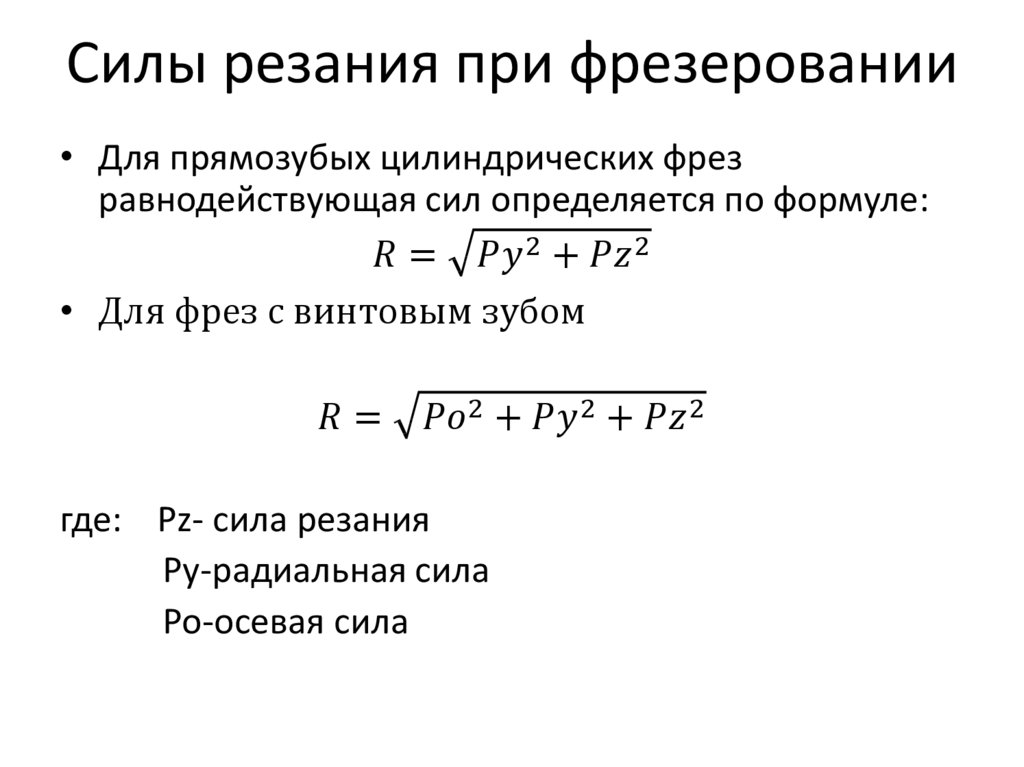
Сила резания.
Главная
составляющая силы резания при фрезеровании
– окружная сила, Н :
,
Н (39)
где
кmp
– поправочный коэффициент на качество
обрабатываемого материала;
z
– число зубьев фрезы;
n
– частота вращения фрезы , об/мин
,
(40)
где
n-показатель
степени;
n
= 0,75 [2, табл. 9, стр.264]
9, стр.264]
Для жаропрочных
сплавов имеем :
Ср
= 218; q
= 1,15; у = 0,78; х =0,92; u
= 1,0; w
= 0 [2, табл. 41, стр. 291]
Главная составляющая
силы резания :
Н
Ph
=1.1 *Pz=
454,7 H
– сила подачиPy
=0.5* Pz=
206,7 H
– радиальная
составляющая.
Определяем мощность,
затрачиваемую на резание:
,
кВт (41)
кВт
Определяем мощность
на шпинделе станка:
,
кВт (42)
где
Nдв
– мощность двигателя станка, кВт;
[станка 6T104
Nстанка
=2,2 кВт]
—
К. П.Д. станка.
П.Д. станка.
Nшп
= 2,2 · 0,85 = 1,87 кВт
Для того, чтобы
была возможна обработка, необходимо,
чтобы выполнялось условие:
Nрез
≤ Nшп
В действительности
мы получили:
0,67
≤ 1,87 , т.е. обработка возможна.
Определяем
основное время на операцию по формуле
:
,
мин
где
L=
l
+ D,
мм — при фрезеровании
l
– длина фрезы
D
– диаметр фрезы
,
мин
Режимы резания при фрезеровании: таблица, элементы, выбор режимов
Скорость резания
Наиболее важным режимом при фрезеровании можно назвать скорость резания. Он определяет то, за какой период времени будет снят определенный слой материала с поверхности. На большинстве станков устанавливается постоянная скорость резания. При выборе подходящего показателя учитывается тип материала заготовки:
При выборе подходящего показателя учитывается тип материала заготовки:
- При работе с нержавейкой скорость резания 45-95 м/мин. За счет добавления в состав различных химических элементов твердость и другие показатели меняются, снижается степень обрабатываемости.
- Бронза считается более мягким составом, поэтому подобный режим при фрезеровании может выбираться в диапазоне от 90-150 м/мин. Она применяется при изготовлении самых различных изделий.
- Довольно большое распространение получила латунь. Она применяется при изготовлении запорных элементов и различных клапанов. Мягкость сплава позволяет повысить скорость резания до 130-320 м/мин. Латуни склонны к повышению пластичности при сильном нагреве.
- Алюминиевые сплавы сегодня весьма распространены. При этом встречается несколько вариантов исполнения, которые обладают различными эксплуатационными характеристиками. Именно поэтому режим фрезерования варьирует в пределе от 200 до 420 м/мин. Стоит учитывать, что алюминий относится к сплавам с низкой температурой плавления.
 Именно поэтому при высокой скорости обработки есть вероятность существенного повышения показателя пластичности.
Именно поэтому при высокой скорости обработки есть вероятность существенного повышения показателя пластичности.
Встречается довольно большое количество таблиц, которые применяются для определения основных режимов работы. Формула для определения оборотов скорости резания выглядит следующим образом: n=1000 V/D, где учитывается рекомендуемая скорость резания и диаметр применяемой фрезы. Подобная формула позволяет определить количество оборотов для всех видов обрабатываемых материалов.
Рассматриваемый режим фрезерования измеряется в метрах в минуту режущие части. Стоит учитывать, что специалисты не рекомендуют гонять шпиндель на максимальных оборотах, так как существенно повышается износ и есть вероятность повреждения инструмента. Поэтому полученный результат уменьшается примерно на 10-15%. С учетом этого параметра проводится выбор наиболее подходящего инструмента.
Скорость вращения инструмента определяет следующее:
- Качество получаемой поверхности.
 Для финишной технологической операции выбирается наибольший параметр. За счет осевого вращения с большим количеством оборотов стружка получается слишком мелкой. Для черновой технологической операции, наоборот, выбираются низкие значения, фреза вращается с меньшей скоростью, и размер стружки увеличивается. За счет быстрого вращения достигается низкий показатель шероховатости поверхности. Современные установки и оснастка позволяют получить поверхность зеркального типа.
Для финишной технологической операции выбирается наибольший параметр. За счет осевого вращения с большим количеством оборотов стружка получается слишком мелкой. Для черновой технологической операции, наоборот, выбираются низкие значения, фреза вращается с меньшей скоростью, и размер стружки увеличивается. За счет быстрого вращения достигается низкий показатель шероховатости поверхности. Современные установки и оснастка позволяют получить поверхность зеркального типа. - Производительность труда. При наладке производства уделяется внимание и тому, какова производительность применяемого оборудования. Примером можно назвать цех машиностроительного завода, где налаживается массовое производство. Существенное снижение показателя режимов обработки становится причиной уменьшения производительности. Наиболее оптимальный показатель существенно повышает эффективность труда.
- Степень износа устанавливаемого инструмента. Не стоит забывать о том, что при трении режущей кромки об обрабатываемую поверхность происходит ее сильный износ.
 При сильном изнашивании происходит изменение показателей точности изделия, снижается эффективность труда. Как правило, износ связан с сильным нагревом поверхности. Именно поэтому на производственной линии с высокой производительностью применяется оборудование, способное подавать СОЖ в зону снятия материала.
При сильном изнашивании происходит изменение показателей точности изделия, снижается эффективность труда. Как правило, износ связан с сильным нагревом поверхности. Именно поэтому на производственной линии с высокой производительностью применяется оборудование, способное подавать СОЖ в зону снятия материала.
При этом данный параметр выбирается с учетом других показателей, к примеру, глубины подачи. Поэтому технологическая карта составляется с одновременным выбором всех параметров.
Правила выбора режима резания при фрезеровании фрезами — таблицы и советы
На предприятиях, в составе которых есть подразделения, занимающиеся поверхностной обработкой заготовок, на основе нормативных документов составляются специальные карты, которыми руководствуется оператор при изготовлении той или иной детали. Хотя в некоторых случаях (к примеру, новое оборудование, инструмент) нюансы технологических операций фрезеровщику приходится определять самостоятельно. Если маломощный станок эксплуатируется в домашних условиях, тем более, никаких официальных подсказок под рукой, как правило, нет.
Эта статья поможет не только понять, на основе чего производится расчет режима резания при фрезеровании и выбор соответствующего инструмента, но и дает практические рекомендации, которые достаточны для обработки деталей на бытовом уровне.
Тем, кто по большей степени связан с металлами, для более детального ознакомления с нюансами фрезерования стоит обратиться к учебнику «Металлорежущие станки» – 2003 года, Черпаков Б.И., Альперович Т.А. Порядок расчета режимов резания также хорошо изложен в различных пособиях. Например, в методических рекомендациях от 2000 года (МГАУ – Колокатов А.М., Баграмов Л.Г.).
Особенность фрезерования в том, что режущие кромки вступают в прямой контакт с материалом лишь периодически. Как следствие – вибрации, ударные нагрузки и повышенный износ фрез. Наиболее эффективным режимом считается такой, при котором оптимально сочетаются следующие параметры – глубина, подача и скорость резания без ухудшения точности и качества обработки. Именно это позволяет существенно снизить стоимость технологической операции и повысить производительность.
Предусмотреть буквально все нюансы фрезерования невозможно. Заготовки, подлежащие обработке, отличаются структурой, габаритами и формой; режущие инструменты – своей геометрией, конструктивным исполнением, наличием/отсутствием защитного слоя и тому подобное. Все, что изложено по режимам резания далее, следует рассматривать всего лишь как некий ориентир. Для уточнения конкретных параметров фрезерования следует пользоваться специальными таблицами и справочными данными.
Выбор инструмента
Главным образом это относится к его диаметру. В чем особенность подбора фрезы (все виды описаны здесь) по этому параметру?
- Повышение диаметра автоматически приводит к увеличению стоимости инструмента.
- Взаимозависимость двух показателей – если подача возрастает, то скорость резания падает, так как она ограничивается структурой обрабатываемой детали (см. ниже).
Рекомендация
Оптимальным считается такой диаметр фрезы, при котором его величина соответствует (или немного больше) требуемой глубине резания.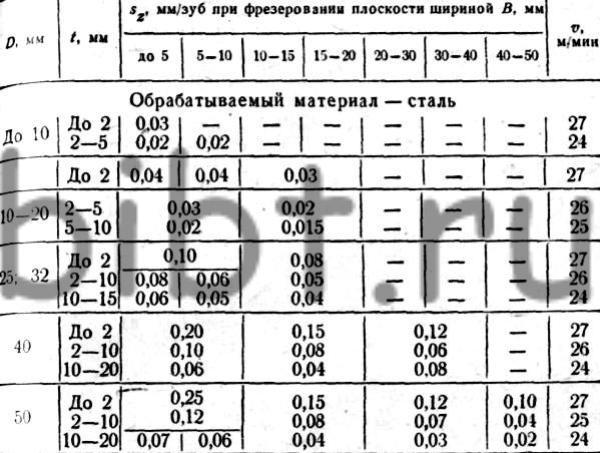 В некоторых случаях за 1 проход можно выбрать стружку и более толстую, но это относится лишь к материалам, характеризующимся невысокой плотностью. Например, пенопласт или некоторые породы древесины.
В некоторых случаях за 1 проход можно выбрать стружку и более толстую, но это относится лишь к материалам, характеризующимся невысокой плотностью. Например, пенопласт или некоторые породы древесины.
Скорость резания
В зависимости от материала образца можно ориентироваться на следующие показатели (м/мин):
- древесина, термопласты – 300 – 500;
- ПВХ – 100 – 250;
- нержавейка – 45 – 95;
- бронза – 90 – 150;
- латунь – 130 – 320;
- бакелит – 40 – 110;
- алюминий и его сплавы – 200 – 420.
Рекомендуется ориентироваться на среднее значение величины. Например, если материал – алюминий, за исходную взять скорость = 300. В процессе фрезерования заготовки станет ясно, уменьшить ее или увеличить.
Частота вращения фрезы
Простейшая формула выглядит так:
n (число оборотов) = 1000 Vc (желаемая скорость реза) / π D (диаметр фрезы).
Рекомендация
Гонять шпиндель на максимальных оборотах с точки зрения безопасности не следует. Значит, только за счет этого скорость резания уменьшится примерно на 10 – 15%. Частично компенсировать эту «потерю» можно установкой фрезы большего диаметра. Этим скорость несколько повышается. Если подходящей под рукой нет, придется решать – тратить деньги на новый инструмент или довольствоваться теми возможностями, которые имеются у фрезерного станка. Опять-таки, все это проверяется лишь практикой работы на конкретном оборудовании, но общий смысл рекомендации понятен.
Значит, только за счет этого скорость резания уменьшится примерно на 10 – 15%. Частично компенсировать эту «потерю» можно установкой фрезы большего диаметра. Этим скорость несколько повышается. Если подходящей под рукой нет, придется решать – тратить деньги на новый инструмент или довольствоваться теми возможностями, которые имеются у фрезерного станка. Опять-таки, все это проверяется лишь практикой работы на конкретном оборудовании, но общий смысл рекомендации понятен.
Подача
На этот параметре фрезерования следует обратить пристальное внимание!
Долговечность фрезы и качество обработки заготовки зависят от того, какой толщины слой снимается за одну проходку, то есть при каждом обороте шпинделя. В этом случае говорят о подаче на 1 (2,3) зуба, в зависимости от разновидности инструмента (фреза одно- , двух- или трехзаходная).
Рекомендуемые значения подачи «на зуб» указываются производителем инструмента. Фрезеровщик по этому пункту режима резания сталкивается с трудностями, если работает с фрезами «made in China» или какого-то сомнительного (неизвестного) происхождения. В большинстве случаев можно ориентироваться на диапазон подачи (мм) 0,1 – 0,25. Такой режим подходит практически для всех распространенных материалов, подвергающихся обработке фрезерованием. В процессе реза станет понятно, достаточно или несколько «прибавить» (но не раньше, чем после 1-го захода). А вот менее 0,1 пробовать не стоит, разве только при выполнении ювелирной работы с помощью микрофрез.
В большинстве случаев можно ориентироваться на диапазон подачи (мм) 0,1 – 0,25. Такой режим подходит практически для всех распространенных материалов, подвергающихся обработке фрезерованием. В процессе реза станет понятно, достаточно или несколько «прибавить» (но не раньше, чем после 1-го захода). А вот менее 0,1 пробовать не стоит, разве только при выполнении ювелирной работы с помощью микрофрез.
Рекомендация
Начинать фрезерование следует с минимальной подачи – 0,1. В процессе станет понятно, насколько податлив обрабатываемый материал перед конкретной фрезой. Это исключит вероятность слома режущей кромки (зуба) и позволит поставить возможностям станка и инструмента точный «диагноз», особенно если это «чужое» оборудование.
Полезные советы
- Превышение значения оптимальной подачи чревато повышением температуры в рабочей области, образованием толстой стружки и быстрой поломкой фрезы. Для инструмента диаметром свыше 3 мм начинать следует с 0,15, не более
- Если скорость фрезерования детали повысить за счет оптимального использования возможностей оборудования не получается, можно попробовать установить фрезу двухзаходную.

- При выборе инструмента нужно учитывать, что увеличение длины режущей части приводит к снижению подачи и увеличению вибраций.
- Не следует стремиться повысить скорость обработки за счет замены фрезы на аналогичную, но с большим количеством зубьев. Стружка от такого инструмента отводится хуже, поэтому часто приводит к тому, что качество фрезерования резко снижается. В некоторых случаях, при полной забивке канавок, фреза начинает работать «вхолостую». Толку от такой замены никакого.
Вывод
Качественного фрезерования можно добиться только опытным путем. Конкретные станок + инструмент + практический опыт, навыки. Поэтому не стоит слепо доверять даже табличным данным. Например, в них не учитывается степень износа фрезы, с которой предстоит работать. Не нужно бояться экспериментировать, но начинать всегда следует с минимального значения параметров. Когда мастер «почувствует» и станок, и фрезу, и обрабатываемый материал, он сам определит, в каком режиме стоит работать.
Глубина резания
Другим наиболее важным параметром является глубина фрезерования. Она характеризуется следующими особенностями:
- Глубина врезания выбирается в зависимости от материала заготовки.
- При выборе уделяется внимание тому, проводится черновая или чистовая обработка. При черновой выбирается большая глубина врезания, так как устанавливается меньшая скорость. При чистовой снимается небольшой слой металла за счет установки большой скорости вращения инструмента.
- Ограничивается показатель также конструктивными особенностями инструмента. Это связано с тем, что режущая часть может иметь различные размеры.
Глубина резания во многом определяет производительность оборудования. Кроме этого, подобный показатель в некоторых случаях выбирается в зависимости от того, какую нужно получить поверхность.
Мощность силы резания при фрезеровании зависит от типа применяемой фрезы и вида оборудования. Кроме этого, черновое фрезерование плоской поверхности проводится в несколько проходов в случае, когда нужно снять большой слой материала.
Особым технологическим процессом можно назвать работу по получению пазов. Это связано с тем, что их глубина может быть довольно большой, а образование подобных технологических выемок проводится исключительно после чистовой обработки поверхности. Фрезерование т-образных пазов проводится при применении специального инструмента.
Погружение и кромка реза
Фрезеровка должна выполняться буровым способом, схожим с осуществлением сверления. Если торец не задевает обрабатываемый материал, необходимо выполнить перенастройку. Из-за отличий между кантами прохода, качество обработки сторон отличается. Рекомендуется:
- выполнять фрезеровку внутренних контуров по часовой стрелке;
- осуществлять фрезеровку внешних контуров против часовой стрелки.
Благодаря фрезерованию по этой системе менее качественная сторона будет срезаться.
Важно! Чем глубже погружение, тем выше вероятность поломки. При высокой скорости фреза должна погружаться на минимальную глубину, а резание выполняться в несколько проходов.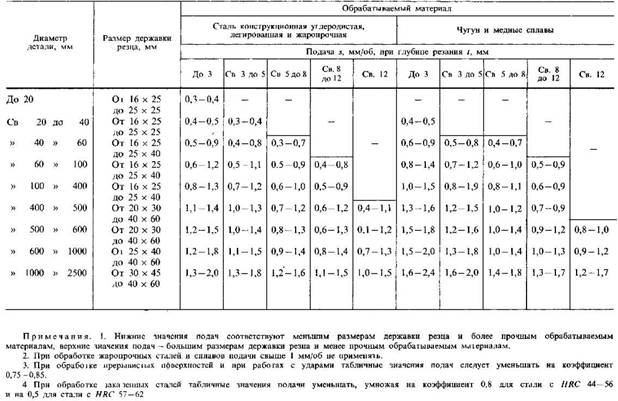
Подача
Понятие подачи напоминает глубину врезания. Подача при фрезеровании, как и при проведении любой другой операции по механической обработке металлических заготовок, считается наиболее важным параметром. Долговечность применяемого инструмента во многом зависит от подачи. К особенностям этой характеристики можно отнести нижеприведенные моменты:
- Какой толщины материал снимается за один проход.
- Производительность применяемого оборудования.
- Возможность проведения черновой или чистовой обработки.
Довольно распространенным понятием можно назвать подачу на зуб. Этот показатель указывается производителем инструмента, зависит от глубины резания и конструктивных особенностей изделия.
Как ранее было отмечено, многие показатели режимом резания связаны между собой. Примером можно назвать скорость резания и подачу:
- При увеличении значения подачи скорость резания снижается. Это связано с тем, что при снятии большого количества металла за один проход существенно повышается осевая нагрузка.
 Если выбрать высокую скорость и подачу, то инструмент будет быстро изнашиваться или попросту поломается.
Если выбрать высокую скорость и подачу, то инструмент будет быстро изнашиваться или попросту поломается. - За счет снижения показателя подачи повышается и допустимая скорость обработки. При быстром вращении фрезы возможно существенно повысить качество поверхности. На момент чистового фрезерования выбирается минимальное значение подачи и максимальная скорость, при применении определенного оборудования можно получить практически зеркальную поверхность.
Довольно распространенным значением подачи можно назвать 0,1-0,25. Его вполне достаточно для обработки самых распространенных материалов в различных отраслях промышленности.
Таблицы: скорость подачи
| Материал | Скорость для 3-миллиметрового торцевого инструмента (в миллиметрах в минуту) | Скорость для 6-миллиметрового торцевого инструмента (в миллиметрах в минуту) |
| Мягкие сорта дерева | от 1 до 1,5 тысячи | от 2 до 3 тысяч |
| Твердое дерево | от 0,5 до 1 тысяч | от 1,5 до 2,5 тысячи |
| Двухслойный пластик | 2 тысячи | отсутствует |
| Акрил и разные виды полистирола | от 0,8 до 1 тысячи | от 1 до 1,3 тысячи |
| ПВХ | от 1,5 до 2 тысяч | от 1,5 до 2 тысяч |
| Алюминиевые сплавы | от 0,5 до 0,8 тысячи | от 0,8 до 1 тысячи |
Значения в таблице указывают минимальный и максимальный показатели, на которых фрезерные станки могут исправно резать без риска возникновения сбоев.
Ширина фрезерования
Еще одним параметром, который учитывается при механической обработки заготовок считается ширина фрезерования. Она может варьировать в достаточно большом диапазоне. Ширина выбирается при фрезеровке на станке Have или другом оборудовании. Среди особенностей отметим следующие моменты:
- Ширина фрезерования зависит от диаметра фрезы. Подобные параметры, которые зависят от геометрических особенностей режущей части, не могут регулироваться, учитываются при непосредственном выборе инструмента.
- Ширина фрезерования также оказывает влияние на выбор других параметров. Это связано с тем, что при увеличении значения также увеличивается количество материала, который снимается за один проход.
В некоторых случаях ширина фрезерования позволяет получить требуемую поверхность за один проход. Примером можно назвать случай получения неглубоких канавок. Если проводится резание плоской поверхности большой ширины, то число проходов может несколько отличаться, рассчитывается в зависимости от ширины фрезерования.
Как выбрать режим на практике?
Как ранее было отмечено, в большинстве случаев технологические карты разработаны специалистом и мастеру остается лишь выбрать подходящий инструмент и задать указанные параметры. Кроме этого, мастер должен учитывать то, в каком состоянии находится оборудование, так как предельные значения могут привести к возникновению поломок. При отсутствии технологической карты приходится проводить выбор режимов фрезерования самостоятельно. Расчет режимов резания при фрезеровании проводится с учетом следующих моментов:
- Типа применяемого оборудования. Примером можно назвать случай резания при фрезеровании на станках ЧПУ, когда могут выбираться более высокие параметры обработки по причине высоких технологических возможностей устройства. На старых станках, которые были введены в эксплуатацию несколько десятков лет назад, выбираются более низкие параметры. На момент определения подходящих параметров уделяется внимание и техническому состоянию оборудования.
- Следующий критерий выбора заключается в типе применяемого инструмента. При изготовлении фрезы могут применяться различные материалы. К примеру, вариант исполнения из быстрорежущей качественной стали подходит для обработки металла с высокой скоростью резания, фреза с тугоплавкими напайками предпочтительно выбирается в случае, когда нужно проводить фрезерование твердого сплава с высоким показателем подачи при фрезеровании. Имеет значение и угол заточки режущей кромки, а также диаметральные размер. К примеру, с увеличением диаметра режущего инструмента снижается подача и скорость резания.
- Тип обрабатываемого материала можно назвать одним из наиболее важных критериев, по которым проводится выбор режима резания. Все сплавы характеризуются определенной твердостью и степенью обрабатываемости. К примеру, при работе с мягкими цветными сплавами могут выбираться более высокие показатели скорости и подачи, в случае с каленной сталью или титаном все параметры снижаются. Немаловажным моментом назовем то, что фреза подбирается не только с учетом режимов резания, но и типа материала, из которого изготовлена заготовка.

- Режим резания выбирается в зависимости от поставленной задачи. Примером можно назвать черновое и чистовое резание. Для черного свойственна большая подача и небольшой показатель скорости обработки, для чистовой все наоборот. Для получения канавок и других технологических отверстий и вовсе показатели подбираются индивидуально.
Как показывает практика, глубина резания в большинстве случаев делится на несколько проходов при черновой обработке, при чистовой он только один. Для различных изделий может применяться таблица режимов, которая существенно упрощает поставленную задачу. Встречаются и специальные калькуляторы, проводящие вычисление требуемых значений в автоматическом режиме по введенным данным.
Примеры программ на сверление отверстий при помощи постоянных циклов
Постоянные циклы станка с ЧПУ
Пример № 1
Рис. 8.8. Необходимо просверлить 7 отверстий диаметром 3 мм и глубиной 6,5 мм
| Код программы | Описание |
% O0001 N100 G21 N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G54 X5. Y5. S1000 M3 N108 G43 h2 Z100. N110 Z10. N112 G99 G81 Z-6.5 R1. F45. N114 X10. N116 X15. N118 X20. N120 X5. Y10. N122 X10. N124 X30. Y20. N126 G80 N128 Z100. N130 M5 N132 G91 G28 Z0. N134 G28 X0. Y0.. N136 M30 % Y5. S1000 M3 N108 G43 h2 Z100. N110 Z10. N112 G99 G81 Z-6.5 R1. F45. N114 X10. N116 X15. N118 X20. N120 X5. Y10. N122 X10. N124 X30. Y20. N126 G80 N128 Z100. N130 M5 N132 G91 G28 Z0. N134 G28 X0. Y0.. N136 M30 % | Номер программы Работа в метрической системе Строка безопасности Вызов сверла диаметром 3 мм Перемещение к отверстию № 1 Компенсация длины инструмента Ускоренное перемещение к Z10. Стандартный цикл сверления Сверление отверстия № 2 Сверление отверстия № 3 Сверление отверстия № 4 Сверление отверстия № 5 Сверление отверстия № 6 Сверление отверстия № 7 Отмена постоянного цикла Перемещение к Z100. Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X, Y Конец программы |
Пример № 2
Рис. 8.9. Необходимо просверлить 12 отверстий диаметром 5 мм и глубиной 40 мм, предварительно выполнить операцию центрования отверстий
| № отверстия | Координаты в прямоугольной системе координат (X; Y) |
| 1 | X21. 651 Y12.5 651 Y12.5 |
| 2 | X12.5 Y21.651 |
| 3 | X0. Y25. |
| 4 | X-12.5 Y21.651 |
| 5 | X-21.651 Y12.5 |
| 6 | X-25. Y0. |
| 7 | X-21.651 Y-12.5 |
| 8 | X-12.5 Y-21.651 |
| 9 | X0. Y-25. |
| 10 | X12.5 Y-21.651 |
| 11 | X21.651 Y-12.5 |
| 12 | X25. Y0. |
| Код программы | Описание |
% O0002 (PROGRAM NAME – HOLES2 ) N100 G21 N102 G0 G17 G40 G49 G80 G90 ( CENTROVKA ) N104 T1 M6 N106 G54 X21.651 Y12.5 S1200 M3 N108 G43 h2 Z100. N110 Z2. N112 G99 G81 Z-.8 R2. F70. N114 X12.5 Y21.651 N116 X0. Y25. N118 X-12.5 Y21.651 N120 X-21.651 Y12.5 N122 X-25. Y0. N124 X-21.651 Y-12.5 N126 X-12.5 Y-21.651 N128 X0. Y-25. N130 X12.5 Y-21.651 N132 X21.651 Y-12.5 N134 X25. Y0. N136 G80 N138 Z100. N140 M5 N142 G91 G28 Z0. N144 G28 X0. Y0. N146 M01 ( DRILL 12 HOLES ) N148 T2 M6 N150 G54 X21.651 Y12.5 S1000 M3 N152 G43 h3 Z100. N154 Z2. N156 G99 G83 Z-40. R2. Q2. F45. N158 X12.5 Y21.651 N160 X0. Y25. N162 X-12.5 Y21.651 N164 X-21.651 Y12.5 N166 X-25. Y0. N168 X-21.651 Y-12.5 N170 X-12.5 Y-21.651 N172 X0. Y-25. N174 X12.5 Y-21.651 N176 X21.651 Y-12.5 N178 X25. Y0. N180 G80 N182 Z100. N184 M5 N186 G91 G28 Z0. N188 G28 X0. Y0. N190 M30 % Y0. N146 M01 ( DRILL 12 HOLES ) N148 T2 M6 N150 G54 X21.651 Y12.5 S1000 M3 N152 G43 h3 Z100. N154 Z2. N156 G99 G83 Z-40. R2. Q2. F45. N158 X12.5 Y21.651 N160 X0. Y25. N162 X-12.5 Y21.651 N164 X-21.651 Y12.5 N166 X-25. Y0. N168 X-21.651 Y-12.5 N170 X-12.5 Y-21.651 N172 X0. Y-25. N174 X12.5 Y-21.651 N176 X21.651 Y-12.5 N178 X25. Y0. N180 G80 N182 Z100. N184 M5 N186 G91 G28 Z0. N188 G28 X0. Y0. N190 M30 % | Номер программы Название программы Работа в метрической системе Строка безопасности Комментарий Вызов центровки Перемещение к отверстию № 1 Компенсация длины инструмента Ускоренное перемещение к Z2. Стандартный цикл сверления Центрование отверстия № 2 Центрование отверстия № 3 Центрование отверстия № 4 Центрование отверстия № 5 Центрование отверстия № 6 Центрование отверстия № 7 Центрование отверстия № 8 Центрование отверстия № 9 Центрование отверстия № 10 Центрование отверстия № 11 Центрование отверстия № 12 Отмена постоянного цикла Перемещение к Z100. Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X, Y Временный останов Комментарий Вызов сверла диаметром 5 мм Перемещение к отверстию № 1 Компенсация длины инструмента Ускоренное перемещение к Z2. Цикл прерывистого сверления Сверление отверстия № 2 Сверление отверстия № 3 Сверление отверстия № 4 Сверление отверстия № 5 Сверление отверстия № 6 Сверление отверстия № 7 Сверление отверстия № 8 Сверление отверстия № 9 Сверление отверстия № 10 Сверление отверстия № 11 Сверление отверстия № 12 Отмена постоянного цикла Перемещение к Z100. Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X, Y Конец программы Цикл прерывистого сверления Сверление отверстия № 2 Сверление отверстия № 3 Сверление отверстия № 4 Сверление отверстия № 5 Сверление отверстия № 6 Сверление отверстия № 7 Сверление отверстия № 8 Сверление отверстия № 9 Сверление отверстия № 10 Сверление отверстия № 11 Сверление отверстия № 12 Отмена постоянного цикла Перемещение к Z100. Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X, Y Конец программы |
Вперед >>
Выбор режима в зависимости от типа фрезы
Для получения одного и того же изделия могут применяться самые различные виды фрез. Выбор основных режимов фрезерования проводится в зависимости от конструктивных и других особенностей изделия. Режимы резания при фрезеровании дисковыми фрезами или другими вариантами исполнения выбираются в зависимости от нижеприведенных моментов:
- Жесткости применяемой системы. Примером можно назвать особенности станка и различной оснастки. Новое оборудование характеризуется повышенной жесткостью, за счет чего появляется возможность применения более высоких параметров обработки.
 На старых станках жесткость применяемой системы снижается.
На старых станках жесткость применяемой системы снижается. - Уделяется внимание и процессу охлаждения. Довольно большое количество оборудования предусматривает подачу СОЖ в зону обработки. За счет подобного вещества существенно снижается температура режущей кромки. СОЖ должна подаваться в зону снятия материала постоянно. При этом также удаляется и образующаяся стружка, что существенно повышает качество резания.
- Стратегия обработки также имеет значение. Примером можно назвать то, что получение одной и той же поверхности может проводится при чередовании различных технологических операций.
- Высота слоя, который может сниматься за один проход инструмента. Ограничение может зависеть от размера инструмента и многих других геометрических особенностей.
- Размер обрабатываемых заготовок. Для больших заготовок требуется инструмент с износостойкими свойствами, который при определенных режимах резания сможет не нагреваться.
Учет всех этих параметров позволяет подобрать наиболее подходящие параметры фрезерования. При этом учитывается распределение припуска при фрезеровании сферическими фрезами, а также особенности обработки концевой фрезой.
При этом учитывается распределение припуска при фрезеровании сферическими фрезами, а также особенности обработки концевой фрезой.
Классификация рассматриваемого инструмента проводится по достаточно большому количеству признаков. Основным можно назвать тип применяемого материала при изготовлении режущей кромки. К примеру, фреза ВК8 предназначена для работы с заготовками из твердых сплавов и закаленной стали. Рекомендуется применять подобный вариант исполнения при невысокой скорости резания и достаточной подаче. В тоже время скоростные фрезы могут применяться для обработки с высоким показателем резания.
Как правило, выбор проводится с учетом распространенных таблиц. Основными свойствами можно назвать:
- Скорость резания.
- Тип обрабатываемого материала.
- Тип фрезы.
- Частота оборотов.
- Подача.
- Тип проведенной работы.
- Рекомендуемая подача на зуб в зависимости от диаметра фрезы.
Использование нормативной документации позволяет подобрать наиболее подходящие режимы.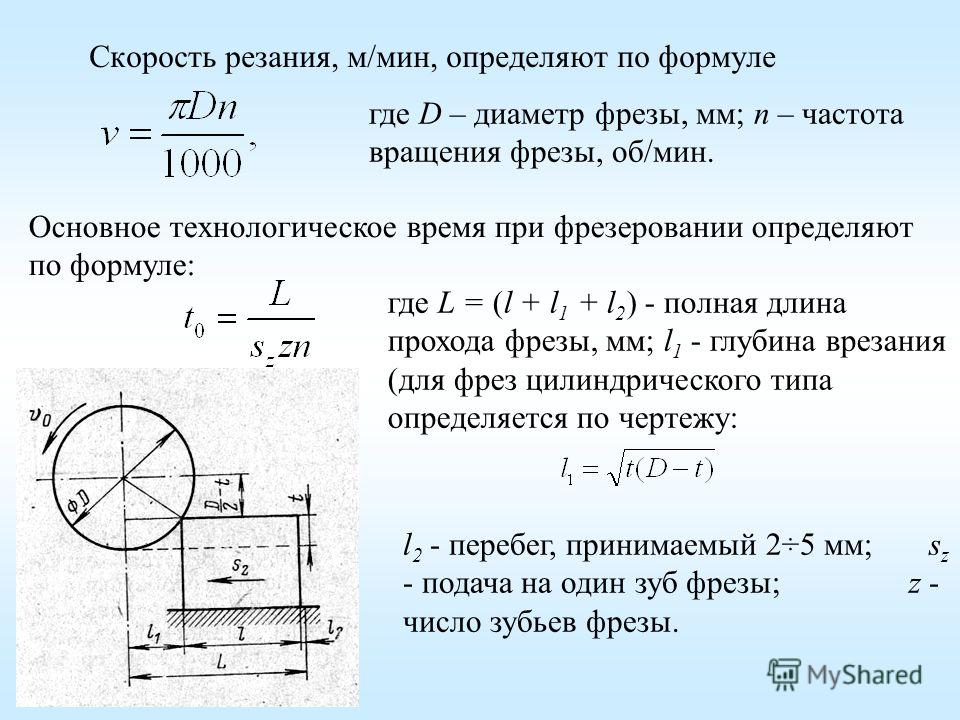 Как ранее было отмечено, разрабатывать технологический процесс должен исключительно специалист. Допущенные ошибки могут привести к поломке инструмента, снижению качества поверхности заготовки и допущению погрешностей в инструментах, в некоторых случаях, поломке оборудования. Именно поэтому нужно уделять много внимания выбору наиболее подходящего режима резания.
Как ранее было отмечено, разрабатывать технологический процесс должен исключительно специалист. Допущенные ошибки могут привести к поломке инструмента, снижению качества поверхности заготовки и допущению погрешностей в инструментах, в некоторых случаях, поломке оборудования. Именно поэтому нужно уделять много внимания выбору наиболее подходящего режима резания.
Рекомендации при выборе режима
Идеально подобрать режим обработки практически невозможно, но есть ряд рекомендаций, которым желательно следовать:
- Диаметр инструмента должен соответствовать глубине обработки. Это позволяет провести обработку в один проход, но для слишком мягких материалов есть риск снятия стружки большей толщины, чем необходимо.
- По причине ударов и вибрации желательно начать с подачи порядка 0,15 мм на зуб и затем регулировать в большую или меньшую сторону.
- Не желательно использовать максимальное количество оборотов, это может привести к падению скорости реза. Повысить частоту можно при увеличении диаметра инструмента.

Определение режима реза производится не только с помощью таблиц. Большую роль играет знание особенностей станка и личный опыт фрезеровщика.
Расчет режимов резания — РИНКОМ
Расчет режимов резания осуществляется при механизированной и ручной обработке металла. По результатам вычислений подбирается оснастка, определяется оптимальный способ проведения работ и размер производственных расходов.
В материале:
- Способы проведения расчетов
- Параметры, учитываемые при проведении расчетов
- Обработка резцами
- Сверление
- Зенкерование
- Работа с развертками
- Фрезерование
- Шлифование
- Заключение
Ключевые задачи процедуры:
- повышение скорости и качества операций;
- снижение материалоемкости производства;
- уменьшение нагрузки на персонал;
- снижение процента брака;
- внедрение ресурсосберегающих технологий;
- повышение рентабельности.
Подбор режимов резания происходит для каждой технологической операции. Работы проводятся комплексно, предполагают использование справочников режимов резания, отраслевых нормативов и прочей документации.
Способы проведения расчетов
Режимы резания металлов рассчитываются одним из двух способов.
- Аналитический. Вычисления производятся эмпирически. Специалисты выполняют тестовые операции на основе формул теории резания. В результате подбираются оптимальные режимы обработки для конкретного материала или заготовки.
- Статистический. Способ обработки подбирается по справочнику режимов резания. Такой подход не предполагает проведения экспериментов, ориентирован на работу с общими отраслевыми нормативами.
Применяемый инструмент должен иметь рациональную конструкцию, обеспечивать максимальное использование всех возможностей оборудования.
Параметры, учитываемые при проведении расчетов
При расчете режимов резания инструментов используются следующие показатели.
- Глубина реза. Расстояние, на которое погружается инструмент в процессе обработки заготовки.
- Подача. Степень перемещения инструмента в рамках одного рабочего такта.
- Скорость режима резания. Отношение скорости перемещения режущей кромки ко времени, затрачиваемому на обработку детали.
- Расчетные размеры. Параметры заготовки. К ним относится диаметр, длина и ширина обрабатываемой поверхности.
В ходе подбора режимов резания металлов учитываются припуски на обработку, затрачиваемое время и количество проходов.
Обработка резцами
При назначении режимов резцового резания определяется порядок обработки материала, учитывается специфика воздействия инструмента на заготовку.
Рис. 1 Обработка металла резцом (принципиальная схема)
На рисунке 1 представлены показатели, влияющие на токарный режим резания:
- t – глубина реза;
- s – подача;
- f – площадь номинально срезанного слоя;
- Н – высота остаточного сечения;
- ϕ − главный угол;
- ϕ1− вспомогательный угол.

Подбор режимов подачи осуществляется по специальным таблицам.
Таблица 1. Расчет подачи для незакаленных сталей и чугунов
Таблица 2. Расчет подачи для закаленных сталей
Ознакомиться с ассортиментом токарных резцов, используемых при расчете режима резания металлов, поможет представленная ссылка.
Рис. 2 Работа резца по металлу
Сверление
Режимы работы со сверлами определяются с учетом конфигурации инструмента, параметров заготовок и специфики применяемого оборудования. Как правило, используются формулы и табличные значения. Они позволяют подобрать режим резания для сверл с высокой точностью.
Для расчета подачи сверла применяется формула s = C х D0,6, в которой:
- s – подача;
- D – диаметр применяемого сверла;
- С – нормативный коэффициент.

Значения коэффициента представлены в таблице.
Таблица 3. Значения коэффициента С для сверл
Сила, подача и момент резания рассчитываются по типовым формулам с применением соответствующих коэффициентов.
Таблица 4. Коэффициенты, позволяющие рассчитать режимы резания для сверл
Корректное использование таблиц и формул расчета резания позволит подобрать оптимальный режим. Он обеспечит высокую эффективность инструмента и минимальные затраты на последующую обработку детали.
Для ознакомления со сверлами, участвующими в различных режимах резания стали, посетите раздел сверла по металлу.
Рис. 3 Работа сверла по металлу
Зенкерование
Геометрия режущей части зенкеров не нормирована. Производители применяют различные технологические решения, с целью повысить эффективность и продлить срок службы продукции.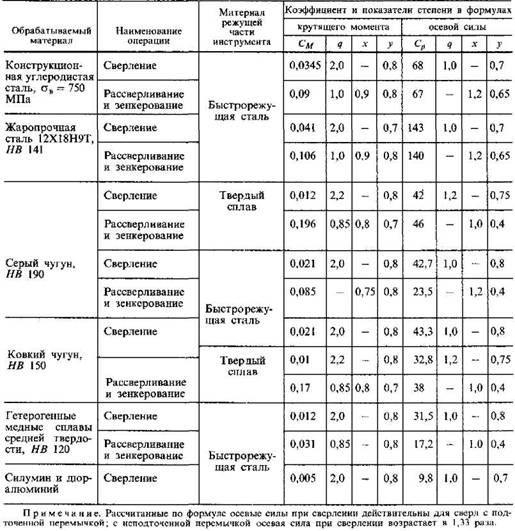
При определении режима резания стали зенкером специалисты учитывают следующие параметры:
- задний и передний угол зенкера;
- угол наклона винтовой канавки;
- угол при навершии;
- угол при наклоне режущей кромки.
Как и в случае с прочим режущим инструментом, расчетные процедуры выполняются по базовым формулам и рекомендациям нормативов по режимам резания.
Рис. 4 Работа зенкера по металлу
Ознакомиться с инструментами, для которых рассчитываются технологические режимы резания, поможет раздел «Зенкеры и зенковки». В нем представлен широкий спектр продуктов, присутствуют решения для различных вариантов обработки.
Работа с развертками
Развертки используются для предварительной и окончательной обработки заготовок. Они позволяют создать отверстия требуемого качества и формы. Инструмент востребован на производстве и в быту.
Расчет параметров режимов резания осуществляется с учетом следующих показателей разверток:
- угол наклона канавок;
- задний угол;
- передний угол;
- угол конуса заборной части.
При работе с пластинами из твердого сплава подача определяется по таблице.
Таблица 5. Подача разверток с пластинками из твердого сплава
Определить стойкость изделий также помогают нормативные значения.
Таблица 6. Стойкость разверток в минутах
Полный перечень разверток, используемых при организации технологических операций, представлен в соответствующем разделе. Специалистам доступен инструмент для ручного и механизированного труда. В ассортименте решения, работающие с чугуном, цветными металлами, конструкционными и легированными сталями.
Рис. 5 Работа развертки
Фрезерование
При расчете общемашинных режимов резания посредством фрез учитываются геометрические параметры режущей части инструмента:
- задний и передний угол;
- угол наклона винтовой канавки зубцов;
- главный и вспомогательный угол в плане угловой кромки;
- дополнительный угол в плане, в случае двойной заточки кромок;
- угол наклона режущей кромки.

Получить дополнительные сведения о характеристиках фрезерного инструмента можно посредством справочников и производственных документов. Последние предоставляется заводом-изготовителем по запросу покупателя.
Рассчитать подачу фрез при работе со сталями, стальным литьем и чугунами поможет следующая таблица.
Таблица 7. Расчет подачи фрез при работе с различными материалами
Показатели стойкости фрез также представлены справочными значениями.
Таблица 8. Стойкость фрез в минутах
В случае скоростного фрезерования на механизированном оборудовании применяются дополнительные значения и коэффициенты.
Таблица 9. Средние значения скорости резания при работе с чугунами, углеродистыми и легированными сталями
При определении параметров режима резания учитывается расчетная мощность, сила и момент резания, а также основное технологическое время.
Получить дополнительную информацию касательно работы с фрезерным инструментом поможет статья «Фрезерование концевыми фрезами». Для знакомства с перечнем фрез по металлу перейдите в соответствующий раздел каталога.
Рис. 6 Работа фрезы по металлу
Шлифование
Посредством шлифовального инструмента осуществляется первичная, вторичная и финишная обработка заготовок. При наличии соответствующей оснастки мастеру доступен широкий спектр работ:
- шлифование центральной части заготовки;
- внутреннее и наружное шлифование бесцентрового типа;
- внутреннее шлифование с использованием патрона;
- плоское шлифование периферией или торцом инструмента;
- фасонное шлифование.
Возможна заточка режущего инструмента различной конфигурации.
При проведении расчетов учитывается скорость вращения шлифовальных кругов.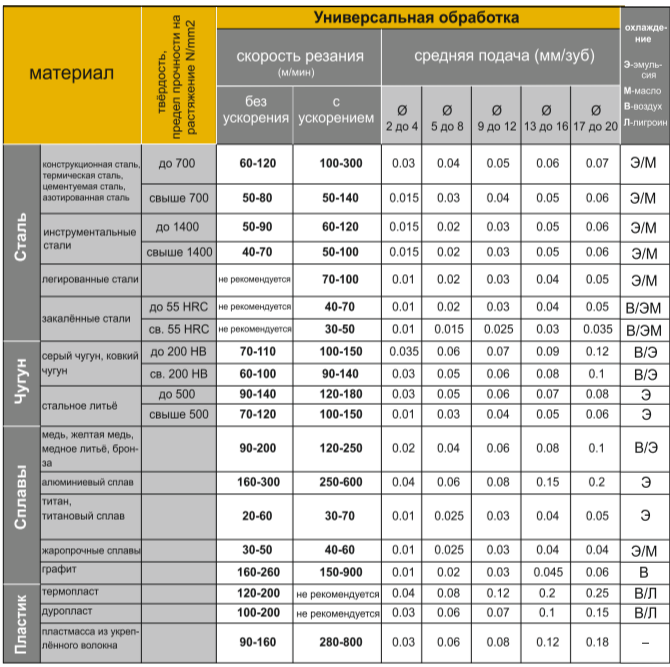 Некорректное применение данного параметра приведет к снятию избыточного объема материала, преждевременному износу инструмента и увеличению продолжительности операций.
Некорректное применение данного параметра приведет к снятию избыточного объема материала, преждевременному износу инструмента и увеличению продолжительности операций.
Таблица 10. Скорость вращение шлифовального инструмента в процессе обработки заготовки
Продолжительность эксплуатации кругов при выполнении различных процедур также имеет нормированное значение.
Таблица 11. Стойкость шлифовальных кругов
Режимы резания зависят от параметров шлифования и специфики применяемого оборудования.
Таблица 12. Подбор режимов резания при работе с абразивным инструментом
В случае работы с резьбовыми соединениями применяются особые режимы резания.
Таблица 13. Режимы резания при работах по шлифованию резьбы
При шлифовании выделяется большое количество тепла. Для его рассеивания применяются охлаждающие жидкости. Допускается использование водных растворов 5 типов:
Для его рассеивания применяются охлаждающие жидкости. Допускается использование водных растворов 5 типов:
- 1% кальцинированной соды и 0,15 нитрита натрия;
- 2-3% кальцинированной соды;
- 2% мыльного порошка;
- 5-7% раствор эмульсола;
- 3,5% раствор эмульсола с добавлением олеиновой кислоты.
Качественное охлаждение исключит температурную деформацию заготовки, предотвратит преждевременный износ инструмента и нарушение технологии обработки.
Рис. 7 Работа абразивного круга
Для получения подробной информации касательно абразивного инструмента посетите соответствующий раздел каталога. В нем представлены круги, шлифовальные шкурки на тканевой и бумажной основе, сетки и приспособления для шлифования.
Заключение
Расчет режимов резания – обязательное условие для большинства технологических операций. Однако, для корректного выполнения работ недостаточно вычислений. Важно использовать качественный инструмент, способный выполнить необходимые действия. Последний можно приобрести у нас. Магазин «РИНКОМ» реализует широкий спектр продукции для работы с деревом и металлом. Мы гарантируем высокое качество товара, приемлемые цены и строгое соблюдение сроков поставки.
Важно использовать качественный инструмент, способный выполнить необходимые действия. Последний можно приобрести у нас. Магазин «РИНКОМ» реализует широкий спектр продукции для работы с деревом и металлом. Мы гарантируем высокое качество товара, приемлемые цены и строгое соблюдение сроков поставки.
Режимы резания при фрезеровании на станках
В процессе фрезерования зубья многолезвийного режущего инструмента, вращающегося вокруг своей оси, поочерёдно следуя один за другим, врезаются в материал заготовки, которая движется на фрезу. В результате такого рода движений происходит отделение слоя металла с образованием стружки. Элементами режима резания, сопровождающими фрезерование, является глубина, на которую погружается фреза, скорость резания с которой фрезеруется материал и подача движения заготовки.
Ширина фрезерования это расстояние, на котором главные режущие кромки зубьев фрезы соприкасаются с заготовкой.
Глубина резания это слой металла с определённой толщиной, который удаляется в процессе фрезерования за один рабочий проход. Измеряется глубина фрезерования как разность между обрабатываемой поверхностью и образующейся в результате обработки.
Главное движение при фрезеровании это есть ни что иное как вращение фрезы. Выполняя технологические операции, связанные с фрезерованием, режущему инструменту задаётся вращение и при этом в настройках станка устанавливается число оборотов за единицу времени. Однако главным параметром вращения фрезы является не то число оборотов, с которым она поворачивается вокруг своей оси, а скорость резания.
Скорость резания
Скорость резания для фрезы это расстояние, преодолеваемое за одну минуту режущей кромкой на наиболее отдалённой точке радиуса инструмента относительно оси вращения.
Скорость резания рассчитывается по формуле представленной ниже:
| V = | πDn
1000 |
V– скорость резанияπ–3.1416D– диаметр фрезы(мм)n– частота вращения фрезы(об/мин)1000– коэффициент переводаммвм
При технологических расчётах выбирается скорость резания согласованная со свойствами инструмента. Иными словами скорость резания должна быть допустимой в соответствии с периодом стойкости режущего инструмента.
Обороты
Обороты фрезы ( n ), как упоминалось выше, являются главным движением станка. Перед выполнением какой либо работы на станке, фрезеровщику приходится настраивать режимы резания одним из компонентов которых является вращение фрезы. Так как на промышленном оборудовании переключение скоростей указывается в оборотах в минуту, соответственно требуется знать их число, которое можно рассчитать по формуле:
| n = | 1000v
πD |
Подача
Подача ( S ) это рабочее перемещение подвижных частей станка, на одних из которых крепятся режущие инструменты, а на других детали или заготовки подвергаемые обработке. Подача является одной из основных характеристик режима резания, которая необходима при обработке на станках.
При выполнении фрезерных работ используются следующие виды подач:
- Подача на один зуб;
- Подача на один оборот;
- Минутная подача.

С помощью фрезерного станка можно задавать подачи в вертикальном, продольном и поперечном направлении.
Подача на зуб ( SZ мм / зуб ) – это отношение минутной подачи и произведения частоты вращения шпинделя к числу зубьев, которыми располагает фреза.
| SZ = | SM
n×Z |
Подача на один оборот фрезы ( S0 мм / об ) – это произведение, полученное в результате умножения подачи на зуб, на количество зубьев режущего многолезвийного инструмента.
S0 = SZ × Z
Минутная подача ( SМ мм / мин ) – это рабочее перемещение фрезерного стола проходящего расстояние, измеряемое в миллиметрах за одну минуту. Минутную подачу можно вычислить, если умножить значение подачи на один оборот фрезы на число оборотов шпинделя или умножением подачи на зуб на число зубьев фрезы и на её обороты.
SМ = S0 × n = SZ × Z × n
Такие опции как подача, скорость резания для инструмента, глубина и ширина, задаваемая в процессе обработки, являются составляющими режимов фрезерования.
Режим резания считается оптимальным при условии разумного сочетания всех его элементов обеспечивающих наибольшую производительность, экономию средств, при неизменных качественных показателях в отношении точно¬сти изделий и чистоты обработки их поверхностей.
Благодаря научному подходу для резания металлов были установлены эффективные скорости резания и подачи при условии выбора глубины и ширины при фрезеровании различных металлов и сплавов фрезами соответствующих марок. Подобные данные записаны в специальных таблицах по нормативам режимов резания.
особенности выбора режимов и формулы их расчета
Из этого материала вы узнаете:
- Суть процесса фрезерования
- Этапы металлообработки при фрезеровании
- Скорость резания при фрезеровании
- Выбор режима глубины резания и подачи при фрезеровании стали и других металлов
- Расчет параметров обработки для фрезерования, сверления и резьбонарезания по формуле
- Как выбрать режим на практике
Расчет режимов и скорости резания при фрезеровании очень важен при обработке разных материалов. И хотя фрезерный станок можно назвать универсальным в металлообработке, для каждой процедуры необходима отдельная настройка. Пренебрежение этими характеристиками может привести к порче заготовки.
Большинство современных фрезерных станков оснащено числовым программным управлением (ЧПУ). Но и здесь необходимо знание режимов и скорости резания. На самом деле уже давно не нужно производить все необходимые расчеты вручную. Для выбора оптимального режима резания при фрезеровании можно воспользоваться таблицами из этого материала.
Суть процесса фрезерования
Фрезеровка – это один из способов механической обработки, осуществляемый на специализированном станке. В процессе выполняется удаление верхнего или глубинного слоя во внутренней части детали. Может использоваться любой материал. Самые востребованные в данном случае – это дерево и металл. На основании этого мы больше внимания уделим металлообработке.
Как выполняется фрезеровка. Закрепите на станине нужную заготовку для обработки. Необходимо выбрать требуемую фрезу или шлифовальный элемент. Это может быть абразивный диск или круг. Технологический элемент будет выполнять кругообразные движения вокруг своей оси. Кроме того, будет перемещаться и по двум поверхностям. Совместно с этим осуществляется продольное движение детали к резцу.
Фрезеровочный станок отличается от токарного тем, что в нем заготовки вращаются, т. е. происходит круговая обработка. Поэтому вы сможете обработать детали разной формы, обточить ровную плоскость, проделать выемки и любые другие фигурные прорези.
Металлообработку делят на черновую и чистовую. Чтобы создать нужное сечение слоя в виде канавок или зубцов, нужно совершить не менее двух или трех проходов.
VT-metall предлагает услуги:
Работающий механизм двигается прерывисто. Уникальный аспект, который отличает фрезерование от сверления или обточки, – это состояние отдельного зубца при рабочем моменте. Зубцы касаются слоя детали не сразу все, а по отдельности. Таким образом, нагрузка на все плоскости резца увеличивается. Поэтому при фрезеровке уменьшить воздействие сможет лишь совершенствование режимов резки.
Этапы металлообработки при фрезеровании
Металлообработка делится на следующие этапы:
- Обдирный. Это первичная, максимально грубая обработка поверхностного слоя, при которой устраняются видимые изъяны и снимается ржавчина.
- Черновой. Процедура второго приближения, при которой снимается слой и убирается стружка. На данном этапе очень низкий класс точности и шероховатости. Поверхностный слой заготовки при этом оставляют до 7 мм.
- Получистовой. В этот момент начинается зачистка и подготовительный процесс к завершающим стадиям. Отличается этот этап тем, что здесь уже используют инструмент гораздо тоньше, чтобы увеличить класс точности до 4–6 и получить более тонкую стружку.
- Чистовой этап металлообработки. В большинстве случаев он является завершающим. На нем добиваются приемлемой шероховатости, а размеры получаются довольно точными.
- Финишный или тонкий этап – это максимально точная фрезеровка на очень больших скоростях. Происходит снятие сверхтонкой металлической пыли.
- Шлифовка. Используют шлифовальные резцы с напылением.
Выполнить расчет режимов обработки при фрезеровке можно онлайн или при помощи формул и таблиц, основываясь на этапах металлообработки. Следовательно, выбирают и разновидность сверл.
Скорость резания при фрезеровании
Одним из главных критериев фрезеровки является скорость резания. По нему можно понять, сколько времени потребуется для снятия конкретного слоя материала с плоскости. Чаще всего на оборудовании устанавливают постоянный режим скорости.
Чтобы выбрать правильный параметр этого режима, необходимо учитывать, из какого материала используемая деталь:
- Если работать с нержавеющей сталью, то из-за наличия в ее составе разных химических элементов, изменяются некоторые показатели, в том числе и твердость. Поэтому скорость резания при фрезеровании снижается и составляет 45–95 м/мин.
- Бронза – используется при изготовлении множества различных деталей. Ее относят к относительно мягким сплавам, и на основании этого выбирают скоростной режим фрезеровки в районе 90–150 м/мин.
- Большую популярность при изготовлении запорных конструкций или любых клапанов приобретает латунь. При высоком нагревании повышается ее пластичность. Имея более мягкий состав, этот сплав позволяет увеличить скоростной режим фрезерования до 130–320 м/мин.
- В настоящее время при металлообработке распространен и сплав алюминия. Скорость резания его колеблется в диапазоне 200–420 м/мин. Это связано с тем, что бывают различные методы исполнения, при которых характеризуются разные эксплуатационные свойства. Также не стоит забывать, что алюминий при высоком скоростном режиме резания повышает показатели пластичности.
Существует много разных таблиц, которые помогают вычислить базовые режимы работы. Чтобы определить количество оборотов в скоростном режиме фрезерования для любого типа обрабатываемого сырья, нужно воспользоваться формулой: n = 1000 × V/D, где V – это рекомендуемая скорость, а D – диаметр фрезы. Скорость резания при фрезеровке измеряется в метрах за минуту резания.
Важно помнить, что специалисты не советуют эксплуатировать шпиндель по максимуму, так как он быстро изнашивается и может повредить оборудование. Чтобы этого избежать, рекомендуют результат уменьшить на 10–15 %. Учитывая данный параметр, выбирают подходящий инструмент.
Выбор режима глубины резания и подачи при фрезеровании стали и других металлов
Глубина резания при фрезеровке подбирается в соответствии с материалом детали.
Также главным фактором в выборе глубины резания является то, какой этап металлообработки выполняется – чистовой или черновой. Если первый, то из-за меньшей скорости глубина резания будет большой. При выполнении чистового этапа обработки скорость вращения будет выше, соответственно, будет сниматься тонкий слой материала.
Но показатель глубины может ограничиваться, так как режущая часть используемого инструмента может иметь разные размеры.
Производительность металлообрабатывающего станка сильно влияет на параметр данного показателя. Иногда глубина резания подбирается в зависимости от того, какая в итоге должна получиться поверхность.
Тип станка и вид используемой фрезы влияет на то, с какой мощностью проходит резание при фрезеровании. Если требуется снять толстый слой материала, то черновой этап обработки нужно выполнить в несколько проходов.
Важный технологический процесс в металлообработке – это фрезерование пазов. Образуют подобные выемки уже непосредственно после чистового этапа обработки, так как глубина их очень большая. А при фрезеровке Т-образных пазов используют специальный инструмент.
Один из важных параметров режима резания в металлообработке заготовок – это подача. Представляет собой рабочее движение подвижных элементов оборудования. От данного показателя зависит долговечность используемых инструментов. Но есть ряд особенностей, которые влияют на эту характеристику:
- какой слой металла убирается за один проход;
- какой объем работы выполняет станок за определенное количество времени;
- можно ли проводить черновой и чистовой этап металлообработки.
При фрезеровании применяют подачу на зуб. Данный показатель определяется производителями инструментов. Зависит от частоты вращения шпинделя и количества зубьев фрезы.
Вышеперечисленные показатели являются составляющими режимов фрезеровки и взаимосвязаны между собой, например, скорость резания и подача:
- Скоростной режим резания уменьшится, если увеличить величину подачи. Это обусловлено тем, что за один проход усиливается нагрузка оси из-за снятия толстого слоя металла. Если вы установите высокий скоростной режим и подачу, то произойдет быстрый износ или поломка инструмента.
- Если подача снижается, то увеличивается нормальный скоростной режим. Если фреза будет вращаться быстро, то качество обрабатываемой детали улучшится. На чистовом этапе обработки устанавливается наименьшее значение подачи и высокий скоростной режим резания. При использовании специализированного оборудования вы получите почти зеркальную поверхность.
Часто устанавливаемый диапазон подачи – от 0,1 до 0,25. Такой показатель обеспечит достойный результат обработки самых востребованных материалов во многих отраслях промышленности.
Расчет параметров обработки для фрезерования, сверления и резьбонарезания по формуле
На многих производствах технологические карты разрабатывает техническая служба предприятия, в соответствии с ними мастер задает рассчитанные параметры и устанавливает подходящий инструмент. Перед работой специалист должен проверить состояние станочного оборудования, чтобы предельные значения не привели к выходу его из строя.
А если технологическая карта отсутствует, то работник сам устанавливает подходящие режимы фрезеровки:
|
Скорость резания Vc (м/мин)
|
Vc = π × Dc × n / 1000 (м/мин)
|
|
Частота вращения n (об/мин)
|
N = 1000 × Vc / π × Dc (об/мин)
|
|
Подача стола станка (скорость подачи) Vf (мм/мин)
|
Vf = Fz × n × Zn (мм/мин)
|
|
Подача на зуб fz (мм/зуб)
|
Fz = Vf / n × Zn (мм/зуб)
|
|
Подача на оборот fn (мм/об)
|
Fn = Vf / n (мм/об)
|
|
Время обработки Tc (мин)
|
Tc = 1000 × Vc / π × Dc (мин)
|
|
Объем удаленного материала Q (см3/мин)
|
Q = Ap × Ab × Vf / 1000 (см3/мин)
|
Как выбрать режим на практике
Существуют некоторые критерии, которые должны учитываться при расчетах режимов фрезеровки:
- Тип используемого металлообрабатывающего оборудования. Применение более новых, имеющих высокие технологические возможности станков с ЧПУ, на которых есть возможность установить максимальные параметры фрезерования. Старое оборудование, введенное в эксплуатацию более 10 лет назад, позволяет установить только низкие параметры резания. Также важно учитывать и техническое состояние станков, когда рассчитываются необходимые параметры.
- Еще один момент, от которого зависит выбора, это тип инструмента, применяющийся при обработке. Фреза изготавливается из различных материалов, поэтому и параметры будут разными. Если нужно обработать металл с высоким скоростным режимом резания, то берут фрезу из быстрорежущей стали. При фрезеровке твердого сплава с максимальными параметрами подачи фреза должна быть с тугоплавкими напайками. Также важны такие критерии, как угол заточки режущей кромки и диаметр. Если увеличивается диаметр резца, то скоростной режим резания и подача снижаются.
- Самый важный критерий из всех, на основании которых выбирают режимы резания, – это вид используемого материала. Сплавы делятся по твердости и по степени обрабатываемости. Если вы работаете с мягкими цветными сплавами, то выбирают максимальные показатели скоростного режима и подачи. При использовании каленой стали или титана параметры уменьшают. Также важно учитывать подбор фрезы – как в режиме резания, так и при выборе вида материала, из которого будет производиться деталь.
- На основании поставленной цели подбирается режим резания. Например, резание при черновой или чистовой обработке. На черновом этапе – высокая подача и низкий показатель скорости резания, на чистовом – наоборот. Чтобы получить канавки или другие отверстия в заготовке, все показатели необходимо рассчитать индивидуально.
- На практике при черновой металлообработке глубину резания чаще всего делят на несколько проходов. При чистовой будет один проход. Чтобы облегчить поставленную задачу, для разных изделий существует таблица режимов резания. Либо используют специальные калькуляторы, которые автоматически проводят необходимые вычисления нужных показателей по введенным в него данным.
Рекомендуем статьи
- Огнезащита металлических конструкций: правила и методы осуществления
- Железный забор: эстетичность и надежность
- Разрезание металла: основные способы
Итак, в настоящее время существует множество технологических карт, которыми можно пользоваться для изготовления нужных заготовок. В расчетах учитывайте вид материала детали, тип инструмента и предложенное оборудование.
Не стоит самому разрабатывать режимы резания при фрезеровании. Это довольно сложно, кроме того, необходимо будет выполнить начальную проверку введенных данных. Иначе инструмент может испортиться, а оборудование выйти из строя.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Формула для расчета процесса резки|A.L.M.T. Corp.
Расчет токарной обработки
Расчет токарной обработки [Расчет скорости резания и скорости вращения]
(1) Расчет скорости вращения по скорости резания
VC:Скорость резания(м/мин)
Dm:Диаметр заготовки( мм)
n: скорость шпинделя (мин. -1 )
(2) Расчет скорости резания по скорости вращения
Dm: диаметр заготовки (мм)
n: скорость шпинделя (мин. 9)0013 -1 )
VC: скорость резания (м/мин)
Расчет токарной обработки [Расчет требуемой мощности]
VC: скорость резания (м/мин)
f: скорость подачи (9000 9 мм/об) AP : Глубина разрезания (мм)
кс.: Удельная сила разрезания (MPA)
η : Эффективность машины (0,7 ~ 0,85)
ПК : Чистая потребность в мощности (кВт)
h stughtser Расчет токарной обработки [Расчет силы резания]
KC:Удельная сила резания(МПа)
Q : Область чипа (мм 2 )
P : )
p:Сила резания(кН)
Расчет токарной обработки [Расчет шероховатости обработанной поверхности]
f:Подача(мм/об)
RE:Радиус при вершине(мм) )
Расчет токарной обработки [Расчет количества отвода стружки]
VC:Скорость резания (м/мин)
ap: глубина резания (мм)
f: скорость подачи (мм/об)
Q: количество отводимой стружки (см 3 /мин)
Расчет токарной обработки [Расчет времени обработки (005)]
(1) Расчет по скорости шпинделя
L:Длина обработки(мм)
f:Скорость подачи(мм/об)
n:Скорость шпинделя(мин.
(2) Расчет скорости резания
L:Длина обработки(мм)
f:Подача(мм/об)
Dm:НД обрабатываемого материала(мм)
VC:Скорость резания(м/мин)
T:Время обработки(сек) (мм/об)
n: скорость шпинделя (мин. -1 )
D1: макс. диаметр обрабатываемого материала (мм)
D2: мин. диаметр обрабатываемого материала (мм)
T: время обработки (сек)
Расчет токарной обработки [Расчет времени обработки (отрезание)]
f:Скорость подачи(мм/об)
n:Скорость шпинделя(мин -1 )
D1:Макс. диаметр обрабатываемого материала (мм)
T: время обработки (сек)
Расчетные формулы фрезерования
Расчетные формулы фрезерования [Расчет скорости резания]
(1) Расчет скорости резания
DC:Диаметр фрезы (0809) 900 мм n:Скорость вращения(мин -1 )
VC:Скорость резания(м/мин)
(2) Расчет скорости вращения
VC:Скорость резания(м/мин)
DC:Диаметр фрезы(мм)
n:Скорость вращения(мин -1 ) минута
fz: скорость подачи на зуб (мм/зуб)
Z: количество зубьев (шт. )
n: скорость вращения (мин -1 )
Vf: скорость подачи в минуту (м/мин)
(2) Подача на зуб
Vf: Скорость подачи в минуту (м/мин)
Z:Количество зубьев (шт.)
n:Скорость вращения(мин -1 )
fz:Подача на зуб(мм/т) Ширина резания(мм)
Vf:Скорость подачи в минуту(мм/мин)
ap:Глубина резания(мм)
Q:Количество удаления стружки(см потребляемая мощность]
ae:Ширина резания(мм)
apГлубина резания(мм)
KC: удельная сила резания (МПа)
vf: скорость подачи стола в минуту (мм/мин)
η: КПД станка (около 0,75)
Pc: потребляемая мощность (кВт) количество удаления стружки
Q 90 (см 3 /мин)
KC:Удельная сила резания(МПа)
η:КПД станка (около 0,75)
Pc:Потребляемая мощность(кВт)
PCC0s08]5 [Расчет требуемой мощности
PC0s08] :Потребляемая мощность (кВт)
H: Требуемая мощность (л.с.)
Формулы расчетов с энмиллингом
(1) Расчет скорости резания
DC : Диаметр Endmill (MM)
N: Скорость шнура ) Расчет скорости шпинделя
VC:Скорость резания(м/мин)
DC:Диаметр концевой фрезы(мм)
n:Скорость шпинделя(мин -1 )
(1) Скорость подачи в минуту
f:Подача на зуб(мм/об)
n:Скорость шпинделя(мин -1 )
Vf: Скорость подачи в минуту (м/мин)
(4) Расчет скорости подачи в минуту (2)
Z: Количество зубьев (шт. )
n: Скорость вращения шпинделя (мин. 9001) -1 )
fz:Подача на зуб(мм/зуб)
Vf:Подача в минуту(м/мин)
(5) Расчет подачи на оборот
n:Скорость шпинделя(мин — мин. 1 )
Vf: подача в минуту (м/мин)
f: подача на зуб (мм/об)
(6) Расчет подачи на зуб (1)
f:Подача на оборот(мм/об)
Z:Количество зубьев (шт.)
fz:Подача на зуб(мм/т)
(7) Расчет подачи на зуб (2)
Vf:Подача в минуту(м/мин)
n:Скорость шпинделя(мин -1 )
Z:Количество зубьев (шт.)・Расчет ширины паза шаровой концевой фрезы
RE:Радиус сферического конца(мм)
ap:Глубина резания(мм)
D1:Ширина паза(мм)
Формулы расчета бурения
(1) Расчет скорости резки
DC : Диаметр сверления (мм)
N : Скорость шпинделя (мин -1 )
VC : Скорость разрезания (M/MIN) 9000
(2009
: Скорость резки (M/MIN) 9000
(2009
VC ) Расчет скорости шпинделя
VC:Скорость резания(м/мин)
DC:Диаметр сверла(мм)
n:Скорость шпинделя(мин -1 )
(1) Скорость подачи в минуту
f:Подача на зуб(мм/об)
n:Скорость шпинделя(мин -1 )
Vf:Подача в минуту(м/мин)
(4) Расчет подачи на оборот
n:Скорость шпинделя(мин -1 )
Vf м/мин)
f:Подача на зуб(мм/об)
(5) Расчет времени резания
H:Глубина сверления(мм)
Vf:Подача в минуту(м/мин)
T:Время резки(мин)
- Свяжитесь с нами
- Запросы по электронной почте
- Для отправки формы по электронной почте
- Вопросы по телефону
- Для офиса продаж
Бесплатный калькулятор скоростей и подач (фрезерование, токарная обработка, сверление)
The Spee
D octor Наш «умный» помощник по подаче и подаче порекомендует наилучшую скорость резания, скорость подачи и сплавы твердого сплава для фрезерования, точения, Сверление и нарезание канавок (на основе по более чем 50 параметрам )
Как использовать SPEE D Octor (Speed and Feed Scentulator )
СОДЕРЖАНИЕ. Основные параметры (стр. 3)
Общие 0360
Начальный экран (Страница 1)
Убедитесь, что на первой странице выбраны правильные единицы измерения, применение и группа материалов , поскольку последующие страницы калькулятора скорости и подачи будут зависеть от этих вариантов!
- Для обработки канавок – Выберите нарезку канавок для обработки неглубоких канавок и отрезку для обработки глубоких канавок.
- Что взять: Если вам нужна только скорость резания [1] , выберите «Только скорости», и вам будет предложено ввести меньше параметров.
- Режим — Расширенный/Простой: В простом режиме вам нужно ввести меньше параметров, и калькулятор будет полагаться на системные значения по умолчанию. В расширенном режиме вы можете контролировать все параметры и получать более точные значения подачи и скорости. На мобильных устройствах простой режим активируется автоматически.
- Единицы: При выборе Дюймы будут отображать скорость в SFM и подачу в IPR [2] .
Выбор сырья (Страница 2)
Сырье является основным фактором при расчете скорости резания.
Точный выбор сырья повысит точность результатов. Уделите ему должное внимание!
- Всегда начинайте с Попытки найти ваш материал в списке опции «По конкретному материалу» .
- Если вы не нашли нужный материал, но нашли его аналог, выберите его.
- Если вы не можете найти ближайшую альтернативу, переключитесь на « По материалам группы [3] » вариант.
- Выберите правильную группу материалов.
- Если вы не уверены, попробуйте найти его в нашей таблице групп материалов
- Если выбрана группа или материал «чувствительный к твердости [14] », система отобразит ползунок твердости.
- Если вы не уверены, какова твердость вашего материала, оставьте значение по умолчанию.
- Однако, если вы знаете (или можете узнать) реальную жесткость, соответствующим образом отрегулируйте ползунок. Твердость оказывает значительное влияние на скорость и подачу, а правильная установка твердости повышает точность результатов!
Основные параметры (стр. 3)
Этот экран имеет различные поля в зависимости от ведущего приложения, которое вы выбрали на начальном экране.
- Для всех приложений можно установить максимальное число оборотов машины [15] и ограничения мощности. По умолчанию максимальное число оборотов для токарных станков составляет 6 000, а для фрезерных — 15 000. Мощность не ограничена, если вы не установите значение.
Специальные параметры точения и обработки канавок
- Стабильность зажима: Попробуйте оценить общую стабильность вашего инструмента и заготовки. Если вы не уверены, оставьте «средний».
- Отлично: Заготовка прочно закреплена и поддерживается, а инструмент надежно закреплен с коротким вылетом.
- Плохо: Коэффициент L/D заготовки большой (длинные валы) без люнета (Luneta) и/или задней бабки и/или инструмент имеет большой вылет.
- В среднем: Что-то среднее.
- Фактор стабильности влияет главным образом на расчет скорости и в меньшей степени на расчет подачи.
- Тип инструмента: Внешний или внутренний.
- Диаметр заготовки: Введите минимальный диаметр для вашей операции. Обратите внимание, что минимальный диаметр является окончательным диаметром обработки для внешних операций, но это начальный диаметр для внутренних операций.
- Этот параметр влияет на число оборотов в минуту и важен для малых диаметров, поскольку он может установить верхний предел для расчета скорости резания.
- Состояние заготовки:
- Непрерывное – Для типичной заготовки без прерывания.
- Тяжелая прерывистая — Для заготовок с прорезями / квадратных заготовок и т. д.
- Легкая прерывистая — Для круглых заготовок со значительным биением, окалиной, ямками и т. д.
- Фактор будет влиять в основном на скорость расчеты и, в меньшей степени, расчеты подачи.
Специфические параметры отрезки
- Стабильность зажима и состояние заготовки: См. пояснения в приведенном выше разделе Точение и обработка канавок.
- Разделка по центру или в отверстие .
- По умолчанию разделяется по центру.
- При выборе «To Bore» появится новое поле для ввода диаметра отверстия.
Специальные параметры фрезерования
Калькулятор скорости и подачи фрезерования поддерживает три основных типа фрез:
- Цельные твердосплавные концевые фрезы: 90° концевые фрезы, сферические концевые фрезы и концевые фрезы для снятия фаски.
- Концевые фрезы с режущими пластинами: Концевые фрезы 90°, сферические концевые фрезы, концевые фрезы для снятия фаски и концевые фрезы с круглыми пластинами.
- Торцевые фрезы с пластинами Indeaxable: Торцевые фрезы 90°, Торцевые фрезы Fast Feed, Торцевые фрезы 45° и Торцевые фрезы с круглыми пластинами.
Всего калькулятор обрабатывает 11 различных конфигураций фрез!
Основные параметры фрезерования, необходимые для всех различных конфигураций :
- Положение фрезы: Как фреза расположена относительно операции фрезерования.
- Диаметр: Введите диаметр фрезы. (Наибольший диаметр для фрез, отличных от 90°)
- Радиальная глубина резания [4] : Радиальная глубина резания является критическим параметром для надежных расчетов скорости и подачи! Это существенно влияет как на подачу (из-за утончения стружки [5] ), так и на скорость резания (из-за количества времени, которое каждый зуб «проводит» вне материала.
- Стабильность зажима: Попробуйте оценить общая комбинированная стабильность вашего инструмента и заготовки. Если вы не уверены, оставьте значение «средним»
- Отлично: Заготовка прочно зажата, а инструмент надежно зажат с коротким вылетом
- Плохо: Заготовка плохо закреплена или имеет тонкие стенки, или инструмент имеет большой вылет.
- В среднем: Что-то среднее.
- Коэффициент стабильности будет влиять главным образом на расчеты скорости и, в меньшей степени, на расчеты подачи.
Специальные параметры сверления
- Стабильность зажима: См. пояснения в разделе «Фрезерование» выше.
- Основные параметры фрезы: Тип, диаметр и количество зубьев
Дополнительные параметры (стр. 4)
Данные, введенные на этой странице, не нужны для расчета скорости резания. Если на странице 1 выбран параметр «Только скорость», калькулятор подачи и скорости сразу перейдет со страницы 3 на страницу 5. в зависимости от единицы измерения, которую вы выбрали на начальном экране. Хороший словарь можно найти здесь.
- Классифицируйте геометрию режущей кромки [6] пластины, которую вы планируете использовать.
- Лучше всего проверить в каталоге поставщика, как он его классифицирует.
- Если эта информация недоступна, используйте здравый смысл или оставьте системное значение по умолчанию.
Определение вставки для отрезки
- Выберите с помощью ползунков ширину вставки и передний угол.
- Фронтальный угол по умолчанию равен 0 (вставка с прямой кромкой).
- Классифицируйте геометрию стружколома/режущей кромки пластины, которую вы планируете использовать.
- Лучше всего проверить в каталоге поставщика, как он его классифицирует.
- Если эта информация недоступна, используйте здравый смысл или оставьте системное значение по умолчанию.
Определение пластины для обработки канавок
- Выберите с помощью ползунков ширину пластины и радиус угла.
- Классифицируйте геометрию стружколома/режущей кромки пластины, которую вы планируете использовать.
- Лучше всего проверить в каталоге поставщика, как он его классифицирует.
- Если эта информация недоступна, используйте здравый смысл или оставьте системное значение по умолчанию.
Параметры фрезы
В зависимости от основного типа фрезы, выбранного на странице 4, калькулятор предложит вам соответствующие подтипы. Всего калькулятор скорости фрезерования и подачи поддерживает 11 конфигураций!
Цельнотвердосплавные концевые фрезы:
- 90° Цельнотвердосплавные.
- Твердосплавный со сферическим наконечником.
- Твердосплавный инструмент для снятия фаски
Сменные пластины Концевые фрезы:
- Концевые фрезы 90°.
- Концевые фрезы со сферическим концом.
- Концевые фрезы для снятия фаски.
- Концевые фрезы с круглыми пластинами.
Торцевые фрезы :
- Торцевые фрезы 90°.
- Торцевые фрезы 45°.
- Торцевые фрезы с круглыми пластинами
- Торцевые фрезы с быстрой подачей.
В соответствии с выбранным подтипом система представит соответствующий эскиз с его параметрами, такими как Осевая глубина резания [7] (В качестве примера мы показываем здесь параметры цельной твердосплавной концевой фрезы для снятия фаски). Эффективный диаметр будет рассчитан соответствующим образом.
Параметры расчета (стр. 5)
Вы можете настроить, как Калькулятор скорости и подачи определяет режимы резания, и получить результаты, которые лучше подходят для вашего конкретного применения. Вы также можете нажать «Далее», и калькулятор применит значения по умолчанию. в «простом режиме» и мобильных устройствах этот экран игнорируется.
Режим расчета — Настройка взаимосвязи между рекомендуемыми марками твердого сплава и расчетами скорости резания
- «Получить условия резания и наилучшие сплавы [16] »: Это режим по умолчанию. В этом режиме калькулятор сначала определит параметры идеального сплава и соответствующим образом перечислит наиболее подходящие сплавы от ведущих поставщиков карбида. Каждая оценка получает оценку от 0 до 100, которая оценивает, «насколько близка» оценка к «идеальной оценке».
- «Укажите сорт и получите условия резки»: В этом режиме справа отображаются дополнительные поля. Вы можете указать марку, которую планируете использовать, и система рассчитает условия резания в соответствии с выбранной маркой. Кроме того, это даст вашей оценке оценку от 0 до 100. Эта оценка оценивает, «насколько близка» выбранная вами оценка к «идеальной оценке». В списке оценок, который появляется в нижней части страницы результатов, показана «самая близкая» оценка от каждого ведущего бренда к вашей оценке. Система смотрит только на марки, которые каждая марка рекомендует приложению, и пытается определить, какая из них больше всего похожа на выбранную вами марку. Каждая оценка в списке получает оценку, которая оценивает, как она соотносится с выбранной оценкой.
Контроль скорости (все приложения) — настройка того, как калькулятор скоростей и подач точно настраивает скорость резания Калькулятор оценит хороший баланс между производительностью (более высокая скорость резания) и сроком службы инструмента (более низкая скорость резания). Управление подачей (токарная обработка, отрезка и обработка канавок) — Настройте, как калькулятор подачи и скорости точно настраивает скорость подачи Управление подачей (фрезерование) – Настройте, как калькулятор подачи и скорости точно настраивает нагрузку стружки и подачу стола режущая кромка может работать без поломок и при этом поддерживать приличный срок службы инструмента. В случае 90° с радиальной глубиной более 50% от диаметра фрезы, нагрузка на стружку точно равна подаче на зуб [10] . Результаты (Страница 6) Калькулятор делит результаты на 3 раздела. Калькулятор оценит хороший баланс между производительностью (более высокая скорость подачи [8] ) и качеством поверхности (более низкая скорость подачи). Примечание. Качество поверхности пропорционально f 2 Однако, когда радиальная глубина становится меньше, а форма фрезы не имеет формы 90°, вы можете значительно увеличить подачу, не превышая допустимую нагрузку на стружку. Калькулятор скорости фрезерования и подачи автоматически рассчитывал правильную подачу для поддержания желаемой нагрузки на стружку. Калькулятор работает в два этапа: Вместо этого вы можете ввести это значение. Это наиболее рекомендуемый метод, если у вас есть эти данные. Основными результатами являются скорость резания и скорость подачи, вторичные результаты, такие как энергопотребление и время работы, а также рекомендации по маркам твердого сплава.
При выполнении операций со значительным изменением диаметра, таких как отрезка, обработка глубоких канавок и торцевая токарная обработка, во многих случаях скорость резания зависит от максимально допустимого числа оборотов в минуту для определенного диаметра. Этот диаметр называется диаметром «зажима». В этих случаях калькулятор отобразит два дополнительных поля результатов: д.) :
- Диаметр об/мин – Диаметр, при котором скорость резания требует, чтобы шпиндель вращался с максимально допустимой скоростью. Ниже этого диаметра скорость резания постепенно снижается, а число оборотов остается постоянным.
- Резка на полной скорости – Расчетное значение показывает процент времени работы с рассчитанной скоростью резания до того, как она будет «зажата» числом оборотов.
- Рекомендации по выбору сплава доступны для всех областей применения, кроме сверл и цельных твердосплавных концевых фрез.
- По умолчанию Калькулятор скорости и подачи перечисляет по одному сплаву для каждого основного производителя карбида, который, по его оценке, лучше всего подходит для заданных параметров. Каждый класс получает оценку от 0 до 100, которая указывает, насколько он подходит. Имейте в виду, что эти оценки не могут быть точными, и нет никакой гарантии, что фактические результаты не будут отличаться.
- При выборе «Предоставить сорт и получить условия резания» калькулятор выводит список.
Скорости и подачи: Глоссарий терминов
Объяснение всех технических терминов, используемых в калькуляторе скоростей и подач
Стр. При обработке слова «Скорость», «Скорость резания», «SFM» и «Скорость поверхности» относятся к относительной скорости между кончиком режущей кромки и заготовкой. Определение одинаково для всех операций токарной обработки, фрезерования и т. д. В отличие от скорости подачи, которая имеет разное определение для разных применений (. ..)
2. ↑ ИПР. IPR расшифровывается как «дюйм на оборот». Это общепринятая в Америке единица скорости подачи на токарных станках с ЧПУ. В остальном скорость подачи отображается в мм/об.
3. ↑ Группы материалов ISO в обработке (группа материалов) В обрабатывающей промышленности материалы заготовки делятся на группы. Правильная классификация группы материала дает хорошую отправную точку для выбора правильного сплава и начальной скорости резания.
4. ↑ Радиальная глубина резания (Фрезерование AE) ( Радиальная глубина резания ) При фрезеровании глубина резания является двухмерной. Радиальная глубина резания (AE или RDOC) — это длина, на которую инструмент входит в зацепление с заготовкой перпендикулярно направлению ее оси при движении в этом направлении. Другими терминами, имеющими такое же значение, являются «Шаг за шагом» и «Ширина разреза».
5. ↑ Утоньшение стружки. Когда радиальная глубина резания [Ae] меньше радиуса фрезы ИЛИ форма фрезы не равна 90° (фаска, сферическая форма и т. д.), нагрузка на стружку меньше, чем подача на зуб. Это уменьшение нагрузки на стружку называется «утончением стружки».
6. ↑ режущая кромка. Режущая кромка относится к «микрогеометрии» поперечного сечения на конце пластины, которая входит в зацепление с материалом заготовки. Хотя длина поперечного сечения может быть меньше 1 мм, это оказывает огромное влияние на производительность.
7. ↑ Осевая глубина резания (Фрезерная AP) ( Осевая глубина резания ) При фрезеровании глубина резания является двумерной. Осевая глубина резания (AP или ADOC) — это глубина материала, которую инструмент удаляет в направлении своей оси, когда он движется перпендикулярно ей.
8. ↑ Скорость подачи (токарная обработка) ( Скорость подачи ) Скорость подачи при обработке — это скорость, с которой фреза приближается к заготовке. При точении это выражается в единицах расстояния за оборот (дюймы на оборот [IPR] или [мм/об]). При фрезеровании это выражается в расстоянии на зуб (…)
9. ↑ Отделка поверхности. Чистота поверхности (иногда также называемая шероховатостью поверхности) представляет собой числовое представление «гладкости» поверхности. Число получается путем сканирования поверхности иглой, которая регистрирует микро «холмы» и «впадины» вдоль линейного участка. В процессе измерения создается диаграмма, анализируемая по математической формуле для получения значения шероховатости поверхности.
10. ↑ Подача на зуб. Подачу на зуб можно определить двумя способами: (1) Линейное расстояние, пройденное фрезой за один полный оборот шпинделя (подача на оборот), деленное на количество зубьев фрезы. (2) Максимальная толщина стружки (нагрузка стружки), когда радиальная глубина резания больше или равна радиусу фрезы.
11. ↑ Угол подхода (KAPR°) (Угол входа) При обработке угол подхода (или входа) возникает, когда режущая кромка взаимодействует с материалом в направлении подачи. Эффекты, описанные ниже, действительны как для фрезерования, так и для токарной обработки.
12. ↑ Подача фрезерования (подача стола) [Vf] (подача стола) Подача фрезерования (также называемая подачей стола и скоростью подачи) представляет собой линейную скорость фрезы относительно заготовки, измеренную в [мм/ мин] или [дюйм/мин].
13. ↑ Скорость съема металла (MRR) ( MRR ) Скорость съема материала (MRR) представляет собой объем материала, удаляемого в единицу времени при таких операциях механической обработки, как фрезерование, токарная обработка, сверление и нарезание канавок. Он обозначается буквой Q и измеряется в кубических дюймах в минуту или кубических сантиметрах в минуту.
14. ↑ твердость. Твердость — это мера сопротивления локальной пластической деформации, вызванной силой или истиранием. Материалы с высокой твердостью, как правило, более прочные и износостойкие, но, с другой стороны, более хрупкие и чувствительные к разрушению.
15. ↑ Об/мин. RPM расшифровывается как «Обороты в минуту». В механической обработке это относится к скорости вращения шпинделя станка с ЧПУ. На токарном станке это будет скорость, с которой вращается заготовка, а на фрезерном станке — скорость, с которой вращается режущий инструмент. В Gcode он представлен буквой S, например, G00 X0 Y0 S1000;. В техническом документе обозначается n. Например, n = k ⋇ Vc) / π
16. ↑ Сплав ( Сплавы ) На жаргоне машиностроения термин «Твердосплавный сплав» или просто «Сплав» относится к комбинации спеченного карбида вольфрама, покрытия и других обработок, которым подвергается режущая сменная пластина или цельный твердосплавный инструмент. сделан из. Каждый сплав подходит для разных материалов, режимов резания и областей применения
17. ↑ Нагрузка на стружку. Нагрузка на стружку имеет два значения: (1) максимальная нагрузка, которую может выдержать режущая кромка конкретной фрезы (или сменной пластины) без деформации или очень короткого срока службы инструмента. (2) Максимальная ширина стружки, которую зуб (или сменные пластины) фрезы вырезает из материала за один оборот шпинделя.
Как выбрать правильный режим траектории инструмента при фрезеровании с ЧПУ?
Благодаря постоянному развитию современных технологий производства и обработки широко используются и развиваются станочное оборудование с ЧПУ и поддерживающая его система CAM. Траектория обрабатывающего инструмента, сгенерированная системой CAM (т. е. шаблон траектории движения инструмента), является ядром операции обработки управляющего оборудования. Это напрямую влияет на точность, шероховатость поверхности, общее время обработки, срок службы станков и другие аспекты обрабатываемой детали и, в конечном итоге, определяет эффективность производства.
В этой статье анализируются различные характеристики метода резания и некоторые факторы, влияющие на его выбор, а также сравниваются технологические методы и методы резания в процессе фрезерования, а также приводятся рекомендации по выбору соответствующего режима траектории движения инструмента.
1.
Режим траектории инструмента
Основная концепция режима траектории .
При обработке с ЧПУ шаблон траектории инструмента относится к методу планирования траектории, когда инструмент завершает резку заготовки. При обработке одной и той же детали несколько методов резки могут соответствовать требованиям к размеру и точности детали, но эффективность обработки различна.
Классификация Режим траектории движения инструмента
Режим траектории движения инструмента можно разделить на 4 типа: односторонняя подача, возвратно-поступательная подача, круговая режущая подача и комбинированная подача. Комбикорм представляет собой комбикорм первых трех видов. Односторонняя или возвратно-поступательная подача — все это линейная резка с точки зрения стратегий обработки. Таким образом, в соответствии с различными стратегиями обработки, метод резки можно разделить на линейную резку, круговую резку и другие специальные методы. Обычно используются рядные и кольцевые разрезы.
Линейная резка обеспечивает максимальную скорость подачи станка, а качество режущей поверхности также лучше, чем круговая резка. Однако, когда сложная плоская полость имеет несколько бобышек для формирования нескольких внутренних контуров, часто генерируются дополнительные действия по подъему инструмента, то есть где-то на траектории инструмента, или чтобы избежать взаимодействия между инструментом и бобышкой, или чтобы вернуть инструмент в исходное положение. оставшийся необработанный участок, необходимо поднять инструмент на определенную высоту от плоскости обработки, а затем перевести в начало другой траектории инструмента, после чего продолжить резку.
Траектория инструмента для резки рядов в основном состоит из серии сегментов прямой линии, параллельных определенному фиксированному направлению, и расчет прост. Он подходит для простой чистовой обработки полостей или черновой обработки с удалением больших кромок.
При кольцевой резке инструмент перемещается по траектории с похожими граничными контурами, которая состоит из набора замкнутых кривых, которые могут гарантировать, что инструмент сохраняет одно и то же состояние резания при резке деталей. Поскольку процесс разрезания петли заключается в вычислении траектории следующей петли путем непрерывного смещения графика текущей траектории петли, расчет является сложным и трудоемким. Подходит для обработки сложных полостей и криволинейных поверхностей.
2.
Факторы, влияющие на режим траектории инструмента
Форма и геометрические элементы заготовки размер и расположение острова и так далее. Это неотъемлемая характеристика самой заготовки, и это неизменный фактор, но это фундаментальный фактор, определяющий способ подачи инструмента.
Маршрутизация
Маршрут процесса — это прямой процесс для достижения цели обработки и прямая основа для выбора режима пути инструмента. Маршрут процесса определяет последовательность областей обработки, слияние и разделение участков, разделение черновой обработки, получистовой и чистовой обработки. Существует множество технологических маршрутов для достижения цели, что определяет различные варианты режима пути инструмента.
Материал заготовки
Материал заготовки также является одним из факторов, определяющих режим траектории инструмента. Материал заготовки является прямым объектом обработки и не влияет напрямую на подачу инструмента, но влияет на выбор материала инструмента, размера, метода обработки и т. д., что косвенно влияет на способ инструмента. Форма и размер заготовки обуславливают равномерное распределение припуска на обработку каждой части заготовки. В то же время для заготовки с дополнительной заготовкой использование размера и формы заготовки изменит метод зажима и перераспределение области обработки, что повлияет на стратегии обработки, что приведет к другому подходу к подаче инструмента. .
Метод зажима и крепления заготовки
Способы зажима и крепления заготовки также косвенно влияют на способ резки, например, влияние новых «островков», создаваемых прижимной пластиной, влияние силы затяжки на количество резки и изменение способа резки, а также влияние вибрации на способ резки.
Выбор инструмента
Выбор инструмента включает материал инструмента, форму инструмента, длину инструмента, количество зубьев инструмента и т. д. Эти параметры определяют площадь и частоту контакта между инструментом и заготовкой и, таким образом, определяют объем режущего материала в единицу времени, нагрузки станка и степени износостойкости. А стойкость инструмента определяет продолжительность времени резания. Среди них размер инструмента (то есть диаметр) оказывает непосредственное влияние на метод резания. Так как выбор инструментов разного диаметра повлияет на размер остаточной площади, вызовет изменения в траектории обработки и приведет к разным методам резания.
Выбор областей обработки
В процессе фрезерования, когда сложная плоская полость имеет несколько бобышек для формирования нескольких внутренних контуров, часто генерируются дополнительные действия подъема инструмента для линейного резания, а траектория обработки удлиняется для кругового резания. Такой дополнительный подъем инструмента или удлинение пути обработки серьезно снижает эффективность обработки резанием. Поэтому, как свести к минимуму количество таких ситуаций, является серьезной проблемой, которая нас беспокоит.
Разделите всю область резки на несколько подобластей в соответствии с потребностями обработки и обрабатывайте каждую подобласть отдельно. Подъем инструмента происходит между подобластями. В то же время эти подобласти обработки объединяются или разделяются в соответствии с методом резки или даже игнорируются. Этот выбор различных областей обработки не только уменьшает количество подъемов инструмента, но и не делает путь обработки относительно более длинным. В то же время для новой области может быть выбран наиболее разумный метод резки, что повышает эффективность обработки.
3.
Разумный выбор режима траектории инструмента
Основной принцип выбора
При выборе метода подачи следует учитывать два момента: один — продолжительность времени обработки, а другой — наличие припуска на обработку является однородным. Вообще говоря, метод круговой резки — это метод резки, основанный на форме заготовки, и припуск на механическую обработку является относительно равномерным. Однако припуск на механическую обработку методом рядной резки относительно неравномерен. Если вы хотите оставить более равномерный припуск после процесса резки ряда, обычно необходимо увеличить круговую траекторию режущего инструмента вокруг границы. Если пренебречь требованием неровности края, длина пути режущего инструмента обычно относительно короткая. Если считается, что неровность поля увеличивает круговой путь режущего инструмента, когда граница области обработки длиннее, круговой путь режущего инструмента вокруг границы оказывает более очевидное влияние на общее время обработки, а горизонтальный путь режущего инструмента как правило, лучше, чем круговая траектория режущего инструмента. длинная. Положение инструмента для обрезки рядов легко рассчитать, и он занимает меньше памяти, но при этом требуется больше времени подъема инструмента. Когда используется круговая траектория инструмента, необходимо несколько раз сместить границу кольца и очистить самопересекающийся контур.
Выберите по характеристикам внешнего вида
Характеристики формы заготовки определяют способ обработки. В соответствии с различными объектами обработки заготовку можно просто разделить на тип с плоской полостью и тип поверхности произвольной формы. Полости плоской формы обычно обрабатывают рядным резанием. Поскольку большинство заготовок этого типа формируются путем черновой и фрезерной обработки, таких как коробки, основания и другие детали, припуск на механическую обработку большой. Метод рядной резки выгоден для максимального продвижения станка. Скорость подачи, повышение эффективности обработки и качество режущей поверхности также лучше, чем при кольцевой резке.
Поверхности произвольной формы обычно используют обработку по окружности, в основном потому, что поверхность в основном отлита или сформирована из правильной формы, а края распределены неравномерно. В то же время к поверхности предъявляются более высокие требования к точности поверхности. Он может лучше приблизиться к истинной форме поверхности, чем иметь хорошие характеристики обработки поверхности.
Выбрать в соответствии со стратегией обработки
Обработка деталей часто делится на три этапа: черновой, получистовой и чистовой, а иногда имеется и чистовой этап. Разумное разделение этапов обработки необходимо для обеспечения точности обработки. Традиционные методы обработки имеют относительно единственные функции станков, поэтому границы каждого этапа можно четко увидеть в маршруте процесса. Однако границы методов фрезерной обработки с ЧПУ относительно размыты и могут быть смешанными.
Основной целью черновой обработки является достижение скорости съема материала в единицу времени и подготовка геометрического контура заготовки к получистовой обработке. Поэтому метод рядовой резки или составной метод часто используется для послойной резки. Основная цель получистовой обработки – сделать контур заготовки ровным, а припуск на чистовую обработку поверхности равномерным. Поэтому часто применяют метод кольцевой резки. Основной целью доводки является получение заготовок с геометрическими размерами, точностью формы и качеством поверхности, соответствующими предъявляемым требованиям. В соответствии с геометрическими характеристиками заготовки следует применять метод внутренней резки, а для кромок и стыков — метод круговой резки.
Выберите в соответствии со стратегией программирования
Основными принципами определения способа резки при программировании являются: он должен обеспечивать требования к точности обработки и шероховатости поверхности деталей; маршрут обработки должен быть максимально сокращен, время холостого хода инструмента должно быть уменьшено, численный расчет должен быть простым, а количество сегментов программы — небольшим. Уменьшите нагрузку на программиста. Вообще говоря, для полости плоской формы область обработки разделена методом рядной резки, чтобы уменьшить количество подъемов инструмента, а метод круговой резки поверхности произвольной формы приближается к форме. Выбранный размер пустой формы повлияет на выбор программирования. Увеличивая форму заготовки, обработка формы, которую нелегко зажать, может быть преобразована в простой метод зажимной линейной резки и обработки полости, или поверхность произвольной формы, обработанная кольцевой резкой, может быть изменена на линейную резку. . Обрезка с большим запасом для повышения эффективности обработки.
Плюсы и минусы постоянной поверхностной скорости
Постоянная скорость поверхности (указываемая G96 на большинстве станков) — это функция токарного центра, которая автоматически определяет соответствующую скорость шпинделя в оборотах в минуту (об/мин). В этой статье подробно описаны преимущества и недостатки использования этой функции.
Майк Линч
Основатель и президент,
Компания CNC Concepts Inc.
Доля
Читать далее
- Top Shop опирается на ответственность сотрудников для будущего успеха
- Открыть собственный механический цех? Вот совет о том, как начать с малого
- Обработка Вопросы? Спросите нашего нового обозревателя
Постоянная скорость резания (определяемая G96 на большинстве станков) — это функция токарного центра, которая автоматически определяет соответствующую скорость шпинделя в оборотах в минуту (об/мин). Это делается на основе скорости, указанной в поверхностных футах в минуту (sfm) в дюймовом режиме или метрах в минуту (mpm) в метрическом режиме, а также на текущем положении диаметра режущего инструмента. Он автоматически применяет формулу расчета оборотов (об/мин = фут/мин × 3,82 ÷ диаметр резания) и соответствующим образом обновляет скорость шпинделя в об/мин.
Постоянная скорость у поверхности — отличная функция. Он дает как минимум четыре преимущества:
1. Упрощает программирование. Скорость может быть указана напрямую в sfm или mpm — единицах, используемых большинством производителей режущего инструмента для рекомендации скорости. Это избавляет от необходимости рассчитывать обороты.
2. Обеспечивает равномерную обработку заготовки. При использовании в сочетании с режимом скорости подачи на оборот (G99 на большинстве токарных станков) чистота почти всегда будет стабильной, независимо от обрабатываемого диаметра.
3. Увеличивает срок службы инструмента. Инструменты всегда будут работать с соответствующей скоростью.
4. Оптимизирует время обработки. Условия резания всегда будут правильно установлены, что приведет к минимальному времени обработки.
Хотя постоянная скорость резания является хорошей функцией, бывают случаи, когда ее нельзя использовать:
1. Во время операций центрирования — постоянную скорость резания нельзя использовать, когда инструмент обрабатывает по оси Z, находясь в центре заготовка/шпиндель. Это имеет место при сверлении, нарезании резьбы, развертывании и других подобных операциях. В центре шпинделя скорость даже 1 фут/мин заставит шпиндель работать на максимальной скорости.
2. Во время нарезания резьбы. Нарезание резьбы требует идеальной синхронизации между вращением шпинделя и движением по оси Z, чтобы обеспечить точное нарезание резьбы. По этой причине почти все производители станков требуют, чтобы для нарезания резьбы использовался режим об/мин.
3. Во время операций с приводным инструментом — постоянная скорость поверхности применяется только тогда, когда главный шпиндель используется в обычном токарном режиме, а не в режиме приводного инструмента.
Постоянная скорость поверхности наиболее уместно используется, когда операция обработки требует изменения обрабатываемых диаметров. Черновая и чистовая облицовка; черновая и чистовая токарная обработка; черновое и чистовое растачивание; и нарезание канавок являются одними из самых популярных приложений для постоянной скорости резания.
Есть также некоторые проблемы, которые может вызвать постоянная скорость поверхности. Их должны знать все программисты ЧПУ:
1. При программировании данной операции обработки не очевидно, какую скорость следует использовать. В основном это беспокоит людей, имеющих опыт работы на ручном (механизированном) токарном станке. Машинисту токарного станка удобно работать со скоростью вращения шпинделя в об/мин, но на токарных станках с ЧПУ скорость вращения не так предсказуема, когда используется постоянная скорость резания.
2. Скорость может быстро увеличиваться. Например, если заготовка обращена к центру в режиме постоянной скорости резания, шпиндель будет вращаться с максимальной скоростью в текущем диапазоне шпинделя. Если заготовка идеально круглая и сбалансированная, то это не доставит никаких проблем (кроме немного пугающего). Но если заготовка несбалансирована (как в случае со многими отливками и поковками), это может создать опасную ситуацию. По этой причине существует функция, позволяющая программистам указывать максимальную скорость вращения шпинделя (G50 для большинства токарных станков).
3. Если во время операции обработки происходит минимальное изменение диаметра, даже для ранее упомянутых видов операций постоянная скорость поверхности не очень полезна. Многие программисты предпочитают не использовать его для этих приложений.
4. Без специальных соображений структуры программы постоянная скорость у поверхности может привести к пустой трате времени цикла. При постоянной скорости резания шпиндель будет реагировать на все изменения диаметра, включая те, которые отводят режущий инструмент в безопасное положение для смены инструмента, и те, которые вызывают приближение инструмента к заготовке. Чтобы распознать эту проблему, прислушайтесь к станку во время смены инструмента. Шпиндель будет замедляться во время отвода только для того, чтобы снова ускориться после смены инструмента и по мере приближения следующего инструмента. Это условие также тратит электроэнергию впустую и приводит к большему износу машины.
Опять же, есть способ устранить эту проблему с помощью правильной структуры программы. В конце работы каждого инструмента можно временно выбрать режим об/мин (G97 для большинства станков) со скоростью, необходимой для подвода следующего инструмента. После смены инструмента и подвода шпиндель будет готов к следующему инструменту. В этот момент можно повторно выбрать постоянную скорость поверхности.
Я не пытаюсь препятствовать использованию постоянной поверхностной скорости. Опять же, это отличная функция. Просто помните о его ограничениях — и будьте готовы с ними справиться.
Сравнение режимов встречного и попутного фрезерования при торцовом фрезеровании с использованием временного анализа методом конечных элементов
Chigbogu G. Ozoegwu , Sam N. Omenyi , Sunday M. Ofochebe , Chinonso H. Achebe
Факультет машиностроения, Университет Ннамди Азикиве в Авке, PMB 5025, штат Анамбра, Нигерия
Адрес для переписки: Чигбогу Г. Озоегву, факультет машиностроения, Университет Ннамди Азикиве, Авка, PMB 5025, штат Анамбра, Нигерия.
| Электронная почта: |
Copyright © 2012 Научное и академическое издательство. Все права защищены.
Аннотация
В данной работе различают два вида концевого фрезерования при частичном радиальном погружении, а именно; торцевое фрезерование вверх и вниз. Теоретически даны сравнительные исследования для трехзубой концевой фрезы, работающей при радиальном погружении 0,5, 0,75 и 0,8. Условия радиального погружения 0,5 и 0,8 выбираются таким образом, чтобы анализ охватывал ситуации, в которых происходят повторяющиеся и непрерывные зацепления инструмента, в то время как радиальное погружение 0,75 просто исключает свободный полет инструмента. Анализ показал, что режим фрезерования торца вниз предпочтительнее для применения в мастерских, чем режим фрезерования торца вверх, как с точки зрения силы резания, так и устойчивости к вибрации. Это превосходство в стабильности вибрации определяется количественно с помощью правила Симпсона, чтобы установить, что переключение с режима фрезерования торца вверх на режим фрезерования торца вниз при радиальном погружении 0,5 почти удваивает возможность фрезерования без вибрации, в то время как при радиальном погружении 0,75 и 0,8 это вероятность почти утраивается. Этот результат соответствует давнему опыту мастерских, признавшему, что операции фрезерования с восхождением гораздо более стабильны, чем операции обычного фрезерования. Проверка полученных диаграмм стабильности проводится с помощью численного анализа во временной области MATLAB dde23 выбранных точек на плоскости параметров скорости шпинделя и глубины резания.
Ключевые слова:
Фрезерование вверх, Фрезерование вниз, Временные конечные элементы, Фазовые траектории, Правило Симпсона
Процитируйте эту статью: Чигбогу Г. Озоегву, Сэм Н. Омени, Сандей М. Офочебе, Чинонсо Х. Ачебе, Сравнение режимов торцевого фрезерования вверх и вниз с использованием временного анализа методом конечных элементов, Applied Mathematics , Vol. 3 № 1, 2013. С. 1-11. дои: 10.5923 января 20130301.01.
Статья.
- 1. Введение
- 2. Математическая модель периодической силы резания
- 3. Уравнение регенеративной вибрации
- 9
- 4. 4. 40367
- 4. 4. 40367
- 4. 4. 4. 40367
- 4. , Результаты и проверка
- 6. Обсуждения
- 7. Выводы
1. Введение
Механическая обработка необходима для производства специализированных компонентов в аэрокосмической, морской, автомобильной и других отраслях промышленности. По этой причине для наилучшей производительности и качества компонентов требуется наилучший режим обработки. Среди других методов механической обработки в промышленности широко используется концевое фрезерование. При концевом фрезеровании обрабатываемая поверхность находится под прямым углом к оси фрезы, как показано на рис. 1. Для торцевого фрезерования используются фрезы, оснащенные хвостовиками для установки на шпиндель.
Различают два типа концевого фрезерования с частичным радиальным погружением, как показано на рис. 2. Операция фрезерования, показанная на рис.
2.а, динамически выглядит как обычное фрезерование, поскольку подача заготовки происходит в направлении, противоположном вращению фрезы при появлении зуба. зацепление заготовки. Толщина стружки постепенно увеличивается от нуля до ненулевых значений по мере увеличения подачи в этом типе фрезерования. Процесс торцевого фрезерования на рис. 2.b динамически напоминает попутное фрезерование, поскольку подача заготовки происходит в том же направлении, что и вращение фрезы в начале зацепления зуба с заготовкой. Толщина стружки начинается с ненулевого значения и заканчивается нулевым значением в этом типе фрезерования. Таким образом, в данной работе эти процессы фрезерования будут называться фрезерованием вверх и вниз соответственно. Радиальное погружение определяется для этих процессов фрезерования как отношение радиальной глубины резания к диаметру инструмента. Цель здесь состоит в том, чтобы сравнить усилия резания и стабильность обоих типов процесса концевого фрезерования для фрезы с тремя зубьями при половинном, трехчетвертном и четырехпятом радиальном погружении.Первое существенное различие между этой работой и другими заключается в том, что сравнивается сила резания при фрезеровании по направлению вниз и по направлению вверх. Предполагается, что существует меньшая вероятность усталости в режиме фрезерования с нижним концом, поскольку его величина невозмущенной силы резания всегда меньше, чем у фрезерования с верхним концом при всех радиальных погружениях.
Превосходство обычного фрезерования над попутным фрезерованием с точки зрения качества поверхности детали в мастерской давно известно и задокументировано[1-3]. Джоши[2] отмечает, что у обычного фрезерования есть проблемы с креплением или зажимом, которые полностью отсутствуют при фрезеровании с подъемом. Это связано с эффектом подъема сил резания на заготовку при обычном фрезеровании. Миллер и Миллер [3] писали, что попутное фрезерование обеспечивает более высокую скорость съема материала и качество поверхности, чем обычное фрезерование. Более низкое качество поверхности при обычном фрезеровании объясняется трением зуба о заготовку, которое происходит перед активным зацеплением.
Проблемы с креплением и трением поверхности при обычном фрезеровании не ожидаются при торцевом фрезеровании, поскольку обрабатываемая поверхность находится под прямым углом к оси фрезы.Динамическое сходство торцевого фрезерования вверх и вниз с обычным и попутным фрезерованием означает сходство по стабильности. Анализ показывает, что область устойчивости к вибрациям в режиме попутного фрезерования значительно больше, чем в режиме встречного фрезерования при всех исследованных условиях радиального погружения. Таким образом, в этой работе делается вывод о том, что превосходство чистоты поверхности при попутном фрезеровании по сравнению с обычным фрезерованием частично связано с меньшей вероятностью вибрации или нестабильных самовозбуждающихся вибраций в первом. Это еще один вклад в эту работу.
Рис. 1. Концевое фрезерование Рис. 2. Два режима торцевого фрезерования. (A) Верхнее фрезерование; (B) Фрезерование с нижним концомНовизна этой работы также заключается в использовании правила Симпсона для количественной оценки превосходства устойчивости к вибрации при фрезеровании с нижним концом по сравнению с фрезерованием с верхним концом при каждом из рассмотренных условий радиального погружения. . Установлено, что переключение с режима торцевого фрезерования на режим торцевого фрезерования при радиальном погружении 0,5 почти удваивает возможность безвибрационного фрезерования в диапазоне скоростей вращения шпинделя, а при радиальном погружении 0,75 и 0,8 эта возможность почти утраивается при той же частоте вращения шпинделя. диапазон.
2. Математическая модель периодической силы резания
- . чтобы увидеть из рисунка 2, что отклонение дано как
(7) Уравнения (7) и (6) подставить в (3), напомнив, что дает функцию экрана в терминах радиального погружения для торцовое фрезерование как
(8) while for down end-milling the screen function in terms of radial immersion becomes
(9) It is seen from figure2 that an концевая фреза может подвергаться свободному полету или демпфировать естественную вибрацию, когда радиальное погружение становится слишком низким.
Условие для того, чтобы это произошло, становится следующим: в то время как для торцевого фрезерования вниз. Если эти углы подставить в неравенство (10), ограничение на радиальное погружение для затухающих собственных колебаний как для фрезерования вверх, так и для фрезерования вниз становится равным(11) Время нахождения в свободном полете, очевидно, принимает вид . Отношение интервала времени свободного полета к дискретной задержке становится . Если начальный и конечный углы подставить в это выражение для уравнений, описывающих фрезерование торца вверх и фрезерование торца вниз соответственно, то оно превратится в уравнения (12) и (13)
(13)
Процесс концевого фрезерования, показанный на рис. 3, представляет собой операцию резания с несколькими зубьями. Инструменту придается скорость вращения шпинделя в оборотах в минуту, в то время как заготовка имеет предписанную скорость подачи, сообщаемую ей через рабочий стол.
. Таким образом, составляющая силы резания для инструмента становится равной 9.1245 (1) Рисунок 4. Метка . Мгновенное угловое положение зуба равно . В этой работе измеряется по часовой стрелке относительно отрицательной оси, чтобы получить
(2) , где начальное угловое положение индексированного1 зуба. Функция экрана или переключения для зуба может иметь значения 1 или 0 в зависимости от того, активен зуб или нет. Для заданных начального и конечного углов резания, обозначенных и, соответственно, общего положения инструмента и заготовки, показанного на рис. 5, становится [4]
Figure 5. General Milling Tool-Workpiece Disposition(3) where it is seen from figure 5 that
(4) — радиальная глубина резания, диаметр инструмента и отклонение центра радиальной глубины резания от центра инструмента. Для исследуемой компоновки концевого фрезерного инструмента и заготовки, показанной на рис. 2, радиальное погружение по определению становится равным
(5) Суммарная составляющая силы резания для инструмента определяется как
(14) Тангенциальная сила резания для зуба, как показано на рисунке 4, определяется нелинейным законом[4]
(15) где — глубина резания, — коэффициент резания, связанный с материалом заготовки, — фактическая подача и — показатель степени, не превышающий единицы, имеющий значение для трех -правило четверти.
Эмпирическое соотношение, связывающее тангенциальную и нормальную силы резания при фрезеровании, показанное на рис. 4, записано в [4], и его можно увидеть в работах Балинта, Бали и Тласти в виде(16) Фактическая скорость подачи — это разница между настоящим и задержкой в течение одного периода. 16) и (17) вместе дают
(18) , где периодическая функция с момента расположения инструмента-заготовки повторяется через каждый интервал времени.
Стационарное фрезерование — необходимый идеал, который возможен только при отсутствии возмущений. При стационарном фрезеровании фактическая подача становится равной предписанной подаче за период резания. Таким образом, чтобы уравнение (18) приняло вид
(19) Это периодическая сила резания, относительно которой изменяется реальная сила резания в уравнении (18).
Если процесс фрезерования стабилен, первоначально хаотическая сила резания будет стремиться уравновесить периодическую силу резания по мере затухания исходной вибрации. Сила резания при стационарном фрезеровании, указанная в уравнении (19) является -периодическим как . Для процесса фрезерования с типовой спецификацией[5]; (из правила трех четвертей), скорость подачи, график периодической силы резания с интервалом из двух периодов получается как для фрезерования вверх, так и для фрезерования вниз при радиальном погружении 0,5, 0,75 и 0,8, как показано на рисунке 6a. , б и с соответственно. Видно, что у каждого радиального погружения есть две разные амплитуды, одна выше, другая ниже линии. Интерес представляет большая амплитуда каждой периодической силы резания около нулевого значения. Чем больше амплитуда, тем больше вероятность того, что обрабатываемый компонент будет иметь ошибку допуска. При радиальном погружении 0,5 амплитуды силы резания составляют 4,4 Н и -2,7 Н, в то время как они составляют 4,4 и 4,05 при радиальном погружении 0,75 для фрезерования конца вверх и фрезерования конца вниз соответственно. Отрицательный знак сохранен для обозначения того, что сила резания противоположна подаче. При радиальном погружении 0,8 амплитуды силы резания составляют 4,5 Н и 4,15 Н для фрезерования торца вверх и фрезерования торца вниз соответственно. График изменения амплитуды с приведен на рис. 7, на котором видно, что фрезерование вверх имеет большую амплитуду, чем фрезерование вниз, во всем диапазоне радиального погружения. Сделанный вывод состоит в том, что хотя уравнение стойкости инструмента Тейлора предполагает одинаковую долговечность для фрезы с верхним и нижним концами, первый более вреден для инструмента, чем последний, поскольку он обычно имеет более высокую периодическую амплитуду силы резания. Изменение направления силы резания за период существует для концевой фрезы при малом радиальном погружении, поскольку оно имеет как положительные, так и отрицательные значения при . Это означает, что его колебательное движение происходит по обе стороны от неперемещенного положения равновесия инструмента. Это не относится к фрезе с верхним концом. Видно, что при , амплитуда интересующей стационарной силы резания при фрезеровании по нижнему краю становится положительной и по мере увеличения приближается к таковой при фрезеровании по верхнему краю. Следует отметить, что сила резания уменьшается в течение интервала времени, одинакового как для фрезерования торца вверх, так и для фрезерования торца вниз. В течение этого временного интервала, который дается как для торцевого фрезерования вверх, так и для торцевого фрезерования вниз, инструмент не входит в зацепление с заготовкой, что приводит к переходной реакции.Рис. 6. Изменение силы резания на станке при торцевом фрезеровании с тремя зубьями в точке (A) I. Фрезерование торца вверх, II. Фрезерование торцов вниз Рис. 7. Амплитуда изменения стационарной силы резания в зависимости от радиального погружения. Видно, что фрезерование конца вверх имеет довольно инвариантную амплитуду примерно при 4,4 Н, в то время как фрезерование конца вниз довольно неизменно при примерно -2,7 Н До3. Уравнение регенеративной вибрации
Параметры процесса измельчения, как показано на динамической модели на рис. 3: масса инструмента, эквивалентный коэффициент вязкого демпфирования системы инструментов и жесткость системы инструментов. Эти модальные параметры могут быть извлечены из графика частотной характеристики инструмента в схеме экспериментального модального анализа [6-8]. Рисунок 3 представляет собой модель вибрации концевой фрезы с одной степенью свободы. Резонанс, наиболее часто встречающийся при механической обработке, связан с основной собственной частотой, поэтому вибрация с одной степенью свободы является удовлетворительной, когда она хорошо отделена от более высоких собственных частот, как показано в Степане [9].]. Вибрация представляет собой нестабильную вибрацию при механической обработке из-за регенеративных эффектов, которые изначально вызываются внутренними и внешними возмущениями.
Регенеративный эффект, как видно на рисунке 3, представляет собой эффект волнистости, создаваемый на обрабатываемой поверхности из-за возмущенного динамического взаимодействия между инструментом и заготовкой. Текущий проход инструмента, обозначенный пунктирной кривой, имеет волнистость, не совпадающую по фазе с последним профилем инструмента. Изменение толщины стружки вызывает изменение силы резания, что приводит к вибрации, которая впоследствии перерастает в вибрацию, если комбинация параметров резания является неблагоприятной.Диаграмма свободного тела для динамики инструмента, показанная на рис. 3, показана на рис. 8.
Рис. (20) Подставляя уравнение (18) в уравнение (20), получаем
81392 (241392)1251
Предполагается, что движение инструмента представляет собой линейную суперпозицию заданного движения подачи, периодической реакции инструмента из-за периодической силы уравнения (19) и возмущения [4], тогда
(22) Подстановка уравнения (22) в уравнение (21) дает
(23) Без возмущения (т.
1362 (24)Это определяет периодическое движение системы. Equation (24) means that equation (23) becomes
(25) Linearized Taylor series of equation (25) about becomes
(26) where is the — периодическое изменение удельной силы. Уравнение (26) переписано в следующих компактных обозначениях; и дать периодическое дифференциальное уравнение регенеративных колебаний системы с затухающим запаздыванием
(27) With the substitutions and made, equation (27) could be put in state differential equation form as
(28) Where and 2 .
Собственная частота и коэффициент демпфирования инструментальной системы задаются в терминах модальных параметров соответственно как . Эти модальные параметры легко извлекаются из экспериментального графика частотной характеристики инструмента для принудительной вибрации с одной степенью свободы. Затухающие собственные колебания, возникающие в течение интервала времени, подчиняются обыкновенному дифференциальному уравнению(29) с . Putting the solution of form into equation (29) the characteristic equation becomes
(30) With the roots such that the transient response becomes
(31) Assuming начальные условия и , константы становятся в результате вектор отклика становится
(32) 4.
Анализ устойчивости к колебаниям методом конечных элементов во времени . Среди других областей исследования этот тип анализа используется в гидромеханике для оценки распределения свойств [10], в анализе вибрации для оценки; собственные частоты, формы колебаний и силы [11, 12], а также в структурном анализе для оценки отклонений. Идеи пространственного анализа конечных элементов используются для так называемого «анализа конечных элементов во времени» (TFEA), также называемого «временным анализом конечных элементов или методом конечных элементов во времени». ТЭА по-разному использовался при исследовании стабильности при размалывании [13-15]. Инспергер и др. [13] писали, что этот метод впервые был применен к прерывистому токарному процессу Галлеем и Бейли и др. Они обнаружили, что этот метод дает хорошие результаты только тогда, когда инструмент проводит большую часть периода резания в свободном полете. Этот недостаток был исправлен Бейли и др., когда они использовали более точную дискретизацию. Устойчивость регенеративных колебаний с использованием конечных элементов времени предполагает разбиение периода разреза на Е элементов времени и оценку возмущенного движения системы в каждом временном элементе как линейную комбинацию пробных функций. Этот процесс позволяет сформировать дискретную карту, которая составляет содержание исследования устойчивости. В течение текущего периода разреза регенеративное движение во временной стихии становится(33) В то время как для задержки срезок. Движение становится
(34). (35) Где местное время элемента времени длины . Если проводится равномерная дискретизация, то . Принимая равномерную дискретизацию, подстановка уравнений (33), (34) и (35) в уравнение (27) для элемента дает ошибку аппроксимации
(36) Следуя методу взвешенной невязки, аналогичному методу Галерки в пространственном анализе конечных элементов, интеграл взвешенной ошибки по элементу приравнивается нулю, что дает
8 8 (37)
Весовые функции, использованные в [13], имеют вид элемента видно из уравнений (33) и (35), взятых вместе, чтобы дать
(39) Ограниченное условие, которое приводит к двум смежным временным элементам
(40). -зубчатый мельник за временной интервал . Применение уравнения (32) дает, что матрица переходов состояний действует как линейный оператор на интервале времени, преобразующий конечное состояние последнего элемента задержанного периода отсечки в начальное состояние первого элемента текущего периода отсечки так, что(41) Подстановка весовых функций независимо в уравнение (37) позволяет сформировать локальное матричное уравнение для каждого элемента, которые с учетом граничных условий (40) и (41) собираются в глобальное матричное уравнение формы
(42) Где оба и являются матрицами. Например, если необходимо использовать три элемента, глобальное матричное уравнение принимает вид 9.0359
where for the time element
(43a) (43b) As long as is non-singular, the global matrix equation can be put в виде
(44) Уравнение (44) представляет собой -мерную карту дискретного времени системы.
Видно, что узловые векторы состояния объединяются, чтобы сформировать глобальный вектор состояния дискретной карты. Матрица действует как линейный оператор, преобразующий задержанное состояние в текущее состояние. Матрица называется матрицей монодромии системы. Характер его собственных значений, также называемых характеристическими множителями, определяет условие устойчивости системы. Необходимое и достаточное условие асимптотической устойчивости системы состоит в том, что каждое из собственных значений матрицы монодромии имеет величину меньше единицы. Другими словами, все собственные значения матрицы должны существовать в пределах единичного круга с центром в начале координат комплексной плоскости. Поскольку величина собственных значений зависит от комбинации параметров резки, пространство параметров системы должно быть разделено на стабильные и нестабильные области. Это достигается на плоскости параметров резания частоты вращения шпинделя и глубины резания путем отслеживания кривой перехода устойчивости, вдоль которой максимальное значение характеристического множителя лежит на единичной окружности. Два типа потери устойчивости (бифуркации), которые аналитически и экспериментально установлены для измельчения: [4]и. Второй период или удвоение периода или флип-бифуркация , в которой выход из единичного круга критического характеристического множителя находится в точке .
ii. Вторичная бифуркация Хопфа или Неймарка-Саккера , которая включает пару комплексно-сопряженных характеристических множителей, выходящих из единичного круга.
Рис. 9. (A) Перевернутая бифуркация (B) Вторичная бифуркация Хопфа 5. Результаты и проверка
Использование соответствующих уравнений позволяет проводить анализ собственных значений матрицы монодромии системы отсчета с указанием; на плоскости параметров скорости шпинделя и глубины резания, приводящие к диаграммам устойчивости на рисунках 10, 11 и 12 для радиального погружения 0,5, 0,75 и 0,8 соответственно.
Команда контура MATLAB используется в анализе собственных значений. Каждая из диаграмм стабильности создается с использованием 14 элементов, в результате чего время расчета одной диаграммы на компьютере с частотой обработки 2,10 ГГц составляет около 2,92 часа Стабильный поддомен каждой диаграммы стабильности остается белым, а нестабильный поддомен закрашен темным.Хотя станки имеют случайную предварительную функцию (или предысторию), информацию об устойчивости комбинации параметров резания можно зафиксировать, предполагая постоянную предварительную функцию, поскольку обнаружено, что величина такой предварительной функции не влияет на стабильность в целом[5]. Используя любую постоянную историю, уравнение (28) решается с помощью MATLAB dde23 в некоторых выбранных точках диаграммы устойчивости. Устойчивые решения MATLAB dde23 демонстрируют затухающие возмущения со временем и отмечены звездочкой, тогда как неустойчивые решения демонстрируют растущее возмущение со временем и отмечены на графиках овалами.
Близкое соответствие между графиками и решениями MATLAB dde23 свидетельствует о достоверности графиков. Для иллюстрации некоторые из решений MATLAB dde23 представлены в виде фазовых траекторий, как показано на рисунке 13. Видно, что устойчивые траектории (a, b и f на рисунке 13) с течением времени схлопываются до нулевого движения, в то время как неустойчивые ( б, г и д рисунка 13) расходятся с начальным условием .Рисунок 10. Диаграммы стабильности At с стабильным поддоменом, оставленным белым, и нестабильным поддоменом, закрашенным темным цветом (A) Фрезерование торца вверх (B) Фрезерование торца вниз Рис. при = 0,8 со стабильным субдоменом, оставленным белым, и нестабильным субдоменом, закрашенным темным цветом (a) фрезерование вверх (b) фрезерование вниз Рис. 13. ОБРАЗЕЦ ФАЗОВЫЕ ТРАЕКТОРИИ (a) ФРЕЗЕРОВАНИЕ ВВЕРХ ПРИ =0,5, =0,25 мм И =5000 об/мин (b) =0,5, =3 мм И =10000 об/мин (c) =0,75, =1,5 мм И =15000 об/мин (d) =0,75, =5,5 мм И =20000 об/мин (e) =0,8, =0,5 мм И =25000 об/мин (f) =0,8, =1 мм И =30000 об/мин 6.
ОбсужденияВидно, что режим фрезерования нижнего торца более стабилен, чем режим фрезерования торца вверх. Для количественной оценки превосходства устойчивости к вибрации при фрезеровании с нижним концом по сравнению с фрезерованием с верхним концом используются средства численного интегрирования, такие как правило трапеций или правило Симпсона, для аппроксимации площади под каждой кривой перехода устойчивости. Правило Симпсона [16, 17] для оценки площади стабильного подпространства каждой из карт устойчивости равно
(45) Где — ступени скорости вращения шпинделя, — четное число, на которое делится стабильная область, и — точки сетки. . Используя уравнение (45), оценка стабильной области графиков представлена в таблице 1.
Из таблицы 1 видно, что для рассматриваемых радиальных погружений операции фрезерования торцом вверх значительно менее стабильны, чем операции фрезерования торцом вниз.
Переключение с режима торцевого фрезерования на режим торцевого фрезерования при радиальном погружении 0,5 почти удваивает возможность фрезерования без вибраций в диапазоне скоростей вращения шпинделя, а при радиальном погружении 0,75 и 0,8 эта возможность увеличивается почти втрое в том же диапазоне скоростей вращения шпинделя. Поскольку производительность измеряется скоростью съема материала, она пропорциональна произведению глубины резания и радиального погружения. Это означает, что режим торцевого фрезерования позволяет более свободно выбирать высокопроизводительную стабильную операцию. Уже установлено, что операция фрезерования конца вверх более вредна для инструмента, чем операция фрезерования конца вниз, поскольку она обычно имеет более высокую периодическую амплитуду силы резания во всем диапазоне радиального погружения. Таким образом, настоятельно рекомендуется, чтобы операция концевого фрезерования с частичным радиальным погружением выполнялась в режиме концевого фрезерования вниз для лучшего качества продукта и долговечности инструмента и конструкции станка.. [m rpm] Stable area of down end-milling[m rpm] Percentage rise in stable area[m rpm] 0.5 22.9 43.4 89.52 0.75 29.55 78.75 166.5 0.8 30.65 85.85 180.1 7. Conclusions
End-milling at partial radial immersion видно, что он имеет два различных режима. Один из режимов, который динамически похож на обычное фрезерование, называется «концевое фрезерование вверх», в то время как другой динамически напоминает попутное фрезерование называется «концевое фрезерование». Анализ силы резания и устойчивости к вибрации показал, что режим фрезерования нижнего конца более предпочтителен для применения в мастерских, чем режим фрезерования конца вверх.
Это связано с тем, что фрезерование с верхним концом считается более опасным для инструмента, чем фрезерование с нижним концом, поскольку оно обычно имеет более высокую периодическую амплитуду силы резания. Преимущество устойчивости к вибрации при фрезеровании вниз по сравнению с фрезерованием вверх количественно определяется с помощью правила Симпсона, чтобы установить, что переключение с режима торцевого фрезерования на режим торцевого фрезерования при радиальном погружении 0,5 почти удваивает возможность фрезерования без вибраций в диапазоне скоростей вращения шпинделя, в то время как при радиальном погружении 0,75 и 0,8 эта возможность увеличивается почти втрое в том же диапазоне скоростей вращения шпинделя. Этот результат соответствует давнему опыту мастерских, признавшему, что операции фрезерования с подъемом более стабильны, чем операции обычного фрезерования. Проверка полученных диаграмм стабильности проводится с помощью анализа MATLAB dde23 выбранных точек на плоскости параметров скорости шпинделя и глубины резания.Каталожные номера
[1] Юссеф, Х. А. и Эль-Хофи, Х., 2008 г., Технология обработки: станки и операции, CRC Press Taylor & Francis Group, стр. 914 [2] 8 PH, 2007, Справочник по станкам : Проектирование и эксплуатация , Tata McGraw-Hill Publishing Company Limited, Нью-Дели, стр. 40-41.
[3] Миллер, Р. и Миллер, М. Р., Инструменты и операции механического цеха , Все новые 5 -е изд. , Willey Publishing Inc., Нью-Йорк, стр. 253-254. [4] Инспергер, Т., 2002 , «Анализ устойчивости периодических дифференциальных уравнений с запаздыванием, моделирующих вибрацию станка», докторская диссертация , Будапештский технологический и экономический университет . [5] Ozoegwu, C.G., 2011 , «Chatter of Plastic Milling CNC Machine», M. Eng тезис, Университет Ннамди Азикиве, Авка . [6] Gatti, P.L. и Ferrari, V., 2003, Прикладные структурные и механические колебания: 9 9 9 8 8 9 Библиотека. [7] He, J. и Fu, Z., 2001, Модальный анализ , Butterworth Heinemann, Oxford. [8] Rao, S.S., 2004, Mechanical Vibrations (4 th ed.) , Dorling Kindersley, India. [9] Степан Г., 1998 г., Модели дифференциальных уравнений с запаздыванием для вибрации станков: в нелинейной динамике обработки и производства материалов, под редакцией Ф. К. Муна, John Wiley & Sons, Нью-Йорк, с. 165-192.[10] Иуэзе, К.С. и Офочебе, С.М., 2011, «Конечный расчет для гидродинамического давления на погруженные движущиеся поверхности», Международный журнал механики и твердых тел, 6 (2), стр. 115 -128. [11] Иуэзе, К.С., Оньечи, П.К., Агинам, Х. и Озоэгву, К.Г., 2011 г., «Конечный расчет против потери устойчивости конструкций при непрерывном гармоническом возбуждении», Международный журнал прикладных инженерных исследований, 6(12), стр. 1445-1460. [12] Иуэзе, К.С., Оньечи, П.К., Агинам, Х. и Озоэгву, К.Г., 2011 г., «Проектирование против динамического разрушения конструкций с балками и колоннами, находящимися под воздействием возбуждения», Международный журнал теоретической и прикладной механики , 6(2), pp.153-164 [13] Инспергер Т., Манн Б. П., Степан Г. и Бейли П.В., 2003, попутное фрезерование, часть 1: альтернативные аналитические методы», International Journal of Machine Tools & Manufacture, 43, стр. 25–34.[14] Бобренков, О. А., Хасауна, Ф. А., Бутчер, Э. А. и Манн, Б. П., 2010, «Анализ динамики фрезерования для одновременно зацепляющихся режущих зубьев», Журнал звука и вибрации, 329, стр. 585 –606. [15] Бейли, П.В., Шмитц, Т.Л., Степан, Г., Манн, Б.П., Петерс, Д.А. и Инспергер, Т., 2002, «Влияние радиального погружения и направления резания на нестабильность вибрации в конце -фрезерование», Материалы IMECE’02 2002 ASME International Machine Engineering Conference & Exhibition Новый Орлеан, Луизиана, 17-22 ноября. [16] Райли, К.Ф., Хобсон, М.П. и Бенс, С.Дж., 1999, Математические методы для физики и техники , Низкая премия изд. , Издательство Кембриджского университета, , , стр. 185.[17] Джайн, М.К., Айенгар, С.Р.К. и Джейн, Р.К., 2007, Численные методы для научных и инженерных вычислений , пятое изд. , New Age International (P) Limited Publishers, стр. 352 и 357. Как правильно выбрать траекторию движения инструмента при фрезеровании?
Благодаря постоянному развитию современных производственных технологий, станочное оборудование с ЧПУ и поддерживающая его кулачковая система получили широкое распространение и развитие.
Траектория инструмента обработки (т. е. режим перемещения инструмента), генерируемая системой CAM, является основой управления обработкой оборудования.
Он напрямую влияет на точность обрабатываемой детали, шероховатость поверхности, общее время обработки, срок службы станков и т. д. и, наконец, определяет эффективность производства.
В этом посте анализируются различные характеристики режима подачи инструмента и некоторые факторы, влияющие на его выбор, а также предоставляется справочная информация о том, как выбрать соответствующий режим подачи инструмента в соответствии со сравнением методов обработки и режимов подачи инструмента в процессе фрезерования.
Содержание
1. Режим подачи инструмента
Основная концепция режима подачи инструмента
заготовка.
При обработке одной и той же детали различные методы резки могут соответствовать требованиям к размеру и точности детали, но эффективность обработки различна.
Классификация методов подачи инструмента
Методы подачи инструмента можно разделить на четыре категории:
Однонаправленное перемещение ножа, возвратно-поступательное движение ножа, перемещение ножа по кольцу и перемещение композитного ножа. Комбинированное перемещение инструментов — это первые три вида смешанных перемещений инструментов.
Применяется одностороннее или возвратно-поступательное перемещение инструмента, что является линейным перемещением режущего инструмента с точки зрения стратегии обработки.
Таким образом, в соответствии с различными стратегиями обработки, методы подачи инструмента можно разделить на линейную резку, кольцевую резку и другие специальные методы.
Обычно используются рядная и кольцевая резка.
Линейная резка способствует полному использованию максимальной скорости подачи станка, а качество режущей поверхности лучше, чем при кольцевой резке.
Однако, когда сложная плоская полость имеет несколько бобышек для формирования нескольких внутренних контуров, часто возникают дополнительные действия по подъему инструмента.
То есть где-то на траектории движения инструмента, либо во избежание натяга инструмента на бобышку, либо для возврата инструмента на оставшуюся необработанную область, инструмент следует поднять на определенную высоту от плоскости обработки, затем перевести в начало другой траектории движения инструмента, а затем продолжите резку.
Однако, когда сложная плоская полость имеет несколько бобышек для формирования нескольких внутренних контуров, часто возникают дополнительные действия по подъему инструмента.
То есть где-то на траектории инструмента, или во избежание взаимовлияния инструмента на бобышку, или для возврата инструмента на оставшуюся необработанную область, инструмент следует поднять на определенную высоту от плоскости обработки, затем перевести в начало другой траектории движения инструмента, а затем продолжите резку.
Траектория инструмента линейной резки в основном состоит из серии прямых линий, параллельных фиксированному направлению, и расчет прост.
Подходит для простой чистовой обработки полостей или черновой обработки для удаления больших излишков. Как показано на рис. 1 – направляющая возвратно-поступательного ножа.
Рис. 1 Режущая рейка возвратно-поступательного движения
При круговом резании инструмент движется по траектории с аналогичным граничным контуром, который состоит из группы замкнутых кривых, что может гарантировать, что инструмент сохраняет то же состояние резания при резке части.
Поскольку процесс разрезания колец заключается в построении текущей диаграммы кольцевых дорожек посредством непрерывного смещения для расчета следующей кольцевой дорожки, расчет является сложным и требует много времени. Подходит для обработки сложных полостей и поверхностей. Как показано на рисунке 2 – круглая направляющая.
Рис. 2 Режущая рейка
2.
Факторы, влияющие на режим подачи инструмента Форма и геометрические элементы самой заготовки
Форма и геометрические элементы самой заготовки включают в себя геометрию самой заготовки площадь, размер и положение острова и т. д.
Это неотъемлемая характеристика самой заготовки. Это неизменный фактор, но он является основным фактором, определяющим режим подачи инструмента.
Технологический маршрут
Технологический маршрут — это прямой процесс для реализации цели обработки и прямая основа для выбора режима резания.
Технологический маршрут определяет последовательность участков обработки, слияние и разделение участков, разделение на черновую, получистовую и чистовую обработку.
Существует множество технологических маршрутов для достижения цели, что определяет различный выбор режима перемещения инструмента.
Материал заготовки
Материал заготовки также является одним из факторов, определяющих режим перемещения инструмента.
Материал заготовки является объектом прямой обработки и не влияет напрямую на режим перемещения инструмента, но будет влиять на выбор материала инструмента, размера и режима обработки, чтобы косвенно влиять на режим перемещения инструмента.
Форма и размер заготовки обусловливают равномерность распределения припуска на обработку каждой части заготовки.
В то же время, для заготовки с дополнительной заготовкой, использование заготовки другого размера и формы изменит режим зажима и перераспределение площади обработки, что повлияет на стратегию обработки, что приведет к различным режимам перемещения инструмента.
Метод зажима и крепления заготовки
Режим зажима и крепления заготовки также косвенно влияет на режим перемещения инструмента, например, влияние нового «острова», создаваемого прижимной плитой, изменение перемещения инструмента режим, вызванный влиянием усилия крепления на параметры резания, и влиянием вибрации на режим шагания инструмента.
Выбор режущих инструментов
Выбор инструмента включает материал инструмента, форму инструмента, длину инструмента, количество зубьев инструмента и т. д.
Эти параметры определяют площадь и частоту контакта между инструментом и заготовкой, тем самым определяя объем режущего материала и нагрузка на машину в единицу времени, а также его износостойкость и стойкость инструмента определяют продолжительность времени резания.
Среди них размер инструмента (т.е. диаметр) имеет прямое влияние на режим подачи инструмента.
Выбор инструментов с разными диаметрами повлияет на размер остаточной площади, вызовет изменение траектории обработки и приведет к различным методам перемещения инструмента.
Выбор области обработки
В процессе фрезерования, когда сложная плоская полость имеет несколько бобышек для формирования нескольких внутренних контуров, часто возникает дополнительное действие подъема инструмента для линейной резки;
При круговой резке траектория обработки удлиняется.
Это дополнительное подъемное действие инструмента или более длинный путь обработки серьезно снижают эффективность резания.
Таким образом, как свести к минимуму количество таких ситуаций является серьезной проблемой.
Вся область резки разделена на несколько подобластей в соответствии с потребностями обработки, и подобласти обрабатываются соответственно. Подъем инструмента происходит между подобластями.
В то же время эти подобласти обработки объединяются или разделяются в соответствии с режимом перемещения инструмента или даже игнорируются.
Этот другой выбор области обработки не только уменьшает количество подъемов инструмента, но и не делает путь обработки относительно длиннее.
В то же время для новой области может быть выбран наиболее разумный режим перемещения инструмента для повышения эффективности обработки.
3. Обоснованный выбор режима подачи инструмента
Основной принцип выбора
При выборе режима подачи инструмента необходимо учитывать два момента:
Во-первых, это продолжительность обработки, а во-вторых, является ли припуск на обработку однородным.
Вообще говоря, метод круговой резки основан на форме заготовки, а припуски на обработку более равномерны.
Припуск на обработку методом линейной резки неоднороден.
Если вы хотите оставить более равномерный припуск после линейной резки, вам обычно нужно увеличить круговую траекторию режущего инструмента вокруг границы.
Если требование неравномерности припуска игнорируется, длина траектории инструмента для рядного резания обычно относительно короткая;
Если круговая траектория режущего инструмента увеличивается с учетом неравномерности припуска, когда граница области обработки длинная (например, в ситуации с несколькими островками), круговая траектория режущего инструмента вокруг границы оказывает очевидное влияние на общее время обработки, а траектория рядного режущего инструмента обычно длиннее, чем траектория кругового режущего инструмента.
Легко рассчитать положение инструмента при резке рядов, занимает меньше памяти, но количество подъемов инструмента больше.
При использовании кольцевой траектории инструмента границу кольца необходимо многократно смещать, а самопересекающееся кольцо необходимо удалить.
Выбор по характеристикам формы
Характеристики формы заготовки определяют траекторию обработки инструмента.
В соответствии с различными объектами обработки заготовку можно просто разделить на плоскую полость и поверхность произвольной формы.
Плоские полости обычно обрабатываются линейной резкой. Поскольку большинство этих заготовок формируются путем резки и фрезерования в целом, таких как корпус коробки, основание и другие детали, с большим припуском на механическую обработку, линейная резка способствует полному использованию максимальной скорости подачи станка и улучшает производительность. эффективность обработки.
В то же время качество режущей поверхности лучше, чем при кольцевой резке.
Поверхности произвольной формы обычно обрабатываются кольцевой резкой, в основном потому, что поверхности в основном отливки или обработаны и сформированы правильными формами, остаточное распределение неравномерно, а требования к точности поверхности высоки;
Во-вторых, по сравнению с линейной резкой кольцевая резка имеет хорошие характеристики обработки поверхности и может лучше соответствовать реальной форме поверхности.
Выбор в соответствии со стратегией обработки
Обработка деталей часто делится на три этапа обработки: черновая обработка, получистовая обработка и чистовая обработка, а иногда и чистовая обработка.
Разумное разделение этапов обработки необходимо для обеспечения точности обработки.
Из-за относительно единственной функции станка в традиционном режиме обработки граница каждого этапа может быть четко видна в маршруте процесса, но в режиме фрезерования с ЧПУ эта граница относительно нечеткая, и может иметь место замешивание (например, на стадии черновой обработки есть содержание тонкой обработки, а на стадии тонкой обработки могут быть следы грубой обработки).
Для обеспечения качества обработки также необходимо разделить этапы обработки при обработке с ЧПУ. Однако, чтобы сократить время зажима и упростить перемещение инструмента, способ определения содержания обработки на каждом этапе может отличаться от традиционного процесса обработки.
Основной целью черновой обработки является достижение скорости съема материала в единицу времени и подготовка геометрического контура заготовки для получистовой обработки.
Поэтому для послойной резки в основном используется метод линейной резки или комбинированный метод.
Основная цель получистовой обработки – сделать контур заготовки ровным, а припуск на чистовую обработку поверхности равномерным. Поэтому в основном используется метод круговой резки.
Основной целью чистовой обработки является получение заготовки, геометрические размеры, точность формы и качество поверхности которой соответствуют требованиям.
В соответствии с геометрическими характеристиками заготовки линейная резка должна применяться для внутренней части, а кольцевая резка — для кромки и соединения.
Выбор в соответствии со стратегией программирования
Принципы определения режима подачи инструмента при программировании в основном включают:
Он должен соответствовать требованиям точности обработки и шероховатости поверхности деталей;
Трасса обработки должна быть максимально укорочена, чтобы сократить время простоя инструмента;
Численный расчет должен быть простым, а количество сегментов программы должно быть небольшим, чтобы снизить нагрузку на программирование.
- 4. 4. 4. 40367
- 4. 4. 40367
