Техника наплавки: Технология дуговой наплавки металлов
Содержание
Технология дуговой наплавки металлов
Общие сведения о наплавке
Наплавка предусматривает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости. Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах — от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации.
Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости. Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах — от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя: ниточными валиками с перекрытием один другого на 0,3 — 0,4 их ширины, широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др. Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис. 1).
В, hн, hпр — соответственно ширина валика, а — по образующей, б — по окружности. в — высота наплавки, глубина проплавления, Sн — по винтовой линии шаг наплавки.
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис. 2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии.
В, hн, hпр — соответственно ширина валика, а — по образующей, б — по окружности, в — высота наплавки, глубина проплавления, Sн — по винтовой линии шаг наплавки.
Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стека-ния расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис. 3).
3).
Выбор технологических условий наплавки производят, исходя из особенностей материала наплавляемой детали. Наплавку деталей из низкоуглеродистых и низколегированных сталей обычно производят в условиях без нагрева изделий. Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений. Нередко термообработку (отжиг) выполняют после наплавки для снижения твердости перед последующей механической обработкой слоя. Для выполнения наплавки в основном применяют способы дуговой и электрошлаковой сварки. При выборе наиболее рационального способа и технологии наплавки следует учитывать условия эксплуатации наплавленного слоя и экономическую эффективность процесса.
Способы и технология наплавки
Дуговая наплавка под флюсом. Нагрев и расплавление металла, так же как при сварке, осуществляются теплом дуги, горящей между плавящимся электродом и основным металлом под слоем флюса. Наплавка под флюсом является одним из основных видов механизированной наплавки. Основными преимуществами являются непрерывность и высокая производительность процесса, незначительные потери электродного металла, отсутствие открытого излучения дуги. Отличительной особенностью наплавки под флюсом является хороший внешний вид наплавленного слоя (гладкая поверхность и плавный переход от одного наплавленного валика к другому). В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис. 4).
Нагрев и расплавление металла, так же как при сварке, осуществляются теплом дуги, горящей между плавящимся электродом и основным металлом под слоем флюса. Наплавка под флюсом является одним из основных видов механизированной наплавки. Основными преимуществами являются непрерывность и высокая производительность процесса, незначительные потери электродного металла, отсутствие открытого излучения дуги. Отличительной особенностью наплавки под флюсом является хороший внешний вид наплавленного слоя (гладкая поверхность и плавный переход от одного наплавленного валика к другому). В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис. 4).
1. Применение легированной проволоки или ленты и обычных плавленых флюсов. Для наплавки используют легированные сварочные проволоки, специальные наплавочные проволоки и легированные ленты, в том числе спеченные. Наплавка производится под флюсами АН-20, АН-26 и др.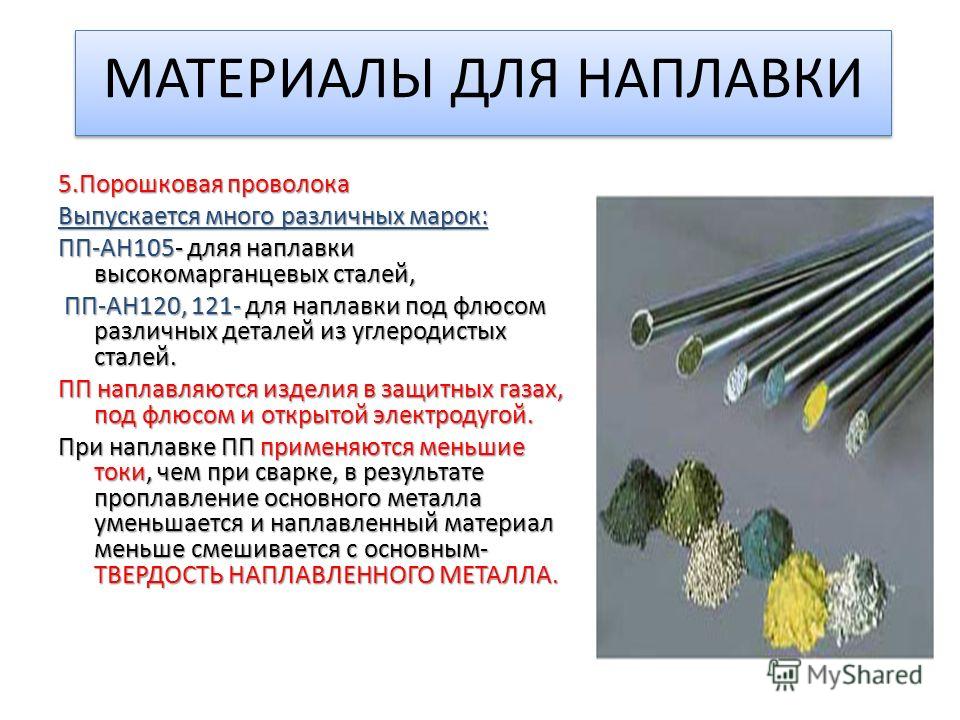 , которые выбирают в зависимости от состава электродного металла.
, которые выбирают в зависимости от состава электродного металла.
2. Применение порошковой проволоки или порошковой ленты и обычных плавленых флюсов. Порошковая проволока или лента расплавляется в дуге и образует однородный жидкий расплав. Этот способ позволяет получить наплавленный металл с общим содержанием легирующих примесей до 40 — 50%. Марка порошковой проволоки или ленты выбирается в зависимости от необходимого типа наплавленного металла и его требуемой твердости.
3. Применение обычной низкоуглеродистой проволоки или ленты и легирующих наплавленных флюсов (керамических). Этот способ позволяет ввести в наплавленный металл до 35% легирующих примесей. При наплавке наибольшее применение получили керамические флюсы АНК-18 и АНК-19, обеспечивающие хорошее формирование наплавленного металла, легкую отделимость шлаковой корки, высокую стойкость наплавленного металла против образования пор и трещин.
4. Применение обычной низкоуглеродистой проволоки или ленты и обычных плавленых флюсов с предварительной укладкой легирующих материалов на поверхность наплавляемого изделия.
Здесь возможна предварительная засыпка или дозированная подача легирующих порошков, а также предварительная укладка прутков или полосок легированной стали, намазывание специальных паст на место наплавки и др. Во всех случаях нанесенный легирующий
материал расплавляется дугой и переходит в наплавленный металл.
В связи с тем что в технологии выполнения между наплавкой и сваркой много общего, для наплавки применяется то же оборудование, что и при сварке соответствующими способами.
Наплавку углеродистых и низколегированных сталей выполняют под плавлеными флюсами ОСЦ-45, АН-348-А. Флюс АН-60 пригоден для одно- и многоэлектродной наплавки низкоуглеродистых и низколегированных сталей на нормальных и повышенных скоростях, а также для наплавки электродными лентами.
Наплавку легированных сталей производят под низкокремнистыми плавлеными флюсами АН-22, АН-26 и др., а высоколегированные хромоникелевые стали и стали других типов с легкоокисляющимися элементами (титан, алюминий) — под фторидными флюсами АНФ-1 и АНФ-5.
Для предупреждения образования шлаковых включений и непроваров в наплавленном слое при многослойной наплавке необходимо тщательно удалять шлаковую корку с предыдущих слоев.
Дуговая наплавка в защитных газах. Наплавку в защитных газах применяют в тех случаях, когда невозможны или затруднены подача флюса и удаление шлаковой корки. Преимуществами данного вида наплавки являются визуальное наблюдение за процессом и возможность его широкой механизации и автоматизации с использованием серийного сварочного оборудования. Ее применяют при наплавке деталей в различных пространственных положениях, внутренних поверхностей, глубоких отверстий, мелких деталей и сложных форм и т.п. Технология выполнения наплавки в защитных газах во многом сходна с технологией наплавки под флюсом, отличие лишь в том, что вместо флюсовой применяют газовую защиту зоны сварки. Помимо перечисленных преимуществ это освобождает сварщика от необходимости засыпки флюса и удаления шлака. С целью уменьшения разбрызгивания металла наплавка в защитном газе производится самой короткой дугой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии как непрерывным валиком, так и с поперечными колебаниями электрода: Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному. При наплавке внутренних цилиндрических и конических поверхностей применяют специальные удлиненные мундштуки.
С целью уменьшения разбрызгивания металла наплавка в защитном газе производится самой короткой дугой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии как непрерывным валиком, так и с поперечными колебаниями электрода: Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному. При наплавке внутренних цилиндрических и конических поверхностей применяют специальные удлиненные мундштуки.
Наплавка может производиться в углекислом газе, аргоне, гелии и азоте. Высоколегированные стали, а также сплавы на алюминиевой и магниевой основе наплавляются в аргоне или гелии. Наплавка меди и некоторых ее сплавов может производиться в азоте, который ведет себя по отношению к ней нейтрально. При наплавке углеродистых и легированных сталей используют более дешевый углекислый газ. Наплавка может производиться как плавящимся, так и неплавящимся электродами. Неплавящийся вольфрамовый электрод обычно применяют при наплавке в аргоне и гелии. Наибольшее распространение получила наплавка в углекислом газе плавящимся электродом на постоянном токе обратной полярности. Учитывая, что углекислый газ окисляет расплавленный металл, в наплавочную проволоку обязательно вводят раскислители (марганец, кремний и др.). При наплавке применяют как проволоку сплошного сечения, так и-порошковую. Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-30ХГСА и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки.
При наплавке углеродистых и легированных сталей используют более дешевый углекислый газ. Наплавка может производиться как плавящимся, так и неплавящимся электродами. Неплавящийся вольфрамовый электрод обычно применяют при наплавке в аргоне и гелии. Наибольшее распространение получила наплавка в углекислом газе плавящимся электродом на постоянном токе обратной полярности. Учитывая, что углекислый газ окисляет расплавленный металл, в наплавочную проволоку обязательно вводят раскислители (марганец, кремний и др.). При наплавке применяют как проволоку сплошного сечения, так и-порошковую. Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-30ХГСА и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки.
Недостатком способа является то, что в процессе наплавки в углекислом газе наблюдается сильное разбрызгивание жидкого металла, приводящее к налипанию брызг на мундштук и засорению сопла горелки. Кроме того, возможность сдувания газовой струи ветром затрудняет наплавку на открытом воздухе.
Кроме того, возможность сдувания газовой струи ветром затрудняет наплавку на открытом воздухе.
Дуговая наплавка порошковыми проволоками. Наплавка порошковой проволокой с внутренней защитой основана на введении в сердечник проволоки кроме легирующих компонентов также шлакообразующих и газообразующих материалов. Применение флюсовой и газовой защиты при наплавке такой проволокой не требуется. Легирующие элементы порошковой проволоки переходят в шов, а газо- и шлакообразующие материалы создают защиту металла от азота и кислорода воздуха. В дуге тонкая пленка расплавленного шлака покрывает капли жидкого металла и изолирует их от воздуха. Разложение газообразующих материалов создает поток защитного газа. После затвердевания на поверхности наплавленного валика образуется тонкая шлаковая корка, которая может не удаляться при наложении последующих слоев. При наплавке используют различные самозащитные порошковые проволоки. Для наплавки низкоуглеродистых слоев используют сварочные проволоки типа ПП-АН3 и др. Для получения слоев с особыми свойствами применяют специальные проволоки. Так, для наплавки деталей, работающих при больших давлениях и повышенных температурах, применяют порошковую проволоку ПП-3ХВ3Ф-О, наплавку деталей, подвергающихся интенсивному абразивному износу, производят самозащитной порошковой проволокой ПП-У15Х12М-О (буква О в обозначении марки порошковой проволоки указывает, что данная порошковая проволока предназначена для наплавки открытой дугой).
Для получения слоев с особыми свойствами применяют специальные проволоки. Так, для наплавки деталей, работающих при больших давлениях и повышенных температурах, применяют порошковую проволоку ПП-3ХВ3Ф-О, наплавку деталей, подвергающихся интенсивному абразивному износу, производят самозащитной порошковой проволокой ПП-У15Х12М-О (буква О в обозначении марки порошковой проволоки указывает, что данная порошковая проволока предназначена для наплавки открытой дугой).
Технология выполнения наплавки самозащитной порошковой проволокой в основном ничем не отличается от технологии наплавки в углекислом газе. Открытая дуга дает возможность точно направлять электрод, наблюдать за процессом формирования наплавляемого слоя, что имеет большое значение при наплавке деталей сложной формы. Одним из преимуществ этого способа является применение менее сложной аппаратуры по сравнению с аппаратурой, применяемой при наплавке под флюсом и защитном газе, а также возможность выполнять наплавочные работы на открытом воздухе; увеличивается производительность по сравнению с наплавкой под флюсом и в защитных газах, снижается себестоимость наплавляемого металла.
Плазменная наплавка и напыление. Сущность этого метода заключается в том, что нагрев присадочного металла и основного осуществляется сжатой дугой или газовой плазмой, выделенной или совпадающей со столбом дуги. Механизм образования наплавленного слоя такой же, как и при других способах дуговой наплавки. Из наплавочных материалов при плазменной наплавке используют проволоку, прутки и порошки. Схема плазменной наплавки с вдуванием порошка в дугу показана на рис. 5. Между вольфрамовым электродом 1 и внутренним соплом 2 возбуждают дугу. Плазмообразующий газ, проходя через нее, создает плазменную струю 3 косвенного действия, которая обеспечивает расплавление присадочного порошка.
Другая дуга, 4 прямого действия, горящая между электродом 1 и основным металлом 5, совпадает с плазменной струей прямого действия. Последняя создает необходимый нагрев поверхности, обеспечивая сплавление порошка и основного металла. Изменяя значение силы тока сжатой дуги прямого действия, можно достичь минимальной величины проплавления основного металла. Толщину наплавленного слоя можно изменять в пределах 0,3 — 10 мм с разбавлением основным металлом от 3 до 30%. При плазменной наплавке с присадочной проволокой косвенная дуга горит между вольфрамовым электродом и соплом, а дуга прямого действия — между вольфрамовым электродом и присадочной проволокой. От этих дуг получает теплоту и основной металл. Изменяя силу тока, регулируют долю основного металла и производительность наплавки. Наплавляемое изделие в этом случае в сварочную цепь не включено.
Толщину наплавленного слоя можно изменять в пределах 0,3 — 10 мм с разбавлением основным металлом от 3 до 30%. При плазменной наплавке с присадочной проволокой косвенная дуга горит между вольфрамовым электродом и соплом, а дуга прямого действия — между вольфрамовым электродом и присадочной проволокой. От этих дуг получает теплоту и основной металл. Изменяя силу тока, регулируют долю основного металла и производительность наплавки. Наплавляемое изделие в этом случае в сварочную цепь не включено.
Из защитных газов при плазменной наплавке применяют аргон, азот, углекислый газ, смеси аргона с гелием или азотом и др. Выбор защитного газа связан со степенью его воздействия на наплавляемый и основной металлы. В качестве плазмообразующего могут применяться аргон, гелий, углекислый газ, воздух и др. Для обеспечения стабильного протекания процесса наплавки необходимо применять неплавящиеся электроды из такого материала, который способен без разрушения выдерживать нагревание до высоких температур. Таким требованиям лучше всего отвечают электроды из чистого вольфрама или с присадками диоксида тория, оксидов лантана и иттрия. Преимущества этого вида наплавки — малая глубина проплавления основного металла, возможность наплавки тонких слоев, высокое качество и гладкая поверхность наплавленного металла.
Таким требованиям лучше всего отвечают электроды из чистого вольфрама или с присадками диоксида тория, оксидов лантана и иттрия. Преимущества этого вида наплавки — малая глубина проплавления основного металла, возможность наплавки тонких слоев, высокое качество и гладкая поверхность наплавленного металла.
Помимо наплавки плазменный нагрев может использоваться также для напыления поверхностных слоев. Процесс напыления отличается от наплавки рядом особенностей. Напыление — это процесс нанесения металлических слоев из частиц напыляемого материала, нагретых до температуры плавления или близких к оплавлению, на неоплавленную поверхность обрабатываемой детали. При напылении присадочный материал используется в виде проволоки или порошков, подаваемых в сжатую дугу, где он нагревается струей газового потока и с большой скоростью подается на поверхность изделия. Толщина напыленного слоя может изменяться от сотых до десятых долей миллиметра. Напыление более толстых слоев обычно не производится в связи с тем, что толстые слои склонны к отслоению от поверхности детали (откалывание). Напыление можно производить как металлами и сплавами, так и различного вида соединениями — оксидами, карбидами, нитридами и т. п.
Напыление можно производить как металлами и сплавами, так и различного вида соединениями — оксидами, карбидами, нитридами и т. п.
Технологически в отличие от наплавки напыление выполняют по способу косвенного нагрева выделенной дуговой плазмой. Если при наплавке расстояние от сопла горелки до изделия составляет 6 — 25 мм, то при напылении – 50 — 120 мм и более. Напыленные слои обладают меньшей плотностью и большей пористостью по сравнению с наплавленными и более склонны к откалыванию от поверхности детали при нарушении технологии. Однако в них практически отсутствует разбавление основным металлом.
Электрошлаковая наплавка. При электрошлаковой наплавке для оплавления основного и присадочного металла служит шлаковая ванна, разогреваемая проходящим через нее электрическим током. Этот способ наплавки, как правило, сочетается с принудительным формированием наплавляемого слоя. Сущность процесса электрошлаковой наплавки (рис. 6) состоит в том, что в пространстве, образованном поверхностью наплавляемого изделия 1 и формирующим кристаллизатором 4, охлаждаемым водой, создается ванна расплавленного шлака 3, в которую подается электродная проволока 5.
Ток, проходя между электродом и изделием, нагревает шлаковую ванну до температуры выше 2000°С, в результате чего электродный и основной металлы оплавляются, образуя металлическую ванну, при затвердевании которой формируется наплавленный слой 2.
Для осуществления процесса электрошлаковой наплавки различных поверхностей необходима достаточно глубокая шлаковая ванна, получение которой проще всего при вертикальном или наклонном расположении деталей. По сравнению с дуговой наплавкой это менее универсальный способ, но он весьма эффективен в тех случаях, когда на деталь необходимо наплавить слой металла большой толщины (более 14 — 16 мм). Благодаря применению большой силы тока и электродов большого сечения можно достичь высокой производительности — до 150 кг наплавленного металла в час.
Вибродуговая наплавка. Этот способ обычно используется для наплавки деталей типа тел вращения диаметром от 8 — 10 мм и более. Сущность этого метода наплавки заключается в том, что основной и электродный металл нагревается до расплавления теплотой, которая выделяется в результате возникновения периодически повторяющихся электрических разрядов, т.е. прерывисто горящей электрической дуги; Наплавленный слой образуется в процессе кристаллизации расплавленного основного и электродного металла (рис. 7). Малая длительность и прерывистость горения электрической дуги обусловлены вибрациями электродной проволоки, которые создаются с помощью электромагнитных или механических вибраторов. В процессе вибраций наблюдаются короткие замыкания вследствие прикасания электродной проволоки к наплавляемому изделию (основному металлу), а во время отрыва проволоки возникает большой силы ток и загорается электрическая дуга. При среднем значении тока Iд = 150 А экстраток достигает 1000 А.
Сущность этого метода наплавки заключается в том, что основной и электродный металл нагревается до расплавления теплотой, которая выделяется в результате возникновения периодически повторяющихся электрических разрядов, т.е. прерывисто горящей электрической дуги; Наплавленный слой образуется в процессе кристаллизации расплавленного основного и электродного металла (рис. 7). Малая длительность и прерывистость горения электрической дуги обусловлены вибрациями электродной проволоки, которые создаются с помощью электромагнитных или механических вибраторов. В процессе вибраций наблюдаются короткие замыкания вследствие прикасания электродной проволоки к наплавляемому изделию (основному металлу), а во время отрыва проволоки возникает большой силы ток и загорается электрическая дуга. При среднем значении тока Iд = 150 А экстраток достигает 1000 А.
В качестве присадочного металла применяют наплавочные проволоки (одну или несколько), которые могут иметь возвратно-поступательные перемещения поперек сварочной ванны, а также электродные ленты, пластины или стержни большого сечения, иногда и трубы, которые используют для наплавки цилиндрических поверхностей. При наплавке обычно применяют флюсы АН-8, АН-22 и др.
При наплавке обычно применяют флюсы АН-8, АН-22 и др.
Длительность горения дуги составляет 0,002 — 0,003 с.
Наплавочная установка состоит из вибродуговой головки, аппаратуры управления, вращателя, источника тока. Во время наплавки выполняются следующие движения: вращение наплавляемой детали, поступательное движение вибродуговой головки вдоль продольной оси наплавляемой детали, подача проволоки в зону дуги и вибрация проволоки. Питание осуществляется от выпрямителей, сварочных генераторов, а также от низковольтных трансформаторов с вторичным напряжением 12 — 16 В и более. Более высокие показатели достигаются при наплавке на постоянном токе обратной полярности. Обычно в сварочную цепь включают индуктивность, значение которой выбирают в зависимости от частоты вибрации электродной проволоки, напряжения, рода тока и других факторов. Для наплавки пригодны сварочные проволоки диаметром 0,8 — 2,0 мм. С целью защиты расплавленного металла от взаимодействия с окружающей средой наплавка ведется в струях жидкостей или защитных газов, а также под слоем флюса. Применяются водные растворы кальцинированной соды; смеси кальцинированной соды, мыла и глицерина; эмульсии глицерина.
Применяются водные растворы кальцинированной соды; смеси кальцинированной соды, мыла и глицерина; эмульсии глицерина.
Прерывистость процесса позволяет получать зону термического влияния малой ширины, поэтому наплавленные детали имеют весьма малые деформации, что особенно важно при наплавке сложных изделий, изготовленных с высокой точностью.
Если наплавка выполняется в струе жидкости, происходит ускоренное охлаждение наплавленного металла, поэтому он имеет повышенную твердость и износостойкость. Вибродуговая наплавка эффективна, если необходимо наплавлять слои металла небольшой толщины.
Недостатками вибродуговой наплавки являются сравнительно низкий коэффициент наплавки и невысокая производительность наплавки.
Технология наплавки
ЭЛЕКТРОГАЗАСВАРЩИК
Процесс наплавки начинается с тщательной очистки детали от грязи, масла, краски. Рекомендуется поверхности, подлежащие наплавке, обжигать газовыми горелками. Применяют также промывку горячим раствором щелочи с последующей промывкой горячей водой, очистку стальной щеткой. Для предупреждения больших внутренних напряжений и образования трещин наплавляемые детали часто подогревают до температуры, зависящей от основного и наплавляемого металлов. Приемы и режимы наплавки зависят от формы и размеров деталей, толщины и состава наплавляемого слоя.
Применяют также промывку горячим раствором щелочи с последующей промывкой горячей водой, очистку стальной щеткой. Для предупреждения больших внутренних напряжений и образования трещин наплавляемые детали часто подогревают до температуры, зависящей от основного и наплавляемого металлов. Приемы и режимы наплавки зависят от формы и размеров деталей, толщины и состава наплавляемого слоя.
Большое значение для качества и формирования наплавляемого слоя имеет доля основного и присадочного металла. Влияние основного металла на качество наплавляемого слоя пропорционально доле его участия в образовании слоя. Эта доля зависит не только от способа наплавки, но особенно от режима напланки. Например, при наплавке под флюсом влияние режима на качество наплавляемого слоя больше, чем при ручной наплавке покрытыми электродами, что объясняется большим проплавлением основного металла. Преимуществом наплавки порошковой проволокой (или лентой) является меньшая плотность тока, что обеспечивает меньшую глубину проплавления основного металла и, как следствие, меньшее перемешивание его с наплавляемым металлом. При нанесении слоя в виде отдельных валиков должно быть обеспечено оптимальное перекрытие валиков при ручной наплавке на 0,30—0,35 ширины, а при механизированной — на 0,4—0,5 ширины валика.
При нанесении слоя в виде отдельных валиков должно быть обеспечено оптимальное перекрытие валиков при ручной наплавке на 0,30—0,35 ширины, а при механизированной — на 0,4—0,5 ширины валика.
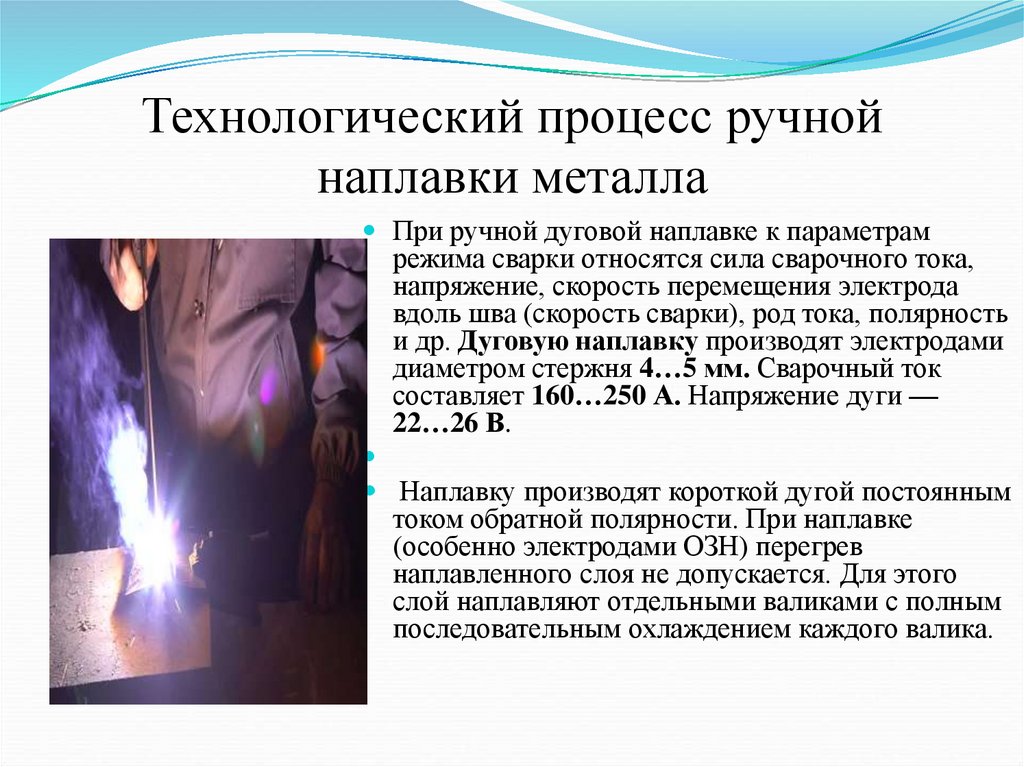
Ручную дуговую наплавку производят электродами с диаметром стержня 4—5 мм. Сварочный ток составляет 160—250 А. Напряжение дуги — 22—26 В. Наплавку про
изводят короткой дугой постоянным током обратной полярности. При наплавке перегрев наплавленного слоя не допускается. Для этого слой наплавляют отдельными валиками с полным последовательным охлаждением каждого валика.
По химическому составу и физико-механическим свойствам наплавленный металл будет отличаться как от основного, так и от присадочного металла.
Одним из важных параметров процесса наплавки является глубина проплавления основного металла: чем меньше глубина проплавления, тем меньше доля основного металла в наплавленном. Химический состав наплавленного металла будет ближе к присадочному. Обычно химический состав присадочного металла и металла наплавки выравнивается во втором-третьем слое.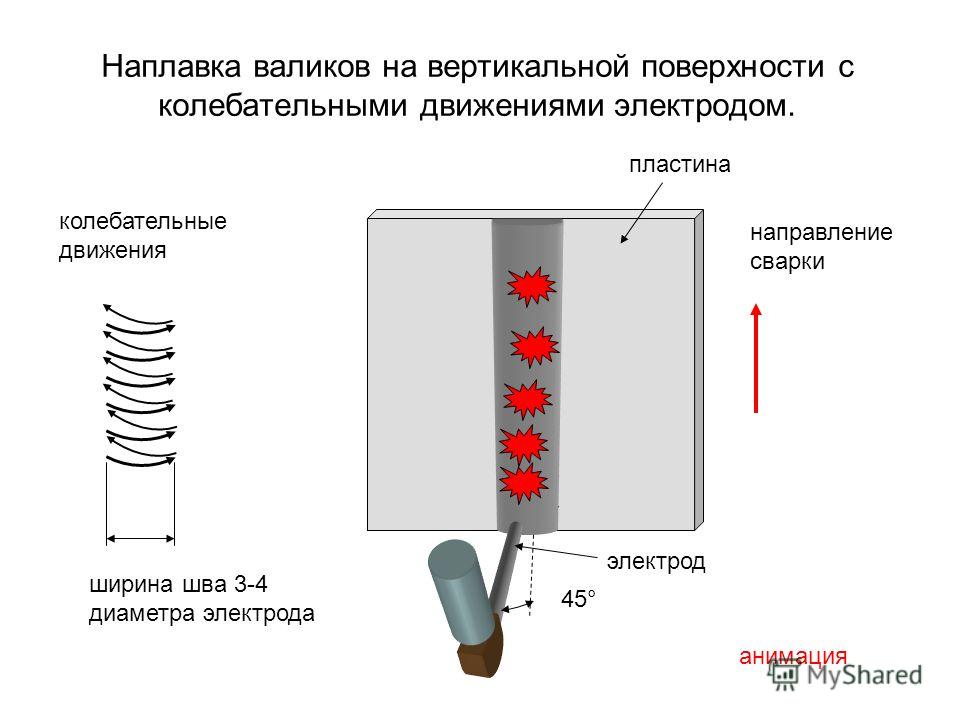
С другой стороны, на глубине проплавления располагается переходная зона от основного металла к наплавленному. Эта зона считается наиболее опасной, с точки зрения разрушения металла. Металл переходной зоны охрупчен из-за большой скорости охлаждения металла шва, имеет повышенную склонность к образованию холодных трещин по причине большой неоднородности химического состава металла и соответственно большой разности коэффициентов линейного расширения. Отсюда следует, что чем больше глубина проплавления, тем больше зона ослабленного участка и тем ниже прочность детали. И, наоборот, чем меньше глубина проплавления, тем в меньшей мере теряется прочность детали. Металл наплавки по химическому составу приближается к присадочному, при этом отпадает необходимость в наложении второго слоя.
Исходя из изложенного, выбор оборудования для наплавки, режимов и технологии должен проводиться из условия обеспечения минимальной глубины проплавления основного металла h и заданной величины наплавленного слоя.
Высота наплавленного слоя ha складывается из величины износа /ги, толщины дефектного слоя Лдс и высоты неровностей йнер (рис. 70).
пр. Рис. 70. Схема наплавки |
На практике величина дефектного слоя принимается равной 1,5—2,0 мм, высота неровностей — 1,0—1,5 мм:
К = К + (2,5—3,5) мм.
При толщине наплавленного слоя больше 5 мм наплавку желательно вести в два слоя для уменьшения глубины проплавления.
Выбор режимов наплавки зависит от толщины наплавленного слоя.
Выбор наплавочных материалов производится исходя из требований, предъявляемых к металлу трущихся поверхностей в зависимости от вида изнашивания. Например, для условий абразивного изнашивания требуется высокая твердость наплавленного металла, которая обеспечивается использованием наплавочных материалов с повышенным содержанием углерода, хрома, марганца, вольфрама.
Для условий коррозионного изнашивания коррозион — ностойкость достигается легированием металла хромом в количестве больше 12% (нержавеющие стали).
Режимы и технология наплавки назначаются в зависимости от требуемой высоты наплавленного слоя. В понятие режима входит выбор силы тока, напряжения и скоро
сти наплавки. Сила тока и напряжение должны быть минимальными, но обеспечивать стабильное горение дуги.
Величина силы тока определяется в основном диаметром электрода. Для наплавочных работ, применяются электроды малых диаметров (4,0—5,0 мм).
Выбор сварочного оборудования производится в соответствии с режимом наплавки. Параметры источника тока должны обеспечивать заданные режимы наплавки.
Ручная дуговая наплавка применяется при индивидуальном способе выполнения ремонтных работ.
Выбор марки электродов производится исходя из требований, предъявляемых к металлу поверхности в зависимости от условий работы деталей (табл. 30).
Для восстановления деталей типа валов, работающих при нормальных условиях, рекомендуются электроды 03H-400, обеспечивающие твердость НВ 375—425 без термической обработки.
Наплавка деталей, работающих при коррозионном изнашивании, выполняется электродами ЦП-6М, химический состав наплавленного металла 08X17 Н8 С6 Г или ЦН-5 (24X12). Для деталей, работающих в условиях абразивного износа, рекомендуются электроды Т-590 (Э-320Х25 С2ГР).
Режимы наплавки указываются на пачках электродов.
Для наплавки могут применяться и сварочные электроды, но механические свойства наплавленного металла низкие.
Наплавка плоских поверхностей выполняется в наклонном положении способом сверху вниз.
Наплавка цилиндрических поверхностей выполняется по винтовой линии или продольными валиками. Порядок наложения швов приводится на рис. 71.
Таблица ЗО Наиболее распространенные типы и марки электродов для наплавки и основные области их применения
Тип | Марка | Область применения |
Э-10Г2 Э-11ГЗ Э-12Г4 Э-15Г5 Э-30Г2ХМ | 03H-250Y ОЗН-ЗООУ ОЭН-350У ОЗН-4ШУ НР-70 | Детали, работающие в условиях интенсивных ударных нагрузок (оси, валы, автосцепки, железнодорожные крестовины, рельсы) |
Э-16Г2ХМ Э-35Г6 Э-ЗОВ8ХЗ Э-35Х12ВЭСФ Э-90Х4М4ВФ | ОЗШ-1 ЦНЧ ЦШ-1 Ш-16 озн-з | Штампы для горячей штамповки |
Э-37Х9С2 Э-70ХЗСМТ Э-24Х12 Э-20Х13 Э-35Х12Г2С2 Э-100Х12М Э-120Х12Г2СФ Э-10М9Н8К8Х2СФ | ОЗШ-З ЭН-бОМ ЦІІ-5 48Ж-1 ІІЖ-3 ЭН-Х12М Ш-1 ОЗШ-4 | Штампы для холодной штамповки |
Э-80В18Х4Ф Э-90В10Х5Ф2 Э-105В6Х5МЗФЗ Э-10К18В11М10ХЗФ Э-300Х28Н4С4 Э-225Х10Г10С Э-110Х14В13Ф2 Э-175Б8Х6СТ | ЦИ-1М ЦИ-2У И-1 ОЗИ-5 ЦС-1 ЦН-11 ВСН 6 ЦН-16 | Металлорежущий инструмент, а также штампы для горячей штамповки в тяжелых условиях (осадка, вьггяжка, прошивки). |
Э-08Х17Н8С6Г Э-09Х16Н9С5Г2М2ФТ Э-09ХЗ1Н8 АМ2 Э-13Х16Н8М5С5Г4Б Э-15Х15Н10С5МЗГ Э-15Х28Н10СЗГТ Э-15Х28Н10СЗМ2ГТ Э-200Х29Н6Г2 НЭ-190К62Х29В5С2 | ЦН-бМ, ЦН-6Л ВПИ-1 УОНИ-13/Н1-БК ЦН-12М, ЦН-12Л ЦН-18 ЦН-19 ЦН-20 ЦН-3 ЦН-2 | Уплотнительные поверхности арматуры для котлов, трубопроводов и нефтеаппаратуры |
Э-65Х11ЫЗ Э-65Х25ПЗНЗ | ОМГ-Н ЦНИИН-4 | Изношенные детали из высокомарганцовистых сталей типов 1 ЮГ 13 и 110Г13Л |
Э-95Х7Г5С Э-30Х5В2Г2СМ | 12АН/ЛИВТ Ткз-Н | Детали, работающие в условиях интенсивных ударных нагрузок с абразивным изнашиванием |
Э-80Х4С Э-320Х23С2ГТР Э-320Х25С2ГР Э-350Х26Г2Р2СТ | 13КН/ЛИВТ Т-620 Т-590 Х-5 | Детали, работающие преимущественно в условиях абразивного изнашивания |
 Детали, работающие в условиях интенсивного абразивного изнашивания с ударными нагрузками
Детали, работающие в условиях интенсивного абразивного изнашивания с ударными нагрузкамиРис. |
 71. Порядок наложения швов при наплавке деталей цилиндрической формы продольными валиками
71. Порядок наложения швов при наплавке деталей цилиндрической формы продольными валикамиЗернистые порошковые смеси наплавляют с помощью угольного электрода. На подготовленную поверхность насыпают тонкий слой флюса — прокаленной буры (0,2— 0,3 мм) и слой порошковой смеси толщиной 3—7 мм и шириной не более 50 мм. При большей ширине наплавляют несколько полос. Слой разравнивают и слегка уплотняют гладилкой. Наплавку производят плавными поперечными движениями угольного электрода вдоль наплавляемой поверхности. Скорость перемещения должна обеспечивать сплавление наплавляемого сплава с основным металлом. Ток постоянный прямой полярности. При диаметре электрода 10—16 мм сварочный ток составляет 200—250 А, напряжение дуги — 24—28 В. Длину дуги поддерживают в пределах 4—8 мм.
Автоматическая наплавка под флюсом рекомендуется при большом объеме работ.
Сущность процесса наплавки состоит в том, что дуга горит под слоем флюса. Под действием тепла дуги рас
плавляются электродная проволока, основной металл и часть флюса. Расплавленный металл электрода переносится на основной, образуя слой наплавленного металла. Перенос происходит в зоне расплавленного флюса, который надежно защищает жидкий металл от контакта с воздухом.
Расплавленный металл электрода переносится на основной, образуя слой наплавленного металла. Перенос происходит в зоне расплавленного флюса, который надежно защищает жидкий металл от контакта с воздухом.
По мере удаления сварочной дуги расплавленный флюс затвердевает, образует шлаковую корку, легко отделяющуюся от металла наплавки. Неизрасходованная часть флюса собирается и возвращается в дальнейшем для наплавки.
Процесс наплавки осуществляется с помощью наплавочных установок, конструкция которых зависит от конфигураций наплавляемых деталей. При ремонте автомобиля чаще всего встречаются детали цилиндрической формы типа валов. Для восстановления размеров таких деталей промышленностью выпускается наплавочная установка типа А-580М, которая легко монтируется на месте резцедержателя на переоборудованном то’карном станке, имеющем частоту вращения 0,2—5 об/мин (рис. 72).
Рис. 72. Схема механизированной наплавки под флюсом 316 |
Проволока из кассеты 1 подающими роликами 2 через направляющую 3 подается в зону горения дуги на деталь 4, закрепленную в патроне токарного станка. Флюс из бункера 5 подается на дозатор 6. Наплавка на вал осуществляется по винтовой линии с заданным шагом.
Флюс из бункера 5 подается на дозатор 6. Наплавка на вал осуществляется по винтовой линии с заданным шагом.
Выбор марки наплавочной проволоки производится в зависимости от требуемых физико-механических свойств наплавленного металла. Легирование наплавленного слоя при наплавке под флюсом производится в основном через электродную проволоку, реже — через проволоку и флюс. Для наплавки чаще всего применяют плавленный флюс АН — 348А.
Для наплавки деталей из малоуглеродистых сталей применяют проволоку Св-08А, Св-08ГС, Св-1-Г2; для деталей из среднеуглеродистых сталей — Нп-65, Нп-ЗОХГСА.
Выбор режимов наплавки производится исходя из толщины наплавляемого слоя, диаметр наплавочной проволоки принимается в пределах 1,6—2,5 мм, при этом сила тока колеблется 150—200 А, напряжение — 25—35 В, скорость подачи сварочной проволоки — 75—180 м/ч, скорость наплавки — 10—30 м/ч.
При выборе источника питания предпочтение отдается источникам постоянного тока, преобразователям и выпрямителям с падающей характеристикой. Наплавку ведут на обратной полярности.
Наплавку ведут на обратной полярности.
Наплавка под флюсом по сравнению с ручной дуговой наплавкой имеет следующие преимущества: высокая производительность процесса, возможность получения наплавленного металла с заданными физико-механическими свойствами, высокое качество наплавленного металла, лучшие условия труда сварщиков, отсутствие ультрафиолетового излучения.
К недостаткам процесса относятся: большая глубина проплавления из-за высокого нагрева детали, невозмож
ность наплавки деталей диаметром менее 50 мм из-за трудности удержания флюса на поверхности детали.
Механизированная наплавка под флюсом применяется для наплавки коленчатых валов, полуосей и других деталей.
Наплавка в среде углекислого газа довольно широко применяется для восстановления размеров изношенных деталей.
Оборудование для наплавки в среде углекислого газа деталей цилиндрической формы состоит из вращателя — модернизированного токарного станка и наплавочной головки А-580М, смонтированной на суппорте токарного станка (рис.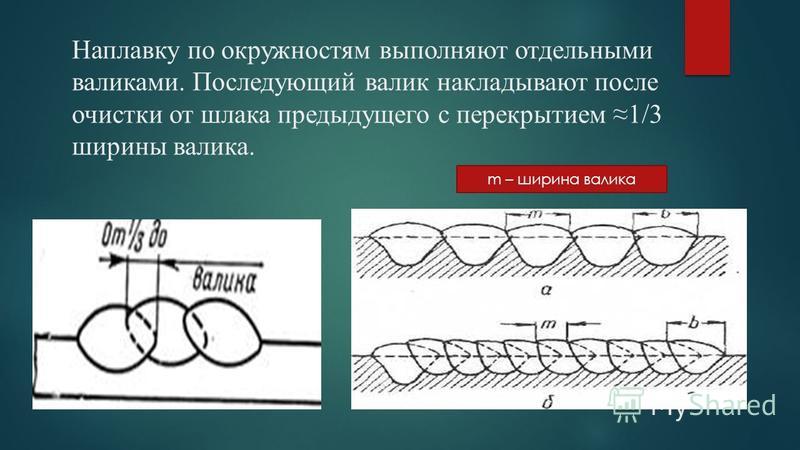 73).
73).
Наплавочная проволока из кассеты 1 тянущими роликами 2 через мундштук 3 подается в зону горения дуги с основным металлом. Дуга горит в среде углекислого газа, подаваемого из углекислотного баллона 5 через подогреватель 6, редуктор 7, осушитель 8 в сопло 4, установленное
на конце мундштука через изоляционную втулку 9. Вытекая из сопла, углекислый газ оттесняет воздух и предохраняет расплавленный металл от окисления. Давление газа 0,15—0,20 МПа. Деталь типа вала устанавливается в патроне токарного станка с поджатием центром задней бабки.
Наплавка осуществляется по винтовой линии с определенным шагом. Снизу на деталь подается жидкость (3— 5 % водный раствор кальцинированной соды) для охлаждения детали в процессе наплавки. Охлаждающая жидкость может подаваться непосредственно на наплавленный металл или рядом с ним, создавая различные скорости охлаждения.
Таким образом происходит совмещение процесса наплавки с термической обработкой металла шва. Кроме того, охлаждение значительно снижает коробление деталей, что очень важно при наплавке валов значительной длины.
Выбор режимов наплавки в среде углекислого газа производится в том же порядке, что и при наплавке под флюсом.
Однако имеется особенность назначения марки наплавочной проволоки: содержание марганца и кремния в ней должно быть не менее чем по 1 % для предотвращения образования пор. Для наплавки у малоуглеродистых сталей применяют сварочную проволоку марок Св-С8Г2С, Св-12ГС и др.
Для среднеуглеродистых низколегированных сталей используют проволоку Св-18ХГСА, Нп-30ХГСА. При наплавке проволокой Нп-ЗОХГСА без охлаждения твердость наплавленного металла составляет 30—35 HRC, с охлаждением — 50—52 HRC.
Для наплавки в среде углекислого газа используются малые диаметры проволок в пределах 0,8—1,6 мм. Сила сварочного тока колеблется от 70 до 200 А, скорость наплавки — до 100 м/ч. Для наплавки в среде углекислого газа применяются источники постоянного тока (преобразователи и выпрямители) с жесткой характеристикой.
Механизированная наплавка в среде углекислого газа по сравнению с наплавкой под флюсом имеет следующие преимущества: меньший нагрев детали, возможность совмещения наплавки с термической обработкой, более высокая производительность процесса, возможность наплавки деталей малых размеров.
К недостаткам процесса относится то обстоятельство, что легирование наплавленного металла ограничено только химическим составом электродной проволоки.
Для расширения диапазона легирования наплавленного металла применяется порошковая проволока, представляющая собой металлическую оболочку, внутри которой располагаются легирующие, раскисляющие, ионизирующие и шлакообразующие элементы. Такой комплекс легирования позволяет проводить сварку и наплавку как с защитой сварочной дуги, например — углекислым газом, так и без всякой внешней защиты наплавленного металла от окисления. Наличие шлакообразующих компонентов в составе порошковой проволоки обеспечивает надежную защиту от окисления расплавленного металла.
Для наплавки и сварки малоуглеродистых сталей применяют порошковую самозащитную проволоку ПП-АН2М, ПП-11 и др., выпускаемую диаметром 1,6—2,0 мм.
Выбор марки порошковой проволоки для наплавки среднеуглеродистых низколегированных сталей производится в зависимости от условий работы деталей. Например, металл, наплавленный порошковой проволокой ПП-ЗХ2В8, сохраняет высокую твердость и прочность при повышенных температурах.
Например, металл, наплавленный порошковой проволокой ПП-ЗХ2В8, сохраняет высокую твердость и прочность при повышенных температурах.
Выбор режимов наплавки порошковыми проволоками проводится в том же порядке, что и при наплавке в среде углекислого газа. Параметры режимов наплавки следую
щие: диаметр электродов 1,6—2,0 мм, сила тока 160—200 А, скорость наплавки 10—40 м/ч. Оборудование для наплавки — то же самое, что и в среде углекислого газа. В качестве источника тока применяются преобразователи и выпрямители.
Достоинства наплавки порошковой проволокой состоят в меньшей стоимости процесса и возможности выполнения наплавочных работ во всех положениях.
Вибродуговая наплавка рекомендуется для наплавки деталей типа валов, схема которой приводится на рис. 74.
Проволока из кассеты 1 тянущими роликами 2 через мундштук 3 разрезной конструкции подается в зону горения на детали 5. При вращении эксцентрика 4 проволоке придаются возвратные продольные колебания. Наплавочная установка устанавливается на суппорте токарного станка на место резцедержателя. Деталь крепится в патроне токарного станка. Снизу на деталь подается охлаждающая
Наплавочная установка устанавливается на суппорте токарного станка на место резцедержателя. Деталь крепится в патроне токарного станка. Снизу на деталь подается охлаждающая
Рис. 74. Схема вибродуговой наплавки 11. Электрогазосварщик 321 |
жидкость (3—5 % раствор кальцинированной соды) для отвода тепла.
Выбор марки наплавочной проволоки ведется в зависимости от требований, предъявляемых к рабочей поверхности. Для обеспечения твердости 50—55 HRC применяется проволока Нп-65 или Нп-ЗОХГСА с охлаждением. Меньшая твердость 35—40 HRC достигается наплавкой проволокой Нп-ЗОХГСА без охлаждения наплавленного слоя.
Наплавка выполняется как без внешней защиты для неответственных деталей, так и в среде углекислого газа — для ответственных.
Режимы наплавки должны обеспечить получение наплавленного слоя заданной толщины. Диаметр электрода принимается равным 1,2—2,0 мм. Напряжение дуги составляет 16—18 В. Сила тока колеблется в пределах 100—200 А. Скорость наплавки 1—2 м/мин.
Сила тока колеблется в пределах 100—200 А. Скорость наплавки 1—2 м/мин.
Источниками питания дуги служат преобразователи и выпрямители с жесткой внешней характеристикой. Полярность обратная.
Достоинством вибродуговой наплавки является то, что это один из немногих способов восстановления деталей малых, размеров. Кроме того, вибродуговая наплавка отличается малой глубиной зоны термического влияния и незначительным нагревом детали.
Плазменная наплавка является одним из эффективных способов, позволяющим наносить металл различного химсостава различной толщины с минимальной глубиной проплавления. Выполняется с помощью плазмотронов (рис. 75).
Принцип работы следующий. Вначале зажигают так называемую дежурную дугу 3, которая горит между вольфрамовым электродом 1 (катод) и медным водоохлаждаемым соплом 2 в газовой среде. В качестве плазмообразующих газов применяются чаще всего аргон или азот. Для ионизации
Рис. 75. Схема плазменной наплавки дугой косвенного а и прямого б действия |
аргона напряжение дежурной душ должно быть не менее 90 В, сила тока — 40—50 А, для чего в сварочную цепь включается сопротивление R. Расход аргона при горении дежурной дуги незначительный (давление 0,03—0,05 МПа).
Расход аргона при горении дежурной дуги незначительный (давление 0,03—0,05 МПа).
При использовании в качестве ионизирующего газа азота напряжение для горения дежурной дуги должно быть не ниже 180 В, давление азота — 0,03—0,05 МПа. Дежурная дуга выдувается из канала сопла в виде газового пламени. Диаметр канала сопла 4—5 мм. Для зажигания основной плазменной дуги прямого действия 5 газовым пламенем дежурной дуги касаются основного металла 4 (рис. 75,6). Происходит переброс дуги с сопла на основной металл, минуя сопротивление R. Ток резко возрастает до 300—500 А. В этот момент необходимо резко увеличить расход газа (давление газа 0,3—0,4 МПа). Температура внутри столба дуги при использовании в качестве плазмообразующего газа аргона до 20 ООО °С.
Для осуществления процесса наплавки электродную проволоку подают в зону плазменной дуги, металл электрода плавится и переносится на деталь.
Для прекращения процесса наплавки плазмотрон отрывают от детали, основная дуга гаснет, но продолжает гореть дежурная дуга.
В качестве наплавляемого материала могут использоваться не только порошки металлов, но и неметаллов (керамический порошок). Это позволяет нанести керамику на металлы.
Режимы наплавки выбираются в зависимости от толщины наплавляемого слоя, толщины основного металла и др.
Для наплавки на неметаллические поверхности и детали с небольшой толщиной стенки применяются плазмотроны с плазменной дугой косвенного действия (рис. 75, а).
Зажигание дежурной дуги и обеспечение ее устойчивого горения осуществляется так же, как и для плазмотрона с плазменной дугой прямого действия. Для зажигания основной плазменной дуги косвенного действия 4 замыкаются контакты5 (рис. 75, а) и включается основная сварочная цепь. Резко возрастает ток, увеличивается мощность дуги, одновременно включается и повышенный расход газа. Плазменная струя ионизированного газа выходит из сопла в виде мощного газового пламени.
Для осуществления наплавки электродный материал в виде порошка подается в струю плазмы, разогревается до температуры плавления и в виде капель переносится на основной металл. Подача порошков в струю плазмы производится с помощью инертных газов: аргона, азота и др.
Подача порошков в струю плазмы производится с помощью инертных газов: аргона, азота и др.
В состав оборудования для наплавки входят плазмотрон со шкафом управления, источник питания постоянного тока
(обычно выпрямитель) с падающей характеристикой. Для наплавки деталей цилиндрической формы плазмотрон устанавливается на суппорт токарного станка, переоборудованного на низкое число оборотов.
К достоинствам плазменной наплавки относятся возможность регулирования температуры нагрева металла, высокая производительность процесса, малая глубина зоны термического влияния, высокое качество наплавленного металла.
К недостаткам процесса необходимо отнести более высокие требования по электробезопасности при выполнении наплавочных работ.
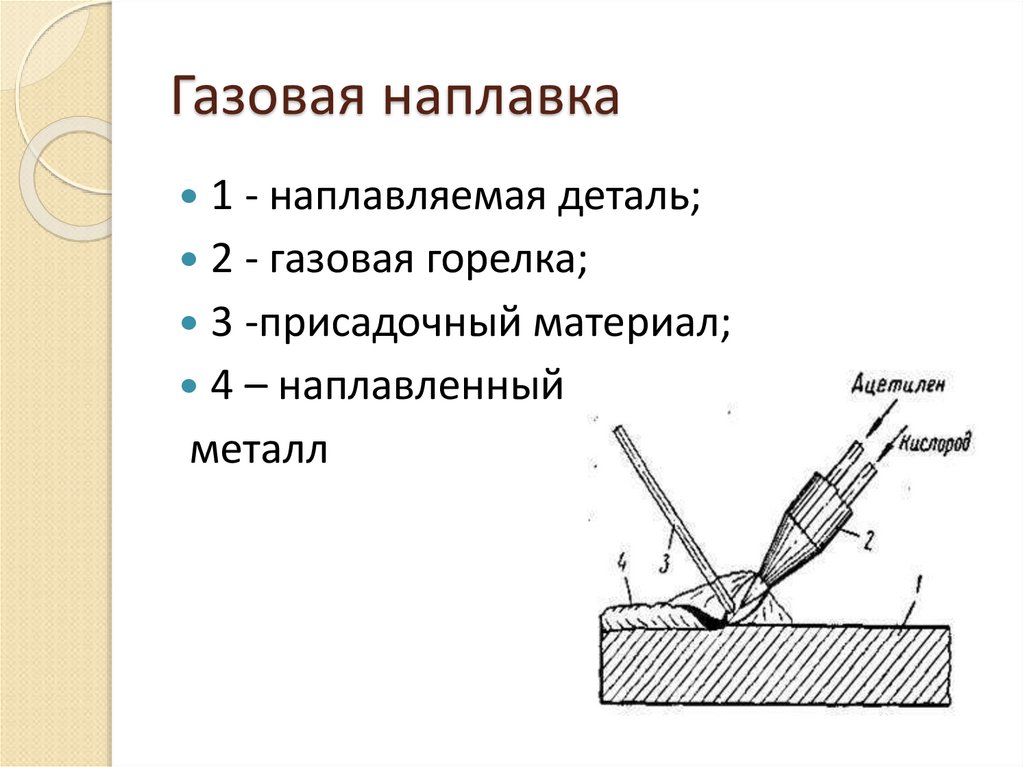
Газовая наплавка применяется сравнительно редко, в основном при индивидуальном способе выполнения работ, из-за трудности механизации процесса, и др.
Плавление металла осуществляется газовым пламенем, образующимся при сгорании кислорода в среде ацетилена. Температура пламени в зоне ядра составляет 3100—3200°С.
Температура пламени в зоне ядра составляет 3100—3200°С.
Защита расплавленного металла от окисления осуществляется самим газовым пламенем и флюсами. В качестве флюса используют буру или смесь буры и борной кислоты.
Техника безопасности при работе с газосварочным оборудованием заключается в выполнении следующих требований: 1. Запрещается устанавливать оборудование и производить сварочные работы вблизи огнеопасных материалов. Подвижные ацетиленовые генераторы должны устанавливаться не ближе …
При работе на контактных машинах возможны поражения электрическим током, ожоги нагретым металлом, брызгами и выплесками расплавленного металла, отравление испарениями металла и его покрытий в зоне сварки, а также травматизм от …
§ 65. Техника безопасности при электрической сварке При электросварочных работах возможны следующие виды производственного травматизма: поражение электрическим током; поражение зрения и открытой поверхности кожи лучами электрической дуги; ожоги от капель …
Технология дуговой наплавки металла
Восстановление поверхности изношенных деталей в ряде случаев является экономически обоснованным решением. Оборудование и технологии наплавки металлов сильно отличаются в зависимости от вида материала и требований к восстанавливаемой поверхности. Детальная информация собрана в статье.
Оборудование и технологии наплавки металлов сильно отличаются в зависимости от вида материала и требований к восстанавливаемой поверхности. Детальная информация собрана в статье.
СОДЕРЖАНИЕ
- Виды и назначение наплавки металла
- Ручная дуговая покрытыми электродами
- Вибродуговая наплавка
- Электрошлаковая
- Плазменная
- Электродуговая наплавка под флюсом
- В защитной среде
- Порошковой проволокой и лентой
- Газовая
- Лазерная
- Электронно-лучевая
- Электроконтактная
- Взрывом
- Индукционная
- Электроискровая
- Наплавка зубьев шестерни
- Наплавка концов рельс
- Ручное дуговое
- Полуавтоматическое электродуговое
- Наплавка цилиндров
- Электродами с обмазкой
- Автоматическая с флюсом
- Наплавка плоскостей
- Наплавка металлорежущего инструмента
- Наплавка деталей, работающих с большим трением
- Наплавка нержавеющей стали
- Наплавка чугуна
- Наплавка меди и бронзы
- Наплавка алюминия и сплавов
- Расход материалов
- Оборудование
- Услуги по наплавке
Детали механизмов и конструкций в процессе эксплуатации изнашиваются. В ряде случаев их намного дешевле и проще отремонтировать, нежели менять. Суть ремонта заключается в создании нового слоя на поверхности и создания прочной биметаллической структуры. Наплавка является одни из видов сварочных работ. Используется такой же оборудование и расходные материалы, как и при традиционной сварке. Только технология отличается нюансами.
В ряде случаев их намного дешевле и проще отремонтировать, нежели менять. Суть ремонта заключается в создании нового слоя на поверхности и создания прочной биметаллической структуры. Наплавка является одни из видов сварочных работ. Используется такой же оборудование и расходные материалы, как и при традиционной сварке. Только технология отличается нюансами.
Процедура не только восстанавливает изначальную геометрию и свойства изношенного элемента. Плюс к тому она придает дополнительные положительные характеристики. Это один из наиболее простых и эффективных способов восстановления работоспособности деталей. Наплавка решает широкий спектр задач:
- возобновление геометрии детали;
- придание конструкции совершенно иной новой формы;
- повышение антикоррозийных свойств и износостойкости материала;
- улучшение прочностных характеристик;
- нанесения нового слоя с предопределенными химическими и физическими свойствами.
Наплавка – это способ нанесения металлического слоя на поверхность заготовки путем сварки плавлением. Принцип построен на физических диффузионных свойствах расплавленных металлов. Весь процесс протекает на молекулярном уровне, поэтому связь получается очень прочной. Чтобы соединить составы, поверхность основы разогревается до температуры плавления.
Принцип построен на физических диффузионных свойствах расплавленных металлов. Весь процесс протекает на молекулярном уровне, поэтому связь получается очень прочной. Чтобы соединить составы, поверхность основы разогревается до температуры плавления.
Одновременно до жидкого состояния плавится присадка. В результате слияния двух материалов получается однородный состав с высокими показателями прочности и надежности. Важным преимуществом метода является возможность регулировки толщины наплава и нанесения присадок на разнообразные по форме детали.
Виды и назначение наплавки металла
В наши дни на разных производственных участках применяется большое количество технологий и способов наплавки металлов. Выбор оптимального варианта зависит от условий производства, вида наплава и типа материала.
Ручная дуговая покрытыми электродами
Наплавка металла с помощью покрытых электродов является универсальным способом. Она может быть выполнена в любом пространственном положении. Технология применяется и на производстве, и в быту. Широкое ее распространение обусловлено простотой и удобством использования. Не требуется какого-то серьезного или специального оборудования. Из недостатков пользователи отмечают низкую производительность, нестабильность результата, сложные условия работы, большая глубина плавления основы.
Технология применяется и на производстве, и в быту. Широкое ее распространение обусловлено простотой и удобством использования. Не требуется какого-то серьезного или специального оборудования. Из недостатков пользователи отмечают низкую производительность, нестабильность результата, сложные условия работы, большая глубина плавления основы.
Электрод для работы выбирается с учетом состава металла заготовки. Диаметр определяется в зависимости от толщины детали и ее формы. К примеру, если планируется наплавить металлическую поверхность толщиной 1,5 миллиметра, то подойдет стержень диаметром 3 мм. А если полка материала будет толще, то и электрод, соответственно, нужно взять другой – 4-6 мм.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Перед наплавление поверхности нужно выполнить некоторые подготовительные работы. Прежде всего – очистить площадку от загрязнений. В зависимости от марки применяемых расходников определяется необходимость в подогреве заготовок. Наплавка металла выполняется постоянным током с обратной полярностью. Метод позволяет прибегнуть к различным схемам наплавочных швов. На плоских поверхностях используют два основных вида:
Наплавка металла выполняется постоянным током с обратной полярностью. Метод позволяет прибегнуть к различным схемам наплавочных швов. На плоских поверхностях используют два основных вида:
- наложение узких валиков. Они формируются один за другим с таким расчетом, чтобы последующий перекрывал предыдущий на 30-40% его ширины;
- наложение широких валиков. Они формируются за счет поперечных колебательных движений электродом.
Еще один вариант заключается в том, что узкие валики формируются на небольшом расстоянии. После этого сбивается шлак и окалина. Затем промежутки между валиками заплавляются.
Наплавка деталей с цилиндрическим профилем выполняется любым из трех приемов:
- наложением ряда валиков по длине цилиндра;
- формирование валиков по замкнутому кругу;
- винтовые линии.
Поставщики и производители предлагают большой выбор наплавочных электродов. Самыми востребованными на отечественном рынке являются такие марки продукции:
- ОЗН-6.
 Предназначены для работы с деталями разнообразного оборудования, работающих при высоких ударных нагрузках и подверженных интенсивной эксплуатации. Полученный с использованием таких электродов наплав характеризуется высокой устойчивостью к образованию микротрещин.
Предназначены для работы с деталями разнообразного оборудования, работающих при высоких ударных нагрузках и подверженных интенсивной эксплуатации. Полученный с использованием таких электродов наплав характеризуется высокой устойчивостью к образованию микротрещин. - ОЗИ-5 разработаны для наплавки металлорежущего инструмента. Новообразованный металл устойчив к смятию, истиранию и выдерживает большие ударные нагрузки.
Кроме того, ручная дуговая наплавка может выполняться вольфрамовыми, графитовыми и угольными электродами. Но используется подобная методика редко из-за ограничений в использовании перечисленных расходных материалов.
Вибродуговая наплавка
Технология используется, если толщина наплавляемого покрытия не превышает 1 мм. Подразумевается, что нагрев основного слоя будет минимальным. Технология представляет собой прерывистый сварочный процесс, во время которого сварщик проделывает кончиком стержня продольные колебательные движения длиной до 3 мм. При колебательных движениях стержень соприкасается с металлом и происходит короткое замыкание. Металл детали и расходного материала плавятся.
При колебательных движениях стержень соприкасается с металлом и происходит короткое замыкание. Металл детали и расходного материала плавятся.
В силу специфики нанесения наплава время «жизни» дуги составляет примерно пятую часть рабочего цикла, а количество наплавляемого металла невелико. Соответственно, основной металл прогревается на небольшую глубину и воздействие на него минимальное. То есть, исключено деформирование детали.
Вибродуговое наплавление выполняется полуавтоматической сваркой, которая дополнительно оснащена специальным механизмом прерывистой подачи расходного материала. Используется проволока диаметром 1,6-2 мм. Показатель силы тока может варьироваться в диапазоне 80-300А. к источнику питания подключаться следует с обратной полярностью. Наплавление выполняется в защитной среде.
Вибродуговой метод используется для наплавления наружных и внутренних поверхностей – как плоских, так и конических. Он отлично подходит для восстановления валов, бурильных замков, штоков насосов и других узлов.
Электрошлаковая
Метод основан на использовании тепловой энергии, которая образуется в результате прохождения тока через расплавленный шлак. То есть, источником нагрева наносимой присадки является шлаковая ванночка.
Приспособление представляет из себя емкость небольшого размера, предназначенную для удержания гранул и расплава. По мере выполнения работ она перемещается по базовой детали. Сверху подается гранулированная присадка или электрод. Они плавятся под слоем шлака и флюса. Благодаря тому, что шлаковая ванночка расположена вертикально, все пузырьки воздуха выдавливаются расплавом на поверхность. Это снижает количество пор внутри наплавляемого металла.
Шлак сохраняет тепло и препятствует разбрызгиванию металла, поэтому для технологии характерно сравнительно невысокое энергопотребление. Но основной ее особенностью является высокая производительность. Опытный специалист за час работы может наплавить сотни килограммов металла. Чтобы процесс протекал стабильно глубина шлаковой ванны должна быть больше 3 см. в противном случае высока вероятность неустойчивого протекания наплавления. Присадочным материалом могут служить разные электроды, пластины или прутки.
в противном случае высока вероятность неустойчивого протекания наплавления. Присадочным материалом могут служить разные электроды, пластины или прутки.
Достоинства:
- Реакция носит устойчивый характер при большом диапазоне плотности тока – 0,2-300А;
- За один проход можно наплавить толстый слой покрытия.
- Метод приемлем для работы с материалами, склонными к образованию трещин.
- Наплавляемому металлу несложно придать оптимальную форму.
Недостатки:
- Возможет перегрев основного материала в месте термического воздействия из-за высокой инертности процесса.
- Требуется приобретение дополнительного оборудования.
- Получить тонкий слой очень сложно, а в большинстве случаев – нереально.
- Подготовка занимает много времени.
Плазменная
Технология подразумевает использование специальных установок, называемых плазмотронами. Источником тепла служит высокотемпературная сжатая дуга – плазма, генерируемая в горелках специальной конструкции. Ее температура достигает нескольких десятков тысяч градусов. Присадочным материалом могут быть проволока, электрод, лента, порошок и т.п.
Ее температура достигает нескольких десятков тысяч градусов. Присадочным материалом могут быть проволока, электрод, лента, порошок и т.п.
Технология отличается небольшой глубиной плавления основы. Структура наплава получается очень качественной, прочной и долговечной. С целью повышения производительности допускается подача в ванну сразу двух электродов.
Универсальный вариант наплавления – вдувание порошка в дугу. Выполнение такой работы требует использования комбинированной горелки. Она генерирует два типа дуги – прямую и косвенную. Порошок подается в рабочую зону с помощью сжатого воздуха. Проходя через зону высокой температуры, порошок плавится и оседает на поверхности детали в виде капель расплава.
Важно, чтобы рабочая поверхность была чистой и обезжиренной. Каждый последующий валик формируется таким образом, чтобы перекрывать около трети предыдущего.
Преимущества:
- Наплавляемый слой получается высокого качества.
- Глубина плавления основного материала небольшая.

- Сцепление слоя с материалом детали получается очень прочным.
- Формирование слоя малой толщины допускается.
Недостатки:
- Требуется дополнительная оснастка.
- Сравнительно невысокая производительность.
Электродуговая наплавка под флюсом
Технология отличается универсальностью применения и широкими возможностями легирования. Существует четыре вида наплавки под флюсом.
Электродуговая наплавка лентой. Сварщик перемещает дугу от одной кромки к другой. в результате тепловое воздействие носит рассеянный характер, а основной металл прогревается на небольшую глубину.
Многоэлектродная. Метод оригинален тем, что требуется одновременное использование более одного электрода. Они подключаются к общему источнику питания и располагаются на расстоянии один от другого. Электрическая дуга перемещается между ними, заставляя попеременно плавиться то один стержень, то другой.
Многодуговая. Техника в значительной степени похожа на предыдущую. С той лишь разницей, что число электрических дуг соответствует количеству электродов.
С той лишь разницей, что число электрических дуг соответствует количеству электродов.
Вибродуговая наплавка под флюсом. Метод сводится к тому, что электродом необходимо выполнять колебательные движения.
Достоинства:
- Высокая производительность.
- Универсальность использования.
- Небольшой расход электрода.
- Отсутствие вредного излучения.
Недостатки:
- Основной материал плавится на большую глубину.
- Требуется использование формирующих флюс устройств.
- Работать можно исключительно в нижнем пространственном положении.
- Трудно удаляется шлак с деталей малого размера и глубокими внутренними поверхностями.
В защитной среде
Самый востребованный способ наплавки. Выполняется с использованием плавящихся электродов в среде углекислого газа. Отличается невысокой стоимостью и доступностью. Позволяет наплавлять заготовки и детали малых размеров и наносить слои толщиной от 0,5 до 3,5 миллиметров.
Работы могут выполняться и плавящимися, и неплавящимися электродами. В первом варианте электрическая дуга образуется между расходным материалом и поверхностью заготовки. Работа выполняется автоматом или полуавтоматом. Нужно обеспечить автоматическую подачу проволоки в рабочую зону. Кроме углекислого газа для формирования защитной оболочки можно использовать смесь на основе аргона.
Второй вариант подразумевает применение угольных, вольфрамовых или графитовых неплавящихся электродов. Присадочным материалом служит проволока или порошок. При работе угольным прутком присадка в виде порошка насыпается на поверхность, а затем подвергается термической обработке. В наплавленном слое образуется большое количество пор, появляются сторонние включения и прочие дефекты. Поэтому о высоком качестве в этом случае речь не идет.
Порошковой проволокой и лентой
Защитная среда для данной технологии не требуется. Рабочая зона защищается за счет компонентов сердечника электрода. Основные достоинства метода заключаются в простоте и высокой маневренности. Можно работать с деталями любой конфигурации, в том числе и сложной геометрической формы: углубления с малым диаметром, выступы, обратные углы и т.д.
Основные достоинства метода заключаются в простоте и высокой маневренности. Можно работать с деталями любой конфигурации, в том числе и сложной геометрической формы: углубления с малым диаметром, выступы, обратные углы и т.д.
Газовая
Считается самым простым, доступным и удобным способом наплавки металлов. Тепло для плавления металлов вырабатывается за счет сжигания газовой смеси в специальной горелке. Для наплавки можно использовать стержни, проволоку или пруток. Они подаются в рабочую зону вручную или посредством механизмов. В качестве флюсов применяются смеси, выполненные на основе буры или борной кислоты. Сам процесс аналогичен электродуговой наплавке.
Наплавление небольших деталей осуществляется без предварительного нагрева. Крупные заготовки перед началом работы следует разогреть до температуры в 500 или больше градусов Цельсия.
В наши дни становится все более популярной становится газопорошковая наплавка. Метод дает возможность реконструировать поверхность деталей сложной конфигурации. При этом толщина слоя при необходимости может составлять 0,1-0,3 мм, а основной металл не разбавляется. В рабочую зону порошок поступает через газокислородное пламя. По ходу движения он нагревается и к поверхности уже доходит в расплавленном состоянии. После остывания образуется наплавленный слой.
При этом толщина слоя при необходимости может составлять 0,1-0,3 мм, а основной металл не разбавляется. В рабочую зону порошок поступает через газокислородное пламя. По ходу движения он нагревается и к поверхности уже доходит в расплавленном состоянии. После остывания образуется наплавленный слой.
Преимущества:
- Основной металл проплавляется на незначительную глубину.
- Технология универсальна.
- Можно наносить очень тонкий слой.
Недостатки:
- Качество наплавляемого слоя нестабильно.
- Плохая производительность.
- Коэффициент использования присадок низкий.
Лазерная
Главным элементом системы является концентрированный пучок энергии – лазерный луч. Вакуумные камеры для эксплуатации оборудования не нужны. Принцип работы построен точно так же, как и у газоплазменных или порошковых плазменных установок. Так же требуется бесперебойная подача присадочного порошкового материала и его соединение с металлом и флюсом. Отличие состоит в способе плавления металлов. Здесь это происходит за счет фокусировки лазерного луча.
Отличие состоит в способе плавления металлов. Здесь это происходит за счет фокусировки лазерного луча.
Основными узлами оборудования являются специальная головка с соплом, внутри которого лазером нагревается поток газа, и порошковый инжектор, подающий в этот поток присадочный материал.
Преимущества:
- Отличное сцепление между основным металлом и наплавом.
- Поверхность детали прогревается на малую глубину. Этот показатель контролируется.
- Можно наносить тонкие слои – до 3 мм.
- Минимальная деформация поверхности деталей.
- Можно нанести слой металла в труднодоступных местах.
- Можно лазерным лучом воздействовать сразу на несколько мест.
Недостатки:
- Невысокая производительность.
- Высокие затраты энергии.
- Оборудование обходится дорого.
Электронно-лучевая
Материалы плавятся в вакууме под воздействием электронного луча. Технология позволяет регулировать нагрев и основного материала, и присадки. Важно подчеркнуть, что осуществляется контроль раздельно, что позволяет избежать смешивания двух расплавов. В качестве присадки можно использовать привычную проволоку или порошок.
Важно подчеркнуть, что осуществляется контроль раздельно, что позволяет избежать смешивания двух расплавов. В качестве присадки можно использовать привычную проволоку или порошок.
Преимущества:
- Небольшая глубина проплавления.
- Можно нанести слой небольшой толщины.
Недостатки:
- Высокая стоимость оборудования.
- Исполнителю требуется биологическая защита.
Электроконтактная
Для выполнения работы требуется специальный аппарат. Наплавление выполняется с использованием проволоки или порошка.
Преимущества:
- Небольшие затраты энергии.
- Высокая производительность труда.
- Защитная среда не нужна.
- Импульс имеет небольшую продолжительность, что минимизирует зону термического воздействия.
Из недостатков нужно подчеркнуть небольшой ассортимент обрабатываемой продукции. технология используется для восстановления штоков, осей, валов и прочих узлов, износ которых не больше 1,5 миллиметра по диаметру.
Взрывом
В основу процесса положена технология сваривания металлов методом взрыва.
Преимущества:
- Можно работать с металлами, сплавить которые в иных условиях невозможно.
- Основной металл на проплавляется.
- Изделия подвергаются незначительной деформации.
Недостатки:
- Требуются специальные полигоны.
- Подготовка занимает много времени.
- Номенклатура обрабатываемых деталей сильно ограничена.
Индукционная
Способ основан на использовании энергии вихревых потоков. На рабочую поверхность заготовки они наводятся посредством высокочастотных полей.
Перед началом процесса на заготовку наносится слой присадки и флюса. После этого на расстоянии над ним устанавливается индуктор. Устройство представляет собой спираль из нескольких витков медной шины или трубки. На них подается напряжение высокой частоты.
Глубина плавления основного металла зависит от частоты индуктора. Зависимость носит обратный характер: чем выше частота, тем меньше глубина плавления металла. Данная технология характеризуется высокой производительностью и малой глубиной нагрева заготовки.
Зависимость носит обратный характер: чем выше частота, тем меньше глубина плавления металла. Данная технология характеризуется высокой производительностью и малой глубиной нагрева заготовки.
Электроискровая
Один из методов электроэрозионной обработки, в основе которого лежит использование кратковременных разрядов. Электрические импульсы воздействуют на поверхность обрабатываемой детали.
Основными узлами установки являются электрод и электромагнитный осциллятор. Наконечник в процессе воздействия электрических разрядов отторгает частички металла. Поскольку электрод подключен к положительному заряду, а деталь – к отрицательному, то металл направляется к поверхности заготовки.
Данный метод подходит для нанесения тонких покрытий – от нескольких микрон до 1,5 мм. Наплав получается очень плотным и мелкопористым. Впоследствии он хорошо удерживает на своей поверхности смазочные материалы.
Главное достоинство технологии заключается в том, что обрабатываемая поверхность практически не нагревается. Как результат структура материала не изменяется, а поверхность заготовки не деформируется.
Как результат структура материала не изменяется, а поверхность заготовки не деформируется.
Наплавка зубьев шестерни
Механизмы шестеренчатых передач используются в самых разных машинах и устройствах. Они испытывают большие механические нагрузки, из-за чего изнашиваются зубья: стают тоньше, короче; выкрашиваются; получают трещины, царапины и другие дефекты. Самым эффективным методом восстановления шестерен является наплавка.
Если шестерня механизма обычного порядка потеряла не больше двух зубов подряд, то она подлежит ремонту. Зубья с дефектами или их остатки удаляют полностью. На освободившемся месте по ширине сверлят два или три отверстия и нарезают в них резьбу. Затем в подготовленные отверстия вкручиваются шпильки так, чтобы они выступали над поверхностью. Затем на шпильки наваривается металл. Наплаву придается форма утерянного зуба.
Для восстановления зубьев шестерен также используются специальные предназначенный для наплавки электроды. Для того, чтобы зуб вышел нужного размера, применяется выполненный из меди шаблон. Готовится он по целым зубьям.
Готовится он по целым зубьям.
Если приходится ремонтировать шестеренку с несколькими дефективными зубьями, то восстанавливается поношенная часть зацепа. С этой целью применяется сплав сормайт. Наплавка выполняется электродуговым (электроды ЦС-1 и ЦС-2) или газовым методом. Для работы подходит постоянный или переменный источник тока обратной полярности. После этого места ремонта шлифуют.
Помимо электродов для наплавки может использоваться сталинит, представляющий собой порошок. Плавится он угольными или стальными стержнями только постоянным током с обратной полярностью. Пластичная смесь наносится на заготовку слоем в 3-4 миллиметра. Флюсом служит бура.
Ремонт зубьев с дефектами длиной от 2,2 до 8,2 миллиметров выполняется отдельно для каждого изношенного зуба. Работа выполняется под флюсом порошковой проволокой. Расплав формируется в форме, сделанной из меди.
Наплавка концов рельс
Развивать большую скорость и при это оставаться безопасным видом транспорта поезда могут только на рельсах, поддерживаемых в хорошем состоянии. Наибольшие нагрузки испытывают стыки. На них приходятся удары колес движущегося состава. Рано или поздно это приводит к деформации рельсов на краях. Стандартным способом восстановления геометрии путепроводов является наплавка.
Наибольшие нагрузки испытывают стыки. На них приходятся удары колес движущегося состава. Рано или поздно это приводит к деформации рельсов на краях. Стандартным способом восстановления геометрии путепроводов является наплавка.
Изначально с рельса болгаркой, зубилом либо иным инструментом снимается отслоившийся и расплющенный металл. После этого концы рельс нагреваются, чтобы процесс прошел быстрее, а металлы лучше соединились. Существует несколько технологий наплавки рельсов.
Ручное дуговое
Выполняется электродами К-2-55, ОЗН-300, ОЗН-350 путем формирования валиков вдоль, поперек или по диагонали торца. Наиболее результативным является второй способ. В среднем ширина валика составляет 2-3 см. точные размеры зависят от диаметра расходника и настроек сварочного аппарата.
Можно наплавлять металл пучком, состоящим из нескольких электродов, расположенных в один ряд. В таком случае производительность труда кратно возрастает. Начинается наплавка с торца рельса. Дуга разжигается с внутренней части. Для этого нужно немного отступить от края и начать формировать валик. Оборвать его нужно за несколько миллиметров от края торца. После этого начинаются работы по заделыванию проемов между валиками с таким расчетом, чтобы перекрывалось примерно 15-20% толщины предыдущего валика. По окончанию наплавки торец шлифуется.
Дуга разжигается с внутренней части. Для этого нужно немного отступить от края и начать формировать валик. Оборвать его нужно за несколько миллиметров от края торца. После этого начинаются работы по заделыванию проемов между валиками с таким расчетом, чтобы перекрывалось примерно 15-20% толщины предыдущего валика. По окончанию наплавки торец шлифуется.
Полуавтоматическое электродуговое
Присадочный материал – порошковая самозащитная проволока. Сравнительно с предыдущим способом полуавтомат обладает важными преимуществами: значительно выше производительность труда и качество наплава. Процесс делится на этапы:
- определение размера дефекта;
- подготовка оборудования и оснастки;
- шлифовка места;
- определение границ выездных работ и установка полуавтомата на рельсы;
- предварительный нагрев места работ;
- наплавление металла;
- окончательная обработка абразивным инструментом.
Если дефект глубокий, то процесс повторяется несколько раз.
Наплавка цилиндров
Восстановление деталей цилиндрической формы выполняется одним из двух приемов.
Электродами с обмазкой
Делается одним из трех способов:
- наложением валиков по длине цилиндра;
- формированием наплава по окружности;
- по винтовой линии.
Метод выбирается в зависимости от условий. К примеру, длинные заготовки обрабатываются первым способом. Поверхность очищают и наносят первый вали. Второй формируется с противоположной стороны. Третий и четвертый делаются накрест и получается, что все они располагаются через равные отрезки. Теперь наплавы очищаются от шлака и последующие валики наносятся рядом с существующими с таким расчетом, чтобы они частично перекрывались друг другом. Важно обратить внимание на то, что каждый последующий валик наносится только после того, как предыдущий очищен от шлака.
Работа вторым методом проводится с деталью, которая непрерывно вращается вокруг собственной оси. Последний способ отлично подходит для механизированной обработки. Деталь вращается непрерывно и равномерно.
Деталь вращается непрерывно и равномерно.
Автоматическая с флюсом
Получается устойчивый к износу слой. Выполняется сварочной или порошковой проволокой. Также можно применить ленточный электрод или порошковую ленту. Наплав формируется по винтовой или образующей линии.
Наплавка плоскостей
Выполняется посредством формирования большого количества валиков. Каждый последующий должен перекрывать предыдущий примерно на 30% его ширины. Шлак удаляется сразу после окончания формирования каждого из валиков.
Самым простым методом является укладка узких валиков на небольшом расстоянии один от другого. Промежутки между ними заполняются в последнюю очередь. Более совершенным способом стала широкослойная наплавка. Формируется за счет небольших колебательных движений кончика электрода.
Когда требуется высокая производительность, то лучше прибегнуть к применению электродной ленты или многоэлектродной наплавки. Наиболее износостойким покрытие получается, если использовать порошковую проволоку и выполнять работу открытой дугой. Кончику расходного материала необходимо придать колебательные движения с нужной амплитудой.
Кончику расходного материала необходимо придать колебательные движения с нужной амплитудой.
Наплавка металлорежущего инструмента
Ремонт штампов и режущего инструмента производится одним из трех способов – сваркой полуавтоматической, автоматической или ручной. В последнем варианте используется электроды марок ЦИ-1М, ЦС-1 или ОЗИ-3(5, 6).
Полученный в результате такой технологии слой обладает отличной сопротивляемостью на истирание. Перед началом работы поверхность заготовки нужно прогреть до температуры 300-700 градусов Цельсия. Наплавка делается за 1-3 прохода, а толщина слоя составляет 2-6 миллиметров.
Наплавка деталей, работающих с большим трением
Узлы, работающие в условиях интенсивной эксплуатации, подвержены быстрому износу. В большинстве своем он связан с трением или частыми ударами. Такие изъяны следует наплавлять такими электродами:
- ОМГ-Н. использовать можно с источником постоянного или переменного тока. Подключение – обратная полярность.
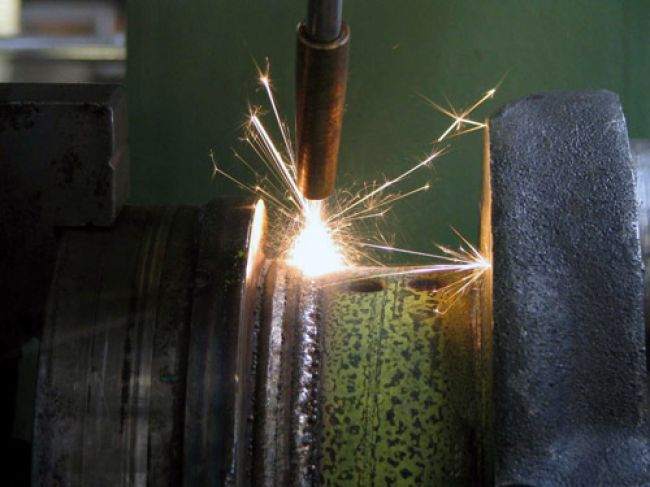
- ЦНИИН-4. Одна из наиболее ходовых марок. Универсальна в применении.
- ОЗН-7Н. Поверхность наплавляется в несколько проходов. Полученный слой устойчив к истиранию и образованию трещин.
- ОЗН-400М. технология отличается высокой производительностью, а наплав – устойчивостью к механическим нагрузкам.
- ОЗН-300М. Хорошие характеристики твердости и механической прочности. работы выполняются на обратной полярности от источника постоянного или переменного тока.
Наплавка узлов, которые не подвергаются ударам, применяются электроды Т-590 и Т-620. Данные расходники специально разработаны для восстановления деталей, работающих в условиях интенсивной эксплуатации. В состав электродов входят добавки, придающие наплаву высокой твердости, которая составляет 62-64 HRC. С другой стороны, наплав отличается хрупкостью и склонностью к образованию трещин. Поэтому электроды нельзя использовать для ремонта деталей, подверженных ударным нагрузкам.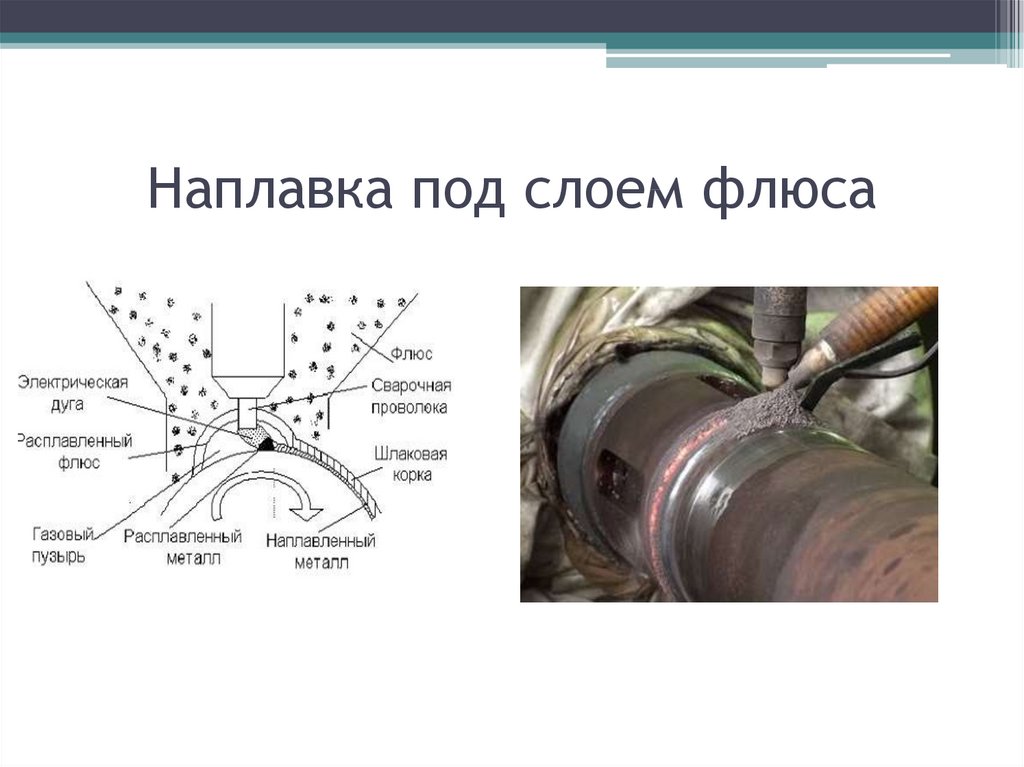 Поверхность обрабатывается в один или два приема.
Поверхность обрабатывается в один или два приема.
Наплавка нержавеющей стали
Наиболее часто детали из нержавеющей стали восстанавливаются наплавкой с использованием электродов ЦН-12М-67 и ЦН-6Л. Их стержень выполнен из нержавеющей высоколегированной проволоки. Полученный слой наплава обладает такими показателями:
- устойчивость к коррозии;
- устойчивость к образованию задиров.
Расходные материалы часто применяются для наплава арматуры. Перед началом работ поверхность деталей следует нагреть до температуры 300-600 градусов Цельсия. Дальнейший режим обработки зависит от типа материалов.
Наплавка чугуна
Для работы с чугуном и его сплавами используются электроды следующих марок:
- ОЗЧ-2. Наплавляются заготовки, сделанные из серого и ковкого чугуна.
- МНЧ-2. Наплав характеризуется высокой плотностью и чистотой состава.
- ОЗЖН-1 и 2. Предназначены для работы по серому и высокопрочному чугуну.
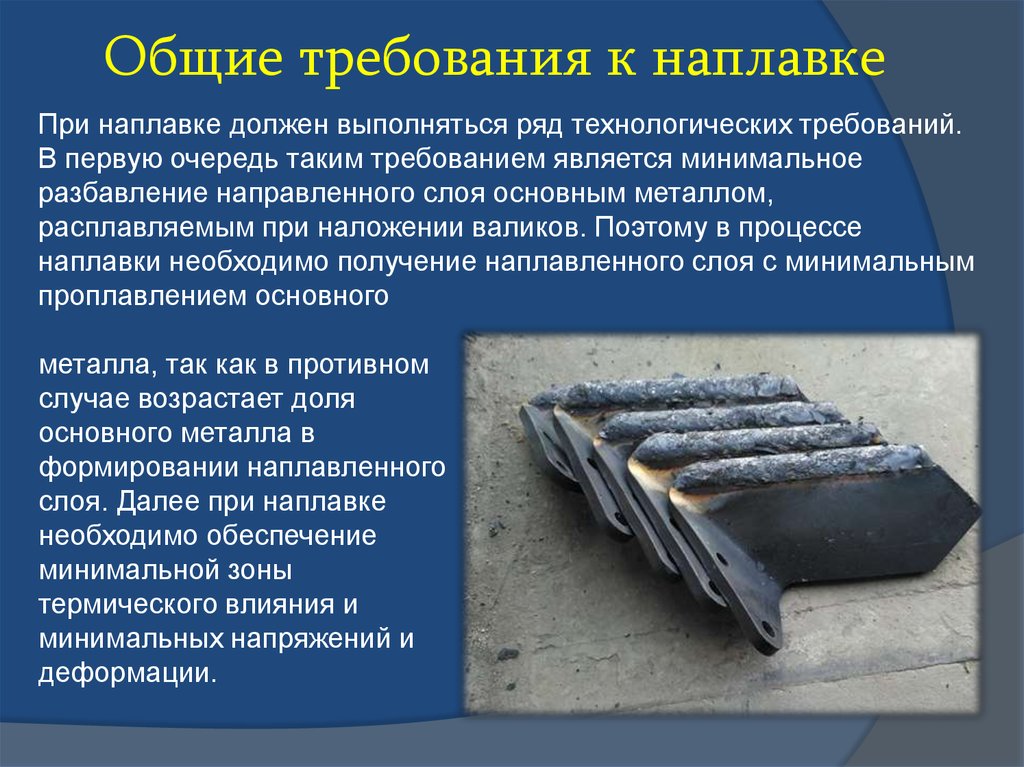
- ЦЧ-4. Расходники отличаются высокими показателями использования: стабильная дуга, простота розжига, небольшое количество брызг.
Есть универсальные марки расходных материалов, которые можно использовать для наплавки деталей из разных марок чугуна, но большинство ориентированы на конкретные виды материала.
Наплавка меди и бронзы
Для работы с технической медью лучше других подходят электроды Комсомолец-100. Можно так же использовать присадочные притки, сопоставимые по составу с основным материалом. Предварительно поверхность детали следует нагреть до температуры 300-500 градусов Цельсия. В случаях, когда для наплава пришлось поднять температуру выше 500 градусов, нанесенный слой необходимо проковать.
Для бронзы больше подходят электроды ОЗБ-2М. они позволяют сформировать слой, устойчивый к износу. Для работы потребуется источник постоянного тока с обратно полярным подключением. Выполнять наплавку следует только в нижнем пространственном положении.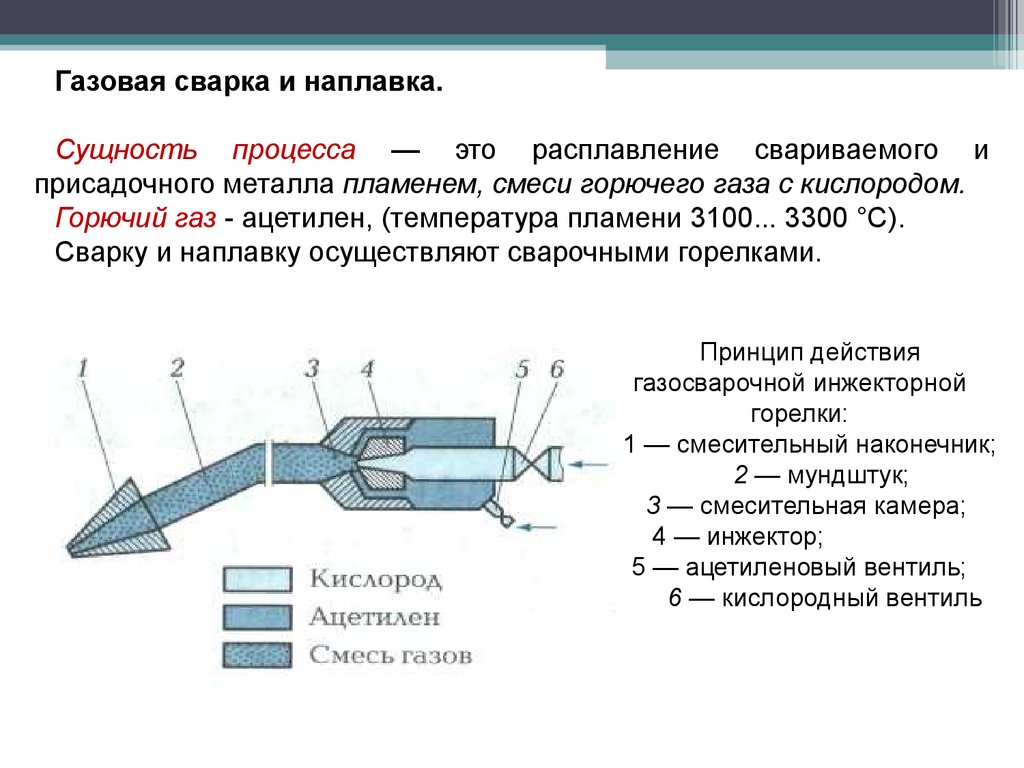
Наплавка алюминия и сплавов
Оптимальным методом является дуговая наплавка. Для выполнения работ используются расходники следующих марок:
- ОЗА-1. Новый слой будет обладать высокой устойчивостью к коррозии.
- ОЗАНА-1. Разрушает защитную пленку из оксида алюминия и помогает стабилизировать рабочий процесс.
Чтобы иметь возможность регулировать структурный состав наплава, нужно использовать электроды порошковые. Они дают возможность специалистам создавать слой наплава, который по своим эксплуатационным показателям будет превосходить основной металл.
Расход материалов
Точный расчет расхода наплавочного материала необходим для определения стоимости готового изделия. Помимо этого, расчет расходных материалов необходим для обеспечения непрерывности рабочего процесса и создания необходимого запаса расходников. Помогут в этом нормативы, составленные для каждого вида работ.
Вес принято рассчитывать на метр сварного шва. Для определения массы наплава следует воспользоваться формулой:
Для определения массы наплава следует воспользоваться формулой:
G = F * y * L.
Здесь: F – площадь сечения в поперечном разрезе;
L – длина шва;
Y – удельный вес металла.
Определение количества электродов тоже относится к числу важных для организации работы параметров. Но вычислять значение нет необходимости. На упаковке каждой марки электродов указывается необходимый вес стержней для наплавки килограмма металла. В среднем показатель варьируется в пределах 1,4-1,8 кг.
Рассчитывать количество электродов для формирования погонного метра шва тоже не нужно. Эту цифру можно взять из ГОСТа, где для каждой формы сварного шва из низколегированной и углеродистой стали указано усредненное значение параметра.
Оборудование
Оборудование, используемое для наплавки металлов, работает по тем же принципам и от таких же источников питания, что и привычная сварка. Отличительной его особенностью является наличие вспомогательной оснастки. Она подачу и распределение присадочных материалов на поверхности наплавляемых деталей.
Другими словами, для наращивания рабочей поверхности узлов применяется сварочное оборудование, укомплектованное дополнительными узлами. Специально изготовленное для наплавки оборудование классифицируется в зависимости от формы наплавляемых элементов: для плоских поверхностей, вращающихся деталей и сложных конфигураций.
Присадочные материалы наносятся как традиционными способами (пруток, проволока, порошок), так и по специальной технологии – центробежное распределение, спиральная укладка и другие. Установки, предназначенные для работы с крупногабаритными заготовками, комплектуются узлами предварительного нагрева поверхности, способными нагревать металлы до температуры 500-700 градусов Цельсия.
На потребительском рынке распространены малогабаритные установки для электроискровой наплавки. Они могут быть использованы в домашней обстановке. Согласно аннотации, с помощью такого оборудования можно наплавлять рабочие поверхности толщиной до нескольких миллиметров. На практике за один проход удается добавить десятую часть миллиметра. Поэтому область применения таких установок сильно ограничена.
Поэтому область применения таких установок сильно ограничена.
Услуги по наплавке
Компании, занятые в области обработки металлов, предлагают услуги по наплавке. В распоряжении они имеют мощные профессиональные установки высокой производительности и опытных сотрудников. Поэтому, если требуется качественный наплав и решить задачу самостоятельно не представляется возможным, то лучше обратиться за помощью к специалистам. В конечном итоге, такое решение экономит и время, и финансы.
Технология наплавки
Сеть профессиональных контактов специалистов сварки
Ручная дуговая наплавка покрытыми электродами.
Эта технология наплавки при меняется наиболее часто благодаря свой универсальности: детали могут быть практически любой формы, находиться в любом пространственном положении.
Легирование наплавленного металла происходит через состав стержня электрода и его покрытие. Минимальная толщина наплавленного слоя 1,5 …2 мм характеризуется значительным проплавлением основного металла, его существенным перемешиванием с электродным (до 50 %), невысокой производительностью: 0,8 …2,5 кг/ч. Наплавленный металл по длине и ширине наплавки имеет нестрого постоянный химический состав, а следовательно, и свойства.
Однако простота применяемого оборудования (обычное сварочное), возможность получения наплавки практически любой системы легирования делают способ весьма распространенным.
Механизированная и автоматическая наплавка под флюсом.
Она выполняется сплошной проволокой, порошковыми проволокой И лентой, имеет большую производительность (до 5 кг/ч), лучшую равномерность по свойствам наплавленного металла по его сечению. Применение порошковых наплавочных материалов существенно повышает диапазон легирования. Особенно расширяется возможность легирования и уменьшается степень перемешивания основного и присадочного материалов благодаря применению специально изготовленной магнитолегирующей шихты.
Данные способы могут использоваться и при наплавке в защитных газах. В этом случае легирование достигается исключительно через присадочную электродную проволоку. При необходимости производить наплавку в три-четыре слоя верхние слои наплавленного металла практически полностью по химическому составу соответствуют составу электродной проволоки.
При применении неплавящегося электрода и присадочной проволоки удается существенно снизить содержание основного металла даже в первом слое наплавки (до 20 %), хотя в этом случае производительность существенно снижается. В целом же способ характеризуется большой проплавляющей способностью и весьма значительными деформациями.
Плазменная наплавка.
Различаются два вида : плазменная технология наплавки струей (изделие находится не под напряжением) и дугой (изделие включается в электрическую цепь источника питания сварочной дуги). При наплавке первым способом получают небольшое проплавление основного металла и поверхностный наплавленный слой почти полностью соответствует по химическому составу присадочной проволоке.
При наплавке с использованием сварочной сжатой дуги между электродом и изделием проплавление основного металла существенно увеличивается. Возрастает и степень перемешивания основного и присадочного металлов.
Достоинствами первого способа являются малое проплавление основного металла, низкий уровень сварочных деформаций. Плазменная наплавка дугой обладает большой производительностью (до 6 кг/ч) и может обеспечить получение за один проход толщины слоя до 6 мм.
Электрошлаковая наплавка.
Электрошлаковая наплавка проводится в вертикальном, горизонтальном или наклонном положении детали с принудительным или свободным формированием наплавленного металла.
Рекомендуется для наплавки больших поверхностей — прокатных валков, зубьев ковшей экскаваторов большой емкости, крупномодульных зубьев шестерен и звездочек, в производстве заготовок для последуюшей прокатки биметаллических листов и др.
Широкое применение электрошлаковая технология наплавки получила при облицовке поверхностей в нефтехимии и атомной промышленности.
Она характеризуется высокой производительностью (до 200 кг/ч), малой долей основного металла в наплавке (до 10 %), хорошим диапазоном (разнообразием) по толщине наплавки (2 …60 мм).
Одним из достоинств электрошлаковой наплавки является возможность формировать в жидком состоянии сечение и форму наплавки. Однако большая погонная энергия вызывает сильный перегрев основного металла, рост зерна в ОШЗ, потерю пластических свойств в ЗТВ.
Лазерная наплавка.
Лазерная технология наплавки нашла применение тремя способами:
- с подачей присадочного порошка в зону лазерного луча с помошью достаточно сложного дозируюшего устройства;
- с оплавлением предварительно нанесенного на поверхность присадочного материала в виде пасты;
- с оплавлением предварительно напыленных поверхностей.
Быстрое (до 2000 оС/с) охлаждение наплавленного металла способствует получению высокотвердых структур в наплавке и поверхности основного металла.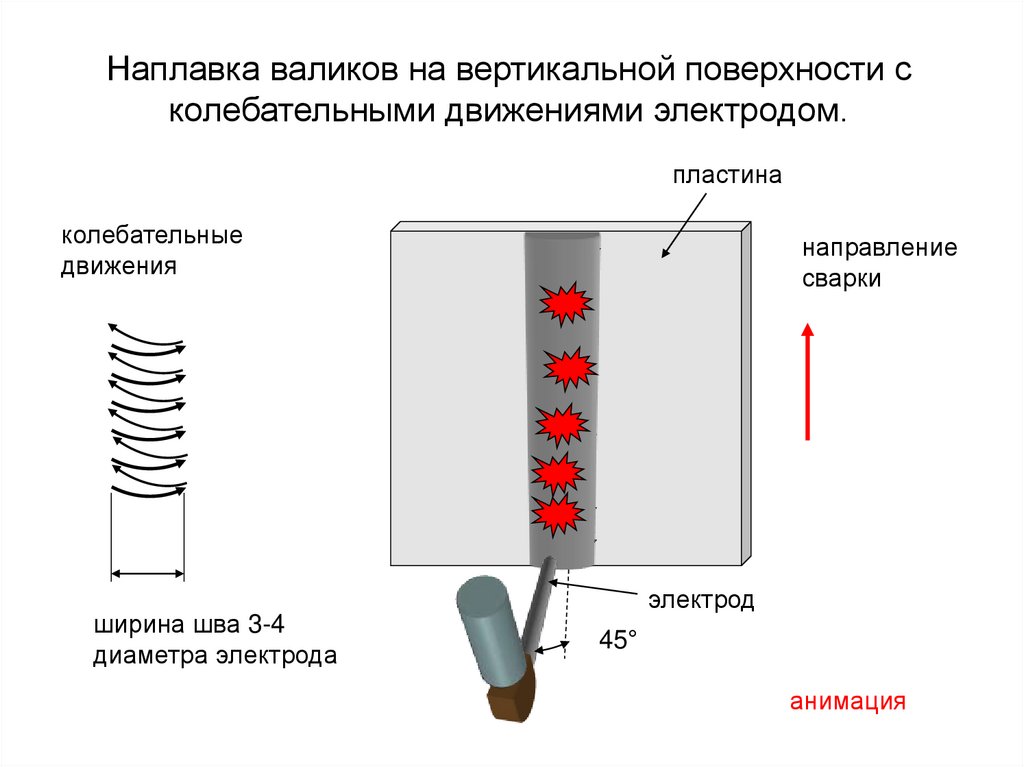 Способ весьма эффективен, хотя и требует специального дорогого оборудования и обученного персонала. Его используют для наплавки лопастей турбин, клапанов, распределительных валов и других деталей ответственного назначения. Он позволяет получать наплавленные поверхности толщиной до 0,1 мм. Производительность при хорошо организованном серийном производстве может достигать до 1 кг/ч при доле основного металла в наплавленном 5… 7 % за счет возможности перераспределения тепловложения.
Способ весьма эффективен, хотя и требует специального дорогого оборудования и обученного персонала. Его используют для наплавки лопастей турбин, клапанов, распределительных валов и других деталей ответственного назначения. Он позволяет получать наплавленные поверхности толщиной до 0,1 мм. Производительность при хорошо организованном серийном производстве может достигать до 1 кг/ч при доле основного металла в наплавленном 5… 7 % за счет возможности перераспределения тепловложения.
Электронно-лучевая наплавка.
Этот вид наплавки выполняют в вакуумных камерах. Достоинством такой технологии наплавки является возможность отдельно распределять мощность луча, идущего на подогрев наплавляемой поверхности и наплавляемого металла. Отсюда — возможность добиваться практически минимального перемешивания основного и наплавочного материалов и только в слоях наплавки, прилегающих к основному материалу (3 … 5 %). Так как наплавка проводится в вакууме, то выгорание из присадочного материала легирующих элементов исключается; в результате появляется возможность легировать наплавляемый металл в любых количествах и сочетаниях. Присадкой служит проволока сплошного сечения или порошковая. Производительность такой технологии наплавки достаточно велика: до 2 кг/ч, толщина наплавки может быть в пределах 0,2 … 3 мм.
Присадкой служит проволока сплошного сечения или порошковая. Производительность такой технологии наплавки достаточно велика: до 2 кг/ч, толщина наплавки может быть в пределах 0,2 … 3 мм.
Недостатками являются сложность и дороговизна оборудования и необходимость квалифицированного персонала и малый КПД установки.
Газовая наплавка.
Такая наплавка — довольно распространенный способ, проводимый на стандартном оборудовании газопламенного поста. В качестве присадки используется проволока сплошного сечения или порошковая. Иногда наплавку выполняют вдуванием порошка в зону пламени. В зависимости от компонентов ее легирования пламя регулируется от восстановительного до окислительного. Это позволяет легко изменять нагрев основного металла и при садки, что может обеспечить в необходимых случаях почти полное отсутствие перемешивания основного и присадочного металлов. Наплавка может проводиться во всех пространственных положениях и на деталях практически любой толщины.
Процесс достаточно энергоемкий, приводит к значительному нагреву основной детали и ее деформациям. Производительность газовой наплавки до 3 кг/ч, толщина наплавленного слоя 0,3 … 3 мм.
Производительность газовой наплавки до 3 кг/ч, толщина наплавленного слоя 0,3 … 3 мм.
Индукционная наплавка.
Это наплавка, проводимая в индукторах. Она подразделяется на два вида в зависимости от состояния присадочного материала. В одном случае твердый присадочный материал помещают на наплавляемую поверхность и направляют в индуктор, где он расплавляется. В другом случае отдельно расплавленный присадочный материал заливают на наплавляемую поверхность, затем в индукторе изделие дополнительно нагревают до полного растекания наплавки.
Иногда в обоих случаях используют дополнительно флюсы, способствующие смачиванию. Одним из требований при индукционной наплавке является необходимость иметь материал подложки с более высокой температурой плавления, чем наплавляемый. КПД процесса невысок, существует опасность перегрева основного металла. Однако можно подобрать такой режим, при котором почти полностью исключается перемешивание основного и присадочного металлов. Производительность такой наплавки может достигать 15 кг/ч при толщине наплавляемого слоя 3. . .4 мм. Процесс становится эффективным в условиях серийного производства и чаще всего применяется в сельскохозяйственном машиностроении.
. .4 мм. Процесс становится эффективным в условиях серийного производства и чаще всего применяется в сельскохозяйственном машиностроении.
Электроконтактная наплавка.
Ее выполняют на несколько модернизированных машинах для контактной сварки путем при варки ленточного или проволочного наплавляемого металла. Толщина наплавки может быть значительной (до 3 мм), однако целесообразно осуществлять наплавку тонких лент в несколько слоев. В этом случае исключается перегрев, и свойства металла сохраняются. 8 последнее десятилетие чаще применяют способ наплавки ленты к изделию с использованием промежуточного порошкообразного подслоя, например из порошков типа ПГ-СР. В этом случае происходит как бы наплавка-напайка.
Степень перемешивания основного металла и наплавленного практически нулевая. Производительность может достигать 2.. .4 кг/ч. Толщина наплавки зависит от числа слоев. При однослойной наплавке рекомендуется ≤1… 1,2 мм в случае использования в качестве присадки ленты.
Плакирование поверхности листов энергией взрыва.
Этот способ применяется для получения больших поверхностей или в крупносерийном производстве. Процесс мало чем отличается от обычной сварки взрывом, используются те же оборудование, камеры, взрывчатые вещества. Полученная в результате сварки взрывом двух или трехслойная заготовка направляется в прокатные станы для получения плакированного листа нужной толщины. Способ характеризуется высокой производительностью, отсутствием перемешивания основного и наплавленного металлов, небольшими деформациями. Практически толщина наплавленного слоя неограниченна. Однако сложность оборудования и ограниченность ассортимента наплавляемого металла являются существенным препятствием для широкого применения способа.
Наплавка трением.
Технология наплавки трением напоминает обычную сварку трением, проводимую при вращении одного прутка или заготовки относительно другой при непрерывном их поджатии друг к другу. Наплавляемый металл как бы намазывается на поверхность другого. При этом наплавленный слой в зависимости от режима процесса может иметь весьма малую толщину (0,2 . .. 0,5 мм).
.. 0,5 мм).
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Технология наплавки, напыления и металлизации
- Технология и техника дуговой и электрошлаковой сварки
- 1. Сварка низкоуглеродистых и низколегированных сталей
- 1.1. Ручная дуговая сварка
- 1.2. Механизированная сварка в среде защитных газов и самозащитной проволокой
- 1.3. Автоматическая сварка под флюсом
- 1.4. Электрошлаковая сварка
- 2. Сварка низколегированных теплоустойчивых сталей
- 3. Сварка среднеуглеродистых и среднелегированных сталей
- 4. Сварка высоколегированных сталей и сплавов
- 5. Сварка разнородных сталей и сплавов
- 6. Технологические особенности сварки труб
- 7. Технология и техника сварки чугуна
- 8. Сварка цветных металлов
- 8.1. Сварка графитовым электродом
- 8.2. Сварка покрытыми электродами
- 8.
 3. Сварка в среде защитных газов вольфрамовым электродом
3. Сварка в среде защитных газов вольфрамовым электродом - 8.4. Сварка в среде защитных газов плавящимся электродом
- 8.5. Сварка под слоем флюса
- 8.6. Электрошлаковая сварка
- 1. Сварка низкоуглеродистых и низколегированных сталей
Наплавку используют, как для восстановления изношенных размеров, так и для создания износостойкого слоя в целях повышения срока службы деталей машин. Она эффективна лишь в случае, если масса наплавленного металла не превышает 3…6 % общей массы детали. Для выполнения наплавки задаются те же самые параметры режима, что и для сварки, но при их назначении следует учитывать некоторые особенности.
- Род тока, полярность. Большая производительность достигается на постоянном токе прямой полярности, более дешевый и доступный процесс — на переменном токе, но для электродов с основным покрытием и основных флюсов, используемых для наплавки легированных сталей и сплавов, требуется только постоянный ток обратной полярности. При этом уменьшается производительность и увеличивается доля участия основного металла в наплавленном слое, а это вынуждает увеличивать количество слоев.
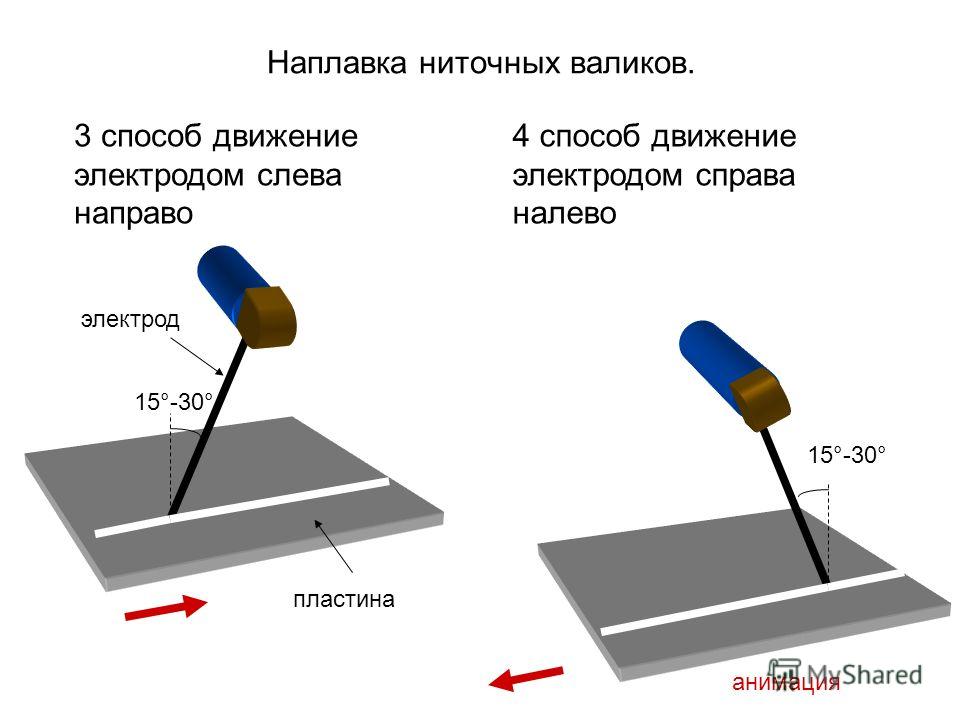
- Диаметр электрода. Его увеличение повышает производительность, уменьшает долю участия основного металла, иногда наплавку ведут, например, небольшими электродами малого диаметра, собранными в «пучок».
- Сварочный ток. Его увеличение повышает производительность, но и увеличивает глубину проплавления основного металла.
- Напряжение на дуге. Увеличение этого параметра уменьшает долю участия основного металла, но появляется угроза выгорания легирующих элементов, особенно высокоактивных в дуговом промежутке.
- Скорость сварки. При ее увеличении ухудшается формирование шва и наплавленной поверхности.
- Смещение электрода с зенита. Важный параметр при наплавке цилиндрических поверхностей осуществляется в сторону, противоположную направлению вращения, обеспечивает надежное удержание сварочной ванны и формирование наплавленного валика.
- Шаг наплавки и величина перекрытия валика. Обеспечивают заданную высоту наплавленного слоя и степень однородности химического состава наплавленного металла.
 Поэтому необходимо, чтобы параметры режима и техника наплавки обеспечивали наименьшее проплавление основного металла, максимальное сохранение легирующих элементов, хорошее формирование наплавленной поверхности, минимальные припуски для дальнейшей механической обработки детали.
Поэтому необходимо, чтобы параметры режима и техника наплавки обеспечивали наименьшее проплавление основного металла, максимальное сохранение легирующих элементов, хорошее формирование наплавленной поверхности, минимальные припуски для дальнейшей механической обработки детали.
Рациональный способ легирования наплавленного слоя и технология наплавки зависят от условий эксплуатации деталей, их размеров и конфигурации, допустимого износа и его характера, наличия необходимых материалов и оборудования и т.д. Наиболее распространенным, особенно в монтажных, полевых условиях или при небольших объемах наплавочных работ, является ручная дуговая наплавка с использованием покрытых электродов, как общего назначения (см. табл. 7…2.11), так и специальных (табл. 14). Производительность процесса — 0,3…2,0 кг/ч.
Ручная дуговая наплавка графитовым электродом порошками и их смесями выполняется на постоянном токе прямой полярности на режиме:
dэ = 10…15 мм,
Iсв = 180…210 A,
Uд = 27…30 В.
Толщина слоя порошка 7…9 мм, а толщина наплавленного слоя 2…3 мм.
Производительность процесса 1…1,5 кг/ч.
При наплавке высоколегированных сплавов вольфрамовым электродом в аргоне используют литые прутки (см. табл. 12). Производительность процесса 0,3…0,8 кг/ч.
Гранулированные порошки и их смеси можно использовать и для индукционной наплавки, особенно при ремонте и изготовлении органов землеройных машин и сельскохозяйственной техники. Производительность процесса высока (9…10 кг/ч).
Для стационарных, цеховых условий, при больших объемах наплавочных работ используют механизированные способы наплавки материалами, приведенными в гл. 5.
Параметры режима наплавки приведены в табл. 116, 117.
Таблица 116. Параметры режима механизированной дуговой наплавки цилиндрических поверхностей небольшого диаметра
| Диаметр детали, мм | sнап.сл, мм | dэ, мм | Смещение проволоки с зенита, мм | Iсв, А | U, В | vн, м/ч |
| Наплавка под флюсом | ||||||
| 40…70 | 1,5…2,5 | 1,2…2,5 | 3…8 | 120…210 | 26…28 | 16…24 |
| 70…100 | 1,5…2,5 | 1,2…2,5 | 8…15 | 160…270 | 28…30 | 16…30 |
| 150…200 | 2…3 | 1,2…2,5 | 20…30 | 230…350 | 30…32 | 16…32 |
| 200…300 | 2…3 | 1,2…2,5 | 30…40 | 270…380 | 30…32 | 16…35 |
| Наплавка в углекислом газе | ||||||
| 10…15 | 0,8 | 0,8 | 2 | 70…80 | 17…18 | 20…25 |
| 20…25 | 0,8…1 | 0,8 | 3,5 | 85…90 | 17…18 | 20…25 |
| 30…40 | 1 | 0,8 | 5…8 | 85…90 | 17…18 | 20…25 |
| 30…40 | 1…1,2 | 1 | 5…10 | 95…100 | 17…18 | 20…30 |
| Вибродуговая наплавка | ||||||
| Внутренний не менее 50 | 0,5…1 | 1,6 | — | 140…160 | 15…17 | 31…32 |
| Наружный не менее 15 | 1…1,5 | 1,8 | — | 160…180 | 15…17 | 31…32 |
Таблица 117. Параметры режима автоматической наплавки под флюсом
Параметры режима автоматической наплавки под флюсом
| Электродный материал | dэ (для ленты — размер), мм | Iсв, А | U, В | vн, м/ч |
| Цельнотянутая проволока | 2,0 | 300…400 | 28…34 | 15…60 |
| 3,0 4,0 | 300…600 400…800 | 30…36 34…40 | ||
| 5,0 | 500…1000 | 36…45 | ||
| Порошковая проволока | 2,6 | 260…320 | 24…26 | 12…18 |
| 2,8 | 260…340 | 20…26 | 16…30 | |
| 3,0 | 280…350 | 22…26 | 15…25 | |
| 3,6 | 320…400 | 28…36 | 15…30 | |
| 4,0 | 330…480 | 30…36 | 25…40 | |
| 5,0 | 480…560 | 30…36 | 20…28 | |
| 6,0 | 580…670 | 30…36 | 20…28 | |
| Плющенка | 2,5×6 | 400…600 | 25…34 | 12…25 |
| Холоднокатаная лента | 30×0,5 | 520…560 | 32…34 | 10…14 |
| 40×0,7 | 550…650 | 32…34 | ||
| 50×0,7 | 650…750 | 34…36 | ||
| 60×0,5 | 850…620 | 32…34 | ||
| 65×0,7 | 950…1050 | 36…38 | ||
| 80×0,7 | 980…1200 | 34…36 | ||
| 100×0,7 | 1250…1350 | 38…40 | ||
| Порошковая лента | 14×4 | 700…1000 | 32…36 | 15…30 |
| 20×4 | 600…1000 | 28…36 | 15…40 | |
| 45×3 | 900…1050 | 34…36 | 15…20 | |
| Спеченная лента | 30×0,8…1,2 | 360…600 | 28…32 | 15…30 |
| 60×0,8…1,2 | 720…900 | 28…32 | ||
| 80×0,8…1,2 | 880…1200 | 28…32 |
Производительность способов наплавки составляет: плавящимся электродом в защитных газах и самозащитной проволокой 1,5…6 кг/ч, автоматической под флюсом и проволокой 3…8 кг/ч, проволокой с порошком 13…25 кг/ч, лентой 5…20 кг/ч. При этом следует иметь в виду, что использование самозащитной порошковой проволоки позволяет выполнять наплавку в полевых условиях часто без демонтажа изношенной детали с механизма, что значительно ускоряет и удешевляет проведение ремонтных работ. Наиболее производительным способом, позволяющим за один раз наплавлять слой толщиной 30…40 мм, является электрошлаковая наплавка, однако она требует сложных устройств и высокой квалификации оператора-наплавщика. Производительность составляет 15…30 кг/ч, а в отдельных случаях может достигать 120…150 кг/ч.
При этом следует иметь в виду, что использование самозащитной порошковой проволоки позволяет выполнять наплавку в полевых условиях часто без демонтажа изношенной детали с механизма, что значительно ускоряет и удешевляет проведение ремонтных работ. Наиболее производительным способом, позволяющим за один раз наплавлять слой толщиной 30…40 мм, является электрошлаковая наплавка, однако она требует сложных устройств и высокой квалификации оператора-наплавщика. Производительность составляет 15…30 кг/ч, а в отдельных случаях может достигать 120…150 кг/ч.
В некоторых случаях возникает необходимость в нанесении слоя покрытия небольшой толщины, что достигается использованием способов дуговой металлизации и плазменного напыления. Последнее может выполняться с использованием порошков и проволок, причем эта технология является наиболее эффективной с энергетической точки зрения (табл. 118).
Таблица 118. Сравнительная характеристика некоторых электротермических способов нанесения покрытий
| Показатель | Электродуговая наплавка | Плазменная металлизация | ||
| порошком | проволокой | |||
| нейтральной | токоведущей | |||
| КПД нагрева материала, % | 20…40 | 2…4 | 3…5 | 8…10 |
| Коэффициент использования материала, % | 70…80 | 20…60 | 50…75 | 50…75 |
| Производительность, кг/ч | 3…4 | 4…6 | 6…8 | 8…10 |
| Энергозатраты по нанесению 1 кг покрытия, 104 Дж | 7…8 | 12…14 | 10…12 | 4…5 |
Технология плазменного напыления состоит из нескольких последовательных операций: подготовки порошков (сушка, просеивание и охлаждение — все это за 2—3 ч до напыления), подготовка поверхности (обезжиривание, травление, пескоструйная, дробеструйная, механическая обработка, подогрев), нанесение покрытия на режимах, приведенных в табл.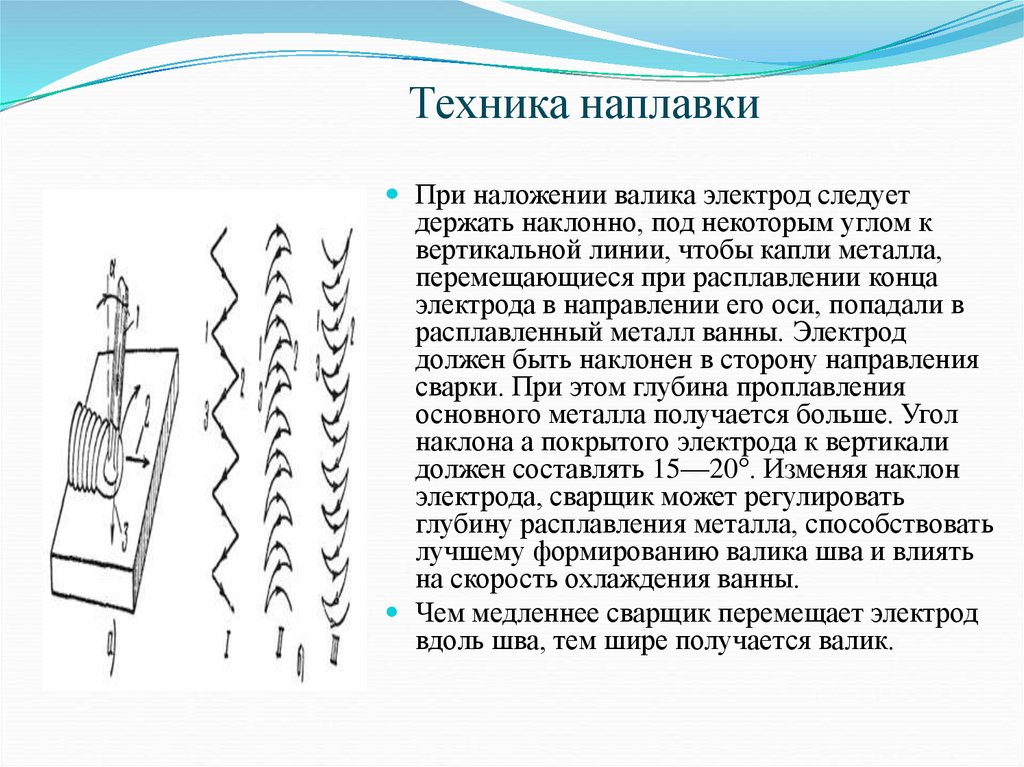 119. За один проход плазмотрона наносится слой толщиной 15…100 мкм. При нанесении самофлюсующихся порошков для повышения прочности сцепления и снижения пористости проводят оплавление покрытий (газовым пламенем, плазмотроном, в печи, ТВЧ и в соляных ваннах). Общим правилом при плазменной наплавке и напылении является предварительный подогрев деталей до температуры 450…600 oС в зависимости от их размеров и формы: после напыления они загружаются в печь с температурой 550…650 oС, которая потом поднимается до 700…750 oС; детали выдерживаются на протяжении 2…3 ч и медленно охлаждаются с печью.
119. За один проход плазмотрона наносится слой толщиной 15…100 мкм. При нанесении самофлюсующихся порошков для повышения прочности сцепления и снижения пористости проводят оплавление покрытий (газовым пламенем, плазмотроном, в печи, ТВЧ и в соляных ваннах). Общим правилом при плазменной наплавке и напылении является предварительный подогрев деталей до температуры 450…600 oС в зависимости от их размеров и формы: после напыления они загружаются в печь с температурой 550…650 oС, которая потом поднимается до 700…750 oС; детали выдерживаются на протяжении 2…3 ч и медленно охлаждаются с печью.
Таблица 119. Параметры режима нанесения материалов плазменным напылением
| Напыляемый материал | I, А | U, В | Qг (рабочего), м3/ч | Qг (транспортирующего), м3/ч | Размер частиц порошка, мкм | Дистанция напыления, мм |
| Сталь | 180 | 70 | 1,8 (Ar) | 0,25 | * | 140 |
| Серебро | 250 | 35 | 1,8 (Ar) | 0,20 | 63…80 | 100 |
| Медь | 300 | 35 | 1,8 (Ar) | 0,24 | 63…80 | 150 |
| Бронза | 300 | 28 | 1,8 (Ar) | 0,24 | 63…80 | 150 |
| Хром | 350 | 30 | 2,2 | 0,33 | 40…80 | 120 |
| Никель | 380 | 29 | 1,8 | 0,27 | 40…100 | 120 |
| Латунь | 150 | 28 | 1,8 (Ar) | 0,24 | 63…80 | 150 |
| Нихром | 300 | 29 | 1,8 | 0,27 | 40…100 | 120 |
| Борид хрома | 400 | 28 | 1,8 | 0,33 | 40…63 | 120 |
| Борид ниобия | 260 | 80 | 2,2 | 0,36 | 20…63 | 90 |
| Борид титана | 400 | 27 | 1,8 | 0,36 | 40…63 | 75 |
| Борид циркония | 450 | 27 | 1,6 | 0,30 | 63…80 | 100 |
| Оксид титана | 450 | 27 | 2,2 | 0,30 | 40…63 | 100 |
| Оксид тантала | 260 | 80 | 2,2 | 0,36 | 20…63 | 75 |
| Оксид алюминия, кремния | 400 | 35 | 2,1 | 0,27 | 63…80 | 110 |
| Оксид циркония | 400 | 32 | 2,4 | 0,36 | 40…80 | 100 |
| Силицид молибдена | 400 | 26 | 1,3 | 0,30 | 40…80 | 100 |
| Карбид хрома | 250 | 29 | 2,2 | 0,33 | 40…63 | 90 |
| Самофлюсующиеся сплавы | 350 | 30 | 2,2 | 0,36 | 40…120 | 150…180 |
* Напыление проволокой диаметром 1,6 мм.
Примечание. Неуказанный рабочий газ — азот или воздух
Просмотров:
332
Технология наплавки. Сварка
Технология наплавки
Процесс наплавки начинается с тщательной очистки детали от грязи, масла, краски. Рекомендуется обжигать поверхности, подлежащие наплавке газовыми горелками. Применяют также промывку горячим раствором щелочи с последующей промывкой горячей водой, очистку стальной щеткой.
Для предупреждения больших внутренних напряжений и образования трещин часто наплавляемые детали подогревают до температуры, зависящей от основного и наплавляемого металлов. Приемы и режимы наплавки зависят от формы и размеров деталей, толщины и состава наплавляемого слоя.
Большое значение для качества и формирования наплавляемого слоя имеет доля основного и присадочного металла. Влияние основного металла на качество наплавляемого слоя пропорционально доле участия его в образовании слоя. Эта доля зависит не только от способа наплавки, но особенно от режима наплавки. Например, при наплавке под флюсом влияние режима на качество наплавляемого слоя больше, чем при ручной наплавке покрытыми электродами, что объясняется большим проплавлением основного металла.
Например, при наплавке под флюсом влияние режима на качество наплавляемого слоя больше, чем при ручной наплавке покрытыми электродами, что объясняется большим проплавлением основного металла.
Преимуществом наплавки порошковой проволокой (или лентой) является меньшая плотность тока, что обеспечивает меньшую глубину проплавления основного металла и, как следствие, меньшее перемешивание его с наплавляемым металлом. При нанесении слоя в виде отдельных валиков должно быть обеспечено оптимальное перекрытие валиков при ручной наплавке на 0,30–0,35 ширины, а при механизированной – на 0,4–0,5 ширины валика.
Таблица 29
Наиболее распространенные типы и марки электродов для наплавки и основные области их применения
Ручную дуговую наплавку производят электродами с диаметром стержня 4–5 мм. Сварочный ток составляет 160–250 А. Напряжение дуги – 22–26 В. Наплавку производят короткой дугой постоянным током обратной полярности. При наплавке перегрев наплавленного слоя не допускается.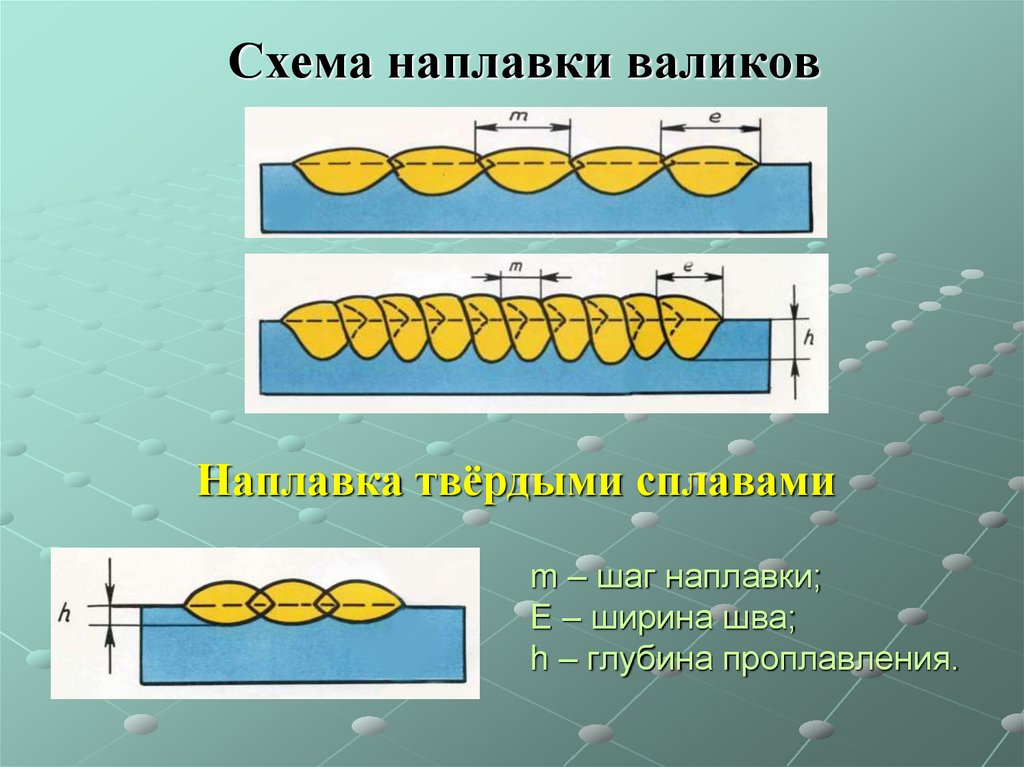 Для этого слой наплавляют отдельными валиками с полным последовательным охлаждением каждого валика.
Для этого слой наплавляют отдельными валиками с полным последовательным охлаждением каждого валика.
Зернистые порошковые смеси наплавляют с помощью угольного электрода. На подготовленную поверхность насыпают тонкий слой флюса – прокаленной буры (0,2–0,3 мм) и слой порошковой смеси толщиной 3–7 мм и шириной не более 50 мм. При большей ширине наплавляют несколько полос (рис. 96). Слой разравнивают и слегка уплотняют гладилкой. Наплавку производят плавными поперечными движениями угольного электрода вдоль наплавляемой поверхности. Скорость перемещения должна обеспечивать сплавление наплавляемого сплава с основным металлом. Ток постоянный прямой полярности. При диаметре электрода 10–16 мм сварочный ток составляет 200–250 А, напряжение дуги 24–28 В. Длину дуги поддерживают в пределах 4–8 мм.
Механизированная наплавка выполняется наплавочной проволокой сплошного сечения диаметром 2–5 мм сварочным током 200–1000 А при напряжении дуги 28–45 В. При наплавке порошковой проволокой диаметром 2–3,6 мм применяют сварочные токи 150–400 А (напряжение дуги 22–32 В). Большие технические возможности и высокая производительность наплавки под флюсом позволяют применять ее при самых различных наплавочных работах. Восстановление и упрочнение плоских поверхностей производят наплавкой проволокой или лентой под флюсом. Наплавку цилиндрических поверхностей выполняют винтовой линией или кольцевыми валиками. Поверхности диаметром более 400 мм рекомендуется наплавлять электродной лентой или пользоваться многоэлектродной установкой. Учитывая, что автоматическая однодуговая наплавка под флюсом характеризуется относительно более глубоким проплавлением основного металла, рекомендуется применение двухдуговой наплавки проволокой диаметром 1,6–2,0 мм.
Большие технические возможности и высокая производительность наплавки под флюсом позволяют применять ее при самых различных наплавочных работах. Восстановление и упрочнение плоских поверхностей производят наплавкой проволокой или лентой под флюсом. Наплавку цилиндрических поверхностей выполняют винтовой линией или кольцевыми валиками. Поверхности диаметром более 400 мм рекомендуется наплавлять электродной лентой или пользоваться многоэлектродной установкой. Учитывая, что автоматическая однодуговая наплавка под флюсом характеризуется относительно более глубоким проплавлением основного металла, рекомендуется применение двухдуговой наплавки проволокой диаметром 1,6–2,0 мм.
Хорошие результаты дает наплавка под флюсом ленточным электродом, при котором коэффициент плавления выше на 25–30 %, а глубина проплавления и доля основного металла в наплавленном слое уменьшается почти вдвое. Плотность тока составляет 20–40 А/мм2, а напряжение – 28–34 В. При наплавке поверхностей сложной конфигурации важное значение имеет возможность наблюдения за процессом наплавки.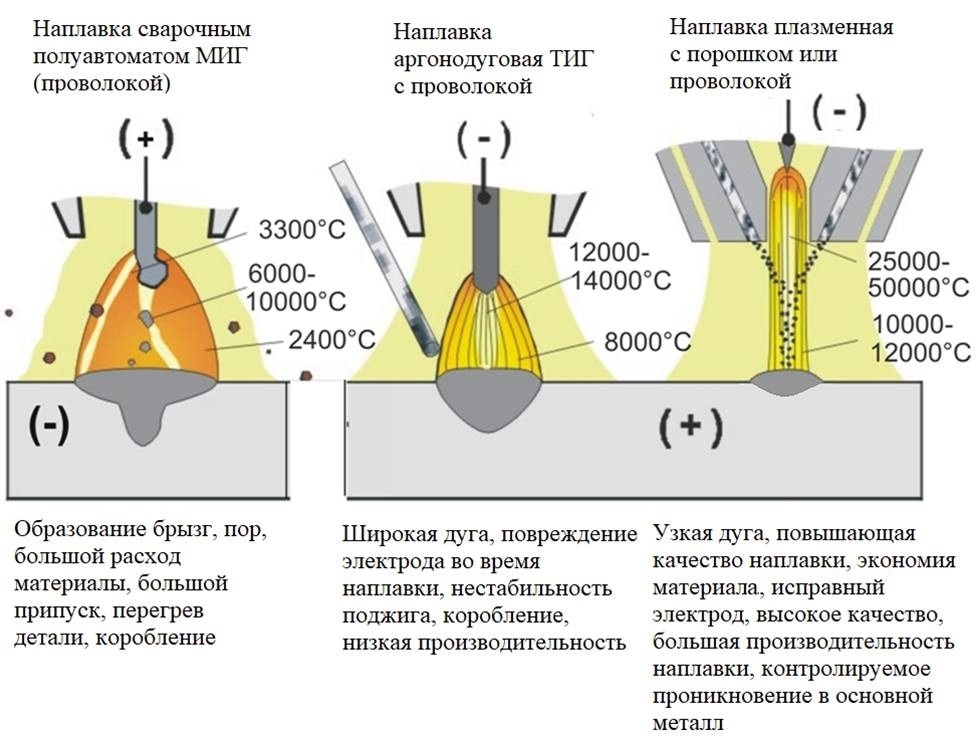 В этих случаях рекомендуется производить наплавку в защитном газе или самозащитной проволокой открытой дугой. Цилиндрические поверхности малого диаметра целесообразно наплавлять вибродуговой установкой.
В этих случаях рекомендуется производить наплавку в защитном газе или самозащитной проволокой открытой дугой. Цилиндрические поверхности малого диаметра целесообразно наплавлять вибродуговой установкой.
Если детали подлежат механической обработке, при наплавке надо стремиться к получению ровной поверхности и к минимальному припуску на обработку.
Твердость наплавленного слоя может быть снижена отжигом, а после механической обработки повышена путем закалки и последующего отпуска.
Рис. 96. Схема наплавки:
hu – величина износа; hнер – высота неровностей; hн – высота наплавленного слоя
Данный текст является ознакомительным фрагментом.
7.21 Технология дрессировки
7.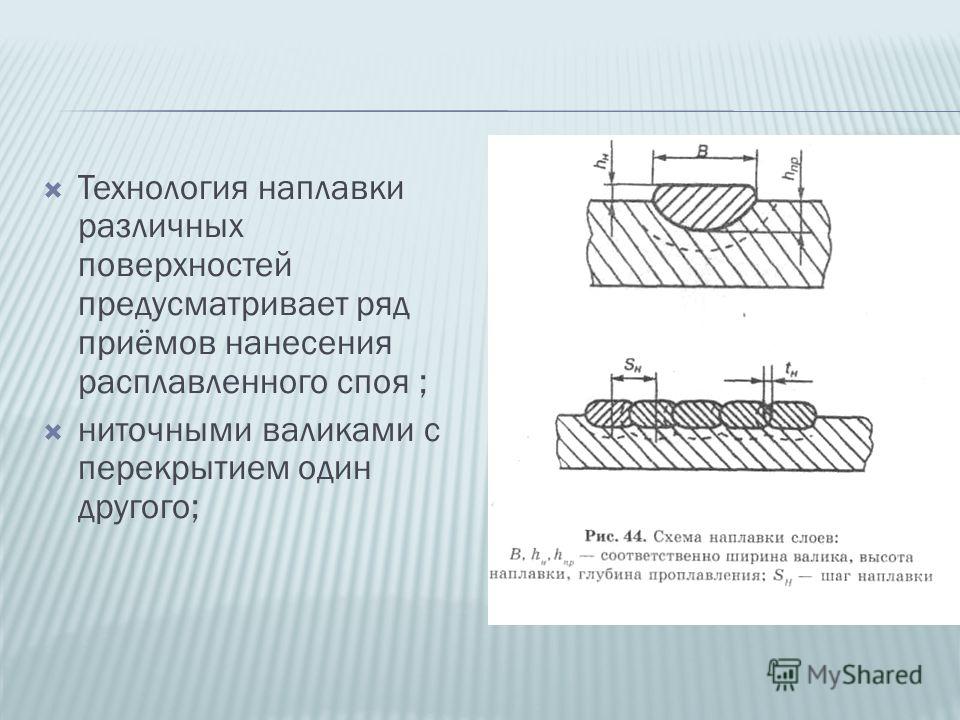 21 Технология дрессировки
21 Технология дрессировки
Жена учит собаку стоять на задних лапах, а муж комментирует:
– Дорогая, все равно ты успеха не добьешься.
– Ничего. Ты тоже вначале не слушался.
Анекдот
Женщины обычно дрессируют мужчину по следующей стандартной схеме. Создается на пустом месте
Образовательная технология
Образовательная технология
концептуальное единство целей, содержания и методов обучения и развития обучающихся, включая их социализацию и индивидуализацию.Образовательная технология предполагает систему взаимодействия педагога и учащихся в образовательном
Педагогическая технология
Педагогическая технология
(в определении ЮНЕСКО) системный метод создания, применения и определения всего процесса преподавания и усвоения знаний с учетом технических и человеческих ресурсов и их взаимодействия, ставящий своей задачей оптимизацию форм образования.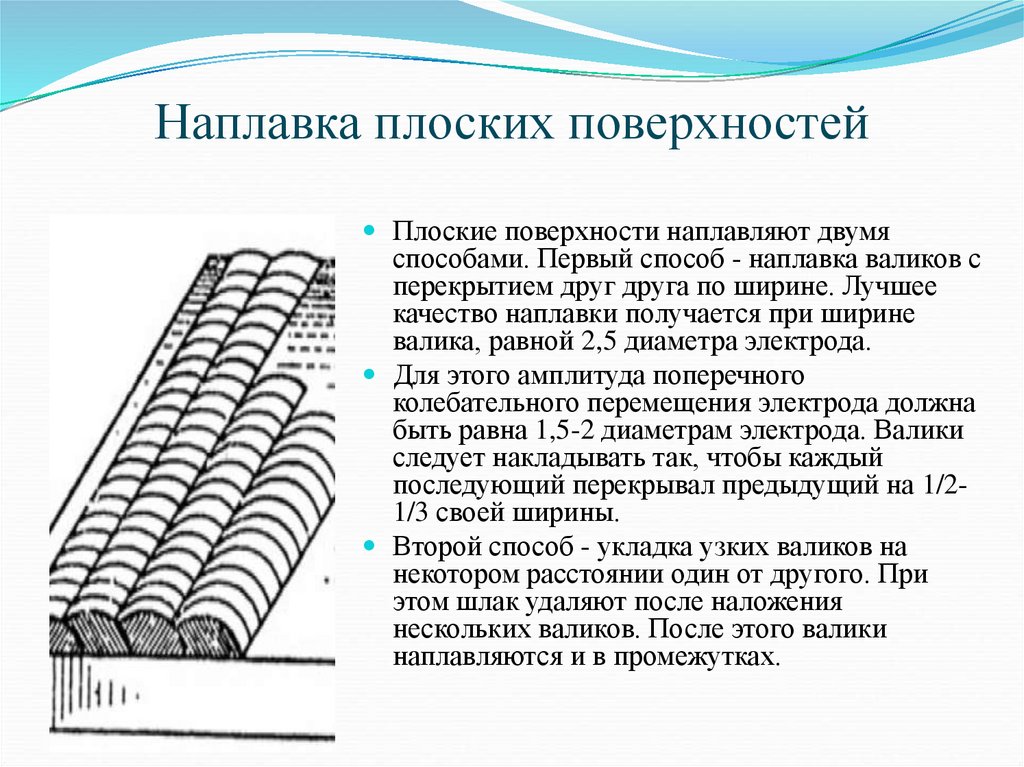 По
По
Технология сбора
Технология сбора
Собирать урожай нужно правильно, и для каждой культуры существует своя технология сбора.Грамотная уборка урожая не менее важна, чем посадка и возделывание. Правильно собранный урожай сохраняет свои полезные качества, дольше хранится.По методам сбора
Технология обрезки
Технология обрезки
Есть несколько способов обрезки:1) «на почку»,2) «на кольцо»,3) удаление веток тремя пропилами.Обычно молодые побеги удаляют способом «на почку», что позволяет не задевать хорошо развитую здоровую почку. Срез начинают на уровне основания почки и
Техника. Технология
Техника. Технология
См. также «Автоматизация», «Атомная энергия», «Открытия. Изобретения», «Цивилизация и прогресс»
То, что сегодня наука, — завтра техника.
Эдвард Теллер
Техника техникой, но лифт ломается чаще, чем лестница.
Станислав Ежи Лец
Стиральные машины ломаются
Технология и разум
Технология и разум
Иногда мы используем свое воображение не только для проверки вероятных сценариев поведения в будущем. Иногда мы воображаем себе невероятное. Мы представляем, что дышим под водой или ходим по Луне, а потом отталкиваемся от этой идеи и воплощаем ее в
Радиолюбительская Технология
Радиолюбительская Технология
Ремонт переключателя П2КМалышев С.1981, № 3, с. 26. Восстановление обломанного выводаЖуравлев И.1981, № 3, с. 27.У конденсаторов ЭМ, К50-3 и К50-12. Акустическое экранирование динамических головокЗвуковоспроизведениеЖуренков А.1981, № 4, с. 56. Оформление
Краткое руководство по наплавке: часть 1
Извините. ..
..
Для этого сайта требуется браузер с поддержкой JavaScript.
—
21 сентября 2012 г.
https://www.fwi.co.uk
—
21 марта 2018 г.
Это первая часть из двух частей, в которой Мик Эндрюс из ЭСАБ знакомит Эндрю Пирса с тонкостями наплавки, пробивки и строжки. Звучит болезненно…
- Наплавка
- Сварщики
- Стержни
- Буферизация
- Предварительный нагрев
- Техника
- Установить
- Оповещения
Наплавка — это что-то вроде тайны. Это как объезжать ферму туманным утром — все знакомые ориентиры есть, но какие-то другие, и не обязательно уверен, что перед тобой прибыльное дело.
Тем не менее, это ясно. Наплавка — это нанесение износостойкого и (возможно) ударопрочного металла на новые или изношенные механические детали или детали, контактирующие с почвой, с целью продления срока службы.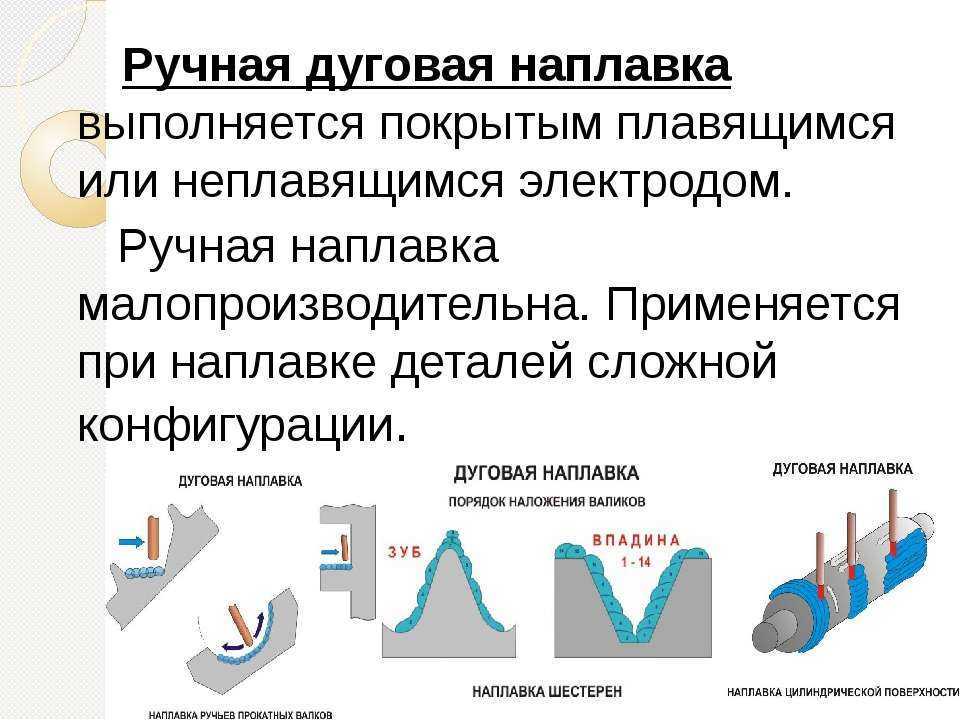
Толстое покрытие стержня содержит металлический порошок, поэтому на расходные материалы для наплавки наносится больше материала, чем можно предположить только по диаметру сердечника. То есть процент восстановления более 100%.
В следующий раз: Схемы плетения для наплавки и обзор электродов для строжки и прокалывания – полезные вещи, которые можно взять с собой в поле.
Дополнительные советы по сварке
Скорость и простота сварки MIG/MAG говорят о том, что это правильный путь. Но наплавка с помощью MIG означает использование порошковых проволок, и для получения необходимого прожига и сплавления с ними требуется больший ток, чем могут обеспечить однофазные установки.
Таким образом, для большинства ферм обязательным оружием является набор ручных металлических дуг (ММА). В зависимости от того, какие удилища вы выберете, даже они могут быть не на высоте, как объясняет Get set .
Совпадение электрода и работы возвращает нас в туман. В большинстве случаев ремонт и изготовление связаны с мягкими или низколегированными сталями, поэтому вы можете вполне счастливо работать с универсальными стержнями; их щадящий состав справляется с поверхностными загрязнениями и незначительными изменениями состава металла.
В большинстве случаев ремонт и изготовление связаны с мягкими или низколегированными сталями, поэтому вы можете вполне счастливо работать с универсальными стержнями; их щадящий состав справляется с поверхностными загрязнениями и незначительными изменениями состава металла.
Но износостойкие детали сделаны из более прочного материала. В мастерской невозможно понять их состав, поэтому ремонтник не может правильно подобрать электрод и материал так, как это может сделать промышленность.
Неправильный стержень и/или неправильная техника могут привести к отслаиванию дорогого твердого покрытия и, возможно, даже к растрескиванию всей детали – хотя при некоторой осторожности этого не произойдет. Чтобы убедиться, что это не так, вот краткая информация о выборе электродов и уходе за ними, настройке установки, предварительной и последующей термообработке и технике сварки.
Во-первых, примите к сведению два предупреждения – см. Предупреждения.
Выбор стержней и уход за ними
Стержни для наплавки могут быть выполнены в виде трубки, наполненной флюсом и металлическим порошком, или в виде обычного стержня с покрытием. ЭСАБ предлагает последнее.
ЭСАБ предлагает последнее.
Четыре электрода ЭСАБ удовлетворяют потребности сельского хозяйства:
1. ОК 83.28 — низколегированный стержень, предназначенный для наплавки деталей, находящихся в контакте металл-металл: шестерни, звездочки, забивные муфты и т. д. Твердость 30 HRC, обрабатываемость хорошая. Мин. OCV 70 В, работа от переменного или постоянного тока+.
2. ОК 83.50 – низколегированный высокоуглеродистый электрод для ремонта и изнашивания деталей. Работает от небольших комплектов с низким напряжением холостого хода. Устойчив к истиранию и ударам. Твердость 50-60 IRC; можно только шлифовать, а не обрабатывать. Мин. OCV 45 В, работа от переменного или постоянного тока +
3. ОК 84.78 содержит карбиды хрома и предназначен только для наплавки. Идеально подходит для очень абразивных почв или коррозионных условий. Высокое извлечение – выбрасывает много металла для данного диаметра стержня. Твердость 59-63 HRC, поэтому можно только шлифовать. Мин. OCV 50, работа AC или DC+.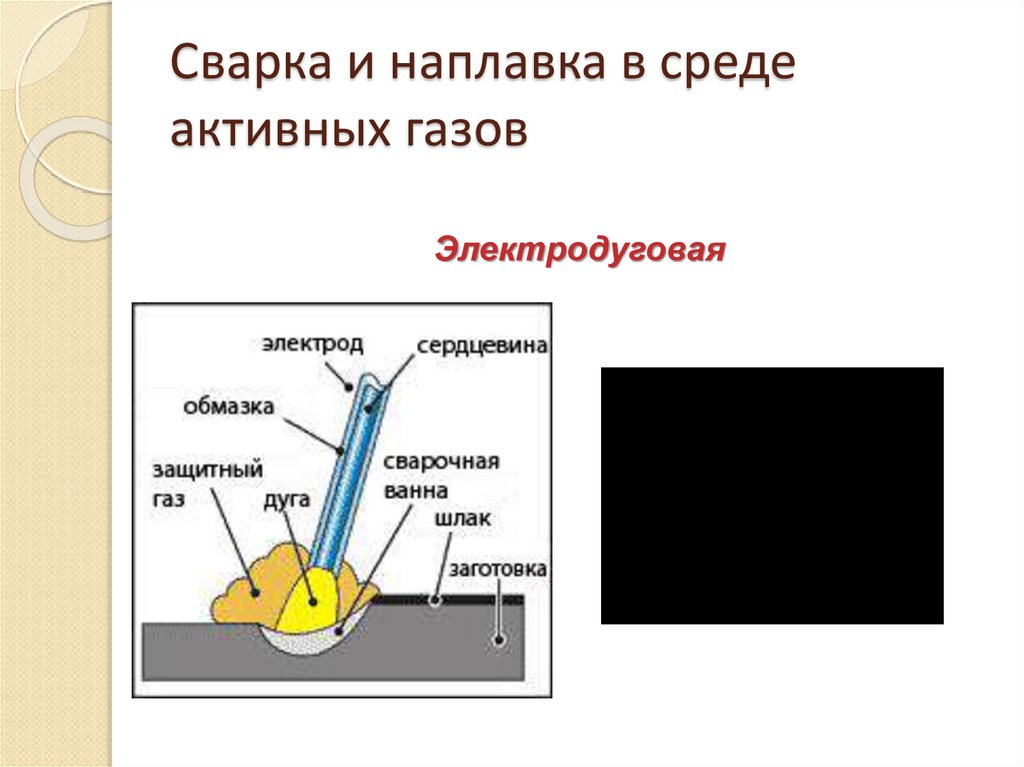
4. OK 84.84 — очень дорогой, сложный карбидосодержащий стержень, предназначенный только для наплавки, подходит для чрезвычайно абразивных грунтов, где давление на деталь высокое. Хорошо подходит для кромок, необычен тем, что дает высокую твердость для одного слоя.
Твердость 62 HRC, можно только шлифовать. Мин. OCV 45 В, работа от переменного или постоянного тока+. Держите стержень вертикально для работы во время сварки. Примечания: Аналогичные стержни доступны и других производителей. HRC – сравнительная шкала твердости.
Вышеуказанные электроды упакованы в вакуумную упаковку, чтобы они оставались сухими. После открытия и хранения все четыре типа должны быть запечены в духовке перед использованием, иначе вода в покрытии может выделять водород, что приведет к растрескиванию сварного шва. Инструкции по повторной сушке находятся на упаковке вместе с информацией о диапазоне сварочного тока, требованиях к OCV и так далее.
Расходные материалы ESAB для наплавки поставляются в вакуумной упаковке. Требования к установке и повторной сушке растений указаны на упаковке.
Требования к установке и повторной сушке растений указаны на упаковке.
Чем тверже наплавка, тем она менее гибкая и более хрупкая. Если очень твердый материал укладывается непосредственно поверх существенно более мягкого металла, верхний слой может растрескиваться при охлаждении и отслаиваться или вообще отслаиваться, а дорогой твердый металл разбавляется смешиванием с более мягким материалом.
Один из способов обойти растрескивание и растрескивание – это использовать буферный или смазочный слой между мягким и твердым металлом, как джем в бутерброде. ESAB OK 67.45 создает необходимый прочный буфер, поглощающий напряжения, в то время как разбавление может быть уменьшено за счет относительно быстрой сварки и использования минимального тока и минимального переплетения для ограничения плавления и смешивания.
Как узнать, когда намазать маслом? Формально это определяется в соответствии с исходным материалом и уровнем воздействия при эксплуатации, но при отсутствии точной информации о первом приходится сосать и смотреть.
Самый простой способ — наплавить несколько пробных деталей без смазки, и если верхний слой останется в работе, вы получите ответ.
Более сложный, но гораздо лучший подход состоит в том, чтобы запросить у изготовителя обрабатываемой детали информацию о ее составе, а не спрашивать поставщика коррозионной обработки о наилучшей технике и стержнях для работы.
Важно отметить, что независимо от намазывания маслом обычно требуется как минимум два слоя твердосплавного покрытия, чтобы верхний слой показал максимальную твердость.
Хотя это требуется не для всех стержней для наплавки, предварительный нагрев и медленное охлаждение изделия являются хорошей гарантией от растрескивания. Обычно предварительный нагрев идет до определенной температуры, но в черновой мастерской достаточно равномерно и тщательно прогреть деталь газовой горелкой.
Цель состоит в том, чтобы просто отогнать любую воду, так что не переусердствуйте. После сварки дайте изделию медленно остыть на воздухе. Закалка — верный способ получить трещины или что похуже.
Расходные материалы ESAB для наплавки поставляются в вакуумной упаковке. Требования к установке и повторной сушке растений указаны на упаковке.
Здесь нет ничего необычного в углах стержня, скорости перемещения, длине дуги и настройке установки – просто соблюдайте требования, указанные на упаковке, и сваривайте так же, как с универсальным стержнем.
Ожидайте пушистую дугу, перемежающуюся тихими плеваниями (как чугунные или специальные стальные стержни) с кружевным шлаковым покрытием. При этом следите за глазами, так как биты могут самопроизвольно отскочить по мере остывания сварного шва.
Электроды для наплавки предназначены для получения быстрозастывающего наплавленного металла, который помогает при работе вдоль кромок, но, как это ни парадоксально, сварочная ванна имеет тенденцию быть широкой.
Это делает работу вне квартиры довольно сложной; используйте самую короткую дугу, самый низкий ток и самое быстрое перемещение в соответствии с хорошей плавкой для контроля сварочной ванны. Работы над головой лучше избегать или оставить владельцам полностью огнеупорной шляпы.
Используйте обычную длину дуги, скорость перемещения и угол наклона штока при работе с ладонями. Для перекрывающихся проходов углы составляют примерно 60° от вертикали и 45° от исходного материала. Схемы плетения будут рассмотрены в следующий раз.
НАПРЯЖЕНИЕ – напряжение холостого хода или OCV – должно существовать между электродом и работой, прежде чем дуга может зажечься. Простые джойстики имеют одну выходную клемму и обычно предлагают 50 В OCV. Другие обеспечивают второй зубец до 90В.
Электроды для стержневой сварки всегда предъявляют особые требования к OCV. Стержни общего назначения обычно хорошо зажигаются и работают при напряжении 50 В, но специальные стержни, в том числе некоторые разновидности с твердосплавным покрытием, требуют более высокого напряжения для чистого зажигания и стабильной дуги.
Итак, прежде чем покупать расходные материалы, узнайте у поставщика их требования к OCV и убедитесь, что ваш набор может доставить товары. Если это невозможно, результаты будут плохими.
DONT Hardface I2-14% марганцевая сталь. Этот материал, который часто используется для зубьев ковша и других долот, которые должны выдерживать сильные удары, очень прочен, но быстро становится хрупким при повторном нагреве и медленном охлаждении, поэтому тепло от твердосплавного покрытия, скорее всего, приведет к его растрескиванию. Хорошо подходят конструкционные стали с более низким содержанием марганца.
Стали с высоким содержанием марганца обычно используются при дроблении и измельчении и, что особенно важно, не обладают магнитными свойствами. В противном случае они светло-серого цвета и обычно представляют собой отливки, предназначенные для крепления болтами, чтобы избежать сварки.
Иногда они поставляются с предупредительной этикеткой и могут содержать буквы «MN».
Теперь к дыму. Электроды для наплавки содержат большое количество металлических элементов в своем флюсовом покрытии, благодаря чему даже на стержне небольшого диаметра может образоваться очень прочный валик.
Следовательно, дым от наплавки содержит много опасных для человека паров тяжелых металлов, которые не принесут вам никакой пользы.
В идеале используйте принудительную вытяжку дыма. Если это невозможно, наденьте специальный сварочный респиратор с маркировкой EN149:2001 (например, одноразовая маска 06920 компании 3M). Работайте в движущемся воздухе и держитесь подальше от основного столба дыма.
Наплавка выделяет более опасные пары металла, чем обычные ремонтные работы. Если вытяжка дыма невозможна, наденьте специальный сварочный респиратор и держитесь подальше от основного столба дыма. Респираторы от неприятной пыли не защитят.
Фармо
Использование подрядчиков экономит ваше время и деньги. Теперь вы можете бронировать, отслеживать и оплачивать все в одном месте. Зарегистрируйтесь для раннего доступа сегодня.
Узнать больше
Последние
Просмотреть все
Самые популярные на этой неделе
Методы наплавки — Titanova, Inc.
0173 | Комментарии к записи Методы наплавки
отключены
Наплавка
обеспечивает износостойкое и твердое покрытие материала на поверхности изношенного компонента или нового компонента, который будет подвергаться износу. Существуют различные методы, которые можно использовать для нанесения слоя наплавки. Общие методы включают в себя:
- Дуговая сварка
- Кислород-ацетилен
- Термическое напыление
- Наплавка диодным лазером
Различные методы наплавки дают разные результаты для различных областей применения. В этом блоге будут описаны различные методы наплавки, которые помогут вам определить идеальный метод для вашего приложения или отрасли.
Плуг Laser WC для наплавки твердым сплавом
Типы методов наплавки
Существуют различные методы наплавки, в том числе:
Наплавка диодным лазером
Наплавка диодным лазером
может увеличить срок службы и снизить износ компонентов погрузочно-разгрузочных работ. Покрытие чрезвычайно износостойкое, благодаря лазерной сварке тонкого металлического слоя со сверхтвердыми частицами. Наплавка диодным лазером дает тонкое, гладкое и однородное покрытие. Он обеспечивает плотность твердых частиц до 75% и предотвращает горение карбидов при низком подводе тепла.
Дуговая сварка под флюсом (SAW)
SAW использует флюс для объединения шлака и защитных газов в сварочную ванну. При сварке дуга образуется между флюсом и поверхностью заготовки через постоянно подаваемый проволочный электрод. SAW обеспечивает превосходную скорость наплавки, глубокие сварные швы и универсальность для работы внутри и снаружи помещений. Оставшийся флюс также можно переработать с помощью системы восстановления флюса.
Дуговая сварка порошковой проволокой (FCAW)
FCAW использует трубчатый заполненный флюсом электрод с непрерывной подачей и требует постоянного напряжения. Он не идеален для всех металлов, но обеспечивает отличное проникновение и высокую скорость наплавки. FCAW подходит для любого положения сварки и позволяет выполнять ручные, автоматические и полуавтоматические операции. Он идеально подходит для строительных работ благодаря своей мобильности и скорости.
Дуговая сварка защитным металлом (SMAW)
Этот процесс ручной дуговой сварки основан на плавящемся металлическом электроде с флюсом, который защищает сварочную ванну. Он образует дугу между электродом и металлической подложкой с помощью электрического тока. При прокладке шва флюсовое покрытие распадается и создает слой шлака и защитного газа для защиты сварного шва при остывании. SMAW имеет более низкую скорость наплавки, чем другие методы сварки, но работает с целым рядом металлов и сплавов. Он также позволяет работать на дизельном или газовом топливе, что делает его очень портативным и подходящим для отдаленных регионов.
Газовая дуговая сварка (GMAW)
Сварка GMAW или MIG основана на использовании сварочного пистолета с расходуемым проволочным электродом и защитным газом. Процесс является автоматическим или полуавтоматическим и обычно использует постоянное напряжение. Хотя он непригоден для потолочных и вертикальных сварных швов, он требует небольшой очистки после сварки благодаря низкому образованию шлака и обеспечивает высокую скорость наплавки при низких затратах на расходные материалы.
Газовая вольфрамовая дуговая сварка (GTAW)
Сварка
GTAW или TIG создает дугу между заготовкой и неплавящимся электродом, и создается барьер из инертного газа для защиты сварочной ванны. Он имеет более низкую скорость осаждения, чем другие методы, но оставляет чистое покрытие без образования шлака. GTAW также предлагает широкий диапазон гибкости, позволяя выполнять сварку вручную или автоматически в любом положении и с широким спектром металлов.
Термическое напыление
Термическое напыление — это метод нанесения твердого покрытия, при котором на поверхность напыляются нагретые или расплавленные материалы. Он основан на химическом или электрическом нагреве для нанесения покрытия толщиной до нескольких миллиметров на большую площадь с более высокой скоростью осаждения, чем другие методы. Термическое напыление работает с различными поверхностями материалов и не нагревает поверхность значительно, что делает его пригодным для покрытия легковоспламеняющихся материалов.
Кислород-ацетилен
Кислородно-ацетиленовая наплавка является относительно простым методом для тех, кто знаком со сваркой. Он не идеален для покрытия крупных деталей, но обеспечивает низкое разжижение наплавленного металла и улучшенный контроль формы наплавленного металла. Кислород-ацетилен также обеспечивает меньший тепловой удар с более медленным процессом нагрева и охлаждения.
Совместимость металла с наплавкой
Различные металлы совместимы с наплавкой. Основным требованием для совместимости перспективного материала с наплавкой является содержание углерода менее 1%. Обычно совместимы низколегированные и углеродистые стали, но для высокоуглеродистых сплавов может потребоваться специальный буферный слой.
Следующие металлы совместимы с наплавкой:
- Сплавы на основе никеля
- Чугун и сталь
- Нержавеющая сталь
- Сплавы на основе меди
- Марганцевая сталь
Сотрудничайте с Titanova для решения ваших задач лазерной наплавки
Промышленная наплавка может наноситься на различные материалы с использованием диодных лазеров, термического напыления и нескольких методов сварки. Каждый метод обеспечивает уникальные преимущества и позволяет надежно наносить твердосплавное покрытие на целый ряд металлов. Узнайте больше о возможностях лазерной наплавки Titanova и свяжитесь с нами, чтобы поговорить с представителем сегодня.
Последние сообщения
- Лазерная наплавка и наплавка для нефтегазовой промышленности
- Лазерная сварка с подачей горячей и холодной проволоки и лазерная наплавка
- Что такое наплавка?
- Сварка, пайка и пайка
- Термическое напыление в сравнении с лазерной наплавкой
Архивы:
- август 2022
- Май 2022
- Октябрь 2021
- июль 2021
- май 2021
Категории:
- Лазерная наплавка
- Методы обработки
- Лазерная наплавка
- Без категории
Способ наплавки и наплавочный сплав на основе никеля
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к сплаву на основе никеля для наплавки и к способу наплавки подложек.
«Наплавка» представляет собой метод, при котором на подложку наносится слой твердого материала с целью повышения износостойкости и коррозионной стойкости подложки. Использование этого метода значительно увеличилось с годами, поскольку промышленность пришла к пониманию того, что подложки из более мягкого и дешевого материала могут быть подвергнуты твердосплавной наплавке, чтобы иметь те же характеристики износостойкости и коррозионной стойкости, что и более дорогие подложки из более твердого материала.
Наплавка включает нанесение твердого слоя сваркой или термическим напылением. Обычная наплавка выполняется кислородно-топливной сваркой (OFW), дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW), дуговой сваркой металлическим электродом в среде защитного газа (GMAW), дуговой сваркой металлическим электродом в среде защитного газа (SMAW) и дуговой сваркой с флюсовой сердцевиной (FCAW). Также используются плазменно-дуговая наплавка (PTA) и наплавка лазерным лучом.
Подложки, такие как пластиковые лопасти шнеков экструдера, были наплавлены различными сплавами на основе никеля и кобальта для предотвращения абразивного износа из-за различных пластиковых наполнителей и из-за износа металла по металлу между лопастями шнека экструдера и твердыми поверхностями, с которыми они находятся в контакте в сервисе. Для уменьшения абразивного износа желательно использовать наплавочные материалы с относительно низким коэффициентом трения. Также желательно использовать материалы для твердосплавного покрытия, обладающие хорошей коррозионной стойкостью ввиду выделения кислоты во время пластификации. Такие материалы также должны обладать хорошей свариваемостью и трещиностойкостью.
Материалы для твердосплавного покрытия также включают покрытия Ni-Co-B-Si-WC, полученные методом термического напыления высокоскоростного кислородного топлива, которые обладают хорошими характеристиками абразивного износа. Но такие покрытия невыгодно ограничены толщиной менее примерно 0,01 дюйма, и их относительно высокая твердость приводит к износу сопрягаемого материала.
Наплавочные материалы дополнительно включают сплавы Ni-Cr-B-Si с нанесенным PTA и сплавы Co-Cr-W-C. Сплавы Ni-Cr-B-Si обладают хорошей стойкостью к абразивному износу, но чувствительны к растрескиванию при твердости выше примерно Rc-50 и обеспечивают недостаточную износостойкость металла по металлу. Сплавы Co-Cr-W-C обладают хорошей стойкостью к адгезионному износу и свариваемости, но они относительно дороги и имеют относительно низкую стойкость к абразивному износу.
Другие материалы для твердосплавного покрытия включают азотированные низколегированные или дисперсионно-твердеющие стали, которые имеют хорошие характеристики износа, но имеют недостатки в области ограничения толщины, коррозионной стойкости и ремонтопригодности.
Относительно небольшие шнеки экструдера (менее 1,5 дюйма в диаметре) традиционно не наплавлялись твердым сплавом, а изготавливались из запатентованных инструментальных сталей, таких как CPM-9V и CPM-10V, но из-за их относительно низкой ударной вязкости такие стали не подходят для использование на относительно больших подложках, таких как винты, имеющие длину более примерно 1,5 дюйма.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, одной из целей изобретения является создание сплава для твердосплавного упрочнения, обладающего улучшенной стойкостью к абразивному износу, улучшенной износостойкостью металла по металлу, сниженным коэффициентом трения, улучшенной свариваемостью, особенно за счет Метод PTA и повышенная трещиностойкость во время и после сварки на подложках.
Вкратце, таким образом, изобретение направлено на сплав для твердосплавного покрытия на основе никеля, обладающий повышенной износостойкостью, содержащий не менее примерно 40% Ni по массе, от примерно 4% до 18% Co по массе и от примерно 1,5% до 3,5% B. по весу.
Изобретение дополнительно относится к сплаву для твердосплавного покрытия на основе никеля, обладающему повышенной износостойкостью, содержащему, по весу: % B 2-3% Fe 2-3,9% Co 4,3-17% Ni Баланс
Другим аспектом изобретения является сплав для твердосплавного покрытия на основе никеля, обладающий повышенной износостойкостью, состоящий в основном из, по весу:
| _____________________________________ | |
| Cr 16–22 % Mo 1–7 % Si 2,5–3,7 % C 0,8–1,4 % B 2–3 % Fe 2–3,9 % Co 4,3–17 % Ni Баланс | 3 |
Этот сплав представляет собой распыленный газом порошкообразный сплав, подходящий для наплавки с помощью плазменной дуговой сварки, и имеет твердость в диапазоне от 50 до 60 Rc, коэффициент трения в диапазоне от 0,12 до 0,13, показатель износа по ASTM G-65 находится в диапазоне от около 20 до 26, и показатель износа по ASTM G-77 находится в диапазоне от около 0,0 до 0,074.
В другом аспекте изобретение относится к способу повышения стойкости к абразивному износу и износостойкости при контакте металла с металлом подложки. Способ включает наплавку сплава на основе никеля, содержащего по меньшей мере примерно 40% Ni по весу, от примерно 4% до 18% Co по весу и от примерно 1,5% до 3,5% В, на изнашиваемые поверхности подложки в виде покрытия, имеющего толщина от примерно 0,03 дюйма до примерно 0,5 дюйма, предпочтительно от примерно 0,03 дюйма до примерно 0,1 дюйма
В еще одном аспекте изобретение направлено на шнек для пластикового экструдера, содержащий металлический корпус с витками шнека и покрытием на винтовые витки, при этом указанное покрытие имеет толщину от примерно 0,03 дюйма до примерно 0,5 дюйма, предпочтительно от примерно 0,03 дюйма до примерно 0,1 дюйма, и указанное покрытие дополнительно выполнено на основе никеля и содержит от примерно 4% до 18% Co по весу и от примерно 1,5% до 3,5% В по весу.
Другие цели и признаки изобретения будут частично очевидны и частично указаны ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой микрофотографию сплава по изобретению.
РИС. 2 представляет собой микрофотографию сравнительного сплава, а не изобретения.
РИС. 3 представляет собой иллюстрацию шнека пластикового экструдера.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Сплав по настоящему изобретению представляет собой сплав для твердосплавного покрытия на основе никеля, имеющий содержание Со от примерно 4% до 18%, предпочтительно от примерно 4,3% до 17%. Все составляющие проценты в этой заявке относятся к массовым процентам, если не указано иное. Кобальт используется в выбранных количествах для снижения энергии дефекта упаковки, что повышает устойчивость к истиранию и износостойкость при контакте металла с металлом. Содержания кобальта, значительно превышающего примерно 17%, избегают из-за дефицита и дороговизны Со, а также во избежание ухудшения текучести сплава, поскольку Со имеет тенденцию повышать температуру плавления сплава. Важно поддерживать текучесть, так как это требование к сплаву, поддающемуся формированию порошка, а порошки являются предпочтительной формой сплава для нашего метода сварки PTA.
Содержание Мо в сплаве по данному изобретению составляет от около 1% до 8%, предпочтительно от около 1% до 7%. Молибден используется в выбранных количествах для снижения энергии дефекта упаковки и коэффициента трения, что снижает износ сопрягаемых деталей, находящихся в контакте с наплавленной деталью. Также было обнаружено, что такое количество Мо обеспечивает некоторую степень защиты от коррозии при восстановлении кислот и улучшает характеристики износа благодаря образованию карбидов молибдена. Избегают содержания молибдена, значительно превышающего примерно 7%, из-за дефицита Мо и его дороговизны, а также во избежание ухудшения текучести сплавов, поскольку Мо имеет тенденцию повышать температуру плавления сплава. Важно поддерживать текучесть, так как это требование к сплаву, поддающемуся формированию порошка, а порошки являются предпочтительной формой сплава для нашего метода сварки PTA.
Содержание Cr в сплаве по настоящему изобретению составляет от примерно 15% до 23%, предпочтительно от примерно 16% до 22%. Хром включен в эти количества для улучшения стойкости к истиранию за счет образования карбидов. Хром также улучшает коррозионную стойкость. Содержание хрома, значительно превышающее примерно 22% и особенно примерно 30% и выше, следует избегать, поскольку такое содержание повышает склонность сплавов к окислению и снижает текучесть и склонность к формованию порошка.
Содержание углерода в сплаве по данному изобретению составляет примерно от 0,8% до 1,5%, предпочтительно примерно от 0,8 до 1,4%. Углерод предоставляется в этих количествах для образования карбида. Содержания углерода, значительно превышающего примерно 1,4%, избегают, чтобы избежать проблем с охрупчиванием и растрескиванием.
Содержание В в сплаве по настоящему изобретению составляет примерно от 2% до 3%. Бор в этих количествах улучшает стойкость к истиранию за счет образования боридов хрома и никеля. В одном предпочтительном варианте осуществления изобретения содержится от 2,61% до 2,92% В. Бор также улучшает текучесть сварного шва, но неблагоприятным образом увеличивает склонность сплава к ликвационному растрескиванию, так что избегают количеств, значительно превышающих примерно 3%.
Содержание Fe в сплаве по настоящему изобретению составляет примерно от 2% до 3,9%.%. Железо специально не добавляется в сплав из-за каких-либо преимуществ, которые оно может обеспечить, но допускается в количествах до примерно 4% и фактически включается в сплав из-за его низкой стоимости. Содержания железа значительно выше этого диапазона и, в частности, выше примерно 8-10%, избегают, чтобы избежать неблагоприятного воздействия железа на износостойкость металла по металлу.
Содержание Si в сплаве по данному изобретению составляет примерно от 2% до 4%, предпочтительно примерно от 2,5% до 3,7%. Кремний включен в эти количества для улучшения свариваемости и повышения износостойкости за счет образования силицидов никеля. Содержание Si поддерживается ниже примерно 4,0%, чтобы предотвратить значительное снижение ударной вязкости.
Баланс (по крайней мере, около 40%) сплава составляет никель, при этом допустимо незначительное количество случайных примесей, в том числе допустимо содержание P и S в количествах до около 0,01%. Никель обеспечивает прочную, ударопрочную матрицу и способствует образованию износостойких силицидов никеля. Никель также обеспечивает устойчивость к коррозионному растрескиванию под напряжением в хлоридных и фторидных средах.
Сплавы по изобретению имеют твердость в диапазоне 45-65 Rc, предпочтительно 50-60 Rc, более предпочтительно 52-58 Rc, так что они обладают желаемой износостойкостью, не вызывая чрезмерного износа сопрягаемых деталей.
Изобретение дополнительно включает нанесение описанного выше сплава для твердосплавного покрытия с помощью различных технологий, при этом предпочтительным методом наплавки является сварка PTA. Сварка PTA предпочтительнее, потому что плазменная дуга зажигается между неплавящимся катодом из торированного вольфрама и заготовкой, что приводит к большей передаче энергии к заготовке. Другие подходящие электроды включают электроды, содержащие, например, Ce, Y или Zr, а не Th. Плазменная дуга имеет высокую плотность дуги из-за коллимированного характера плазменного луча, что соответствует более высоким концентрациям энергии и более высоким температурам дуги, чем при использовании других методов. Этот луч обладает высокой направленной стабильностью, поэтому он не отклоняется внешними магнитными или электрическими полями. Следовательно, он предпочтительнее, чем балки GTAW, которые имеют меньшую курсовую устойчивость.
В предпочтительном методе сварки PTA инертный газ, обладающий высокой энергией ионизации, направляется вокруг катода и ионизируется таким образом, что он расширяется и ускоряется, образуя высокоэнергетическую дугу. Ионизированная плазма также служит вторичным источником тепла. Дежурная дуга зажигается как непередаваемая дуга между электродом и сужающим отверстием с водяным охлаждением, чтобы способствовать переносу основной дуги и стабилизировать переносимую дугу при низких и средних уровнях тока. Катод утоплен в сопло, которое коллимирует и фокусирует плазменную дугу на заготовке. Дуга в основном имеет сферическое поперечное сечение, а площадь контакта практически не изменяется при незначительных изменениях расстояния между дугами.
Что касается газов, используемых в твердосплавной наплавке PTA, существует внутренний газовый поток, также известный как плазменный газ или центральный газ, которым предпочтительно является аргон. Этот плазмообразующий газ помогает генерировать плазму и защищает торированный вольфрамовый электрод. Существует также внешний газ или защитный газ, который создает инертный слой над сварочной ванной, чтобы защитить ее от окисления и загрязнения. Этот внешний газ предпочтительно представляет собой аргон. Существует также третья система газового потока, которая используется для доставки расходуемого материала для твердосплавного покрытия в форме металлического порошка к заготовке. Подаваемые газы предпочтительно представляют собой аргон, гелий или смесь аргона с 5% водорода. Металлические порошки вышеописанных составов подаются в горячую плазму и к изделию с помощью подаваемого газа через точные дозирующие механизмы, предпочтительно дозирующее колесо, в заданных количествах.
Одним из преимуществ наплавки PTA является то, что из-за ее автоматизированного характера требуется меньше ловкости и навыков сварщика; поддается полной роботизированной автоматизации; и это облегчает точное дозирование подачи металлического порошка, чтобы обеспечить экономичное использование стратегических материалов Co и Ni, таких как кобальт и никель. Кроме того, отложения PTA, как правило, имеют мало разрывов, так что потребность в доработке забракованных заготовок относительно невелика, а гладкие отложения в процессе значительно сокращают объем необходимой послесварочной обработки. Для твердосплавной наплавки PTA используются порошки, с которыми легко обращаться и которые можно легко смешивать для получения сплава с нужным составом.
Наплавка PTA предпочтительно включает в себя точные контрольные параметры, такие как скорость подачи порошка, скорость потока газа, сила тока, напряжение и скорость перемещения (подвод тепла), что способствует высокой степени консистенции готового продукта. Точный контроль подводимой теплоты позволяет контролировать разбавление сварного шва (в первую очередь Fe, если используются сплавы на основе Co) до 5–7 % в большинстве случаев. Это приводит к меньшей толщине слоя сварного шва (и снижению расхода материала) для достижения желаемых свойств наплавленного металла. Точный контроль подвода тепла также помогает регулировать размер и твердость зоны термического влияния, которая в противном случае становится чувствительной к растрескиванию из-за укрупнения зерна, мартенситного превращения или деформационного старения, а также помогает регулировать степень сенсибилизации в нержавеющих сталях. Отложения PTA, как правило, более прочные и устойчивые к коррозии, чем аналоги, полученные с помощью процессов GTAW или OFW, из-за тонкой карбидной и дендритной структуры отложений PTA. Отложения PTA также обычно имеют низкие уровни включений, оксидов и несплошностей.
Дальнейшая иллюстрация изобретения представлена следующими примерами:
ПРИМЕР 1
Были приготовлены образцы сплава для твердосплавного покрытия на основе никеля, имеющие следующие составы, мас. :
| ______________________________________ | ||||||||
| Сплав # 1 2 3 4 C1 C2 | ||||||||
| __________________________________________ | ||||||||
| Cr 16.64 18.43 20.22 22.01 13.0 17.5 Mo 1.77 3.56 5.30 7.07 — — Si 3.77 3.38 3.00 2.60 3.5 6.8 C 0.88 1.06 1.24 1.41 0.6 0.3 B 2.91 2.62 2.32 2.03 2.5 1.0 Fe 3.90 3.56 3,18 2,80 4,0 5,5 Co 4,30 8,77 13,16 17,54 — — W — — — — — 1,0 Ni Бал Бал Бал Бал Бал Бал Бал 9Сплавы 1, 2, 3 и 4 являются сплавами по изобретению. Сплавы C1 и C2 в настоящее время используются в коммерческих целях для шнеков пластиковых экструдеров и других применений для твердосплавной наплавки. Сплавы С1 и С2 доступны от Stoody Deloro Stellite, Inc., Гошен, Индиана, под названиями Deloro®-55 и Nucalloy®-488 соответственно. Сплавы 1, 3, 4, С1 и С2 оценивали с использованием теста на истирание резинового круга ASTM G-65, который моделирует истирание от пластикового наполнителя. Более высокий рейтинг указывает на более низкую износостойкость. Оценки истирания (измеренные как потеря объема в кубических сантиметрах) сплавов 1, 3 и 4 были определены как 25,9.2, 23,28 и 20,75 соответственно, демонстрируя превосходную стойкость к истиранию в таких применениях, как наплавка пластиковых шнеков экструдера. Оценки истирания сравнительных сплавов С1 и С2 были определены как 31,78 и 66,33 соответственно.Из этих данных очевидно, что сплавы по изобретению значительно превосходят существующие сплавы в отношении стойкости к абразивному износу. Считается, что эти улучшения обусловлены сбалансированными добавками Со, Мо и С к сплавам по изобретению. ПРИМЕР 2 Сплавы 1, 3, 4, C1 и C2 из примера 1 были оценены с использованием испытания блока на кольце ASTM G-77, которое моделирует износ металла по металлу между шнеком экструдера с твердосплавным покрытием и цилиндром вкладыша и оценивает износостойкость наплавочного материала, определяемую по потерям материала на наплавленном блоке, тренируемом о кольцо из закаленной стали. Из этих данных и данных примера 1 очевидно, что сплавы по изобретению выгодно отличаются от существующих сплавов с точки зрения износостойкости металла по металлу и сопротивления истиранию. ПРИМЕР 3 Сплав 4 из Примера 1 в форме порошка, распыленного газовым распылением, приваривали к новым пластиковым шнекам экструдера для оценки его свариваемости. Материал шнека — низколегированная сталь AISI 4140, диаметр шнека — 45 мм. Схематическое изображение шнека экструдера представлено на фиг. 3. Размер порошка сплава составлял от 325 до 80 меш (45-180 микрон) в диаметре. Шнеки предварительно нагревали до 780-925°F и поддерживали при этой температуре с помощью коллекторной горелки. Техника сварки – сварка РТА с использованием аргона в качестве несущего, плазменного и защитного газов. Сварочный ток составлял 100 ампер, а сварочное напряжение составляло 24 вольта. Было нанесено два слоя, общая толщина покрытия составила 0,09 мм.0 дюймов. Шнеки медленно охлаждали в вермикулите. Легко свариваемый сплав, не хуже или лучше, чем обычные сплавы Ni-Cr-B-Si и Co-Cr-W-C, оставляя гладкий наплав без трещин. ПРИМЕР 4 Сплав 4 из Примера 1 в виде порошка, распыленного газовым распылением, наваривали на использованные пластиковые шнеки экструдера для оценки его свариваемости. Легко свариваемый сплав, не хуже или лучше, чем обычные сплавы Ni-Cr-B-Si и Co-Cr-W-C, оставляя гладкий наплав без трещин. Новый слой твердосплавного покрытия показал несколько трещин после напыления, все они произошли от существующих трещин в наплавке на основе никеля. Новых трещин не наблюдалось. Было замечено, что все трещины, исходящие от существующей наплавки, являются продольными (перпендикулярными направлению сварки и параллельными оси шнека), что допустимо для экструдерных шнеков. ПРИМЕР 5 Образцы сплава 4 (фиг. 1) и сплава С1 (фиг. 2) полировали и травили, и делали микрофотографии микроструктуры при 1000-кратном увеличении. Сравнение этих двух материалов показывает, что сплавы по изобретению имеют более преобладающую сферическую морфологию и менее преобладающую удлиненную/пластинчатую морфологию и, таким образом, более сферическую морфологию, устойчивую к растрескиванию, по сравнению с игольчатой морфологией предшествующих сплавов Ni-Cr-B-. -кремниевые сплавы. Поскольку в приведенные выше варианты осуществления могут быть внесены различные изменения без отклонения от объема изобретения, предполагается, что все материалы, содержащиеся в приведенном выше описании, должны интерпретироваться как иллюстративные, а не как ограничивающие. Наплавка в вашей повседневной жизниКак наплавка является частью моей повседневной жизни? на Роберт Ф. Я знаю, о чем вы, наверное, думаете, …»Часть моей жизни??? Надеюсь, что нет, это похоже на какое-то изнурительное заболевание лица, связанное с затвердением артерий». Расслабьтесь, наплавка — это промышленный процесс, используемый для продления срока службы оборудования. Это не имеет ничего общего с вашими телесными атрибутами. Но это влияет практически на все, к чему вы прикасаетесь, видите, пробуете на вкус, чувствуете и потребляете. Это очень сильно связано с ИЗНОСОМ. Износ никак не связан с шинами, одеждой, автомобилями, телевизорами и газонокосилками. Это случается со всем, рано или поздно, а иногда и быстрее, чем мы можем себе представить. Практически все, с чем мы соприкасаемся, связано с тем или иным видом одежды. Но прежде чем мы углубимся в суть вопроса, давайте посмотрим, что Вебстер может сказать об ИЗНОСЕ:
Industry defines it in more technical terms:
I have estimated that industry тратит более 2,2 миллиарда долларов в год из-за износа. Как член правления, я уверен, вы обеспокоены тем, как все это повлияет на вашу прибыль. В вашей конкретной отрасли может использоваться ряд методов борьбы с износом, таких как покраска, смазка, гальваника и цинкование, и это лишь некоторые из них. На самом деле ваша отрасль может использовать растущую технологию, известную как наплавка, наплавка или плакирование. Что такое наплавка? Проще говоря, наплавка — это промышленный процесс сварки или наплавки, который применяется к компонентам погрузочно-разгрузочных работ, чтобы противостоять износу и продлить срок службы. Этот метод не только экономичен, но и очень универсален. Просто заменив сплав для наплавки, срок службы компонента может увеличиться в 30 раз по сравнению с его предполагаемым сроком службы. Я не имею в виду, что все компоненты Hardfacing демонстрируют такой впечатляющий результат, но технология, применяемая должным образом, может дать очень хорошие результаты. . Точно так же, как износ затрагивает практически все аспекты нашей жизни, то же касается и наплавки. Это может показаться немного надуманным, но я уверяю вас, что это правда. Просто чтобы увидеть, насколько обширен этот процесс, давайте возьмем простую задачу, такую как выполнение поручения в продуктовом магазине, и посмотрим, где играет роль наплавка. Когда вы пойдете к двери, вас попросят вынести мусор. По дороге ты выключаешь свет, когда идешь. Давайте остановимся прямо здесь, чтобы изучить, какую пользу мы получаем от наплавки: Выключатель света: Изготовлен из пластика Пластмассы или полимеры экструдируются под очень высоким давлением в формы. Экструзионный пресс напоминает шнековый шнек и подвержен чрезмерному износу. Полимеры абразивны по своей природе. Крылья и ствол винтового шнека систематически наплавляются никелем или кобальтом, чтобы продлить их срок службы. Латунная дверная ручка: Латунь представляет собой сплав меди. Медные рудники, а также другие рудники по всему миру требуют наплавки наземного оборудования, такого как ковши, футеровка кузова грузовика и бульдозерные отвалы. Плавка – это процесс, связанный с получением медных сплавов. Многие операции плавки требуют наплавки различных компонентов, которые изнашиваются из-за перегрева. Матрицы, используемые при формировании дверной ручки, обычно наплавляются инструментальной сталью для предотвращения чрезмерного износа. Деревянная дверь: Заготовка деревьев имеет ряд областей, где наплавка играет важную роль. Кора очень абразивна из-за вкраплений песка и т. д. Оборудование для окорки требует постоянного ухода с помощью продуктов Hardfacing. Дальнейшая обработка древесины, особенно если дверь изготовлена из прессованного композита, включает в себя ряд технологических операций, подверженных износу под действием древесной стружки и агрессивных технологических жидкостей. Продукты для твердосплавного покрытия применяются на регулярной основе для продления срока службы компонентов. Лампочка: Лампочка питается от электричества, которое, в свою очередь, вырабатывается, возможно, из ископаемого топлива, такого как уголь. Уголь является абразивным из-за различного количества кремнезема или песка, обнаруженного в руде. Из-за абразивной природы угля оборудование для дробления угля очень быстро изнашивается. Наплавка имеет долгую и успешную историю восстановления оборудования. Если электроэнергия подается водой, как на гидростанциях, большие турбины являются постоянным источником износа из-за эрозии. Когда вы ступаете на кирпичный тротуар и идете к машине, вы идете по изделию, производственное оборудование которого постоянно требует внимания со стороны продуктов Hardfacing. Каждый компонент кирпича обладает высокой абразивностью. Вы выбрасываете мусор в мусорное ведро. Уплотнение, сжигание и транспортировка мусора — процессы, подверженные износу. Чрезмерный нагрев, истирание и коррозия, связанные с превращением отходов в энергию, требуют некоторых из самых сложных износостойких материалов, которые может предложить технология наплавки. Вы открываете дверь своей машины. Каждый компонент автомобиля так или иначе связан с наплавкой; от добычи руды для производства стали до самого процесса производства стали, до формовки и литья деталей и компонентов. Даже стеклянные окна связаны с наплавкой. Большая часть стекла поступает из вторичного сырья. Матовое стекло очень абразивно. Как только ваш автомобиль отработает свой срок службы, он, несомненно, отправится на свалку. Машина разобрана и утилизирована. Из-за чрезмерного удара и выдалбливания измельчитель подвергается чрезмерному износу из-за истирания и ударов. Только продукты Hardfacing могут эффективно продлить срок службы молотков измельчителей. Пока вы едете по улице, асфальтированная дорога была заасфальтирована оборудованием, в котором используется много компонентов с твердым покрытием. Асфальт наносится на улицу шнеками, которые подвержены чрезмерному износу при горячем истирании. Вернувшись на завод, смесительные лопасти, бункеры и погрузочно-разгрузочное оборудование были расширены за счет наплавки. Когда вы приходите в продуктовый магазин, вас снова засыпают продуктами, которые во многом связаны с наплавкой. Бетонные здания, в которых размещается продукция, тесно связаны с наплавкой. И бетонная, и цементная промышленность являются основными потребителями многих продуктов для наплавки. Оказавшись в продуктовом магазине, вы окружены множеством продуктов, которые зависят от Hardfacing. Овощи собирают с помощью наземного оборудования и, скорее всего, поступают из Большой Центральной долины в Калифорнии. Почва в этой долине — одна из самых абразивных в мире. Многие продукты для наплавки, разработанные сегодня, являются результатом попыток справиться с массовым износом компонентов в сельскохозяйственной сфере. Картонные коробки и ящики являются другими продуктами, связанными с наплавкой. Производство этих продуктов восходит к целлюлозно-бумажной промышленности. Я мог бы продолжать, но, думаю, вы поняли. Наплавка применяется во многих отраслях промышленности. The table below mentions a few:
You might be wondering почему компьютерная индустрия не упоминается. Индустрия твердосплавных наплавок добилась больших успехов как в разработке сплавов, так и в разработке процессов. Автоматизация заменяет многие трудоемкие методы ручной дуговой сварки. Лазеры, электронные лучи и ультразвук становятся жизнеспособными альтернативными процессами наплавки. Постоянно разрабатываются новые сплавы для защиты от коррозии, эрозии и истирания. Материалы на основе кобальта и никеля все более широко используются в приложениях, связанных с тепловым и фрикционным износом. Сплавы на основе железа постоянно совершенствуются, чтобы удовлетворить потребность в большей износостойкости. По мере разработки материалов разрабатываются и методы измерения износостойкости. Тридцать лет назад было очень мало надежных тестов для фактического измерения износа. В настоящее время многие производители и поставщики регулярно используют стандартные испытания на износ, такие как ASTM G-65, в рамках своих программ обеспечения качества. Мы живем в эпоху большого потребления, особенно на Западе. По мере нашего продвижения в следующее столетие мир будет предъявлять еще более высокие требования к сырью и потребительским товарам. Наплавка не только отвечает требованиям нынешнего века, но и, несомненно, примет вызовы следующего века. Возможно, вы даже не слышали о слове «наплавка» до прочтения этой статьи. Скажем прямо, это слово не нарицательное и даже не популярное индустриальное слово, но оно живет с нами ежедневно. Он отвечает за предоставление нам многих продуктов и услуг, которыми мы пользуемся сегодня. Возможно, зная, насколько инвазивной является эта технология в повседневных промышленных условиях, мы по-новому оценим ее огромный вклад и потенциал в борьбе с износом. Было сказано (автор неизвестен), что доллар, сэкономленный на производстве, соответствует 10-кратному увеличению продаж и 20-кратному увеличению прибыли. Перепечатанные статьи предоставлены cladtechnologies.com Наплавка 101: повышение прочностиВам когда-нибудь приходилось повышать прочность металлической детали, чтобы предотвратить износ? Наплавка — довольно простой и эффективный способ уменьшить износ металлических деталей, помогая им успешно использоваться по назначению. Продолжайте читать, чтобы узнать, что такое наплавка и как использовать ее в своих интересах при сварке. Что такое наплавка?Проще говоря, наплавка (также известная как наплавка) представляет собой слой ударопрочного и износостойкого покрытия. Это полезное покрытие может быть нанесено на деталь, чтобы увеличить ее прочность и срок службы. Процесс наплавки позволяет оборудованию работать в очень суровых условиях с меньшим количеством поломок и меньшим временем простоя. Сплавы для твердосплавных наплавок бывают самых разных спецификаций, которые тщательно отбираются, чтобы максимизировать характеристики компонента, на который они должны наноситься. Процесс наплавки можно использовать для наращивания поверхностей, которые уже изношены в результате использования, или для упреждающей защиты поверхностей новых деталей перед их вводом в эксплуатацию. Наплавка может быть выполнена с использованием различных процессов, как в цехе, так и в полевых условиях, что делает ее очень универсальной и рентабельной. Кроме того, использование этого процесса для новых деталей может увеличить срок службы до 300%. Тем не менее, если вы наплавите изношенные детали , вы сможете сэкономить до 75% по сравнению со стоимостью замены. Наплавка не требует какого-либо специального оборудования и может быть выполнена с использованием оборудования, обычно используемого во многих производственных цехах, ремонтных мастерских и гаражах. Какие детали имеют наплавку?Углеродистая сталь, нержавеющая сталь, марганцевая сталь, стальное литье, чугун и различные сплавы могут подвергаться наплавке. К наиболее часто наплавляемым изделиям относятся изделия в различных отраслях, в том числе:
Эти инструменты часто увидеть широкое применение в некоторых из самых требовательных сред на земле и может длиться всего несколько часов или дней без твердой наплавки. Потратив несколько часов на наплавку этих элементов, можно увеличить срок службы на несколько недель или месяцев, что подтверждает знаменитая поговорка Бенджамина Франклина «Унция профилактики стоит фунта лечения». Как применяется наплавка?Наплавка может быть выполнена с использованием широкого спектра процессов , включая:
тип покрытия, которое будет наноситься, и где будет происходить нанесение. Дуговая сварка защищенным металлом В случае поломки оборудования в удаленном районе было бы нецелесообразно выбирать для его ремонта процесс дуговой сварки под флюсом, поскольку оборудование большое, тяжелое и стационарное. В этом случае дуговая сварка металлическим электродом в среде защитного газа (SMAW) будет лучшим выбором, так как этот процесс может быть выполнен быстро и недорого в полевых условиях. В качестве альтернативы, если новое оборудование вводится в эксплуатацию впервые, предпочтение отдается автоматизированным процессам с более высокой скоростью осаждения из-за скорости и воспроизводимости. Дуговая сварка с флюсовой проволокойАналогичным образом, дуговая сварка с флюсовой проволокой (FCAW) выполняется с использованием недорогого и легкодоступного оборудования в цеху или в полевых условиях. Следовательно, это один из самых популярных процессов для наплавки. Существует 3 шаблона , обычно используемых для FCAW и подобных процессов.
Наплавка не такая твердая, как кажется Таким образом, наплавка твердым сплавом — это эффективный и несложный способ уменьшить износ металлических деталей. Надеюсь, теперь вы знаете больше о том, что такое жесткая облицовка, ее использование и стандартные процессы приложений. Чтобы узнать о других сварочных инструментах и процессах, вы можете просмотреть наши ресурсы, чтобы узнать больше! Наплавка металлов сваркой | Что такое наплавкаСледующие темы, которые будут обсуждаться в этой статье: 1. Применение Наплавка металлов сваркой | Что такое наплавка | Методы наплавки 1. В данной статье приведены характеристики и критерии выбора материалов для наплавки и ручных методов нанесения. 2. Ссылки В этой статье делается ссылка на следующие документы. American Welding Society (AWS) 3. General По покрытиям, нанесенным методом термического напыления и механическим способом, см. SES W09.-F01 и W15-S01. 4. Безопасность На производственных площадках должны соблюдаться методы безопасности, предписанные в SES W02-F01. 5. Процессы ручной сварки 5.1 Дуговая сварка в защитном металле там, где требуется толстый верхний слой и где дефекты поверхности, например, пористость и Скорость осаждения при этом процессе высока, поэтому при подготовке к работе требуется осторожность. Разбавление основного металла обычно находится на среднем уровне, и, как правило, необходимо использовать многослойное покрытие для реализации полного потенциала износостойкости. В ходе этого процесса наносятся аустенитные марганцевые покрытия (деформационное упрочнение). 5.2 Дуговая сварка порошковой проволокой Процесс дуговой сварки порошковой проволокой (FCAW) широко используется для наплавки твердым сплавом. Композитная проволока, как и порошковая проволока, состоит из трубчатой стальной оболочки, в которую включены металлические порошки или мелкие частицы твердых металлов. 5.3 Ацетиленовая сварка Процесс кислородно-ацетиленовой сварки (FGW) используется при наплавке сталей, особенно там, где требуется максимальная твердость и минимальная склонность к растрескиванию наплавки. Это относится к большинству наплавочных материалов 5.3.1 Хотя скорость осаждения металла в этом процессе не так высока, как в других процессах, оксиацетиленовое наплавление дает определенные преимущества. Наиболее важным преимуществом является минимизация расплавления основного металла и, 5.3.2 В большинстве случаев облицовки необходимо свести к минимуму разбавление материала верхнего слоя для достижения максимальной износостойкости или других желаемых свойств верхнего слоя. Низкая скорость подвода тепла, необходимая для этого процесса, позволяет оператору точно контролировать манипуляции с горелкой, пока материал покрытия находится в точке плавления. Кроме того, низкая скорость подвода тепла в течение более длительного периода времени позволяет теплу постепенно впитываться в заготовку и приводит к более однородным уровням температуры с сопутствующим преимуществом медленного охлаждения. Кроме того, низкий уровень подвода тепла приводит к меньшему перегреву ванны, что сводит к минимуму растворение карбидов в сварном шве или склонность к их оседанию на дно наплавленного металла. 5.3.3 Отсутствие крутых температурных градиентов сводит к минимуму растрескивание или отслоение верхнего слоя из-за чрезмерной термической нагрузки. При наплавке низколегированных сталей желательны низкие скорости охлаждения, чтобы свести к минимуму закалку и потерю пластичности основного металла. 5.3.4 Максимальная твердость наплавленных медных сплавов, полученных методом FGW, ниже, чем у наплавок, полученных дуговой сваркой в среде инертного газа, из-за большей потери алюминия, олова , кремний или цинк путем окисления во время сварки. 5.4 Дуговая сварка вольфрамовым электродом в среде защитного газа В процессе дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) всегда образуются очень чистые отложения. Скорость осаждения выше, чем у процесса FGW; однако крутые температурные градиенты возникают из-за высокой скорости поступления тепла. 5.5 Оксиацетиленовая аппликация порошков Оксиацетиленовая аппликация порошков может осуществляться с использованием специальных горелок, включающих в себя баллончики с порошкообразными твердыми сплавами. Горелки устроены таким образом, чтобы обеспечивать нагрев для облицовки, как и в обычном оборудовании, затем 5.5.1 Стоимость металлических порошков обычно намного выше, чем у твердосплавных материалов в форме стержней. 5.6 Плазменное нанесение порошков В оборудовании для плазменной наплавки используется вольфрамовая электрическая дуга, содержащаяся в камере с водяным охлаждением, для нагрева, расширения и ионизации газа в плазменное пламя. Порошки, введенные в поток вторичного газа, расплавляются внутри камеры и продвигаются к заготовке. Из-за более высоких температур плазменные процессы могут использоваться для нанесения огнеупорных покрытий, которые нельзя наносить с помощью процессов газопламенного напыления. 5.6.1 Дуговой процесс без переноса. Этот вариант плазменного напыления аналогичен процессу кислородно-порошкового напыления и не требует сварки. См. W15-S01. Хотя покрытия, нанесенные с помощью процесса плазменного напыления, связаны только механически (не металлургически) с основным металлом, они имеют хорошую прочность сцепления. Осадок, обычно толщиной от 0,127 до 0,254 мм (от 0,005 до 0,010 дюйма), содержит пустоты, но плотность лучше 95 процентов может быть достигнута в зависимости от сплава и используемой процедуры. Плотность и прочность связи плазменных отложений значительно превышают полученные при использовании процесса FGW. Температура подложки может быть ограничена до 149°C (300°F), что сводит к минимуму проблемы с искажениями. 5.6.2 Процесс переноса дуги. Этот вариант плазменной наплавки представляет собой настоящий процесс сварки и похож на наплавку GTAW. 6. Подготовка поверхности Степень подготовки основного металла зависит от требуемого качества поверхности наплавленного металла. Для общих работ (например, направляющие пластины, коксовые желоба или экскаваторы) может допускаться некоторая степень пористости поверхности или включения. Отслоившуюся окалину, грязь или другие посторонние вещества следует удалить проволочной щеткой, напильником или пескоструйной обработкой. Все посторонние материалы (например, жир, оксиды или грязь любого рода) должны быть полностью удалены непосредственно перед наплавкой. Рекомендуется протереть поверхность метиловым спиртом и свести к минимуму манипуляции после подготовки. Даже отпечатки пальцев могут помешать хорошему смачиванию во время наплавки. 7. Выбор сплавов для наплавки 7.1 Определите, требуется ли предполагаемая эксплуатация износостойкости при ударных нагрузках при нормальной атмосферной температуре. 7.2 Определите требования к рабочей температуре. Если стойкость к окислению значительно важнее жаропрочности, следует рассматривать аустенитные чугуны с высоким содержанием хрома. Если важны жаропрочность и твердость, а также стойкость к окислению, следует рассматривать либо сплавы кобальт-хром-вольфрам, либо сплавы никель-хром-бор. 7.3 Важна стойкость к истиранию. Для максимальной стойкости к истиранию предпочтительны карбиды вольфрама. Этот тип накладки изнашивается до шероховатой поверхности. Для поверхности, которая изнашивается гладко, хотя и с более высокой скоростью износа, чем поверхность из карбида вольфрама, предпочтительны аустенитные высокохромистые чугуны или быстрорежущие мартенситные стали. 7.4 Во многих случаях практические условия эксплуатации требуют сочетания свойств твердосплавного покрытия, хотя обычно преобладает одно требование. Есть много доступных материалов, которые, как сообщается, обладают комбинированными свойствами, но они относительно дороги. Окончательный выбор твердосплавного материала, как правило, представляет собой компромисс и может потребовать модификации, определяемой эксплуатационными характеристиками. Доступно большинство материалов, подходящих для выбранного процесса сварки. Характеристики процесса сварки имеют прямое отношение к результирующим свойствам наплавочного материала. 8. Характеристики износа 8.1 Износ – это износ материала в результате использования и, как правило, поверхностное явление. Износ может происходить из-за механических, химических или термических факторов, которые могут действовать в комбинации или по отдельности во многих вариациях. 8.2 Измеренная твердость материала не всегда может быть истинным критерием сопротивления механическому износу. Значимость измерений твердости зависит от типа материала, типа испытания на твердость, условий, при которых проводятся измерения, и фактических или предполагаемых условий эксплуатации. Некоторые примеры условий, при которых измерения твердости могут не дать надежного показателя износостойкости: a. Случай неоднородного композиционного материала, например, твердых карбидов, встроенных в более мягкую матрицу. 9. Классификация материалов Наплавочные материалы и их физические и химические свойства приведены в таблицах III-X. В обозначениях карбид-вольфрамовых сварочных стержней, RWC, электродов и EWC цифры 5/8 обозначают стандарт США 9.0724 10. Соображения 10.1 Основной металл. Для ударных нагрузок основной металл под твердосплавным покрытием должен иметь достаточную прочность, чтобы предотвратить пластическое течение под покрытием, и в то же время иметь достаточную пластичность для защиты от внезапного разрушения. Если основной металл имеет низкий предел текучести и имеет место пластическая деформация, опора наплавленного металла будет недостаточной, что может привести к растрескиванию наплавки. Требования к адекватной прочности и пластичности основного металла приводят к выбору основного металла из среднеуглеродистой или низколегированной стали, то есть закаливаемой стали для поддержки твердосплавного покрытия. Необходимо соблюдать осторожность, чтобы избежать образования мартенситной микроструктуры на линии сплавления из-за термического цикла сварки. Если возможно, желательно предварительно нагреть и покрыть стальную поверхность нержавеющей сталью типа 309 (23 Cr-12 Ni) или каким-либо другим аустенитным наполнителем, например инконелем, перед нанесением твердосплавного материала. Правильно подобранный аустенитный промежуточный слой также механически изолирует закаливаемый основной металл от термического цикла операции наплавки, таким образом сводя к минимуму деформации, сопровождающие упрочняющие превращения, которым подвергается наплавка. 10.2 Масс Эффект. Как и во всех случаях сварки, необходимо учитывать скорость охлаждения из-за больших масс металла, прилегающего к зоне сварки, особенно там, где речь идет о закалке основного металла. Выкрашивание наплавленного металла может произойти, если на линии сплавления образуется хрупкая структура. Чтобы избежать этого, предварительно нагрейте основной металл перед нанесением наплавки и затем медленно охладите деталь. 10.3 Усадочные напряжения. Как и во всех наплавленных материалах, термические напряжения возникают в наплавленном твердым сплавом, когда он сжимается во время охлаждения. 10.4 Эффект масштабирования. На относительно больших поверхностях, подлежащих наплавке, где может накапливаться большое количество тепла, может возникнуть окалина на металле, прилегающем к сварному шву. Эти мельчайшие частицы накипи, покрытые слоем расплавленного слоя, могут быть причиной чрезмерной пористости после того, как произошло затвердевание. 10.5 Шаблоны приложений. Наплавка на твердое покрытие должна быть нанесена на поверхности с чрезмерным износом, например, контактные кромки, кромки винтовых витков, подшипники скольжения или области, протертые уплотнениями, наконечники молотков и режущие кромки. На ковшах лопат и других предметах, подвергающихся сильному абразивному износу, твердосплавный налет наносится на ромбовидную приподнятую ловушку, чтобы удерживать абразивный материал, так что он становится поверхностью износа против самого себя. 10.6 Существуют другие типы закалки и напыления, которые не рассматриваются в настоящем стандарте. ТАБЛИЦА I. Типичная твердость и области применения материалов для твердого покрытия ТАБЛИЦА I. |
