Расчет режимов резания при фрезеровании концевой фрезой: Выбор скорости и режима резания при фрезеровании концевыми фрезами: расчеты и формулы минутной подачи на зуб на фрезерном станке
Содержание
Таблицы режимов резания для фрез TydeWay.
Режимы резания: стандартная обработка
2-хзубая концевая фреза с плоским торцем
4-хзубая концевая фреза с плоским торцем
2-хзубая концевая фреза со сферическим торцем
4-х зубая концевая фреза с плоским торцем
2-хзубая концевая фреза со сферическим торцем
6-ти, 8-мизубая концевая фреза типа Helix с плоским торцем
6-ти, 8-мизубая концевая фреза типа Helix с плоским торцем
2-хзубая концевая фреза с плоским торцем
| Обрабатываемый материал | Углеродистая сталь, Чугун (150-250HRB) | Легированная сталь, Предварительно закаленная сталь (25-35HRC) | Закалённая сталь (35-45HRC) | Закалённая сталь (45-55HRC) | Нержавеющая сталь (SUS304,316) | Никелевые сплавы, Титановые сплавы | |||||||
| Режимы обработки | Частота вращения об. /мин /мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | |
| мм | |||||||||||||
| 1 | 19500 | 115 | 11000 | 65 | 9800 | 35 | 8000 | 30 | 9500 | 55 | 5500 | 30 | |
| 2 | 11200 | 340 | 10500 | 240 | 7300 | 130 | 5300 | 80 | 5300 | 90 | 3300 | 50 | |
| 4 | 6400 | 460 | 6000 | 320 | 4200 | 180 | 3000 | 110 | 3000 | 130 | 1900 | 70 | |
| 6 | 4600 | 550 | 4300 | 390 | 3000 | 210 | 2200 | 130 | 2200 | 150 | 1400 | 80 | |
| 8 | 3400 | 550 | 3200 | 390 | 2200 | 210 | 1600 | 130 | 1600 | 150 | 1000 | 80 | |
| 10 | 2800 | 560 | 2600 | 390 | 1800 | 210 | 1300 | 130 | 1300 | 150 | 800 | 80 | |
| 12 | 2300 | 560 | 2200 | 400 | 1500 | 210 | 1100 | 130 | 1100 | 150 | 700 | 80 | |
| 14 | 2200 | 220 | 1800 | 150 | 1300 | 190 | 900 | 55 | 1050 | 95 | 600 | 60 | |
| 16 | 1800 | 190 | 1600 | 130 | 1200 | 180 | 750 | 50 | 950 | 85 | 550 | 55 | |
| 18 | 1700 | 170 | 1500 | 125 | 1050 | 160 | 670 | 45 | 840 | 75 | 500 | 50 | |
| 20 | 1500 | 150 | 1350 | 115 | 950 | 140 | 650 | 35 | 760 | 70 | 450 | 50 | |
| 22 | 1300 | 130 | 1200 | 105 | 780 | 70 | 600 | 30 | 670 | 65 | 400 | 45 | |
| 24 | 1100 | 110 | 1100 | 95 | 700 | 50 | 550 | 25 | 600 | 60 | 350 | 30 | |
| 25 | 1000 | 100 | 1050 | 90 | 650 | 45 | 500 | 20 | 560 | 50 | 300300 | 20 | |
| Глубина резки | aa | 1. 5D 5D | 1D | 1.5D | 1D | ||||||||
| ar | 0.1D | 0.05D | 0.02D | 0.1D | 1D | ||||||||
| H | 0.5D | 0.3D | 0.05D | 0.5D | 0.05D | ||||||||
4-хзубая концевая фреза с плоским торцем
| Обрабатываемый материал | Углеродистая сталь, Чугун (150-250HRB) | Легированная сталь, Предварительно закаленная сталь (25-35HRC) | Закалённая сталь (35-45HRC) | Закалённая сталь (45-55HRC) | Нержавеющая сталь (SUS304,316) | Никелевые сплавы, Титановые сплавы | |||||||
| Режимы обработки | Частота вращения об. /мин /мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | Частота вращения об./мин | Подача, мм/мин | |
| мм | |||||||||||||
| 2 | 12800 | 570 | 12000 | 380 | 8300 | 230 | 6000 | 150 | 6000 | 130 | 3700 | 70 | |
| 4 | 6800 | 730 | 6400 | 490 | 4400 | 300 | 3200 | 200 | 3200 | 170 | 2000 | 90 | |
| 6 | 4600 | 770 | 4300 | 520 | 3000 | 320 | 2200 | 210 | 2200 | 180 | 1400 | 100 | |
| 8 | 3400 | 770 | 3200 | 520 | 2200 | 320 | 1600 | 210 | 1600 | 180 | 100 | 100 | |
| 10 | 2800 | 780 | 2600 | 520 | 1800 | 320 | 1300 | 210 | 1300 | 180 | 800 | 100 | |
| 12 | 2300 | 780 | 2200 | 530 | 1500 | 320 | 1100 | 210 | 1100 | 180 | 700 | 100 | |
| 14 | 2200 | 250 | 1800 | 180 | 1300 | 130 | 100 | 120 | 1050 | 115 | 620 | 110 | |
| 16 | 1900 | 220 | 1400 | 140 | 1100 | 110 | 880 | 90 | 950 | 105 | 540 | 95 | |
| 18 | 1700 | 195 | 1200 | 120 | 1000 | 105 | 780 | 75 | 840 | 95 | 480 | 80 | |
| 20 | 1500 | 190 | 1050 | 115 | 950 | 95 | 700 | 65 | 760 | 90 | 440 | 70 | |
| 22 | 1300 | 170 | 950 | 95 | 900 | 90 | 580 | 50 | 660 | 80 | 380 | 60 | |
| 24 | 1100 | 150 | 850 | 85 | 850 | 80 | 460 | 40 | 540 | 65 | 320 | 50 | |
| 25 | 1000 | 135 | 800 | 70 | 800 | 75 | 380 | 25 | 500 | 50 | 310 | 45 | |
| Глубина резки | aa | 1. 5D 5D | 1D | 1.5D | 1D | ||||||||
| ar | 0.1D | 0.05D | 0.02D | 0.1D | 0.05D | ||||||||
| H | 0.5D | 0.2D | 0.05D | 0.5D | 0.1D | ||||||||
Режимы резания: стандартная обработка
2-хзубая концевая фреза со сферическим торцем
| Обрабатываемый материал | Углеродистая сталь, Чугун (150-250HRB) | Легированная сталь, Предварительно закаленная сталь (25-35HRC) | Закалённая сталь (35-45HRC) | Закалённая сталь (45-55HRC) | Нержавеющая сталь (SUS304,316) | Никелевые сплавы, Титановые сплавы | |||||||
| Режимы обработки | Частота вращения, об.  /мин /мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | |
| мм | |||||||||||||
| R1 | 19100 | 770 | 12800 | 370 | 10200 | 270 | 8900 | 190 | 8900 | 210 | 6400 | 120 | |
| R2 | 10800 | 1100 | 7200 | 550 | 5700 | 400 | 5000 | 280 | 5000 | 310 | 3600 | 180 | |
| R3 | 7700 | 1300 | 5200 | 660 | 4100 | 480 | 3600 | 330 | 3600 | 380 | 2600 | 210 | |
| R4 | 6000 | 1400 | 4000 | 700 | 3200 | 510 | 2800 | 360 | 2800 | 400 | 2000 | 230 | |
| R5 | 4800 | 1400 | 3200 | 700 | 2600 | 520 | 2300 | 370 | 2300 | 410 | 1600 | 230 | |
| R6 | 4000 | 1400 | 2700 | 710 | 2200 | 530 | 1900 | 370 | 1900 | 410 | 1400 | 240 | |
| R7 | 2900 | 1200 | 1850 | 540 | 1600 | 420 | 1450 | 230 | 1500 | 380 | 1300 | 200 | |
| R8 | 2600 | 1450 | 1650 | 580 | 1400 | 400 | 800 | 220 | 1200 | 320 | 1200 | 200 | |
| R9 | 2300 | 1500 | 1400 | 580 | 1250 | 400 | 780 | 220 | 1000 | 280 | 1000 | 200 | |
| R10 | 2100 | 1500 | 1300 | 580 | 1100 | 360 | 720 | 220 | 800 | 220 | 800 | 180 | |
R12. 5 5 | 1700 | 1600 | 1100 | 520 | 850 | 280 | 500 | 180 | 550 | 180 | 600 | 120 | |
| Глубина резки | aa | 0.1D | 0.05 | 0.1D | 0.05D | ||||||||
| Pf | 0.2D | 0.1D | 0.2D | 0.1D | |||||||||
Режимы резания: высокоскоростная обработка
4-х зубая концевая фреза с плоским торцем
| Обрабатываемый материал | Углеродистая сталь, Чугун (150-250HRB) | Легированная сталь, Предварительно закаленная сталь (25-35HRC) | Закалённая сталь (35-45HRC) | Закалённая сталь (45-55HRC) | Нержавеющая сталь (SUS304,316) | ||||||
| Режимы обработки | Частота вращения, об.  /мин /мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | |
| мм | |||||||||||
| 2 | 47800 | 2200 | 47800 | 1600 | 39800 | 1200 | 31800 | 900 | 15900 | 400 | |
| 4 | 23900 | 2600 | 23900 | 1900 | 19900 | 1400 | 15900 | 1100 | 8000 | 490 | |
| 6 | 21000 | 2450 | 18000 | 2000 | 13300 | 1500 | 10600 | 1200 | 5300 | 510 | |
| 8 | 15500 | 2450 | 13500 | 2000 | 1000 | 1500 | 8000 | 1200 | 4000 | 520 | |
| 10 | 12500 | 2500 | 11000 | 2000 | 8000 | 1500 | 6400 | 1200 | 3200 | 520 | |
| 12 | 10500 | 2450 | 9250 | 2000 | 6700 | 1500 | 5300 | 1200 | 2700 | 520 | |
| 14 | 9050 | 2350 | 7950 | 2000 | 5650 | 1350 | 3400 | 960 | 1800 | 390 | |
| 16 | 7950 | 2250 | 6950 | 1950 | 4950 | 1350 | 2950 | 960 | 1550 | 375 | |
| 18 | 7050 | 2250 | 6150 | 1900 | 4400 | 1300 | 2650 | 885 | 1400 | 375 | |
| 20 | 6350 | 2100 | 5550 | 1850 | 3950 | 1300 | 2350 | 785 | 1250 | 355 | |
| 22 | 5750 | 1850 | 5050 | 1700 | 3600 | 1200 | 2250 | 720 | 1150 | 325 | |
| 24 | 5300 | 1800 | 4600 | 1550 | 3300 | 1100 | 2100 | 675 | 1050 | 295 | |
| 25 | 5050 | 1700 | 4450 | 1500 | 3150 | 1050 | 1900 | 675 | 1000 | 280 | |
| Глубина резки | aa | 1. 5D 5D | 1D | 1.5D | |||||||
| ar | 0.05D | 0.02D | 0.05D | ||||||||
Режимы резания: высокоскоростная обработка
2-хзубая концевая фреза со сферическим торцем
| Обрабатываемый материал | Углеродистая сталь, Чугун (150-250HRB) | Легированная сталь, Предварительно закаленная сталь (25-35HRC) | Закалённая сталь (35-45HRC) | Закалённая сталь (45-55HRC) | Нержавеющая сталь (SUS304,316) | ||||||
| Режимы обработки | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об.  /мин /мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | |
| мм | |||||||||||
| R1 | 51000 | 2100 | 39800 | 1300 | 35700 | 960 | 23700 | 640 | 35700 | 960 | |
| R2 | 25500 | 2700 | 19900 | 1700 | 17900 | 1300 | 11900 | 830 | 17900 | 1300 | |
| R3 | 17000 | 3000 | 13300 | 1900 | 11900 | 1400 | 7900 | 920 | 11900 | 1400 | |
| R4 | 12800 | 3100 | 10000 | 2000 | 9000 | 1500 | 6000 | 960 | 9000 | 1500 | |
| R5 | 10200 | 3100 | 8000 | 2000 | 7200 | 1500 | 4800 | 960 | 7200 | 1500 | |
| R6 | 8500 | 3100 | 6700 | 2000 | 6000 | 1500 | 4000 | 960 | 6000 | 1500 | |
| R7 | 6800 | 2150 | 5900 | 1850 | 4050 | 970 | 3800 | 920 | 5100 | 1200 | |
| R8 | 5950 | 1900 | 5150 | 1600 | 3550 | 850 | 3550 | 850 | 4450 | 1050 | |
| R9 | 5300 | 1650 | 4550 | 1450 | 3150 | 755 | 3150 | 755 | 3950 | 945 | |
| R10 | 4750 | 1500 | 4100 | 1300 | 2850 | 680 | 2850 | 680 | 3550 | 850 | |
R12. 5 5 | 3800 | 1200 | 3300 | 1050 | 2250 | 540 | 2250 | 540 | 2850 | 680 | |
| Глубина резки | aa | 0.05D | 0.02D | 0.05D | |||||||
| ar | 0.1D | 0.05D | 0.1D | ||||||||
Режимы резания: стандартная обработка
6-ти, 8-мизубая концевая фреза типа Helix с плоским торцем
| Обрабатываемый материал | Углеродистая сталь, Чугун (150-250HRB) | Легированная сталь, Предварительно закаленная сталь (25-35HRC) | Закалённая сталь (35-45HRC) | Закалённая сталь (45-55HRC) | Нержавеющая сталь (SUS304,316) | ||||||
| Режимы обработки | Частота вращения, об.  /мин /мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | |
| мм | |||||||||||
| 1 | 20000 | 540 | 20000 | 390 | 15600 | 260 | 12300 | 160 | 11100 | 140 | |
| 2 | 19000 | 1100 | 17200 | 770 | 13400 | 530 | 10500 | 320 | 9500 | 270 | |
| 3 | 15000 | 2150 | 13400 | 1540 | 10400 | 1050 | 8200 | 650 | 7400 | 540 | |
| 4 | 11200 | 2400 | 10000 | 1740 | 7800 | 1180 | 6100 | 730 | 5600 | 600 | |
| 5 | 9000 | 2700 | 8000 | 1930 | 6200 | 1300 | 4900 | 810 | 4400 | 670 | |
| 6 | 7500 | 2700 | 6700 | 1930 | 5200 | 1300 | 4100 | 810 | 3700 | 670 | |
| 8 | 5600 | 2700 | 5000 | 1930 | 3900 | 1300 | 3050 | 810 | 2800 | 670 | |
| 10 | 4500 | 2700 | 4000 | 1930 | 3100 | 1300 | 2450 | 810 | 2200 | 670 | |
| 12 | 3750 | 2700 | 3350 | 1930 | 2600 | 1300 | 2050 | 810 | 1850 | 670 | |
| 16 | 2800 | 2500 | 2500 | 1800 | 1950 | 1220 | 1530 | 760 | 1400 | 630 | |
| 20 | 2250 | 2100 | 2000 | 1540 | 1550 | 1050 | 1230 | 650 | 1100 | 540 | |
| 25 | 1200 | 880 | 1050 | 600 | 850 | 100 | 600 | 70 | 450 | 60 | |
| Глубина резки | aa | 1-1. 5D 5D | 1-1.5D | 1-1.5D | 1-1.5D | 1-1.5D | |||||
| ar | 0.1D | 0.1D | 0.1D | 0.1D | 0.02D | ||||||
| H | 0.1D | 0.1D | 0.1D | 0.1D | -0.05D Max:0.5мм | ||||||
Режимы резания: высокоскоростная обработка
6-ти, 8-мизубая концевая фреза типа Helix с плоским торцем
| Обрабатываемый материал | Низкопрочные стали, Carbon Stells.Alloy Steels (35HRC) | Среднепрочные стали, Предварительно закаленная сталь, Штамповая сталь (35-45HRC) | Закалённая сталь SKD61 (45-55HRC) | Закалённая сталь s SKD61 (45-55HRC) | Закалённая сталь SKD61(45-55HRC) | ||||||
| Режимы обработки | Частота вращения, об.  /мин /мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | |
| мм | |||||||||||
| 1 | 48000 | 1250 | 48000 | 1250 | 48000 | 1250 | 48000 | 930 | 38000 | 700 | |
| 2 | 48000 | 2850 | 48000 | 2850 | 48000 | 2850 | 36000 | 1600 | 24000 | 1000 | |
| 3 | 32000 | 4900 | 32000 | 4900 | 32000 | 4900 | 24000 | 2740 | 16000 | 1700 | |
| 4 | 24000 | 5200 | 24000 | 5200 | 24000 | 5200 | 18000 | 2900 | 12000 | 1800 | |
| 5 | 19200 | 5800 | 19200 | 5800 | 19200 | 5800 | 14300 | 3200 | 9600 | 2000 | |
| 6 | 16000 | 5800 | 16000 | 5800 | 16000 | 5800 | 12000 | 3200 | 8000 | 2000 | |
| 8 | 12000 | 5800 | 12000 | 5800 | 12000 | 5800 | 9000 | 3200 | 6000 | 2000 | |
| 10 | 9600 | 5800 | 9600 | 5800 | 9600 | 5800 | 7200 | 3200 | 4800 | 2000 | |
| 12 | 8000 | 5800 | 8000 | 5800 | 8000 | 5800 | 6000 | 3200 | 4000 | 2000 | |
| 16 | 6000 | 5400 | 6000 | 5400 | 6000 | 5400 | 4500 | 3000 | 3000 | 1900 | |
| 20 | 4800 | 4600 | 4800 | 4600 | 4800 | 4600 | 3600 | 2580 | 2400 | 1600 | |
| 25 | 4450 | 2400 | 4450 | 2400 | 4450 | 2400 | 1600 | 850 | 1100 | 280 | |
| Глубина резки | aa | 1-1. 5D 5D | 1-1.5D | 1-1.5D | 1-1.5D | 1100-1.5D | |||||
| ar | 0.1D | 0.1D | 0.1D | 0.1D | 0.01D | ||||||
Цельные твердосплавные концевые фрезы для алюминия с плоским торцем 3-х зубые
| Обрабатываемый материал | Алюминиевый сплав ( | Алюминиевый сплав ( | Алюминиевый сплав Формы для литья | Алюминиевый сплав с медью | Глубина резки | ||||
| Режимы обработки | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об.  /мин /мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | |
| мм | |||||||||
| 3 | |||||||||
| 4 | 24,000 | 4,800 | 19,900 | 3,980 | 16,000 | 3,200 | 12,000 | 2,400 | |
| 6 | 16,000 | 3,840 | 13,200 | 3,160 | 10,600 | 2,544 | 8,000 | 1,920 | |
| 8 | 12,000 | 3,600 | 9,900 | 2,970 | 8,000 | 2,400 | 6,000 | 1,800 | |
| 10 | 9,200 | 3,420 | 8,000 | 2,880 | 6,300 | 2,260 | 4,800 | 1,720 | |
| 12 | 8,000 | 3,200 | 6,600 | 2,640 | 5,300 | 2,120 | 4,000 | 1,600 | |
| 14 | 6,800 | 2,990 | 5,600 | 2,460 | 4,500 | 1,198 | 3,400 | 1,490 | |
| 16 | 6,000 | 3,000 | 5,000 | 2,500 | 4,000 | 2,000 | 3,000 | 1,500 | |
| 18 | 5,300 | 2,600 | 4,400 | 2,200 | 3,500 | 1,750 | 2,600 | 1,300 | |
| 20 | 4,8000 | 2,400 | 4,000 | 2,000 | 3,200 | 1,600 | 2,400 | 1,200 | |
Цельные твердосплавные концевые фрезы для алюминия с плоским торцем 2-х зубые
| Обрабатываемый материал | Алюминиевый сплав ( | Алюминиевый сплав ( | Алюминиевый сплав Формы для литья | Алюминиевый сплав с медью | Глубина резки | ||||
| Режимы обработки | Частота вращения, об.  /мин /мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | Частота вращения, об./мин | Подача, мм/мин | |
| мм | |||||||||
| 4 | 24,000 | 3,840 | 19,900 | 2,980 | 16,000 | 2,240 | 12,000 | 1,440 | |
| 6 | 16,000 | 3,072 | 13,200 | 2,980 | 10,600 | 1,780 | 8,000 | 1,150 | |
| 8 | 12,000 | 2,880 | 9,900 | 2,230 | 8,000 | 1,680 | 6,000 | 1,080 | |
| 10 | 9,200 | 2,730 | 8,000 | 2,160 | 6,300 | 1,580 | 4,800 | 1,030 | |
| 12 | 8,000 | 2,560 | 6,600 | 1,980 | 5,300 | 1,480 | 4,000 | 960 | |
| 14 | 6,800 | 2,390 | 5,600 | 1,845 | 4,500 | 1,380 | 3,400 | 890 | |
| 16 | 6,000 | 2,400 | 5,000 | 1,870 | 4,000 | 1,400 | 3,000 | 900 | |
| 18 | 5,300 | 2,080 | 4,400 | 1,650 | 3,500 | 1,220 | 2,600 | 780 | |
| 20 | 4,8000 | 1,920 | 4,000 | 1,500 | 3,200 | 1,260 | 2,400 | 720 | |
Фрезерование концевыми фрезами — РИНКОМ
В этой статье мы расскажем в деталях о концевых фрезах и технологиях обработки уступов, скосов, а также пазов различных форм.
Содержание
Фрезерование концевыми фрезами
-
Конструктивные особенности и виды концевых фрез- Шпоночные концевые фрезы
- Угловые концевые фрезы
- Т-образные концевые фрезы
-
Оборудование для фрезерования концевыми фрезами- >Патроны для концевых фрез с цилиндрическими хвостовиками
- Патроны для концевых фрез с коническими хвостовиками
- Цанговые патроны
- Патроны с регулируемыми эксцентриками
-
Выбор скорости подачи фрез - Основные технологии фрезерования концевыми фрезами
-
Фрезерование уступов концевыми фрезами- Основные параметры
- Выбор инструмента
- Расчет режима резания
- Подготовка к работе и выполнение операции
-
Фрезерование сквозных пазов концевыми фрезами -
Фрезерование замкнутых пазов концевыми фрезами- Выбор инструмента
- Расчет режима резания
- Выполнение операции
-
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами- Фрезерование с поворотом заготовок
- Фрезерование с поворотом шпинделя станка
-
Фрезерование наклонных плоскостей угловыми концевыми фрезами -
Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами- Выбор инструмента
- Расчет режима резания
- Подготовка к работе и выполнение операции
-
Обработка концевыми фрезами специальных пазов- Фрезерование Т-образных пазов
- Фрезерование паза типа «ласточкин хвост»
-
Контурное фрезерование концевыми фрезами- С комбинированием ручных подач
- С использованием круглого поворотного стола
-
Правила фрезерования и полезные советы
Фрезерование концевыми фрезами
Фрезерование концевыми фрезами применяется для:
-
обработки пазов, уступов; -
объемного копирования; -
фасонной обработки поверхностей; -
снятия свесов у щитов, облицованных различными материалами; -
контурной обработки деталей; -
выполнения иных операций.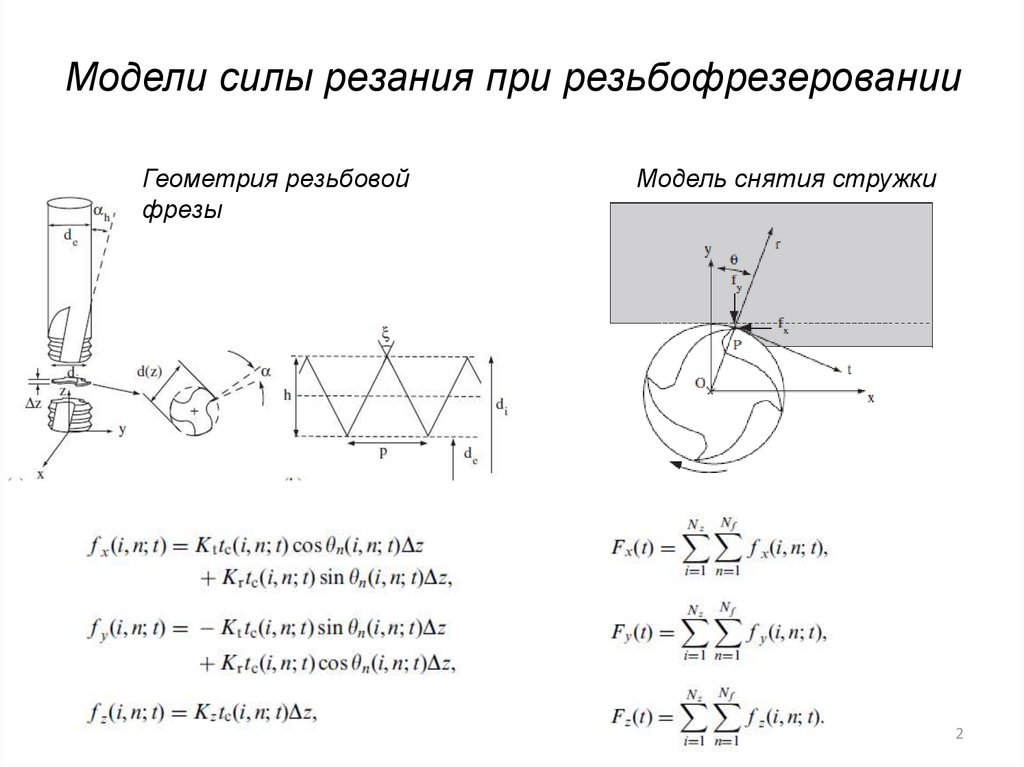
В этой статье мы расскажем в деталях о концевых фрезах и технологиях обработки уступов, скосов, а также пазов различных форм.
Фотография №1: фрезерование концевой фрезой
Конструктивные особенности и виды концевых фрез
Монолитные и сборные обычные (цилиндрические) и иные концевые фрезы состоят из рабочих частей и хвостовиков. Они могут быть цилиндрическими и коническими, а зубья — нормальными и мелкими. Инструменты с нормальными зубьями применяют для получистовой и чистовой обработки, а крупнозубые фрезы — для черновой.
Изображение №1: концевая фреза с конусом Морзе (коническим)
Важно! Концевые фрезы имеют небольшие диаметры (3–60 мм). Из-за этого для обеспечения оптимальных скоростей резания инструменты вращаются с высокими частотами. При относительно небольших скоростях подачи нагрузка на 1 зуб минимальна. Это обеспечивает высокое качество обработки.
Это обеспечивает высокое качество обработки.
Монолитные концевые фрезы могут быть:
-
целиком изготовлены из быстрорежущей или легированной стали; -
целиком выполнены из твердых сплавов; -
спаянными (материал хвостовика — конструкционная сталь, а рабочей части — твердый сплав).
Кроме этого существуют концевые фрезы с твердосплавными пластинами.
Изображение №2: цилиндрическая концевая фреза с твердосплавными пластинами
Главное преимущество таких фрез — возможность смены пластин без снятия режущего инструмента. Твердосплавные концевые фрезы (с пластинами и без) применяют для получения пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Инструменты могут иметь затылованные и остроконечные зубья. Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Изображение №3: обдирочная концевая фреза с затылованными зубьями
Инструменты с острозаточенными зубьями имеют неравномерный окружной шаг. Такие обдирочные фрезы отличаются более высокими производительностью (+ 60–70 %), вибростойкостью и сроком службы.
Изображение №4: обдирочная концевая фреза с остроконечными зубьями
Кроме цилиндрических инструментов существуют концевые фрезы специального назначения. К ним относятся шпоночные, угловые и Т-образные модели.
Шпоночные концевые фрезы
Их применяют для фрезерования шпоночных пазов. Инструменты имеют 2 режущих зуба и торцевые режущие кромки. Они направлены не наружу (как у сверл), а внутрь инструментов.
Изображение №5: шпоночная концевая фреза
Шпоночная фреза может углубляться в материал при осевой подаче (высверливается отверстие), а затем двигаться в сторону при продольной. В результате получается шпоночный паз.
Важно! Переточку таких фрез производят по задним поверхностям торцевых кромок. После операций диаметры инструментов не изменяются.
Угловые концевые фрезы
Их применяют для фрезерования наклонных плоскостей и пазов, имеющих угловые профили. Инструменты бывают одноугловыми и двухугловыми. У первых режущие кромки расположены на конических поверхностях и торцах, а у вторых — только на конических поверхностях. Причем двухугловые фрезы могут быть симметричными. У таких инструментов усилия, возникающие при работе угловых кромок зубьев уравновешиваются. Такие фрезы работают более плавно.
Изображение №6: рабочие части угловых концевых фрез
Вершины угловых фрез закругляют. Это продлевает срок службы инструментов.
Т-образные концевые фрезы
Их применяют для обработки Т-образных пазов.
Изображение №7: конструкция и характеристики Т-образных концевых фрез
Эти фрезы часто ломаются. Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Оборудование для фрезерования концевыми фрезами
Для фрезерования концевыми фрезами применяются горизонтальные и вертикальные фрезерные станки. Инструменты устанавливают в различные по конструкции патроны.
Патроны для концевых фрез с цилиндрическими хвостовиками
Концевые фрезы с цилиндрическими хвостовиками фиксируют при помощи таких патронов.
Изображение №8: патрон для концевых фрез с цилиндрическими хвостовиками
Они состоят из корпусов (1), гаек (2) и кулачков (3). Корпус устанавливается в шпинделе и затягивается шомполом. Кулачки зажимают инструмент при помощи кольцевой (4) и промежуточных пружин.
Патроны для концевых фрез с коническими хвостовиками
Имеют такую конструкцию.
Изображение №9: патрон для концевых фрез с коническими хвостовиками
Корпус (3) закрепляется в шпинделе станка при помощи шомпола. В сменной втулке (4) имеется винт (5), предназначенный для фиксации фрезы. Пояски втулки проходят через отверстия навернутой на корпус гайки (2) и вставляются в имеющиеся на торце пазы. Положение гайки регулируется при помощи специального винта (6).
Важно! Сменные втулки имеют стандартные размеры, соответствующие конусам Морзе.
Цанговые патроны
Предназначены для крепления концевых фрез с цилиндрическими хвостовиками.
Изображение №10: цанговый патрон
Конический хвостовик такого патрона затягивается в шпинделе станка при помощи шомпола. Спереди имеется выточка. В нее входит цанга (1). Это коническая разрезная втулка имеющая отверстие, диаметр которого соответствует диаметру хвостовика закрепляемой фрезы. Для ее фиксации цанга сжимается гайкой (2).
Патроны с регулируемыми эксцентриситетами
Состоят из корпусов (1), колпачковых гаек (3) и втулок (2).
Изображение №11: патрон с регулируемым эксцентриком
Втулка в таком патроне эксцентрично закреплена по отношению к оси вращающейся фрезы (4). Она крепится при помощи двух винтов (5). При поворачивании втулки регулируется ширина паза.
Выбор скорости подачи фрез
Выбор скорости подачи фрезы напрямую зависит от материала заготовки.
-
Алюминий и сплавы на его основе — 200–420 м/мин. -
Бакелит — 40–110 м/мин. -
Нержавеющая сталь — 45–95 м/мин. -
Термопласты и древесина — 300–500 м/мин. -
Латунь — 130–320 м/мин.
-
Бронза — 90–150 м/мин. -
ПВХ — 100–2500 м/мин.
Основные технологии фрезерования концевыми фрезами
Расскажем об основных технологиях фрезерования концевыми фрезами на примере конкретных операций.
Фрезерование уступов концевыми фрезами
Рассмотрим фрезерование двух уступов в бруске. Цель — получение ступенчатой шпонки.
Основные параметры
-
Ширина фрезерования — 5 мм. -
Глубина резания — 12 мм. -
Чистота поверхности — 5.
Выбор инструмента
Для этой операции отлично подойдет концевая фреза (диаметр — 16 мм) с нормальными зубьями и цилиндрическим хвостовиком. Чтобы стружка отводилась вверх, винтовые канавки должны быть направлены вправо.
Расчет режима резания
Рассчитаем частоту вращения шпинделя. При скорости подачи 25 м/мин. она будет равна:
n = (1000*v)/(π*d) = (1000*25)/(3,14*16) = 500 об./мин.
Подача на один зуб — 0,03 мм. Вычислим минутную подачу.
s = sзуб*z (чистота поверхности)*n = 0,03*5*500 = 75 мм/мин.
Подготовка к работе и выполнение операции
Фрезерование каждого уступа проходит по следующей схеме.
-
Закрепите заготовку в тисках, а фрезу — в патроне шпинделя станка. -
Установите лимб коробки подач на 80 мм/мин., а лимб коробки скоростей — на 500 об./мин. -
Запустите вращение шпинделя. -
Подведите заготовку под фрезу. -
Поднимите стол до легкого касания фрезой верхней плоскости заготовки.
-
Установите кулачки выключения продольной подачи на длину фрезерования. -
Обработайте деталь с двух сторон.
Изображение №12: фрезерование уступов концевой фрезой
Фрезерование сквозных пазов концевыми фрезами
Для фрезерования сквозных пазов обычно берут концевые фрезы, диаметры которых соответствуют чертежным размерам пазов с допустимыми отклонениями.
Важно! Так делают в случаях, если концевые фрезы не имеют радиального биения. При его наличии ширина паза получится больше заданной. Итог— брак.
Для обработки сквозных пазов чаще всего берут новые концевые фрезы. При работе с переточенными инструментами для соблюдения точности пазов можно использовать патроны с регулируемыми эксцентриками. Технология фрезерования сквозных пазов не отличается от описанной выше.
Фрезерование замкнутых пазов концевыми фрезами
Задача — профрезеровать в планке замкнутый паз. Длина — 32 мм. Ширина — 16 мм.
Изображение №13: чертеж планки
Выбор инструмента
Подойдет та же самая фреза с пятью зубьями (z = 5).
Расчет режима резания
Заданная подача фрезы — 0,01 мм/зуб. Скорость резания — 25 м/мин. Частота — 500 об./мин. Вычислим минутную подачу.
s = sзуб*z*n = 0,01*5*500 = 25 мм/мин.
Минимальная подача на станке — 31,5 мм/мин. Устанавливаем именно ее. Рассчитаем фактическую подачу на один зуб.
sзуб= s/(z*n) = 31,5/(5*500) = 0,013 мм/зуб.
Выполнение операции
При фрезеровании сквозных пазов:
-
сначала дают ручную вертикальную подачу для того, чтобы фреза врезалась в материал на 4–5 мм; -
после этого включают механическую продольную подачу и вырезают глухой паз нужной длины; -
постепенно поднимают стол до получения сквозного отверстия.
Изображение №14: закрепление заготовки и фрезерование сквозного паза
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
Для фрезерования наклонных плоскостей концевыми фрезами применяют две технологии.
1. Фрезерование с поворотом заготовок
Эта технология предполагает использование универсальных поворотных тисков. Заготовки в них крепятся так же, как и в обычных.
Изображение №15: фрезерование наклонной плоскости концевой фрезой с поворотом заготовки
Важно! Обрабатываемая наклонная плоскость должна располагаться параллельно столу.
2. Фрезерование с поворотом шпинделя станка
Это возможно как на вертикальных, так и на горизонтальных фрезерных станках. Первые для этого должны обладать функцией поворота бабки со шпинделем вокруг горизонтальной оси, а вторые — накладными вертикальными головками. Для фрезерования просто устанавливают нужные углы наклона.
Изображение №16: фрезерование наклонной плоскости концевой фрезой под углом 60°
Фрезерование наклонных плоскостей угловыми концевыми фрезами
Выполняется на горизонтальных фрезерных станках. Обработка заготовок угловыми фрезами происходит на меньших скоростях подачи и резания. Это связано с трудными условиями работы.
К примеру, при глубине фрезерования 12 мм назначают скорость резания 11,8 м/мин. Частота вращение шпинделя — 50 об./мин.
Изображение №17: фрезерование наклонной плоскости угловой концевой фрезой
Обратите внимание! Чтобы избежать брака при фрезеровании наклонной плоскости:
-
перед операцией удостоверьтесь в точности разметки; -
закрепите заготовку максимально надежно; -
тщательно очистите тиски и стол от стружки; -
проверьте угол наклона инструмента или универсальных тисков.
Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами
Выполняется на горизонтальных и вертикальных фрезерных станках. Рассмотрим фрезерование шпоночной канавки с шириной 10 мм и глубиной 4 мм.
Изображение №18: фрезерование закрытой шпоночной канавки
Выбор инструмента
Для этой операции возьмем шпоночную фрезу с диаметром 10 мм. Если она перетачивалась, необходимо проверить диаметр рабочей части микрометром.
Расчет режима резания
Заданная скорость резания — 25,2 м/мин. Частота вращения — 800 об./мин. Подача — 0,03 мм/зуб. Количество зубьев — 2. Рассчитаем минутную подачу.
s= 0,03*2*800 = 48 мм/мин.
Подготовка к работе и выполнение операции
После закрепления фрезы в патроне проверьте ее радиальное биение по индикатору. Ширина канавки не должна выйти из допуска. Фрезерование шпоночных канавок происходит так же, как и рассмотренная выше обработка замкнутых пазов.
Обработка концевыми фрезами специальных пазов
К ним относятся Т-образные пазы и пазы типа «ласточкин хвост». Их фрезерование обычно выполняется на вертикальных фрезерных станках.
Фрезерование Т-образных пазов
Фрезерование простых Т-образных пазов включает в себя 2 этапа.
-
При помощи цилиндрической концевой фрезы получают прямоугольный паз. -
При помощи Т-образной фрезы делают паз Т-образным.
Если необходимо получить паз с заваленными кромками, делают третий переход. Фаски снимают при помощи угловой фрезы.
Изображение №19: три этапа фрезерования Т-образного паза с заваленными кромками
Фрезерование паза типа «ласточкин хвост»
Также происходит за 2 этапа.
-
При помощи цилиндрической концевой фрезы получают прямоугольный паз.
-
При помощи угловой фрезы типа «ласточкин хвост» завершают операцию.
Изображение №20: фрезерование паза типа «ласточкин хвост»
Контурное фрезерование концевыми фрезами
Существуют две основные технологии контурного фрезерования концевыми фрезами.
С комбинированием ручных подач
Технология выглядит так.
-
Заготовка фиксируется на столе или в тисках. -
Деталь обрабатывается концевой фрезой по размеченному контуру (стол при этом перемещается в продольном и поперечном направлениях).
Обратите внимание! За один раз профрезеровать контур невозможно. Деталь сначала обрабатывают начерно, а затем — начисто.
Изображение №21: фрезерование криволинейного контура с комбинированием ручных подач
С использованием круглого поворотного стола
При фрезеровании заготовок на круглых поворотных столах контуры дуг образуются за счет их круговых подач. Приспособления бывают ручными и механическими. По этой технологии получают высокоточные контуры.
Изображение №22: круглый поворотный стол с ручной подачей
Обратите внимание! Выше мы рассмотрели лишь основные сферы применения концевых фрез. Об иных операциях и особенностях их выполнения читайте в специальной литературе.
Правила фрезерования и полезные советы
-
Станок, его шпиндель и стол должны быть чистыми. -
Не используйте неподходящие рукоятки и ключи. -
При фиксации в тисках поковок, черных отливок и заготовок из проката одевайте на губки накладки из латуни, меди или алюминия. -
Накладки также нужны при фрезеровании обработанных деталей и заготовок. -
Заготовки и зажимные приспособления должны быть очищены от стружки.
-
Не забывайте снимать заусенцы после переходов. -
Не зажимайте слишком сильно тонкие заготовки. -
Перед опусканием и поднятием стола не забывайте проверять затяжку. -
В процессе фрезерования следите за инструментом. О том, что фреза затупилась, можно понять по вибрациям станка и чрезмерному нагреву стружки. -
Не подводите детали под фрезы резко.
Режимы резания при фрезеровании: таблица, элементы, выбор режимов
Поверхностная обработка заготовок методом фрезерования может проводиться исключительно после разработки технологической карты, в которой указываются основные режимы обработки. Подобной работой, как правило, занимается специалист, прошедший специальную подготовку. Режимы резания при фрезеровании могут зависеть от самых различных показателей, к примеру, типа материала и используемого инструмента. Основные показатели на фрезерном станке могут устанавливаться вручную, также проводится указание показателей на блоке числового программного управления. Особое внимание заслуживает резьбофрезерование, так как получаемые изделия характеризуются довольно большим количеством различных параметров. Рассмотрим особенности выбора режимов резания при фрезеровании подробно.
Содержание
Скорость резания
Наиболее важным режимом при фрезеровании можно назвать скорость резания. Он определяет то, за какой период времени будет снят определенный слой материала с поверхности. На большинстве станков устанавливается постоянная скорость резания. При выборе подходящего показателя учитывается тип материала заготовки:
- При работе с нержавейкой скорость резания 45-95 м/мин. За счет добавления в состав различных химических элементов твердость и другие показатели меняются, снижается степень обрабатываемости.
- Бронза считается более мягким составом, поэтому подобный режим при фрезеровании может выбираться в диапазоне от 90-150 м/мин. Она применяется при изготовлении самых различных изделий.
- Довольно большое распространение получила латунь. Она применяется при изготовлении запорных элементов и различных клапанов. Мягкость сплава позволяет повысить скорость резания до 130-320 м/мин. Латуни склонны к повышению пластичности при сильном нагреве.
- Алюминиевые сплавы сегодня весьма распространены. При этом встречается несколько вариантов исполнения, которые обладают различными эксплуатационными характеристиками. Именно поэтому режим фрезерования варьирует в пределе от 200 до 420 м/мин. Стоит учитывать, что алюминий относится к сплавам с низкой температурой плавления. Именно поэтому при высокой скорости обработки есть вероятность существенного повышения показателя пластичности.
Встречается довольно большое количество таблиц, которые применяются для определения основных режимов работы. Формула для определения оборотов скорости резания выглядит следующим образом: n=1000 V/D, где учитывается рекомендуемая скорость резания и диаметр применяемой фрезы. Подобная формула позволяет определить количество оборотов для всех видов обрабатываемых материалов.
Рассматриваемый режим фрезерования измеряется в метрах в минуту режущие части. Стоит учитывать, что специалисты не рекомендуют гонять шпиндель на максимальных оборотах, так как существенно повышается износ и есть вероятность повреждения инструмента. Поэтому полученный результат уменьшается примерно на 10-15%. С учетом этого параметра проводится выбор наиболее подходящего инструмента.
Скорость вращения инструмента определяет следующее:
- Качество получаемой поверхности. Для финишной технологической операции выбирается наибольший параметр. За счет осевого вращения с большим количеством оборотов стружка получается слишком мелкой. Для черновой технологической операции, наоборот, выбираются низкие значения, фреза вращается с меньшей скоростью, и размер стружки увеличивается. За счет быстрого вращения достигается низкий показатель шероховатости поверхности. Современные установки и оснастка позволяют получить поверхность зеркального типа.
- Производительность труда. При наладке производства уделяется внимание и тому, какова производительность применяемого оборудования. Примером можно назвать цех машиностроительного завода, где налаживается массовое производство. Существенное снижение показателя режимов обработки становится причиной уменьшения производительности. Наиболее оптимальный показатель существенно повышает эффективность труда.
- Степень износа устанавливаемого инструмента. Не стоит забывать о том, что при трении режущей кромки об обрабатываемую поверхность происходит ее сильный износ. При сильном изнашивании происходит изменение показателей точности изделия, снижается эффективность труда. Как правило, износ связан с сильным нагревом поверхности. Именно поэтому на производственной линии с высокой производительностью применяется оборудование, способное подавать СОЖ в зону снятия материала.
При этом данный параметр выбирается с учетом других показателей, к примеру, глубины подачи. Поэтому технологическая карта составляется с одновременным выбором всех параметров.
Глубина резания
Другим наиболее важным параметром является глубина фрезерования. Она характеризуется следующими особенностями:
- Глубина врезания выбирается в зависимости от материала заготовки.
- При выборе уделяется внимание тому, проводится черновая или чистовая обработка. При черновой выбирается большая глубина врезания, так как устанавливается меньшая скорость. При чистовой снимается небольшой слой металла за счет установки большой скорости вращения инструмента.
- Ограничивается показатель также конструктивными особенностями инструмента. Это связано с тем, что режущая часть может иметь различные размеры.
Глубина резания во многом определяет производительность оборудования. Кроме этого, подобный показатель в некоторых случаях выбирается в зависимости от того, какую нужно получить поверхность.
Мощность силы резания при фрезеровании зависит от типа применяемой фрезы и вида оборудования. Кроме этого, черновое фрезерование плоской поверхности проводится в несколько проходов в случае, когда нужно снять большой слой материала.
Особым технологическим процессом можно назвать работу по получению пазов. Это связано с тем, что их глубина может быть довольно большой, а образование подобных технологических выемок проводится исключительно после чистовой обработки поверхности. Фрезерование т-образных пазов проводится при применении специального инструмента.
Подача
Понятие подачи напоминает глубину врезания. Подача при фрезеровании, как и при проведении любой другой операции по механической обработке металлических заготовок, считается наиболее важным параметром. Долговечность применяемого инструмента во многом зависит от подачи. К особенностям этой характеристики можно отнести нижеприведенные моменты:
- Какой толщины материал снимается за один проход.
- Производительность применяемого оборудования.
- Возможность проведения черновой или чистовой обработки.
Довольно распространенным понятием можно назвать подачу на зуб. Этот показатель указывается производителем инструмента, зависит от глубины резания и конструктивных особенностей изделия.
Как ранее было отмечено, многие показатели режимом резания связаны между собой. Примером можно назвать скорость резания и подачу:
- При увеличении значения подачи скорость резания снижается. Это связано с тем, что при снятии большого количества металла за один проход существенно повышается осевая нагрузка. Если выбрать высокую скорость и подачу, то инструмент будет быстро изнашиваться или попросту поломается.
- За счет снижения показателя подачи повышается и допустимая скорость обработки. При быстром вращении фрезы возможно существенно повысить качество поверхности. На момент чистового фрезерования выбирается минимальное значение подачи и максимальная скорость, при применении определенного оборудования можно получить практически зеркальную поверхность.
Довольно распространенным значением подачи можно назвать 0,1-0,25. Его вполне достаточно для обработки самых распространенных материалов в различных отраслях промышленности.
Ширина фрезерования
Еще одним параметром, который учитывается при механической обработки заготовок считается ширина фрезерования. Она может варьировать в достаточно большом диапазоне. Ширина выбирается при фрезеровке на станке Have или другом оборудовании. Среди особенностей отметим следующие моменты:
- Ширина фрезерования зависит от диаметра фрезы. Подобные параметры, которые зависят от геометрических особенностей режущей части, не могут регулироваться, учитываются при непосредственном выборе инструмента.
- Ширина фрезерования также оказывает влияние на выбор других параметров. Это связано с тем, что при увеличении значения также увеличивается количество материала, который снимается за один проход.
В некоторых случаях ширина фрезерования позволяет получить требуемую поверхность за один проход. Примером можно назвать случай получения неглубоких канавок. Если проводится резание плоской поверхности большой ширины, то число проходов может несколько отличаться, рассчитывается в зависимости от ширины фрезерования.
Как выбрать режим на практике?
Как ранее было отмечено, в большинстве случаев технологические карты разработаны специалистом и мастеру остается лишь выбрать подходящий инструмент и задать указанные параметры. Кроме этого, мастер должен учитывать то, в каком состоянии находится оборудование, так как предельные значения могут привести к возникновению поломок. При отсутствии технологической карты приходится проводить выбор режимов фрезерования самостоятельно. Расчет режимов резания при фрезеровании проводится с учетом следующих моментов:
- Типа применяемого оборудования. Примером можно назвать случай резания при фрезеровании на станках ЧПУ, когда могут выбираться более высокие параметры обработки по причине высоких технологических возможностей устройства. На старых станках, которые были введены в эксплуатацию несколько десятков лет назад, выбираются более низкие параметры. На момент определения подходящих параметров уделяется внимание и техническому состоянию оборудования.
- Следующий критерий выбора заключается в типе применяемого инструмента. При изготовлении фрезы могут применяться различные материалы. К примеру, вариант исполнения из быстрорежущей качественной стали подходит для обработки металла с высокой скоростью резания, фреза с тугоплавкими напайками предпочтительно выбирается в случае, когда нужно проводить фрезерование твердого сплава с высоким показателем подачи при фрезеровании. Имеет значение и угол заточки режущей кромки, а также диаметральные размер. К примеру, с увеличением диаметра режущего инструмента снижается подача и скорость резания.
- Тип обрабатываемого материала можно назвать одним из наиболее важных критериев, по которым проводится выбор режима резания. Все сплавы характеризуются определенной твердостью и степенью обрабатываемости. К примеру, при работе с мягкими цветными сплавами могут выбираться более высокие показатели скорости и подачи, в случае с каленной сталью или титаном все параметры снижаются. Немаловажным моментом назовем то, что фреза подбирается не только с учетом режимов резания, но и типа материала, из которого изготовлена заготовка.
- Режим резания выбирается в зависимости от поставленной задачи. Примером можно назвать черновое и чистовое резание. Для черного свойственна большая подача и небольшой показатель скорости обработки, для чистовой все наоборот. Для получения канавок и других технологических отверстий и вовсе показатели подбираются индивидуально.
Как показывает практика, глубина резания в большинстве случаев делится на несколько проходов при черновой обработке, при чистовой он только один. Для различных изделий может применяться таблица режимов, которая существенно упрощает поставленную задачу. Встречаются и специальные калькуляторы, проводящие вычисление требуемых значений в автоматическом режиме по введенным данным.
Выбор режима в зависимости от типа фрезы
Для получения одного и того же изделия могут применяться самые различные виды фрез. Выбор основных режимов фрезерования проводится в зависимости от конструктивных и других особенностей изделия. Режимы резания при фрезеровании дисковыми фрезами или другими вариантами исполнения выбираются в зависимости от нижеприведенных моментов:
- Жесткости применяемой системы. Примером можно назвать особенности станка и различной оснастки. Новое оборудование характеризуется повышенной жесткостью, за счет чего появляется возможность применения более высоких параметров обработки. На старых станках жесткость применяемой системы снижается.
- Уделяется внимание и процессу охлаждения. Довольно большое количество оборудования предусматривает подачу СОЖ в зону обработки. За счет подобного вещества существенно снижается температура режущей кромки. СОЖ должна подаваться в зону снятия материала постоянно. При этом также удаляется и образующаяся стружка, что существенно повышает качество резания.
- Стратегия обработки также имеет значение. Примером можно назвать то, что получение одной и той же поверхности может проводится при чередовании различных технологических операций.
- Высота слоя, который может сниматься за один проход инструмента. Ограничение может зависеть от размера инструмента и многих других геометрических особенностей.
- Размер обрабатываемых заготовок. Для больших заготовок требуется инструмент с износостойкими свойствами, который при определенных режимах резания сможет не нагреваться.
Учет всех этих параметров позволяет подобрать наиболее подходящие параметры фрезерования. При этом учитывается распределение припуска при фрезеровании сферическими фрезами, а также особенности обработки концевой фрезой.
Классификация рассматриваемого инструмента проводится по достаточно большому количеству признаков. Основным можно назвать тип применяемого материала при изготовлении режущей кромки. К примеру, фреза ВК8 предназначена для работы с заготовками из твердых сплавов и закаленной стали. Рекомендуется применять подобный вариант исполнения при невысокой скорости резания и достаточной подаче. В тоже время скоростные фрезы могут применяться для обработки с высоким показателем резания.
Как правило, выбор проводится с учетом распространенных таблиц. Основными свойствами можно назвать:
- Скорость резания.
- Тип обрабатываемого материала.
- Тип фрезы.
- Частота оборотов.
- Подача.
- Тип проведенной работы.
- Рекомендуемая подача на зуб в зависимости от диаметра фрезы.
Использование нормативной документации позволяет подобрать наиболее подходящие режимы. Как ранее было отмечено, разрабатывать технологический процесс должен исключительно специалист. Допущенные ошибки могут привести к поломке инструмента, снижению качества поверхности заготовки и допущению погрешностей в инструментах, в некоторых случаях, поломке оборудования. Именно поэтому нужно уделять много внимания выбору наиболее подходящего режима резания.
Выбор режима в зависимости от материала
Все материалы характеризуются определенными эксплуатационными характеристиками, которые также должны учитываться. Примером можно назвать фрезерование бронзы, которое проводится при скорости резания от 90 до 150 м/мин. В зависимости от этого значения выбирается величина подачи. Сталь ПШ15 и изделия из нержавейки обрабатываются при применении других показателей.
При рассмотрении типа обрабатываемого материала уделяется внимание также нижеприведенным моментам:
- Твердости. Наиболее важной характеристикой материалов можно назвать именно твердость. Она может варьировать в большом диапазоне. Слишком большая твердость делает деталь прочной и износостойкой, но при этом усложняется процесс обработки.
- Степени обрабатываемости. Все материалы характеризуются определенной степенью обрабатываемостью, зависящая также от пластичности и других показателей.
- Применение технологии улучшения свойств.
youtube.com/embed/_gnalppXmWI?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
Довольно распространенным примером можно назвать проведение закалки. Подобная технология предусматривает нагрев материала с последующим охлаждением, после чего показатель твердости существенно повышается. Также часто проводится ковка, отпуск и другие процедуры изменения химического состава поверхностного слоя.
В заключение отметим, что сегодня можно встретить просто огромное количество различных технологических карт, которые достаточно скачать и использовать для получения требуемых деталей. При их рассмотрении уделяется внимание типу материала заготовки, виду инструмента, рекомендуемому оборудованию. Самостоятельно разработать режимы резания достаточно сложно, при этом нужно делать предварительную проверку выбранных параметров. В противном случае может пострадать как инструмент, так и применяемое оборудование.
Расчет режимов резания (фрезеровки)
Статьи
Работа со станком, инструментами, приспособлениями
Расчет режимов резания (фрезеровки)
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3. 14
V – скорость резания (м/мин) — путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же!!!
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:
fz — подача на один зуб фрезы (мм)
z — количество зубьев фрезы
n — частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
Таблица для расчета режимов резания:
После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Режимы резания
Фрезерное дело С. В. Аврутин
Создание УП в программе ArtCAM
Выбор фрезы для станка с ЧПУ
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Станки с повортным шпинделем
Сферы применения оборудования с ЧПУ
Режимы резания при фрезеровании: таблица, элементы, выбор режимов
Скорость резания
Наиболее важным режимом при фрезеровании можно назвать скорость резания. Он определяет то, за какой период времени будет снят определенный слой материала с поверхности. На большинстве станков устанавливается постоянная скорость резания. При выборе подходящего показателя учитывается тип материала заготовки:
- При работе с нержавейкой скорость резания 45-95 м/мин. За счет добавления в состав различных химических элементов твердость и другие показатели меняются, снижается степень обрабатываемости.
- Бронза считается более мягким составом, поэтому подобный режим при фрезеровании может выбираться в диапазоне от 90-150 м/мин. Она применяется при изготовлении самых различных изделий.
- Довольно большое распространение получила латунь. Она применяется при изготовлении запорных элементов и различных клапанов. Мягкость сплава позволяет повысить скорость резания до 130-320 м/мин. Латуни склонны к повышению пластичности при сильном нагреве.
- Алюминиевые сплавы сегодня весьма распространены. При этом встречается несколько вариантов исполнения, которые обладают различными эксплуатационными характеристиками. Именно поэтому режим фрезерования варьирует в пределе от 200 до 420 м/мин. Стоит учитывать, что алюминий относится к сплавам с низкой температурой плавления. Именно поэтому при высокой скорости обработки есть вероятность существенного повышения показателя пластичности.
Встречается довольно большое количество таблиц, которые применяются для определения основных режимов работы. Формула для определения оборотов скорости резания выглядит следующим образом: n=1000 V/D, где учитывается рекомендуемая скорость резания и диаметр применяемой фрезы. Подобная формула позволяет определить количество оборотов для всех видов обрабатываемых материалов.
Рассматриваемый режим фрезерования измеряется в метрах в минуту режущие части. Стоит учитывать, что специалисты не рекомендуют гонять шпиндель на максимальных оборотах, так как существенно повышается износ и есть вероятность повреждения инструмента. Поэтому полученный результат уменьшается примерно на 10-15%. С учетом этого параметра проводится выбор наиболее подходящего инструмента.
Скорость вращения инструмента определяет следующее:
- Качество получаемой поверхности. Для финишной технологической операции выбирается наибольший параметр. За счет осевого вращения с большим количеством оборотов стружка получается слишком мелкой. Для черновой технологической операции, наоборот, выбираются низкие значения, фреза вращается с меньшей скоростью, и размер стружки увеличивается. За счет быстрого вращения достигается низкий показатель шероховатости поверхности. Современные установки и оснастка позволяют получить поверхность зеркального типа.
- Производительность труда. При наладке производства уделяется внимание и тому, какова производительность применяемого оборудования. Примером можно назвать цех машиностроительного завода, где налаживается массовое производство. Существенное снижение показателя режимов обработки становится причиной уменьшения производительности. Наиболее оптимальный показатель существенно повышает эффективность труда.
- Степень износа устанавливаемого инструмента. Не стоит забывать о том, что при трении режущей кромки об обрабатываемую поверхность происходит ее сильный износ. При сильном изнашивании происходит изменение показателей точности изделия, снижается эффективность труда. Как правило, износ связан с сильным нагревом поверхности. Именно поэтому на производственной линии с высокой производительностью применяется оборудование, способное подавать СОЖ в зону снятия материала.
При этом данный параметр выбирается с учетом других показателей, к примеру, глубины подачи. Поэтому технологическая карта составляется с одновременным выбором всех параметров.
Встречное и попутное фрезерование
Как мы отметили выше, есть две подачи – это движение самого резца, а также перемещение заготовки. Соответственно по отношению друг к другу они могут быть:
- Сонаправлены. При этом получается увеличенная нагрузка на зубья, соответственно, их износ ускоряется. Мощность при этом снижается в среднем на 10% от второго вида перемещения. Это оптимальное решение и подходящий режим для чистового этапа металлообработки.
- Разнонаправлены, то есть обе подачи (резца и заготовки) устроены навстречу друг к другу. Зубья оснастки постепенно, поочередно врезаются в материал, считается, что при этом механическое усилие на каждую режущую кромку распределяется постепенно и пропорционально скорости. Но для финишного этапа работ такая технология не подходит, потому что в ходе нее может образоваться наклеп. Это производится в момент соприкосновения резца с поверхностью из-за встречного направления. Такое явление не только сделает неэстетичным срез, но и увеличит скорость износа рабочего инструмента. Поэтому данный метод в основном применяется при первичной (обдирной) или черновой обработке.
Глубина резания
Другим наиболее важным параметром является глубина фрезерования. Она характеризуется следующими особенностями:
- Глубина врезания выбирается в зависимости от материала заготовки.
- При выборе уделяется внимание тому, проводится черновая или чистовая обработка. При черновой выбирается большая глубина врезания, так как устанавливается меньшая скорость. При чистовой снимается небольшой слой металла за счет установки большой скорости вращения инструмента.
- Ограничивается показатель также конструктивными особенностями инструмента. Это связано с тем, что режущая часть может иметь различные размеры.
Глубина резания во многом определяет производительность оборудования. Кроме этого, подобный показатель в некоторых случаях выбирается в зависимости от того, какую нужно получить поверхность.
Мощность силы резания при фрезеровании зависит от типа применяемой фрезы и вида оборудования. Кроме этого, черновое фрезерование плоской поверхности проводится в несколько проходов в случае, когда нужно снять большой слой материала.
Особым технологическим процессом можно назвать работу по получению пазов. Это связано с тем, что их глубина может быть довольно большой, а образование подобных технологических выемок проводится исключительно после чистовой обработки поверхности. Фрезерование т-образных пазов проводится при применении специального инструмента.
Основные понятия о режимах резания, фрезеровке на станках с ЧПУ
Это более усовершенствованное оборудование, которое имеет блок числового управления. То есть встроенное вычислительное устройство (компьютер) с программным обеспечением. Оно, то есть ПО, направлено на то, чтобы определить подходящую скорость обработки, выбрать нужное направление вращений, а также траекторию передвижения резца. Основная задача установки ЧПУ – автоматизация процесса. Поэтому оператор во время фрезеровки только наблюдает. Это значительно уменьшает количество брака, ведь нет человеческого фактора, который часто приводит к ошибкам.
Кроме точности рабочего процесса и автоматического выбора режима, стоит отметить также повышенную продуктивность. Проще говоря, на будет заменять работу трех, а то и более механических, ручных приборов. И это при том, что труд фрезеровщика значительно тяжелее, а возможность брака или травмы – выше.
Чаще всего на ЧПУ применяются торцевые или концевые фрезы. Они достаточно универсальны, имеют большой спектр назначений. Но типоразмеров множество, выбираться необходимый подвид может по ряду параметров, это:
- тип стружки, которая образуется;
- параметры ПО;
- прочность обрабатываемого материала и пр.
Фрезы данной категории отличаются по количеству заходов (самые популярные – двухзаходные), что и приводит к обеспечению стружкоотвода и наличию острых кромок. Если материал мягкий (например, древесина), а стружка получается длинной и широкой, то характерно использование быстрого режима резания при фрезеровании дерева с применением однозаходного резца. Многозаходный, напротив, понадобится тогда, когда обрабатываются твердые металлы (стружки тогда выходят не монолитные, а как бы изломанные).
Подача
Понятие подачи напоминает глубину врезания. Подача при фрезеровании, как и при проведении любой другой операции по механической обработке металлических заготовок, считается наиболее важным параметром. Долговечность применяемого инструмента во многом зависит от подачи. К особенностям этой характеристики можно отнести нижеприведенные моменты:
- Какой толщины материал снимается за один проход.
- Производительность применяемого оборудования.
- Возможность проведения черновой или чистовой обработки.
Довольно распространенным понятием можно назвать подачу на зуб. Этот показатель указывается производителем инструмента, зависит от глубины резания и конструктивных особенностей изделия.
Как ранее было отмечено, многие показатели режимом резания связаны между собой. Примером можно назвать скорость резания и подачу:
- При увеличении значения подачи скорость резания снижается. Это связано с тем, что при снятии большого количества металла за один проход существенно повышается осевая нагрузка. Если выбрать высокую скорость и подачу, то инструмент будет быстро изнашиваться или попросту поломается.
- За счет снижения показателя подачи повышается и допустимая скорость обработки. При быстром вращении фрезы возможно существенно повысить качество поверхности. На момент чистового фрезерования выбирается минимальное значение подачи и максимальная скорость, при применении определенного оборудования можно получить практически зеркальную поверхность.
Довольно распространенным значением подачи можно назвать 0,1-0,25. Его вполне достаточно для обработки самых распространенных материалов в различных отраслях промышленности.
Конструктивные особенности и виды концевых фрез
Монолитные и сборные обычные (цилиндрические) и иные концевые фрезы состоят из рабочих частей и хвостовиков. Они могут быть цилиндрическими и коническими, а зубья — нормальными и мелкими. Инструменты с нормальными зубьями применяют для получистовой и чистовой обработки, а крупнозубые фрезы — для черновой.
Изображение №1: концевая фреза с конусом Морзе (коническим)
Важно! Концевые фрезы имеют небольшие диаметры (3–60 мм). Из-за этого для обеспечения оптимальных скоростей резания инструменты вращаются с высокими частотами. При относительно небольших скоростях подачи нагрузка на 1 зуб минимальна. Это обеспечивает высокое качество обработки.
Монолитные концевые фрезы могут быть:
- целиком изготовлены из быстрорежущей или легированной стали;
- целиком выполнены из твердых сплавов;
- спаянными (материал хвостовика — конструкционная сталь, а рабочей части — твердый сплав).
Кроме этого существуют концевые фрезы с твердосплавными пластинами.
Изображение №2: цилиндрическая концевая фреза с твердосплавными пластинами
Главное преимущество таких фрез — возможность смены пластин без снятия режущего инструмента. Твердосплавные концевые фрезы (с пластинами и без) применяют для получения пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Инструменты могут иметь затылованные и остроконечные зубья. Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Изображение №3: обдирочная концевая фреза с затылованными зубьями
Инструменты с острозаточенными зубьями имеют неравномерный окружной шаг. Такие обдирочные фрезы отличаются более высокими производительностью (+ 60–70 %), вибростойкостью и сроком службы.
Изображение №4: обдирочная концевая фреза с остроконечными зубьями
Кроме цилиндрических инструментов существуют концевые фрезы специального назначения. К ним относятся шпоночные, угловые и Т-образные модели.
Шпоночные концевые фрезы
Их применяют для фрезерования шпоночных пазов. Инструменты имеют 2 режущих зуба и торцевые режущие кромки. Они направлены не наружу (как у сверл), а внутрь инструментов.
Изображение №5: шпоночная концевая фреза
Шпоночная фреза может углубляться в материал при осевой подаче (высверливается отверстие), а затем двигаться в сторону при продольной. В результате получается шпоночный паз.
Важно! Переточку таких фрез производят по задним поверхностям торцевых кромок. После операций диаметры инструментов не изменяются.
Угловые концевые фрезы
Их применяют для фрезерования наклонных плоскостей и пазов, имеющих угловые профили. Инструменты бывают одноугловыми и двухугловыми. У первых режущие кромки расположены на конических поверхностях и торцах, а у вторых — только на конических поверхностях. Причем двухугловые фрезы могут быть симметричными. У таких инструментов усилия, возникающие при работе угловых кромок зубьев уравновешиваются. Такие фрезы работают более плавно.
Изображение №6: рабочие части угловых концевых фрез
Вершины угловых фрез закругляют. Это продлевает срок службы инструментов.
Т-образные концевые фрезы
Их применяют для обработки Т-образных пазов.
Изображение №7: конструкция и характеристики Т-образных концевых фрез
Эти фрезы часто ломаются. Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Ширина фрезерования
Еще одним параметром, который учитывается при механической обработки заготовок считается ширина фрезерования. Она может варьировать в достаточно большом диапазоне. Ширина выбирается при фрезеровке на станке Have или другом оборудовании. Среди особенностей отметим следующие моменты:
- Ширина фрезерования зависит от диаметра фрезы. Подобные параметры, которые зависят от геометрических особенностей режущей части, не могут регулироваться, учитываются при непосредственном выборе инструмента.
- Ширина фрезерования также оказывает влияние на выбор других параметров. Это связано с тем, что при увеличении значения также увеличивается количество материала, который снимается за один проход.
В некоторых случаях ширина фрезерования позволяет получить требуемую поверхность за один проход. Примером можно назвать случай получения неглубоких канавок. Если проводится резание плоской поверхности большой ширины, то число проходов может несколько отличаться, рассчитывается в зависимости от ширины фрезерования.
Оборудование для фрезерования концевыми фрезами
Для фрезерования концевыми фрезами применяются горизонтальные и вертикальные фрезерные станки. Инструменты устанавливают в различные по конструкции патроны.
Патроны для концевых фрез с цилиндрическими хвостовиками
Концевые фрезы с цилиндрическими хвостовиками фиксируют при помощи таких патронов.
Изображение №8: патрон для концевых фрез с цилиндрическими хвостовиками
Они состоят из корпусов (1), гаек (2) и кулачков (3). Корпус устанавливается в шпинделе и затягивается шомполом. Кулачки зажимают инструмент при помощи кольцевой (4) и промежуточных пружин.
Патроны для концевых фрез с коническими хвостовиками
Имеют такую конструкцию.
Изображение №9: патрон для концевых фрез с коническими хвостовиками
Корпус (3) закрепляется в шпинделе станка при помощи шомпола. В сменной втулке (4) имеется винт (5), предназначенный для фиксации фрезы. Пояски втулки проходят через отверстия навернутой на корпус гайки (2) и вставляются в имеющиеся на торце пазы. Положение гайки регулируется при помощи специального винта (6).
Важно! Сменные втулки имеют стандартные размеры, соответствующие конусам Морзе.
Цанговые патроны
Предназначены для крепления концевых фрез с цилиндрическими хвостовиками.
Изображение №10: цанговый патрон
Конический хвостовик такого патрона затягивается в шпинделе станка при помощи шомпола. Спереди имеется выточка. В нее входит цанга (1). Это коническая разрезная втулка имеющая отверстие, диаметр которого соответствует диаметру хвостовика закрепляемой фрезы. Для ее фиксации цанга сжимается гайкой (2).
Патроны с регулируемыми эксцентриситетами
Состоят из корпусов (1), колпачковых гаек (3) и втулок (2).
Изображение №11: патрон с регулируемым эксцентриком
Втулка в таком патроне эксцентрично закреплена по отношению к оси вращающейся фрезы (4). Она крепится при помощи двух винтов (5). При поворачивании втулки регулируется ширина паза.
Как выбрать режим на практике?
Как ранее было отмечено, в большинстве случаев технологические карты разработаны специалистом и мастеру остается лишь выбрать подходящий инструмент и задать указанные параметры. Кроме этого, мастер должен учитывать то, в каком состоянии находится оборудование, так как предельные значения могут привести к возникновению поломок. При отсутствии технологической карты приходится проводить выбор режимов фрезерования самостоятельно. Расчет режимов резания при фрезеровании проводится с учетом следующих моментов:
- Типа применяемого оборудования. Примером можно назвать случай резания при фрезеровании на станках ЧПУ, когда могут выбираться более высокие параметры обработки по причине высоких технологических возможностей устройства. На старых станках, которые были введены в эксплуатацию несколько десятков лет назад, выбираются более низкие параметры. На момент определения подходящих параметров уделяется внимание и техническому состоянию оборудования.
- Следующий критерий выбора заключается в типе применяемого инструмента. При изготовлении фрезы могут применяться различные материалы. К примеру, вариант исполнения из быстрорежущей качественной стали подходит для обработки металла с высокой скоростью резания, фреза с тугоплавкими напайками предпочтительно выбирается в случае, когда нужно проводить фрезерование твердого сплава с высоким показателем подачи при фрезеровании. Имеет значение и угол заточки режущей кромки, а также диаметральные размер. К примеру, с увеличением диаметра режущего инструмента снижается подача и скорость резания.
- Тип обрабатываемого материала можно назвать одним из наиболее важных критериев, по которым проводится выбор режима резания. Все сплавы характеризуются определенной твердостью и степенью обрабатываемости. К примеру, при работе с мягкими цветными сплавами могут выбираться более высокие показатели скорости и подачи, в случае с каленной сталью или титаном все параметры снижаются. Немаловажным моментом назовем то, что фреза подбирается не только с учетом режимов резания, но и типа материала, из которого изготовлена заготовка.
- Режим резания выбирается в зависимости от поставленной задачи. Примером можно назвать черновое и чистовое резание. Для черного свойственна большая подача и небольшой показатель скорости обработки, для чистовой все наоборот. Для получения канавок и других технологических отверстий и вовсе показатели подбираются индивидуально.
Как показывает практика, глубина резания в большинстве случаев делится на несколько проходов при черновой обработке, при чистовой он только один. Для различных изделий может применяться таблица режимов, которая существенно упрощает поставленную задачу. Встречаются и специальные калькуляторы, проводящие вычисление требуемых значений в автоматическом режиме по введенным данным.
Суть процесса
Фрезеровка – это процедура, осуществляемая на специальном станочном оборудовании. В ходе нее происходит снятие слоя (поверхностного или глубинного, внутренней части) с заготовки. В ходе нее может выступать различный материал, наиболее популярные из них – дерево или металл, поэтому в большей степени мы говорим про металлообработку.
Как происходит процесс. На станине закрепляется обрабатываемая деталь. Выбирается подходящая фреза или абразивный материал, например, шлифовальный круг. Оснастка производит вращательные движения вокруг своей оси, а также действия перемещения по двум плоскостям. Одновременно с этим возможно продольное продвижение заготовки навстречу резцу.
Отличие от токарного станка в том, что фрезеровочный подразумевает вращение детали, то есть круглую обработку. А в данном случае можно обтачивать изделия практически любой формы, в том числе – стачивать гладкую поверхность, делать пазы и другие отверстия, в том числе фигурные. Металлообработка может быть двух типов – черновая и чистовая. Конечно, стадий намного больше, но, как правило совершают 2 или 3 прохода. Это позволяет создавать необходимый профиль поверхности, например, канавки или зубцы.
Движение рабочего инструмента имеет прерывистый характер. Интересная особенность, которая отличает фрезеровку от сверления или точения, – это положение каждого зубца в процессе обработки. Они работают, соприкасаются с поверхностью по одиночке, а не все вместе. Это увеличивает нагрузку на каждую из граней резца. И только оптимизация режимов резания при фрезеровании поможет минимизировать воздействие.
Выбор режима в зависимости от типа фрезы
Для получения одного и того же изделия могут применяться самые различные виды фрез. Выбор основных режимов фрезерования проводится в зависимости от конструктивных и других особенностей изделия. Режимы резания при фрезеровании дисковыми фрезами или другими вариантами исполнения выбираются в зависимости от нижеприведенных моментов:
- Жесткости применяемой системы. Примером можно назвать особенности станка и различной оснастки. Новое оборудование характеризуется повышенной жесткостью, за счет чего появляется возможность применения более высоких параметров обработки. На старых станках жесткость применяемой системы снижается.
- Уделяется внимание и процессу охлаждения. Довольно большое количество оборудования предусматривает подачу СОЖ в зону обработки. За счет подобного вещества существенно снижается температура режущей кромки. СОЖ должна подаваться в зону снятия материала постоянно. При этом также удаляется и образующаяся стружка, что существенно повышает качество резания.
- Стратегия обработки также имеет значение. Примером можно назвать то, что получение одной и той же поверхности может проводится при чередовании различных технологических операций.
- Высота слоя, который может сниматься за один проход инструмента. Ограничение может зависеть от размера инструмента и многих других геометрических особенностей.
- Размер обрабатываемых заготовок. Для больших заготовок требуется инструмент с износостойкими свойствами, который при определенных режимах резания сможет не нагреваться.
Учет всех этих параметров позволяет подобрать наиболее подходящие параметры фрезерования. При этом учитывается распределение припуска при фрезеровании сферическими фрезами, а также особенности обработки концевой фрезой.
Классификация рассматриваемого инструмента проводится по достаточно большому количеству признаков. Основным можно назвать тип применяемого материала при изготовлении режущей кромки. К примеру, фреза ВК8 предназначена для работы с заготовками из твердых сплавов и закаленной стали. Рекомендуется применять подобный вариант исполнения при невысокой скорости резания и достаточной подаче. В тоже время скоростные фрезы могут применяться для обработки с высоким показателем резания.
Как правило, выбор проводится с учетом распространенных таблиц. Основными свойствами можно назвать:
- Скорость резания.
- Тип обрабатываемого материала.
- Тип фрезы.
- Частота оборотов.
- Подача.
- Тип проведенной работы.
- Рекомендуемая подача на зуб в зависимости от диаметра фрезы.
Использование нормативной документации позволяет подобрать наиболее подходящие режимы. Как ранее было отмечено, разрабатывать технологический процесс должен исключительно специалист. Допущенные ошибки могут привести к поломке инструмента, снижению качества поверхности заготовки и допущению погрешностей в инструментах, в некоторых случаях, поломке оборудования. Именно поэтому нужно уделять много внимания выбору наиболее подходящего режима резания.
Основные понятия о работе фрезерных станков
Оборудование бывает совершенно разное, основная классификация зависит от того, в какой плоскости расположена рабочая зона. В связи с этим различают вертикальные и более распространенные горизонтальные станины. Соответственно, расположение шпинделя и крепежных элементов будет различным. По своей спецификации различают станки универсальные (многофункциональные), а также специализированные, например:
- для формирования ровных плоскостей;
- для проточки фигурных пазов;
- зуборезное оборудование (создание зубчатых соединений) и так далее.
Это были перечислены примеры при работе по металлу. А по дереву – ручные, стационарные, шпиндельные и барабанные (они очень опасные, поэтому сейчас используются редко, зато очень эффективное).
Отдельно стоит сказать о тех станках, которые оснащены числовым пультом управлением (ЧПУ). Они отличаются следующими достоинствами:
- Простотой эксплуатации: оператору не понадобится совершать многих движений, можно только наблюдать за действиями и контролировать их.
- Программа самостоятельно рассчитывает оптимальную схему движения и режим резания при фрезеровании. Это будет наиболее короткий маршрут передвижения резца с максимальной эффективностью.
- Повышенной точностью резания. Здесь минимальные допустимые погрешности, которые нельзя сравнить с теми, которые проявляются при механической, ручной обработке.
Возвращаясь к более простым станкам, посмотрим, какие есть у него основные узлы:
- Станина. Она крепкая, должна выдержать практически любые нагрузки. Она включает встроенную коробку переключения скоростей. Этот блок предназначен для регулирования вращения вертикально стоящего шпинделя, а также фрезы, которая закреплена на нем.
- Стол с поперечными полозьями. На него крепятся заготовки, которые подлежат продольному движению. Также внизу стоит объект, отвечающий за подачу. Он включает разные рукояти для определения перемещений.
Универсальность увеличивается, если присутствует поворотный стол – функций, которые можно выполнить на фрезерном оборудовании, становится больше. Кроме того, у широкоуниверсальных приборов дополнительно есть два шпинделя, что дает возможность осуществлять различные технологии фрезеровки.
Выбор режима в зависимости от материала
Все материалы характеризуются определенными эксплуатационными характеристиками, которые также должны учитываться. Примером можно назвать фрезерование бронзы, которое проводится при скорости резания от 90 до 150 м/мин. В зависимости от этого значения выбирается величина подачи. Сталь ПШ15 и изделия из нержавейки обрабатываются при применении других показателей.
При рассмотрении типа обрабатываемого материала уделяется внимание также нижеприведенным моментам:
- Твердости. Наиболее важной характеристикой материалов можно назвать именно твердость. Она может варьировать в большом диапазоне. Слишком большая твердость делает деталь прочной и износостойкой, но при этом усложняется процесс обработки.
- Степени обрабатываемости. Все материалы характеризуются определенной степенью обрабатываемостью, зависящая также от пластичности и других показателей.
- Применение технологии улучшения свойств.
Довольно распространенным примером можно назвать проведение закалки. Подобная технология предусматривает нагрев материала с последующим охлаждением, после чего показатель твердости существенно повышается. Также часто проводится ковка, отпуск и другие процедуры изменения химического состава поверхностного слоя.
В заключение отметим, что сегодня можно встретить просто огромное количество различных технологических карт, которые достаточно скачать и использовать для получения требуемых деталей. При их рассмотрении уделяется внимание типу материала заготовки, виду инструмента, рекомендуемому оборудованию. Самостоятельно разработать режимы резания достаточно сложно, при этом нужно делать предварительную проверку выбранных параметров. В противном случае может пострадать как инструмент, так и применяемое оборудование.
Фрезерование уступов концевыми фрезами
Рассмотрим фрезерование двух уступов в бруске. Цель — получение ступенчатой шпонки.
Основные параметры
- Ширина фрезерования — 5 мм.
- Глубина резания — 12 мм.
- Чистота поверхности — 5.
Выбор инструмента
Для этой операции отлично подойдет концевая фреза (диаметр — 16 мм) с нормальными зубьями и цилиндрическим хвостовиком. Чтобы стружка отводилась вверх, винтовые канавки должны быть направлены вправо.
Расчет режима резания
Рассчитаем частоту вращения шпинделя. При скорости подачи 25 м/мин. она будет равна:
n = (1000*v)/(π*d) = (1000*25)/(3,14*16) = 500 об./мин.
Подача на один зуб — 0,03 мм. Вычислим минутную подачу.
s = sзуб*z (чистота поверхности)*n = 0,03*5*500 = 75 мм/мин.
Подготовка к работе и выполнение операции
Фрезерование каждого уступа проходит по следующей схеме.
- Закрепите заготовку в тисках, а фрезу — в патроне шпинделя станка.
- Установите лимб коробки подач на 80 мм/мин., а лимб коробки скоростей — на 500 об./мин.
- Запустите вращение шпинделя.
- Подведите заготовку под фрезу.
- Поднимите стол до легкого касания фрезой верхней плоскости заготовки.
- Установите кулачки выключения продольной подачи на длину фрезерования.
- Обработайте деталь с двух сторон.
Изображение №12: фрезерование уступов концевой фрезой
Фрезерование наклонных плоскостей угловыми концевыми фрезами
Выполняется на горизонтальных фрезерных станках. Обработка заготовок угловыми фрезами происходит на меньших скоростях подачи и резания. Это связано с трудными условиями работы.
К примеру, при глубине фрезерования 12 мм назначают скорость резания 11,8 м/мин. Частота вращение шпинделя — 50 об./мин.
Изображение №17: фрезерование наклонной плоскости угловой концевой фрезой
Обратите внимание! Чтобы избежать брака при фрезеровании наклонной плоскости:
- перед операцией удостоверьтесь в точности разметки;
- закрепите заготовку максимально надежно;
- тщательно очистите тиски и стол от стружки;
- проверьте угол наклона инструмента или универсальных тисков.
Контурное фрезерование концевыми фрезами
Существуют две основные технологии контурного фрезерования концевыми фрезами.
С комбинированием ручных подач
Технология выглядит так.
- Заготовка фиксируется на столе или в тисках.
- Деталь обрабатывается концевой фрезой по размеченному контуру (стол при этом перемещается в продольном и поперечном направлениях).
Обратите внимание! За один раз профрезеровать контур невозможно. Деталь сначала обрабатывают начерно, а затем — начисто.
Изображение №21: фрезерование криволинейного контура с комбинированием ручных подач
С использованием круглого поворотного стола
При фрезеровании заготовок на круглых поворотных столах контуры дуг образуются за счет их круговых подач. Приспособления бывают ручными и механическими. По этой технологии получают высокоточные контуры.
Изображение №22: круглый поворотный стол с ручной подачей
Обратите внимание! Выше мы рассмотрели лишь основные сферы применения концевых фрез. Об иных операциях и особенностях их выполнения читайте в специальной литературе.
Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами
Выполняется на горизонтальных и вертикальных фрезерных станках. Рассмотрим фрезерование шпоночной канавки с шириной 10 мм и глубиной 4 мм.
Изображение №18: фрезерование закрытой шпоночной канавки
Выбор инструмента
Для этой операции возьмем шпоночную фрезу с диаметром 10 мм. Если она перетачивалась, необходимо проверить диаметр рабочей части микрометром.
Расчет режима резания
Заданная скорость резания — 25,2 м/мин. Частота вращения — 800 об./мин. Подача — 0,03 мм/зуб. Количество зубьев — 2. Рассчитаем минутную подачу.
s= 0,03*2*800 = 48 мм/мин.
Подготовка к работе и выполнение операции
После закрепления фрезы в патроне проверьте ее радиальное биение по индикатору. Ширина канавки не должна выйти из допуска. Фрезерование шпоночных канавок происходит так же, как и рассмотренная выше обработка замкнутых пазов.
Фрезерование сквозных пазов концевыми фрезами
Для фрезерования сквозных пазов обычно берут концевые фрезы, диаметры которых соответствуют чертежным размерам пазов с допустимыми отклонениями.
Важно! Так делают в случаях, если концевые фрезы не имеют радиального биения. При его наличии ширина паза получится больше заданной. Итог— брак.
Для обработки сквозных пазов чаще всего берут новые концевые фрезы. При работе с переточенными инструментами для соблюдения точности пазов можно использовать патроны с регулируемыми эксцентриками. Технология фрезерования сквозных пазов не отличается от описанной выше.
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
Для фрезерования наклонных плоскостей концевыми фрезами применяют две технологии.
Фрезерование с поворотом заготовок
Эта технология предполагает использование универсальных поворотных тисков. Заготовки в них крепятся так же, как и в обычных.
Изображение №15: фрезерование наклонной плоскости концевой фрезой с поворотом заготовки
Важно! Обрабатываемая наклонная плоскость должна располагаться параллельно столу.
Фрезерование с поворотом шпинделя станка
Это возможно как на вертикальных, так и на горизонтальных фрезерных станках. Первые для этого должны обладать функцией поворота бабки со шпинделем вокруг горизонтальной оси, а вторые — накладными вертикальными головками. Для фрезерования просто устанавливают нужные углы наклона.
Изображение №16: фрезерование наклонной плоскости концевой фрезой под углом 60°
Расчет режимов резания расчетно-аналитическим методом (фрезерование лыски концевой фрезой, сверление отверстия Ø18 и подрезка торца Ø575/Ø70)
Машиностроение \
Технология машиностроения
Страницы работы
17
страниц
(Word-файл)
Посмотреть все страницы
Скачать файл
Содержание работы
16 Расчеты режимов
резания
В
этом разделе в соответствии с заданием проектирования произвожу расчет режимов
резания расчетно-аналитическим методом на три перехода подробно, а на остальные
составляю таблицы.
Подробно
расчитываю переходы операции 175 Сверлильной ЧПУ:
§ фрезерование лыски концевой
фрезой.
§ сверление отверстия Ø18.
Операции 010 Токарно-карусельная
(обдирка)
§ подрезка торца ø575/ø70.
Расчеты
веду по [11]
Фрезерование лыски концевой фрезой.
Исходные данные: необходимо фрезеровать лыску
концевой фрезой на расстоянии 3…3,5мм от поверхности периферии детали,
ширина фрезеруемой поверхности 37мм. Припуск на обработку 3-3,5 мм. Материал
детали сталь 09Г2С ГОСТ 5520-79 с пределом прочности бв=440Мпа. Заготовка,
предварительно обточенная поковка, обработка черновая однократная фрезой из
быстрорежущей стали, охлажденной эмульсией.
Расчет:
1.Ранее выбран
вертикально-сверлильный станок с ЧПУ модели 2554Ф2:
Наибольший диаметр
обрабатываемого отверстия-50мм.
Размеры
стола 2000×1000 мм.
Мощность
станка Nэл. =5,5кВт
КПД станка
n=0.75%
Число
оборотов шпинделя в минуту
18,30,36424852,60,84,102,160,200,250,315,400,500,630,800,1250,1400,1600,1680,
1740,1840,1900,2000.
Пределы подач (регулирование бесступенчатое) по
осям Х и Y: 1-4000мм/мин;
по оси Z 1-2000мм/мин.
Максимальная
сила, допускаемая механизмом подачи Pмп=1500Н.
(Данные
см. раздел 10″Выбор оборудования»)
2.
Назначаю глубину резания. Поскольку фрезерование черновое и однократное, то
весь припуск предлагаю снимать за один проход, то есть t=3,5мм.
3. Фрезу беру концевую, диаметр
выбираю (в зависимости от ширины и глубины фрезерования) DШ=56мм [11, прил. 23, стр. 150] Фреза из быстро режущей стали Р6М5,
цельная, число зубьев z=4 (ГОСТ 17026-71),
присоединительная
часть-конус Морзе 5. Фреза показана на рисунке 16.1(а)
Геометрические параметры
режущей части для обработки данной стали: λ=40º [11, приложение 24],γ=20˚
[11, приложение 25],αn=12˚,α1=8° [11,приложение26]. Геометрические
параметры фрезы показаны на рисунке 16.1(б)
Рисунок 16.1
4.Назначаю подачу на зуб фрезы
.(Дальнейший расчет режима резания веду по [9] ).
По
табл.35 для Dфр=60мм и t=3,5; SZ=016 мм/зуб.
5.Назначаю
период стойкости фрезы по табл.40. Для Dфр=60мм и концевых фрез
Т=180мин.
6.Определяю скорость резания по формуле:
C
V .Dq
Vp=
—————Kv [9, стр.282] (16.1)
TmtxSzyBuZP
По табл.39 для концевых фрез цельных
Cv=467;
q=0,45; x=0,5; y=0,5; u=0,1; p=0,1;m=0,33
Kv=Kмv·Knv·Kuv-общий поправочный коэффициент
Kmv-коэффициент,учитывающий
качество материала
По
[табл. 1 стр.261] для стали
Kmv=Kr· (16.2)
По
[табл.2 стр.262] для обработки стали с σв<450Мпа. Для инструмента из быстрорежущей стали Кr=1,0;
nv=-0,9
Kmv=1.0·= 0,61
По (9, табл.5,стр.262)
для обработки без корки Кnv=1,0
То есть:
46,7·560,45·1·0,61·1
Vp=———————————
= 25,4 м/мин.
1800,33·3,50,5·0,160,5·370,1·40,1
Расчетная частота вращения
шпинделя
1000·V·p
1000·25·4
nр=————
=————— = 144об/мин (16.3)
π·Dфр 3,14·56
Корректирую
np по станку и получаю nд=160 об/мин. Тогда
действительная скорость резания
π·D
ф·nд 3,14·56·160
Vд=
——— = —————— = 28,14 м/мин (16.4)
1000 1000
7. Расчитываю минутную подачу:
Smp=Sz·Z·nд=0,16·4·160=102,4 мм/мин=103
мм/мин
Данное
значение может быть установлено на станке т.к. на данном оборудовании
регулирование подачи бесступенчатое ,т.е. Smp=Smд и Szp
=Sz
8. Определяю мощность , затрачиваемую на
резание по формуле:
Pz·Vд
Nz=
————; где Pz-сила резания (16.5)
1020·60
10Cp·tx·Szy·Bn·z·Kmp
Pz
= —————————— (16. 6)
Dq·nw
По 9, табл. 41 стр.291 для обработки
конструкционной стали концевой фрезой из быстрорежущей стали
Cp = 68,2; x= 0,86;
y=0,72; n=1,0; q=0,86; w=0
По
табл. 9 для обработки стали конструкционной с σв= 600Mпа, быстрорежущей фрезой: Kmp= п=0.3 (16.7)
Kmp==0,8
Тогда:
10·68,2·3,50,86·0,16 0,72·371,0·4
Pz=————————————·0,85
= 2112H
560,86·16
Отсюда
2112·28,14
N =
————— = 0.97кВт
1020·60
9.
Проверяю достаточность мощности привода станка:
N
шпn= Ncт . n=5·0.75 = 3.75
квт
Т.к.
N<Nшп; 0,97<3,75квт-обработка возможна.
10.
Оределяю машинное время, мин. по формуле:
lp
To
= —— (16.8)
Smд
На рисунке 16.2 показана схема
фрезерования.
Рисунок
16.2
При
цилиндрическом фрезеровании
l1‘===13.5 (16.9)
Величину
перебега принимаю 3мм ,тогда
lp=l1‘+l1«+l= 13.5+3+137= 152.5мм (16.10)
152,5
Основное
время То= ——-
= 1,48 мин.
103
Окончательно режим резания
§
t=3,5
§
Sm=103мм/мин
§
v=28,14м/мин
§
n=160об/мин
Сверление отверстия Ø18.
Исходные данные: Просверлить
сквозное отверстие D=18мм на глубину37мм.
Материал
заготовки Сталь 09Г2С ГОСТ 5520-79(σв=440Мпа)
Заготовка–поковка,
предварительно обработанная.
Охлаждние-эмульсией.
Расчет:
(веду по [9])
1. Для обработки применяется вертикально-сверлильный
станок с ЧПУ модели 2554Ф2 (Необходимые данные приведены выше)
2. Выбираю сверло спиральное Ø18мм с режущей частью из
быстрорежущей стали Р6М5 и номинальным коническим хвостиком (Конус Морзе 3 ГОСТ
10903-77)
§
Длина рабочей части сверла ιсв=120мм
§
Длина сверла lсв=218мм
§
Форма заточки (по табл. 43, стр.
151)
Похожие материалы
Информация о работе
Скачать файл
Выбери свой ВУЗ
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
Фрезерные калькуляторы и формулы — Machining Doctor
На этой странице собраны основные фрезерные калькуляторы и формулы . Каждая тема включает в себя онлайн-калькулятор, формулы и пояснения. Для удобства использования вы можете переключаться между единицами измерения (метрические/имперские) и выбирать, отображать ли все или только калькуляторы (скрыть пояснения и формулы)
На этой странице представлены только элементарные калькуляторы. Для более сложных тем для каждого калькулятора есть отдельная страница. Перейдите на страницу Калькуляторов обработки, чтобы просмотреть полный список.
Выберите калькулятор фрезерного калькулятора
- Скорость резания
- Скорость шпинделя
- Переводы на зуб
- Пыла для таблицы
- Скорость удаления металла
Speed Speed
Milling Speculator
. (Как рассчитать скорость резания на основе диаметра фрезы и скорости вращения шпинделя) Тумблер мм/дюйм Другие калькуляторы Теория Скорость резания — это относительная линейная скорость между кончиком режущей кромки и заготовкой. Это результат произведения между скоростью вращения фрезы (скорость шпинделя) и его окружностью. \( \large C = 2 \times \pi \times r = \pi \times d \) Важное примечание: Диаметр (d) должен быть эффективным диаметром, а не диаметром фрезы. Во фрезах 90° оба имеют одинаковое значение. Однако для круглых и фасочных фрез эффективный диаметр зависит от глубины резания и геометрии фрезы. \ 900 огромный \frac{n \times \pi \times d}{1000} \) Формула в имперских единицах \( \large V_c = \huge \frac{n \times \pi \times d}{12} \) Скорость шпинделя Калькулятор скорости шпинделя и формула . (Как рассчитать скорость вращения шпинделя на основе диаметра фрезы и скорости резания) Переключатель мм/дюйм Другие калькуляторы Теория Каталог фрез или наш опыт подсказывают нам, какую скорость резания использовать для данной скорости. С другой стороны, станок с ЧПУ запрограммирован скоростью вращения шпинделя. Power Tip – Используйте наш Калькулятор скорости и подачи , чтобы получить рекомендуемую скорость резания на основе десятков параметров! \( \large C = 2 \times \pi \times r = \pi \times d \) Важное примечание: для получения точных результатов следует использовать эффективный диаметр . Для фрез 90° это просто диаметр фрезы. Однако для круглых фрез и фрез с фаской эффективный диаметр зависит от глубины резания и геометрии фрезы. Формула в метрических единицах 900 900 огромный \frac{1000 \times V_c}{\pi \times d} \) Формула в имперских единицах \( \large n = \huge \frac{12 \times V_c}{\pi \times d} \) Подача на зуб подачи на зуб поможет вам рассчитать подачу на основе подачи стола, скорости шпинделя и количества зубьев. Toggle mm/Inch Прочие калькуляторы Теория Подача на зуб представляет собой нагрузку, действующую на одну режущую кромку фрезы (нагрузка стружки). Это хороший показатель для проверки того, подходят ли определенные условия резания (скорость шпинделя и подача стола) для данной геометрии фрезы. Он рассчитывается путем деления подачи стола на скорость вращения шпинделя и количество канавок. Power Tip – f z равна нагрузке на стружку только при работе фрезой с углом резания 90° при радиальной глубине резания, превышающей радиус фрезы (a e >r). В других случаях можно использовать более высокую подачу в зависимости от коэффициента уменьшения толщины стружки . Формула (метрическая/дюйм) \( \large f_z= \huge \frac{V_f} {n \times z} \) Подача стола Калькулятор скорости подачи фрезерования.
\( \large V_c = n \times C \) 9 Фрезерование
Поэтому часто нам нужно вычислить число оборотов в минуту по заданной скорости резания либо для программирования, либо для того, чтобы гарантировать, что скорость, с которой мы хотим работать, находится в пределах пределов станка. Он рассчитывается путем деления скорости резания на длину окружности фрезы.
\( \large n= \huge \frac{V_c}{d} \) Калькулятор
Как рассчитать скорость подачи на основе подачи на зуб, скорости шпинделя и количества канавок.
Другие калькуляторы заготовка, измеренная в [мм/мин] или [дюйм/мин]. Это фактический параметр, который запрограммирован в машине. Однако это не свойство геометрии фрезы, и его необходимо рассчитывать на основе скорости вращения шпинделя и количества зубьев. Основными параметрами, которые мы можем получить из каталога инструментов, являются скорость резания и подача на зуб (загрузка стружки). Исходя из скорости резания, мы можем рассчитать скорость шпинделя с помощью приведенного выше калькулятора. после этого мы можем перейти к следующей формуле
Power Tip . Основным параметром, определяющим подачу стола (V f ), является подача на зуб (f z ). Распространенной ошибкой является использование рекомендуемой по каталогам нагрузки на стружку в качестве подачи на зуб. Однако это предположение верно только при использовании фрезы 90° с радиальной глубиной резания, превышающей радиус фрезы (a e >r). В других случаях вы можете использовать гораздо более высокое значение f z в зависимости от коэффициента утончения чипа 9.0004 .
Формула (метрическая/дюйм)
- z – Количество зубьев
- n – Скорость шпинделя [об/мин]
- f z – Подача на зуб [мм или дюйм]
- f за оборот [мм или дюйм]
- V f – Подача стола [мм/мин] или [дюйм/мин]
\( \large f_n = z \times f_z \)
\( \large V_f= n \times f_n \)
\( \normalsize \text {Или напрямую} \)
\( \large V_f= n \times z \times f_z \\)
Скорость съема металла
Калькулятор MRR
определяет объем материала, удаляемого в минуту при определенных условиях резания.
Переключатель мм/дюйм
Другие калькуляторы
Теория
Скорость прокатки металла (MRR) измеряется в кубических дюймах (или кубических мм) в минуту и показывает, сколько материала обрабатывается за одну минуту при наборе условия резки. При фрезеровании это произведение подачи стола, радиальной глубины резания и осевой глубины резания. Узнайте больше в нашем Глубокое удаление металла Страница . MRR используется для двух целей:
- Сравнение производительности двух наборов режимов резания.
- Оценка требуемой потребляемой мощности.
Формула (метрическая/дюйм)
- a e – Радиальная глубина резания [мм] или [дюйм]
- a p — Осевая глубина резания [мм] или [дюйм]
- 5 V f – Подача стола [мм/мин] или [дюйм/мин]
- Q – Скорость съема металла [мм 3 /мин] или [дюйм 3 /мин]
\( \large Q = V_f \times a_e \times a_p \)
Поиск
Начните печатать и нажмите Enter для поиска
Поиск …
Оптимизировать Глубина резания и переход для лучшего фрезерования с ЧПУ
Примечание : Это урок 5 нашего бесплатного мастер-класса по электронной почте Feeds & Speeds. Нажмите здесь, чтобы узнать больше о мастер-классе.
Скорость резания, скорость подачи, шаг и глубина резания.
Прежде чем вы сможете сгенерировать G-код для какой-либо функции, программа CAM должна знать эти вещи. Большинство пользователей ЧПУ рассчитывают скорость резания и скорость подачи, используя научные данные. К сожалению, у большинства специалистов по ЧПУ нет научного способа выбора глубины резания и шага. Ваш выбор глубины резания и шага будет ограничивать скорость резания и скорость подачи. Это означает, что мы можем раскрыть большой потенциал, приняв более научный подход к глубине резания и шагу.
Определение глубины резания и Ширина реза
Начнем с определения терминов «Глубина реза» и «Ширина реза» (также называемых «Шаг»). Поскольку картинка стоит тысячи слов:
Глубина резания — это длина стороны канавки, которая фактически режет. Таким образом, если вы делаете карман в несколько шагов или слоев, вы вырезаете толщину текущего слоя, а не общую глубину кармана. Глубина резания также называется осевой глубиной резания.
Ширина реза, также называемая шагом, представляет собой общую толщину реза, если смотреть на режущий инструмент сверху. Он может составлять не более 100% диаметра фрезы. Шаг также называется радиальной глубиной резания.
Для полноты картины скорость резания определяется как скорость шпинделя (в об/мин) при резке. Скорость подачи определяется как скорость, с которой фреза перемещается в разрезе.
Скорость съема материала: что мы оптимизируем
Давайте конкретизируем то, что мы оптимизируем. При черновой обработке мы хотим оптимизировать скорость съема материала. В конце концов, целью черновой обработки является удаление исходного материала. Мы хотим сделать это как можно быстрее, не ставя под угрозу срок службы инструмента настолько, чтобы оно того не стоило.
Скорость съема материала (сокращенно MRR) зависит от:
- Форма инструмента. Наиболее распространенным является цилиндр, который имеет форму большинства режущих инструментов.
- Глубина резания, которая определяет длину этого цилиндра.
- Шаг, который определяет, какая часть окружности цилиндра фактически разрезается.
- Скорость подачи, которая является множителем цилиндра при его перемещении вдоль заготовки.
Типичный расчет MRR выглядит следующим образом:
MRR = Осевая глубина резания * Радиальная глубина резания * Скорость подачи (все значения в дюймах или дюймах в минуту для скорости подачи)
Эта формула дает количество кубических дюймов в минуту, которое удаляет ваш режущий инструмент.
Теперь последняя деталь:
Время черновой обработки вашей заготовки в основном определяется скоростью съема материала. Если вы можете получить более высокую скорость съема материала, вы можете сократить время обработки. Для коммерческого механического цеха оптимизация MRR может иметь огромное значение для вашего бизнеса.
Из простой формулы видно, какое огромное влияние оказывают глубина резания и шаг на время обработки.
Вы полагаетесь на догадки или устаревшие эмпирические правила для определения глубины резания или шага?
Глубина резания и шаг (ширина резания) являются важными параметрами при фрезеровании карманов, профилировании, подрезке торцов и любых других операциях механической обработки, когда вы будете резать канавками на боковой стороне режущего инструмента. Другими важными переменными являются возможности станка, обрабатываемый материал и описание используемого инструмента. Остальные могут быть определены из этих переменных.
Несмотря на важность параметров глубины резания и шага, у большинства операторов нет аналитических инструментов, помогающих оптимизировать их значения. Вместо этого они полагаются на догадки, эмпирические правила и то, что хорошо сработало в прошлом.
Эмпирические правила могут быть полезными для запоминания, когда они используются для обозначения простых явлений, которые легко объяснить. Но с глубиной реза и шириной реза существует так много сложных явлений, которые взаимодействуют друг с другом, что эмпирические правила бесполезны. Хуже того, они могут конфликтовать.
Ваши эмпирические правила расходятся с вашей продуктивностью?
Эффекты глубины резания (DOC)
Вот несколько эффектов, на которые может повлиять изменение глубины резания или шага:
- Скорость съема материала. Конечно, при прочих равных, мы можем снять большую часть материала, закопав фрезу на максимальную глубину и ширину. Но, как вы знаете, все никогда не бывает равным, и эта стратегия обычно вообще не работает.
- Способность фрезы удалять стружку. Открытие большей части фрезы при меньшей ширине резания облегчает удаление стружки. Принуждение фрезы к узкому замедлению с большой шириной резания и создание канавок очень глубокими по отношению к диаметру фрезы затрудняет удаление стружки, поэтому вы, вероятно, перережете стружку и серьезно сократите срок службы инструмента. В худшем случае фреза может очень быстро сломаться.
- Тепло. При правильной подаче и скорости резания большая часть тепла уходит в стружку. Но даже в этом случае на резаке может накапливаться тепло, и, если его не остановить, оно быстро убьет этот резак. Время, которое флейта проводит в разрезе, — это время накопления тепла. Время вне разреза — это время охлаждения. Фреза подвергается воздействию воздуха и охлаждающей жидкости. Он не режет, поэтому трения в этой области нет. Компромисс между MRR и «рабочими циклами» охлаждения является важной частью расчета наилучшей скорости подачи и скорости резания траектории HSM. Максимизация этого является одной из причин, по которой траектории HSM настолько продуктивны.
- Требования к питанию. Чем выше скорость съема материала, тем больше мощности шпинделя потребуется.
- Отклонение инструмента. Чем больше мощности мы вкладываем в рез через большую мощность шпинделя, тем выше силы резания и тем больше склонность инструмента к отклонению.
- Износ: Если вы можете распределить износ по большей части канавки при заданном количестве удаляемого материала, ваш инструмент, очевидно, прослужит намного дольше. Но это компенсируется большей вероятностью отклонения инструмента, что также может отрицательно сказаться на износе. Использование большей длины канавки означает большую глубину резания и все остальное, что связано с этим, например, более сложное удаление стружки, больший нагрев и т. д.
На самом деле таких факторов гораздо больше, и все они взаимосвязаны. Такие стратегии, как высокоскоростная обработка, делают эти взаимосвязи еще более сложными и непредсказуемыми. Выбор наилучшей ширины и глубины резания зависит от множества компромиссов!
Можно проводить систематические эксперименты, если есть время, но задействовано так много переменных, что любая комбинация станка, материала, который нужно разрезать, и инструмента требует проведения совершенно нового набора экспериментов. Необходимо собрать большую матрицу глубин резания и ширины резания, а также рассчитать скорость подачи и скорость резания вместе с MRR. У очень немногих есть время на все это, поэтому они прибегают к тому, что работало в прошлом, что может быть даже близко не оптимальным в настоящем.
То есть, если у вас нет нашего программного обеспечения G-Wizard Calculator. Калькулятор GW имеет не один, а два инструмента для оптимизации глубины резания и ширины резания. На самом деле, поскольку он может вычислять высоту гребешка для 3D-профилирования с помощью концевых фрез со сферическим концом, он фактически имеет три инструмента, но мы хотим сосредоточиться на двух.
Как глубина резания и ширина резания влияют на скорость резания и подачу?
Режущий инструмент должен очищать срезаемую стружку. Если их не очистить, их будут резать снова и снова. В этом смысле они конкурируют со способностью концевой фрезы резать новый материал.
Но, в зависимости от разрезаемого материала, повторная резка стружки может ухудшить ситуацию различными способами:
- Процесс повторной резки стружки может поцарапать стены и пол объекта, испортив вашу поверхность. Это особенно верно для материалов, которые работают тяжелее.
- Нагартованная стружка может быстро затупить режущий инструмент. Вы никогда не бросите горсть сверхтвердой стружки на пути вашего резака, но это то, что происходит, если вы не можете очистить стружку.
- Чем больше стружки скапливается вокруг разреза, тем труднее извлечь новую стружку подальше от разреза. Чем тяжелее ваша охлаждающая жидкость должна работать, чтобы проникнуть везде, она может быть заблокирована скопившейся стружкой.
Все плохо, но становится еще хуже. В какой-то момент, если вы производите стружку достаточно быстро, а ваша фреза находится в отверстии или пазу со стенками, блокирующими попадание стружки, вы создадите так много стружки, что она застрянет в зубьях фрезы, и вскоре вы сломаетесь. резак.
Вы можете увеличить зазор для выхода стружки и входа охлаждающей жидкости, уменьшив глубину резания или шаг. Увеличение глубины резания или шага может потребовать более качественного удаления стружки. Это может означать, например:
- Лучшее направление сопла охлаждающей жидкости для удаления стружки из реза
- Повышение давления охлаждающей жидкости или увеличение давления воздуха при использовании тумана
- Переключение с тумана на поток охлаждающей жидкости
Оптимизация глубины и ширины реза с помощью G-Wizard Cut Optimizer
Некоторое время назад мы представили Cut Optimizer, и он был очень популярным компонентом G-Wizard. На сегодняшний день только G-Wizard имеет Оптимизатор резки.
Оптимизатор реза прост в использовании и позволяет оптимизировать одну из двух переменных (глубину реза или ширину реза), оставляя другую неизменной. Например, предположим, что вам нужно обработать паз глубиной 1 дюйм с помощью фрезы такого же диаметра, как паз. Вы будете поддерживать постоянную ширину реза — это диаметр фрезы. Но глубина резания — это переменная, которую необходимо оптимизировать. Что делает Cut Optimizer, так это вычисляет самую глубокую резку, которую можно выполнить, не вызывая чрезмерного отклонения инструмента.
Или возьмем противоположный пример. Вы профилируете стену и хотели бы сделать это за один проход вместо того, чтобы выполнять несколько проходов. Вы хотите сделать это, потому что отделка стены будет выглядеть красивее без видимых ступеней, а также потому, что износ распределяется по большей длине канавки, а это означает, что ваш инструмент прослужит дольше. В этом случае глубина реза является постоянной, а ширина реза — это то, что вы хотите оптимизировать.
Cut Optimizer хорошо справляется с обоими типами проблем, и мы покажем вам, как именно он работает, в нашем видео G-Wizard University:
Cut Optimizer в действии…
Университет G-Wizard предлагает короткие видеоролики по конкретным темам, которые облегчают изучение нашего программного обеспечения G-Wizard.
Оптимизация глубины резания или шага для контроля отклонения инструмента очень проста. Просто щелкните заголовок того, который вы хотите оптимизировать, и все готово:
Просто щелкните метку переменной для оптимизации (глубина или ширина), и все готово!
Какое отклонение следует допускать при оптимизации глубины и ширины резания?
Насколько допустимо отклонение инструмента?
Это сложная тема, и я отсылаю вас к специальной статье для получения дополнительной информации. Достаточно сказать, что мы допускаем больше черновой обработки, чем чистовой, потому что слишком большой прогиб вреден, когда вы хотите получить хорошее качество поверхности или должны соблюдать жесткие допуски. Поэтому финишные проходы могут терпеть меньше.
При черновой обработке отклонение примерно эквивалентно биению с точки зрения стойкости инструмента. Даже немного (в процентах от максимальной нагрузки на стружку) может сократить срок службы инструмента. Думайте о своем режущем инструменте как о скрепке, которая сгибалась слишком много раз, и при отклонении она сгибается при любых оборотах шпинделя, как раз в минуту. Хуже того, отклонение возбуждает болтовню как сумасшедшую.
Пределы отклонения G-Wizard по умолчанию довольно консервативны и направлены на минимизацию вибрации. Но вы можете установить их на все, что захотите.
Оптимизация глубины резания и ширины резания с помощью мастеров CADCAM
Мастер CADCAM для поиска оптимальных параметров для обработки карманов… Ширина наука. Но мастера CADCAM еще мощнее и, как ни странно, проще в использовании. Мастера CADCAM — это функция, включенная в каждую копию G-Wizard Calculator. Доступ к ним можно получить, щелкнув вкладку CADCAM. Представьте, что у вас есть помощник, который действительно хорошо разбирается в «рецептах нарезки». Рецепт вырезания — это все, что вам нужно знать, чтобы сообщить программному обеспечению CAM, как сгенерировать траекторию инструмента для вырезания определенного элемента:
— Скорость подачи и скорость резания — естественно!
– Какой инструмент использовать
– Глубина резания и Ширина резания
Кроме того, вы хотите, чтобы рецепт касался как черновой, так и чистовой обработки, и вам не нужно было сообщать помощнику что-либо дополнительно. Наконец, вы хотите, чтобы этот помощник задавал вам как можно меньше вопросов. Ведь ваше время ценно. Пусть помощник позаботится о деталях.
Именно этим и занимаются мастера CADCAM. Легче наблюдать за ними в действии, чем пытаться объяснить дальше, поэтому посмотрите еще одно новое видео G-Wizard University, чтобы узнать подробности:
Мастера CADCAM: Пусть ваш умный помощник разберется с этим…
Мастера CADCAM действительно предоставляют удивительную силу в ваших руках. Как я сказал в видео, когда в последний раз у вас была возможность запустить 1100 различных сценариев, чтобы найти наилучшую комбинацию параметров для задания? У меня никогда не будет достаточно времени, чтобы сделать это даже один раз. Тем не менее, как сказал мне клиент, G-Wizard позволяет оптимизировать каждый разрез. Это даже облегчает это.
Мастера CADCAM используют высокоэффективное фрезерование
Мастера CADCAM помогают с высокоэффективным фрезерованием (HEM).
Хотя это может показаться чем-то чрезвычайно сложным и сложным для понимания, принцип высокоэффективного фрезерования на самом деле довольно прост. Если вы погрузите фрезу в работу, во многих случаях вам придется делать несколько проходов, чтобы добраться до полной глубины кармана. С HEM идея состоит в том, чтобы использовать как можно большую длину канавки на фрезе. Возможно, вы сможете вырезать этот карман в один слой вместо нескольких.
Использование большей длины канавки означает распространение износа на большую длину. Это означает, что ваш резак прослужит дольше, или это также может означать, что вы можете управлять им немного интенсивнее.
Взамен мы немного сбавим шаг. Использование такой большой глубины резания означает, что у нас могут возникнуть проблемы со стружкодроблением и перегревом. Отступая от Шага, мы избегаем этого. Получается, что результирующие параметры резания отлично подходят для траекторий инструмента высокоскоростной обработки, которые повышают производительность HEM.
Когда Мастера CADCAM рассматривают различные комбинации Глубины Резания и Шага, они предпочитают большую Глубину Резания, чем более мелкую, при прочих равных условиях.
Как насчет шагов для 3D-траекторий?
Проницательный читатель увидит, что многое из того, что было сказано выше, отлично подходит для станков 2 1/2D, но может быть неприменимо к траекториям 3D. Это правда, и это совершенно новая область. У нас есть отличная статья о выборе лучших шагов для 3D-профилирования, в которой рассказывается теория. Но посмотрите:
G-Wizard Calculator имеет мастер CADCAM, который может оптимизировать шаг для траекторий 3D-профилирования, используя все те же принципы.
Заключение
Оба эти инструмента уникальны для G-Wizard, поэтому, если вы хотите сделать Глубину Реза и Ширину Реза немного более научными (и вы знаете, что вам это действительно нужно), вы нашли нужное место. Заставьте их работать на вас, они быстрые и простые, и, прежде чем вы это узнаете, вы обнаружите, что время цикла сократилось, а ваши инструменты служат дольше. Это почти так же хорошо, как нарезанный хлеб. Ну, не совсем, но близко. Если вы никогда не пробовали G-Wizard, обязательно ознакомьтесь с нашей бесплатной 30-дневной пробной версией .
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на ваш электронный почтовый ящик. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Формулы торцевого фрезерования | Коллекция формул обработки | Введение в обработку
На этой странице представлены формулы для расчета основных параметров, необходимых для торцевого фрезерования. Цифры, полученные в результате расчета, приведены только для справки. Условия обработки зависят от используемого станка. Используйте оптимальные условия в соответствии с вашими реальными условиями обработки.
- Скорость резания (vc)
- Подача на зуб (f)
- Подача стола (Vf)
- Время обработки (Tc)
- Полезная мощность (ПК)
- Значения Кс
- π (3.14): круговая постоянная
- DC (мм): Диаметр фрезы
- n (мин. -1 ): Скорость шпинделя
- записка
Эта формула используется для расчета скорости резания на основе скорости шпинделя и внешнего диаметра фрезы.
Пример:
Диаметр фрезы (DC) = 100 мм
Скорость шпинделя (n) = 400 мин -1
В этом случае скорость резания (vc) составляет примерно 125,6 м/мин.
- vf (мм/мин): подача стола в минуту
- z: Количество зубьев
- n (мин. -1 ): Скорость шпинделя (скорость подачи fr = zxfz)
- записка
Эта формула используется для расчета подачи на зуб из таблицы подачи в минуту (подачи), количества зубьев и скорости шпинделя.
Пример:
Подача стола в минуту (vf) = 450 мм/мин
Количество зубьев (z) = 10
Скорость вращения шпинделя (n) = 600 мин -1
В этом случае подача на зуб (f) составляет 0,075 мм/т.
- fz (мм/зуб): подача на зуб
- z: Количество зубьев
- n (мин. -1 ): Скорость шпинделя (скорость подачи fr = zxfz)
- записка
Эта формула используется для расчета подачи стола в минуту (подачи) исходя из подачи на зуб, количества зубьев и скорости вращения шпинделя.
Пример:
Подача на зуб (fz) = 0,2 мм/зуб
Количество зубьев (z) = 8
Скорость шпинделя (n) = 600 мин -1
В этом случае скорость подачи стола составляет 960 мм/зуб. мин.
- L (мм): общая длина подачи стола (длина материала (л) + диаметр торцевой фрезы (DC))
- vf (мм/мин): подача стола в минуту
- записка
Эта формула используется для расчета времени обработки на основании общей длины подачи стола и подачи стола в минуту (подачи).
Пример чистовой обработки блока из чугуна FC200 для получения плоской поверхности:
Ширина = 150 м
Длина = 250 мм
Используемые условия торцевого фрезерования:
Подача на зуб (fz) = 0,35 мм
Количество зубьев (z) = 12
Скорость шпинделя (n) = 200 мин -1
Скорость резания (vc) = 120 м/мин
Диаметр торцевой фрезы (D1) = 220 мм
В данном случае
подача стола в минуту (vf) и общая длина подачи стола (L):
vf = 0,35 × 12 × 200 = 840 мм/мин
L = 350 + 220 = 570 мм
Подставьте эти значения в формулу:
Tc = L ÷ vf
= 570 ÷ 1120
= 0,679 (мин) × 60
= 40,74 (сек)
Время обработки (Tc) составляет примерно 40,74 секунды.
- ap (мм): Глубина резания
- ae (мм): ширина реза
- vf (мм/мин): подача стола в минуту
- Kc (МПа): удельная сила резания
- η: КПД машины
- записка
Эта формула используется для расчета полезной мощности, необходимой для торцевого фрезерования, исходя из глубины и ширины резания, подачи стола в минуту, удельной силы резания и эффективности станка. Пример расчета полезной мощности, необходимой для резки инструментальной стали с помощью:
Глубина резания (ap) = 5 мм
Ширина резания (ae) = 70 мм
Подача стола в минуту (vf) = 300 мм/мин
Другие условия:
Удельная сила резания (Kc) = 1800 МПа
КПД станка (η) = 80% (0,8)
Скорость резания (vc) = 80 м/мин
Диаметр фрезы (DC) = 250 мм
Количество зубьев (z) = 16
В этом случае сначала вы рассчитываете скорость шпинделя (n), а затем подачу на зуб резак (fz).
Скорость шпинделя (n) = 1000・vc ÷ π・D
= (1000 × 80) ÷ (3,14 × 250)
= 101,91 мин -1
Подача на зуб (fz) = vf ÷ (Z × n)
= 300 ÷ (16 × 101,91)
= 0,184 мм/зуб
Подставьте полученное выше в формулу:
Pc = (5 × 70 × 300 × 1800) ÷ (60 × 10 6 × 0,8)
= 3,937 кВт
Полезная мощность, необходимая для торцевого фрезерования (Pc), составляет приблизительно 3,94 кВт.
| Материал заготовки | Прочность на растяжение (МПа) и жесткость | Удельная сила резания Kc (МПа) для каждой подачи | ||||
|---|---|---|---|---|---|---|
| 0,1 (мм/зуб) | 0,2 (мм/зуб) | 0,3 (мм/зуб) | 0,4 (мм/зуб) | 0,6 (мм/зуб) | ||
| Мягкая сталь (SS400, S10C и т. д.) | 520 | 2200 | 1950 | 1820 | 1700 | 1580 |
| Средняя сталь (S45C, S50C и т. д.) | 620 | 1980 | 1800 | 1730 | 1600 | 1570 |
| Твердая сталь (S55C, S58C и т. д.) | 720 | 2520 | 2200 | 2040 | 1850 | 1740 |
| Инструментальная сталь (Инструментальная углеродистая сталь (SK) и т. д.) | 670 | 1980 | 1800 | 1730 | 1700 | 1600 |
| Инструментальная сталь (легированная инструментальная сталь (СКС) и т. д.) | 770 | 2030 | 1800 | 1750 | 1700 | 1580 |
| Хромомарганцевая сталь (карбид марганца (MnC) и т. д.) | 770 | 2300 | 2000 | 1880 | 1750 | 1660 |
| Хромомарганцевая сталь (карбид марганца (MnC) и т. д.) | 630 | 2750 | 2300 | 2060 | 1800 | 1780 |
| Хромомолибденовая сталь (марки SCM и т. д.) | 730 | 2540 | 2250 | 2140 | 2000 | 1800 |
| Хромомолибденовая сталь (марки SCM и т. д.) | 600 | 2180 | 2000 | 1860 | 1800 | 1670 |
| Никель-хром-молибденовая сталь (SNCM415 и т. д.) | 940 | 2000 | 1800 | 1680 | 1600 | 1500 |
| Никель-хром-молибденовая сталь (SNCM439 и т. д.) | 352HB | 2100 | 1900 | 1760 | 1700 | 1530 |
| Аустенитная нержавеющая сталь (SUS304 и т. д.) | 155HB | 2030 | 1970 | 1900 | 1770 | 1710 |
| Литая сталь (SCC и т. д.) | 520 | 2800 | 2500 | 2320 | 2200 | 2040 |
| Твердый чугун | 46HRC | 3000 | 2700 | 2500 | 2400 | 2200 |
| Механитовый чугун (FC350 и т. д.) | 360 | 2180 | 2000 | 1750 | 1600 | 1470 |
| Серый чугун (FC250 и т. д.) | 200ХБ | 1750 | 1400 | 1240 | 1050 | 970 |
| Латунь (C3710 и т. д.) | 500 | 1150 | 950 | 800 | 700 | 630 |
| Легкий сплав (Al-Mg, A5005 и т. д.) | 160 | 580 | 480 | 400 | 350 | 320 |
| Легкий сплав (Al-Si, A4032 и т. д.) | 200 | 700 | 600 | 490 | 450 | 390 |
| Легкий сплав (Al-Zn-Mg-Cu, A7075 и т. д.) | 570 | 880 | 840 | 840 | 810 | 720 |
- Коллекция формул обработки Формулы резки
- Сборник формул обработки Формулы скорости резания
ИНДЕКС
Параметры фрезерования
Калькулятор скорости и подачи, формулы и Co
Акриловое стекло, дерево, углерод или пластик – каждый материал должен быть обработан подходящей концевой фрезой, чтобы результат выглядел так же хорошо, как идея. Кроме того, необходимо соответствующим образом отрегулировать скорость и скорость подачи. Вы быстро соберете собственные эмпирические значения, но есть и специальные формулы для расчета скорости и других величин. Самый простой способ — воспользоваться бесплатным калькулятором фрезеровки STEPCRAFT. Вы можете найти его в App Store и Play Store. Просто выберите свой станок, материал и концевую фрезу, и фрезерный калькулятор STEPCRAFT мгновенно покажет вам подходящую скорость и параметры резания.
n = число оборотов в минуту (об/мин)
vc = скорость резания (м/мин)
d = диаметр инструмента в миллиметрах (мм)
z = количество зубьев
fz = подача на зуб (мм/зуб)
vf = Скорость подачи (мм/мин)
СКАЧАТЬ PDF
Скорость концевой фрезы рассчитывается по следующей формуле:
n [об/мин] = (vc [м/мин] *1000) / 3,14 * ø d1 [мм])
Пример расчета:
vc = 500 м/мин (выбрано из таблицы)
d = ø 8 мм
19904 об/мин = (500 * 1000) / (3,14 * 8)
Если максимальная скорость фрезерного двигателя ниже расчетного значения, в формулу для расчета подачи необходимо ввести максимальную скорость фрезерного двигателя.
Скорость подачи концевой фрезы рассчитывается по следующей формуле:
vf = n * z * fz
Пример расчета для алюминия (деформируемый сплав) с 8-миллиметровой концевой фрезой с 2 зубьями:
n = 19904 об/мин по приведенной выше формуле
fz = 0,064 из таблицы
z = 2
2547,77 мм/мин = 19904 * 2 * 0,064
Концевые фрезы и их ЧПУ
Тип инструмента | Характеристики | Приложения |
Концевая фреза с 2 зубьями (прямая) | для тонкого материала очень чистые режущие кромки | пластик дерево |
Концевая фреза с 2 зубьями (вверху) | универсальная концевая фреза хорошая погружная способность | дерево цветные металлы пластик |
Концевая фреза с алмазными зубьями | высокая износостойкость | ГФК КФК Печатная плата |
Концевая фреза со спиральными зубьями (вниз) | для тонкого материала очень чистые режущие кромки | мягкая древесина фанера |
Концевая фреза со спиральными зубьями (вверху) | стружколом | мягкая древесина фанера |
Радиус концевой фрезы | чистовая фреза 3D-резьба | дерево цветные металлы пластик |
Концевая фреза с одной канавкой | с низким коэффициентом трения большая флейта | легкоплавкие пластмассы |
V-бит | одинарная канавка | универсальный Печатная плата гравюры |
Эталон скорости и подачи
ø Скорость резания м/мин* | Диаметр концевой фрезы | |||||||||
ø 1 мм | ø 2 мм | ø 3 мм | ø 4 мм | ø 5 мм | ø 6 мм | ø 8 мм | ø 10 мм | ø 12 мм | ||
Подача в мм/зуб/оборот | ||||||||||
Литой алюминий > 6 % Si | 200 | 0,010 | 0,010 | 0,010 | 0,015 | 0,015 | 0,025 | 0,030 | 0,038 | 0,050 |
Кованый алюминиевый сплав | 500 | 0,010 | 0,020 | 0,025 | 0,050 | 0,050 | 0,050 | 0,064 | 0,080 | 0,100 |
Мягкий пластик | 600 | 0,025 | 0,030 | 0,035 | 0,045 | 0,065 | 0,090 | 0,100 | 0,200 | 0,300 |
Твердый пластик | 550 | 0,015 | 0,020 | 0,025 | 0,050 | 0,060 | 0,080 | 0,089 | 0,100 | 0,150 |
Твердая древесина | 450 | 0,020 | 0,025 | 0,030 | 0,055 | 0,065 | 0,085 | 0,095 | 0,095 | 0,155 |
Мягкая древесина | 500 | 0,025 | 0,030 | 0,035 | 0,060 | 0,070 | 0,090 | 0,100 | 0,110 | 0,160 |
МДФ | 450 | 0,050 | 0,070 | 0,100 | 0,150 | 0,200 | 0,300 | 0,400 | 0,500 | 0,600 |
Латунь, Медь, Бронза | 365 | 0,015 | 0,020 | 0,025 | 0,025 | 0,030 | 0,050 | 0,056 | 0,065 | 0,080 |
Сталь | 75 | 0,010 | 0,010 | 0,012 | 0,025 | 0,030 | 0,038 | 0,045 | 0,050 | 0,080 |
*Указанные скорости резания являются средними значениями. В зависимости от процесса фрезерования и типа концевой фрезы может потребоваться регулировка. Черновая обработка: уменьшение до 25 % – Чистовая обработка: увеличение до 25 % – Концевая фреза из быстрорежущей стали: уменьшение до 50 % (твердые материалы) – Концевая фреза VHM: увеличение до 25 %
Практический совет
Глубина погружения
При фрезеровании канавки рекомендуется следующая глубина погружения:
Материал
Серия D
M-серия
Серия Q
Цветные металлы
до диаметра в 0,05 раза больше
до диаметра в 0,2 раза больше
до диаметра
в 0,3 раза больше
Дерево, пластик
до диаметра
в 0,5 раза больше
до диаметра
в 0,75 раза больше
до диаметра
в 1,0 раза больше
Жесткий пенопласт
до диаметра
в 3,5 раза больше
до диаметра
в 5,0 раз больше
до диаметра
в 5,0 раз больше
При контурном фрезеровании мы рекомендуем боковую подачу ок. 25 % от диаметра концевой фрезы при 100 % глубине погружения.
Глубина погружения зависит от двигателя фрезерного станка, конструкции и устойчивости станка. Это означает, что при использовании менее мощного и/или более легкого фрезерного двигателя требуется уменьшение значений.
Выбор длины концевой фрезы
Чтобы избежать увеличения вибрации концевой фрезы, мы рекомендуем зажимать насадку как можно короче или длиннее, насколько это необходимо.
Охлаждение/смазка
Охлаждение цветных металлов в лучшем случае происходит с помощью системы смазки в сочетании со смазкой. Кроме того, смазка улучшает качество поверхности и срок службы инструмента. Смазка мыльным раствором подходит для акрилового стекла. Это улучшает превосходную поверхность.
Попутное фрезерование
При попутном фрезеровании концевая фреза втягивается в заготовку, что может привести к неконтролируемому вытягиванию портала или оси Z (люфт ходового винта) в направлении заготовки во время удаления больших чипсы. Это приводит к менее точной схеме фрезерования и может даже привести к поломке концевой фрезы, если образование стружки слишком большое.
Если используются беззазорные шарико-винтовые пары, то фрезерование с прямым резом предпочтительнее, чем фрезерование с прямым резом.
Встречное фрезерование
При встречном фрезеровании концевая фреза отталкивается от заготовки, что при удалении только небольшой стружки приводит к быстрому выталкиванию режущей кромки из заготовки. Это приводит к появлению следов вибрации, которые создают грязную поверхность и снижают срок службы концевой фрезы.
Встречное фрезерование предпочтительнее на станках с ходовыми винтами с резьбой, которые имеют люфт.
Концевые фрезы с заточкой
Максимально возможная подача обычно уменьшается до длины спирали концевой фрезы, иначе хвостовик будет тереться о заготовку. Благодаря хвостовику с рельефной шлифовкой возможны глубины от нескольких врезаний до максимальной эффективной длины, т. е. превышающей длину спирали.
Система смазки 20-50 мл/ч
Увеличение смазки
Система смазки от смазки от производственного процесса
.
бурение
Grinding
Увеличение
Grating
40044
Loving
.
GRANG
40044
LAPPING
.
Пригодность системы смазки для режущих материалов
Медный сплав
Алюминиевый литейный сплав
Ферритная сталь
Магниевый сплав
Кованый алюминиевый сплав
Перлитный
Чугун
Нержавеющая сталь
Обработка HSM
Страницы: (34)
[1]
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Пожалуйста, ознакомьтесь с новой темной темой в веб-приложении FSWizard на app.fswizard.com
Тему можно изменить на странице настроек приложения.
Приветствуются любые отзывы и рекомендации!
Ура!
Скриншот_20220721-020410. png
HSMAdvisor v2.5.11 для MasterCam 2023 теперь доступен по адресу https://hsmadvisor.com/hsmadvisor_for_mastercam
Ядро HSMAdvisor также было обновлено для всех плагинов Mastercam с 2019 по 2023 год программное обеспечение и порекомендуйте его своим коллегам!
Ваши идеи, ваши отзывы и ваша поддержка прекрасны.
Ура!
Только что закончил настройку 4-й оси.
Этот стол начинает казаться переполненным.
FSWizard Machinist Калькулятор скорости и подачи имеет новую функцию!
Фильтрация была добавлена в список инструментов Cut Cloud, что упрощает поиск нужных инструментов:
Вы можете фильтровать по имени библиотеки, типу инструмента и/или с помощью простого текстового поиска.
Кроме того, список теперь проверяет версию и обновления в фоновом режиме, что означает, что страница теперь появляется почти сразу. Больше не нужно ждать 15-20 секунд, чтобы загрузить все ваши инструменты каждый раз, когда вы его открываете.
Спасибо всем, кто внес предложения по улучшению и пожелания!
Как обычно, вы можете найти ссылки на приложение FSWizard здесь: https://fswizard.com/
Удачи!
Кому нравится отправлять электронные письма и беспокоиться о дополнительных счетах только для того, чтобы добавить пару рабочих мест к существующей лицензии?
Никто вот кто!
Клиенты HSMAdvisor теперь могут приобретать дополнительные места прямо на странице https://hsmadvosor.com/buy.
Все, что вам нужно сделать, это ввести те же Имя , Фамилию и Электронный адрес , которые вы использовали при покупке исходной лицензии.
Скидка на несколько рабочих мест будет применяться к существующей лицензии!
Дополнительную информацию можно найти на новой странице справки: https://hsmadvisor.com/help?article_id=5497_adding-more-seats-to-your-license
Калькуляторы скорости и подачи HSMAdvisor и FSWizard постоянно развиваются и обогащаются новыми функциями.
Помогите им стать еще лучше, предоставив свои отзывы и предложения!
С уважением.
Сегодня вечером я выпустил последнюю версию HSMAdvisor и подключаемый модуль для Mastercam 2022, 2021 и 2020
Большинство проблем, о которых сообщили наши пользователи, либо были исправлены, либо иным образом решены.
Исправлены ошибки и улучшена процедура создания инструментов.
Кроме того, в диалоговом окне «Запись траектории инструмента» теперь есть возможность отключить регенерацию траектории и фактические значения, которые будут записаны в траекторию:
Кнопка «Сохранить» сохраняет текущее состояние флажков по умолчанию.
Плагин Mastercam можно скачать здесь: https://hsmadvisor.com/hsmadvisor_for_mastercam
Последняя автономная версия HSMAdvisor доступна здесь: https://hsmadvisor.com/download
Он имеет некоторые внутренние улучшения и дополнительные материалы. .
Что нового в этом обновлении HSMAdvisor:
- Улучшенная скорость подачи твердосплавных инструментов при обработке мягких пластиков.
- Добавлен журнал «Отладка» в настройках.
Если у вас возникли проблемы, обязательно пришлите мне отладочный текст. - Добавлены новые материалы:
ПТФЭ, тефлон
AISI 52100 отожженный (40 RC)
AISI 52100 (60-65 RC)
AISI 9310 Сталь, AMS 6265, AMS 6267 (отожженный 245 HB)
Пожалуйста, дайте мне знать, если у вас есть какие-либо отзывы или вопросы!
Долгожданная функция, которая некоторое время была доступна на FSWizard, теперь доступна и в HSMAdvisor!
В настоящее время он находится на стадии MVP, но теперь, когда вы входите в HSMADvisor Cloud как в FSWizard, так и в HSMAdvisor (совместное использование разрешено только в рамках одной учетной записи), облачные инструменты автоматически синхронизируются между двумя приложениями.
Ознакомьтесь с последней версией здесь: https://hsmadvisor.com/download
Чтобы включить облачные библиотеки в HSMAdvisor, зарегистрируйтесь и/или войдите в облачное хранилище HSMAdvisor в настройках или нажав Действия->Вырезать облако -> Войдите на вкладку База данных инструментов.
Затем выберите библиотеку инструментов, которую вы хотите синхронизировать с облаком, и перейдите в «Действия» -> «Библиотека инструментов».
Включите параметр «Синхронизировать с облаком HSMAdvisor».
Синхронизированные инструменты теперь доступны в обоих приложениях:
Также добавлено несколько материалов:
- AISI431, 1.4057, X17CrNi16-2 (QT800 и QT905)
- Алюминий 3.1645; EN AW-2007
- AISI4820 (1.6587, 18CrNiMo7-6)
Обязательно присылайте мне любые отзывы по этому или другим вопросам!
Добрый день!
Я только что загрузил HSMAdvisor v2.4.2
В нем много улучшений. Полный список изменений можно найти здесь: https://hsmadvisor.com/?page=Download
Мы собираемся провести распродажу в честь Черной пятницы 26-28 ноября.
Так что, если вы планировали приобрести что-то в интернет-магазине HSMAdvisor, отметьте дату в своем календаре!
https://hsmadvisor. com/?page=Buy
Все лицензии HSMAdvisor и FSWizard без подписки будут со значительной скидкой!
Последняя версия HSMAdvisor доступна на странице загрузок:
https://hsmadvisor.com/?page=Download
В нем есть несколько значительных улучшений, таких как улучшенная подача для концевых фрез размером менее 1/2 дюйма диаметр. Отображение инструмента теперь более точно показывает, как HSMAdvisor воспринимает закругленный инструмент и зацепление с материалом.
Также исправлена проблема с калькулятором гребешка. Теперь он не влияет на DOC, а только устанавливает WOC на любой рассчитанный вами шаг.
Огромное спасибо всем, кто вносил предложения, сообщал о проблемах и даже просто задавал вопросы!
Ура!
Запрограммировал и выточил голову Т-800 от thingiverse:
Вот готовое видео черепа со всех сторон: https://youtube.com/shorts/mdclf5LvdyM?feature=share
В 1й оп я фрезеровал основание с резьбовым отверстием 1/4-20 прямо там, где будет мой Z0Y0Z0.
Затем я установил основание на квадратное крепление, используя резьбовое отверстие. Таким образом, когда я фиксирую квадратное приспособление в тисках, моя деталь Z0Y0Z0 остается на том же месте.
2-я операция была задней частью черепа
3-я операция была лицом, а 4-я и 5-я стороны были
Страниц: (34)
[1]
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Общий — Архив | Расчет подачи и скорости и DOC | Практик-механик
Гисмо
Горячекатаный
#1
Я много думал об этом и задавался вопросом, почему DOC не включен в формулы и почему RPM — это просто произвольное число, которое вы выбираете. Изготовители инструментов рекомендуют подачу на зуб, это, кажется, единственное известное определение. Кажется, я тут в неведении… Разве DOC не зависит от жесткости машины? Увеличивает ли большее количество DOC износ инструмента? Что определяет ваш RPM, кроме ограничений машины?
Спасибо
Чад
Чарльз М
Алюминий
#2
«RPM — это произвольно выбранное вами число»
Не так. Число оборотов в минуту определяется рекомендуемой скоростью резки материала, который вы режете. Например, обычная углеродистая сталь 1018 с твердостью 100-125 HB составляет 120 футов/мин. Для дюймовых единиц формула для скорости резания N=12V/PI*D, где N=скорость шпинделя, об/мин, V=скорость резания FPM, D=диаметр фрезы для фрезерования или внешний диаметр заготовки для токарной обработки, PI=3,14259.
DOC оказывает меньшее влияние на износ инструмента, чем скорость и подача, однако при глубоком резании скорость должна быть снижена. Эмпирическое правило заключается в том, что при использовании концевых фрез глубина резания должна быть ограничена 1/2 диаметра концевой фрезы. DOC также зависит от жесткости станка, способа крепления, мощности станка и т. д.
Базовая скорость подачи измеряется в дюймах на зуб фрезы. Существует ряд факторов, влияющих на скорость подачи, таких как материал режущего инструмента, рабочий материал и его твердость, ширина и DOC, тип фрезы, обработка поверхности, доступная мощность, жесткость станка и многие другие.
Формула для скорости подачи стола фрезерного станка: F=Ft*Nt*N, где F= скорость подачи стола, Ft= скорость подачи в дюймах на зуб, Nt= количество зубьев фрезы и N скорость шпинделя (об/мин). Скорость подачи на зуб обычно колеблется от 0,001 до 0,008 дюйма на зуб для фрез из быстрорежущей стали.
Обычно я начинаю со скорости ниже рекомендуемой, а затем подаю и разгоняю. С небольшим опытом вы можете сказать, когда инструмент режет правильно.
В Справочнике по машинному оборудованию есть ряд таблиц, помогающих определить скорость и подачу для различных материалов.
Гость
Гость
#3
об/мин = (SFM X 12) / (DIA X PI)
SFM= площадь поверхности в футах в минуту, рекомендуемая для используемого материала
, см. справочник механика или позвоните поставщику материала по номеру
. Я например считаю
6061 Алюминий 350-400
DIA= диаметр инструмента, используемого при фрезеровании/сверлении, или диаметр чистовой обработки при точении
.
ПИ= 3,14,…….?
Глубина резания зависит от материала/потока охлаждающей жидкости/
жесткости станка/типа режущего инструмента/и т. д. и т. д.,
Пока вы не почувствуете этот стартовый свет
, выполните несколько деталей и медленно увеличивайте, это
ощущение для нас, стариков. Вы всегда можете
связаться с производителем инструмента и сообщить ему
подробности или посмотреть на предоставленные таблицы
в каталоге инструментов. Но будьте осторожны, продавец инструмента
делает возмутительные заявления, они скажут вам, что
сверлят титан со скоростью 10 000 об / мин своим «чудо-сверлом» 1/2 дюйма
с 0,010 IPR, если они думают, что ваш босс
будет дюжиной по 50 долларов за штуку. , Надеюсь, этот
поможет, …………………Боб С.
Пазузу71
Горячекатаный
#4
Согласно «Справочнику по машинному оборудованию»…. Глубина резания не является столь важным фактором и не является важным фактором износа инструмента. Правильный SFM (об/мин) и подача на зуб (для типа материала) более важны.
психомилл
Титан
#5
Я много думал об этом и мне было интересно, почему DOC не включен в формулы и почему RPM — это просто произвольное число, которое вы выбираете
Нажмите, чтобы развернуть…
Из-за достижений в технологии режущего инструмента, возможностей станка, методов программирования и CAM информация DOC (как радиальная, так и осевая) приводится (или рекомендуется) во многих каталогах, на веб-сайтах производителей и в справочниках, доступных у поставщиков. Это ни в коем случае не настоящая загадка.
В прежние времена игровое поле (с точки зрения машин) не было таким разнообразным в большинстве магазинов. Сегодня у вас есть все: от парня, который готов поклясться в своем G&L 1942 года, до парня с новеньким Mazak Hypersonic по соседству. Тогда у вас есть все остальные между ними и за их пределами. Только надо знать, где взять. Информация (во всяком случае, исходные данные) есть.
Например, я считаю
6061 Алюминий 350-400Нажмите, чтобы развернуть…
Это зависит от вашего резака. Даже библия скажет вам это. Сегодня для многих карбидов рекомендованы скорости 1000-2000 фут/мин. Я даже видел скорость как «1000-???»… например, «как быстро ты можешь ехать?».
Существует тысяча причин, по которым я вращаю фрезу со скоростью ??? об/мин и подаю ее со скоростью ??? дюймов в минуту. Опыт раскроет эту тайну. Начните умеренно и идите оттуда. Веселье только начинается….
Дэйв К.
Алмаз
#6
Я всегда слышал старую поговорку, которая гласит, что «глубина реза не зависит». Это означает, что увеличение нагрузки стружки на зуб может вызвать чрезмерный износ, увеличение скорости вращения шпинделя может вызвать чрезмерный износ, но увеличение глубины не вызывает избыточного износа. Вы просто изнашиваете большую часть вставки или концевой фрезы.
Кстати, я заметил, что многие люди используют пи для функции вычисления SFM. Это не совсем пи, это 3,82. Если вы хотите проверить это, попробуйте проверить его на вашем токарном станке с ЧПУ, который работает в SFM. Посмотрите, с какой скоростью он работает, и сделайте расчет. Вы обнаружите, что предполагаемая скорость резания, умноженная на 3,82, разделенная на диаметр инструмента (или диаметр детали), будет равна правильным оборотам в минуту.
Перекати-поле Тим
Нержавеющая сталь
#7
Я всегда думал, что у этих парней есть хорошая диаграмма/объяснение и скорости, доступные на оборудовании типа домашнего магазина. Я размещал эту ссылку раньше, но никто никогда не говорил, что считает ее стоящей. Но я опубликую это снова, потому что мне нравится этот веб-сайт. Никогда ничего у них не покупал, но страницы у них хорошие. Я так думаю.
Возможно, это ошибка в таблице B: черновая, чистовая и кондиционная обработка расположены в неправильном порядке в заголовках столбцов.
http://www.newsontool.com/02_33-34.html
Чарльз М
Алюминий
#8
Дейв К.,
Вы хотите сказать, что все проверенные математические формулы для длины окружности неверны?
CBlair
Алмаз
#9
Одна из формул для скорости вращения шпинделя: об/мин=(фут/мин*3,82)/диаметр инструмента. 3,82 часто округляют до 4,0, чтобы упростить расчеты. Эта формула проще, чем использование Пи, но ответ тот же.
Чарльз
Дэйв Дальгрен
Чугун
#10
Я всегда регулировал DOC либо по HP на шпинделе, либо по жесткости настройки. Я также обычно заканчиваю тем, что работаю слишком медленно на хорошей настройке. Плохая привычка из-за слишком долгой эксплуатации старых станков, у которых не было достаточной скорости вращения шпинделя, чтобы увеличить скорость подачи и сохранить размер стружки в разумных пределах.
Вчера только что обработал несколько деталей на моей 3-осевой концевой фрезе с ЧПУ 1/2 4500 об/мин, профилируя 0,250 сбоку и 0,500 в глубину. Бегал со скоростью около 40 дюймов в минуту и был доволен этим, так как время работы было в пределах разумного, и мне нужно было сделать всего несколько штук. Эта тема заставила меня перетащить ползунковую линейку скорости/подачи, и я мог бы поднять подачу до 60 дюймов в минуту, добавить больше оборотов в минуту до 5k и сделать вырез сбоку, прежде чем кончился шпиндель на 5 л.с. в алюминии. время цикла было бы меньше половины.
Дэйв
Чарльз М
Алюминий
#11
Хорошо, понятно. Это упрощение обработки преобразования единиц. Вы делите 12 в знаменателе на Пи в числителе, что дает 3,82.
Вы все еще используете Pi с этим упрощением, просто это не очевидно.
Аварийная остановка
Чугун
#12
Глубина и ширина пропила имеют значение. Вы используете оба значения, чтобы вычислить скорость съема металла (MMR) в кубических дюймах. Хотя это не так важно, как правильный выбор SFM или питателя, MMR является важным фактором.
Крец
Алмаз; Команда модов
№13
Также следует отметить. С большим (0,25 дюйма и выше) DOC катастрофический отказ вставки становится ДЕЙСТВИТЕЛЬНО катастрофическим, лол. Иногда лучше быть немного консервативным, помня об этом.
Гисмо
Горячекатаный
№14
Всем спасибо за ответы. Я пытался создать рабочий лист mathcad, куда я могу вставить некоторые значения, но я получаю числа, которые кажутся неправильными. например, я использую sfm=800ft/min dia=0,75in и получаю 4074rpm. кажется довольно высоким, особенно когда максимальная скорость нашей машины составляет 3800 об/мин. Еще одна вещь, о которой я беспокоился, заключалась в том, что единицы измерения в уравнении sfm — это футы в минуту, диаметр концевой фрезы — в дюймах, а 12 заботится о преобразовании футов в дюймы?
Обычно в алюминии я запускаю 0,125 doc и около 30 изображений в минуту при профилировании оборотов в минуту в диапазоне 2000-3000. Я чувствую, что я довольно консервативен, но я все еще чувствую, что нахожусь в темноте. Наше программное обеспечение для кулачков предполагает чрезвычайно высокие подачи и обороты. Обычно я использую половину предложенных фидов.
Чад
Дэйв К.
Алмаз
№15
Гизмо,
Ваш расчет верен. У меня 4074 об/мин. также.
Гисмо
Горячекатаный
№16
С 4074 об/мин и 0,006 дюйма/зуб и инструментом с 2 канавками IPM составляет 49. Так что, если я не могу запустить 4074 об/мин, какой RPM мне выбрать?
Есть ли в Интернете хорошие диаграммы для SFM для инструментов HSS? спасибо
Дэйв К.
Алмаз
# 17
Говоря в общих чертах, я бы выбрал самые высокие обороты, которые вы можете получить. Но прежде чем вы просто это сделаете, вам нужно знать, что эти таблицы рекомендуемых подач и скоростей — просто хорошие отправные точки. Я бы начал с осторожности, и если кажется, что резка идет нормально, вы можете постепенно перейти к более высоким подачам и скоростям. Есть много, чтобы рассмотреть. Насколько жесткая установка, хорошо ли вы держите инструмент в держателе, достаточно ли крепок ваш станок, чтобы работать с рекомендованными скоростями и подачами. Если глубина резания велика, вы не захотите использовать более быстрые подачи и скорости. Вы должны использовать свое усмотрение немного. Эти диаграммы даже близко не написаны на камне. В некоторых случаях вы даже можете двигаться быстрее рекомендуемой скорости. Все дело в том, что инструменты кажутся режущими и долговечными. Только вы можете в конечном итоге определить, что работает лучше всего.
гбент
Алмаз
# 18
Выбор частоты вращения и скорости подачи — это больше искусство, чем наука. Для данного обрабатывающего центра я бы начал с удобного числа оборотов в минуту, но никогда не превышал рекомендованный SFM. Для коротких забегов начинайте медленно. Вы потратите больше времени на то, чтобы настроить его, чем сэкономите, если будете бегать быстро.
В противном случае поворачивайте шпиндель до тех пор, пока он не начнет вибрировать в углах, и увеличивайте подачу до тех пор, пока он не сломает концевую фрезу (маленькую) или не нагрузит ось или шпиндель. Если вы никогда не ломаете инструмент, вы никогда не узнаете, что он будет делать.
Знак А
Пластик
# 19
Привет, ребята,
Я знаю, что это старая тема, но я подумал, что она имеет отношение к моей ситуации, когда я научился понимать скорость и подачу для моего станка Haas.
Я просмотрел ссылку, предоставленную Tumbleweed Tim, и я еще больше запутался, чем когда начал. Может ли кто-нибудь прояснить, что размещено на связанной странице в следующем:
Что означает плата (T) за зуб (FPT), как она рассчитывается на основе диаметра фрезы или количества зубьев в фрезы и как это связано или отличается от платы (D) за зуб, также, я думаю, сокращенно FPT.
Когда я вижу слово ПОДАЧА, я думаю о линейном движении, как если бы ветка дерева загружалась в измельчитель древесины, у вас есть линейное движение в дюймах или футах за отрезок времени, это я могу отнести к IPM или FPM.
Ссылка На первом шаге, а также в определениях указывает FPT как футы на зуб, а в таблице «А», на которую они ссылаются на первом шаге, заголовки указаны как футы на зуб. Как они соотносятся и как вам перейти от первого шага к столу?
Под таблицей «А» в последней колонке под отделкой есть аббревиатура «Bhn» что это означает?
Я хотел бы сослаться на эту информацию, но я не знаю, с чего начать, не говоря уже о том, чтобы прийти к надежному заключению на основе их инструкций и их определений.
Когда я пошел на обучение в Haas, мне дали справочник по машиностроению, а на странице 23 есть список формул:
SFM = 0,262 x диам. x об/мин
об/мин = 3,82 x SFM/диаметр.
IPM = FPT (подача на зуб) X T x RPM
FPR = подача на оборот = IPM / RPM
FPT = подача на зуб = IPM / (RPM x T)
MRR = W x d x F (W = ширина резания и нижний регистр, d — глубина резания, а F — подача в дюймах)
IPM = IPR x RPM
Итак, я пытаюсь рассчитать на основе информации о резаке, предоставленной производителем (Korloy), и они дают число SFM (от 1310 до 3280) для алюминия 6061, и они дают число IPT = от 0,012 до 0,016)
Как мне определить S (скорость в об/мин моего шпинделя Haas) и F (скорость подачи для моего стола Haas) в моей программе для станка и детали?
Обычно я использую двух- или трехзубую концевую фрезу из твердого сплава 1/2 дюйма и торцевую фрезу 4 дюйма с 8 режущими зубьями.
ДМФ_ТомБ
Алмаз
#20
Док
Гисмо сказал:
Я много думал об этом и задавался вопросом, почему DOC не включен в формулы и почему RPM — это просто какое-то произвольное число, которое вы выбираете. Изготовители инструментов рекомендуют подачу на зуб, это, кажется, единственное известное определение. Кажется, я тут в неведении… Разве DOC не зависит от жесткости машины? Увеличивает ли большее количество DOC износ инструмента? Что определяет ваш RPM, кроме ограничений машины?
Спасибо
ЧадНажмите, чтобы развернуть.
.
Я использовал электронную таблицу Excel для расчета максимальных значений DOC и WOC в течение многих лет.
.
1) максимальная глубина и ширина резания для концевых фрез меньшего диаметра основана на том, что фреза может выдержать до того, как вибрация увеличится настолько, что повлияет на срок службы инструмента. Основным фактором является количество выступа инструмента, так как инструмент, выступающий в 2 раза длиннее, составляет 1/8 жесткости (1/(2x2x2)). Фактор вылета сбивает с толку многих молодых машинистов. Часто укорачивание концевой фрезы в держателе инструмента даже на 1/4 дюйма позволяет увеличить скорость съема металла на 50–100 %.
2) вид режущих эффектов вещей. Прорезание канавок или использование ширины резания, равной 100% ширины фрезы, приводит к более быстрому нагреву (особенно при резке длиной более 10 дюймов и большей продолжительности), а повторная нарезка стружки концевой фрезой увеличивает нагрузку на концевую фрезу. при 50% диаметра глубина резания или 0,500 глубины для концевой фрезы диаметром 1 дюйм, короткая концевая фреза будет сильно нагружена, и при 2-м или 3-м проходе в канавке на глубине 1 или 1,5 дюйма накопление тепла и повторное срезание стружки могут разрушить концевую фрезу. макс. фут/мин. при малом DOC менее 5% от диаметра фрезы (0,050 дюйма для концевой фрезы диаметром 1 дюйм) фут/мин может легко увеличиваться, часто удваиваясь. Таким образом, торцевое фрезерование на малой глубине позволяет получить гораздо более высокие фут/мин, чем концевое фрезерование.
3) торцевое фрезерование даже концевой фрезой, занимающей 2/3 диаметра ширины резания, позволяет стружке вылетать из зоны резания и со стружкой уходит большая часть тепла. это позволяет увеличить глубину резания и увеличить скорость резания. если ширина резания <10% от диаметра фрезы, то глубина резания может увеличиваться вместе с подачей (утончение стружки) и sfpm (большее вращение фрезы при резке воздухом). конечно, многие детали нельзя разрезать таким образом, так как глубина резания в любом случае невелика
4) большая часть работы, которую я выполняю, весит тонны, а глубина резания составляет около 0,25 дюйма, а ширина резания составляет от 2 до 6 дюймов, поэтому я использую концевую фрезу. или торцовой фрезой, тем более что допуски на плоскостность и прямолинейность, с которыми я имею дело, составляют менее 0,0005 дюйма. Я не могу допустить, чтобы фреза изгибалась или прогибалась под нагрузкой более чем на 0,0003 дюйма
.
5) Конечно же жесткость машины и мощность влияют на вещи. использование торцевой фрезы диаметром 6 дюймов с глубиной резания 0,125 дюйма и скоростью 30–50 дюймов в минуту потребляет более 20 л.с. при обработке чугуна. если станок останавливается или замедляется, или скорость меняется, или резец слишком сильно вибрирует, твердосплавная пластина выходит из строя. я часто вижу, как твердосплавная пластина при максимальной нагрузке ударяется о твердое место в отливке, ломая угол пластины (или всех пластин) за несколько секунд. одна пластина не режется, а следующая пластина в фрезе получает повышенную нагрузку. таким образом, если 2 вставки выходят из строя, третья и остальные вставки обычно также выходят из строя из-за перегрузки
.
6) Диаметр фрезы влияет на вещи.
