Расход электродов: Расход электродов на 1 метр шва, 1 стык трубы
Содержание
Расход электродов на 1 метр шва, 1 стык трубы
https://vtmstol.ru/blog/rashod-jelektrodov-pri-svarke
21.08.2020
Сохранить статью:
При выполнении сварочных работ из всех материалов больше всего расходуется электродов. Необходимое их количество можно рассчитать приблизительно для каждого этапа работ непосредственно перед началом. Расход варьируется в зависимости от нескольких факторов:
- марки присадочной проволоки или электрода;
- вида сварки;
- сечения стыка.
Площадь сечения шва определяется по-разному в зависимости от типа соединения: тавровое, стыковое, угловое. Далее приведена таблица с соответствующими формулами:
Здесь: b – расстояние между кромками; S – толщина детали; а e и g – ширина и высота заготовок.
- Норма расхода электродов на 1 стык трубы
- Норма расхода электродов на 1 метр шва
- Расчет количества электродов на 1 метр шва
- Коэффициенты
- Поправочные коэффициенты
Норма расхода электродов на 1 стык трубы
Ведомственные строительные нормы (разделы ВСН 452-84 или ВСН 416-81) содержат информацию о норме расхода электродов на 1 стык трубопровода и на 1 метр шва. Показатели разделены в зависимости от вида сварки:
Показатели разделены в зависимости от вида сварки:
- ММА – ручная дуговая;
- TIG – ручная аргоновая;
- автоматическая с использованием флюса и другие.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Далее приведена часть таблицы с примером утвержденных нормативов для соединения типа С8:
Читайте также: Сварка труб ручной дуговой сваркой
Норма расхода электродов на 1 метр шва
Количество электродов на выполнение определенного вида работ можно определить самостоятельно. Она суммарно включает наплавленный слойи непродуктивные потери: огарки, шлак, разбрызгивание. На первом этапе вычисляется масса наплава. Результат определяется по формуле:
масса = площадь сечения шва поперечная * плотность свариваемого металла * длина сварного соединения
Показатель плотности металла берется из справочной литературы.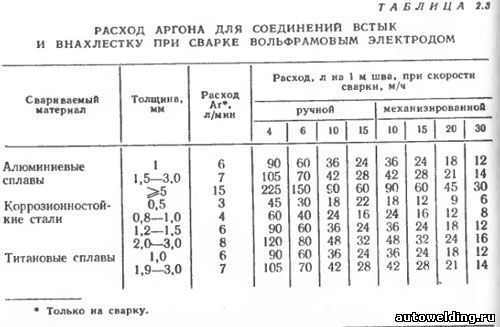 К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
расход = масса наплава * коэффициент
Коэффициент расхода для используемых марок электродов разный. Необходимые данные можно найти в нормативной литературе. Если требуется узнать расход электродов в кг/м, то длина шва в первой формуле подставляется не в сантиметрах, а в метрах.
Расчет количества электродов на 1 метр шва
Коэффициенты
| Коэффициент | Марки электродов |
|---|---|
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для уточнения расчетов требуются корректирующие коэффициенты. В таблице ниже приведены примеры поправок в зависимости от типа задач:
В таблице ниже приведены примеры поправок в зависимости от типа задач:
Сваривание поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
|---|---|---|
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,93 |
| для электрода вольфрамового неплавящегося | 1 |
Вваривание патрубков, которые располагаются под углом по отношению к основной трубе. Если не указано иное, то угол по умолчанию составляет 90 градусов.
| Угол соединения | Коэффициент |
|---|---|
| 60° | 1,1 |
| 45° | 1,23 |
Вваривание патрубков, которые расположены снизу или сбоку по отношению к основной трубе.
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
|---|---|---|---|
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1 | 1,35 |
Читайте также: Как рассчитать стоимость сварки металлоконструкций
Нормы расхода электродов при сварочных работах
Оцените, пожалуйста, статью
12345
Всего оценок: 10, Средняя: 2
Может быть интересно
Все статьи
таблица, нормы расхода при сварочных работах на тонну металла
Одним из важных показателей является расход электродов на 1 метр шва, который приводится в специальных таблицах.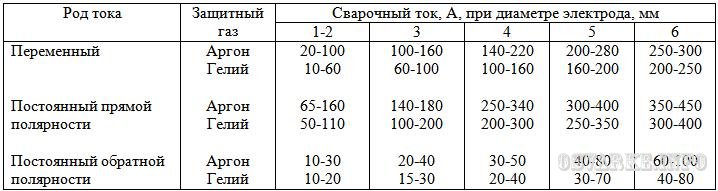 Эти данные позволяют производить расчет сметы.
Эти данные позволяют производить расчет сметы.
В подсчете необходимо учитывать множество нюансов, поэтому его делает опытный сварщик, разбирающийся в марках материалов и в методиках сварки. От правильности выполнения расчета будут зависеть экономические показатели всего проекта.
Содержание
- Что влияет на расход?
- Как определить затраты сварочных материалов?
- Высчитываем затраты присадочного материала в штуках
- Как снизить потери?
- Таблицы
- Затраты на формирование вертикальных стыков трубопроводов, со скошенными кромками
- Горизонтальные соединения трубопроводов со скосом одной кромки
- С19 вертикальных стыков со скосом кромок
- Соединения С52 вертикальных стыков трубопроводов с криволинейным скосом кромок
- С53 вертикальные стыки трубопроводов с криволинейным скосом
- Соединения У7 угловые фланцев с трубой
- Угловые У8 фланцы с трубой с симметричным скосом одной кромки
- Вертикальные соединения С2 трубопроводов
- Вертикальные соединения С17 трубопроводов со скосом кромки
- С18 вертикальные стыки трубопроводов
- Соединения С5 вертикальных стыков трубопроводов без скоса
- Соединения С19 вертикальных стыков трубопроводов со скосом кромок
- Итог
Что влияет на расход?
Важной составляющей любого производственного процесса является правильно спланированный расход сварочных материалов. Это необходимо в предварительном расчете сметы, что позволит заранее оценить финансовые затраты.
Это необходимо в предварительном расчете сметы, что позволит заранее оценить финансовые затраты.
Особенно важно знать нормы расхода во время строительства крупных объектов. На столь больших масштабных производствах даже незначительная экономия материала в каждой отдельной задаче может существенно снизить экономические затраты.
Коэффициенты расхода электродов.
В этих целей было создано понятие затрат на 1 м шва. Оно позволяет сварщикам ориентироваться в стоимости работ, которые необходимо выполнить. Кроме того, это позволит нормировать количество стержней на объем материала.
Стоит отметить, что в бытовых условиях подобные оценки не нужны. Ведь маленький объем работ создания соединений каких-либо металлических изделий не принесет существенных затрат при перерасходе материала.
Кроме того среди множества показателей, есть такие, которые в наибольшей степени влияют на потери. Их важно знать, ведь это поможет в будущем сэкономить деньги.
К ним относятся:
- масса наплавки материала на шов;
- длительность и глубина соединения;
- общая масса наплавки;
- тип сварки.
Как определить затраты сварочных материалов?
Существует множество специализированных формул, позволяющих теоретически рассчитать, какая должна быть норма расхода электродов. Среди них можно выделить несколько самых распространенных способов.
Первый метод основан на применении специального коэффициента расхода стержней. Он позволяет также определить затраты сварочных материалов:
H=M*K
здесь М – масса свариваемой металлической конструкции, К – специальный коэффициент, который можно взять из справочника. Его величина находится в интервале от 1,5 до 1,9.
Второй метод – расчет, включающий физические свойства стержней и материалов. С его помощью можно определить массу наплавленного металла.
Данный способ также предполагает использование табличных коэффициентов, которые можно взять из специализированных справочников. Кроме того необходимо выполнить замер шва.
Подсчет определяется формулой:
G=F*L*M
где F – площадь поперечного сечения, L – длина шва; M – масса одного кубического сантиметра проволоки.
Как видно, данный расчет количества электродов подразумевает выполнение предварительных тестовых работ.
После того, как они будут сделаны, мастер производит следующие действия:
- осуществляет измерение огарка;
- учитывает параметры : напряжение и силу тока;
- замеряет длину соединения, полученного после сварки.
Таким образом, можно рассчитать нормативы, показывающие, сколько необходимо затратить на один шов свариваемых материалов. К ним также необходимо отнести затраты рабочего газа, например, ацетилена и кислорода, арматуры или других металлических частей.
В результате станет возможным подсчет всех экономических затрат.
Высчитываем затраты присадочного материала в штуках
В сварке используют различные присадочные материалы, которые также могут со временем заканчиваться. В связи с этим важно знать расход сварочной проволоки, использующейся во время соединения металлических частей изделий.
Данная информация необходима по нескольким причинам.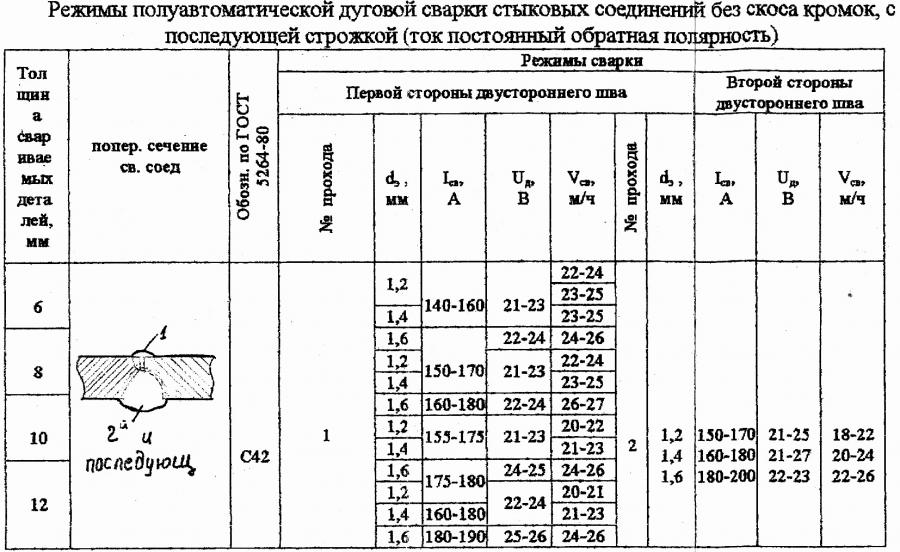 Во-первых, появляется возможность заблаговременно рассчитать нужное количество проволоки. Во-вторых, расчет затрат каждого отдельного метода работы покажет, какой именно способ будет наиболее выгодным с экономической точки зрения.
Во-первых, появляется возможность заблаговременно рассчитать нужное количество проволоки. Во-вторых, расчет затрат каждого отдельного метода работы покажет, какой именно способ будет наиболее выгодным с экономической точки зрения.
Важно иметь в виду, что у каждого типа присадки есть свой коэффициент наплавки. Так как для качественного выполнения соединения важно, чтобы оно выполнялось непрерывно, затраты материалов нужно знать заранее.
Расчет площади сечения наплавленного металла.
Стоит учитывать, что значение данного параметра зависит от вида сварки. Можно самостоятельно научиться делать подобные расчеты, но в целях экономии времени были созданы онлайн сервисы, которые позволяют свести вычисления к автоматизму.
Таким образом, данный критерий не менее важен, чем коэффициент расхода электродов.
Расход – важное понятие, характеризующее необходимый объем материалов для формирования соединения на определенном участке. Иначе говоря, он включает в себя все этапы работы, в том числе и подготовку, чтобы технологический процесс был выполнен в соответствии с высокими стандартами.
У всех видов сварки также существуют свои показатели расхода, будь-то или обычная газовая. Везде есть свои нюансы, которые влияют на количество затрачиваемого материала.
Ради удобства простых расчетов можно воспользоваться онлайн сервисами и определить затраты, например, у аргонодуговой сварки на калькуляторе. Стоит брать во внимание и изделия, с которыми осуществляется работа. У сварки труб или листов будут разные параметры.
После того, как произведены расчеты, можно составлять смету или же просто оценить размер необходимых затрат.
Не стоит забывать о том, что после покупки стержней часть из них может оказаться бракованной. В связи с этим необходимо учитывать возможность списания учитывать это в подсчете.
Как снизить потери?
Характеристики стыковых соединений.
Рассчитать расход электродов – это лишь один из способов оценки затрат. Во время работы материала может понадобиться больше ожидаемой нормы по многим причинам.
Например, более третьей части может пойти на разбрызгивание и огарки. Расход во время варки на 1 кг наплавленного металла зависит от их типа. Например, у жаропрочных и нержавеющих сталей его значение составляет 1,8.
Кроме того, нормы расхода электродов на 1 стык зависят и от вида работы. На сварку трубопроводов уйдет не столько же материала за час работы, как на соединение листового материала.
Стоит иметь в виду, что не только расход электродов на 1 м шва или на 1 тонну влияет на затраты. Необходимо учитывать и списание материалов на производстве.
Поскольку финансовая сторона вопроса является очень важной составляющей в любом деле, то возможность снижения затрат очень актуальна. Существует два способа экономии: технический и организационный.
Самым простым и доступным методом экономии является использование оптимальных параметров сварки. Каждый тип работ предполагает использование соответствующих материалом и режимов, если соблюдать все условия, тогда электроды не будут «гореть».
Каждый тип работ предполагает использование соответствующих материалом и режимов, если соблюдать все условия, тогда электроды не будут «гореть».
Использование и автомата экономит потери на разбрызгивании более двух процентов.
Стоит также отдавать предпочтение стержням с высокой эффективностью, что снизит потери. Также они должны быть с высоким коэффициентом наплавки. Так что правильный выбор материалов – важная составляющая экономии.
Обобщая все вышесказанное, можно сделать вывод, что точное и правильное соблюдение технологии сварочного процесса, а также выбор оптимальных параметров, является залогом экономии средств.
Таблицы
Нормы расхода сварочных материалов определяются с использованием коэффициента.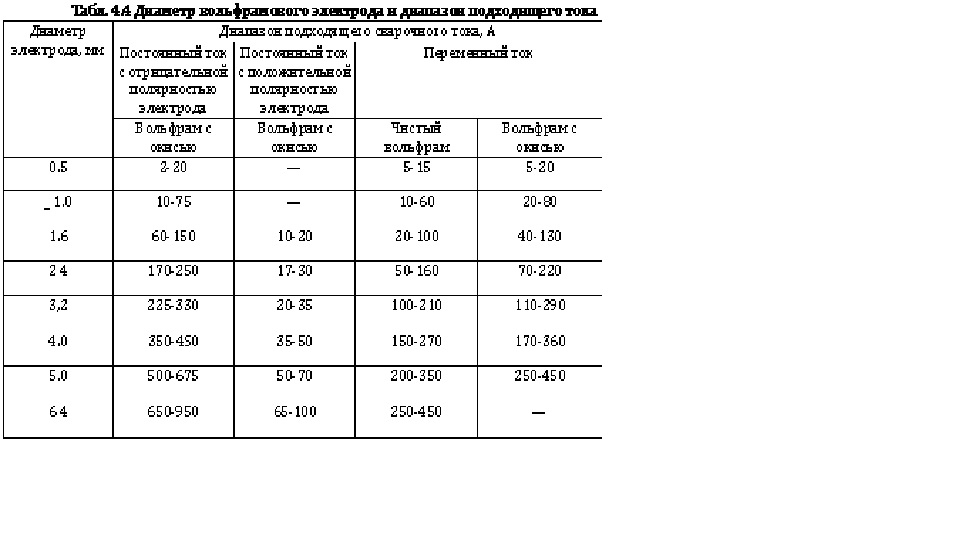 Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
В целях упрощения расчетов можно использовать уже готовые таблицы, в которых приводятся готовые данные. На производстве использовать подобный материал существенно проще, чем выполнять каждый раз новые вычисления.
Нормы покрытыми стержнями приведены в таблицах ниже.
Норма на 1 стык.
| Размер трубы, мм | Масса наплавленного металла, г | Электроды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 21 | 37 | 40 | 42 | 44 | 47 | 1 |
| 45´4 | 28 | 50 | 54 | 57 | 61 | 64 | 2 |
| 57´3 | 27 | 57 | 60 | 54 | 67 | 60 | 3 |
| 57´4 | 36 | 64 | 69 | 73 | 77 | 82 | 4 |
| 76´5 | 61 | 108 | 108 | 123 | 130 | 137 | 5 |
Норма на 1 м шва.
| Толщ. стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 152 | 269 | 286 | 305 | 322 | 340 | 1 |
| 4 | 207 | 368 | 393 | 417 | 442 | 466 | 2 |
| 5 | 262 | 465 | 497 | 527 | 558 | 590 | 3 |
Затраты на формирование вертикальных стыков трубопроводов, со скошенными кромками
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 249 | 453 | 484 | 514 | 544 | 574 | 2 |
| 5 | 330 | 600 | 640 | 680 | 820 | 760 | 3 |
| 6 | 474 | 861 | 918 | 975 | 1033 | 1090 | 4 |
| 8 | 651 | 1182 | 1261 | 1410 | 1419 | 1498 | 5 |
| 10 | 885 | 1607 | 1714 | 1821 | 1928 | 2035 | 6 |
| 12 | 1166 | 2116 | 2257 | 2398 | 2539 | 2680 | 7 |
| 15 | 1893 | 3436 | 3665 | 3894 | 4123 | 4352 | 8 |
| 16 | 2081 | 3778 | 4030 | 4281 | 4533 | 4785 | 9 |
| 18 | 2297 | 4532 | 4834 | 5136 | 5438 | 5740 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, г | Эл-ды, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 60 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 34 | 62 | 66 | 70 | 74 | 79 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 44 | 79 | 85 | 90 | 95 | 100 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 168 | 177 | 5 |
| 89´6 | 130 | 235 | 251 | 266 | 282 | 298 | 6 |
| 108´6 | 158 | 287 | 306 | 325 | 344 | 363 | 7 |
| 133´6 | 195 | 354 | 377 | 401 | 425 | 448 | 8 |
| 133´8 | 268 | 483 | 516 | 548 | 580 | 613 | 9 |
| 159´6 | 234 | 424 | 453 | 481 | 509 | 537 | 10 |
| 159´8 | 320 | 580 | 619 | 658 | 697 | 735 | 11 |
| 219´6 | 323 | 586 | 625 | 664 | 703 | 742 | 12 |
| 219´8 | 442 | 803 | 856 | 910 | 963 | 1017 | 13 |
| 219´10 | 599 | 1088 | 1160 | 1233 | 1305 | 1376 | 14 |
| 219´12 | 787 | 1428 | 1523 | 1619 | 1714 | 1809 | 15 |
| 273´8 | 553 | 1003 | 1071 | 1138 | 1205 | 1272 | 16 |
| 273´10 | 750 | 1361 | 1452 | 1542 | 1633 | 1724 | 17 |
| 273´12 | 985 | 1788 | 1907 | 2026 | 2145 | 2265 | 18 |
| 273´15 | 1592 | 2890 | 3082 | 3275 | 3467 | 3660 | 19 |
| 325´8 | 659 | 1196 | 1276 | 1357 | 1436 | 1516 | 20 |
| 325´10 | 894 | 1623 | 1731 | 1839 | 1947 | 2055 | 21 |
| 325´12 | 1175 | 2133 | 2275 | 2417 | 2559 | 2701 | 22 |
| 325´15 | 1902 | 3453 | 3683 | 3913 | 4144 | 4374 | 23 |
| 377´8 | 765 | 1389 | 1482 | 1576 | 1667 | 1760 | 24 |
| 377´10 | 1039 | 1885 | 2010 | 2136 | 2261 | 2387 | 25 |
| 377´12 | 1365 | 2478 | 2643 | 2808 | 2973 | 3138 | 26 |
| 377´15 | 2211 | 4013 | 4281 | 4548 | 4816 | 5083 | 27 |
| 426´10 | 1175 | 2132 | 2274 | 2416 | 2558 | 2700 | 28 |
| 426´12 | 1545 | 2804 | 2990 | 3177 | 3364 | 3551 | 29 |
| 426´16 | 2759 | 4991 | 5324 | 5655 | 5988 | 6321 | 30 |
| 465´18 | 3598 | 6531 | 6966 | 7401 | 7836 | 8271 | 31 |
Горизонтальные соединения трубопроводов со скосом одной кромки
1 м шва.
| Толщина стенки, мм | Вес напл. металла, гр | Электроды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 232 | 411 | 438 | 466 | 493 | 521 | 1 |
| 4 | 299 | 529 | 564 | 599 | 635 | 670 | 2 |
| 5 | 384 | 680 | 724 | 770 | 816 | 861 | 3 |
| 6 | 470 | 832 | 887 | 943 | 998 | 1054 | 4 |
| 8 | 832 | 1474 | 1573 | 1671 | 1769 | 1868 | 5 |
| 10 | 1110 | 1965 | 2096 | 2227 | 2358 | 2489 | 6 |
| 12 | 1562 | 2765 | 2949 | 3133 | 3318 | 3502 | 7 |
| 15 | 2137 | 3782 | 4034 | 4287 | 4539 | 4791 | 8 |
| 16 | 2348 | 4157 | 4434 | 4712 | 4989 | 5266 | 9 |
| 18 | 2786 | 4931 | 5260 | 5588 | 5917 | 6246 | 10 |
1 стык.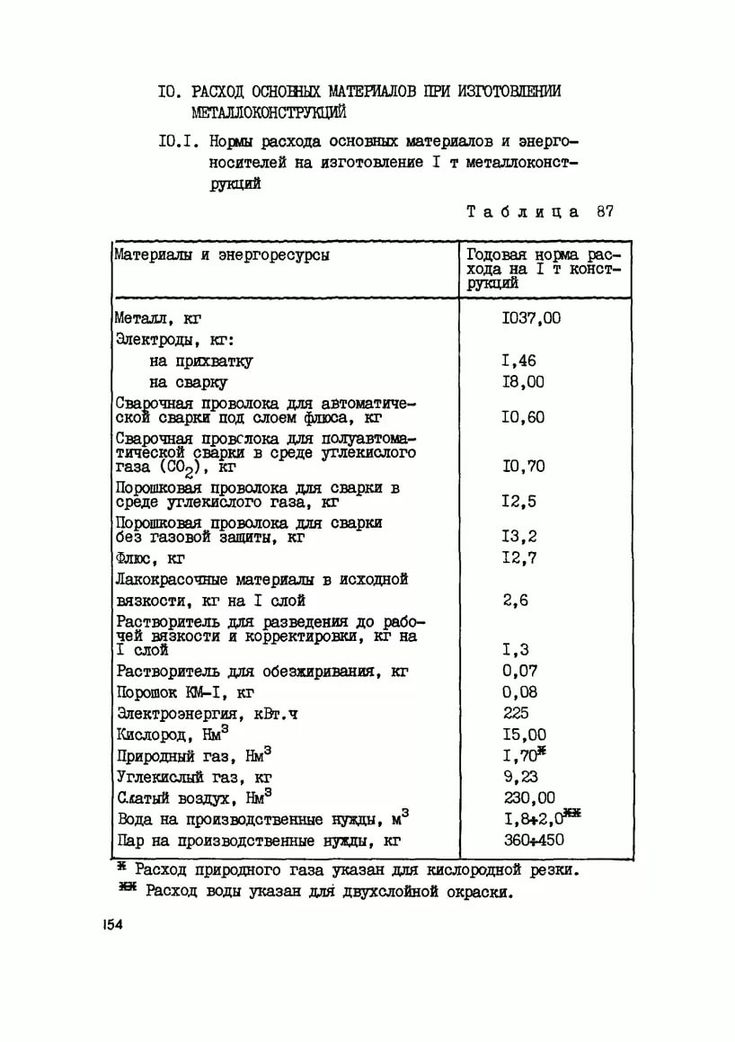
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 57´3 | 41 | 72 | 77 | 82 | 87 | 92 | 1 |
| 57´4 | 53 | 93 | 99 | 105 | 111 | 117 | 2 |
| 76´5 | 89 | 158 | 169 | 179 | 190 | 201 | 3 |
| 89´6 | 128 | 227 | 242 | 257 | 272 | 288 | 4 |
| 108´6 | 157 | 277 | 295 | 314 | 332 | 351 | 5 |
| 133´6 | 193 | 342 | 365 | 388 | 410 | 433 | 6 |
| 133´8 | 341 | 603 | 643 | 683 | 723 | 764 | 7 |
| 159´6 | 232 | 410 | 437 | 465 | 492 | 520 | 8 |
| 159´8 | 482 | 724 | 772 | 820 | 869 | 917 | 9 |
| 219´6 | 320 | 567 | 604 | 642 | 680 | 718 | 10 |
| 219´8 | 565 | 1001 | 1068 | 1135 | 1201 | 1268 | 11 |
| 219´10 | 751 | 1330 | 1419 | 1508 | 1596 | 1685 | 12 |
| 219´12 | 1054 | 1866 | 1991 | 2115 | 2240 | 2364 | 13 |
| 273´8 | 1707 | 1251 | 1335 | 1419 | 1502 | 1586 | 14 |
| 273´10 | 940 | 1664 | 1775 | 1886 | 1997 | 2108 | 15 |
| 273´12 | 1320 | 2336 | 2492 | 2647 | 2804 | 2959 | 16 |
| 273´15 | 1797 | 3181 | 3393 | 3605 | 3817 | 4029 | 17 |
| 325´8 | 843 | 1492 | 1592 | 1691 | 1790 | 1890 | 18 |
| 325´10 | 1121 | 1985 | 2117 | 2249 | 2382 | 2514 | 19 |
| 325´12 | 1575 | 2787 | 2973 | 3158 | 3344 | 3530 | 20 |
| 325´15 | 2147 | 3801 | 4064 | 4308 | 4562 | 4815 | 21 |
| 377´10 | 1302 | 2035 | 2459 | 2612 | 2766 | 2920 | 22 |
| 377´12 | 1829 | 3238 | 3530 | 3669 | 3885 | 4101 | 23 |
| 377´16 | 2741 | 4851 | 5174 | 5449 | 5822 | 6145 | 24 |
| 465´18 | 4015 | 7106 | 7580 | 8052 | 8526 | 9000 | 25 |
С19 вертикальных стыков со скосом кромок
1 м шва.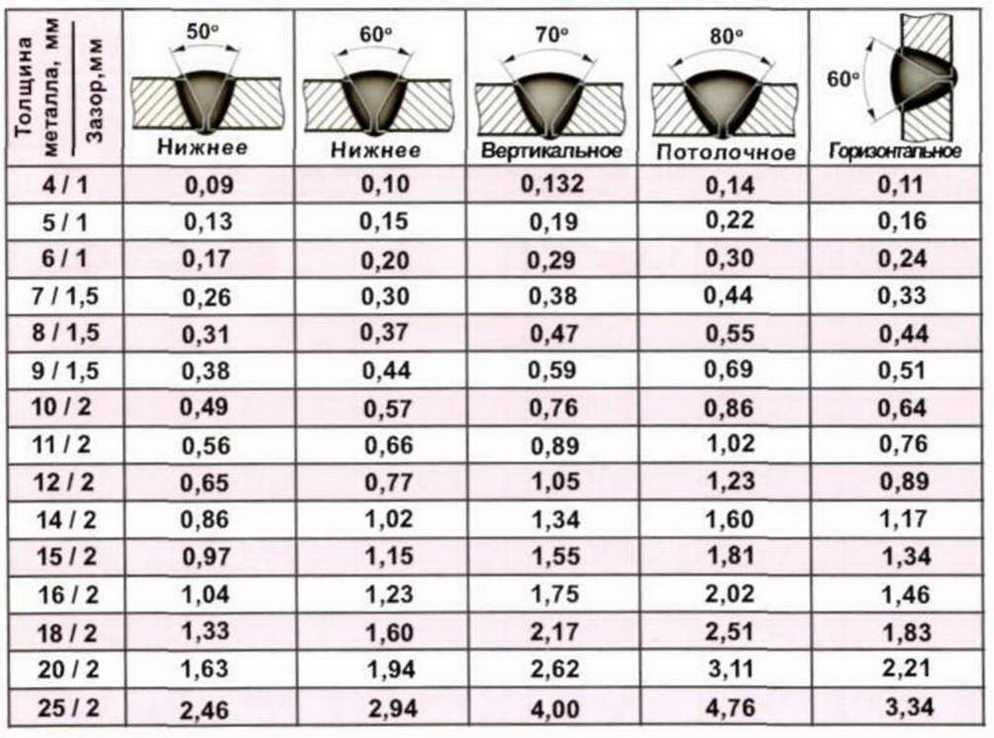
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 260 | 472 | 503 | 535 | 566 | 598 | 2 |
| 5 | 329 | 599 | 639 | 679 | 719 | 759 | 3 |
| 6 | 464 | 842 | 898 | 955 | 1011 | 1067 | 4 |
| 8 | 670 | 1216 | 1297 | 1378 | 1459 | 1540 | 5 |
| 10 | 974 | 1768 | 1885 | 2004 | 2121 | 2240 | 6 |
| 12 | 1250 | 2269 | 2420 | 2571 | 2722 | 2874 | 7 |
| 15 | 2010 | 3649 | 3894 | 4137 | 4380 | 4623 | 8 |
| 16 | 2204 | 4000 | 4266 | 4534 | 4800 | 5067 | 9 |
| 18 | 2615 | 4748 | 5063 | 5378 | 5695 | 6011 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 50 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 36 | 65 | 69 | 73 | 77 | 82 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 46 | 83 | 88 | 94 | 99 | 105 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 167 | 177 | 5 |
| 89´6 | 127 | 230 | 245 | 261 | 276 | 291 | 6 |
| 108´6 | 154 | 280 | 299 | 318 | 337 | 355 | 7 |
| 133´6 | 191 | 346 | 369 | 392 | 415 | 438 | 8 |
| 133´8 | 274 | 497 | 530 | 564 | 597 | 630 | 9 |
| 159´6 | 229 | 415 | 443 | 471 | 498 | 526 | 10 |
| 159´8 | 329 | 597 | 637 | 677 | 716 | 756 | 11 |
| 219´6 | 216 | 573 | 611 | 650 | 683 | 727 | 12 |
| 219´8 | 455 | 826 | 881 | 936 | 991 | 1046 | 13 |
| 219´10 | 659 | 1197 | 1276 | 1357 | 1436 | 1516 | 14 |
| 219´12 | 844 | 1532 | 1633 | 1735 | 1837 | 1940 | 15 |
| 273´8 | 569 | 1032 | 1101 | 1170 | 1239 | 1307 | 16 |
| 273´10 | 825 | 1497 | 1597 | 1697 | 1796 | 1897 | 17 |
| 273´12 | 1056 | 1917 | 2045 | 2172 | 2300 | 2428 | 18 |
| 273´15 | 1691 | 3069 | 3275 | 3479 | 3684 | 3880 | 19 |
| 325´8 | 678 | 1231 | 1313 | 1394 | 1476 | 1580 | 20 |
| 325´10 | 984 | 1786 | 1904 | 2024 | 2142 | 2262 | 21 |
| 325´12 | 1260 | 2287 | 2449 | 2592 | 2744 | 2897 | 22 |
| 325´15 | 2020 | 3667 | 3913 | 4158 | 4402 | 4646 | 23 |
| 377´10 | 1143 | 2074 | 2211 | 2351 | 2488 | 2627 | 24 |
| 377´12 | 1464 | 2657 | 2834 | 3011 | 3187 | 3365 | 25 |
| 377´15 | 2348 | 4262 | 4548 | 4832 | 5116 | 5400 | 26 |
| 426´10 | 1292 | 2346 | 2501 | 2659 | 2815 | 2972 | 27 |
| 426´12 | 1656 | 3006 | 3206 | 3407 | 3607 | 3808 | 28 |
| 426´16 | 2911 | 5284 | 5635 | 5989 | 6341 | 6693 | 29 |
| 465´18 | 3768 | 6839 | 7296 | 7750 | 8206 | 8662 | 30 |
Соединения С52 вертикальных стыков трубопроводов с криволинейным скосом кромок
1 м шва.
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 10 | 551 | 1371 | 1462 | 1554 | 1645 | 1737 | 1 |
| 12 | 1164 | 2112 | 2253 | 2394 | 2534 | 2675 | 2 |
| 15 | 1606 | 2915 | 3109 | 3303 | 3497 | 3692 | 3 |
| 16 | 1755 | 3185 | 3397 | 3609 | 3821 | 4034 | 4 |
| 18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 5 |
| 20 | 2409 | 4373 | 4664 | 4956 | 5247 | 5539 | 6 |
| 22 | 2763 | 5015 | 5349 | 5683 | 6017 | 6352 | 7 |
1 стык.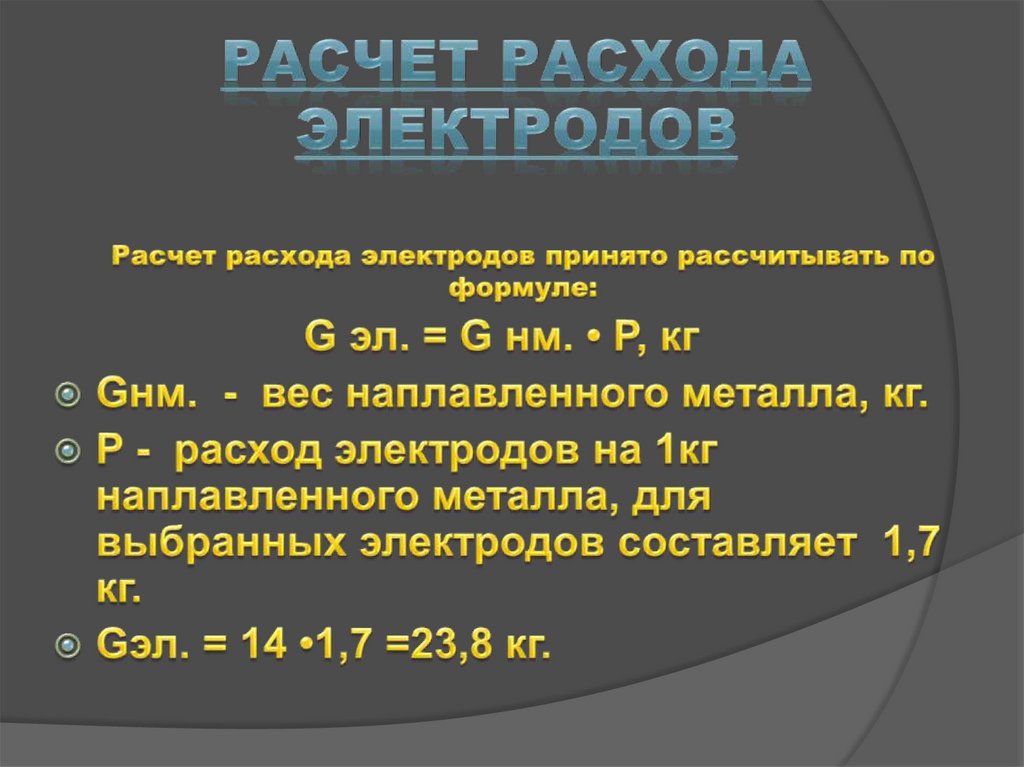
| Размеры трубы, мм | Вес напл-ого металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 133´10 | 310 | 562 | 599 | 637 | 675 | 712 | 1 |
| 159´10 | 370 | 672 | 716 | 762 | 806 | 851 | 2 |
| 159´12 | 570 | 1035 | 1104 | 1173 | 1242 | 1311 | 3 |
| 219´10 | 514 | 932 | 994 | 1057 | 1119 | 1181 | 4 |
| 219´12 | 791 | 1436 | 1532 | 1628 | 1723 | 1819 | 6 |
| 219´16 | 1176 | 2134 | 2276 | 2418 | 2560 | 2703 | 6 |
| 273´10 | 642 | 1165 | 1248 | 1321 | 1398 | 1476 | 7 |
| 273´12 | 989 | 1795 | 1915 | 2035 | 2154 | 2274 | 8 |
| 273´15 | 1349 | 2449 | 2612 | 2775 | 2938 | 3101 | 9 |
| 273´20 | 2024 | 3673 | 3918 | 4163 | 4430 | 4653 | 10 |
| 325´10 | 763 | 1385 | 1477 | 1570 | 1682 | 1754 | 11 |
| 325´12 | 1175 | 2133 | 2276 | 2418 | 2559 | 2702 | 12 |
| 325´15 | 1622 | 2944 | 3140 | 3336 | 3532 | 3729 | 13 |
| 325´18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 14 |
| 377´10 | 891 | 1618 | 1725 | 1834 | 1941 | 2080 | 15 |
| 377´12 | 1361 | 2471 | 2636 | 2881 | 2965 | 3130 | 16 |
| 377´15 | 1879 | 3411 | 3638 | 3865 | 4092 | 4320 | 17 |
| 377´18 | 2440 | 4429 | 4723 | 5018 | 5313 | 5609 | 18 |
| 426´10 | 1004 | 1823 | 1945 | 2067 | 2188 | 2310 | 19 |
| 426´12 | 1548 | 2809 | 2997 | 3184 | 3370 | 3558 | 20 |
| 426´16 | 2316 | 4204 | 4484 | 4764 | 5044 | 5325 | 21 |
| 426´20 | 3180 | 5772 | 6157 | 6542 | 6962 | 7312 | 22 |
| 465´18 | 3003 | 5450 | 5813 | 6176 | 6539 | 6903 | 23 |
| 465´22 | 3979 | 7222 | 7703 | 8184 | 8665 | 9153 | 24 |
С53 вертикальные стыки трубопроводов с криволинейным скосом
1 м шва.
| Толщ. ст., мм | Масса напл. металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 16 | 1566 | 2843 | 3032 | 3221 | 3411 | 3600 | 1 |
| 18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 8 |
| 20 | 2314 | 4200 | 4480 | 4760 | 5040 | 5320 | 3 |
| 22 | 2681 | 4866 | 5190 | 5515 | 5839 | 6164 | 4 |
1 стык.
| Размер трубы, мм | Вес нап-ного металла, г | Эл-ды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 219´16 | 1053 | 1911 | 2038 | 2165 | 2292 | 2419 | 1 |
| 273´20 | 1940 | 3521 | 3756 | 3991 | 4226 | 4460 | 2 |
| 325´18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 3 |
| 377´18 | 2281 | 4140 | 4415 | 4691 | 4967 | 5243 | 4 |
| 426´16 | 2070 | 3758 | 4008 | 4258 | 4509 | 4759 | 6 |
| 426´20 | 3052 | 5539 | 5908 | 6278 | 6647 | 7016 | 6 |
| 465´18 | 2822 | 5122 | 5463 | 5804 | 6146 | 6487 | 7 |
| 465´22 | 3855 | 6998 | 7464 | 7931 | 8397 | 8864 | 8 |
Соединения У7 угловые фланцев с трубой
1 м шва.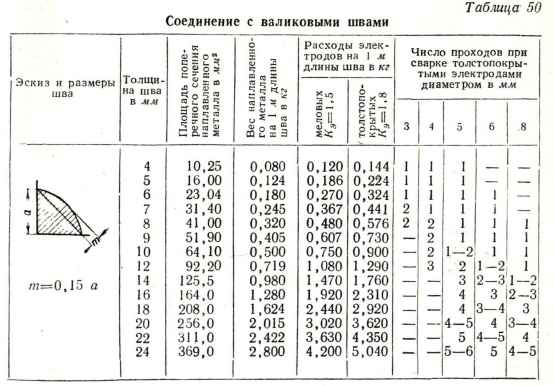
| Толщ. ст., м | Масса напл. металла, гр | Эл-ды по группам, гр | Строки п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 129 | 234 | 250 | 265 | 281 | 297 | 1 |
| 4 | 186 | 333 | 360 | 383 | 405 | 428 | 2 |
| 5 | 272 | 494 | 527 | 559 | 592 | 625 | 3 |
| 6 | 366 | 664 | 709 | 753 | 797 | 841 | 4 |
| 8 | 494 | 897 | 956 | 1016 | 1076 | 1136 | 6 |
| 10 | 626 | 1136 | 1212 | 1288 | 1363 | 1439 | 6 |
| 12 | 775 | 1407 | 1500 | 1594 | 1688 | 1782 | 7 |
| 15 | 941 | 1708 | 1822 | 1936 | 2049 | 2163 | 8 |
1 фланец.
| Размеры трубы, мм | Вес напл. металла, гр | Эл-ды по группам, гр | Номер | ||||
| II | III | IV | V | VI | |||
| 25´3 | 10 | 18 | 20 | 21 | 22 | 23 | 1 |
| 32´3 | 13 | 23 | 25 | 27 | 28 | 30 | 2 |
| 38´3 | 15 | 28 | 30 | 32 | 33 | 35 | 3 |
| 45´4 | 26 | 48 | 51 | 64 | 57 | 60 | 4 |
| 57´4 | 33 | 60 | 64 | 68 | 72 | 77 | 5 |
| 76´5 | 65 | 118 | 126 | 133 | 141 | 149 | 6 |
| 89´6 | 102 | 186 | 198 | 210 | 223 | 235 | 7 |
| 108´6 | 124 | 225 | 240 | 255 | 270 | 285 | 8 |
| 133´6 | 152 | 277 | 296 | 314 | 333 | 351 | 9 |
| 133´8 | 206 | 375 | 399 | 424 | 449 | 474 | 10 |
| 159´6 | 182 | 331 | 354 | 376 | 398 | 420 | 11 |
| 159´8 | 247 | 448 | 477 | 507 | 537 | 567 | 12 |
| 219´6 | 252 | 457 | 487 | 518 | 548 | 578 | 13 |
| 219´8 | 340 | 617 | 657 | 699 | 740 | 781 | 14 |
| 219´10 | 430 | 781 | 833 | 886 | 937 | 989 | 15 |
| 219´12 | 533 | 967 | 1031 | 1096 | 1161 | 1225 | 16 |
| 273´6 | 313 | 569 | 608 | 645 | 683 | 721 | 17 |
| 273´8 | 424 | 769 | 819 | 871 | 922 | 974 | 18 |
| 273´10 | 536 | 974 | 1039 | 1104 | 1168 | 1233 | 19 |
| 273´12 | 664 | 1206 | 1286 | 1366 | 1447 | 1528 | 20 |
| 325´8 | 504 | 915 | 976 | 1037 | 1098 | 1159 | 21 |
| 325´10 | 639 | 1159 | 1237 | 1314 | 1391 | 1468 | 22 |
| 325´12 | 791 | 1436 | 1531 | 1627 | 1723 | 1818 | 23 |
| 325´15 | 944 | 1743 | 1859 | 1976 | 2091 | 2207 | 24 |
| 377´8 | 585 | 1062 | 1132 | 1203 | 1274 | 1345 | 25 |
| 377´10 | 741 | 1345 | 1435 | 1525 | 1613 | 1703 | 26 |
| 377´12 | 918 | 1666 | 1776 | 1887 | 1998 | 2109 | 27 |
| 377´15 | 1114 | 2022 | 2157 | 2292 | 2426 | 2560 | 28 |
| 426´10 | 837 | 1520 | 1621 | 1723 | 1823 | 1925 | 29 |
| 426´12 | 1037 | 1882 | 2006 | 2132 | 2258 | 2384 | 30 |
| 426´15 | 1260 | 2285 | 2437 | 2590 | 2741 | 2893 | 31 |
Угловые У8 фланцы с трубой с симметричным скосом одной кромки
1 м шва.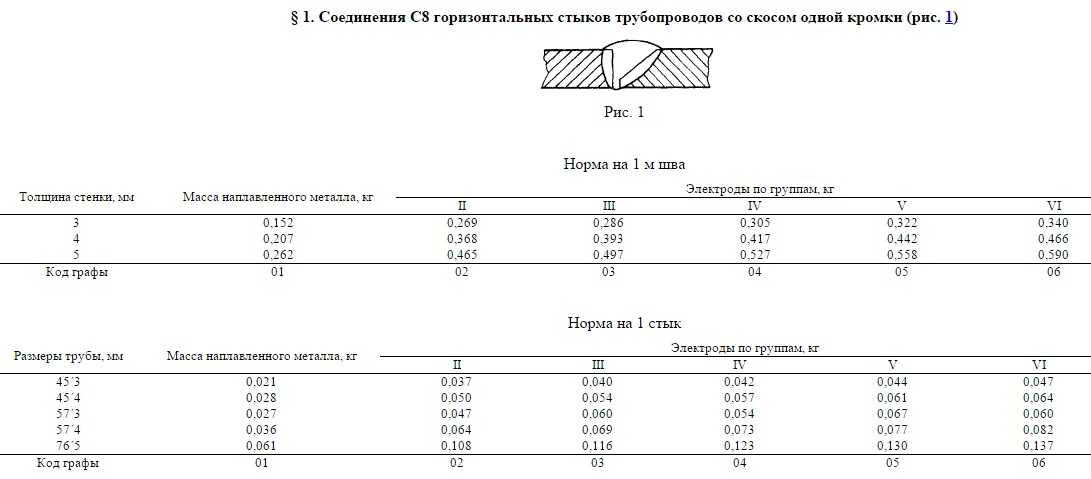
| Толщ. ст., мм | Вес напл. металла, г | Эл-ды по группам, г | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 90 | 163 | 174 | 185 | 196 | 207 | 1 |
| 4 | 165 | 299 | 319 | 339 | 359 | 379 | 2 |
| 5 | 285 | 517 | 552 | 586 | 621 | 655 | 3 |
| 6 | 411 | 746 | 796 | 845 | 895 | 945 | 4 |
| 8 | 592 | 1076 | 1148 | 1220 | 1292 | 1363 | 5 |
| 10 | 770 | 1398 | 1491 | 1584 | 1677 | 1770 | 6 |
| 12 | 970 | 1761 | 1878 | 1995 | 2113 | 2230 | 7 |
| 15 | 1192 | 2163 | 2308 | 2452 | 2596 | 2740 | 8 |
Угловые У8 фланцы.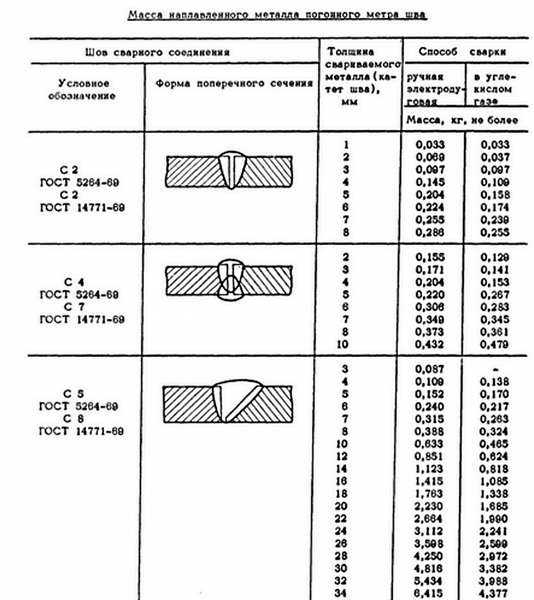
1 м шва.
| Толщ. ст., мм | Вес напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 91 | 136 | 146 | 155 | 164 | 173 | 1 |
| 4 | 148 | 222 | 237 | 252 | 266 | 281 | 2 |
| 5 | 218 | 327 | 349 | 371 | 392 | 414 | 3 |
1 патрубок.
| Размеры патрубка, ми | Масса напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 25´3 | 9 | 13 | 14 | 15 | 16 | 17 | 1 |
| 32´3 | 11 | 17 | 18 | 19 | 20 | 21 | 2 |
| 38´3 | 13 | 20 | 21 | 23 | 24 | 25 | 3 |
| 45´4 | 26 | 39 | 41 | 44 | 46 | 49 | 4 |
| 57´4 | 33 | 49 | 52 | 55 | 59 | 62 | 5 |
| 76´5 | 64 | 96 | 102 | 109 | 115 | 121 | 6 |
Нормы для ручной аргонодуговой сварки приведены в таблицах ниже.
Вертикальные соединения С2 трубопроводов
1 м шва.
| Толщ. ст., мм | Масса напл. металла, г | Проволока сварочная, г | Стержень вольфрамовый неплавящийся, г | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 2 | 44 | 54 | 1,064 | 107 | 70,4 | 1 |
| 3 | 45 | 56 | 1,103 | 110 | 72,0 | 2 |
1 стык.
| Размеры трубы, мм | Масса напл. металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´2 | 3 | 4 | 80 | 7,3 | 4,8 | 1 |
| 25´3 | 3 | 4 | 82 | 7,3 | 4,8 | 2 |
| 32´2 | 4 | 5 | 103 | 9,8 | 6,4 | 3 |
| 32´3 | 4 | 5 | 107 | 10,0 | 6,5 | 4 |
| 38´2 | 5 | 6 | 123 | 12,2 | 8,0 | 5 |
| 38´3 | 6 | 7 | 128 | 14,6 | 9,6 | 6 |
| 45´2 | 7 | 8 | 147 | 17,1 | 11,2 | 7 |
| 45´3 | 7 | 8 | 152 | 17,1 | 11,2 | 8 |
| 57´3 | 8 | 10 | 194 | 19,5 | 12,8 | 9 |
Вертикальные соединения С17 трубопроводов со скосом кромки
1 м соединения.
| Толщ. ст., мм | Вес напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 3 | 117 | 145 | 2305 | 285,5 | 18,7 | 1 |
| 4 | 154 | 191 | 3034 | 375,7 | 18,7 | 2 |
| 5 | 190 | 236 | 3743 | 463,4 | 48,0 | 3 |
| 6 | 253 | 314 | 4984 | 617,3 | 48,0 | 4 |
1 стык.
| Размеры трубы, мм | Масса напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´3 | 9 | 11 | 173 | 22,0 | 1,5 | 1 |
| 32´3 | 11 | 14 | 224 | 26,8 | 1,8 | 2 |
| 38´3 | 14 | 17 | 267 | 34,2 | 2,3 | 3 |
| 45´4 | 21 | 26 | 416 | 51,2 | 2,7 | 4 |
| 57´4 | 27 | 33 | 531 | 65,9 | 3,5 | 6 |
| 76´5 | 44 | 55 | 872 | 107,4 | 8,6 | 6 |
| 89´6 | 69 | 86 | 1366 | 168,4 | 13,4 | 7 |
| 108´6 | 84 | 106 | 1660 | 205,0 | 16,3 | 8 |
| 133´6 | 104 | 129 | 2048 | 253,8 | 20,0 | 9 |
| 159´6 | 125 | 155 | 2457 | 305,0 | 24,0 | 10 |
| 219´6 | 172 | 214 | 3394 | 419,7 | 33,0 | 11 |
| 273´6 | 215 | 267 | 4241 | 524,6 | 41,2 | 12 |
С18 вертикальные стыки трубопроводов
1 м соединения.
| Толщ. ст., мм | Масса наплавленного металла, г | Проволока сварочная, г | Вольфрамовый неплавящийся, мг | Аргон, л | Номер |
| 2 | 146 | 182 | 2896 | 356,2 | 1 |
| 3 | 199 | 247 | 3920 | 485,6 | 2 |
| 4 | 250 | 310 | 4930 | 610,0 | 3 |
| 5 | 330 | 409 | 6501 | 805,2 | 4 |
| 6 | 473 | 588 | 9338 | 1154,1 | 6 |
1 стык.
| Размеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Код строки |
| на сварку | |||||
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 57,1 | 6 |
| 45´2 | 21 | 25 | 400 | 51,2 | 7 |
| 45´4 | 35 | 43 | 675 | 85,4 | 8 |
| 57´4 | 44 | 54 | 863 | 107,4 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 130 | 161 | 2549 | 317,2 | 11 |
| 108´6 | 158 | 196 | 3110 | 385,5 | 12 |
| 133´6 | 195 | 242 | 3838 | 475,8 | 13 |
| 159´6 | 233 | 290 | 4604 | 568,5 | 14 |
| 219´6 | 322 | 400 | 6359 | 785,7 | 15 |
| 273´6 | 402 | 500 | 7947 | 980,9 | 16 |
Соединения С5 вертикальных стыков трубопроводов без скоса
1 м шва.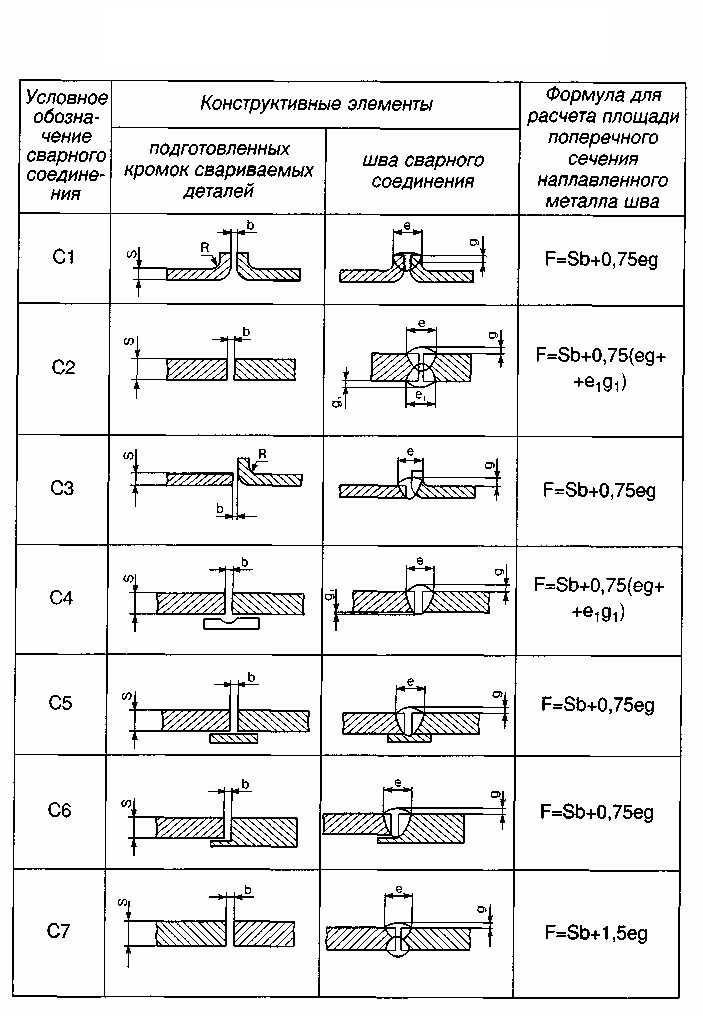
| Толщина стенки, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 2 | 87 | 108 | 1714 | 212,3 | 1 |
| 3 | 106 | 132 | 2110 | 258,6 | 2 |
1 стык.
| Камеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 6 | 8 | 129 | 14,6 | 1 |
| 25´3 | 8 | 10 | 180 | 19,5 | 2 |
| 32´2 | 9 | 11 | 166 | 22,0 | 3 |
| 32´3 | 10 | 13 | 233 | 24,4 | 4 |
| 38´2 | 10 | 13 | 233 | 24,4 | 5 |
| 38´3 | 12 | 15 | 278 | 29,3 | 6 |
| 45´2 | 12 | 15 | 278 | 29,3 | 7 |
| 46´3 | 14 | 18 | 331 | 34,2 | 8 |
| 57´3 | 18 | 23 | 422 | 56,1 | 9 |
Соединения С19 вертикальных стыков трубопроводов со скосом кромок
1 м соединения.
| Толщина стенки, мм | Масса наплавленного металла, кг | Проволока сварочная, кг | Эл-д вольфрамовый неплавящийся, г | Аргон, л | Номер строки |
| 2 | 0,146 | 0,182 | 2,896 | 356,2 | 01 |
| 3 | 0,199 | 0,247 | 3,920 | 485,6 | 02 |
| 4 | 0,259 | 0,322 | 5,122 | 632,0 | 03 |
| 5 | 0,329 | 0,409 | 6,501 | 802,8 | 04 |
| 6 | 0,463 | 0,575 | 9,141 | 1129,7 | 06 |
1 стык.
| Размеры трубы, мм | Вес наплавленного металла, грамм | Проволока сварочная, грамм | Эл-д вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 56,1 | 6 |
| 45´2 | 20 | 25 | 400 | 48,8 | 7 |
| 45´4 | 35 | 44 | 537 | 85,4 | 8 |
| 57´4 | 45 | 56 | 896 | 109,8 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 126 | 157 | 2495 | 307,4 | 11 |
| 108´6 | 156 | 192 | 3044 | 378,2 | 12 |
| 133´6 | 190 | 236 | 3757 | 463,6 | 13 |
| 159´6 | 229 | 284 | 4507 | 558,8 | 10 |
| 219´6 | 315 | 392 | 6225 | 768,6 | 14 |
| 273´6 | 394 | 489 | 7779 | 961,4 | 15 |
Соединения С8 горизонтальных стыков.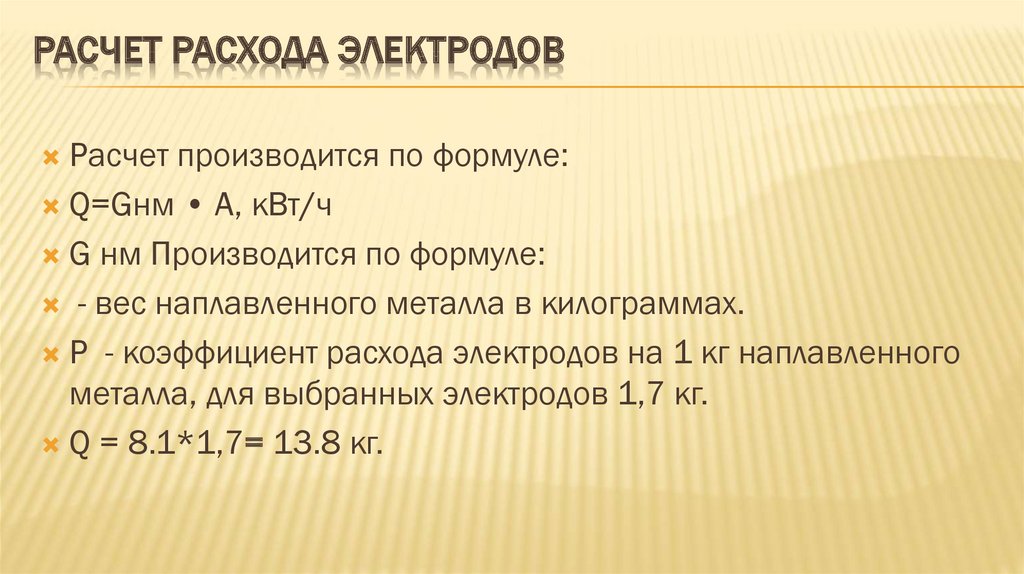
Приведенные выше таблицы позволяют определить расход электродов на стык, метр или на тонну металла. Расход флюса при автоматической сварке обычно составляет 20% по массе от расхода сварочной проволоки.
Таким образом, становится понятно, как рассчитать количество электродов в каждой конкретной задаче.
Итог
Расход электродов при сварке – важный параметр, который позволяет заблаговременно сделать экономическую оценку выполняемых работ. Рассчитанный показатель позволит определить затраты на тонну металлоконструкций или же на одно соединение.
Важно понимать, что данное значение соответствует идеальным условиям сварки, и оно может отличаться от реального. В связи с этим в расчет количества электродов необходимо закладывать их дополнительное количество, так как аттестация может выявить, что часть из них непригодна.
Норма расхода электродов на 1 тонну металлоконструкций
Неотъемлемой частью процесса возведения любой металлоконструкции является грамотное и точное планирование расхода материалов для составления сметы и подсчета предстоящих финансовых затрат. Вычисляется не только количество задействованного в строительстве материала, но и то, сколько электродов потребуется затратить при проведении сварочных работ.
Умение правильно рассчитывать расход электродов на тонну металлоконструкций — одно из приоритетных требований к профессиональным сварщикам, работающим в крупных компаниях. Без проведения правильных расчетов невозможно узнать точную себестоимость металлоконструкции, предполагаемую прибыль. Все эти нюансы важны для фирм, задействованных в сфере возведения металлических конструкций.
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
Методы вычисления
Показатель расхода зависит от вводных параметров:
- массы наплавки;
- длины сварочного шва;
- нормы расхода.

Массой наплавки называют вес металла, который заполняет собой стыковочный шов. Точные данные этого параметра приводятся в технологической карте сварки. Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Габариты шва измеряют рулеткой по стыку. Получаемый результат умножают на общее число швов, присутствующих в разделе. Это обусловлено тем, что глубокие стыки заваривают параллельным либо последовательным накладыванием двух-трех швов.
Нормой расхода является масса наплавки на один метр шва. Она вычисляется как для отдельного узла либо детали, так и в зависимости от типа выполняемой сварочной операции.
Учитывая эти нюансы, расчет расхода присадочных изделий должен проводиться и теоретически, и практически.
Теоретический расчет
Основан на использовании различных формул. На практике наибольшее распространение получили два типа расчета:
- по коэффициенту;
- по физическим характеристикам.
Первый способ охватывает собой различные категории расходных материалов и вычисляется по формуле: H = M * K, где М — масса подвергаемого сварке металла, а K — специальный коэффициент расхода присадки.
Второй способ основан на характеристиках и применяемого электрода, и подвергаемой сварке металлоконструкции, рассчитывается формулой: G = F * L * Масса проволоки, в которой F — это площадь поперечного сечения, а L — длина шва.
Если первая формула позволяет вычислить расход, то вторая — массу наплавленного металла. Оба расчета являются «табличными», то есть основываются на стандартных показателях, соответствующих определенным маркам электрода, типу металла, величине шва.
Расчет расхода электродов по коэффициенту
Чтобы выполнить вычисление, нужно знать точный коэффициент электрода (K) который, как и другие параметры, указан в приложении РДС 82-201-96 «правил разработки норм расхода материалов в строительстве».
Значение коэффициента варьируется от 1,5 и до 1,9. Меньший показатель соответствует второй группе электродов, а наивысшей шестой. Если при работе используется марка ЦТ-28 из второй группы, показатель K равен 1,5.
Используя математический расчет для определения необходимого количества электродов для наплавки тонны металла, получаем значение 1500 кг, то есть H = 1000 * 1,5. Соответственно, расход возрастает, если применяется марка более возрастной группы, к примеру, НЖ-13, имеющая коэффициент, который равен 1,8.
Практический расчет
Подразумевает определение массы металла и проведение сварных тестовых работ. Когда они завершены, выполняют замер огарка, учитывают напряжение и силу тока, длину выполненного шва. Основываясь на этих данных, определяют число требуемых электродов для сварки шва определенной длины.
Точным вычисление будет в том случае, когда и внешние данные, и угол положения при выполнении основных работ останутся аналогичными тем, которые были во время тестирования. Чтобы избежать неточности определения, эксперимент повторяют от трех до четырех раз. Если соблюсти это условие, расчет получится еще точнее, чем при использовании формул.
Погрешность расчета
Никакой метод вычислений не дает стопроцентной точности. Закупать расходный материал для обеспечения полноценного и непрерывного рабочего процесса рекомендуется с запасом. Необходимо учитывать и возможность наличия в партии электродов бракованных и низкокачественных изделий.
Чтобы не приходилось останавливать сварку, следует увеличить полученные при расчетах данные на пять либо семь процентов. Это гарантировано избавит от различного рода форс-мажорных обстоятельств. Учитывают и то, что количество расходного материала зависит как от технологического процесса, так и от типа заполняемого присадками шва.
Как снизить затраты?
Существует несколько условий, которые позволяют сэкономить на расходных материалах для проведения сварочных работ, но при этом никак не отражаются на качестве:
- Наибольшей экономии присадок позволяет добиться использование полуавтоматического либо автоматического сварочного аппарата. Когда работы проводятся вручную, то потери составляют от пяти процентов и выше. При автоматическом и полуавтоматическом процессе этот показатель вдвое ниже. Если и присадки, и аппарат имеют высокое качество, сокращение расходных изделий будет максимальным.
- Показатели силы тока и напряжения должны полностью соответствовать выбираемому присадочному материалу. Поэтому, настраивая сварочный аппарат, нужно уделять особое внимание этим параметрам.
- Количество затрачиваемых электродов при равных условиях может отличаться. Это обусловлено положением расходного изделия при выполнении сварки. Поэтому многие сварщики предпочитают не ограничиваться формулами и прибегают к практическим расчетам, проводя несколько тестов, чтобы найти «идеальное» положение.
Соблюдение этих трех важных условий и грамотный выбор способа сэкономить позволяет сократить количество требуемого присадочного материала практически на тридцать процентов. Это достаточно внушительная сумма в денежном эквиваленте.
на 1 тонну металлоконструкций, на 1 метр шва при сварочных работах, таблицы, при сварке труб, нормы, количество
Одним из важных показателей сварочных работ является расход электродов на 1 метр шва, который приводится в специальных таблицах. Эти данные позволяют производить расчет сметы.
В подсчете необходимо учитывать множество нюансов, поэтому его делает опытный сварщик, разбирающийся в марках материалов и в методиках сварки. От правильности выполнения расчета будут зависеть экономические показатели всего проекта.
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М – масса свариваемой конструкции; К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F – площадь поперечного сечения; L – длина сварочного шва; M – масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм. Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
[ads-pc-2][ads-mob-2]
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Разделы: Сварочная проволока
Метки: легированные сварочные проволоки, медная сварочная проволока, порошковые сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная алюминиевая, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная, сварочная нержавеющая проволока, сварочная проволока титановая
Предыдущая статья: Производители сварочной проволоки Следующая статья: Сварочная проволока ESAB
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М – масса металла; К расхода – табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку “рассчитать” и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв – расход электродов на сваривание; Нпр – расход стержней на прихватки; Нпр – расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. – 15%;
- свыше 12 мм. – 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Группа электродов Коэффициент расхода электродов Марка электродов II 1,5 ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б III 1,6 ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 IV 1,7 ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 V 1,8 ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 VI 1,9 АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Особенности
Нормы расхода электродов для сварки трубопроводов и для иных деталей могут отличаться, это нужно учитывать. Полный перечень норм прописан в нормативных документах (СНиПах, ГОСТах и прочих). Изучите хотя бы основные выдержки из документов, чтобы иметь представления об ограничениях.
Также не всегда получается полностью соблюсти нормы расхода электродов при сварочных работах, поскольку часто условия работы не позволяют выполнить весь спектр процедур для правильного использования комплектующих. В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Важно! В зависимости от вида соединяемых стыков, наличия или отсутствия скосов, нормы расхода электродов для сварки трубопроводов могут разниться.
Полный перечень справочных норм представлен на сайте – https://znaytovar.ru/gost/2/vsn_45284_proizvodstvennye_nor. html. [ads-pc-3][ads-mob-3]
Общая информация
Прежде чем приступить к расчетам, определимся, что влияет на расход электродов для дуговой сварки. Прежде всего, это тип сварочного оборудования, толщина металла и самого электрода, выбранный режим сварки, опыт сварщика и некоторые косвенные причины (например, физическая усталость мастера), влияющие на конечный результат. При сварке электродами крайне важно выбрать размер электрода, соответствующий типу и толщине свариваемого металла. Только после того, как вы правильно настроите аппарат и подберете комплектующие, можно выполнять расчет расхода сварочных электродов на 1 т металлоконструкции.
Переде тем, как сделать расчеты, нам понадобится выяснить следующие особенности:
- Отдельно рассчитайте массу металла, который наплавится на шов. Этот показатель не должен быть больше 2% от общей массы всей металлоконструкции или детали. Расчет производится с помощью отдельной формулы, о которой мы поговорим позже.
- Измерьте длину шва. Помимо длины учтите еще и его глубину. Для особо ответственных конструкций допустимо накладывание нескольких швов для надежности.
- Выясните нормы расхода. Это, по сути, общая масса наплавленного металла на 1м шва.
Нормы расхода — это справочная информация, она прописана в нормативных документах. От марки электрода зависит норма расхода. Дополнительные данные вы можете изучить в документах Всесоюзных норм №452-84. Зачастую используют два метода расчета, так называемый теоретический и физический. Полученные цифры сравнивают и определяют погрешность, но об этом мы поговорим далее.
Также учтите, что при сварке могут использоваться разные виды сварных швов. От этого тоже зависит расход электродов на 1 тонну металлоконструкций, поскольку для каждого типа соединения характерна своя масса металла. Ниже вы можете видеть основные параметры, на которые нужно обратить внимание.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Таблицы
Расход электродов на 1 кг наплавленного металла
Для сварки углеродистых и низколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| Тип Э42 | |
| ВСЦ-4 | 1,6 |
| ОЭС-23 | |
| АНО-6 | 1,65 |
| АНО-17 | 1,7 |
| ОМА-2 | |
| ВСЦ-4М | 1,8 |
| Тип Э42А | |
| УОНИ-13/45 | 1,6 |
| УОНИ-13/45А | 1,7 |
| Тип Э46 | |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | |
| АНО-24 | |
| АН 0-34 | 1,7 |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 | |
| Тип Э46А | |
| УОНИ-13/55К | 1,6 |
| ТМУ-46 | 1,65 |
| Тип Э50 | |
| ВСЦ-3 | 1,7 |
| 55-У | 1,8 |
| Тип Э50А | |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | 1,6 |
| AHO-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ-13/55 | |
| ЦУ-5 | |
| ЦУ-7 | |
| Тип Э55 | |
| МТГ-02 | 1,55 |
| Тип Э60 | |
| МТГ-01К | 1,55 |
| ВСФ-65 | 1,6 |
| ОЗС-24М | |
| УОНИ-13/65 | |
Для сварки высоколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АН В-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Для сварки коррозионностойких сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-8 | 1,7 |
| ОЗЛ-14 | |
| ОЗЛ-12 | 1,75 |
| ЭА-400/10У | 1,8 |
| ЭА-400/10Г |
Для сварки теплоустойчивых сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ТМЛ-1 | 1,5 |
| ТМЛ-1У | |
| ТМЛ-3У | |
| ЦУ-2М | 1,55 |
| ТМЛ-3 | |
| ЦЛ-27А | |
| УОНИ-13/15М | 1,6 |
| У0НИ-13ХМ | |
| ЦЛ-39 | |
| ЦЛ-36 | |
| ЦЛ-40 | |
| ЦЛ-17 | |
| ЦЛ-26М | 1,65 |
| ЦЛ-41 | |
| ЦЛ-6 | 1,7 |
| ЦЛ-55 | |
| АН В-1 | |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Для сварки разнородных сталей и сплавов
| Марка | Расход на 1 кг наплавленного металла, кг |
| ИМЕТ-10 | 1,3 |
| АНЖР-2 | 1,6 |
| АНЖР-1 | 1,7 |
| НИИ-48Г |
Для сварки жаропрочных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| НИАТ-5 | 1,6 |
| ЭА-395/9 | |
| ЦТ-10 | 1,7 |
[ads-pc-4][ads-mob-4]
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
| Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1. 5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| Нижнее | 4 | 2 | 0,13 |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| Горизонтальное | 4 | 2 | 0,17 |
| 5 | 2,5 | 0,20 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,10 | 0,11 | 0. 11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
| 10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
Тавровые соединения
масса наплавленного металла, кг/1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,10 | 0,09 | 0. 09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1. 12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Зазор, мм | Нижнее 50° | Нижнее 60° | Вертикальное 70° | Потолочное 80° | Горизонтальное60° |
| 4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
| 7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1. 34 | 1,60 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
калькулятор нормы для тонны металлоконструкций – Расходники и комплектующие на Svarka.guru
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
Содержание
- 1 От чего зависит?
- 2 Практический и теоретический расчеты
- 3 Погрешности
- 4 Формулы, используемые при расчетах. Поправочные коэффициенты
- 5 Сколько размещается в 1 кг?
- 6 Расход на тонну металлоконструкции
- 7 При сварке труб
- 8 Снижение затрат
- 9 Заключение
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
[stextbox id=’alert’]Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.[/stextbox]
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
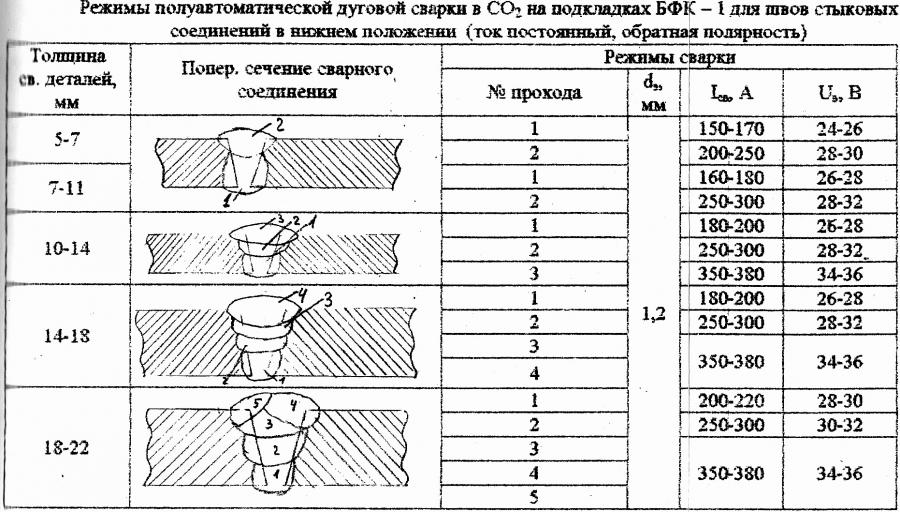
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т. д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
[stextbox id=’info’]Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».[/stextbox]
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
таблица, калькулятор, 1 тонну металлоконструкций, норма для сварочных работ
Если вам необходимо определить расход электродов или если вы хотите рассчитать сколько необходимо закупить сварочных материалов, то всё это вы найдёте в нашей статье.
Мы подготовили для вас калькуляторы (расчётные программы), подробно описали методику расчёта, описали причины высокого расхода сварочных материалов и способы как их снизить без ущерба для качества.
Содержание
- Параметры влияющие на расход
- Теория и практика расчета
- Погрешность
- Расход электродов на 1 тонну металлоконструкций
- Норма расхода электродов
- Расчет количества электродов на 1 метр шва
- Калькулятор расчет электродов для трубы
- Калькулятор расчет электродов для металлоконструкций
- Расчетные таблицы
- Для соединения без разделки кромок — С2
- Для соединений с V-образной разделкой C17
- Для угловых швов — У6
- Для угловых швов (без разделки кромок) – У4
- Для таврового соединения – Т3
- Для таврового соединения – Т8
- Для ремонта (подварки)
- Поштучный расход электродов
- Расчет расхода при сварке труб
- Расчет расхода при сварке профиля
- Какое количество электродов в 1 кг
- Как уменьшить расход
Параметры влияющие на расход
Основными факторами, от которых зависят потери сварочных материалов являются:
- Конструктивные параметры шва.
- Продолжительность процесса.
- Род тока.
- Полярность (для постоянного тока).
- Физико-химические свойства используемых материалов.
К конструктивным параметрам относятся наличие или отсутствие разделки кромок и её вид. Если при использовании v-образной разделки кромок, расход будет значительно выше нежели чем при сварке без разделки.
Также конструктивным параметрам относятся размеры катета шва для угловых, тавровых и нахлесточных соединений. Размер катета определяется конструктором при проектировании путём расчёта. Его усреднённые значение можно взять из нормативного документа.
Продолжительность выполнение процесса увеличивает потери материалов из-за угара металла. Стараться выполнять операции непродолжительно.
А на этапе проектирования стараться избегать выполнения ручными способами (ручная дуговая сварка) швов большой длинны или толщины, применяя вместо них полуавтоматические или автоматические способы.
Род тока, используемый при сварке, бывает: переменный и постоянный. На переменном токе происходит существенные траты металла потому как происходит разбрызгивание. При наличии выбора на каком токе варить, для экономии сварочных материалов лучше применять постоянный ток.
Полярность при сварке постоянным током бывает: прямой и обратный. При проведении процесса на прямой полярности разбрызгивание металла больше. Потому необходимо применять сварку на обратной полярности.
Физические и химические свойства применяемых электродов во многом влияют на угар металла.
В таблице ниже, приведены коэффициенты расхода в зависимости от используемой марки электродов (от их физико-химических свойств).
Допустимые нормы расхода электродов при сварочных работах определяются различными нормативными документами, в частности, ВСН 452-84. В этом документе указывается нормальный потери электродного металла для различных разделок кромок и категорий конструкций.
Также в нём указывается масса наплавленного металла для различных видов соединений, что необходимо на этапе проектирования.
Черные стали (конструкционные, углеродистые, низколегированные)
80.95%
Нержавейку
15.29%
Цветные металлы (алюминий, медь, титан и т.д.)
1.75%
Прочее
2.01%
Проголосовало: 399
Теория и практика расчета
Разница в теории и практике во многом зависит от условий, в которых будет выполняться сварка, а также от мастерства сварщика которое определяется разрядом. О том что такое разряды сварщиков и какие они бывают читайте в нашей статье по ссылке.
Если процесс будет проходить на ветру или в неудобных условиях (в тесноте, где нету нормального доступа), то сварщик будет жечь больше электродов. Поэтому условия выполнения сварки необходимо учитывать при расчёте.
Если руководствоваться ВСНом, то можно использовать метод расчёта по коэффициенту потерь. Его формула имеет следующий вид:
G=m * K.
К – коэффициент потери, применяемый для различных марок, которые мы приводили выше в таблице (диапазон 1,5 -1,9).
М — это масса наплавляемого металла. Это значение рассчитывают путем перемножение площади сечение наплавляемого металла на его плотность (m = p*F).
В итоге получаем следующую формулу для расчета потерь на 1 м шва:
H= P * F * K.
Если нужно определить потери на конкретную длину, в таком случае формула имеет вид:
H= P * F * K * L.
где L — это значение длинны. В некоторых источниках данные формула имеет другой вид:
Н=G * L
где G= K * m — её называют удельная норма расхода;
L — все так же значение длины шва.
Расчёт потерь на практике определяется не формулами, а экспериментально.
Для этого предварительно производится взвешивание электродов. Далее два сварщика сваривают однотипные соединения (той же толщины, диаметра и разделки кромок), которые будут выполняться при производстве работ.
В результате производится контрольное взвешивание оставшихся сварочных материалов и сравнение полученных результатов с значениями теоретического расчёта. Отсюда и получается коэффициент практического расх.
Расход пр. / Расх. теор. = Коэф. расх. пр.
Далее при заказе материалов значения полученные при теоретическом расчёте умножаются на коэффициент практического расх.
Пример: если при расчете мы получили значение 10 кг, а коэффициент расх. пр. равен 1,42, то для получения практического расхода:
10 кг*1,42 = 14,2 кг. Таким образом получаем реальные потери.
Погрешность
Даже использование данных, полученных практическим путем, не даёт гарантий что потери не увеличатся. Часто при выполнении работ на объекте может быть ветер, скачки напряжения, а также могут применяться не до конца просушенный материалы и множество других факторов, которые повлияют на перерасход.
Также в процессе работы могут быть выявлены бракованные электроды: ржавые, с отколотой или вспучившейся обмазкой. Их нельзя будет использовать.
Хафизов Ильдар
Специалист НАКС IV уровня
Задать вопрос
Исходя из практического опыта, при заказе электродов рекомендую дополнительно закладывать от 3 до 5%, чтобы гарантированно обеспечить непрерывность процесса. Потому как доставка материалов в случае их нехватки требует гораздо больших затрат.
Чтобы не было неприятностей с большим количеством бракованных материалов при покупке необходимо одну пачку из партий вскрыть и произвести сварку пробных образцов. Этим можно определит качество электродов и их пригодность.
Это может существенно сэкономить бюджет, если приобретается большое количество материалов (более 1 тонны).
Если Вам необходима 👉 сварочная документация 👈: техкарты, ПСР или любые другие документы по сварке, резке и контролю обращайтесь к нам. Наша документация по сварке будет разработана специально для решения ваших задач, отвечая всем вашим требованиям.
Расход электродов на 1 тонну металлоконструкций
Подсчитать потери электродов можно исходя из массы свариваемых металлоконструкций — на тонну металла. Это достаточно грубый подсчёт. Его можно использовать в тех случаях, когда предстоит большой объём работ. Полученный результат является верхней планкой по расходу сварочных материалов.
Формула, следующая:
H= 0,011* Mкр.;
H — Требуемое количество электродов
Мкр. — Масса свариваемые металлоконструкции.
Норма расхода электродов
Все основные нормы расхода для различных конструкций указаны в следующих нормативных документах:
- ВСН 416-81;
- ВСН 452-84.
Указанные нормативные документы учитывают: способ сварки, тип соединения, толщину детали.
Расчет количества электродов на 1 метр шва
Чтобы определить затраты материала на 1 м, лучше всего воспользоваться таблицами который вы сможете найти в нашей статье ниже. В таблицах уже указан расход количество только на сварочной операции. При расчете общего количества необходимо учесть и потери материалов на выполнение прихваток.
Для этого необходимо воспользоваться следующей формулой:
Н = Нсв + Нп.
где H — искомое количество электродного металла, который потребуется на сварку длинной 1 м.
Нсв — расход на сварочную операцию — значение из таблицы;
Нп — Расход на выполнение прихватки.
Значение Нп рассчитывают по формуле:
Нп = 0,15*Нсв
Для толщины свариваемых деталей менее 12 мм.
В случае если толщина больше 12 мм, то формула имеет вид:
Нп = 0,12*Нсв
Для удобства расчёта расхода электродов на 1 м шва используйте калькуляторы сделанные нашими специалистами. Их Вы можете скачать себе на компьютер или открыть онлайн.
Калькулятор расчет электродов для трубы
Для расчета при сварке труб
Скачать калькулятор
Калькулятор расчет электродов для металлоконструкций
Для расчета при сварке листов и профильных конструкций
Скачать калькулятор
Полезная статья — Какими электродами варить нержавейку
Расчетные таблицы
Для проведения расчёта необходимого количества исходя из наплавки 1 кг металла следует использовать данные из таблицы ниже.
Пример: для наплавки 1 кг металла ОЗЛ-25Б потребуется 1,4 кг этих электродов, а для АНЖР-2 необходимо 1,9 кг.
| Группа | Необходимое количество электродов, кг | Марки |
| I | 1,4 | ОЗЛ-25Б, ВСФ-75У; ОЗЛ-25Б; ВСФ-85; ОЗШ-1; ВСЦ-4А; |
| II | 1,5 | УОНИ-13/45; ОЗЛ-Э6; ТМУ-21У; ОЗЛ-5; ЦТ-28; ТМЛ-3У ОЗЛ-25Б; АНО-11 |
| III | 1,6 | ЦЛ-17, ОЗЛ-7, ОЗЛ-2; ОЗЛ-3; ОЗЛ-21, ЗИО-8; УОНИ-13/55К; ЦУ-5 |
| IV | 1,7 | ОЗЛ-9А; ЦТ-15; ОЗЛ-37-1; АНЖР-ЗУ; УОНИ-13/НЖ; ОЗС-24 |
| V | 1,8 | ОЗЛ-20, ОЗС-11, НЖ-13 |
| VI | 1,9 | АНЖР-2; ОЗЛ-27 |
Если необходимо рассчитать количество исходя из длины шва, то следует использовать данные из таблиц ниже.
Для соединения без разделки кромок — С2
Данные для расчёта необходимого количества материалов для стыковых швов без разделки кромок и без подварки корня с обратной стороны.
| Толщина, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 1 | 0,063 | 0,071 | 0,071 | 0,079 |
| 2 | 0,131 | 0,147 | 0,148 | 0,165 |
| 3 | 0,144 | 0,161 | 0,163 | 0,181 |
| 4 | 0,278 | 0,311 | 0,314 | 0,350 |
Для соединений с V-образной разделкой C17
Данные для расчёта необходимого количества материалов для стыковых швов с двухсторонней V-образной разделкой кромок, без подварки корня с обратной стороны.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 3 | 0,188 | 0,211 | 0,212 | 0,237 |
| 4 | 0,238 | 0,267 | 0,269 | 0,300 |
| 5 | 0,299 | 0,335 | 0,338 | 0,377 |
| 6 | 0,413 | 0,463 | 0,467 | 0,520 |
| 7 | 0,501 | 0,561 | 0,566 | 0,631 |
| 8 | 0,600 | 0,672 | 0,678 | 0,756 |
| 9 | 0,751 | 0,841 | 0,849 | 0,946 |
| 10 | 0,875 | 0,980 | 0,989 | 1,103 |
| 12 | 1,191 | 1,334 | 1,346 | 1,501 |
| 14 | 1,525 | 1,708 | 1,723 | 1,922 |
| 16 | 2,012 | 2,253 | 2,274 | 2,535 |
| 18 | 2,734 | 3,062 | 3,089 | 3,445 |
| 20 | 3,210 | 3,595 | 3,627 | 4,045 |
| 22 | 3,780 | 4,234 | 4,271 | 4,763 |
| 24 | 4,343 | 4,864 | 4,908 | 5,472 |
| 26 | 4,998 | 5,598 | 5,648 | 6,297 |
| 28 | 5,647 | 6,325 | 6,381 | 7,115 |
| 30 | 6,388 | 7,155 | 7,218 | 8,049 |
| 32 | 7,122 | 7,977 | 8,048 | 8,974 |
| 34 | 7,950 | 8,904 | 8,984 | 10,017 |
| 36 | 8,770 | 9,822 | 9,910 | 11,050 |
| 38 | 9,695 | 10,858 | 10,955 | 12,216 |
| 40 | 10,601 | 11,873 | 11,979 | 13,357 |
| 42 | 11,625 | 13,020 | 13,136 | 14,648 |
| 44 | 12,617 | 14,131 | 14,257 | 15,897 |
| 46 | 13,677 | 15,318 | 15,455 | 17,233 |
| 48 | 14,754 | 16,524 | 16,672 | 18,590 |
| 50 | 15,900 | 17,808 | 17,967 | 20,034 |
| 52 | 17,065 | 19,113 | 19,283 | 21,502 |
| 54 | 18,321 | 20,520 | 20,703 | 23,084 |
| 56 | 19,570 | 21,918 | 22,114 | 24,658 |
| 58 | 20,924 | 23,435 | 23,644 | 26,364 |
| 60 | 22,260 | 24,931 | 25,154 | 28,048 |
Для угловых швов — У6
Данные для расчёта необходимого количества при сварке угловых швов с разделкой кромок У6
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 3 | 0,191 | 0,214 | 0,216 | 0,241 |
| 4 | 0,243 | 0,272 | 0,275 | 0,306 |
| 5 | 0,308 | 0,345 | 0,348 | 0,388 |
| 6 | 0,427 | 0,478 | 0,483 | 0,538 |
| 7 | 0,518 | 0,580 | 0,585 | 0,653 |
| 8 | 0,624 | 0,699 | 0,705 | 0,786 |
| 9 | 0,782 | 0,876 | 0,884 | 0,985 |
| 10 | 0,915 | 1,025 | 1,034 | 1,153 |
| 12 | 1,258 | 1,409 | 1,422 | 1,585 |
| 14 | 1,615 | 1,809 | 1,825 | 2,035 |
| 16 | 2,142 | 2,399 | 2,420 | 2,699 |
| 18 | 2,941 | 3,294 | 3,323 | 3,706 |
| 20 | 3,463 | 3,879 | 3,913 | 4,363 |
| 22 | 4,083 | 4,573 | 4,614 | 5,145 |
| 24 | 4,700 | 5,264 | 5,311 | 5,922 |
| 26 | 5,403 | 6,051 | 6,105 | 6,808 |
| 28 | 6,117 | 6,851 | 6,912 | 7,707 |
| 30 | 6,916 | 7,746 | 7,815 | 8,714 |
| 32 | 7,725 | 8,652 | 8,729 | 9,734 |
| 34 | 8,619 | 9,653 | 9,739 | 10,860 |
| 36 | 9,523 | 10,666 | 10,761 | 11,999 |
| 38 | 10,513 | 11,775 | 11,880 | 13,246 |
| 40 | 11,514 | 12,896 | 13,011 | 14,508 |
| 42 | 12,636 | 14,152 | 14,279 | 15,921 |
| 44 | 13,733 | 15,381 | 15,518 | 17,304 |
| 46 | 14,928 | 16,719 | 16,869 | 18,809 |
| 48 | 16,119 | 18,053 | 18,214 | 20,310 |
| 50 | 17,396 | 19,484 | 19,657 | 21,919 |
| 52 | 18,683 | 20,925 | 21,112 | 23,541 |
| 54 | 20,068 | 22,476 | 22,677 | 25,286 |
| 56 | 21,452 | 24,026 | 24,241 | 27,030 |
| 58 | 22,933 | 25,685 | 25,914 | 28,896 |
| 60 | 24,412 | 27,341 | 27,586 | 30,759 |
Для угловых швов (без разделки кромок) – У4
Данные для расчёта необходимого количества материалов для угловых швов без разделки кромок.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 1 | 0,135 | 0,151 | 0,153 | 0,170 |
| 2 | 0,145 | 0,162 | 0,164 | 0,183 |
| 3 | 0,151 | 0,169 | 0,171 | 0,190 |
| 4 | 0,315 | 0,353 | 0,356 | 0,397 |
| 5 | 0,439 | 0,492 | 0,496 | 0,553 |
| 6 | 0,646 | 0,724 | 0,730 | 0,814 |
| 7 | 0,816 | 0,914 | 0,922 | 1,028 |
| 8 | 1,005 | 1,126 | 1,136 | 1,266 |
| 9 | 1,213 | 1,359 | 1,371 | 1,528 |
| 10 | 1,441 | 1,614 | 1,628 | 1,816 |
| 12 | 1,953 | 2,187 | 2,207 | 2,461 |
| 14 | 2,541 | 2,846 | 2,871 | 3,202 |
| 16 | 3,204 | 3,588 | 3,621 | 4,037 |
| 18 | 3,946 | 4,420 | 4,459 | 4,972 |
| 20 | 4,764 | 5,336 | 5,383 | 6,003 |
| 22 | 5,658 | 6,337 | 6,394 | 7,129 |
| 24 | 6,627 | 7,422 | 7,489 | 8,350 |
| 26 | 7,674 | 8,595 | 8,672 | 9,669 |
| 28 | 8,797 | 9,853 | 9,941 | 11,084 |
| 30 | 9,996 | 11,196 | 11,295 | 12,595 |
Для таврового соединения – Т3
Если нужно рассчитать количество электродов для тавровых соединений ниже он приведена таблица с данными для расчёта таврового соединения T3. Этими нормами также можно руководствоваться для сварки нахлесточного соединения Н2.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 1 | 0,040 | 0,045 | 0,045 | 0,050 |
| 2 | 0,108 | 0,121 | 0,122 | 0,136 |
| 3 | 0,204 | 0,228 | 0,231 | 0,257 |
| 4 | 0,322 | 0,361 | 0,364 | 0,406 |
| 5 | 0,472 | 0,529 | 0,533 | 0,595 |
| 6 | 0,646 | 0,724 | 0,730 | 0,814 |
| 7 | 0,844 | 0,945 | 0,954 | 1,063 |
| 8 | 1,072 | 1,201 | 1,211 | 1,351 |
| 10 | 1,604 | 1,796 | 1,813 | 2,021 |
| 12 | 2,244 | 2,513 | 2,536 | 2,827 |
| 14 | 2,988 | 3,347 | 3,376 | 3,765 |
| 16 | 3,838 | 4,299 | 4,337 | 4,836 |
| 18 | 4,450 | 4,984 | 5,029 | 5,607 |
| 20 | 5,862 | 6,565 | 6,624 | 7,386 |
| 22 | 7,032 | 7,876 | 7,946 | 8,860 |
| 24 | 8,306 | 9,303 | 9,386 | 10,466 |
| 26 | 9,686 | 10,848 | 10,945 | 12,204 |
| 28 | 11,176 | 12,517 | 12,629 | 14,082 |
| 30 | 12,770 | 14,302 | 14,430 | 16,090 |
| 32 | 14,470 | 16,206 | 16,351 | 18,232 |
| 34 | 15,328 | 17,167 | 17,321 | 19,313 |
| 36 | 18,186 | 20,368 | 20,550 | 22,914 |
| 38 | 19,408 | 21,737 | 21,931 | 24,454 |
| 40 | 22,328 | 25,007 | 25,231 | 28,133 |
Для таврового соединения – Т8
Для таврового соединения с разделкой кромок ниже приведены данные для Т8 с двухсторонней разделкой.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 8 | 0,843 | 0,944 | 0,953 | 1,062 |
| 10 | 1,119 | 1,253 | 1,264 | 1,410 |
| 12 | 1,576 | 1,765 | 1,781 | 1,986 |
| 14 | 1,929 | 2,160 | 2,180 | 2,431 |
| 16 | 2,470 | 2,766 | 2,791 | 3,112 |
| 18 | 3,512 | 3,933 | 3,969 | 4,425 |
| 20 | 4,022 | 4,505 | 4,545 | 5,068 |
| 22 | 4,840 | 5,421 | 5,469 | 6,098 |
| 24 | 5,422 | 6,073 | 6,127 | 6,832 |
| 26 | 6,366 | 7,130 | 7,194 | 8,021 |
| 28 | 7,022 | 7,865 | 7,935 | 8,848 |
| 30 | 8,090 | 9,061 | 9,142 | 10,193 |
| 32 | 8,821 | 9,880 | 9,968 | 11,114 |
| 34 | 10,015 | 11,217 | 11,317 | 12,619 |
| 36 | 10,819 | 12,117 | 12,225 | 13,632 |
| 38 | 12,138 | 13,595 | 13,716 | 15,294 |
| 40 | 13,017 | 14,579 | 14,709 | 16,401 |
| 42 | 14,461 | 16,196 | 16,341 | 18,221 |
| 44 | 15,412 | 17,261 | 17,416 | 19,419 |
| 46 | 16,983 | 19,021 | 19,191 | 21,399 |
| 48 | 18,008 | 20,169 | 20,349 | 22,690 |
| 50 | 19,703 | 22,067 | 22,264 | 24,826 |
| 52 | 20,803 | 23,299 | 23,507 | 26,212 |
| 54 | 22,624 | 25,339 | 25,565 | 28,506 |
| 56 | 23,797 | 26,653 | 26,891 | 29,984 |
| 58 | 25,743 | 28,832 | 29,090 | 32,436 |
| 60 | 26,989 | 30,228 | 30,498 | 34,006 |
Полезная статья – Как найти себя по фамилии в реестре сварщиков НАКС
Для ремонта (подварки)
Если необходимо выполнить ремонт сварного соединения и нужно рассчитать количество материалов, Вам необходимо использовать данные из таблицы, приведённой ниже.
| Без подварки корня шва | С подваркой корня шва | |||
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | Толщина деталей, мм | Глубина ремонтной выборки, мм | Требуемое количество, кг/ 1 метр |
| 2-3 | 0,11 | 8-12 | 3 | 0,388 |
| 4-5 | 0,134 | 12-28 | 4 | 0,539 |
| 6-8 | 0,179 | св. 30 | 5 | 0,784 |
Ручная дуговая электродами (MMA)
56.34%
В среде аргона неплавящимся электродом (TIG)
8.45%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG)
23.94%
Под слоем флюса
2.82%
Газовая
8.45%
Проголосовало: 71
Поштучный расход электродов
Если необходимо посчитать расход количества в штуках, то это можно сделать, воспользовавшись следующей формулой:
N=H/Mэл,
где Н — это общий расход в кг;
Мэл — масса одного электрода (берется из таблицы ниже).
Таблица — Масса 1 шт. — (Мэл)
| Диаметр, мм | Масса, кг |
| 2,5 | 0,02 |
| 3,0 | 0,032 |
| 4,0 | 0,053 |
| 5,0 | 0,083 |
H — берется из таблицы (или рассчитывается по формулам, описанным выше), с учетом длинны шва. Так как данные в таблицы даны на 1 метр сварочного шва.
Пример расчета: если свариваемые детали толщиной 3 мм с разделкой С17 вариться будут в вертикальном положении электродами 2,5 мм, то значение Н по таблице на 1 м шва равняется 0,211 кг. Если сваривать нужно 2 м шва, то Н=2*0,211=0,422 кг.
В этом случае расчет электродов будет такой: N=0,422/0,02=22 шт.;
Полезная статья — Как варить нержавейку электродом
Расчет расхода при сварке труб
Если предстоит сварка труб и нужно посчитать расход электродов при сварке, то можно воспользоваться следующими способами:
- Воспользоваться нашим калькулятором.
- Найти данные в таблицах из ВСН 416-81 и ВСН 452-84 в которых уже приведена норма расхода электродов на 1 стык.
В тех же случаях, когда нужный типоразмер трубы отсутствует в таблицах ВСН можно воспользоваться следующей формулой:
Нт=Н*lшва
где Н — расход на 1 требуемой разделки (данные приведены в таблице ниже)
lшва — длина шва, она считается по формуле длины окружности — lшва=Dтр * 3,14
| С2 | |
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы |
| 3 | 0,119 |
| 4 | 0,162 |
| 5 | 0,183 |
| С17 | С19 | ||
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы | Толщина деталей, мм | Н, кг/ 1 метр шва трубы |
| 4 | 0,382 | 3 | 0,415 |
| 5 | 0,513 | 4 | 0,535 |
| 6 | 0,665 | 5 | 0,679 |
| 7 | 0,834 | 6 | 0,955 |
| 8 | 1,099 | 8 | 1,378 |
| 10 | 1,676 | 10 | 2,004 |
| 12 | 2,18 | 12 | 2,571 |
| 14 | 2,785 | 15 | 4,137 |
| 16 | 3,486 | 16 | 4,534 |
| 18 | 4,157 | 18 | 5,378 |
| У18 | У19 | ||
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы | Толщина деталей, мм | Н, кг/ 1 метр шва трубы |
| 6 | 0,511 | 6 | 0,799 |
| 8 | 0,862 | 8 | 1,183 |
| 10 | 1,301 | 10 | 1,584 |
| 12 | 1,831 | 12 | 2,484 |
| 14 | 2,45 | 14 | 3,123 |
| 16 | 3,157 | 16 | 3,769 |
| 18 | 3,956 | 18 | 4,372 |
| 20 | 4,843 | 20 | 4,833 |
| У5 | ||
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы — до. Ø194 | Н, кг/ 1 метр шва трубы — св. Ø194 |
| 6 | 0,643 | 0,672 |
| 7 | 0,78 | 0,813 |
| 8 | 0,933 | 0,969 |
| 10 | 1,289 | 1,333 |
| 12 | 1,707 | 1,76 |
| 14 | 2,19 | 2,249 |
| 16 | 2,737 | 2,805 |
| 18 | 3,349 | 3,424 |
| 20 | 4,024 | 4,107 |
Пример расчета: Для трубы диаметром 89х7, разделка С17, неповоротный стык. Из таблицы приведённых выше для разделки С17 при сварке в потолочном положении выбираем соответствующее значение расхода Н — 0,834. Далее производим расчет Нт=0,089*3,14*0,834= 0,233 кг на 1 стык.
Расчет расхода при сварке профиля
При сварке профиля такого как двутавр, швеллер профильная труба и так далее используются те же нормы что и для сварки листового металла. Их методика приведена в разделе — ЗДЕСЬ.
Важной особенностью, которую стоит учитывать, это длительность проведение процесса. Чем более длинные швы и более продолжительная сварка, тем выше процент угара металла, а соответственно выше потери.
Также зачастую сварка металлоконструкций происходит на высоте что осложняет процесс работы и увеличивает потери. Здесь существует простая закономерность — чем сложнее сварщику работать, тем больше будет затрачено материалов и времени.
Какое количество электродов в 1 кг
Зависимости от диаметра, количество электродов в одном килограмме отличается. Данные для различных диаметров приведены в таблице ниже
| Диаметр, мм | Штук в 1 кг |
| 2,5 | 50 |
| 3,0 | 31 |
| 4,0 | 19 |
| 5,0 | 12 |
Как уменьшить расход
Для уменьшения потерь сварочных материалов без ухудшения качества получаемых изделий, можно использовать следующие рекомендации:
- При покупке крупных партий проводить входной контроль и проверять качество электродов. Это позволит выявить некачественные материалы, которые будут забракованные или использованы лишь частично.
- Применять полуавтоматические и автоматические методы сварки в тех случаях, где это возможно. При сварке в среде защитных газов использовать в смеси газов, содержащие гелий и аргон для снижения разбрызгивания.
- Проводить процесс на постоянном токе и использовать обратную полярность.
- Выполнять процесс на оптимальных режимах (без завышения силы тока) для уменьшения угара.
Напишите в комментариях как вы считаете, что больше всего влияет на расход.
РАСХОД ЭЛЕКТРОДОВ НА СВАРКУ ТРУБ
РАСХОД ЭЛЕКТРОДОВ НА СВАРКУ ТРУБ
Расход электрода при сварке труб
Диаметр | Сх. № | кг / соединение | кг (с |
1 / 8 | СТД 40 | 0,00183 | 0,00229 |
XS 80 | 0,00190 | 0,00315 | |
1 / 4 | СТД 40 | 0,00250 | 0,00425 |
XS 80 | 0,00353 | 0,00586 | |
3 / 8 | СТД 40 | 0,00337 | 0,00559 |
XS 80 | 0,00498 | 0,00827 | |
1 / 2 | СТД 40 | 0,00536 | 0,00890 |
XS 80 | 0,00802 | 0,0133 | |
ХХS | 0,0214 | 0,0355 | |
3 / 4 | СТД 40 | 0,00721 | 0,0120 |
XS 80 | 0,01097 | 0,0182 | |
ХХS | 0,0309 | 0,0513 | |
1 | СТД 40 | 0,01149 | 0,0191 |
XS 80 | 0,01763 | 0,0293 | |
ХХS | 0,05193 | 0,0862 | |
1 1 / 4 | СТД 40 | 0,0159 | 0,0264 |
XS 80 | 0,0252 | 0,0418 | |
ХХS | 0,0685 | 0,1137 | |
1 1 / 2 | СТД 40 | 0,0194 | 0,0320 |
XS 80 | 0,0315 | 0,0523 | |
ХХS | 0,0974 | 0,1617 | |
2 | СТД 40 | 0,0268 | 0,0445 |
XS 80 | 0,0459 | 0,0762 | |
ХХS | 0,1461 | 0,2425 | |
2 1 / 2 | СТД 40 | 0,0503 | 0,0835 |
XS 80 | 0,0832 | 0,1381 | |
ХХS | 0,1732 | 0,4535 | |
3 | СТД 40 | 0,0684 | 0,1135 |
XS 80 | 0,1183 | 0,1964 | |
ХХS | 0,3961 | 0,6575 | |
3 1 / 2 | СТД 40 | 0,0847 | 0,1406 |
XS 80 | 0,1532 | 0,2543 | |
4 | СТД 40 | 0,1037 | 0,1721 |
XS 80 | 0,1889 | 0,3136 | |
ХХS | 0,6465 | 1,073 | |
5 | СТД 40 | 0,1491 | 0,2475 |
XS 80 | 0,2850 | 0,4731 | |
ХХS | 0,9918 | 1,6464 | |
6 | СТД 40 | 0,2054 | 0,3410 |
XS 80 | 0,4407 | 0,7316 | |
ХХS | 1,556 | 2,583 | |
8 | СТД 40 | 0,344 | 0,571 |
XS 80 | 0,757 | 1,267 | |
ХХS | 2. | 3,523 | |
10 | СТД 40 | 0,538 | 0,8931 |
XS 60 | 0,951 | 1,577 | |
ХХS 140 | 4. | 5,942 | |
12 | СТД | 0,673 | 1.117 |
XS | 1,134 | 1,882 | |
ХХS 120 | 5. | 8.332 | |
14 | СТД 30 | 0,74 | 1,228 |
XS | 1,25 | 2,075 | |
16 | СТД 30 | 0,848 | 1. |
XS 40 | 1,432 | 2,377 | |
18 | СТД | 0,956 | 1,587 |
XS | 1,615 | 2,681 | |
20 | СТД 20 | 1,064 | 1,766 |
XS 30 | 1,798 | 2,985 | |
22 | СТД 20 | 1,172 | 1,946 |
XS 30 | 1,981 | 3,288 | |
24 | СТД 20 | 1,279 | 2,123 |
XS | 2,165 | 3,594 | |
26 | СТД | 1,387 | 2,302 |
XS 20 | 2,348 | 3,898 | |
28 | СТД | 1,495 | 2,482 |
XS 20 | 2,531 | 4. | |
30 | СТД | 1,603 | 2,661 |
XS 20 | 2,714 | 4,505 | |
32 | СТД | 1,711 | 2,840 |
XS 20 | 2,897 | 4,809 | |
34 | СТД | 1,809 | 3,003 |
XS | 3,08 | 5. | |
36 | СТД | 1,926 | 3,197 |
XS | 3,227 | 5,357 | |
38 | СТД | 2,035 | 3,378 |
XS | 3,447 | 5,722 | |
40 | СТД | 2,142 | 3,556 |
XS | 3. | 6.026 | |
42 | СТД | 2,250 | 3,735 |
XS | 3,813 | 7,550 | |
44 | СТД | 2,358 | 3,914 |
XS | 3,996 | 6,633 | |
46 | СТД | 2,466 | 4,094 |
XS | 4. | 6,937 | |
48 | СТД | 2,574 | 4,273 |
XS | 4,362 | 7.241 |
Влияние покрытия TiO2/SiC/SiO2 на расход графитового электрода в состояниях сублимации и окисления по данным моделирования ЭДП и экспериментальных методов
ScienceDirect
Корпоративный знак Insign In/Register
View PDF
- Доступ через Ваше учреждение
Том 420, 25 августа 2021 г. , 127340
HTTPS:/10/1016. surfcoat.2021.127340Получить права и содержание
Графитовые электроды, потребляемые в дуговой печи, составляют большую часть затрат на производство стали; следовательно, затраты, связанные с производством стали, могут быть снижены за счет снижения расхода электродов. Надлежащее покрытие электродов является одним из многих решений, разработанных в ходе эволюции дуговых печей, которое может снизить расход электрода [1,2]. В настоящем исследовании используются два метода моделирования и экспериментальный метод для анализа эффектов использования TiO 2 /SiC/SiO 2 покрытие расхода графитового электрода. Учитывая сложность, присущую аналитическим методам, используемым для определения расхода графитового электрода, вызванного окислением, в этом исследовании были проведены эксперименты и тесты, чтобы получить более точное представление о расходе электрода, вызванном окислением. Кроме того, высокоэффективный метод моделирования был использован для более глубокого понимания расхода электрода в режиме сублимации. Результаты лабораторных испытаний показали, что потребление графитового электрода из-за окисления может быть оптимизировано, если электрод покрыт двумя слоями TiO 9 .2032 2 /SiC/SiO 2 покрытие. По результатам моделирования также было обнаружено, что покрытие электрода слоями TiO 2 /SiC/SiO 2 различной толщины эффективно для изменения конической высоты головки графитового электрода.
В электродуговых печах, используемых для плавки стали, электрическая энергия преобразуется в тепло для плавки металлов путем создания дуги либо между графитовыми электродами и металлической шихтой, либо между самими электродами. В этом процессе для создания электрической дуги может использоваться любой из двух видов постоянного или переменного электрического тока [3]. Электродуговая печь, используемая для целей настоящего исследования, питается трехфазным переменным током.
При прохождении электрического тока через электрод между электродом и металлом устанавливается электрическая дуга, в результате чего он начинает плавиться. Как показано на рис. 1, постоянное потребление графитовых электродов происходит как из-за сублимации, так и из-за окисления, при которых обычно выделяется монооксид углерода (CO). Слой СО, образующийся вокруг электрода, снижает воздействие кислорода на графит, и все, что влияет на этот защитный слой, приводит к ускоренным потерям при окислении [5].
Увеличение количества СО и кислорода в печи увеличивает расход электрода, поскольку кислород не только соединяется с СО с образованием СО 2 , но и окисляет электрод. Следовательно, количество и способ потребления кислорода в дуговой печи влияет на расход электрода [7,6]. На рис. 2 показана окисленная поверхность электрода.
Примеры огромного количества исследований, проведенных к настоящему времени по процессам в электродуговых печах, включают исследования, направленные на разработку комплексной гидродинамической модели реакции горения в электродуговых печах [8], распределение лучистого теплообмена в электродуговых печах с использованием вычислительных гидродинамика [9], моделирование электродуговых печей и зависимость джоулевого нагрева от свойств шлака [10], 3D-моделирование сжигания угля и облучения электродов в электродуговых печах с использованием вычислительной гидродинамики в среде ANSYS FLUENT 14. 0 [11], моделирование электродуговой печи постоянного тока формы и глубины погружения, а также зависимость джоулевого нагрева от свойств шлака [12], численное исследование дуговых электропечей для прогнозирования распределения температуры печи [13], численное моделирование электрического вихря и переноса жидкости в электродуговых печах постоянного тока, оборудованных электрическими напольное охлаждение [14], динамическое моделирование дуговых печей с использованием SIMULINK/MATLAB на основе различных резисторов электродуговых печей с учетом случайного поведения [15], моделирование электродуговых печей с новыми временными диапазонами для изучения вопросов качества энергии [16], 3D моделирование теплового поведения жидкости в электродуговых печах [17] и использование программного обеспечения APSS для динамического моделирования системы рекуперации тепла в паровые печи [18]. В этом исследовании будет показано, что метод моделирования CFD является мощным инструментом для проектирования и разработки электродуговых печей.
Надлежащее покрытие электродов является одним из многих решений, разработанных в ходе эволюции дуговых печей, которое может снизить расход электродов [1,2]. Большое разнообразие материалов (а именно керамических частиц), таких как Al 2 O 3 [19], Al 2 O 3 /SiO 2 [20], SiC [21], BN [22]. ], TiN [23] и SiC/SiO 2 [24] до сих пор использовались для покрытия поверхностей графитовых электродов. Более того, технология, запатентованная в 1999 г.3 использовали процесс распыления металла для покрытия боковой поверхности графитовых электродов TiN в качестве защитного слоя от дугового разряда, высокотемпературного окисления и механического износа [25]. Плечо и др. изучали влияние как используемого защитного слоя, так и таких технологических процессов, как парохимическое осаждение (CVD) и скользящие методы, на окисление графитовых электродов. Ссылка [26] представили новый процесс покрытия углеродистых материалов, в котором слой алюминия первоначально использовался для покрытия смеси алюминиевого клея, карбида кремния, TiO 2 и борной кислотой, и два слоя на втором этапе спекались в индукционной печи. Среди различных методов нанесения графитового покрытия методом суспензионного спекания, химической реакции из паровой фазы, химического осаждения из паровой фазы, пакетной цементации и электрофонического осаждения [27,19], метод суспензионного спекания считается самым простым и быстрым из-за его низкой скорости процесса. время и надежность покрытия, создаваемого на объектах сложной геометрической формы. И это несмотря на то, что некоторые исследования показали, что покрытие графита SiC является наиболее эффективным методом из-за плотного слоя аморфного SiO 9 .2032 2 образовались на поверхности графита [28,29].
С температурой плавления 1843°С и температурой кипения 2972°С TiO 2 Обладает такими важными свойствами, как высокая прочность, высокая коррозионная стойкость и поглощение ультрафиолетового света [30]. С другой стороны, SiO 2 представляет собой твердый материал с температурой плавления 1713°С и температурой кипения 2230°С. Более того, он нашел широкое промышленное применение благодаря своему изобилию и таким уникальным свойствам, как превосходная биосовместимость, высокая температура плавления, устойчивость к тепловому удару и стабильность [31]. Используется в качестве покрытия, SiO 2 повышает стойкость подложки к окислению [33,34]. Как еще один материал, представляющий большой интерес, SiC обладает большой твердостью, высокой температурой плавления около 2700 °C, низким электрическим сопротивлением и высокой теплопроводностью [32]. Было показано, что покрытия, содержащие SiC, обладают повышенной стойкостью к окислению и тепловым ударам [38]. Было показано, что покрытие, содержащее как частицы SiO 2 , так и частицы SiC, обладает большей устойчивостью к окислению, чем покрытие, содержащее только частицы SiC [35, 39].]. При этом комбинация SiO 2 и TiO 2 не только дает кристаллы меньшего размера с меньшей шероховатостью поверхности [36], но и приводит к лучшей адгезии покрытия к подложке [37]. В то время как TiO 2 повышает твердость и модуль упругости покрытия, SiO 2 улучшает коррозионную стойкость покрытия и сцепление слоев [36]. Наконец, было заявлено, что покрытия, содержащие комбинированные SiO 2 и TiO 2 , снижают расход электрода [40].
На основании приведенных выше наблюдений в настоящем исследовании используется новая комбинация частиц TiO 2 /SiC/SiO 2 для создания защитного покрытия на графитовых электродах. Как показали термодинамические исследования, три типа частиц, используемых в покрытии, достаточно стабильны при высоких температурах [41, 42] и, следовательно, должны представлять собой потенциальное покрытие для защиты графита при высоких температурах дуговой печи. Кроме того, непрерывное применение графитовых электродов подтверждается как исследованиями моделирования на основе сублимации, так и экспериментальными результатами расхода электродов, вызванного окислением.
Фрагменты разделов
Для целей данного исследования уравнения, управляющие системой, дискретизируются и решаются с использованием метода вычислительной гидродинамики. Соответствующее моделирование также выполняется в среде Ansys Fluent для изучения влияния различных задействованных параметров.
Упрощенные формы уравнений движения жидкости не дают удовлетворительных решений для задач, связанных со сложными сегрегированными потоками или с областями, испытывающими сильные вязкие и невязкие взаимодействия.
В связи с высокой эффективностью и точностью имитационного исследования в настоящем исследовании было смоделировано дуговую печь для исследования расхода электрода в режиме сублимации с использованием графитированных электродов без покрытий и с покрытиями. Кроме того, были проведены сравнения изменения расхода электрода за счет сублимации в этих двух режимах.
Процедура нанесения покрытия.
Смесь TiO 2 /SiC/SiO 2 была приготовлена в соответствии с инструкциями, описанными ранее, и полученная суспензия была нанесена кистью на поверхность образцов графитовых электродов. В таблице 5 приведены составы нанесенных покрытий.
Для исследования стойкости электродов к нагреву или окислению образцы графитовых электродов помещали в индукционную печь с максимальной теплоемкостью 1200 °C, где они подвергались воздействию температур 400, 700,
Исходные данные в Таблице 6 следует учитывать при анализе затрат и выгод графитовых электродов с покрытием.
Понятно, что для производства 200 тонн расплава расходуется 420 кг графитового электрода.
В таблице 7 приведены затраты, связанные с подготовкой материалов покрытия, необходимых для производства 200 тонн расплава, а также закупочная стоимость графитированных электродов.
Результаты моделирования показывают, что использование электродов с покрытием приводит к снижению веса графитового электрода на 9,66 кг (т. е. 2,3%). скорости определялись для различных режимов работы электродуговой печи. Было установлено, что электрод расходуется в следующих двух частях электрода:
- 1.
На головке электрода для преобразования ее из цилиндрической в коническую форму;
- 2.
По длине головки электрода.
Из-за высокой тепловой нагрузки, создаваемой на головке электрода, изменение диаметра
Концепция и дизайн исследования: Хоссейн Алиан Могадам, Маджид Джаббари, Саид Данешманд, Саид Расули Джази, Арезу Хосрави;
сбор данных: Хоссейн Алиан Могадам, Маджид Джаббари, Саид Данешманд, Саид Расули Джази, Арезу Хосрави;
анализ и/или интерпретация данных: Хосейн Алиан Могадам, Маджид Джаббари, Саид Данешманд, Саид Расули Джази, Арезу Хосрави.
Составление рукописи: Хоссейн Алиан Могадам, Маджид Джаббари, Саид Данешманд, Саид Расули Джази, Арезу Хосрави;
пересмотр
Авторы заявляют, что у них нет известных конкурирующих финансовых интересов или личных отношений, которые могли бы повлиять на работу, представленную в этой статье.
Каталожные номера (43)
- G.S.E. Антипас и др.
Бесконтейнерное исследование ближнего порядка в высокотемпературных оксидных системах Fe–Si–Al–Ca–Mg–Cr–Cu–Ni
Дж. Мол. Структура
(2012)
- З. Фу и др.
Анализ стабильности покрытий SiO2/SiC на матричном графите для твэлов ВТР-10
Nucl. англ. Дес.
(2011)
- П. Ван и др.
(ZrB2–SiC)/SiC защитные покрытия от окисления для графитовых материалов
Ceram. Междунар.
(2015)
- Ю. Ли и др.
Окисление в широком диапазоне температур
Композ.
Часть B(2018)
- К. Ся и др.
Получение антиокислительного покрытия SiC/SiO2 на углеродных волокнах из винилтриэтоксисилана золь-гель методом
Заявл. Серф. науч.
(2013)
- Ю. Конг и др.
Нанесение композита расширенный графит/аттапульгит. Материалы в качестве электродов для очистки текстильных сточных вод
Заяв. Глина наук.
(2009)
- Z.Q. Фу и др.
Окислительные характеристики матричного графита с покрытием SiO2/SiC топливного элемента высокотемпературного газоохлаждаемого реактора
Nucl. англ. Дес.
(2013)
- Нечепуренко А. и др.
Защита графита от окисления покрытиями BN
J. Solid State Chem.
(2000)
- Г. С. Цзяо и др.
Многокомпонентное стойкое к окислению покрытие для углерод/углеродных композитов с покрытием sic при высоких температурах
Матер.
науч. англ.(2008)
- С. Чжан и др.
Улучшение смачиваемости водой и стойкости к окислению графита с помощью золь-гель покрытий Al2O3/SiO2
J. Eur. Керам. соц.
(2003)
Трехмерное численное моделирование электродуговых печей для производства MgO
J. Mater. Процесс. Технол.
(2014)
Анализ проблем качества электроэнергии в электродуговой печи с помощью моделирования
Энергетика
(2016)
Моделирование трехфазной дуговой электропечи для оценки пульсаций напряжения в сети электропередачи
Электр. Система питания Рез.
(2017)
Параметрическое исследование теплообмена в электродуговой печи и системе охлаждения
Заявл. Терм.
англ.
(2017)
CFD-анализ влияния свойств шлака, формы электрода и глубины погружения на нагрев электродуговой печи при переработке ферроникеля
Заявл. Мат. Модель.
(2016)
CFD анализ влияния свойств шлака, формы электрода и глубины погружения на нагрев электродуговой печи при переработке ферроникеля
Заявл. Мат. Модель.
(2016)
Электрохимические свойства и применение графитового электрода, модифицированного наночастицами берлинской лазури
Датчики Приводы B Chem.
(2010)
Изготовление новых покрытых графитовых электродов для селективного определения ионов Cd2+ на наноуровне в биологических образцах и образцах окружающей среды
Электрохим. Acta
(2011)
М. StefanescuAME Metals Handbook
(1998)
Механизм расхода графитовых электродов в электросталеплавильных печах
(1971)
Технология поверхностей и покрытий, том 420, 2021, статья 127304
Одностадийное анодирование титановых фольг в электролитах на основе этиленгликоля, содержащих хромовые квасцы (KCr(SO 4 ) 2 ) в качестве источника хрома , был использован для синтеза легированных хромом нанотрубок TiO 2 с эффективной фотокатодной защитой из нержавеющей стали 403. Хромовые квасцы являются нетоксичным источником ионов Cr 3+ . Кроме того, также было исследовано влияние различных концентраций хромовых квасцов в растворе для анодирования на характеристики фотокатодной защиты. Концентрация хромовых квасцов в электролите влияла на характеристики изготовленных фотоэлектродов. Плотность фототока лучшего легированного хромом TiO 9Электрод из нанотрубок 2032 2 был в 2,4 раза выше, чем у нелегированного образца. Потенциал холостого хода синтетических пленок в сочетании с нержавеющей сталью 403 был смещен в сторону более отрицательных значений и обеспечивал эффективную фотокатодную защиту нержавеющей стали при световом облучении. Кроме того, светопоглощение и фотоэлектрохимическое поведение образцов нанотрубок TiO 2 , легированных хромом, улучшались под действием светового облучения по сравнению с нелегированными нанотрубками TiO 2 .
Исследовательская статья
Микроструктура и свойства плазменно-электролитического оксидного покрытия на 55% SiC
p /Al матричные композиты
Поверхность и технология покрытий, том 420, 2021, статья 127321
успешно приготовлено два защитное покрытие типы композитов с матрицей SiC p / Al методом плазменно-электролитического окисления (ПЭО), где композиты с матрицей SiC p / Al содержат большую объемную долю частиц SiC с размерами 60 мкм и 40 мкм соответственно. Кривые ток-время регистрировали в процессе ПЭО в режиме постоянного напряжения. Морфология поверхности и поперечного сечения, состав и адгезионная сила покрытий были охарактеризованы с помощью сканирующей электронной микроскопии (СЭМ), рентгеновской фотоэлектронной спектроскопии (РФЭС) и рентгеновской дифракции (РД), а также автоматическим тестером адгезии покрытия, соответственно. . Электрохимическое коррозионное поведение подложки и композитов с покрытием исследовали в 3,5% растворе NaCl методами потенциодинамических поляризационных тестов и ЭИС. Результаты показывают, что текущая тенденция изменения и особенности морфологии покрытия двух типов композитов были одинаковыми. Частицы SiC с большой объемной долей могут препятствовать формированию пленки и выбросу расплава, что приводит к грубым, неравномерным порам переменного размера, крупным расплавленным частицам и микротрещинам на покрытиях. На покрытии 60 мкм-SiC/Al присутствует абляция. Покрытие ПЭО в основном состояло из муллита, α-Al 9. 2032 2 O 3 , γ-Al 2 O 3 и аморфные фазы. Адгезионная сила покрытия на композите с матрицей SiC/Al 40 мкм (68,1 Н) лучше, чем у композита с матрицей SiC/Al 60 мкм (22,0 Н). Коррозионная стойкость матричного композита SiC p /Al была улучшена путем обработки плазменно-электролитическим оксидированием.
Исследовательская статья
Конструктивные соотношения алюминиевого сплава с покрытием, нанесенным микродуговым оксидированием
Технология поверхностей и покрытий, том 420, 2021 г., статья 127328
Напряжение и смещение покрытия и подложки были проанализированы в соответствии с конструктивными соотношениями алюминиевого сплава с покрытием, полученным методом микродугового оксидирования (МДО). Исследовано влияние текучести прослойки и подложки на конструктивные отношения. Это исследование выявило изменения соотношения перемещений между покрытием и подложкой при высоких и низких растягивающих напряжениях. Податливость прослойки привела к тому, что покрытие сместилось меньше, чем подложка. Результаты предоставили теоретическую основу для релаксации остаточных напряжений, большей зоны пластической деформации, обнаруженной в подложке, прилегающей к МДО-покрытию, а также для исчезновения пор и закрытия трещин на поверхности покрытия. Деформацию поверхности покрытия измеряли с помощью прибора YE2539.быстродействующий тензодатчик и тензодатчик BX120-5AA. Теоретическое напряжение поверхности покрытия сравнивали с измеренными результатами, показывая хорошую согласованность. Кроме того, результаты проверки наблюдения на месте в предыдущем исследовании подтвердили рациональность анализа теоретической модели. Кроме того, обсуждалось влияние остаточного напряжения на механические свойства образцов с МДО-покрытием. Остаточное сжимающее напряжение в МДО-покрытии способствовало улучшению механических свойств.
Исследовательская статья
Эпитаксиальное MOC
x : Конкуренция между кубическим Δ -MOC Y (111) и Hexagonal 16162 —
Технология покрытий, том 420, 2021, статья 127333 Тонкие пленки карбида молибдена толщиной 63–97 нм наносят методом реактивного магнетронного напыления на постоянном токе на подложки Al 2 O 3 (0001) при 1200 °C при 5 мТорр Ар — СН 4 газовые смеси с изменяющейся фракцией CH 4 f Ch5 = 0–10%. Рентгеновская дифракция θ- 2 θ сканов, ω -кривые качания, ϕ -сканы и карты обратного пространства в сочетании с фазовыми картами дифракции обратного рассеяния электронов показывают, что f 920 8% приводит к эпитаксиальным зернам δ -MoC y (111) с [112¯] δ -MoC || [112¯0] Al2O3 и двухосная текстурированная β -Mo 2 C(0001) с преимущественным [101¯0] β -Mo2C || [101¯0] Al2O3 ориентация в плоскости. Две фазы эпитаксиально зарождаются на подложке и/или поверх друг друга, после чего следует конкурентный режим роста, который приводит к преобладанию кубической δ -MoC y (111) или гексагональной β -Mo 2 C(0001) фаза при f Ch5 = 7 или 8% соответственно, и снижение плотности слоя, измеренное по отражательной способности рентгеновских лучей, что предполагает образование аморфных кластеров C выше стадии зарождения слоя. Отложение в нижней части F CH5 ≤ 6% приводит к поликристаллическому β -MO 2 C и/или BCC MO, в то время как более высокий F CH5 ≥ 10% Yields NANOCRYSTALLIN встроен в аморфную матрицу C. Увеличение f Ch5 также вызывает 3-кратное снижение скорости осаждения Мо, измеренное спектрометрией обратного рассеяния Резерфорда, и 18%-ное увеличение напряжения разряда, что связано с адсорбированным CH 4 и карбидообразование на поверхности мишени.
Исследовательская статья
Ковалентное связывание дырчатого слоя Si-SiC на графеновом аэрогеле с улучшенной кинетикой и способностью накапливать литий
Surface and Coatings Technology, Volume 420, 2021, Article 127336
-емкостные аноды для хранения лития. Однако кремниевые гости часто физически объединены с графеновой основой, а свободное пространство недостаточно и взаимосвязано, что не способствует структурной целостности и проникновению электролита. Здесь мы разрабатываем способ с использованием геля для химического связывания материалов на основе кремния с графеновыми матрицами с непрерывным скелетом и взаимосвязанной пористостью. В частности, дырчатые слои Si-SiC плотно намазаны и ковалентно связаны с графеновым (G) аэрогелем посредством магнезиотермического совместного восстановления взаимопроникающего геля, состоящего из SiO 2 и единицы оксида графена (GO). Каркасная структура на основе геля и перфорированный слой покрытия вместе с сильным ковалентным связыванием позволяют каркасному аноду Si-SiC/G демонстрировать хорошую циклическую долговечность (1060 мА ч г -1 после 100 циклов при 0,5 А г -1 ). и способность к высокой скорости (632 и 441 мА ч г 92 408 -1 92 409 при 5 и 10 А г 92 408 -1 92 409 соответственно).
Исследовательская статья
Нано двухфазные пленки высокоэнтропийного сплава CuNiTiNbCr, полученные методом мощного импульсного магнетронного распыления
Surface and Coatings Technology, Volume 420, 2021, Article 127325
Доказано, что двухфазные сплавы с высокой энтропией способны преодолевать компромисс между прочностью и пластичностью. Однако в пленках высокоэнтропийных сплавов трудно получить двухфазную структуру из-за чрезвычайно высокой скорости охлаждения в процессе приготовления и высокоэнтропийного эффекта самой пленки. В данной работе пленки двухфазного высокоэнтропийного сплава CuNiTiNbCr были получены методом импульсного магнетронного распыления большой мощности при различных рабочих давлениях. Состав, микроструктура, механические свойства и характеристики электрохимической коррозии были проверены с помощью энергодисперсионной спектроскопии (EDS), сканирующей электронной микроскопии (SEM), рентгеновской дифракции (XRD), просвечивающей электронной микроскопии (TEM), наноиндентирования, индентирования по Виккерсу и электрохимическая поляризация. Пленки CuNiTiNbCr демонстрируют двухфазную структуру, состоящую из матричной фазы ГЦК и осажденной фазы ОЦК, богатой медью. Пленка представляла собой двухслойную структуру, однофазную структуру ГЦК вблизи подложки и структуру ГЦК + ОЦК выше. По сравнению с фазой ГЦК двухфазная структура показала более высокую твердость. С увеличением давления осаждения структура пленки становилась более рыхлой, а твердость, ударная вязкость и коррозионная стойкость снижались из-за влияния структуры. Доказано, что мощное импульсное магнетронное напыление является возможным способом регулирования фазовой структуры и улучшения характеристик пленок высокоэнтропийных сплавов.
Посмотреть полный текст
© 2021 Elsevier B.V. Все права защищены.
Testwork повышает производительность графитового электрода основные испытания, направленные на усовершенствование графитовых электродов, используемых в электродуговых печах (ЭДП) по всему миру. Графитированные электроды являются неотъемлемой частью процесса производства стали в ЭДП и составляют значительную часть стоимости. Рынок этих графитовых электродов растет, и любые технологические достижения, которые продлевают срок их службы и снижают уровень потребления, имеют значительную рыночную привлекательность.
Компания Hexagon рада сообщить о результатах своей успешной предварительной технической разработки по добавлению обработанного природного графита в качестве добавки к синтетическим графитовым электродам, используемым на быстрорастущем рынке ЭДП для производства стали. Испытания чешуйчатого графита из проекта McIntosh, обработанного запатентованным ингредиентом и имеющего торговую марку « Performance+ », продемонстрировали положительную и прямую корреляцию между добавлением Performance+ и повышенной электропроводностью и долговечностью синтетических графитовых электродов.
Производители стали из ЭДП являются основными потребителями графитированных электродов, на долю которых приходится 90% всего производства (GrafTech International Ltd., 2019) . При сохраняющемся высоком спросе цены на 135% выше, чем в первом квартале 2017 года (Roskill, 2019) .
Графитированные электроды расходуются каждые 8-10 часов при производстве стали в ЭДП и, следовательно, являются важными затратами, только на покупку которых приходится от 3 до 5% затрат на производство стали (GrafTech International Ltd., 2019) . Тестирование показало, что компания Hexagon смогла успешно продлить срок службы графитовых электродов за счет уменьшения поперечного износа/эрозии электрода (окислительной деградации). Это было достигнуто за счет предварительной обработки очищенного графита запатентованным покрытием компании, а затем последующего смешивания добавки для повышения производительности с синтетическим графитом для производства графитовых электродов.
Увеличение срока службы электродов и снижение энергопотребления.
С помощью специальной присадки Hexagon на основе натурального графита для графитированных электродов ЭДП Компания смогла продемонстрировать снижение энергопотребления при минимизации расхода электрода при нормальной работе ЭДП.
Графитовые электроды обладают высокой термостойкостью (структурная целостность) и используются для проведения электричества при сохранении сверхвысоких температур (теплопроводность) расплавленной стали при выплавке стали в электродуговой печи. Технические разработки Hexagon продемонстрировали последовательное увеличение электропроводности и более низкий коэффициент теплового расширения, что позволило максимально увеличить электрическую эффективность и снизить потребление энергии.
Управляющий директор Hexagon Майк Розенстрайх прокомментировал : «Результаты Performance+ подчеркивают потенциал сокращения времени простоя и снижения энергопотребления, что ведет к снижению затрат и уменьшению углеродного следа в металлургической промышленности. Это существенные проблемы, стоящие перед сталелитейной промышленностью и ведущие к серьезному переходу на ЭДП, например, в Китае. Это решительно подтверждает нашу стратегию поиска ценных возможностей глубокого рынка для нашего природного графита, изложенную в нашем недавнем предварительном исследовании. Действительно, мы сосредоточены на реализации этой стратегии, используя ключевые элементы предварительного исследования и жизненно важные технические ноу-хау, полученные при изучении чешуек природного графита из проекта McIntosh, легированных определенным ингредиентом, которые в совокупности обеспечивают экономическую эффективность в сталеплавильном производстве. ”
КЛЮЧЕВЫЕ ПОЛОЖЕНИЯ
- Компания Hexagon разработала и испытала сверхвысокочистый концентрат природного графита 1 2 , обработанный специальной антиоксидантной добавкой для оптимизации характеристик и снижения стоимости экструдированных синтетических графитовых электродов. Этот материал был обозначен как « Performance+ ».
- Сканирующие электронные микрофотографии («РЭМ» на рисунках 1 и 2) иллюстрируют детальную микроскопическую внутреннюю структуру усовершенствованных электродов, предложенных в ходе этого испытания.
- Компания произвела в общей сложности 38 электродов из экструдированного графита; электроды, изготовленные с добавкой Performance+, продемонстрировали постоянное улучшение характеристик электрода, включая характеристики истинной плотности, объемной плотности и электропроводности, по сравнению с контрольной группой (электроды из 100% синтетического графита) , в частности;
° увеличение истинной плотности на 12 %
° повышение насыпной плотности на 4,5 %
° повышение электропроводности на 25 % - Эти результаты подчеркивают потенциал повышения электрических характеристик и увеличения долговечности/срока службы графитовых электродов для снижения эксплуатационных расходов. Работа Hexagon по техническим разработкам указывает на потенциально значительные новые рыночные возможности для ее преобразованного графитового материала, что согласуется с результатами ее исследования Downstream Scoping Study, опубликованного в мае 2019 года. в мире и представляет собой крупнейший рынок графитированных электродов.
- Все последующие технические работы были выполнены NAmLab 3 , независимой лабораторией Hexagon в США и коммерческим партнером. Природный графит, используемый для производства Performance+, был получен в рамках проекта McIntosh Graphite Project в Западной Австралии.
- Компания Hexagon ведет переговоры с несколькими потребителями и производителями графитированных электродов в США.
2827ae
______________________
1 Термически очищенный до ≥ 99,95% Углерод общий процент на вес ( вес. % C).
2 Размер чешуек графита -60/+100 меш.
3 NAmLab — базирующийся в США технический и коммерческий партнер Hexagon, чья личность не может быть раскрыта из-за обязательств по соблюдению конфиденциальности.
1. КОММЕНТАРИЙ
Электродуговые печи («ЭДП») используются для производства стали и считаются наиболее эффективной и экологически безопасной технологией производства, доступной в настоящее время. Благодаря уникальным физическим свойствам графитовые электроды являются критически важным незаменимым промышленным расходным материалом при производстве стали на основе ЭДП.
При средней цене продажи около 10 000 долларов США за тонну мировые мощности по производству графитированных электродов в 2018 году составляли примерно 800 000 тонн, а в 2019 году прогнозируется достижение 850 000 тонн ( GrafTech International Ltd., 2019) . В отчете Roskill (2019) сообщается, что в 2018 году на производство электродов было израсходовано около 750 000 тонн синтетического графита, что согласуется с оценками производства Graftech и подтверждает масштабность этой рыночной возможности
Изготовленный из предшественника нефтяного кокса, синтетический графит разработан в соответствии со строгими спецификациями с высокой чистотой и предсказуемыми электрическими, тепловыми и механическими свойствами, но он менее проводящий и значительно дороже, чем природный графит. В отличие от синтетического графита, природный чешуйчатый графит нельзя спекать (то есть формировать в блоки) , и поэтому его можно использовать только в качестве добавки для электродов.
Однако, учитывая значительный размер и высокий, устойчивый профиль спроса в индустрии графитированных электродов, а также в соответствии с заявленным направлением Hexagon на производство узкоспециализированных изделий из графита для промышленности и энергетики, Компания стремилась разработать добавку на основе природного графита для повышения производительности. электрические характеристики синтетических графитовых электродов. В дополнение к повышению электрических характеристик компания Hexagon стремилась продлить срок службы графитовых электродов за счет частичного замедления разложения электрода за счет создания стойкого к окислению слоя. Окисление является основным ограничением срока службы графитовых электродов.
2. «PERFORMANCE+» — ЗАДАЧИ РАЗРАБОТКИ
Высококачественные графитовые электроды имеют низкое удельное электрическое сопротивление и высокую износостойкость. Компания Hexagon полагала, что сможет улучшить обе эти рабочие характеристики, смешав добавку природного графита с электродами из синтетического графита.
Очищенный природный чешуйчатый графит имеет гораздо более прочную кристаллическую структуру, чем синтетический, и поэтому обладает большей электро- и теплопроводностью. Чем меньше элементных примесей в графите, тем лучше его электропроводность. Понимая это, компания Hexagon стремилась достичь максимальной электропроводности, используя натуральный чешуйчатый графит сверхвысокой чистоты, а не неочищенные материалы.
Расход графитового электрода при плавке является значительной составляющей себестоимости производства стали в ЭДП. Повышенная электропроводность позволяет снизить потери на потребление в электродах за счет использования более высоких напряжений и более низких токов (работа с длинной дугой) . Для дальнейшего повышения срока службы электродов компания Hexagon разработала антиокислительное покрытие для предварительной обработки с низким расходом, чтобы уменьшить потери электрода из-за бокового окисления. Окислительная деградация включает распад макромолекул под действием кислорода на графитовую подложку электрода.
Окисление вызывает расход или выгорание графита во время использования в процессе плавки. При нагревании на воздухе при повышенных температурах (например, когда графитовые электроды погружают в расплавленный металл ЭДП) графит сгорает (или окисляется) , что приводит к образованию летучей двуокиси углерода. Эта паразитная потеря углерода в виде летучих газов является основным ограничением срока службы графитовых электродов. Снижая линейный коэффициент теплового расширения («КТР»), антиоксидантное покрытие Hexagon для предварительной обработки натуральных чешуек улучшает структурную целостность электрода за счет увеличения плотности (снижение пористости) . Низкий коэффициент теплового расширения сводит к минимуму потребление электродов за счет максимального эффективного использования электроэнергии в электродуговой печи при сохранении ее структурной целостности.
Рисунок 2: https://www.globenewswire.com/newsroom/attachmentng/d71ac590-51f9-4ceb-b1c3-b92bb4691b49
3. . Из результатов, описанных выше и подробно описанных ниже, полезно дать краткий обзор процесса производства промышленных электродов и использования ЭДП в сталеплавильном производстве, признавая при этом, что другие области применения ЭДП также могут иметь значение.
Производство графитированных электродов представляет собой высокотехнологичный промышленный процесс с очень строгими техническими характеристиками, которые требуют соблюдения для обеспечения эффективной работы ЭДП.
По размеру электроды могут достигать ~81 см (32 дюйма) в диаметре, более ~3,4 м (11 футов) в длину и могут весить более 2,6 тонны. Срок изготовления от 3 до 6 месяцев.
При эксплуатации расход электрода варьируется от 2 до 3 кг на тонну стали и от 8 до 10 часов производства.
3.1 Производство графитовых электродов
Процесс производства графитовых электродов включает следующие основные процессы, изложенные ниже со ссылкой на испытательные образцы: смешивание с каменноугольным пеком с образованием густой пасты.
Добавка Hexagon’s Performance+ была добавлена к синтетическому графиту.
Пасту пропускали через запатентованный экструдер-смеситель с образованием удлиненных стержней одинакового диаметра.
Экструдированные графитовые стержни Hexagon были прокалены при 900 ̊C в инертной атмосфере (газообразный азот) в течение 15 часов.
После прокаливания графитовые стержни замачивали в растворе дегтярного пека на 1 час.
3.2 Электросталеплавильная промышленность
Производство стали в ЭДП росло примерно на 14% в год в 2017 году по сравнению с 4% в целом по производству стали. В результате растущей глобальной доступности стального лома и более устойчивой, высокой переменной стоимости и экологически чистой модели ЭДП. Спрос на нефтяной игольчатый кокс в аккумуляторных батареях для электромобилей ограничил предложение и подтолкнул рыночные цены вверх.
Roskill сообщает (2018) , что на производство стали в ЭДП приходится примерно 27% мирового производства, но только 7% производства стали в Китае. Перспективы роста положительны, особенно в Китае, где правительственные инициативы вынуждают переходить на электросталеплавильную печь от традиционного доминирования производителей стали с кислородно-конверторными печами. Эти инициативы являются результатом усилий по устранению избыточных производственных мощностей по производству стали и улучшению состояния окружающей среды. Метод EAF производит примерно 25% углекислого газа (или CO 2 ) выбросов конвертерного производства и не требует плавки первичной железной руды или сжигания угля. Кроме того, в результате значительного увеличения производства стали в Китае с 2000 года ожидается существенное увеличение поставок китайского лома, что может привести к снижению цен на лом и обеспечить китайскую сталелитейную промышленность местным ломом, которого раньше не было. Hexagon считает, что эти тенденции позволят производителям стали из ЭДП увеличить свою долю на рынке и расти более быстрыми темпами, чем производители стали из конвертерного металла, что приведет к увеличению спроса на графитированные электроды, что, в свою очередь, создаст потенциально значительный спрос и коммерческое внедрение усовершенствования электродов для ЭДП. добавки, которые снижают затраты и повышают производительность электродов для ЭДП.
4. РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
Испытания графитовых электродов Performance+ показали прямую зависимость между количеством природного графита, добавленного в электродную матрицу, и улучшенными характеристиками нескольких свойств электрода, включая (см. Таблицы 1-3) :
- повышенная электропроводность
- повышенная насыпная плотность
- улучшенные механические свойства
- потенциал для продления срока службы электрода
По мере увеличения весового процента добавления природного графита к синтетическому плотность электродов увеличилась, достигнув впечатляющих 1,62 г/см 3 при добавлении 2,5 мас.% хлопьев в электродную смесь .
Кроме того, тесты постоянно превосходили полностью синтетический контроль по плотности и проводимости.
В следующем разделе обсуждаются три ключевых параметра тестирования; Объемная плотность, истинная плотность и электропроводность.
4.1 Объемная плотность
Объемная плотность также называется кажущейся плотностью или объемной плотностью. Это характеристика объема разделенного материала, такого как порошки, зерна и гранулы.
Наилучшим результатом было улучшение на 4,5% с 1,55 г/см 3 до 1,62 г/см 3 при добавлении 2,5% Performance+.
Плотность может быть как показателем, так и результатом размера частиц, прочности и пористости, присущих конкретному графитовому материалу, поскольку чем больше размер частиц и больше отверстий, заполненных воздухом, тем ниже плотность.
Плотность графита может регулироваться сырьем, рецептурой и производственными процессами, используемыми для создания определенного сорта материала во время первоначального производства. Плотность готового графитового материала также может быть увеличена за счет использования добавок и пропиток, которые будут заполнять открытую пористость базового графитового материала.
Пористость является нежелательным явлением в электродах, поскольку пористость приводит к снижению плотности электрода и, как правило, к снижению механической прочности и электропроводности.
При сжатии графитовых чешуек под высоким давлением каждая из них сближается и, как следствие, увеличивается плотность объемного графита. Более высокая плотность объемного графита приводит к более высокой электропроводности, потому что электроны имеют большую связь для движения через частицу графита. Напротив, более низкая плотность объемного графита указывает на высокий уровень пустот, который сильно снижает подвижность электронов, что приводит к более низкой электропроводности объемного графита.
Насыпная плотность – это обычно то значение, которое указывается в большинстве спецификаций графитовых материалов.
Таблица 1: Определение объемной плотности.
| Graphite Electrode | Addition of Natural Graphite (%) | Addition of Synthetic Graphite (%) | Weight before Graphitization (g) | Weight after Graphitization (g) | Weight Lost during Graphitization (%) | Specimen Height (cm) | Specimen Volume (cm 3 ) | Electrode Bulk Density (g/cm 3 ) | |
| Hexagon P erformance+ additive | 2. 5 | 97.5 | 82.9 | 82.3 | 0.72 % | 10.03 | 50.80 | 1.62 | |
| Hexagon P erformance+ additive | 5 | 95 | 64.7 | 63.7 | 1.55% | 8.44 | 42.75 | 1.49 | |
| Hexagon P erformance+ additive | 7.5 | 92.5 | 58.1 | 56.6 | 2.58% | 6.98 | 35.38 | 1.60 | |
| Hexagon P erformance+ additive | 10 | 90 | 73.5 | 68.6 | 6.67% | 8. 68 | 43.97 | 1.56 | |
| Control (100% Synthetic Graphite) | 0 | 100 | 51.1 | 48.5 | 5.09% | 6.18 | 31.29 | 1.55 | |
4.2 Данные истинной плотности
Истинная плотность определяется путем деления массы частицы на ее объем без учета открытых и закрытых пор. Постоянная величина для материи, истинная плотность – это плотность почти чистой формы.
Истинная плотность в данном случае является мерой графитности материала. Лучшим результатом было увеличение на 12% с 1,95 г/см 3 в контрольном образце до 2,18 г/см 3 при добавлении 5% Performance+.
Высокая истинная плотность предполагает, что электроды изготовлены из материала с высоким содержанием графита, который должен быть максимально проводящим, чтобы обеспечивать наилучший уровень токопроводящей способности. При проверке истинной плотности переменная степень графитации была эффективно устранена.
Наивысшая зарегистрированная плотность была достигнута при добавлении 10 % Performance+, хотя идеальным является 5 %, когда к общему уравнению добавляется компонент механической прочности.
Table 2: True Density Determinations
| Graphite Electrode | Addition of Natural Graphite (%) | Synthetic Graphite Content (%) | Electrode True Плотность (г/см 3 ) |
| Hexagon P erformance+ additive | 2. 5 | 97.5 | 1.83 |
| Hexagon P erformance+ additive | 5 | 95 | 2.18 |
| Hexagon P erformance+ additive | 7.5 | 92.25 | no data |
| Hexagon P erformance+ additive | 10 | 90 | 2.24 |
| Control (100% Synthetic Graphite) | 0 | 100 | 1.95 |
| All electrodes были пропитаны двойной смолой (2PI). | |||
2162, является внутренним свойством, которое количественно определяет, насколько сильно данный материал сопротивляется потоку электрического тока. Низкое удельное сопротивление указывает на то, что материал легко пропускает электрический ток. Электропроводность или удельная проводимость обратны удельному электрическому сопротивлению и измеряют способность материала проводить электрический ток.
Наилучшим результатом было увеличение проводимости на 25% при снижении удельного сопротивления (обратного значения проводимости) с 11,88 мкОм·м в контрольном образце до 90,01 мкОм·м в электроде с добавлением 5% Performance+.
Электропроводность массивного графита рассматривается как функция его объемной плотности и температуры. В общем, увеличение давления сжатия механически уменьшает зазоры между углеродными частицами, напрямую улучшая электрический контакт. Электропроводность графита зависит от расстояния между каждой частицей и среднего размера частиц.
Чем выше концентрация природного чешуйчатого графита Hexagon в составе прессованных профилей, тем ниже удельное сопротивление. Это свидетельствует о положительном влиянии добавки Hexagon Performance+ на явление повышения проводимости графитовых электродов. При 5% и выше серия испытаний стала лучше, чем синтетический контроль, при большем процентном добавлении чешуйчатой добавки в рецептуру электрода. Рафинированные чешуйки достигли уровня удельного сопротивления контрольного состава 3PI при 5 мас. % добавления хлопьев к синтетике.
Table 3: Resistivity Determinations
| Wt.% addition into synthetic graphite | Hexagon natural Performance+ additive ( 2 PI ) | Синтетический контроль ( 2 ИП ) | Синтетический контроль ( 3 32018 ) |
| 0 | n/a | 11. 88 μΩ·m | 9.24 μΩ·m |
| 2.5 | 13.60 μΩ·m | ||
| 5.0 | 9.01 μΩ · m | ||
| 7.5 | 8.85 μΩ·m | ||
| 10 | 8.65 μΩ·m | ||
5. Методы испытаний
5.1 Производство электродов
Графитовые электроды были получены с помощью первой пустыни с нефтяной смотровой смолой или стабильной с помощью стабилированной системы с помощью стабилированной с помощью синтетической камеры, а также синтетической камеры, подготовленной в стационаре, с видами -гипсиированной, с помощью синтетической камеры. графит и легирующая добавка для образования густой пасты. Полученную пасту пропускали через запатентованный экструдер-смеситель NAmLab, чтобы сформировать удлиненные стержни одинакового диаметра, как показано на рис. 3.
Эти стержни прокаливали (т.е. обжигали) при 900°С в инертной атмосфере азота в течение 15 часов. После прокаливания графитовые стержни вымачивали в растворе смолистого пека в течение 1 часа, чтобы пек заполнил любые пустоты, давали высохнуть на воздухе, а затем снова прокаливали для превращения смоляного пека в пековый кокс. В зависимости от конкретных образцов этапы замачивания и прокаливания повторялись еще один-два раза (т. е. 2PI или 3PI), чтобы убедиться, что все зазоры внутри стержней заполнены связующим пековым коксом. Термическая обработка делает электроды более твердыми, но после 2-й и особенно 3-й ИП они также приобретают прочность.
После завершения этапа заключительного прокаливания измеряли сухую массу неграфитированных электродов перед графитированием при 2800°C. После извлечения из печи измеряли массу электродов для оценки потери веса электрода во время процесс графитизации.
Удельное сопротивление полученных графитированных электродов было испытано в соответствии со стандартом ASTM C611, который требовал механической обработки электродов с использованием токарного станка и прецизионных режущих инструментов до отношения длины к диаметру от 6:1 до 4:1.
Истинная плотность 23 электродов была измерена с помощью гелиевого мультипикнометра Quantachrome. Поскольку для этого испытания требовался порошкообразный материал, проверить истинную плотность всего электрода было невозможно. Вместо этого оставшаяся стружка, образовавшаяся при обработке неровных концов электродов, была отложена и измельчена; полученный порошок затем использовали для проверки истинной плотности. Истинная плотность — это мера того, насколько графичен материал; теоретическая истинная плотность чистого кристаллического графита 2,254 г/см 3 , а материал с истинной плотностью 1,9 г/см 3 является синтетическим и умеренно графитизированным. Утверждалось, что теоретическая истинная плотность графита не может быть измерена с помощью гелиевой пикнометрии из-за пористости частиц, но дробление электродов и прессование порошка позволило получить более точные показания истинной плотности.
Рисунок 3: https://www. globenewswire.com/NewsRoom/AttachmentNg/55572589-6a0a-4eb5-9b84-e10baf2c98fd
5.2 Определение насыпной плотности
Насыпную плотность электродов определяют путем деления веса электрода после графитизации на его объем. При использовании собственного экструдера NAmLab измеренные значения были близки к объемной плотности электродов промышленного производства, хотя некоторые значения плотности были немного ниже. Самая низкая объемная плотность, зарегистрированная в исследовании, составила 1,31 г/см 92 408 3 92 409, а самая высокая – 1,63 г/см 92 408 3 92 409 92 161 (см. соответствующие результаты в таблице 1) . Для справки, объемная плотность промышленных электродов варьируется от 1,58 до 1,65 г/см 3 .
Все электроды, произведенные в этом исследовании, имели фиксированный диаметр 2,54 см и различную длину, на что указывают различные данные по весу в таблице 1. Электроды после однократной пропитки пеком (обозначается как 1PI) и однократного прокаливания потеряли до 18-23% масс. при графитизации. Эти электроды имели наименьшую плотность в данной серии испытаний, четко обнаруживая значительное количество открытой пористости, и в дальнейшем здесь не упоминаются, поскольку они не имеют отношения к промышленному сектору.
Электроды, обозначенные как 2PI, имели наименьшее снижение массы летучих веществ во время графитизации (обычно от 0,5 до 5 мас.%) . Их результирующие значения насыпной плотности были заметно выше, возможно, вследствие эффективного заполнения пеком пор в экструдированных формах.
Важно отметить, что по мере увеличения массового добавления добавки Performance+ с натуральным чешуйчатым графитом к синтетическому графиту объемная плотность графитированных электродов увеличивалась.
5.3 Определение истинной плотности
В рамках данного исследования. NAmLab стремилась определить плотность (удельный вес) графитовых материалов с использованием аналитического метода пикнометрии газового (гелия) расширения. Это широко признанный метод точного определения объема кристаллического вещества, такого как графитовые электроды.
Гелиевый пикнометр работает по принципу вытеснения газа и зависимости объем-давление (закон Бойля) . Ожидается, что гелиевая пикнометрия даст значение 2,266 г/см 9 .2408 3 при 293K для монокристаллического графита 100%-ной чистоты. В этом исследовании использовался газовый мультипикнометр He/N 2 компании Quantachrome Instruments.
Образцы представляли собой порошки, изготовленные из измельченной машинной стружки 23 протестированных электродов. Для каждого электрода было проведено как минимум два измерения истинной плотности, а плотности усреднены для определения окончательных значений истинной плотности, представленных в таблице 3.
5.4 Удельное электрическое сопротивление
Удельное сопротивление графитированных электродов было оценено в соответствии с методом ASTM C 611-98, озаглавленным: «Удельное электрическое сопротивление изготовленных изделий из углерода и графита при комнатной температуре» .
В соответствии с вышеупомянутым методом испытаний через графитовый электрод пропускают слабый электрический ток, чтобы предотвратить нагрев образца, при этом измеряется напряжение на определенной длине поверхности графитового электрода, чтобы можно было рассчитать удельное сопротивление. Чтобы учесть анизотропию в цилиндрическом графитовом электроде, это измерение повторяется после последовательных 9вращения электрода на 0 градусов и/или испытанием обработанной формы в виде стержня. При тестировании цилиндра эти четыре измерения затем повторяются с использованием обратного потока тока и переключаемой конфигурации электрода вольтметра для учета любых эффектов памяти материала и погрешностей измерения напряжения. Результатом являются 16 отдельных измерений удельного сопротивления, которые при усреднении дают репрезентативную меру удельного сопротивления графитового электрода.
Электроды были подвергнуты испытанию удельного сопротивления по 4 точкам, результаты представлены в таблице 3.
Результаты разведки и оценки минеральных ресурсов
Информация в этом отчете, касающаяся результатов разведки, оценок целей разведки, геологических данных и минеральных ресурсов на проектах McIntosh и Halls Creek, основана на информации, собранной г-ном Майком Розенстрайхом, который сотрудник Компании. Г-н Розенстрайх является научным сотрудником Австралазийского института горного дела и металлургии и имеет достаточный опыт работы с рассматриваемыми типами минерализации и типами месторождений, а также с осуществляемой в настоящее время деятельностью, чтобы квалифицироваться как Компетентное лицо (лица), как это определено в Редакция 2012 года Австралазийского кодекса отчетности о результатах разведки, минеральных ресурсах и запасах руды, и он соглашается на включение этой информации в той форме и контексте, в которых она представлена в этом отчете.
Результаты металлургических испытаний
Информация в этом отчете, касающаяся результатов металлургических испытаний и обработки материала McIntosh, основана на информации, предоставленной рядом независимых лабораторий. Г-н Розенстрайх (упомянутый выше) руководил и обобщал результаты тестовой работы, представленные в этом объявлении. Высококвалифицированный и опытный исследователь NAmLab планировал, контролировал и интерпретировал результаты тестовой работы NAmLab. Г-н Майкл Чен был штатным сотрудником Hexagon Resources Limited в то время, когда были представлены эти результаты, и он также ознакомился с результатами металлургических испытаний. Г-н Чан является инженером-металлургом и членом Австралазийского института горного дела и металлургии. Г-н Чан и руководители NAmLab имеют достаточный соответствующий опыт, относящийся к рассматриваемому стилю минерализации и типам тестовых работ, а также к деятельности, которая в настоящее время проводится, чтобы получить квалификацию Компетентного лица (лиц), как это определено в издании Австралазийского Кодекс отчетности о результатах разведки, минеральных ресурсах и запасах руды и дал согласие на включение этой информации в той форме и контексте, в которых она представлена в настоящем отчете.
О компании Hexagon Resources Limited
Компания Hexagon Resources Limited зарегистрирована на Австралийской фондовой бирже («ASX») под тиккерным кодом «HXG». Компания владеет 100%-ной долей в графитовом проекте McIntosh в Западной Австралии и 80%-ной долей в графитовом проекте Ceylon в Алабаме, США. Сосредоточившись в настоящее время на последующей переработке графита и других энергетических материалов, компания Hexagon накопила обширные технические знания, основанные на испытательной работе своего чешуйчатого графитового материала в рамках проекта McIntosh, который применим и очень ценен для ряда специальных материалов. Компания сосредоточена на создании устойчивой акционерной стоимости за счет максимального увеличения краткосрочных возможностей роста для коммерциализации перерабатывающего бизнеса в США, где она наладила прочные технические, коммерческие отношения и отношения с инвесторами.
Узнайте больше на www.hexagonresources. com
Прогнозные заявления
другие законы. Прогнозные заявления в этом выпуске могут включать, среди прочего, заявления относительно будущих планов, затрат, целей или результатов деятельности Hexagon Resources Limited или предположения, лежащие в основе любого из вышеизложенного. В этом выпуске новостей такие слова, как «может», «мог бы», «будет», «будет», «вероятно», «верит», «ожидает», «предвидит», «намеревается», «план», «цель », «оценка» и подобные слова, а также их отрицательные формы используются для обозначения прогнозных заявлений. Прогнозные заявления подвержены известным и неизвестным рискам, неопределенностям и другим факторам, которые находятся вне контроля Hexagon Resources Limited и которые могут привести к тому, что фактические результаты, уровень деятельности, производительность или достижения Hexagon Resources Limited будут существенно отличаться от те, которые выражены или подразумеваются такими прогнозными заявлениями. Такие риски и неопределенности могут привести к тому, что фактические результаты, планы и цели Hexagon Resources Limited могут существенно отличаться от тех, которые указаны в прогнозной информации. Hexagon Resources Limited не может гарантировать, что ее планы будут реализованы. Эта и вся последующая письменная и устная прогнозная информация основана на оценках и мнениях руководства Hexagon Resources Limited на даты их составления и во всей своей полноте прямо оговорены в настоящем уведомлении. За исключением случаев, предусмотренных законодательством, Hexagon Resources Limited не берет на себя никаких обязательств по обновлению прогнозной информации в случае изменения обстоятельств, оценок или мнений руководства Hexagon Resources Limited.
Связаться с
Hexagon Resources Limited
Mike Rosenstreich
Генеральный директор и управляющий директор
Северные СМИ и Инвесторы Контакты:
G & W Communication Inc.
. [email protected]
10 часто задаваемых вопросов о GTAW
Опытные сварщики знают, что без нужной информации легко пожертвовать качеством, потерять время и, как правило, разочароваться в дуговой сварке вольфрамовым электродом (GTAW). ). И хотя есть смысл учиться методом проб и ошибок, если вы хотите перейти к точности GTAW, получение ответов на 10 очень простых вопросов может облегчить переход.
1. Должен ли я использовать резак с воздушным или водяным охлаждением?
Для приложений с малым током хорошо подходит горелка с воздушным охлаждением, охлаждаемая защитным газом. Эти горелки просты в эксплуатации и требуют минимальной настройки. Для приложений с большой силой тока вы по-прежнему можете использовать горелку с воздушным охлаждением, но кабель и горелка должны быть намного тяжелее и могут быть громоздкими в обращении.
Горелка с водяным охлаждением, в которой вода циркулирует через горелку и кабель, работает так же хорошо, но требует дополнительного оборудования и технического обслуживания. В этих горелках используется чистая деионизированная вода с фильтрами, которые предотвращают попадание загрязняющих веществ в систему охлаждения или трубку внутреннего диаметра горелки. Вам также может понадобиться использовать добавки для предотвращения роста водорослей.
Выбор системы с водяным охлаждением зависит от вашей готовности инвестировать в дополнительное оборудование, а также дополнительное время и деньги на техническое обслуживание. Однако многие сварщики предпочитают эти системы, потому что меньшая конфигурация горелки обеспечивает лучшую маневренность и снижает утомляемость оператора.
2. Когда следует использовать газовую линзу?
Газовую линзу следует использовать, когда ваше приложение требует повышенного покрытия защитным газом. Газовая линза уменьшает турбулентность и обеспечивает более продолжительный и ненарушенный поток газа, а также позволяет перемещать сопло дальше от детали, сохраняя при этом дугу или сварочную ванну в поле зрения. Использование большего сопла с газовой линзой, которая, следовательно, создает большую подушку защитного газа, может помочь при сварке таких материалов, как нержавеющая сталь и титан.
Противогазовая линза обеспечивает более прямое и широкое покрытие газом узких стыков, таких как внутренний угол, где доступ ограничен. В критических случаях, когда возможно атмосферное загрязнение, газовая линза может помочь снизить вероятность несплошностей сварного шва.
3. Каковы причины нестабильной дуги и как их устранить?
Использование вольфрама неправильного размера, будь то в приложениях переменного или постоянного тока, является одной из наиболее распространенных причин нестабильной дуги. Если вольфрам слишком велик для силы тока, дуга может вращаться вокруг конца вольфрама. И наоборот, если вольфрам слишком мал для силы тока, ток может расплавить электрод и вызвать неустойчивую дугу. Чтобы исправить любое из этих условий, подберите сварочный ток в соответствии с размером вольфрама, рекомендованным производителем.
Загрязненный вольфрам, вызванный наличием мусора на основном металле, окислением из-за неадекватного защитного газа или примесями газа из-за утечки, также может вызывать нестабильную дугу как на переменном, так и на постоянном токе. Чтобы решить эту проблему, замените или перешлифуйте вольфрам, убедитесь, что основной металл чистый, или увеличьте поток защитного газа, убедившись, что все ваши шланги не повреждены и не имеют утечек.
4. Как предотвратить загрязнение и обесцвечивание вольфрама?
Попадание вольфрама в сварочную ванну является одной из наиболее распространенных причин загрязнения. Эту проблему можно решить, переместив резак дальше от заготовки, что, в свою очередь, удлинит дугу. Прикосновение присадочного металла к вольфраму также может быть источником загрязнения, но нет четкого решения этой проблемы, кроме практики; метод проб и ошибок определит вашу лучшую технику.
Если вы считаете, что ваша техника не является причиной загрязнения или обесцвечивания вольфрама, убедитесь, что у вас есть достаточный поток газа, а также дайте достаточное время после продувки. Подождите несколько секунд после продувки — около 1 секунды на каждые 10 ампер сварочного тока.
Наконец, вы можете рассмотреть возможность использования источника питания, обеспечивающего высокочастотный пуск, если вы считаете, что использование метода пуска с нуля вызывает загрязнение.
5. Каковы причины чрезмерного расхода электрода и способы их устранения?
Использование слишком большого тока в данном приложении является основной причиной чрезмерного расхода электрода и наиболее легко решается путем увеличения размера вольфрама, изменения типа используемого вольфрама или уменьшения силы тока.
Использование неправильной полярности также может привести к чрезмерному расходу вольфрама. Во время сварки переменным током, например, использование большего положительного электродного тока может обеспечить большее очищающее действие, но также подвергает вольфрам большему току и, следовательно, потреблению. Вместо этого лучше установить источник питания ближе к отрицательному электроду на регуляторе баланса, чтобы свести к минимуму величину тока и время, затрачиваемое на электрод.
Использование неправильного или загрязненного защитного газа может привести к повышенному износу электрода. Обязательно используйте чистый аргон и проверьте шланги на наличие утечек из-за трещин или ослабленных фитингов.
6. Что вызывает пористость валика GTAW и как ее предотвратить?
Ослабленный шланг или компонент горелки являются основной причиной пористости. Устраняется подтягиванием фитингов. Если вы не можете найти ослабленные соединения шланга при визуальной проверке, вы можете поместить шланг в мыльную воду, пока не обнаружите утечку, и соответствующим образом затяните фитинги.
Использование неправильного защитного газа или газа с примесями также может привести к пористости. Это можно исправить, используя чистый аргон после использования азота для продувки трубопровода воздухом и скопившимся конденсатом. Сквозняки от вентиляторов или открытых дверей также могут привести к пористости, поэтому убедитесь, что ваша рабочая среда хорошо изолирована от сквозняков, или используйте газовую линзу, чтобы обеспечить лучшее покрытие газа.
Для предотвращения пористости, вызванной недостаточным потоком защитного газа, соблюдайте рекомендуемую скорость потока, которая составляет примерно от 10 до 20 кубических футов в минуту (CFM), в зависимости от применения. Это помогает обеспечить качество сварных швов.
7. Какой тип вольфрама следует использовать?
Четыре основных варианта вольфрама для GTAW: 2-процентный торированный вольфрам, чистый вольфрам, 2-процентный цериевый вольфрам и 1,5-процентный лантановый вольфрам.
Вольфрам с двухпроцентным содержанием тория является хорошим выбором при использовании источника питания постоянного тока, поскольку он сохраняет заостренную форму, устойчив к плавлению и обладает высокой пропускной способностью по току. При сварке тонкого алюминия (0,09 дюйма или менее) торированный вольфрам также является хорошей альтернативой чистому вольфраму, поскольку он создает более сфокусированную дугу. Торированный вольфрам рекомендуется использовать в проветриваемом помещении, а при подготовке принять меры по улавливанию пыли от шлифовки.
Чистый вольфрам хорошо подходит для сварки алюминия с использованием обычного источника переменного тока.
Двухпроцентный вольфрам с церием является хорошей альтернативой торированному вольфраму и обеспечивает хорошее зажигание дуги при малых токах, а также большую стабильность дуги. Этот тип вольфрама рекомендуется для сварки алюминия переменным током с инверторным источником питания.
Наконец, 1,5-процентный лантан-вольфрам чаще всего используется для применений, в которых требуется длительное время сварки и несколько перезапусков дуги.
8. Какова правильная процедура очистки недрагоценных металлов?
На основном металле не должно быть никаких загрязнений, включая грязь, краску и масло. Протрите основной металл тканью или очистите металлической щеткой, предназначенной для использования на конкретном материале. В частности, перед сваркой алюминия необходимо удалить окислы щеткой из нержавеющей стали вручную; не рекомендуется использовать электрическую щетку, так как она может снова впитать загрязняющие вещества в металл. Вы также можете использовать щелочной раствор для очистки алюминия. Если вы планируете использовать этот метод, обратитесь к местному дистрибьютору сварочных материалов, чтобы предоставить вам варианты продукции. Вы также можете обсудить несколько методов очистки со своим дистрибьютором, если не хотите использовать химикаты.
9. Как решить проблемы с высокочастотными помехами?
Неисправность электрического оборудования, такого как компьютеры, телефоны и радиоприемники, часто является признаком того, что вы испытываете высокочастотные помехи от источника сварочного тока.
Чтобы устранить такие высокочастотные помехи, начните с проверки заземления источника питания в соответствии с инструкциями по установке, приведенными в руководстве оператора. Кабели горелки и рабочие кабели должны быть как можно короче и располагаться близко друг к другу. Физическое отделение сварочного оборудования от устройств, которые могут создавать помехи, также является вариантом, но это может занять много времени и занимать слишком много места.
Если ничего не помогает, вы можете переключиться на источник питания на основе инвертора, который обеспечивает высокую частоту только для зажигания дуги.
10. Каковы причины и способы устранения дуги?
Дуговое выпрямление происходит, когда поверхностный оксид цветного металла выступает в качестве барьера, затрудняя поток электронов от заготовки к вольфраму, чем от вольфрама к заготовке. Чрезмерный шум дуги, нестабильная сварочная ванна или высыхающая сварочная ванна — все это признаки выпрямления дуги.
Вы можете либо увеличить скорость движения, либо уменьшить силу тока для приложения. Другой вариант — настроить регулятор баланса на источнике питания в сторону отрицательного электрода, что обеспечивает большее проникновение.
В крайнем случае переключитесь на инверторный источник питания, который предлагает усовершенствованную технологию прямоугольной волны.
Майк Сэммонс — менеджер по развитию бизнеса Weldcraft, 119 E. Graham Place, Burbank, CA , 800-752-7620 или 818-846-8181, факс 818-845-1542, [email protected], www. www.weldcraft.com. 9
Ключевые слова: расход графитового электрода в печи рафинирования
был проанализирован расход, боковой расход и расход на разрыв графитового электрода в печи LF. Благодаря таким эффективным мерам, как переработка и повторное использование сломанного электрода, переработка горячего шлака, разумный контроль температуры, выбор разумной системы электропитания, оптимизация контроля нижней продувки аргоном и внедрение устройства распыления электрода для электрода с водяным охлаждением, потребление электрода составляет 0, 55 кг / т, снижается до 0. Сталь 25 кг / т обеспечивает стабильное производство, достигает цели снижения себестоимости и повышения эффективности, создает условия для выживания и развития предприятия.
Расход графитового электрода влияет на себестоимость выплавки стали:
LF представляет собой особую форму электродуговой печи. В неокислительной атмосфере в качестве источника тепла используется тепло электрической дуги, образующееся между графитовым электродом и расплавленной сталью. Путем дугового нагрева, продувки аргоном и перемешивания в нижней части покрытия образуется шлак с высокой щелочностью для уменьшения шлака. Wuhu xinxing cast tube co., ltd. в 2012 году завершено и введено в эксплуатацию три печи ковшового рафинирования емкостью 120 тонн. Оборудование в основном используется для нагрева и играет хорошую роль в соединении между конвертером и непрерывной разливкой. В процессе рафинировочной печи LF расход электрического электрода обычно составляет 15-20% стоимости производства стали LF, что является важным экономическим показателем печи LF и одним из важных факторов, влияющих на стоимость производства стали. Особенно в настоящее время цена на графитовый электрод резко возросла, а стоимость потребления электрода растет день ото дня. В процессе использования графитового электрода печи LF возникает множество проблем, таких как разрушение, естественное осыпание стыка, проскальзывание электрода и размыкание и т. д., которые значительно увеличивают расход электрического электрода, увеличивают стоимость рафинирования. LF печи, и серьезно повлиять на процесс производства. Чтобы обеспечить производство печного оборудования LF в линии, улучшить состав расплавленной стали, скорость квалификации температуры и качество продукции, увеличить количество печей непрерывной разливки, эффективный контроль затрат, в процессе эксплуатации и использования функции электрода необходимо дальнейшее совершенствование.
Анализ механизма потребления графитового электрода:
Графитовый электрод в основном состоит из шлифовального порошка угольных шахт и графитовой смолы, которые могут преобразовывать электрическую энергию в тепловую для нагрева расплавленной стали. В процессе нагрева печи LF сам электрод подвержен окислению, потерям плавления, тепловым вибрациям и отслаиванию. Расход электрода в основном включает расход на конец электрода, расход на трещину и расход на сторону [2]. С точки зрения технологии плавки общий расход электрода при плавке можно разделить на побочное окисление и конечный расход.
- Графитовый электрод сломался и израсходовался
Графитовый электрод обычно ломается в самом высоком соединении или посадке электрода. В основном из-за того, что винт с головкой электрода не затянут или непрямое соединение между пылью не чистое, есть небольшой зазор, из-за большего контактного сопротивления между электродом и электродом, соединение будет локальным горячим, и из-за окисления ситуации , в процессе нагревания, из-за воздействия электромагнитной силы, система подъема электрода не стабильна, что приведет к высокому излому.
- Графитовый электрод боковой расход
Когда температура электрода 400 градусов Цельсия, поверхность графита будет
пропитана кислородом, происходит окисление, когда до 600 градусов Цельсия реакция окисления
должна быть более серьезной . Этот расход на стороне электрода составляет в основном
из-за реакции окисления на поверхности цилиндра на электроде. Поскольку скорость окисления
очень чувствительна к скорости воздушного потока и концентрации окисления около
электрода, при низком давлении кислорода в печи ЛЭ боковой расход на
меньше [6]. На практике, по сравнению с реакцией окисления углерода в печи LF, реакция слабой газификации углерода
не является первой причиной износа электрода.
- Расход на торец графитового электрода
Расход электрода состоит из испарения, термической очистки, растворения и химической реакции. Когда температура графита достигает 3650 ℃, происходит сублимация, а в процессе дугового нагрева внутренняя температура столба дуги намного превышает 3650 ℃. Во время использования электрода возникает термическое напряжение из-за разницы температур между различными частями, что приводит к явлению термического выкрашивания. При увеличении плотности тока дуги термическое скалывание будет усиливаться. Необоснованный контроль подачи воздуха на дно ковша на разных стадиях рафинирования или плохая регулировка силы энергии электрода приведет к контакту расплавленной стали с электродом и к его растворению. LF печь с низким напряжением, сильноточной системой питания приведет к более короткой длине дуги, дуга силой магнитного поля будет смещена наружу, в сочетании со столбом дуги на окружающем ее перемешивании шлака, интенсивная эрозия электрода шлаком, что приведет к эрозия электрода; Электрод реагирует с сильно окисленными компонентами, такими как FeO и MnO.
Мероприятия по снижению расхода графитовый электрод в рафинировочной печи ЛФ
- Сломанный электрод переработан и использован повторно потом переработал. Внутренние резьбы были обработаны с обоих концов и соединены с стыком графитового электрода. Электрод металлургический LF-84-общая фаза 244 настроен на повторное использование в 4 очереди августа 2018 года
- Переработка горячего шлака рафинирования
Горячий шлак печи LF имеет определенную щелочность, рафинирование шлака с понижением температуры, восстановление горячего шлака, благодаря перемешиванию аргона в сочетании с определенным количеством порошкового раскислителя, может быть быстро образовавшийся восстановительный шлак.
Время энергоснабжения и потребляемая мощность одной печи могут быть сокращены за счет переработки горячего шлака, и цель снижения потребления электрических экстремумов достигается.- Разумный контроль температуры
Повышение и стабилизация температуры подачи расплавленной стали в печь LF и максимальное снижение температуры на выходе для сокращения времени нагрева.
- Оптимизация системы электропитания
Как правило, короткая дуга и высокая мощность используются в начале рафинирования для быстрого плавления шлака. После плавления шлака выберите соответствующую длинную дугу, увеличьте входную мощность, быстрый нагрев; На более позднем этапе рафинирования подбирается соответствующая длина дуги и входная мощность в соответствии с требованиями типа стали, а температура стали контролируется в узком диапазоне (± 5 ℃). При этом науглероживание стали контролируют для выполнения требований непрерывной разливки по составу и температуре стали.
- Оптимизированное управление нижней продувкой аргоном
Если длина дуги не соответствует продувке аргоном, электрод будет слизываться расплавленной сталью, что приведет к увеличению расхода электрода. Таким образом, весь процесс продувки аргоном в печи LF осуществляется и весь процесс продувки аргоном в печи LF оптимизирован. В реальном производственном процессе контроль потока газообразного аргона лучше, что не только уменьшает шлак на крышке печи, но также позволяет избежать поломки электрода, вызванной сильной вибрацией расплавленной стали.
- Модификация электрода с водяным охлаждением
Расход, вызванный боковым окислением графитового электрода, составляет около 50% от общего расхода. Основной функцией устройства охлаждения электрода является предотвращение реакции окисления графитового электрода при высокой температуре. Вода распыляется на поверхность электрода через кольцо распылительной трубки.
Когда вода падает на поверхность электрода, поверхность электрода изолируется от воздуха, уменьшая площадь контакта между воздухом и поверхностью электрода, тем самым предотвращая его реакцию окисления. В то же время из-за непрерывного испарения воды температура поверхности электрода эффективно снижается, и температурная полоса реакции окисления электрода не может быть установлена, что исключает боковое окисление графитового электрода и снижает расход электрода.Другие статьи для сталелитейной промышленности см. в LMMGROUP
Выявление и решение проблем с вольфрамовым электродом и дугой
Предоставлено Weldcraft
сварка дело медленное.
Неудивительно, что чрезмерное время простоя для устранения неполадок может еще больше замедлить процесс. Это также может стоить ненужного времени, денег и разочарований.
В дополнение к обычным нарушениям целостности сварного шва, таким как пористость, подрезы или несплавление, которые характерны для большинства сварочных процессов, сварка ВИГ подвержена двум другим проблемам: вольфрамовым электродам и дуге.
Очень важно иметь ноу-хау для быстрого выявления и решения этих проблем. Это также относительно легко.Придерживайтесь пункта
Для создания дуги и передачи сварочного тока на свариваемый основной материал при сварке ВИГ требуется использование вольфрамового электрода. Вольфрам — это нерасходуемый электрод, который имеет самую высокую температуру плавления среди всех металлов (3410 градусов по Цельсию или 6170 градусов по Фаренгейту). То есть теоретически он не может расплавиться, верно? Неправильный.
Одной из самых распространенных проблем с вольфрамом является перерасход . При использовании переменного тока (переменного тока), например при сварке алюминия методом TIG, установка регулятора баланса в сторону положительного электрода (EP) обеспечивает хорошее очищающее действие (удаление оксидов) вокруг сварного шва. Однако это также может привести к расплавлению вольфрамового электрода. Лучшее средство — установить регулятор баланса в сторону отрицательного электрода (EN), так как это увеличивает количество тепла, попадающего в заготовку, в отличие от вольфрама.
От семидесяти до восьмидесяти процентов по направлению к отрицательному электроду — хороший диапазон. При сварке TIG таких материалов, как сталь, нержавеющая сталь, инконель или другие железосодержащие материалы с использованием постоянного тока (постоянный ток), также установите источник питания в режим отрицательного электрода.Другой причиной чрезмерного расхода вольфрамового электрода является использование слишком большой силы тока для данного диаметра вольфрама, независимо от того, работает ли он на переменном или постоянном токе. Всегда соблюдайте рекомендуемые производителем вольфрамовых электродов рабочие параметры для используемого диаметра.
Наконец, неподходящий или загрязненный защитный газ, а также ослабленные или треснутые фитинги шлангов могут привести к чрезмерному расходу вольфрамового электрода. Позаботьтесь об использовании чистого аргона и убедитесь, что все шланги не повреждены, а фитинги затянуты перед сваркой.
Загрязнение вольфрамового электрода — еще одна распространенная ошибка, которая может возникнуть во время сварки TIG.
Признаками того, что произошло загрязнение вольфрамового электрода, являются: во-первых, сварочная ванна выглядит грязной; во-вторых, присадочный стержень не соединяется или плавно плавится в сварочной ванне; и в-третьих, дуга становится неустойчивой.Прикосновение вольфрамового электрода к заготовке и/или сварочной ванне часто является причиной загрязнения вольфрамового электрода. Самое простое решение — отрегулировать угол резака и/или отодвинуть его дальше от заготовки. Если источнику питания требуется метод пуска с нуля для инициирования дуги, а загрязнение вольфрамового электрода продолжает оставаться проблемой, рассмотрите возможность использования аппарата с высокочастотным пуском или функцией LiftArc.
Прикосновение присадочного стержня к вольфрамовому электроду также может привести к загрязнению. Единственным реальным решением этой проблемы является практика подачи стержня в сварочную ванну.
В некоторых случаях недостаточная подача защитного газа, в том числе отсутствие продувки, может привести к загрязнению вольфрамового электрода.
Общепринятое эмпирическое правило: поддерживайте расход защитного газа на уровне от 10 до 20 кубических футов в час (CFH), а также пост-поток около одной секунды на каждые 10 ампер используемого сварочного тока. Если вольфрамовый электрод меняет свой нормальный светло-серый цвет на фиолетовый или черный, это указывает на необходимость еще большего увеличения времени после продувки.Оставайтесь сосредоточенными и стабильными
Помимо различных проблем со сварочной ванной, загрязненный вольфрамовый электрод также является основной причиной нестабильной дуги . Не имеет значения первоначальная причина загрязнения — плохой поток защитного газа, прикосновение к основному материалу или протекающие шланги, — важно то, как это устранено.
Сначала снимите вольфрамовый электрод с горелки, закрепите конец и заново заточите его. Следует помнить важное правило: всегда шлифуйте вольфрам вдоль. Не обтачивайте его вокруг него, так как это приведет к образованию гребней на вольфрамовом электроде, а также к неустойчивой или блуждающей дуге.
Кроме того, отшлифуйте конус на вольфрамовом электроде, который охватывает расстояние не более чем в два с половиной раза больше диаметра электрода. Например, 1/8-дюймовый. вольфрамовый электрод будет иметь конусность от 1/4 до 5/16 дюйма. длинная. Не забудьте использовать шлифовальный круг, специально предназначенный для шлифовки вольфрамовых электродов. Это помогает избежать дальнейшего загрязнения, которое может отрицательно повлиять на качество дуги (и сварки).Слишком длинная дуга также может привести к тому, что она станет нестабильной и/или будет блуждать как при переменном, так и при постоянном токе. В обоих случаях укоротите дугу, переместив горелку и вольфрамовый электрод ближе к заготовке, стараясь не касаться ее.
Грязные основные материалы и защитный газ являются другими потенциальными причинами нестабильной сварочной дуги ВИГ. Перед сваркой не забудьте очистить материал от масла, грязи и мусора, а также обработать металлической щеткой такие материалы, как алюминий.
Обязательно используйте чистый, чистый аргон для сварки TIG (или уменьшите процентное содержание гелия при использовании смеси) и держите скорость потока между 10 и 20 CFH.При сварке ВИГ на переменном или постоянном токе выберите соответствующий размер и тип вольфрамового электрода для данной силы тока, чтобы избежать проблем с зажиганием дуги . Слишком большое количество вольфрама для данной силы тока может привести к вращению дуги вокруг наконечника, в то время как слишком малое количество вольфрама может расплавить и сделать дугу нестабильной. Всегда соблюдайте рекомендуемые производителем параметры сварки для каждого диаметра вольфрамового электрода.
Вольфрамовые электроды с 2% содержанием церия обеспечивают хорошее зажигание дуги при низкой силе тока и могут использоваться как на переменном, так и на постоянном токе при сварке углеродистой или нержавеющей стали, никелевых сплавов, алюминия или титана. То же самое относится и к вольфрамовым электродам с содержанием 1,5 % лантана.
