Расклепывание заклепок: Приемы ручной и механизированной клепки
Содержание
Выполнение заклепочных соединений
Выполнение заклепочных соединений
Клепка представляет собой процесс соединений деталей заклепками, в результате которого получают неразборное соединение. При выполнении обивочных работ клепка служит для соединения деталей металлических, деревянных, деревоподобных, из синтетических материалов, тканевых, кожи, ковров и резины. Соединяющим элементом являются заклепки, которые состоят из закладной головки, стержня и замыкающей головки. Заклепки расклепывают в холодном состоянии (вручную при помощи молотка и поддержки), полумеханизированным (пневматическими молотками, стационарными или ручными), а также механизированным способом (на клепальных машинах). Инструменты и приспособления для клепки описаны в разделе «Оборудование обивочной мастерской». Виды и размеры заклепок, применяемых для обивочных автомобильных работ, описаны в разделе «Материалы, применяемые для облицовочных и обивочных работ».
Стадии ручной клепки заклепками с полукруглой головкой показаны на рис. 1. В заранее подготовленное отверстие в соединяемых деталях вкладывают заклепку и подпирают ее поддержкой. На выступающий стержень заклепки надевают натяжку. Ударами молотка по вершине натяжки обеспечивают плотное прилегание соединяемых деталей и закладной головки. После снятия натяжки стержень заклепки слегка расклепывают (рис. 1, в) ударами молотка. Правильный выбор молотка соответствующей массы имеет большое значение и зависит от диаметра стержня заклепки. Зависимость массы от диаметра стержня заклепки приведена ниже.
1. В заранее подготовленное отверстие в соединяемых деталях вкладывают заклепку и подпирают ее поддержкой. На выступающий стержень заклепки надевают натяжку. Ударами молотка по вершине натяжки обеспечивают плотное прилегание соединяемых деталей и закладной головки. После снятия натяжки стержень заклепки слегка расклепывают (рис. 1, в) ударами молотка. Правильный выбор молотка соответствующей массы имеет большое значение и зависит от диаметра стержня заклепки. Зависимость массы от диаметра стержня заклепки приведена ниже.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Процесс ручной клепки заклепок с полукруглой головкой:
а — установка; б — натяжка; в — расклепывание; г — обжатие; 1 — натяжка; 2 — молоток; 3 — обжимка; 4 — поддержка
Последний этап клепки — формирование замыкающей головки. На предварительно расклепанный стержень накладывают обжимку, которая под воздействием ударов молотка придает окончательную форму замыкающей головке.
При полуручной клепке применяют обратный метод, т. е. удары механическим инструментом наносят по закладной головке, а поддержку подпирают вручную со стороны замыкающей головки.
В зависимости от формы головок существуют различные виды клепки.
Кроме обычной клепки с помощью поддержек и обжимок, при выполнении обивочных работ применяют и другие виды клепок, которые из-за особой формы заклепок требуют использования специальных инструментов. Типичные примеры такой клепки приведены на рис. 3.
Заклепки трубчатые, или полупустотелые, требуют применения кернера или специальной пистонницы для развальцовки замыкающей головки (рис. 3, а). Заклепки разводные для закрепления требуют разводки раздвоенного конца стержня (рис. 3, б). Специальные грибовидной формы заклепки с насадкой закрепляют запрессовкой грибка на насадке с последующим его обжатием (рис. 3, в). Трубчатые заклепки для односторонней клепки (рис. 3, г) развальцовывают при помощи специальных инструментов. Эти заклепки находят все большее применение из-за малой трудоемкости. Применяемые инструменты не требуют поддержки с обратной стороны. Технологический процесс односторонней клепки показан на рис. 4.
Применяемые инструменты не требуют поддержки с обратной стороны. Технологический процесс односторонней клепки показан на рис. 4.
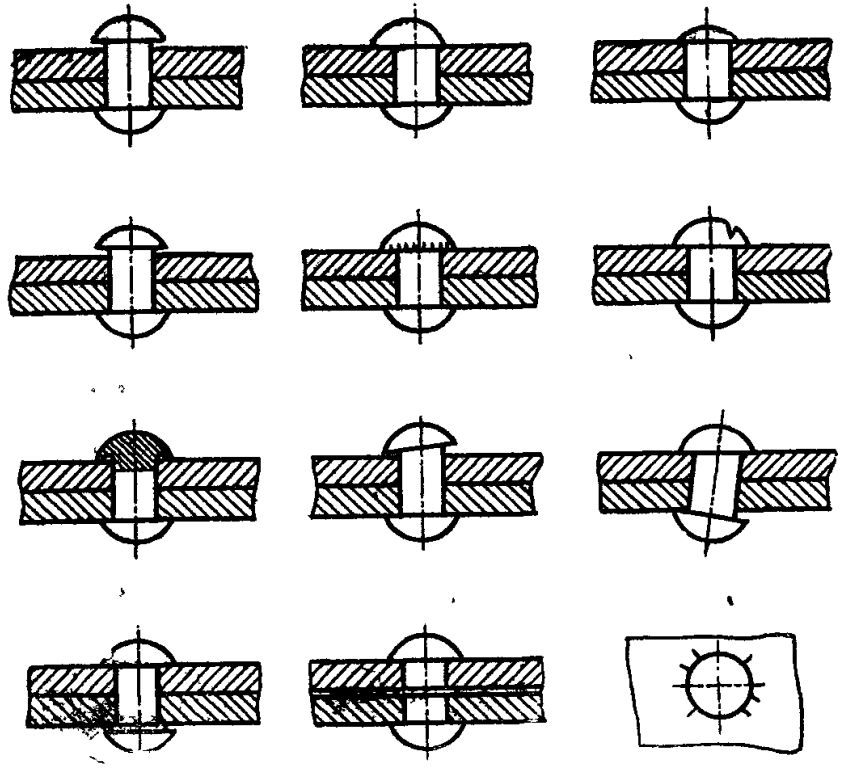
Рис. 2. Клепка:
а — обычная; б — скрытая односторонняя; в — скрытая двусторонняя; г — полускрытая
Рис. 3. Клепка обойными заклепками:
а — полу пустотелой; б — разводной; в — грибовидной с насадкой; г — трубчатой односторонней
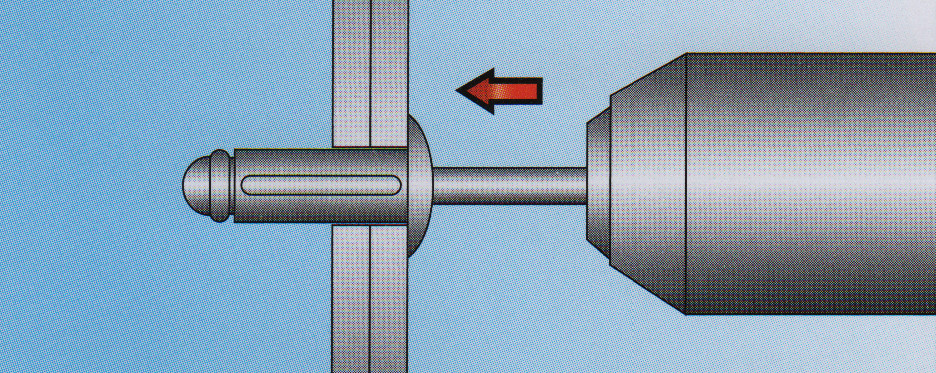
Стержень заклепки вставляют в губки инструмента до упора в головку заклепки (рис. 4, а). Подготовленную заклепку вводят в отверстия соединяемых деталей и прижимают (рис. 4, б). Сжатие рукояток щипцов для клепки создает усилие, натягивающее стержень заклепки. Стержень головкой раздает конец заклепки, формируя замыкающую головку (рис. 4, в). Когда головка полностью сформирована, дальнейшее натяжение стержня приводит к его обрыву в надсеченном месте (рис. 4, г). Наэтом клепка заканчивается.
При ремонте автомобилей часто возникает необходимость разборки клепаных соединений для замены поврежденных деталей или для их ремонта с отсоединением от сборочной единицы. Другой причиной, вынуждающей производить разборку клепаного соединения, является некачественная первоначальная клепка. Наиболее частыми причинами возникновения брака при клепке являются следующие:
Другой причиной, вынуждающей производить разборку клепаного соединения, является некачественная первоначальная клепка. Наиболее частыми причинами возникновения брака при клепке являются следующие:
сдвиг отверстий соединяемых элементов; перекос высверленных отверстий; слабое обжатие соединяемых элементов; применение заклепок несоответствующего диаметра; применение заклепок несоответствующей длины стержня; неправильная поддержка инструмента при клепке. Наиболее частыми причинами повреждения клепаных соединений в обивке автомобилей являются:
— отсоединение насадки в заклепках с насадкой; ослабление стягивающего продольного усилия при воздействии чрезмерных растягивающих усилий, приводящих к утонению материала в соединении;
— растяжение отверстий в одном из соединяемых элементов; срез заклепок при неправильном расчете прочности шва. К простейшим способам разборки клепаных соединений относятся:
— срез головки заклепки зубилом и удаление оставшейся части при помощи бородка;
— высверливание головки заклепки сверлом и удаление оставшейся части при помощи бородка; выпрямление отогнутых концов в разводных заклепках или спиливание замыкающей головки напильником и удаление оставшейся части бородком.
Высверливание головки заклепки рекомендуется в тех случаях, когда недопустимо повреждение клепаных поверхностей, а также при удалении полупустотелых и трубчатых заклепок. Спиливание замыкающей головки напильником рекомендуется для заклепок из мягких сплавов в случае, когда площадь поверхности детали, на которой расположена замыкающая головка, небольшая и спиливание головки не приведет к значительному повреждению поверхности.
DIN 302 Заклепка с потайной головкой
Заклепка с потайной головкой DIN 302, диаметр от 10 до 36 мм
Материал: Сталь St;
Покрытие: Без покрытия.
Применяются заклепки DIN 302 там, где необходимо создать крепкое, надежное неразъемное соединение листовых материалов. При этом материалы могут быть различной толщины и прочности. Есть несколько правил при применении заклёпки. Диаметр сквозного отверстия в материалах должен быть на 0,1 мм больше диаметра самой заклепки. Расположение материалов при скреплении их заклепками DIN 302 производится так, чтобы более мягкий материал находился под головкой заклепки. При необходимости, расклепывание лучше всего производить с использованием молотка и стального добойника(обжимкой).
Расположение материалов при скреплении их заклепками DIN 302 производится так, чтобы более мягкий материал находился под головкой заклепки. При необходимости, расклепывание лучше всего производить с использованием молотка и стального добойника(обжимкой).
Аналоги ГОСТ: ГОСТ 10300-80.
Близкие аналоги (ISO, DIN, EN):
| Стандарт | Наименование | Отличие от DIN 302 |
DIN 124 | Заклепка с полукруглой головкой диаметром 10-36 мм | Полукруглая головка. |
Характеристики и размеры заклепок DIN 302:
| Параметры заклепки | Номинальный диаметр d | |||||||||||
10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 36 | |
| Диаметр шляпки, d1 | 14,5 | 18 | 21,5 | 26 | 30 | 31,5 | 34,5 | 38 | 42 | 42,5 | 46,5 | 51 |
| Диаметр наконечника, d2, не менее | 9,4 | 11,3 | 13,2 | 15,2 | 17,1 | 19,1 | 20,9 | 22,9 | 25,8 | 28,6 | 31,6 | 34,6 |
| Высота шляпки, k | 3 | 4 | 5 | 6,5 | 8 | 10 | 11 | 12 | 13,5 | 15 | 16,5 | 18 |
| Высота, e, не более | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13,5 | 15 | 16,5 | 18 |
Высота заклепки, l, мин. | 10 | 14 | 18 | 24 | 26 | 30 | 32 | 36 | 40 | 45 | 50 | 55 |
| Высота заклепки, l, макс. | 52 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 135 | 150 | 160 | 160 |
Все параметры в таблице указаны в мм.
Дополнительную информацию о технических характеристиках заклепки можно получить у менеджеров компании.
Обращаем ваше внимание на то, что интернет-ресурс texkomstroy.ru носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации. Для получения подробной информации о наличии и стоимости указанных товаров и (или) услуг, пожалуйста, обращайтесь к менеджерам с помощью контактной формы или по телефонам.
Copyright © 2021 ООО «ТехКомСтрой»
заклепки стальные с полукруглой головой ГОСТ 10299-80 под молоток(ударные)
Полнотелая заклепка с полукруглой головкой является классикой, она регламентируется еще советским ГОСТ 10299 80. В этом госте указаны технические характеристики заклепки такие как: диаметр, радиус и высота головы . Состоит заклепка под молоток из одного цельного материала.
Полукруглые заклепки ГОСТ(стандарт принимаемый только в России) 10299-80 имеют аналоги DIN124 (немецкий стандарт ) , ISO 1051 (Международная организация стандартизации).
Монтаж крепежа происходит следующим образом: в проем вставляется заклепка, ее головка должна находиться с обратной стороны соединяемой поверхности. Ударом клепального молотка, методом пресса и т.д -происходит расклепывание хвоста заклепки, образуя вторую головку с противоположной стороны. Такой тип крепления прост, прочен, надежен, его можно сравнить со сваркой. Демонтаж такого соединения , очень затруднителен.
Заклепка по ГОСТ 10299 рекомендована к использованию в случаях если нужен выступ над поверхностью, например: для декоративных целей.
Если вам нужна заклепка по вашим индивидуальным размерам, то просим указать данные в чертеже- 10299(открыть по ссылке)
Материалы для производства заклепки:
- сталь 3; 10
- алюминиевые сплавы: Ад1, АМГ5, АМГ5П ( характеристики алюминиевой заклепки ГОСТ 10299-80 )
- латунь: ЛС 59-1, Л-63 (характеристики латунной заклепки под молоток ГОСТ 10299-80)
- медь : М1 (характеристики медной заклепки ГОСТ 10299-80)
- нержавеющая сталь 12Х18Н10Т (характеристики нержавеющей заклепки ГОСТ 10299)
Применяемое гальваническое покрытие:
- Цинковое, хроматированное обозначение — ЦХр (01)
- Кадмирование, хроматирование -КдХр (02)
- Цинковое- Ц (09)
Задать интересующие вас вопросы можно по телефонам: +7(909)004-5752, (34397)58-445, (34397)306-55 или напишите нам
Доставка заклепки осуществляется услугами транспортных компаний по всей территории России и странам СНГ, а так же самовывоз.
Наименование ГОСТ 10299 80 | Диаметр стержня d | Длина L | Заказать |
Заклепки стальные | 2,0 | 4-10 | |
Заклепки стальные | 2,5 | 5-14 | |
Заклепки стальные | 3,0 | 5-18 | |
Заклепки стальные | 4,0 | 6-32 | |
Заклепки стальные | 5,0 | 8-75 | |
Заклепки стальные | 6,0 | 10-75 | |
Заклепки стальные | 8,0 | 14-75 | |
Заклепки стальные | 10 | 16-85 | |
Заклепки стальные | 12 | 18-90 | |
Заклепки стальные | 16 | 24-110 | |
Заклепки стальные | 20 | 32-150 | |
Заклепки стальные | 22 | 40-170 |
Наличие на складе февраль 2022 года
| Наименование | Размер | кол-во кг | примечание | Цена |
| Заклепка ГОСТ 10299-80 | 8*14 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 8х12 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х19 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 8х14 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х27 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х70 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х60 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х30 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х55 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 5х16 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 5х60 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 5х42 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 5х34 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 5х25 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 4х23 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 4х25 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 5х42 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 2,5х17 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 3х22 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 3х18 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 3х20 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 4х40 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 4х24 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 4х24 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 4х29 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 4х7 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 4х7 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 8х32 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 8х26 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 7,5х29,5 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х65 | 0 | под заказ | цена договорная |
| под заказ | ||||
| Заклепка ГОСТ 10299-80 | 6х50 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х18 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х42 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х26 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 6х65 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 5х8 | 0 | под заказ | цена договорная |
| Заклепка ГОСТ 10299-80 | 4х14 | 0 | под заказ | цена договорная |
Более точную информацию по наличию и срокам изготовления Вы можете узнать у менеджеров нашей компании
На нашем сайте вы можете ознакомиться :
ЛЕКЦИЯ 29.
 Способы клепки и типы заклепок, применяемых при сборке авиационных конструкций — Мегаобучалка
Способы клепки и типы заклепок, применяемых при сборке авиационных конструкций — Мегаобучалка
Технологический процесс образования заклепочного соединения заключается в пластической деформации стержня заклепки с одновременным образованием замыкающей или обеих головок, включая закладную. Этот процесс в самолетостроении осуществляется тремя основными способами: ударной, прессовой и автоматической клепкой, соответственно при помощи ударов пневмомолотка, давлением поддержки пресса или раскаткой с помощью специальных машин и применением автоматического сверлильно-клепального оборудования. Клепка давлением пресса получила соответственно название прессовой клепки. Прессовая клепка имеет следующие преимущества в сравнении с ударной:
— значительно улучшаются психофизиологические условия работы клепальщиков вследствие снижения воздействия шума и вибрации;
— повышаются усталостные характеристики соединения вследствие более плотного и равномерного заполнения отверстия осаживаемым стержнем заклепки по толщине пакета;
— в ряде случаев можно отказаться от герметизации соединения, что обеспечит снижение массы конструкции;
— повышается производительность труда в 1,5…2 раза при сокращении числа рабочих на 50…75%, прежде всего, за счет групповой клепки заклепок, т. е. при одновременной клепке нескольких заклепок.
е. при одновременной клепке нескольких заклепок.
На ряде зарубежных авиастроительных фирм широко распространен процесс установки заклепочных соединений с помощью электромагнитной клепальной системы (ЭКС), которая состоит из силового узла (рис. 29.1) и двух ручных инструментов пистолетного типа с кабелем на 440 В, соединяющим их с источником питания. В этом источнике накапливается энергия до 6500 Дж (максимальное напряжение 6000 В). Для клепки требуется сжатый воздух давлением 63,3 кгс/см2. Для подачи электроэнергии используется несколько коаксиальных кабелей низкой индуктивности с хорошей изоляцией. Узел, обеспечивающий питание электроэнергией, имеет 0,91 м ширины, 1,2 м высоты и 1,5 м длины и весит около 1270 кгс. Расклепывание стержня производится синхронно путем одновременного встречного действия клепальных инструментов – прессов (с равным усилием) с обеих сторон, вызываемого электромагнитной силой. Система ЭКС состоит из батареи конденсаторов и двух катушек, примыкающих к грибку пресса. Инструменты, массой более 34 кг каждый (диаметр 165 мм, а длина 393 мм), подвешены на балансирах и располагаются по обе стороны вертикально закрепленной в стапеле панели. Клепку производят два оператора.
Инструменты, массой более 34 кг каждый (диаметр 165 мм, а длина 393 мм), подвешены на балансирах и располагаются по обе стороны вертикально закрепленной в стапеле панели. Клепку производят два оператора.
Рис. 29.1. Электромагнитная клепка стержнями с помощью электромагнитной клепальной системы, работающей по принципу синхронизированного двухстороннего обжатия
стержня: 1 – клепальные инструменты; 2 – стержень; 3 – конденсаторы; 4 – источник
постоянного тока.
Существует большое разнообразие форм закладных головок заклепки, которое можно свести к шести основным типовым группам: плоская, полукруглая, потайная (90°), плоско-выпуклая, потайная (120°) и с компенсатором. Точность обработки гнезда под головку заклепки существенно влияет на ресурс соединения.
Все заклепки классифицируют по типу головок, марке материала, диаметру и длине. Заклепки общего пользования предназначены для выполнения заклепочных соединений при ударной и прессовой заклепке.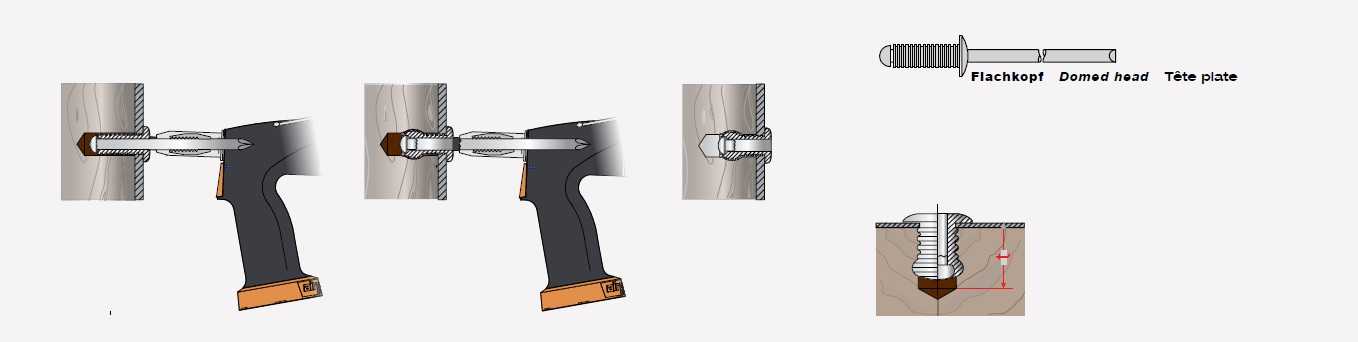
Типы заклепок общего назначения в условиях двустороннего подхода приведены в табл. 29.1.
В зависимости от технических условий, которым должен соответ-ствовать объект сборки, заклепочные соединения панелей подразделяются на обычные, высокоресурсные и герметичные.
В современных конструкциях летательных аппаратов большое распространение получили высокоресурсные заклепочные соединения, выполняемые заклепками с компенсаторами и стержневыми заклепками. При расклепывании таких заклепок одновременно с образованием замыкающей головки компенсатор утапливается в тело заклепки клепальным инструментом. Компенсатор вызывает радиальную раздачу материала в головке заклепки и прилегающей зоне стержня. В результате полностью заполняется отверстие, как по закладной головке, так и по стержню заклепки за счет одновременного течения материала со стороны замыкающей и закладной головок. Как показали испытания, проведенные на различных режимах нагружения, заклепки с компенсаторами имеют увеличенную выносливость на срез от 2 до 6 раз, на отрыв – в 8-10 раз в сравнении с обычными заклепками. Образованные заклепками с компенсаторами соединения являются герметичными безвнутришовной или иной герметизации и сохраняют ее до разрушения. В табл. 29.2 представлены основные типы заклепок с компенсаторами, применяемые при прессовой и автоматической клепке.
Образованные заклепками с компенсаторами соединения являются герметичными безвнутришовной или иной герметизации и сохраняют ее до разрушения. В табл. 29.2 представлены основные типы заклепок с компенсаторами, применяемые при прессовой и автоматической клепке.
Таблица 29.1
| Наименование | Обозначение | Тип | Эскиз |
| Заклепки с плоской головкой | 3501А…3508А
ГОСТ 14801-85 | ЗП | |
| Заклепки с плоскоскругленной головкой из жаропрочного сплава | ОСТ 1 34000-84
ОСТ 1 34003-86 | ЗП | |
| Заклепки с плосковыпуклой головкой | 3558А…3564А
ОСТ 14800-85 | ЗВ | |
| Заклепки с полукруглой головкой | 3515А…3523А
ГОСТ 14797-85 | ЗК | |
| Заклепки с потайной головкой (Ð90°) | 3531А-3532А
ГОСТ 14798-85 ОСТ 1 34085-80… ОСТ 1 34091-80 | ЗУ (Ð90°) | |
| Заклепки с потайной головкой (Ð90°) из жаропрочного сплава | ОСТ 1 34001-84
ОСТ 1 34004-86 | ЗУ (Ð90°) | |
| Заклепки с потайной головкой (Ð120°) | 3547А-3552А
ГОСТ 14799-85 ОСТ 1 34096-80… ОСТ 1 34101-80 | ЗУ (Ð120°) |
|
| Заклепки с потайной головкой (Ð120°) из жаропрочного сплава | ОСТ 1 34002-84
ОСТ 1 34005-86 | ЗУ (Ð120°) | |
| Заклепки с потайной уменьшенной головкой (Ð120°) | ОСТ 1 11847-74…
ОСТ 1 11648-74 | ЗУМ (Ð120°) | |
| Заклепки с плоскоскругленной головкой | ОСТ 1 34073-85…
ОСТ 1 34083-85 | ЗПВС |
Таблица 29.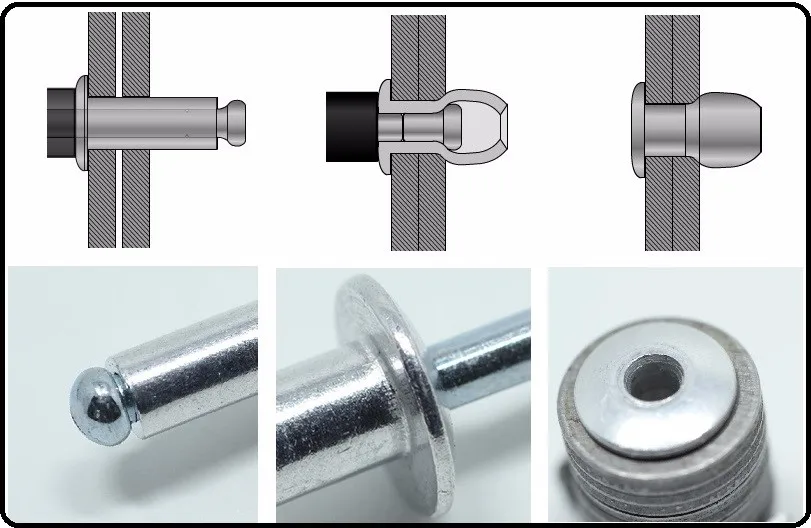 2
2
| Эскиз | Тип | Наименование | Обозначение |
|
ЗУК (Ð90°) | Заклепки с уменьшенной потайной головкой (Ð90°)
с компенсатором | ОСТ 1 12020-75
Ф 185 Я | |
| ЗУКМ (Ð120°) | Заклепки с уменьшенной потайной головкой (Ð120°)
с компенсатором | Ф 188 Я | |
| ЗУКМ (Ð90°) | Заклепки с уменьшенной потайной головкой (Ð90°)
с компенсатором (модернизированные) | ОСТ 1 34047-80 | |
| ЗУКТ-1 | Заклепки с уменьшенной потайной головкой (Ð90°)
с компенсатором для тонких обшивок | ОСТ 1 34116-91 | |
| ЗУКТ-2 | Заклепки с уменьшенной потайной головкой (Ð90°)
с компенсатором для особо тонких обшивок | ЗУКТ-2 | |
| ЗВУК | Заклепки с плосковыпуклой уменьшенной головкой
с компенсатором | УН 0100 093 | |
| ЗПК | Заклепки с плоской головкой с компенсатором | Ф 186 Я
УН 0100 094 | |
| ЗУКС | Заклепки с компенсатором типа «стержень» | УН 2000. 135 135
| |
| ЗУКК (Ð90°) | Заклепки с потайной головкой (Ð90°) с корончатым компенсатором | ОСТ 1 34052-85 АНУ-0301 | |
| ЗВУКК | Заклепки с плосковыпуклой головкой с корончатым компенсатором | ОСТ 1 34040-80 | |
| ЗУГ | Заклепки с уменьшенной потайной (Ð90°) деформируемой головкой для тонких обшивок | ЗУГ | |
| ЗУГБ | Заклепки с потайной (Ð90°) деформируемой головкой | ЗУГБ |
Клепка стержневыми заклепками предусмотрена на автоматическом сверлильно-клепальном оборудовании – сверлильно-клепальных автоматах и установках отечественного и зарубежного производства. Цикл образования заклепочного соединения включает сжатие пакета под действием нижней силовой головки; вращение сверла и быстрый подвод его к поверхности изделия; сверление и зенкование с рабочей подачей; отвод сверла; подачу заклепки (стержня) в отверстие; клепку; зачистку закладной головки. При необходимости команда на подачу дозированного количества герметика поступает после сверления и зенкования.
При необходимости команда на подачу дозированного количества герметика поступает после сверления и зенкования.
При стержневой клепке стержень устанавливается в отверстие с помощью поршня 1 (рис. 29.2). Пакет сжат между верхней плитой 3, к которой приложено усилие четырех пневмоцилиндров , и нижним прижимом (усилие ). Усилие больше усилия примерно на 1000 Н. Разность этих усилий воспринимается пакетом. Усилие , приложенное к поддержке 2, значительно больше усилия клепки , и поэтому перемещение поддержки при клепке исключено. После подвода обжимки 5 образуются небольшие «бочки» с обоих концов стержня. Затем под действием усилия окончательно образуется замыкающая головка. Усилие через замыкающую головку передается на пакет и через него на верхнюю плиту. Поэтому после образования замыкающей головки на пакет снизу действует усилие + , большее усилия пневмоцилиндров . В результате пакет приподнимается вверх и отжимает верхнюю плиту. При этом происходит окончательное образование закладной головки.
Рис. 29.2. Схема клепки стержнями: 1 – цилиндр; 2 – поддержка; 3 – верхняя плита;
4 – прижим; 5 – обжимка.
В табл. 29.3 представлены два основных типа стержневых заклепок, применяемых в отечественном самолетостроении.
Таблица 29.3
| Эскиз | Тип | Наименование | Обозначение | Условия подхода |
| ЗУС, ЗПС | Заклепки стержневые | ОСТ 1 34043-80 | Двусто-
ронний | |
| СКН | Заклепки-стержни | ОСТ 1 34012-76 | Двусто-
ронний |
В отрасли с внедрением прогрессивной автоматической клепки в целях повышения надежности технологического перехода вставки заклепки в отверстие в автоматическом режиме создан ряд специальных типов заклепок со скругленной торцевой частью (табл. 29.4).
29.4).
Применение при сборке прессовой и автоматической клепки соединений заклепками с компенсаторами и стержневыми заклепками позволяет значительно увеличить ресурс заклепочных соединений в сравнении с ударной клепкой и использованием заклепок общего назначения за счет упрочнения поверхности стенок отверстия деталей. Упрочнение производится за счет пластического формообразования заклепки-стержня создания напряженно-деформированного состояния в замкнутой зоне.
Таблица 29.4
| Эскиз | Тип | Наименование | Обозначение |
| ЗПВС | Заклепки с плоскоскругленной головкой | ОСТ 1 34054-85 | |
| УЗ | Универсальные заклепки | ОСТ 1 34044-80 | |
| ЗУК (90°) | Заклепки с потайной головкой (90°) с компенсатором | ОСТ 1 34039-79 | |
| ЗУКК | Заклепки с плоскоскругленной головкой с корончатым компенсатором | ОСТ 1 34045-80 | |
| ЗУКМ (90°) | Заклепки с уменьшенной потайной головкой (90°) с компенсатором | ОСТ 1 34012-76 |
Вопросы для самоконтроля:
1. Какие преимущества имеет прессовая клепка перед ударной?
Какие преимущества имеет прессовая клепка перед ударной?
2. Какой принцип работы электромагнитной клепальной системы?
3. Какие основные различия в процессах установки заклепок типа ЗУ и заклепок типа ЗУКМ?
4. Какой принцип работы компенсатора заклепки?
5. Какие преимущества клепки стержневыми заклепками и заклепками с компенсаторами?
6. Какие принципиальные различия в процессах автоматической и прессовой клепки?
7. Какие перспективы применения заклепочных соединений существуют?
ЗАКЛЕПКА Синонимов: 22 синонимов и антонимов к ЗАКЛЕПКА
См. определение заклепка на Dictionary.com
- прил. fascinating, gripping
synonyms for riveting
- absorbing
- captivating
- compelling
- enchanting
- engaging
- engrossing
- enthralling
- enticing
- intriguing
- mesmerizing
- spellbinding
- alluring
- appealing
- bewitching
- seducing
- hypnotic
- irresistible
- magnetic
- seductive
antonyms for riveting
MOST RELEVANT
- boring
- repellent
- repulsive
Тезаурус 21 века Роже, третье издание Copyright © 2013, Philip Lief Group.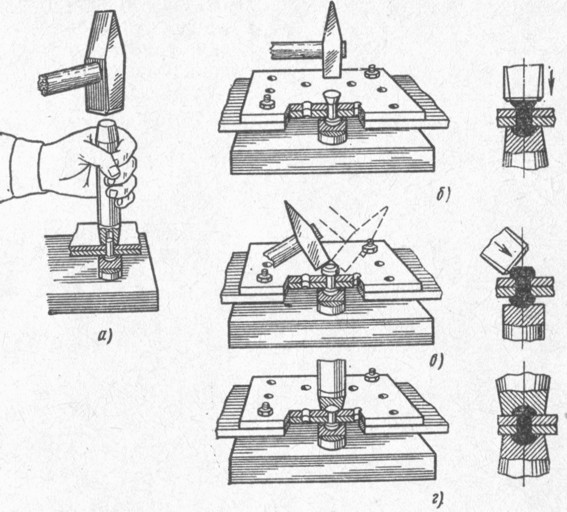
ПОПРОБУЙТЕ ИСПОЛЬЗОВАТЬ заклепку
Посмотрите, как выглядит ваше предложение с разными синонимами.
Символов: 0/140
ВИКТОРИНА
Давайте перейдем к викторине «Слово дня»!
НАЧНИТЕ ВИКТОРИНУ
Как использовать клепку в предложении
Это, вероятно, звучит как кошмар, если вы более или менее живете в нем, но «Розовое облако» преследует и захватывает наилучшим образом.
4 НОВЫХ ФИЛЬМА, КОТОРЫЕ ИССЛЕДУЮТ — ИЛИ ПРЕДСКАЗЫВАЮТ — ГОД, В КОТОРОМ ДОМИНИРУЕТ ПАНДЕМИКАЛИССА УИЛКИНСОН5 ФЕВРАЛЯ 2021VOX
К счастью, эти недостатки были успешно устранены во втором захватывающем сезоне.
ОБЗОР: РАЗБИВАЮЩИЕ ДРУГИЕ ЕГО ТЕМНЫЕ МАТЕРИАЛЫ S2 ФИНАЛ ПОДГОТОВКИ СЦЕНЫ ДЛЯ WARJENNIFER OUELLETTE12 ЯНВАРЯ 2021ARS TECHNICA
Тем не менее, мемуары также являются захватывающим отчетом о жизни Частена.
«МНЕ ХОЧУ СКАЗАТЬ ВАМ кое-что» НЕТИПИЧНАЯ ПОЛИТИЧЕСКАЯ СЛОЙКА PIECEKATHI WOLF 24 СЕНТЯБРЯ 2020 г. WASHINGTON BLADE
WASHINGTON BLADE
Этот процесс формирования второй головки заклепки известен как клепка и может выполняться ручным молотком или на машине .
ВВЕДЕНИЕ В МАШИННОЕ ЧЕРТЕЖИ И ДИЗАЙН ДАВИД АЛЛАН ЛОУ
Эту опору можно сделать стационарной, приклепав ее к задней части, или на шарнирах, что гораздо лучше, как показано на E и F.
МЕДЬ WORKAUGUSTUS F. ROSE
Дымоходы обычно изготавливаются путем клепки листов вместе, как при изготовлении кожуха или внешней части.
ИСТОРИЯ РАЗВИТИЯ ПАРОВОГО МАШИНОСТРОЕНИЯ РОБЕРТ Х. ТЕРСТОН
Пластины размером семь шестнадцатых дюймов, повторные клепки, детали рамы и все различные предметы, которые Ллойдс мог найти по мере необходимости.
СУХАЯ РЫБА И ВЕТАНТОН БЕРНХАРД ЭЛИАС НИЛЬСЕН
Есть и другие, много других, которых достаточно, чтобы удовлетворить даже жадность Нотта клепать разбитую человеческую посуду.
ИСТОРИЯ СЭРА РИЧАРДА КАЛЬМАДИЛУКАСА МАЛЕ
Ни одному художнику не удавалось так приковать внимание зрителей в присутствии смерти.
ЭКСПЕРИМЕНТ ХАРРИСА-ИНГРАМА ЧАРЛЬЗ Э. БОЛТОН
Мы клепали на высоком здании, крыша которого круто скошена с каждой стороны к выступу наверху.
CAREERS OF DANGER AND DARINGCLEVELAND MOFFETT
WORDS RELATED TO RIVETING
- arresting
- captivating
- consuming
- engrossing
- enthralling
- exciting
- fascinating
- gripping
- interesting
- intriguing
- monopolizing
- захватывающий
- захватывающий
- завораживающий
- захватывающий
- all-consuming
- captivating
- compelling
- consuming
- controlling
- enthralling
- exciting
- fascinating
- gripping
- intriguing
- monopolizing
- obsessing
- preoccupying
- provoking
- riveting
- stimulating
- увлекательный
- всепоглощающий
- захватывающий
- fascinating
- gripping
- interesting
- riveting
- alluring
- appealing
- attractive
- bewitching
- captivating
- charming
- compelling
- delectable
- delightful
- enchanting
- engaging
- engrossing
- соблазнительный
- гламурный
- захватывающий
- интригующий
- irresistible
- ravishing
- riveting
- seducing
- seductive
- siren
- arresting
- captivating
- consuming
- engrossing
- enthralling
- exciting
- fascinating
- interesting
- intriguing
- monopolizing
- волнующий
- приковывающий
- завораживающий
- манящий
- anodyne
- captivating
- enchanting
- enticing
- entrancing
- enveloping
- fascinating
- hypnotic
- inviting
- mesmeric
- mesmerizing
- riveting
Roget’s 21st Century Thesaurus, Third Edition Copyright © 2013 by Группа Филипа Лифа.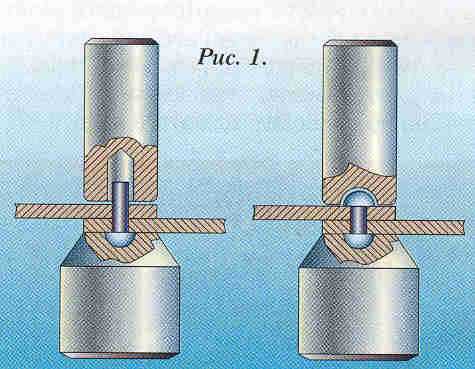
клепка — Англо-русский словарь на WordReference.com
- См. также:
- речной
- Реки
- речной пейзаж
- Риверсайд
- берег реки
- Ривервью
- в сторону реки
- речной водоросль
- заклепка
- набор заклепок
- клепка
- Ривьера
- Ривьера
- Ривьера Бич
- Ривьер
- Ривьер-дю-Лу
- речушка
- ручей
- рикс-доллар
- Эр-Рияд
- риалов
- Последние поиски:
- Посмотреть все
Listen:
UK: * UK и, возможно, другие произношенияUK и, возможно, другие произношения/ˈrɪvɪtɪŋ/US:USA произношение: IPAUSA произношение: IPA/ˈrɪvɪtɪŋ/
на испанском |
на французском |
на итальянском | английские синонимы |
Английский Использование |
Конъюгатор |
в контексте |
картинки
Приложения WR: Android и iPhone
Слово дня
- От глагола заклепывать : (⇒ спрягать)
- заклепывать это: ⓘНажмите на инфинитив, чтобы увидеть все доступные склонения
- v pres p
- крепко удерживать чье-то внимание: захватывающая книга.
- совершенно увлекательно; enthralling
- Buildinga металлический штифт для прохождения через отверстия в пластинах, чтобы скрепить их.
- Корпус для крепления с помощью или как бы с помощью заклепки или заклепок: приклепывание крыльев к корпусу самолета.
- крепко удерживать (чье-то внимание): Ее внимание было приковано к магу.

- Строительный металлический штифт для пропускания через отверстия в двух или более пластинах или деталях, чтобы скрепить их вместе, обычно сделанный с головкой на одном конце, а другой конец после вставки забивается в головку.
- Корпус для крепления заклепками или заклепками.
- Buildingto забивать или расправлять конец (шпильки, болта и т. д.), чтобы сформировать головку и закрепить что-либо;
клинч. - , чтобы надежно закрепить или зафиксировать.

- крепко удерживать (глаз, внимание и т. д.).
- Старофранцузская заклепка , производная от речной для крепления; (глагол, устное) Среднеанглийский revetten, производное от существительного, именное
- (существительное, именное) Среднеанглийское revette, rivette 1350–1400
- короткая металлическая булавка для скрепления двух или более деталей вместе, имеющая головку на одном конце, другой конец забивается молотком пропущенные через отверстия в деталях
- соединить заклепками
- забить молотком, чтобы сформировать головку
4
WordReference Random House Learner’s Dictionary of American English © 2022
riv•et•ing /ˈrɪvɪtɪŋ/USA pronunciation прил.
Collins Concise English Dictionary © HarperCollins Publishers::
ˈriving /ˈrɪvətɪŋ/ adj
WordReference Random House Словарь американского английского для учащихся © 2022
riv•et
п., в., -et•ed, -et•ing или (, особенно британское ) -et•ted, -et•ting.
с. [исчисляемый]
v. [~ + объект]
Заклепка • , н. [исчисляемый]
WordReference Random House Unabridged Dictionary of American English © 2022
riv•et
(riv ′ it), произношение США n., v., -et•ed, -et•ing или ( особенное британское ) -et•ted, -et•ting.
с.
в.т.
riv ′ et•er , n.
riv ′ et•less , прил.
Collins Concise English Dictionary © HarperCollins Publishers::
заклепка /ˈrɪvɪt/ n
vb ( -ets, -eting, -eted) (переходный)
Этимология: XIV век: от старофранцузского, от река пристегивать, фиксировать, неизвестного происхождения
‘ также встречается в этих статьях (примечание: многие из них не являются синонимами или переводами):
молоток со скошенным бойком
— дрейф
— заклепка
Найдите слово «клепка» в Merriam-Webster
Найдите слово «клепка» на Dictionary. com
com
На других языках: Испанский | французский | итальянский | португальский | румынский | немецкий | голландский | Шведский | русский | польский | чешский | Греческий | турецкий | китайский | японский | Корейский | Арабский
Ссылки:
⚙️Настройки |
Сокращения |
Прон. Символы |
Поддержка WR |
Политика конфиденциальности |
Условия обслуживания |
Форумы |
Предложения
| Реклама | |
| Реклама | |
| Сообщить о неприемлемом объявлении. | |
Станьте сторонником WordReference, чтобы просматривать сайт без рекламы. |
Что такое процесс клепки и как он работает?
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные от продаж и другими способами.
Одним из наиболее важных аспектов современной производственной технологии является способность точно и надежно соединять отдельные компоненты. Хотя есть сотни способов сделать это, есть определенные методы, зарезервированные для приложений, которые практически не имеют шансов на сбой. Одним из таких примеров является клепка.
Что такое заклепки и что делает их такими особенными? Как заклепки применяются к инженерным и промышленным деталям? Давайте углубимся в мир заклепок.
Что такое заклепка?
Заклепка представляет собой постоянную механическую застежку, обычно характеризующуюся цилиндрическим корпусом с головкой на одном конце. Обычно он используется для соединения двух металлических пластин вместе. Поскольку соединение, создаваемое заклепками, практически постоянное, их часто используют в качестве альтернативы клеевым или сварным соединениям. Если необходимо разорвать заклепочное соединение, заклепку необходимо разрушить, удалив одну из двух головок заклепки.
Поскольку соединение, создаваемое заклепками, практически постоянное, их часто используют в качестве альтернативы клеевым или сварным соединениям. Если необходимо разорвать заклепочное соединение, заклепку необходимо разрушить, удалив одну из двух головок заклепки.
Заклепка состоит из трех основных частей. Его основной цилиндрический корпус, называемый хвостовиком, протыкает две скрепленные между собой части. На одном конце находится кованая головка, скрепляющая две части. На другом конце находится хвост, который нужно расстегнуть, чтобы установить заклепку на место.
Заклепки были важным компонентом строительных процессов на протяжении сотен лет. В традиционных деревянных лодках медные гвозди и зажимные болты использовались по тому же принципу, что и заклепки, еще до того, как термин «заклепка» появился.
Использование заклепок восходит к Титанику и танкам, использовавшимся во время Второй мировой войны. Это был метод крепления для тяжелых строительных работ, таких как мосты, небоскребы, самолеты и автомобили.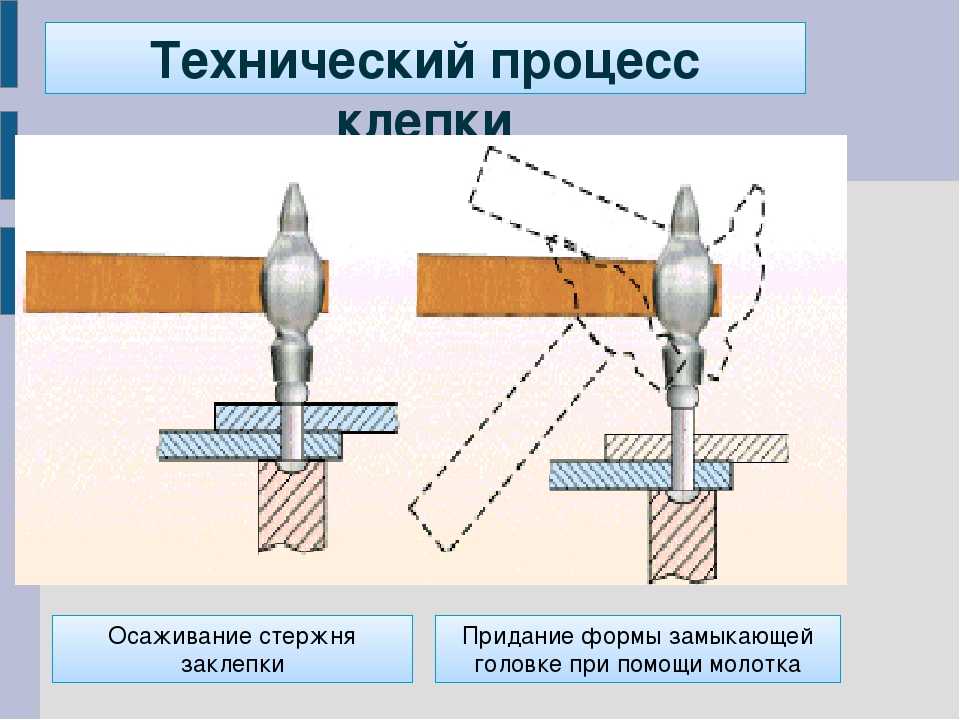 Процесс клепки, возможно, не так широко используется в настоящее время, как тогда, но он остается важной частью современных методов производства.
Процесс клепки, возможно, не так широко используется в настоящее время, как тогда, но он остается важной частью современных методов производства.
Заклепка обычно изготавливается из углеродистой стали, но также довольно часто используются легкие альтернативы, такие как алюминий и медь. Основное назначение заклепки — выдерживать сдвигающие нагрузки, ориентированные перпендикулярно оси стержня. Однако он также может выдерживать растягивающие нагрузки с ограниченной мощностью. Для больших растягивающих нагрузок более рекомендуются болты и винты.
Распространенные типы заклепок
Существует около дюжины различных типов заклепок, но мы сосредоточимся на трех наиболее часто используемых:
1. Стандартная заклепка
заклепка и наверняка знакома многим. Он характеризуется застежкой с круглой головкой, что делает его подходящим для применений, не требующих гладкой поверхности материала. Стандартные речки считаются одними из самых надежных креплений и используются в основном потому, что редко выходят из строя.
Из-за конструкции стандартной заклепки требуется доступ к обеим сторонам скрепляемых материалов. При движении с помощью пневматики или гидравлики хвост стандартной заклепки деформируется молотком или заклепочным пистолетом. Это служит для закрепления заклепки на месте и уменьшения зазора между заклепкой и отверстием до минимально возможного.
2. Заклепка с потайной головкой
Заклепка с потайной головкой работает очень похоже на стандартную заклепку в том смысле, что обе они требуют доступа с обеих сторон конструкции. Единственное отличие состоит в том, что головка заклепки с потайной головкой сконструирована таким образом, что после установки на место она будет скрыта от поверхности конструкции. Чтобы зенкерная головка могла «утонуть» в отверстии, отверстие также должно быть спроектировано соответствующим образом. 9№ 0005
Заклепки с потайной головкой идеально подходят для тех случаев, когда требуется гладкая поверхность либо из-за эстетики, либо для того, чтобы они идеально подходили к другой детали.
3. Вытяжная заклепка
Вытяжная заклепка (или «выдвижная заклепка») — это заклепка, используемая в конструкциях, где доступ к конструкции возможен только с одной стороны. Инновационная конструкция вытяжной заклепки состоит из двух частей: прочного стержня, похожего на гвоздь, и более слабой и толстой головки, обычно изготавливаемой из алюминия. Забивание глухой заклепки потребует использования заклепочного пистолета.
Принцип работы вытяжных заклепок заключается в том, что толстая головка вставляется в закрепляемое отверстие, а заклепочный пистолет натягивает тонкий стержень. Это создает сжимающую силу между головкой и закрепляемым материалом, деформируя головку и создавая прочную застежку. Затем лишняя длина оправки обрезается.
Как применяются заклепки?
Фактический метод, используемый в процессе клепки, может варьироваться в зависимости от того, какой тип заклепки вы используете и какие инструменты у вас есть под рукой. Поскольку клепка существовала до того, как были изобретены электроинструменты и заклепочные пистолеты, мы знаем, что заклепки можно устанавливать с помощью старинных молотков. Независимо от того, какой инструмент вы используете, суть установки заклепок одна и та же.
Независимо от того, какой инструмент вы используете, суть установки заклепок одна и та же.
Чтобы вбить заклепку, в деталях, которые вы выковываете, уже должны быть предварительно просверлены или пробиты отверстия. Заклепка не обязательно должна идеально входить в отверстие — идеальным было бы отверстие немного большего размера. Детали и незакрепленная заклепка должны быть размещены на прочной и устойчивой поверхности, прежде чем можно будет начать забивание заклепки.
Забивание заклепки может производиться молотком или инструментом специальной формы. В любом случае удары вызывают растрескивание или деформацию материала, в результате чего он расширяется и заполняет отверстие. Хвостовой конец заклепки также деформируется, образуя новую головку, которая удерживает заклепку на месте.
Этот процесс одинаков как для стандартных, так и для потайных заклепок и может использоваться как для сплошных, так и для трубчатых заклепок. Как мы уже говорили ранее, вытяжные заклепки — это особый случай, требующий использования заклепочного пистолета. Однако принцип крепления за счет деформации материала остается в силе.
Однако принцип крепления за счет деформации материала остается в силе.
Плюсы и минусы заклепок
Несмотря на развитие более современных процессов ковки, клепка остается широко распространенной практикой, хотя ее популярность определенно снизилась. Каковы лучшие характеристики заклепок и каковы недостатки, которые привели к переходу на другие процессы ковки?
PROS
Очень прочный
Причина номер один, по которой заклепки остаются популярным методом крепления, заключается в том, что они чрезвычайно прочны, особенно при сдвигающих усилиях. Помимо врожденной прочности материалов, используемых для заклепок, процесс клепки деформирует материал, делая его еще более плотным.
Кроме того, отсутствие зазоров при установке заклепок означает, что они менее подвержены износу из-за вибрации. Это очень важно для многих применений заклепок, таких как автомобили, самолеты и мосты.
Простота установки
Несмотря на достижения в технологии производства, процесс установки заклепок остается практически таким же, как и сотни лет назад.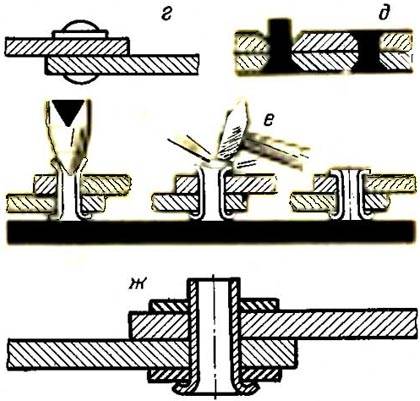 Для установки заклепок по дому будет достаточно обычного молотка. Для крупномасштабных применений молоты с гидравлическим или пневматическим приводом могут оказывать более сильное и более подходящее усилие. Заклепки не требуют нарезания резьбы, механической обработки или времени отверждения.
Для установки заклепок по дому будет достаточно обычного молотка. Для крупномасштабных применений молоты с гидравлическим или пневматическим приводом могут оказывать более сильное и более подходящее усилие. Заклепки не требуют нарезания резьбы, механической обработки или времени отверждения.
CONS
Создает постоянное соединение
Стойкость заклепок можно считать положительным моментом, но она также может затруднить техническое обслуживание или ремонт. После того, как заклепка была установлена, она в значительной степени остается на месте, если ее не разрушить путем просверливания. Для оборудования и конструкций, требующих регулярного обслуживания, эта особенность заклепок может сделать работу более сложной и трудоемкой.
Для конструкций и оборудования, требующих частой разборки и технического обслуживания, более подходящими могут быть болтовые соединения с меньшей прочностью.
Применение заклепок
Клепка является одним из старейших процессов ковки и использовалась для металлических зданий и конструкций до того, как стали известны сварка и болтовые соединения.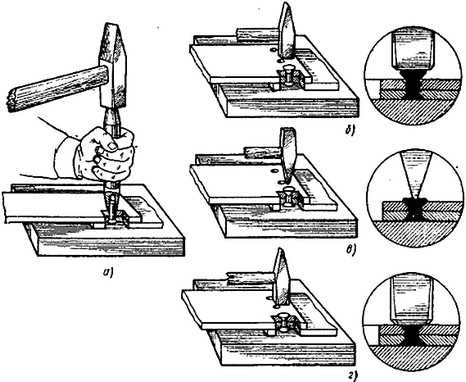 В наши дни многие известные сооружения, такие как Эйфелева башня и Сиднейский мост Харбор-Бридж, все еще скреплены заклепками. Материалы, которые трудно сваривать или паять, например, алюминий, обычно соединяют заклепками.
В наши дни многие известные сооружения, такие как Эйфелева башня и Сиднейский мост Харбор-Бридж, все еще скреплены заклепками. Материалы, которые трудно сваривать или паять, например, алюминий, обычно соединяют заклепками.
Вам не нужно искать примеры применения заклепок. Если у вас дома есть панель из стекловолокна, то есть большая вероятность, что она удерживается на месте заклепками. Заклепки часто используются вместо гвоздей для соединения кровельных панелей и конструкции водосточных желобов.
Клепка рассматривается как лучший вариант изготовления деревянной мебели, такой как полки и шкафы. Они более прочны, чем гвозди, и имеют большую долговечность. Заклепки также позволяют крепить полки, рамки и вывески на стене или в местах, где доступ возможен только с одной стороны.
Многие производители ювелирных изделий используют клепку как процесс холодной ковки. Поскольку металлы, используемые в ювелирных изделиях, часто очень мягкие и чувствительные, клепка позволяет ювелирам соединять отдельные компоненты, не подвергая их воздействию тепла, необходимого для пайки.
Заключительные мысли
Из всех процессов ковки клепка считается одной из древнейших. Несмотря на то, что ему сотни лет, это огромное свидетельство надежности клепки, которая остается довольно актуальным вариантом в качестве процесса ковки во многих отраслях промышленности.
Выбор правильного способа соединения деталей из листового металла
Сварка и клепка являются широко распространенными процессами соединения двух металлических частей, и они имеют разные области применения и характеристики. Поэтому, если вы проектируете деталь, которую вам нужно соединить, чтобы сформировать законченный объект, крайне важно понимать сравнение клепки и сварки. В этой статье также приводится обоснование определения, плюсов и минусов, а также применения сварки и клепки, которые помогут вам получить более прочные и долговечные детали. Давайте углубимся в это.
Что такое клепка?
Клепка — это полупостоянный и нетермический метод соединения, который включает использование механической застежки/заклепки (металлической детали с куполообразной головкой) для соединения деталей из листового металла.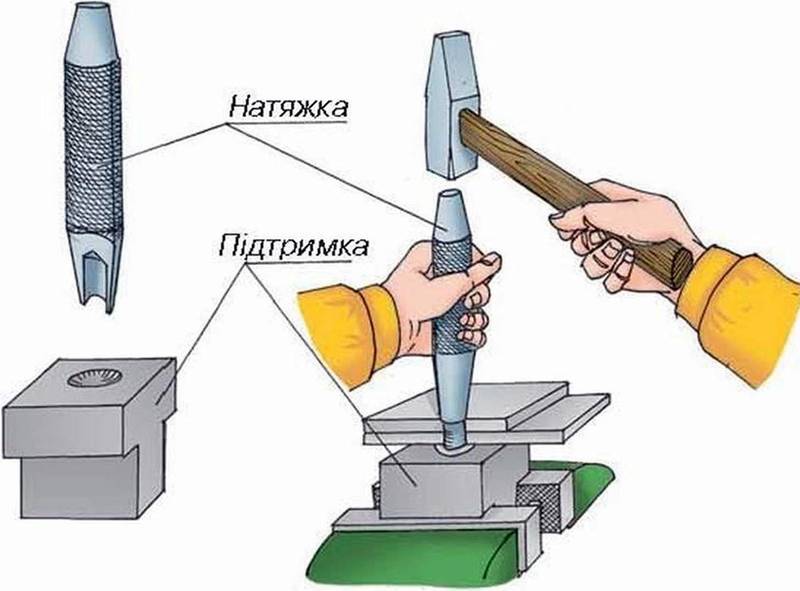
Клепка включает в себя просверливание отверстия в двух деталях из листового металла, которые вы хотите соединить, и установку заклепки. Установка зависит от типа заклепок, с которыми вы работаете, так как вам, возможно, придется поместить, просверлить или пробить заклепки в отверстие.
После установки заклепок в отверстие необходимо деформировать хвост заклепки. Это достигается путем удара или разбивания его. Вместе с формованной головкой сплющенный хвостик препятствует удалению заклепок.
Типы заклепочных соединений
Заклепочные соединения выполняются путем вставки заклепки в просверленное отверстие в двух частях листового металла. Однако существует три основных категории заклепочных соединений.
В зависимости от расположения заклепок
Существует два типа заклепочных соединений в зависимости от расположения:
- Соединение внахлестку : Вы можете создать соединение внахлест, наложив две детали из листового металла внахлест и установив заклепку на перекрывающуюся часть.
 Соединения внахлестку могут быть одинарными или двойными, в зависимости от количества используемых заклепок.
Соединения внахлестку могут быть одинарными или двойными, в зависимости от количества используемых заклепок.
- Стыковое соединение : можно создать стыковое соединение, соединив два компонента вместе (отсюда и название стыковых соединений) и используя дополнительный материал (накладную пластину или ремень), чтобы соединить их с одной или обеих сторон. Затем вы заклепываете накладку.
В зависимости от количества накладок
Накладки — это материалы, которые вы кладете на заготовки, чтобы удерживать их так, чтобы их можно было просверлить. Эта категория заклепочных соединений относится к стыковым соединениям.
- Стыковое соединение с одной лентой : Чтобы сформировать стыковое соединение с одной лентой, поместите основные пластины друг против друга, не перекрывая друг друга. Затем поместите накладку на одну сторону основной пластины и заклепайте ее.
- Двойное стыковое соединение : Это похоже на стыковое соединение одинарной лямки.
 Единственное отличие состоит в том, что с двух сторон есть накладка. Используйте две накладки, расположенные на противоположных сторонах двух деталей из листового металла, и заклепайте каждую накладку.
Единственное отличие состоит в том, что с двух сторон есть накладка. Используйте две накладки, расположенные на противоположных сторонах двух деталей из листового металла, и заклепайте каждую накладку.
На основе расположения заклепок
В этой категории основное внимание уделяется расположению заклепок, используемых при соединении деталей из листового металла. Существует два типа:
- Цепное заклепочное соединение : Чтобы сформировать цепное заклепочное соединение, убедитесь, что ряды заклепок расположены строго напротив друг друга и по прямой линии.
- Зигзагообразное заклепочное соединение : В отличие от цепного соединения встык, ряды заклепок зигзагообразного соединения не дополняют друг друга.
Плюсы и минусы клепки
Клепка является популярным методом соединения в большинстве услуг по изготовлению листового металла.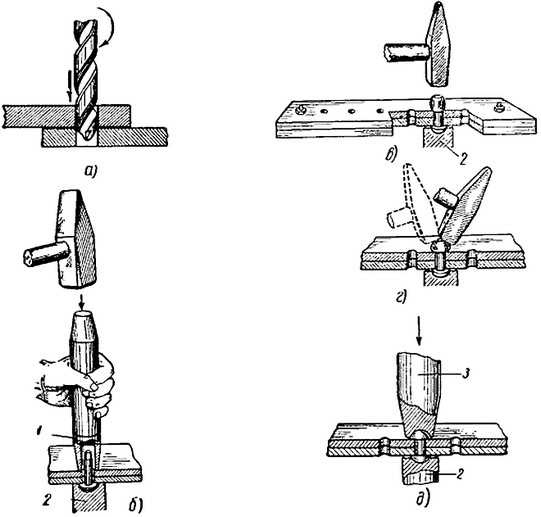 Однако у него есть свои плюсы и минусы.
Однако у него есть свои плюсы и минусы.
Pros
- Клепка – метод соединения металлов без нагрева
- Больше подходит для деталей из разнородных и цветных металлов.
- Гибкая конструкция
- Это более эффективно и надежно и надежно
- Это легко провести качество. вес
- Заклепочные соединения создают больше шума.
- В зоне заклепок может возникнуть коррозия, что приведет к увеличению затрат на обслуживание
- Из-за отверстий пластины становятся слабыми
Что такое сварка?
Сварка – это термический процесс, используемый для соединения двух одинаковых или разнородных металлических деталей. Это непрерывный процесс, который включает в себя выравнивание металла, плавление металлических деталей и их охлаждение, чтобы детали могли образовывать жесткие соединения.
Существует множество способов сварки, которые можно использовать для соединения двух деталей из листового металла. Вот популярные методы:
Вот популярные методы:
· Дуговая сварка в среде защитного металла (SMAW)
SMAW или сварка электродом представляет собой метод сварки, который включает использование покрытого флюсом электрода, подключенного к источнику питания, для сварки деталей из листового металла.
Расплавленный электрод заполняет пространство между двумя соединяемыми деталями из листового металла. Флюс плавится вместе с электродом, но образует газ и шлак, которые защищают расплавленный электрод и электрическую дугу.
Сварка электродом представляет собой простой, портативный и недорогой метод, подходящий для сварки черных металлов, таких как низколегированные и высоколегированные стали, углеродистые стали, чугун и никелевый сплав.
· Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
GTAW, также известная как сварка TIG (вольфрам в среде инертного газа), подходит для черных и цветных металлов, таких как нержавеющая сталь, алюминий и титан. Он включает в себя использование вольфрамового электрода для плавления заготовки, создания жидкой лужи, которая объединяет их при затвердевании.
Он включает в себя использование вольфрамового электрода для плавления заготовки, создания жидкой лужи, которая объединяет их при затвердевании.
Сварка ВИГ не использует флюс и требует большой точности. Тем не менее, он обеспечивает прочные и качественные сварные соединения.
· Дуговая сварка металлическим газом (GMAW)
Этот метод является наиболее распространенным методом сварки, используемым при сварке многих материалов. GMAW, также известный как сварка MIG (металл в инертном газе), представляет собой полуавтоматический или полностью автоматический метод, в котором для сварки заготовок используется непрерывный сплошной проволочный электрод (аналогичный заготовкам). Он также сопровождается защитным газом, который защищает их от загрязнений. В отличие от других методов, он не дает шлепков и является непрерывным.
· Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой (FCAW) представляет собой процесс сварки вне помещений, подходящий для работы с толстыми и загрязненными материалами из чугуна, нержавеющей стали, углеродистой стали, -никелевых сплавов и низколегированных сталей происхождения.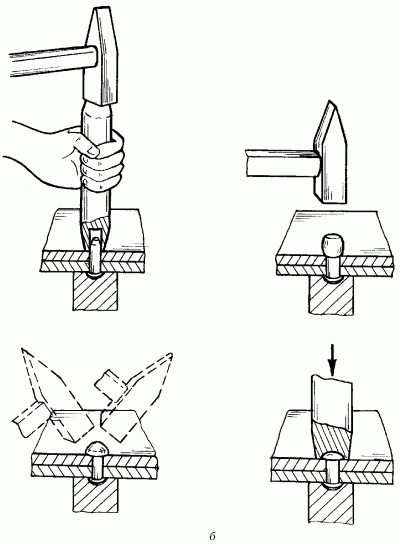
Включает использование непрерывного электрода из полой проволоки с флюсовым компаундом. При этом также образуется шлак, который необходимо удалить, чтобы сваренная деталь выглядела лучше и чище.
Типы сварных соединений
Сварные соединения выполняются путем вставки заклепки в просверленные отверстия двух деталей из листового металла. Общие сварные соединения включают:
- Сварка встык : Сварка встык является наиболее распространенным и простым типом сварного соединения. Он заключается в размещении свариваемых металлов в одной плоскости перед сваркой.
- Сварные соединения внахлест : Сварные соединения внахлест представляют собой модифицированные стыковые соединения, образованные путем наложения листового металла внахлест и сварки их вместе с одной или обеих сторон. Это наиболее подходящие сварные соединения для листового металла различной толщины.
- Сварка тройника : Сварка тройника выполняется путем пересечения двух материалов под углом 90°.
 Одна деталь из листового металла размещается в центре другой детали из листового металла, образуя Т-образную форму (отсюда и название тройниковых сварных соединений).
Одна деталь из листового металла размещается в центре другой детали из листового металла, образуя Т-образную форму (отсюда и название тройниковых сварных соединений).
- Сварка угловых соединений : Угловые соединения аналогичны тройниковым сварным соединениям, хотя металл находится в углу. Это приводит к формированию L-образной формы.
Плюсы и минусы сварки
Сварка является более популярным методом при сравнении заклепок и сварки . Однако сварка имеет свои плюсы и минусы.
Плюсы
- Сварные соединения сплошные
- Подходят для однородных и разнородных материалов
- Лучше эстетически за счет формирования гладкого внешнего вида
- Различаются формы и направления работы
Минусы
- Имеют хрупкие соединения с меньшей усталостной прочностью
- Дополнительные нагрузки из-за деформации
- Требуются квалифицированные операторы, что может увеличить стоимость рабочей силы
- Требуется электричество, что может увеличить эксплуатационные расходы
и клепка
Как сварка, так и клепка имеют свои преимущества и недостатки и подходят для многих продуктов. Однако одно различие между клепкой и сваркой может определить тип продукта, для которого применим каждый метод. Вот некоторые различия между обоими методами и как выбрать правильный.
Однако одно различие между клепкой и сваркой может определить тип продукта, для которого применим каждый метод. Вот некоторые различия между обоими методами и как выбрать правильный.
· Материалы
Два способа соединения подходят для сходных и разнородных материалов. Однако клепка — лучший метод, если вы хотите соединить разнородные материалы. В отличие от сварки, он не учитывает температуру плавления деталей из листового металла, что является неотъемлемой частью сварки.
· Скорость
Это существенная разница между клепкой и сваркой . По сравнению с клепкой сварка имеет более высокую производительность. Это автоматизированный процесс, идеально подходящий для соединения различных металлических деталей. Клепка, с другой стороны, требует нескольких процессов, включая сверление отверстий, крепление и сплющивание заклепок.
· Стоимость
С точки зрения общей стоимости клепка является более дорогостоящим методом, чем сварка. Несмотря на то, что заклепки имеют низкие цены, общая стоимость клепки больше. Это происходит за счет накопления материальных, эксплуатационных и трудовых затрат.
· Прочность
Сварка обеспечивает неразъемное и жесткое соединение, более прочное, чем заклепочное соединение. Следовательно, они идеально подходят для соединения металлов, используемых при изготовлении жестких рам. Прочность суставов — огромная разница. Поэтому сварка является лучшим методом для изделий, требующих таких свойств.
· Безопасность
Оба метода в определенной степени безопасны. Однако, поскольку большинство сварочных процессов автоматизировано, сварка безопаснее. Другим аспектом было бы рассмотрение использования тепла, и здесь клепка является более безопасным выбором.
· Применение
Клепка используется в авиационной промышленности, мостостроении, судостроении и производстве товаров народного потребления. Сварка подходит для изготовления компонентов в электротехнической, аэрокосмической и оборонной промышленности.
Сварка лучше клепки?
Лучший метод соединения деталей из листового металла зависит от того, что вы хотите. Поэтому вместо того, чтобы искать лучший метод, поймите факторы, которые играют роль в обоих методах. Поэтому лучше исходить из вопроса «когда выбрать сварку или клепку».
Когда выбирать сварку
Ниже приведены несколько условий, которые следует учитывать при выборе сварки:
– Чувствительность к весу
Если вы пытаетесь изготовить изделие и вам важна его масса, лучше всего подойдет сварка. В отличие от клепки, он не увеличивает конечный вес изделия до степени клепки, так как при соединении листового металла не добавляются никакие другие материалы.
– Эффективность
Если вы цените эффективность, сварка также является лучшим методом соединения. Используемые процессы в основном автоматизированы, что ускоряет и упрощает соединение двух металлов. Также нет необходимости сверлить, делать крепеж и т.п.
– Эстетика
Сварка является более эстетичным методом, так как после постобработки получается гладкая поверхность. Это отличается от клепки, когда многие люди считают выпуклость заклепки эстетически непривлекательной.
– Прочность соединения
Сварка обеспечивает неразъемное и жесткое соединение, более прочное, чем заклепочное соединение. Сварные соединения представляют собой прочные, долговечные и жесткие каркасы. Поэтому они являются лучшим методом для изготовления прочных и жестких изделий.
– Различные формы
Сварка является более подходящим методом при работе с различными формами. В отличие от клепки, вы можете соединить цилиндрические металлические детали, используя любой из процессов, перечисленных выше.
Когда следует выбирать клепку
Несмотря на то, что сварка является более популярным методом, в некоторых ситуациях вам может потребоваться использовать клепку. Ниже приведены несколько условий для выбора клепки вместо сварки при изготовлении листового металла.
– Типы материалов
При работе с разнородными материалами с разными температурами плавления сварка может быть не лучшим методом, поскольку производители листового металла должны учитывать температуру плавления. Тем не менее, клепка является лучшим методом, так как вам нужно только просверлить материал и прикрепить заклепку или застежку.
– Требуемый нагрев
Для материалов, не требующих тепла, клепка является лучшим методом. Например, алюминий термически нестабилен, и соединение нескольких деталей из алюминиевого листа с использованием высокой температуры в большинстве случаев нецелесообразно. Поэтому заклепки больше подходят для алюминиевых изделий, как видно в кухонной утвари.
– Разборка
Клепаные изделия можно разбирать без повреждения каждой детали. Таким образом, метод соединения подходит для деталей, которые нуждаются в дополнительной проверке качества или деталей, которые постоянно заменяются из-за коррозии. Это отличается от сварки, где соединения неразъемные, что делает это одним из значительных преимуществ клепки перед точечной сваркой в некоторых продуктах.
– Гибкая конструкция
С точки зрения гибкости, только верхний процентиль может обеспечить гибкость при сварке. Клепка — лучший метод обработки продукта без потери структурной целостности.
Заключение
Существует множество способов соединения деталей из листового металла. Однако самыми популярными методами являются сварка и клепка. Оба имеют разные процессы, преимущества и недостатки. Следовательно, выбор может быть проблемой.
Несмотря на то, что в этой статье была представлена разница между обоими методами, вам может понадобиться эксперт, который посоветует лучший метод для вашего проекта. Поэтому, если у вас есть вопросы, связанные с выбором или использованием сварки или клепки, вы можете связаться с нами по адресу RapidDirect, и мы дадим вам профессиональный совет.
Кроме того, мы являемся профессиональным поставщиком услуг по изготовлению листового металла, известным своим качеством и эффективностью производства по конкурентоспособной цене. Мы стремимся создавать прототипы и детали высочайшего качества с использованием точных производственных процессов и специальной рабочей силы. Чтобы начать свой проект, просто загрузите файл дизайна и получите расчет стоимости и анализ DfM в течение нескольких часов.
Начните свой проект по обработке листового металла
Часто задаваемые вопросы
Клепка постоянная или временная?
Клепка — это полупостоянный метод соединения деталей из листового металла. Он полупостоянный, потому что вы можете отстегнуть и удалить заклепку. Это делает клепку лучшим методом для изготовления продуктов, требующих контроля качества, и деталей, требующих постоянной замены.
Какой метод дает более высокую прочность, клепка или сварка?
Сварка имеет более высокую прочность, чем клепка. Благодаря термическому процессу сварные соединения становятся более жесткими и прочными. Поэтому сварка более применима при изготовлении изделий, требующих высокой прочности и долговечности.
Клепать дешевле, чем клепать?
Как правило, клепка обходится дороже, чем сварка. Несмотря на то, что используемые заклепки имеют низкую цену, накопление затрат, например, материалов и труда, увеличивает общую стоимость.
Повторное использование и восстановление мостов — клепка — сталь Баха
Не утраченное искусство, специальность Баха по стали
Обзор клепки: прошлое и настоящее
Большинство исторических металлических мостов, построенных до 1970 каким-то образом использовали заклепки. Заклепки почти всегда использовались для скрепления сборной конструкционной стали на мостах. Заклепки также часто использовались для соединения частей металлических мостов. Сегодня заклепки не используются при строительстве новых мостов. Вместо этого сварные швы и высокопрочные болты сегодня выполняют функцию заклепок в строительстве мостов. Однако при восстановлении исторического моста важно сохранить первоначальный дизайн моста, и в результате клепка до сих пор имеет место в области сохранения исторического наследия. Тем не менее, часто в проектах по восстановлению заклепок, требующих удаления, делается выбор в пользу замены их современными высокопрочными болтами. Такой выбор исключает важный аспект дизайна, мастерства и даже внешнего вида исторического моста. Поскольку сегодня они не используются на новых мостах, сохранение заклепок в исторических мостах — единственный способ гарантировать, что этот важный аспект изготовления мостов, который длился более века, не будет утерян навсегда. Кроме того, заклепки имеют гораздо более приятный внешний вид, чем болты. Большинство заклепок на мостах имеют пуговичную головку, которая находится на каждом конце ведомой заклепки. Благодаря своей форме и симметрии они придают мосту более чистый и приятный вид, чем болты, независимо от того, под каким углом смотреть на мост. В то же время заклепки, которые часто присутствуют на железе/стали моста отличного качества, на самом деле придают стали моста приятное ощущение глубины и текстуры. Заклепки также прочны и безопасны. Тот простой факт, что клепаные мосты 1870-х годов и ранее сохранились до наших дней, даже со многими из их оригинальных заклепок, свидетельствует о долговечности и безопасности заклепок.
Новые заклепки и инструменты, необходимые для их забивания, доступны и сегодня. Bach Steel гордится тем, что специализируется на клепании, и мы с нетерпением ждем возможности использовать наши навыки клепки для восстановления вашего моста. Мы можем установить заклепки в цехе и в полевых условиях, и у нас есть возможности для гидравлической клепки (заклепочные прессы) и пневматической клепки с помощью заклепочного молотка и держателя или распорки.
Bach Steel может выполнять клепку, как правило, более высокого качества и с меньшими затратами, чем несколько других существующих фирм, которые могут быть обучены клепке. Это связано с тем, что, в отличие от некоторых фирм, Bach Steel не верит в взимание надбавки за клепку. Мы оцениваем наши заклепочные работы по справедливой ставке, которая соответствует фактическим материалам и трудозатратам… цена, которая обычно конкурентоспособна со стоимостью использования высокопрочных болтов, регулирующих натяжение, которые требуют трудоемкой процедуры «поворота гайки».
Пожалуйста, не расстраивайтесь, если другая фирма предложит заоблачную цену за клепальный проект! Вместо этого свяжитесь с Bach Steel, и мы, вероятно, сможем сделать работу дешевле!
Ниже приведены некоторые ресурсы по клепке, которые, мы надеемся, будут вам полезны.
Нажмите здесь, чтобы просмотреть интересную историческую статью о заклепках и заклепках начала 20-го века Обслуживание Пути Цилопедия . Кроме того, щелкните здесь, чтобы просмотреть отрывок из другой книги начала 20-го века, в которой подробно описаны передовые методы клепки, а также некоторые преимущества клепки и риски, связанные с наймом человека, у которого нет надлежащего опыта клепки.
Щелкните изображение ниже для увеличения. На этой диаграмме поясняются различные символы, используемые для обозначения заклепок на планах и чертежах мостов.
Источник: Кетчум, Майло Смит. 1918. Данные справочника инженеров-строителей по проектированию и строительству стальных мостов и зданий .
Внесение заклепок в контракт
Внесение спецификаций для заклепывания в предложение контракта — хороший способ убедиться, что заклепки используются (и используются правильно) при восстановлении исторического металлического моста. Нажмите здесь, чтобы просмотреть специальное положение, которое включает заклепку как часть реставрации моста. Мост представлял собой Пайп-Крик-роуд через Пайп-Крик в округе Франклин, штат Индиана, который был восстановлен для дальнейшего использования на дорогах округа. Особо следует отметить приведенный ниже абзац из специальных положений, который предписывает использование заклепок и определяет качество изготовления.
Любые заклепки, отсутствующие или снятые с существующего моста, которые должны стать частью восстановленной конструкции, должны быть заменены новыми заклепками. Новые заклепки должны соответствовать размеру и расположению существующих. Заклепочная сталь, используемая в восстановленной конструкции и поручнях, должна иметь минимальный предел текучести 36 тысяч фунтов на квадратный дюйм и должна изгибаться в холодном состоянии на 180 градусов без образования трещин на внешней стороне изогнутой части. Головка заклепки должна сплющиваться в горячем состоянии до диаметра, в 2,5 раза превышающего диаметр стержня, без образования трещин по краям. Заклепки должны быть правильными по форме, концентрическими и должны быть выполнены качественно.
Восстановление пешеходного моста на Стейт-стрит в Бриджпорте, штат Мичиган, служит еще одним примером того, как клепка была включена в контрактное предложение, гарантирующее, что этот важный аспект реставрации исторического моста с ферменными фермами будет выполнен должным образом. Нажмите здесь, чтобы просмотреть полное предложение контракта. Нажмите здесь, чтобы просмотреть фотографии моста Бриджпорт. Язык для клепки был намного более подробным для этого проекта. Соответствующий язык из контрактного предложения приведен ниже.
Тип и материал заклепки. Заклепки должны быть новыми, с круглыми полукруглыми головками, изготовленными горячим способом. Все заклепки должны соответствовать требованиям к материалам ASTM A 502. Все заклепки должны соответствовать требованиям к размерам стандарта ANSI B18.1.2. Заклепки должны быть приблизительно полусферической формы и иметь одинаковый размер по всей перемычке для одних и тех же заклепок.
Подготовка. Перед склепкой элементов все стружки, заусенцы и посторонние материалы, образовавшиеся в результате сверления, штамповки или коррозии, должны быть удалены с соединяемых поверхностей. Если заусенцы удаляются путем снятия фаски, их глубина не должна превышать 1/32 дюйма. Элементы, подлежащие заклепке, должны быть временно скреплены штифтами или болтами и жестко зажаты вместе во время клепки. Смещение деталей при сборке не должно деформировать или увеличивать отверстия. Подрядчик должен определить количество и расположение временных штифтов или болтов, необходимых для обеспечения надлежащего контакта поверхностей для клепки. Такая схема должна быть утверждена Инженером. Временные штифты или болты должны последовательно удаляться по мере установки заклепок. Длина захвата заклепки будет очень зависеть от местоположения. Длина незабивных заклепок должна быть такой, чтобы обеспечить минимальные размеры головки, как указано в ANSI B18.1.2. (см. AISC, руководство по стальным конструкциям, шестое издание, 4-83 для руководства).
Установка. Заклепки должны быть нагреты в электрической, газовой или керосиновой печи и должны работать в диапазоне 1500-1950 градусов по Фаренгейту. При максимальной температуре нагрева заклепки приобретают светло-желтый цвет. Избегайте постоянного нагревания заклепок в печи после того, как они достигли рабочей температуры (чрезмерное «замачивание»). Во время нагрева следует избегать прямого попадания пламени на заклепки. Затем заклепка должна быть установлена в отверстие. Перед обработкой заклепки должны быть оценены диаметр, длина, температура и посадка, и если все не так, заклепка должна быть отклонена, и должны быть предприняты корректирующие действия. Любой шлак, образовавшийся на заклепках, должен быть очищен перед клепкой. Горячая заклепка должна быть забита в отверстия. Заклепки следует забивать с помощью клепального молотка Бойера (или аналогичного). Заклепки должны плотно прилегать к поверхностям соединяемых элементов. Поверхности уголков или пластин, подлежащие заклепке, не должны быть повреждены в процессе забивания заклепок.
Качество изготовления. Установка заклепок должна выполняться квалифицированно. Заклепки в сборе должны быть однородного качества и не иметь трещин, зазоров, острых краев, заусенцев, незакрепленных частей или других дефектов, которые могут сделать заклепки непригодными для использования по назначению.
Контроль качества. Подрядчик несет ответственность за весь контроль качества клепки. Все заклепки должны быть проверены сразу же после завершения вбивания и формовки, чтобы убедиться, что головки заклепок плотно прилегают к поверхности пластины или уголка и не имеют трещин. Подрядчик должен визуально проверить каждую заклепку на соответствие стандарту ANSI B18.1.2. Озвучьте каждую заклепку, чтобы убедиться, что она плотно зажата на месте. Ослабленные заклепки или размеры плоской головки, не соответствующие спецификации, должны быть отклонены и заменены без дополнительных затрат.
Связанные документы:
ASTM A 502 можно посмотреть здесь бесплатно.
Стандарт ANSI B18.1.2 можно приобрести здесь.
AISC, руководство по стальным конструкциям, шестое издание, можно приобрести здесь.
Захватывающие истоки «клепки» – Пюре из редьки
В 1942 году художник из Питтсбурга Дж. Ховард Миллер создал один из знаковых образов Второй мировой войны, феминизма и самой Америки.
На ярко-желтом фоне с жирными белыми буквами, гласящими: «Мы можем это сделать!», на его плакате изображена женщина, разминая бицепс в синей униформе и красной бандане в горошек. Она была вдохновлена 1942 фотография Наоми Паркер Фрэйли, работающей на военно-морской авиабазе США в Аламеде, штат Калифорния, как тщательно определил профессор Университета Сетон-Холл Джеймс Кимбл.
Паркер Фрэйли скончалась в прошлую субботу в возрасте 96 лет, но ее всегда будут помнить как Клепальщица Рози . Но она не была первой Клепальщица Рози .
Первоначально назывался «Мы можем это сделать!», теперь широко известен как Клепальщица Рози., 1943 г. На обложке Saturday Evening Post изображена сильная, уверенная в себе клепальщица в джинсах, пометившая свое обеденное ведерко «Рози». Она считается первым изображением женщины-военнослужащей, получившей прозвище Рози .
«Rosie» Нормана Роквелла (Wikimedia Commons)
Rosie Роквелла намекает на популярную, поднимающую боевой дух песню 1942 года Редда Эванса и Джона Джейкоба Леба «Rosie the Riveter»:
Весь день, будь то дождь или солнце
Она часть конвейера
Она творит историю, работает ради победы
Рози, бррррррррр, клепальщица
Песня помогла распространить аллитеративный прозвище для любой женщины, работавшей на промышленных предприятиях — и традиционно мужской — работы во время Второй мировой войны, включая женщину на плакате Миллера, которую мы знаем как или Клепальщица Рози.
В 1942 году имя Роуз было 50-м самым популярным женским именем, по данным Управления социального обеспечения, по сравнению с его пиком на 14-м месте в 1911 и 1913. Цветочное имя по прозвищу Рози входило в топ-30 имен примерно в период с 1880 по 1930 год и вернулось на 154-е место среди самых популярных имен девочек в 2016 году. установка болтов или заклепок для скрепления кусков металла в самолетах, кораблях и оборудовании. Мы также называем маленькие заклепки на наших синих джинсах заклепками ; они помогали скреплять карманы для рабочих 19-го века, которые носили (и рвали) материал во время работы.
Этимология скручивания и поворота
Первоначальные заклепки были похожи на заклепанный гвоздь: крепежные детали, концы которых были загнуты назад или приплюснуты к материалу, в который они были вбиты, чтобы скрепиться. Оксфордский словарь английского языка ( OED ) впервые свидетельствует об этой заклепке в начале 1390-х годов, производном от нее глаголе к 1450 году. Но самая ранняя запись формы OED была обнаружена до сих пор? Клепальщик , как revettour , в справочнике по профессиям 1307.
Этимология заклепки не так надежно скреплена, как было бы. Этимологи относят заклепку к среднефранцузскому заклепка , «короткая булавка или болт», от старофранцузского река , «скреплять, фиксировать или сковывать». Некоторые пытались найти более глубокое происхождение от rive , «берег» или «берег реки», через латинское ripa для того же самого. ( Прибытие также происходит от — да, и это тоже — от ripa , как и река , прибрежный и соперничают с .) Заклепки , согласно этой этимологии, отмечают края или границы, как и берега, смысл которого действительно был задокументирован для французского rive .
Однако другие этимологи находят это объяснение слишком причудливым. Вместо этого они обращаются к среднеголландскому wriven , «приводить в движение» или «приводить в движение», чье описание основного действия клепки, по-видимому, перекочевало во французский язык. Это сочинено может быть связано с английским глаголом rive («разорвать или разорвать»), более знакомым нам по формам riven ; это, вероятно, от древнескандинавского rifa , «разорвать на части», связанного с rift и винтовкой .
Ripa или написанное , протоиндоевропейские ученые могли бы сказать, что все это пустышка, поскольку в конечном счете они реконструируют оба слова в гипотетическом корне *rei-, «царапать, рвать, резать». Обрыв берега реки в каком-то древнем смысле, по-видимому, понимался как некий «разрыв».
Клепать вещи , да? Это метафорическое расширение OED впервые цитирует для «быстрого» или «непоколебимого» в Эдварде Филлипсе 1658 Mysteries of Love and Eloquence , своего рода инструкции по ухаживанию. В одном отрывке он перечисляет различные эпитеты, обычно используемые для брака :
Торжественный, торжественный, прививающий, соединяющий, сковывающий, сковывающий, связывающий, священный, скрепляющий, плодотворный, радостный, сковывающий, клепающий, пленяющий, гениальный, праздничный, плодотворный, счастливый, успешный, законопослушный, застывший, сковывающий.
