Расшифровка электродов: Как расшифровать названия электродов? — Ответы на вопросы наших клиентов
Содержание
Расшифровка электродов
- Марки электродов
- Виды электродов
- Вопросы и ответы
И так поговорим о том как можно расшифровать марки электродов различных типов.
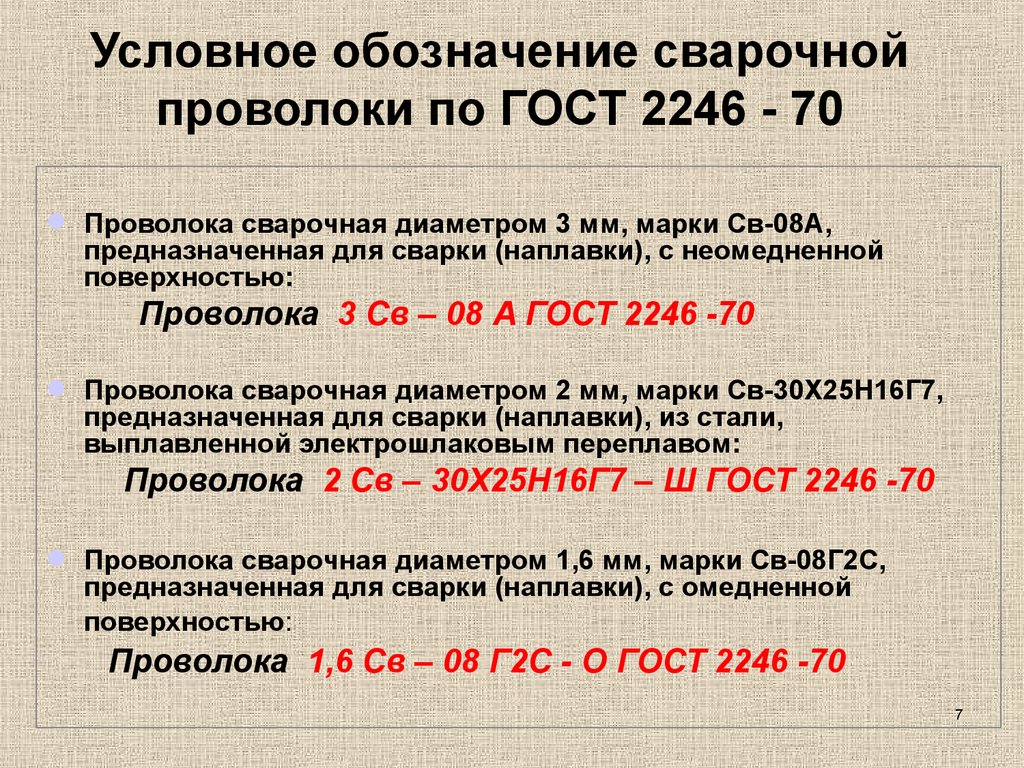
В первую очередь нужно обратить внимание на его гост сокращенно от слова «Государственный стандарт». Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться «синим» , а вот на самом деле как он именуется. Э46-ЛЭЗМР-3С.
Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки , для наплавки , для сварки цветных металлов и т.д . Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
Ну все по порядку. И так есть марка давайте ее расшифруем.
- Оранжевым цветом у нас отмечен тип электрода.
- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина покрытия электрода.
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э — Электрод.
- 46 — Временное сопротивление разрыву кгс/мм2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр .
 кгс — это килограмм силы. мм2 — квадратик 1мм -1мм — 1мм. Думаю здесь все понятно. Идем дальше.
кгс — это килограмм силы. мм2 — квадратик 1мм -1мм — 1мм. Думаю здесь все понятно. Идем дальше.
Марка электрода.
- В марке у нас содержится краткое название завода производителя это — лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан , а только значок ,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У — Обозначается как — Электрод для сварки углеродистой и низколегированной стали.
- Д — Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву ,ударную вязкость и еще несколько параметров все это по госту.

И так теперь вид покрытия.
- В данной марке электродов стоят две буквы РЦ и означает это — Рутиловое и Целлюлозное. Подробнее о видах покрытия конечно напишу.
Положение при сварке и рекомендуемый сварочный ток.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз , потолочный ,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее.
С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Назначение электродов
Обозначения электродов по толщине покрытия.
- М — Тонкое покрытие
- С — Среднее покрытие
- Д — Толстое покрытие
- Г — С особо толстым покрытием.
Виды покрытия.
Обозначения положения при сварке.
Рекомендуемый сварочный ток.
Ну думаю на этом все. По данному этапу можно определить как минимум для чего и какие металлы с ними можно варить.
- Сварка труб
- Классификация электродов
- Электроды по Маркам
- Для разнородных сталей
- Для сварки по ржавчине
Лучшие электроды для инвертора
Для сварки меди с нержавейкой
Для подводной сварки
Электроды озл-6
Маркировка сварочных электродов и их расшифровка
Главная » Статьи » Маркировка сварочных электродов и их расшифровка
Расшифровка маркировки электродов для сварки по каждому пункту
Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный шов или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
От этого зависит не только возможность сделать соединительный шов или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Нормативные документы
Создание единых правил маркирования электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Прежде всего необходимо рассмотреть принятую форму заполнения определенных характеристик. Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает название продукта, последующая цифра – значение временного сопротивления разрыва, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марку электродов.
- Диаметр.
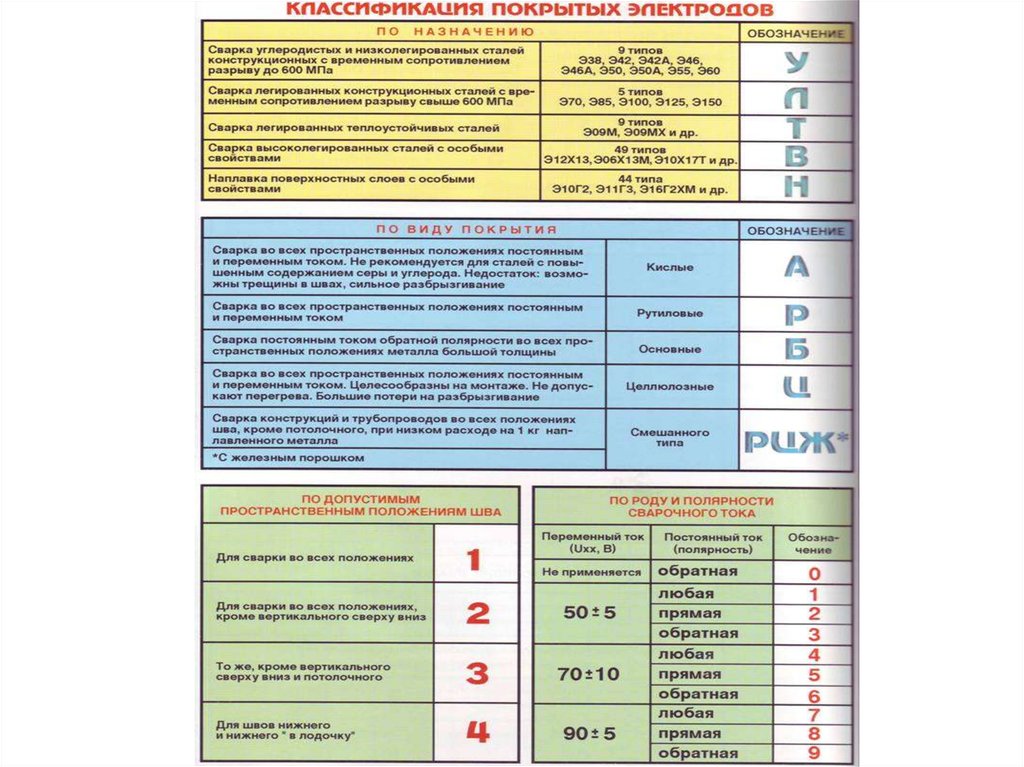
- Область назначения.
| У | Для сварки углеродистых и низколегированных марок стали с сопротивлением разрыву до 600 МПа |
| Л | Легированные стали конструкционного типа с сопротивлением разрыву свыше 600 МПа |
| Т | Теплоустойчивые стали |
| В | Для сварки высоколегированных марок стали с особыми свойствами |
| Н | Формируют слой наплавки |
- Толщина верхнего покрытия
| М | Тонкое |
| С | Среднее |
| Д | Толстое |
| Г | Особо толстое |
- Индекс, означающий характеристики свариваемого металла. Он должен соответствовать данным из ГОСТ 9467-75. В нем дается подробная расшифровка по каждому из возможных обозначений.
- Вид покрытия.
| А | Кислое |
| Б (В) | Основного типа |
| Р ® | Рутиловые |
| Ц © | Целлюлозные |
| П (S) | Прочие |
Для смешанных типов покрытий принято двойное обозначение, например БР (BR) – рутило-основное.
- Разрешенные положения направления сварки.
| 1 | Все положения |
| 2 | Все, кроме вертикального, направленного сверху вниз |
| 3 | Запрещает потолочный и вертикальный шов сверху вниз |
| 4 | Только для нижнего |
- Указывает характер тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, согласно которому была выполнена маркировка.
- Ссылка на нормативный документ изготовления электродов.
Кроме этих параметров указывают дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики конструкции.
Зная все вышеперечисленные условные обозначения, можно выбрать оптимальную марку электродов для выполнения определенного типа работ.
ismith.ru
Маркировка электродов — Справочник сварщика
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
— «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
— «Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45
www.vse-o-svarke.org
Стандарты маркировки электродов сварочных
- Дата: 11-07-2015
- Просмотров: 402
- Рейтинг: 40
Необходимость применения определенных сварочных электродов обуславливается различиями физико-химических свойств соединяемых металлов, геометрии и пространственного положения швов, а также степенью ответственности соединений. Разный присадочный материал применяется для формирования швов и наплавляемых поверхностей.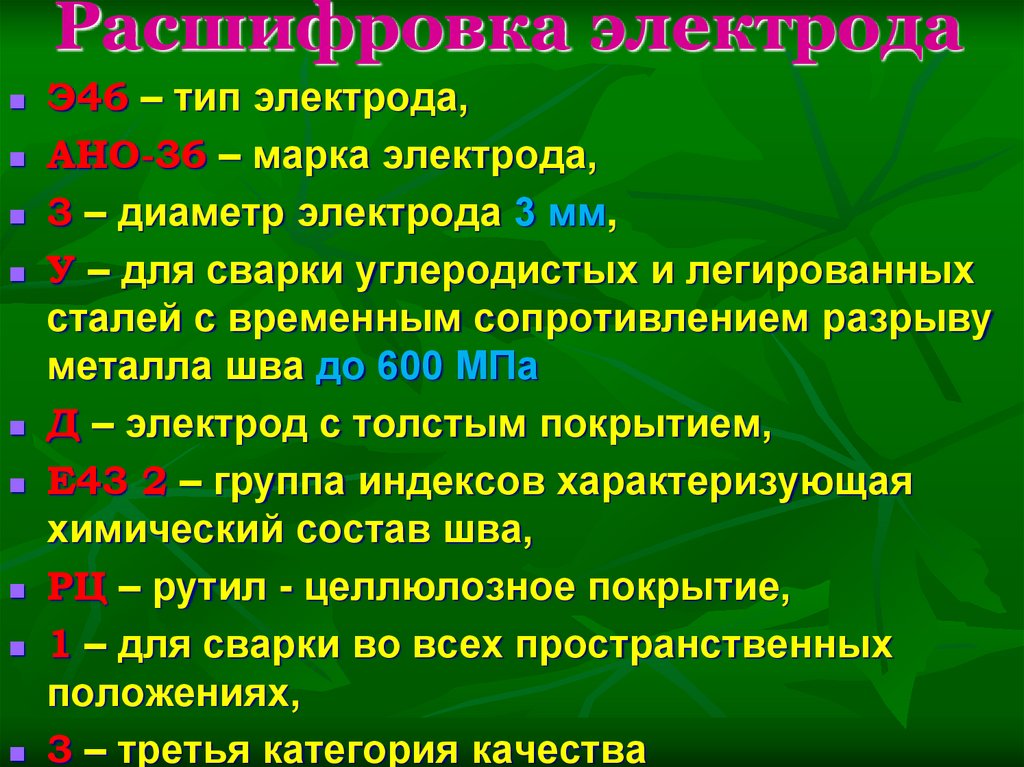 Применимость электродов для создания конкретного соединения может быть определена их маркировкой.
Применимость электродов для создания конкретного соединения может быть определена их маркировкой.
Виды электродов по допустимым пространственным положениям сварки или наплавки.
Нормативная документация
Отечественные производители электродов при нанесении маркировки руководствуются ГОСТами 9466-75, 9467-75, 10051-75 и 10052-75. В этих стандартах изложены требования к присадочному материалу для соединения конструкционных углеродистых и низколегированных сталей, теплоустойчивых и высоколегированных сталей и наплавки поверхностей.
Электроды для сварки высоколегированных сталей кодируются группой индексов.
Расшифровка обозначения материалов для сварки чугуна и цветных металлов не регламентируется ГОСТами, а основывается на отраслевых стандартах и внутренних стандартах производителей.
Для нанесения обозначений по международным стандартам используются нормы ISO-2560 и ISO-3580, европейские нормы EN-499 и американские AWS 5.1. Обозначения, наносимые по ГОСТ и этим стандартам, во многом похожи, но имеют свои особенности.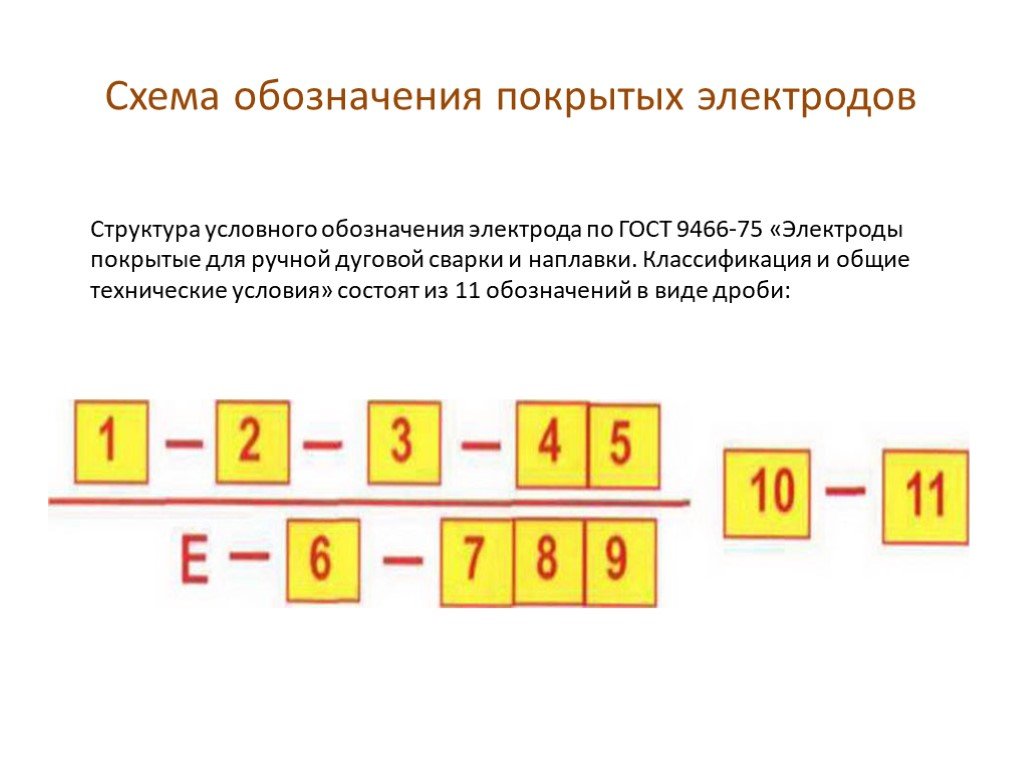
Отечественная маркировка электродов представляет собой две группы букв и цифр, разделенных дефисами.
Две группы располагаются одна относительно другой в виде дроби или в строку через пробел.
Первая группа индексов
Первая группа выглядит следующим образом:
1-2-3-45.
На позиции 1 указывается тип электрода. По типу электрода можно понять, для соединения каких сталей он предназначен. Углеродистые и низколегированные стали сваривают электродами, тип которых обозначен в виде Э42А. «Э» означает электрод для ручной дуговой сварки, цифра 42 указывает на предел прочности при растяжении стали.
Маркировка сварочных электродов.
Вместо нее может быть 38, 46, 50, 55 или 60 кгс/мм2. Литера «А» проставляется при условии, что формируемый шов имеет улучшенную пластичность и ударную вязкость.
Для соединения других сталей и наплавки тип выглядит несколько иначе: Э-12Х11НВМФ. Здесь число после дефиса означает содержание углерода в сотых процента, буквы с цифрами после них указывают на наличие легирующего компонента и его содержание в процентах. Для содержания меньше 1,5% проставляется только наименование элемента.
Для содержания меньше 1,5% проставляется только наименование элемента.
Расшифровка легирующих элементов представлена в таблице:
| А | Азот | Г | Марганец | М | Молибден | Р | Бор | Ф | Ванадий |
| Б | Ниобий | Д | Медь | Н | Никель | С | Кремний | Х | Хром |
| В | Вольфрам | К | Кобальт | П | Фосфор | Т | Титан | Ц | Цирконий |
На 2-ой позиции представлена марка электродов. Она большей частью присваивается в зависимости от состава обмазки. Общих принципов формирования обозначения марки не существует. Обозначение может включать буквы, цифры, дефисы, значок дроби. Разработчик присваивает его произвольно. Свойства конкретной марки можно найти в ТУ, но основные моменты становятся ясны из общей маркировки изделия.
Диаметр проволоки в мм указывается на 3-ей позиции.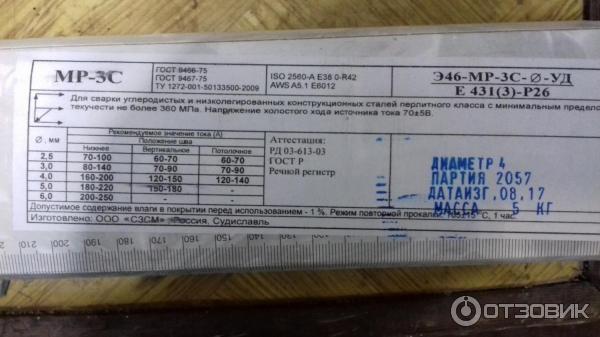 Вместо цифры может стоять значок диаметра. Это говорит о нескольких выпускаемых диаметрах с одной маркировкой. Значение диаметра в конкретном случае нужно искать на упаковке.
Вместо цифры может стоять значок диаметра. Это говорит о нескольких выпускаемых диаметрах с одной маркировкой. Значение диаметра в конкретном случае нужно искать на упаковке.
Буква на 4-ой позиции указывает на тип стали, для которой предназначен электрод:
| У | Углеродистые и низколегированные стали |
| Л | Легированные стали |
| Т | Теплостойкие стали |
| В | Высоколегированные стали |
| Н | Для наплавки |
Буква, стоящая на 5-ой позиции, зависит от относительной толщины обмазки:
| Буква | Отношение диаметра с обмазкой к диаметру стержня |
| М | До 1,2 |
| С | От 1,2 до 1,45 |
| Д | От 1,46 до 1,8 |
| Г | От 1,8 |
Вторая группа индексов
Таблица типов электродов.
Вторая группа призвана адаптировать маркировку под международные стандарты. Ее общий вид следующий:
Ее общий вид следующий:
Е 12(3)-456.
На позиции 1 располагается пара чисел, означающая предел прочности стали на растяжение в МПа без последней цифры, то есть вместо 430 МПа вписывается 43. 2-ая позиция ответственна за относительное удлинение.
Цифра на 3-ей позиции от 0 до 7 зависит от минимальной температуры, при которой ударная вязкость материала шва сохраняется на уровне не ниже 34 Дж/кв.см. Соответствие индексов и температур представлено в таблице:
| Индекс | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Значение температуры, °С | Не регламентируется | +20 | 0 | -20 | -30 | -40 | -50 | -60 |
На 4-ой позиции указывается вид обмазки. Он может быть обозначен одной или парой символов для смешанных покрытий. Символы означают:
| Обозначение | Вид покрытия |
| А | Кислое |
| Б | Основное |
| Ц | Целлюлозное |
| Р | Рутиловое |
| П | Прочие |
Расшифровка для 5-ой позиции указывает на допустимые положения сварки:
| 1 | Допускается любое положение |
| 2 | Все положения, кроме направления сверху вниз, для вертикальных швов |
| 3 | Допускаются нижние, горизонтальные швы и вертикальные швы «снизу вверх» |
| 4 | Для нижних швов |
Последняя 6-я позиция маркирует рекомендуемые параметры сварочного тока:
| Индекс | Полярность в режиме DC | Диапазон допустимых напряжений холостого хода, В |
| 0 | Обратная | Не нормируется |
| 1 | Любая | 47-53 |
| 2 | Прямая | 47-53 |
| 3 | Обратная | 47-53 |
| 4 | Любая | 63-77 |
| 5 | Прямая | 63-77 |
| 6 | Обратная | 63-77 |
| 7 | Любая | 85-95 |
| 8 | Прямая | 85-95 |
| 9 | Обратная | 85-95 |
https://moyasvarka.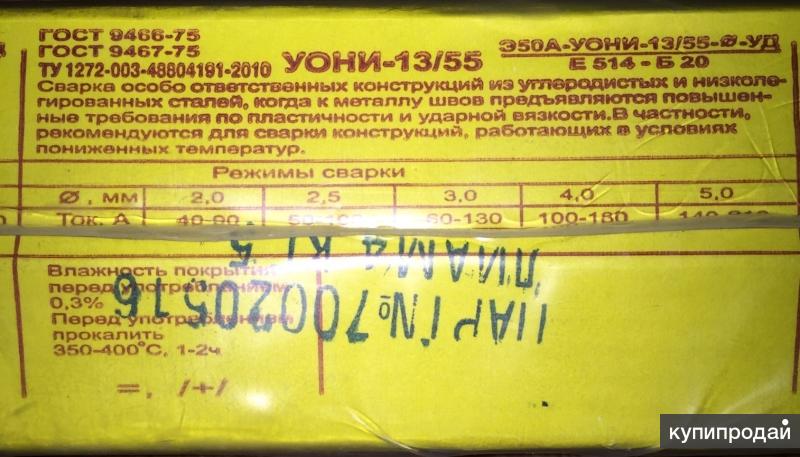 ru/youtu.be/imSgJ86nqUY
ru/youtu.be/imSgJ86nqUY
После маркировки сварочных электродов принято указывать ГОСТ, который может понадобиться для расшифровки условных обозначений.
moyasvarka.ru
Сварочные электроды, маркировка и назначение. Особенности проверок и испытаний
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик. Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.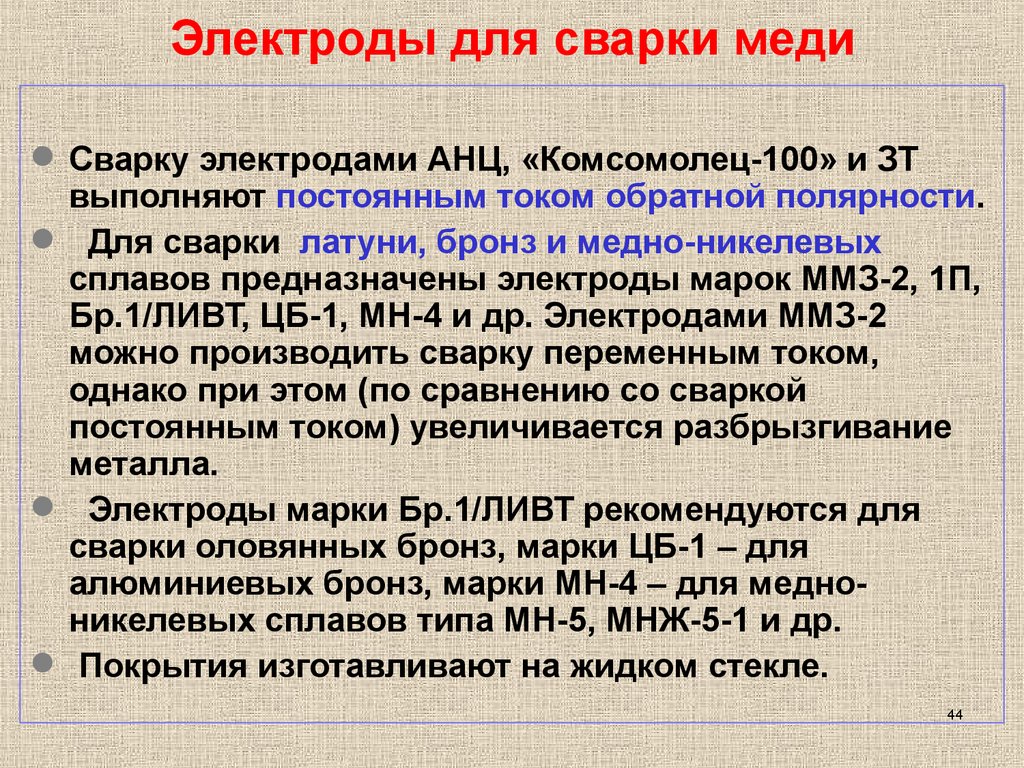
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10 Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм². |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УД Е514(4)-Б10
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УД Е514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение вида покрытия. В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.
- Стержень изготавливается из специальной сварной проволоки. Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва.
 После остывания он легко удаляется.
После остывания он легко удаляется.
Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
obinstrumente.ru
Расшифровка разговорного английского языка с помощью внутрикортикальных электродов в дорсальной прецентральной извилине
. 2020 25 ноября; 17 (6): 066007.
2020 25 ноября; 17 (6): 066007.
doi: 10.1088/1741-2552/abbfef.
Гай Х Уилсон
1
, Сергей Д Ставиский
2
3
4
, Фрэнсис Р. Уиллетт
2
4
5
, Дональд Т. Авансино
2
, Джессика Н Келемен
6
, Ли Р. Хохберг
6
7
8
9
, Джейми М. Хендерсон
2
3
, Шауль Дракманн
3
10
, Кришна В Шеной
3
4
5
10
11
Принадлежности
- 1 Программа для выпускников нейробиологии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.

- 2 Отделение нейрохирургии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 3 Институт неврологии Ву Цай и Институт Bio-X, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 4 Факультет электротехники, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 5 Медицинский институт Говарда Хьюза при Стэнфордском университете, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 6 Кафедра неврологии, Гарвардская медицинская школа, Бостон, Массачусетс, Соединенные Штаты Америки.
- 7 Центр нейротехнологий и нейровосстановления, отделение неврологии Массачусетской больницы общего профиля, Бостон, Массачусетс, Соединенные Штаты Америки.

- 8 VA Центр нейрореставрации и нейротехнологий, Служба исследований и разработок в области реабилитации, Медицинский центр штата Вирджиния, Провиденс, Род-Айленд, Соединенные Штаты Америки.
- 9 Институт наук о мозге Карни и Инженерная школа Брауновского университета, Провиденс, Род-Айленд, Соединенные Штаты Америки.
- 10 Кафедра нейробиологии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 11 Факультет биоинженерии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
PMID:
33236720
PMCID:
PMC8293867
DOI:
10.
 1088/1741-2552/аббфеф
1088/1741-2552/аббфеф
Бесплатная статья ЧВК
Гай Х. Уилсон и соавт.
Дж. Нейронная инженерия.
.
Бесплатная статья ЧВК
. 2020 25 ноября; 17 (6): 066007.
doi: 10.1088/1741-2552/abbfef.
Авторы
Гай Х Уилсон
1
, Сергей Д Ставиский
2
3
4
, Фрэнсис Р Уиллетт
2
4
5
, Дональд Т. Авансино
Авансино
2
, Джессика Н Келемен
6
, Ли Р. Хохберг
6
7
8
9
, Джейми М. Хендерсон
2
3
, Шауль Дракманн
3
10
, Кришна В Шеной
3
4
5
10
11
Принадлежности
- 1 Программа для выпускников нейробиологии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 2 Отделение нейрохирургии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.

- 3 Институт неврологии Ву Цай и Институт Bio-X, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 4 Факультет электротехники, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 5 Медицинский институт Говарда Хьюза при Стэнфордском университете, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 6 Кафедра неврологии, Гарвардская медицинская школа, Бостон, Массачусетс, Соединенные Штаты Америки.
- 7 Центр нейротехнологий и нейровосстановления, отделение неврологии Массачусетской больницы общего профиля, Бостон, Массачусетс, Соединенные Штаты Америки.

- 8 VA Центр нейрореставрации и нейротехнологий, Служба исследований и разработок в области реабилитации, Медицинский центр штата Вирджиния, Провиденс, Род-Айленд, Соединенные Штаты Америки.
- 9 Институт наук о мозге Карни и Инженерная школа Брауновского университета, Провиденс, Род-Айленд, Соединенные Штаты Америки.
- 10 Кафедра нейробиологии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
- 11 Факультет биоинженерии, Стэнфордский университет, Стэнфорд, Калифорния, Соединенные Штаты Америки.
PMID:
33236720
PMCID:
PMC8293867
DOI:
10.
 1088/1741-2552/аббфеф
1088/1741-2552/аббфеф
Абстрактный
Задача:
Чтобы оценить потенциал сигналов внутрикортикальной электродной матрицы для интерфейсов мозг-компьютер (BCI) для восстановления утраченной речи, мы измерили производительность декодеров, обученных различать полный базовый набор из 39 английских фонем и синтезировать звуки речи с помощью метода сопоставления нейронных паттернов. . Мы расшифровали нейронные корреляты произнесенных вслух слов в области «ручки» прецентральной извилины, что является шагом к конечной цели — декодированию попытки речи из вентральных речевых областей у пациентов, которые не могут говорить.
Подход:
Нейронные и звуковые данные были записаны в то время, как два участника пилотного клинического испытания BrainGate2, каждый из которых имел два постоянно имплантированных массива из 96 электродов, произносили 420 различных слов, в которых широко использовались английские фонемы.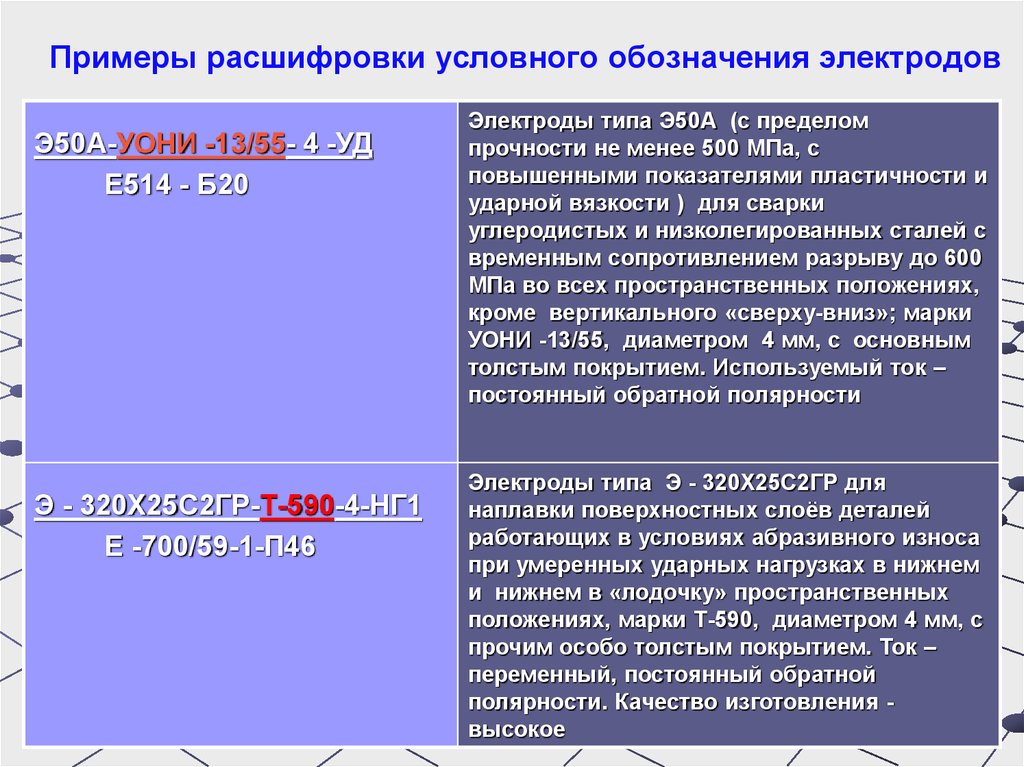 Начало фонем было идентифицировано по аудиозаписям, а их идентичность затем была классифицирована по нейронным характеристикам, состоящим из накопленных в бине потенциалов действия каждого электрода или мощности потенциала высокочастотного локального поля. Синтез речи осуществлялся с использованием метода сопоставления образов «мозг-речь». Мы также изучили два возможных фактора смешения, специфичных для декодирования явной речи: акустическое загрязнение нейронных сигналов и систематические различия в маркировке времени начала различных фонем.
Начало фонем было идентифицировано по аудиозаписям, а их идентичность затем была классифицирована по нейронным характеристикам, состоящим из накопленных в бине потенциалов действия каждого электрода или мощности потенциала высокочастотного локального поля. Синтез речи осуществлялся с использованием метода сопоставления образов «мозг-речь». Мы также изучили два возможных фактора смешения, специфичных для декодирования явной речи: акустическое загрязнение нейронных сигналов и систематические различия в маркировке времени начала различных фонем.
Основные результаты:
Линейный декодер достиг точности классификации до 29,3% (вероятность = 6%) по 39 фонемам, в то время как классификатор RNN достиг точности 33,9%. Развертка параметров показала, что производительность не достигла предела при добавлении большего количества электродов или большего количества тренировочных данных, и что точность улучшилась при использовании изменяющейся во времени структуры данных. Микрофонное загрязнение и различия в начале фонем незначительно повысили точность декодирования, но их можно было смягчить путем вычитания акустических артефактов и использования нейронного маркера начала речи соответственно. Синтез речи достиг корреляции r = 0,523 между истинным и реконструированным звуком.
Микрофонное загрязнение и различия в начале фонем незначительно повысили точность декодирования, но их можно было смягчить путем вычитания акустических артефактов и использования нейронного маркера начала речи соответственно. Синтез речи достиг корреляции r = 0,523 между истинным и реконструированным звуком.
Значение:
Возможность декодировать речь с использованием внутрикортикальных сигналов массива электродов из нетрадиционной речевой области предполагает, что размещение массивов электродов в вентральных речевых областях является многообещающим направлением для речевых ИМК.
Заявление о конфликте интересов
Цифры
Рис. 1.
Нейронные данные, записанные во время…
Рисунок 1.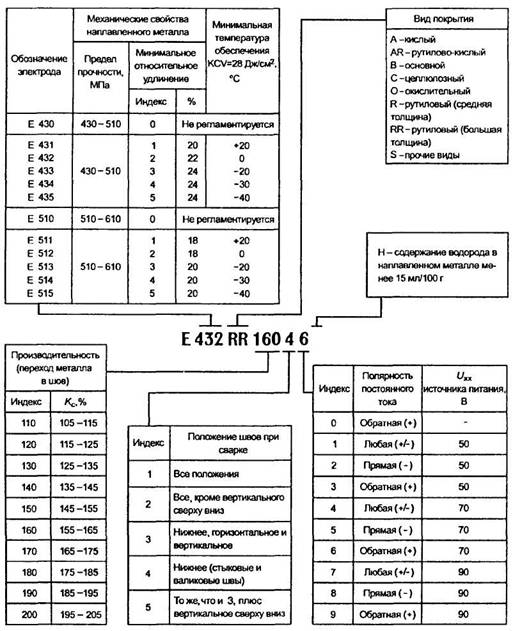
Нейронные данные, записанные во время задания на произнесение слов. ( A ) Размещение массивов…
Фигура 1.
Нейронные данные, записанные во время задания на произнесение слов. ( A ) Размещение массива на трехмерных реконструкциях мозга каждого участника. На рисунке слева показано, что мы зарегистрировали нейронные корреляты явной речи в дорсальной области коры, которая отличается от вентральных областей, где обычно декодируется речевое производство. ( B ) Иллюстрация задания на произношение слов с визуальной подсказкой. ( C ) Пример сегментации фонемы слова из записанного аудио. Ниже мы показываем пики пересечения порога и высокочастотный LFP (HLFP) для скоростей окна 500 мс, сосредоточенных на начале голоса для этого произнесения /w/.
Рисунок 2. Отдельные электроды показывают широкую настройку…
Рисунок 2. Отдельные электроды показывают широкую настройку по фонемам.
Отдельные электроды показывают широкую настройку по фонемам.
( A ) Растровые шипы для…
Рисунок 2. Отдельные электроды показывают широкую настройку по фонемам.
( A ) Пиковые растры для одного электрода T5 во всех экземплярах / d / в полном наборе данных произносимых слов. Черные прямоугольники показывают окно анализа периода задержки 500 мс перед началом сигнала и окно анализа 100 мс, сосредоточенное вокруг начала голоса). ( B ) График рассеяния скоростей возгорания в период задержки и начала для электрода, показанного на A; каждая точка — это одно испытание. Частота возбуждения значительно выше в начале голоса (тест на двусторонний знак перестановки; p<0,001). ( C ) Три примера электродов T5 (вверху) и электродов T11 (внизу) выбраны для демонстрации высокой, низкой и незначительной избирательности между разговорами по разным телефонам (по Краскелу-Уоллису при частоте однократных пробных срабатываний от 350 до 500 мс после стартового сигнала). , отмечены вертикальными линиями). Фонемы были отсортированы по частоте возбуждения для электрода примера высокой настройки каждого участника, а затем сохранены в том же порядке для двух других электродов. ( D ) Распределение количества фонем, на которые настроены электроды T5 (верхний) и T11 (нижний) (т. е. имеющие значительную разницу в скорости срабатывания между эпохами задержки и начала), отсортированное от самой широкой настройки к самой узкой настройке. В целом, электроды имеют широкий профиль настройки. Вертикальные цветные линии обозначают электрод соответствующего цвета на панели C.
, отмечены вертикальными линиями). Фонемы были отсортированы по частоте возбуждения для электрода примера высокой настройки каждого участника, а затем сохранены в том же порядке для двух других электродов. ( D ) Распределение количества фонем, на которые настроены электроды T5 (верхний) и T11 (нижний) (т. е. имеющие значительную разницу в скорости срабатывания между эпохами задержки и начала), отсортированное от самой широкой настройки к самой узкой настройке. В целом, электроды имеют широкий профиль настройки. Вертикальные цветные линии обозначают электрод соответствующего цвета на панели C.
Рисунок 3.
Расшифровка 39 английских фонем и…
Рисунок 3.
Декодирование 39 английских фонем и связанных с ними разверток гиперпараметров. ( A ) Фонема T5…
Рисунок 3.
Декодирование 39 английских фонем и связанных с ними разверток гиперпараметров. ( A ) Матрица путаницы при декодировании фонем T5, отсортированная по иерархической кластерной дендрограмме. Значения нормализованы таким образом, что сумма каждой строки равна 1. Общая точность составила 29.0,3% с использованием перекрестной проверки с исключением одного. Обратите внимание, что цветовая полоса насыщена на уровне 0,7 (чтобы лучше показать структуру ошибок), а не 1. Метки фонем окрашены в зависимости от их места в группе артикуляции, что более подробно рассматривается на дополнительном рисунке 2. ( BC ) Развертки параметров для обучения установите размер (B) и количество электродов (C). Затенение обозначает стандартное отклонение для 10 повторений 10-кратной перекрестной проверки. (D) Создание более мелких интервалов времени из общего 500-миллисекундного окна повышает производительность. Например, двадцать временных бинов (крайняя правая точка на этом графике) означают, что каждый электрод вносит двадцать бинов, каждый из которых усредняет HLFP за 25 мс в общий вектор нейронных признаков. (E) Использование окна большего размера (с неперекрывающимися бинами по 50 мс) повышает производительность до насыщения около 600 мс. ( F-J ) То же, что и выше для данных T11.
(E) Использование окна большего размера (с неперекрывающимися бинами по 50 мс) повышает производительность до насыщения около 600 мс. ( F-J ) То же, что и выше для данных T11.
Рисунок 4:
Выравнивание начала звуковой фонемы вызывает…
Рисунок 4:
Выравнивание начала фонем на основе звука вызывает ложную нейронную дисперсию между фонемами. ( А )…
Рисунок 4:
Выравнивание начала фонем на основе звука вызывает ложную нейронную дисперсию между фонемами. ( A ) Частота возбуждения (бины 20 мс) примерного электрода по 18 классам фонем нанесена на график для различных стратегий выравнивания (слева направо: выравнивание данных одних и тех же высказываний с сигналом перехода, началом голоса и «нейронным началом»).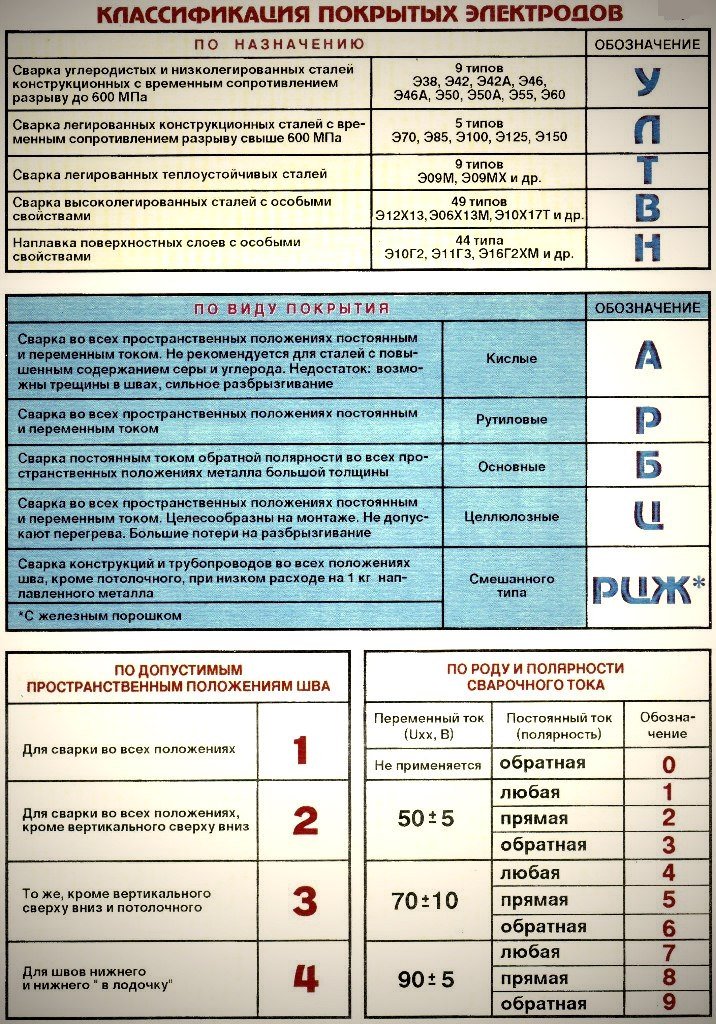 подход, который мы вводим). Каждый след представляет собой одну фонему, а штриховка обозначает стандартные ошибки. Взрывные звуки затенены теплыми цветами, чтобы проиллюстрировать, как выравнивание начала голоса систематически искажает выравнивание определенных фонем. ( BC ) dPC для зависимой от фонемы и независимой от фонемы факторизации частоты срабатывания нейронного ансамбля в окне 1500 мс. Проекции пяти верхних компонентов dPC (отсортированные по объясненной дисперсии) отображаются для каждой маргинализации для подходов аудио и нейронного выравнивания. ( B ) Проекции dPC совмещены с началом голоса (вертикальные пунктирные линии). Взрывные звуки (теплые цвета) имеют временной профиль, аналогичный другим фонемам (холодные цвета), за исключением временного смещения. Это служит предупреждением о том, что выравнивание начала голоса может искусственно вводить различия между пробными усредненными действиями разных фонем. Чтобы компенсировать это, мы повторно выровняли данные по нейронной (а не аудио) привязке: для определения «нейронного начала» для нейронной связи использовалось усредненное по пробам пиковое время каждой фонемы с наибольшим инвариантным условием компонентом, обведенным черным цветом.
подход, который мы вводим). Каждый след представляет собой одну фонему, а штриховка обозначает стандартные ошибки. Взрывные звуки затенены теплыми цветами, чтобы проиллюстрировать, как выравнивание начала голоса систематически искажает выравнивание определенных фонем. ( BC ) dPC для зависимой от фонемы и независимой от фонемы факторизации частоты срабатывания нейронного ансамбля в окне 1500 мс. Проекции пяти верхних компонентов dPC (отсортированные по объясненной дисперсии) отображаются для каждой маргинализации для подходов аудио и нейронного выравнивания. ( B ) Проекции dPC совмещены с началом голоса (вертикальные пунктирные линии). Взрывные звуки (теплые цвета) имеют временной профиль, аналогичный другим фонемам (холодные цвета), за исключением временного смещения. Это служит предупреждением о том, что выравнивание начала голоса может искусственно вводить различия между пробными усредненными действиями разных фонем. Чтобы компенсировать это, мы повторно выровняли данные по нейронной (а не аудио) привязке: для определения «нейронного начала» для нейронной связи использовалось усредненное по пробам пиковое время каждой фонемы с наибольшим инвариантным условием компонентом, обведенным черным цветом.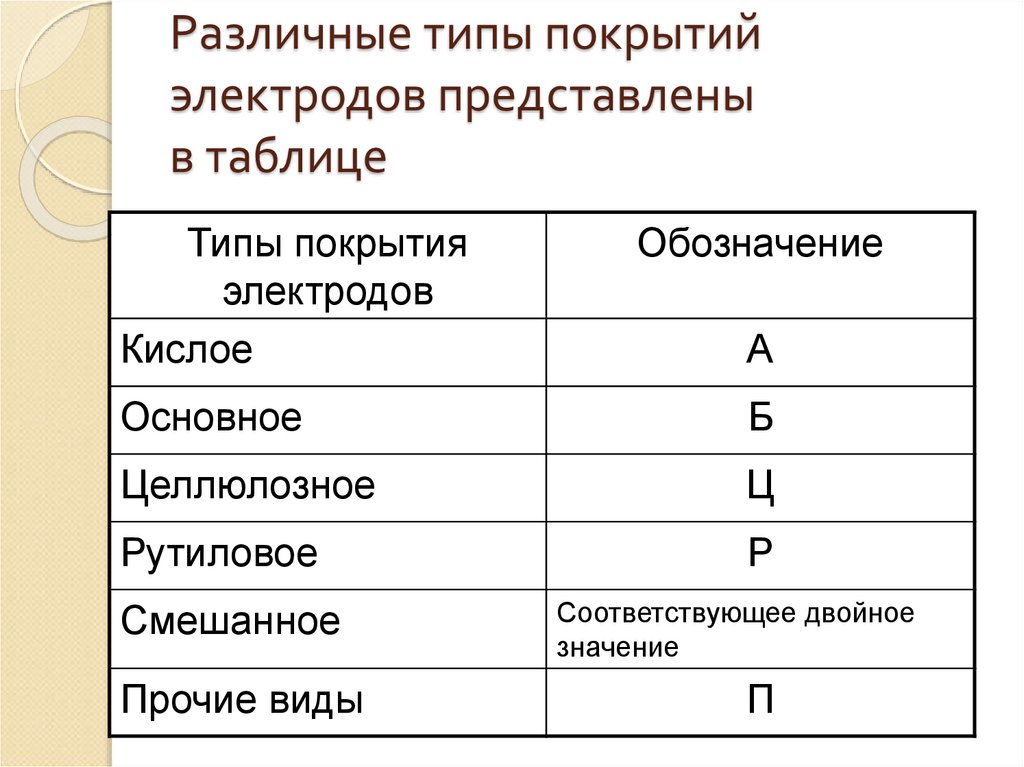 перестройка. ( C ) Пересчитаны проекции dPC с использованием этого CIS 1 — перестроенные нейронные данные. Вертикальные пунктирные линии показывают оценочные пики CIS 1 . ( D ) Матрица путаницы декодера на основе предсказания первой фонемы в каждом слове с использованием окна 500 мс с центром в начале голоса. ( E ) Матрица путаницы при классификации одних и тех же фонемных высказываний, но теперь с использованием нейронно перестроенных данных.
перестройка. ( C ) Пересчитаны проекции dPC с использованием этого CIS 1 — перестроенные нейронные данные. Вертикальные пунктирные линии показывают оценочные пики CIS 1 . ( D ) Матрица путаницы декодера на основе предсказания первой фонемы в каждом слове с использованием окна 500 мс с центром в начале голоса. ( E ) Матрица путаницы при классификации одних и тех же фонемных высказываний, но теперь с использованием нейронно перестроенных данных.
Рис. 5:
Количественная оценка и уменьшение акустического загрязнения…
Рис. 5:
Количественная оценка и смягчение акустического загрязнения нейронных сигналов. ( A ) Спектрограммы для…
Рис. 5:
Количественная оценка и смягчение акустического загрязнения нейронных сигналов. ( A ) Спектрограммы аудио- и нейронных данных в электроде и блоке, демонстрирующие самые сильные аудио-нейронные корреляции. Диапазон частот от 5 до 1000 Гц. На нижнем графике показан тот же электрод после «дезактивации» LRR. ( B ) График среднего аудио PSD (красный) и корреляции Пирсона всех электродов (синий) из того же блока примера. На вставке показаны коэффициенты корреляции отдельных электродов (строки) по частотам (столбцы). Черные горизонтальные галочки обозначают электроды, исключенные из нейронного анализа. Розовая стрелка показывает пример электрода из панели A. ( C ) Изменение аудио-нейронных корреляций после LRR, объединенное по всем блокам, электродам и частотам (ограничено электродами с r 2 > 0,1 исходно). Значения справа от пунктирной линии «0» указывают на снижение силы корреляции. Среднее снижение аудионейронной корреляции составило 0,26. ( D ) Полная матрица путаницы классификатора после LRR (общая точность 25,8% по 39 классам).
( A ) Спектрограммы аудио- и нейронных данных в электроде и блоке, демонстрирующие самые сильные аудио-нейронные корреляции. Диапазон частот от 5 до 1000 Гц. На нижнем графике показан тот же электрод после «дезактивации» LRR. ( B ) График среднего аудио PSD (красный) и корреляции Пирсона всех электродов (синий) из того же блока примера. На вставке показаны коэффициенты корреляции отдельных электродов (строки) по частотам (столбцы). Черные горизонтальные галочки обозначают электроды, исключенные из нейронного анализа. Розовая стрелка показывает пример электрода из панели A. ( C ) Изменение аудио-нейронных корреляций после LRR, объединенное по всем блокам, электродам и частотам (ограничено электродами с r 2 > 0,1 исходно). Значения справа от пунктирной линии «0» указывают на снижение силы корреляции. Среднее снижение аудионейронной корреляции составило 0,26. ( D ) Полная матрица путаницы классификатора после LRR (общая точность 25,8% по 39 классам). ( E ) Матрица путаницы для декодирования первой фонемы после применения LRR. Как и в D, классификатор использовал окно в 500 мс, центрированное по началу голоса. ( F ) Матрица путаницы, показывающая декодирование первой фонемы каждого слова с использованием 500 мс, ведущих к началу голоса, чтобы избежать возможного звукового загрязнения или нейронной активности, связанной со слуховой обратной связью.
( E ) Матрица путаницы для декодирования первой фонемы после применения LRR. Как и в D, классификатор использовал окно в 500 мс, центрированное по началу голоса. ( F ) Матрица путаницы, показывающая декодирование первой фонемы каждого слова с использованием 500 мс, ведущих к началу голоса, чтобы избежать возможного звукового загрязнения или нейронной активности, связанной со слуховой обратной связью.
Рис. 6:
Синтез речи с помощью устройства «мозг в речь»…
Рис. 6:
Синтез речи с использованием выбора единиц «мозг в речь». (A) Звуковые волны для реальных слов…
Рис. 6:
Синтез речи с использованием выбора единиц измерения «мозг в речь». (A) Аудиосигналы для реальных слов, произнесенных участником T5 (вверху), и синтезированный звук, реконструированный на основе нейронных данных (внизу). (B) Соответствующие акустические спектрограммы. Коэффициент корреляции между истинным и синтезированным звуком (усредненный по всем 40 частотным интервалам Mel) для этих 9 хороших примеров составил 0,696.
(B) Соответствующие акустические спектрограммы. Коэффициент корреляции между истинным и синтезированным звуком (усредненный по всем 40 частотным интервалам Mel) для этих 9 хороших примеров составил 0,696.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Интерфейс мозг-компьютер: приложения для декодирования и синтеза речи для улучшения коммуникации.
Луо С., Раббани К., Кроун Н.Е.
Луо С. и др.
Нейротерапия. 2022 Январь; 19 (1): 263-273. doi: 10.1007/s13311-022-01190-2. Epub 2022 31 января.
Нейротерапия. 2022.PMID: 35099768
Обзор.
Декодирование речи с помощью внутрикортикальных мультиэлектродных массивов в дорсальных «областях рук / кистей» моторной коры человека.

Ставиский С.Д., Резаи П., Уиллетт Ф.Р., Хохберг Л.Р., Шеной К.В., Хендерсон Дж.М.
Ставиский С.Д. и соавт.
Annu Int Conf IEEE Eng Med Biol Soc. 2018 июль; 2018: 93-97. doi: 10.1109/EMBC.2018.8512199.
Annu Int Conf IEEE Eng Med Biol Soc. 2018.PMID: 30440349
Обобщение нейрокомпьютерных интерфейсов преобразования сигнала в текст.
Шет Дж., Танкус А., Тран М., Пуратиан Н., Фрид И., Шпейер В.
Шет Дж. и др.
Биомед Физ Инж Экспресс. 2021 30 апреля; 7(3). дои: 10.1088/2057-1976/абф6аб.
Биомед Физ Инж Экспресс. 2021.PMID: 33836507
Корковое кодирование фонематического контекста во время словообразования.
Мюглер Э.М., Голдрик М., Слуцкий М.В.
Мюглер Э.М. и др.
Annu Int Conf IEEE Eng Med Biol Soc.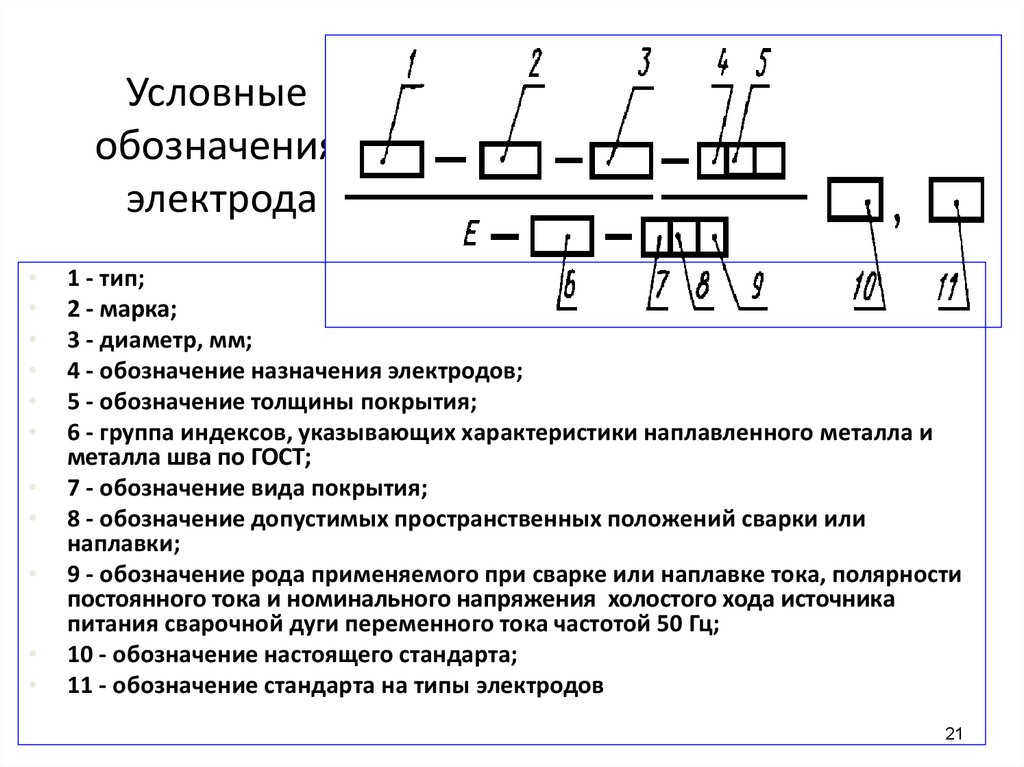 2014;2014:6790-3. doi: 10.1109/EMBC.2014.6945187.
2014;2014:6790-3. doi: 10.1109/EMBC.2014.6945187.
Annu Int Conf IEEE Eng Med Biol Soc. 2014.PMID: 25571555
Декодирование разговорных фонем из сенсомоторной коры с помощью сетки ЭКоГ высокой плотности.
Рэмси Н.Ф., Салари Э., Арноутсе Э.Дж., Ванстенсел М.Дж., Блейхнер М.Г., Фройденбург З.В.
Рэмси Н.Ф. и соавт.
Нейроизображение. 2018 15 октября; 180 (часть A): 301-311. doi: 10.1016/j.neuroimage.2017.10.011. Epub 2017 7 октября.
Нейроизображение. 2018.PMID: 28993231
Бесплатная статья ЧВК.
Посмотреть все похожие статьи
Цитируется
Набор данных о речевом производстве в интракраниальной области. Электроэнцефалография.
Verwoert M, Ottenhoff MC, Goulis S, Colon AJ, Wagner L, Tousseyn S, van Dijk JP, Kubben PL, Herff C.
Верворт М. и соавт.
Научные данные. 2022 22 июля; 9 (1): 434. doi: 10.1038/s41597-022-01542-9.
Научные данные. 2022.PMID: 35869138
Бесплатная статья ЧВК.Расшифровка хватательных и речевых сигналов от кортикальной цепи хватания у человека с тетраплегией.
Wandelt SK, Kellis S, Bjånes DA, Pejsa K, Lee B, Liu C, Andersen RA.
Вандельт С.К. и соавт.
Нейрон. 2022 1 июня; 110(11):1777-1787.e3. doi: 10.1016/j.neuron.2022.03.009. Epub 2022 31 марта.
Нейрон. 2022.PMID: 35364014
Интерфейс мозг-компьютер: приложения для декодирования и синтеза речи для улучшения коммуникации.
Луо С., Раббани К., Кроун Н.Е.
Луо С. и др.
Нейротерапия. 2022 янв;19(1): 263-273. doi: 10.1007/s13311-022-01190-2. Epub 2022 31 января.
Epub 2022 31 января.
Нейротерапия. 2022.PMID: 35099768
Обзор.
Воображаемая речь может быть декодирована по низкочастотным и кросс-частотным внутричерепным характеристикам ЭЭГ.
Proix T, Delgado Saa J, Christen A, Martin S, Pasley BN, Knight RT, Tian X, Poeppel D, Doyle WK, Devinsky O, Arnal LH, Mégevand P, Giraud AL.
Проикс Т и др.
Нац коммун. 2022 10 января; 13 (1): 48. doi: 10.1038/s41467-021-27725-3.
Нац коммун. 2022.PMID: 35013268
Бесплатная статья ЧВК.Расшифровка скрытой речи из всестороннего обзора ЭЭГ-А.
Паначакель Дж.Т., Рамакришнан АГ.
Паначакель Дж.Т. и др.
Фронтальные нейроски. 2021 29 апр;15:642251. doi: 10.3389/fnins.2021.642251. Электронная коллекция 2021.
Фронтальные нейроски. 2021.
2021.PMID: 33994922
Бесплатная статья ЧВК.Обзор.
Типы публикаций
термины MeSH
Грантовая поддержка
- N01HD53403/HD/NICHD NIH HHS/США
- I50 RX002864/RX/RRD VA/США
- R01 DC009899/DC/NICDD NIH HHS/США
- R01 EB028171/EB/NIBIB NIH HHS/США
- R01 DC014034/DC/NICDD NIH HHS/США
- I01 RX002295/RX/RRD VA/США
- U01 NS098968/NS/NINDS NIH HHS/США
- U01 DC017844/DC/NICDD NIH HHS/США
- Uh3 NS095548/NS/NINDS NIH HHS/США
- R01 NS066311/NS/NINDS NIH HHS/США
Расшифровка нейронной динамики свободного выбора у людей
Рисунок 1.

План эксперимента и распределение контактов внутричерепных электродов среди участников.
А. Экспериментальный дизайн задачи на отсроченную моторику. В каждом испытании участников просили выполнять горизонтальные саккады к одной из двух целей после задержки в 3750 миллисекунд, 5750 миллисекунд или 7750 миллисекунд, в зависимости от визуально представленного центрального сигнала, появляющегося на короткое время в течение 250 миллисекунд. B. Виды сверху, слева и справа количества участков записи, которые вносят вклад в каждую вершину (т. е. пространственную плотность), спроецированных на стандартный 3D MNI мозг. Электроды вносят свой вклад в расположение, когда они находятся в пределах 10 мм от заданного участка на поверхности мозга. На всех изображениях мозга правая сторона изображения — это правая сторона мозга. C. Вид сверху, слева и справа на места записи глубинных электродов, спроецированные на стандартный 3D MNI головного мозга. Каждый цвет представляет участника. Слева: Ростраль поднят; Справа: средний вид. D. Гистограмма среднего времени реакции для 3 условий для всех участников ( Контроль , Проинструктированный , Свободный ). Каждый треугольник представляет среднее время реакции для 1 участника. Данные, лежащие в основе этой панели D , можно найти в S1 Data. MNI, Монреальский неврологический институт.
Каждый цвет представляет участника. Слева: Ростраль поднят; Справа: средний вид. D. Гистограмма среднего времени реакции для 3 условий для всех участников ( Контроль , Проинструктированный , Свободный ). Каждый треугольник представляет среднее время реакции для 1 участника. Данные, лежащие в основе этой панели D , можно найти в S1 Data. MNI, Монреальский неврологический институт.
Подробнее »
Расширять
Рис 2.
Иллюстративные частотно-временные карты и активность HG в одном испытании в FEF и IPS.
Частотно-временные карты (слева) и графики HG для одной попытки (справа) из 2 мест записи у иллюстративного участника (P2). Данные показаны для 3 экспериментальных условий (контроль, инструкции и свободный), во время планирования (сигнал 1, начало стимула) и выполнения (сигнал 2, сигнал запуска).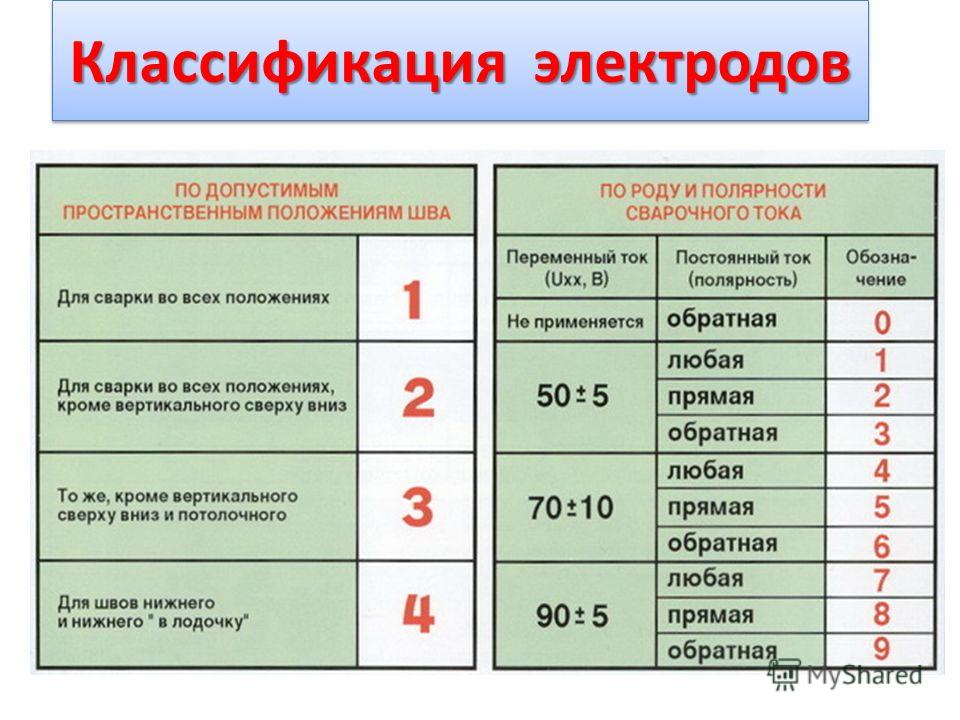 Испытания на гамма-графиках с одним испытанием отсортированы в соответствии с латентностью начала саккад. FEF, лобное поле глаза; HG, высокая гамма; IPS, внутристеночная борозда; Modul., модуляции; Отн., родственник.
Испытания на гамма-графиках с одним испытанием отсортированы в соответствии с латентностью начала саккад. FEF, лобное поле глаза; HG, высокая гамма; IPS, внутристеночная борозда; Modul., модуляции; Отн., родственник.
Подробнее »
Расширять
Рис 3.
Классификация одиночных испытаний бесплатных испытаний по сравнению с испытаниями с инструкциями на основе активности HG в период задержки.
A. Сводка всех значимых электродов по участникам на разных частотах, показывающая, что самые большие кластеры были обнаружены в частотном диапазоне HG. B. Среднее значение и C. Максимальная точность декодирования среди участников и значимых электродов для каждой полосы частот для классификации «свободный» и «инструктированный» (планки погрешностей представляют SEM). Д . Временная динамика скорректированной базовой линии (от -500 до -100 миллисекунд) активности HG, выровненной по Cue 1, для всех электродов, которые значительно классифицируют свободные условия по сравнению с проинструктированными, и H. связанная с ним средняя точность декодирования по значимым электродам. E. Максимальная точность декодирования среди участников и значимых электродов для каждого частотного диапазона при классификации мультиэлектродов в свободном и проинструктированном режимах. F. Относительная средняя пиковая активность HG (в %) и G. задержка (в миллисекундах) для электродов, значительно декодирующих состояния «Свободный» по сравнению с «Проинструктированным» в течение периода задержки (от 0 до 3000 миллисекунд после Cue 1). I. Декодирование состояний «свободен» и «проинструктирован» с активностью HG в 5 последовательных временных окнах в течение периода задержки (от 0 до 500 мс; от 500 до 1000 мс; от 1000 до 1500 мс; от 1500 до 2000 мс; от 2000 до 3500 мс после Cue 1, и от -2000 до 0 миллисекунд перед Cue 2). Показаны только сайты со значительной точностью декодирования ( p < 0,01, с максимальной коррекцией статистики по электродам, времени и частотным диапазонам).
связанная с ним средняя точность декодирования по значимым электродам. E. Максимальная точность декодирования среди участников и значимых электродов для каждого частотного диапазона при классификации мультиэлектродов в свободном и проинструктированном режимах. F. Относительная средняя пиковая активность HG (в %) и G. задержка (в миллисекундах) для электродов, значительно декодирующих состояния «Свободный» по сравнению с «Проинструктированным» в течение периода задержки (от 0 до 3000 миллисекунд после Cue 1). I. Декодирование состояний «свободен» и «проинструктирован» с активностью HG в 5 последовательных временных окнах в течение периода задержки (от 0 до 500 мс; от 500 до 1000 мс; от 1000 до 1500 мс; от 1500 до 2000 мс; от 2000 до 3500 мс после Cue 1, и от -2000 до 0 миллисекунд перед Cue 2). Показаны только сайты со значительной точностью декодирования ( p < 0,01, с максимальной коррекцией статистики по электродам, времени и частотным диапазонам). Дж . Процентное изменение относительной мощности ([свободно – проинструктировано]/проинструктировано) для всех значимых участков, показанных на панели I. Данные, лежащие в основе этого рисунка, можно найти в данных S1. DA — точность декодирования; эл., электроды; Частота, частота; HG, высокая гамма; инст., проинструктированный; Nb, число; Отн., родственник.
Дж . Процентное изменение относительной мощности ([свободно – проинструктировано]/проинструктировано) для всех значимых участков, показанных на панели I. Данные, лежащие в основе этого рисунка, можно найти в данных S1. DA — точность декодирования; эл., электроды; Частота, частота; HG, высокая гамма; инст., проинструктированный; Nb, число; Отн., родственник.
Подробнее »
Расширять
Рис 4.
Временная динамика активности HG в свободном и проинструктированном (по сравнению с контрольным) состояниях в течение периода задержки.
A. Местоположение электродов, где активность HG различает свободную и контрольную и/или проинструктированную и контрольную, отображено на прозрачных 3D-изображениях мозга для всех участников ( p <0,01, исправлено ) . Слева: электроды, окрашенные зеленым, синим и желтым цветом, соответственно, обозначают участки, которые различают только испытания «свободный» и «контрольный», только «проинструктированный» и «контрольный» или оба «свободный» и «контрольный» и «инструктированный» и «контрольный» в течение периода задержки (от 0 до 3000 миллисекунд после сигнала 1).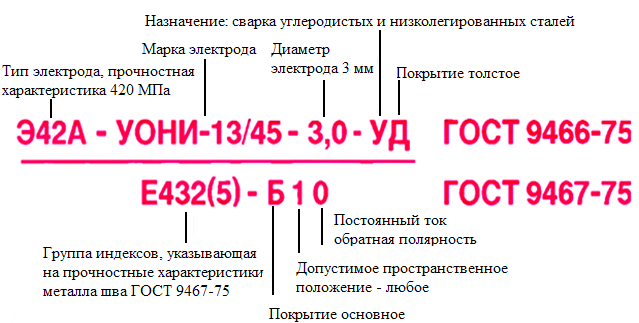 ). Справа: цвета обозначают разных участников. B. Продолжительность (продолжительность временных точек) выше порога значимости C . Начало декодирования (т. е. задержка первой значительной точности декодирования) D. Задержка пиковой точности декодирования (в миллисекундах) для сайтов со значительным декодированием. Свободный по сравнению с контрольным (зеленый) и проинструктированный по сравнению с контрольным (синий) среди участников. Э, Ф . Скорректированная во времени базовая активность (от -500 до -100 миллисекунд) активности HG, выровненная по Сигналу 1, для всех электродов, которые значительно классифицируют Инструктированный по сравнению с Контрольным ( E ) и свободные условия по сравнению с контролем ( F ) и G, H. Их связанная средняя точность декодирования по значимым электродам во времени, соответственно. I. Временное обобщение пробного декодирования с использованием активности HG на важных сайтах, полученное из предыдущих анализов ( Свободный по сравнению с Контрольный и Проинструктированный по сравнению с Контрольный ) в течение периода задержки (от 0 до 3000 миллисекунд после Cue 1) для 4 участников.
). Справа: цвета обозначают разных участников. B. Продолжительность (продолжительность временных точек) выше порога значимости C . Начало декодирования (т. е. задержка первой значительной точности декодирования) D. Задержка пиковой точности декодирования (в миллисекундах) для сайтов со значительным декодированием. Свободный по сравнению с контрольным (зеленый) и проинструктированный по сравнению с контрольным (синий) среди участников. Э, Ф . Скорректированная во времени базовая активность (от -500 до -100 миллисекунд) активности HG, выровненная по Сигналу 1, для всех электродов, которые значительно классифицируют Инструктированный по сравнению с Контрольным ( E ) и свободные условия по сравнению с контролем ( F ) и G, H. Их связанная средняя точность декодирования по значимым электродам во времени, соответственно. I. Временное обобщение пробного декодирования с использованием активности HG на важных сайтах, полученное из предыдущих анализов ( Свободный по сравнению с Контрольный и Проинструктированный по сравнению с Контрольный ) в течение периода задержки (от 0 до 3000 миллисекунд после Cue 1) для 4 участников.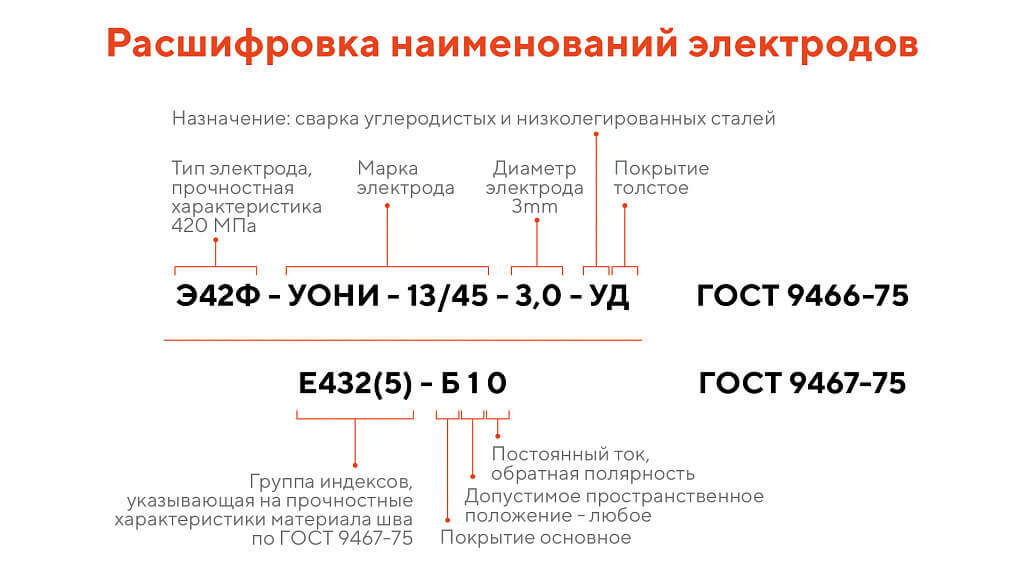 Матрицы обобщения показывают производительность декодирования в зависимости от времени обучения (вертикальная ось) и времени тестирования (горизонтальная ось). Расшифровка Проинструктированные испытания по сравнению с контрольным (левый столбец) иллюстрируют ожидаемый профиль временного кодирования, в то время как декодирование Свободный по сравнению с контрольным (правый столбец) приводит к более плавным и расширенным шаблонам декодирования, типичным для одного процесса, который выдержанный во времени. Данные, лежащие в основе этого рисунка, можно найти в данных S1. DA — точность декодирования; HG, высокая гамма; инст., проинструктированный; Nb, номер; Отн., Отн.
Матрицы обобщения показывают производительность декодирования в зависимости от времени обучения (вертикальная ось) и времени тестирования (горизонтальная ось). Расшифровка Проинструктированные испытания по сравнению с контрольным (левый столбец) иллюстрируют ожидаемый профиль временного кодирования, в то время как декодирование Свободный по сравнению с контрольным (правый столбец) приводит к более плавным и расширенным шаблонам декодирования, типичным для одного процесса, который выдержанный во времени. Данные, лежащие в основе этого рисунка, можно найти в данных S1. DA — точность декодирования; HG, высокая гамма; инст., проинструктированный; Nb, номер; Отн., Отн.
Подробнее »
Расширять
Рис 5.
Ранняя и поздняя активность HG, специфичная для свободного выбора.
A , Места электродов со значительной точностью декодирования ( p <0,01, с поправкой) для всех участников, нанесенных на карту на прозрачных трехмерных изображениях мозга, когда активность HG значительно выше в состоянии Free , чем в состоянии Control ( первый ряд) и когда активность HG значительно выше в Free , чем в Instructed (вторая строка) в течение периода задержки, от 0 до 2000 миллисекунд после Cue 1 (первый столбец, раннее) и от -2000 миллисекунд до Cue 2 (второй столбец, поздно). B. Места электродов, где HG выше в Бесплатно по сравнению с Проинструктировано и Контроль, определено с помощью анализа конъюнкции ( Бесплатно > Контроль U Бесплатно 0549 > Проинструктировано ). Сайты, относящиеся к свободному выбору, окрашены в синий цвет, если в начале задержки наблюдалось значительное декодирование; желтым цветом, если в поздней части была обнаружена значимая расшифровка; и зеленым для сайтов, которые пережили анализ конъюнкции как на ранней, так и на поздней фазах периода задержки. Для 3 отдельных электродов мы построили график активности HG с течением времени ( C, . Данные, лежащие в основе этой панели, можно найти в данных S1), графики единичных испытаний ( D, верхний ряд) и карты время-частота ( D , нижний ряд) для Free , Instructed и Control условий.
B. Места электродов, где HG выше в Бесплатно по сравнению с Проинструктировано и Контроль, определено с помощью анализа конъюнкции ( Бесплатно > Контроль U Бесплатно 0549 > Проинструктировано ). Сайты, относящиеся к свободному выбору, окрашены в синий цвет, если в начале задержки наблюдалось значительное декодирование; желтым цветом, если в поздней части была обнаружена значимая расшифровка; и зеленым для сайтов, которые пережили анализ конъюнкции как на ранней, так и на поздней фазах периода задержки. Для 3 отдельных электродов мы построили график активности HG с течением времени ( C, . Данные, лежащие в основе этой панели, можно найти в данных S1), графики единичных испытаний ( D, верхний ряд) и карты время-частота ( D , нижний ряд) для Free , Instructed и Control условий.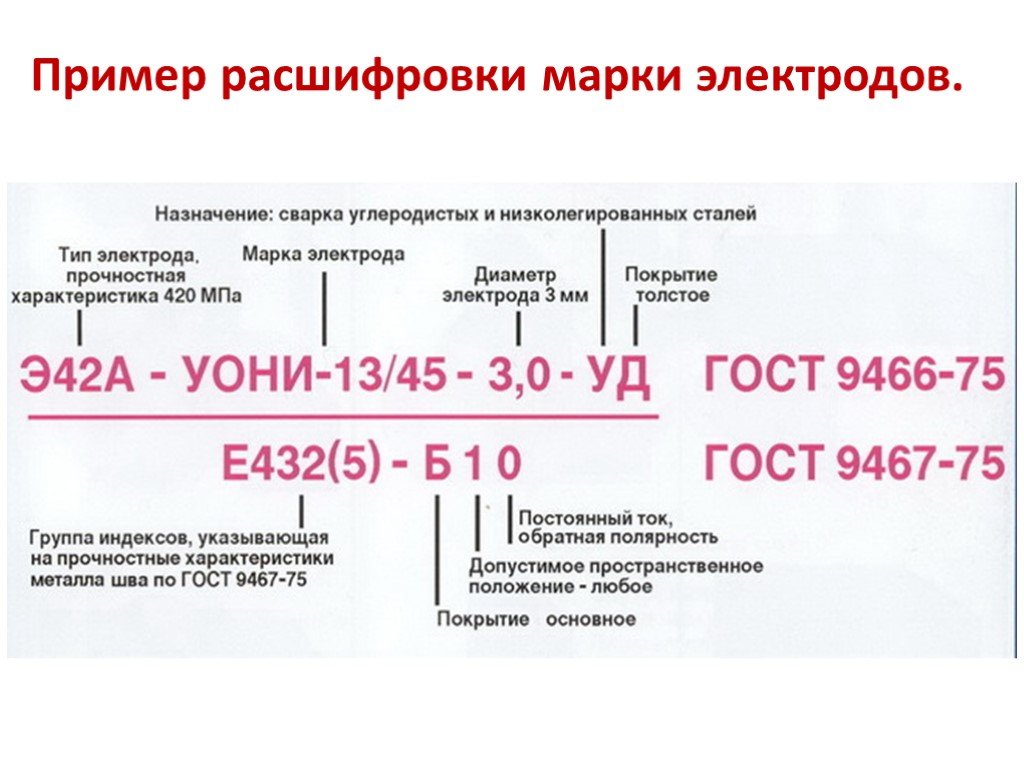 DA — точность декодирования; Частота, частота; HG, высокая гамма; IPS, внутристеночная борозда; MFG, средняя лобная извилина; модуль., модуляции; Отн., родственник; SFG, верхняя лобная извилина.
DA — точность декодирования; Частота, частота; HG, высокая гамма; IPS, внутристеночная борозда; MFG, средняя лобная извилина; модуль., модуляции; Отн., родственник; SFG, верхняя лобная извилина.
Подробнее »
Расширять
Рис 6.
Курсы среднего времени активности HG для сайтов со свободным выбором, сгруппированных здесь по (A) ROI, (B) субъектам и (C) раннему/позднему. Средняя временная динамика скорректированной базовой линии (от -500 до -100 миллисекунд) активности HG для свободных, проинструктированных и контрольных условий, выровненных по Cue 1 (первый столбец) и Cue 2 (второй столбец) в электродах, которые усилили HG в свободном состоянии. условие выбора по сравнению как с контрольными, так и с инструктированными условиями саккад (т. е. определяемыми с помощью анализа конъюнкции (см. рис. 5B). Данные, лежащие в основе этой фигуры, можно найти в данных S1. HG, высокая гамма; FEF, лобное поле глаза; IPS , внутритеменная борозда; MFG, средняя лобная извилина; Rel., относительная; ROI, область интереса; SMA, дополнительная двигательная зона.
HG, высокая гамма; FEF, лобное поле глаза; IPS , внутритеменная борозда; MFG, средняя лобная извилина; Rel., относительная; ROI, область интереса; SMA, дополнительная двигательная зона.
Подробнее »
Расширять
Рис. 7.
Однократное декодирование активности HG во время выполнения саккады.
A. Электроды со значительной точностью декодирования ( p < 0,01, с поправкой) для всех участников нанесены на прозрачные трехмерные изображения мозга, когда активность HG значительно выше в состоянии Control , чем в состоянии Free ( первый ряд) и когда активность HG значительно выше в Контрольное условие , чем в Проинструктированное условие (вторая строка) в интервале от 0 до 2000 миллисекунд после Cue 2. B. с использованием конъюнктного анализа ( Контроль > Свободный

