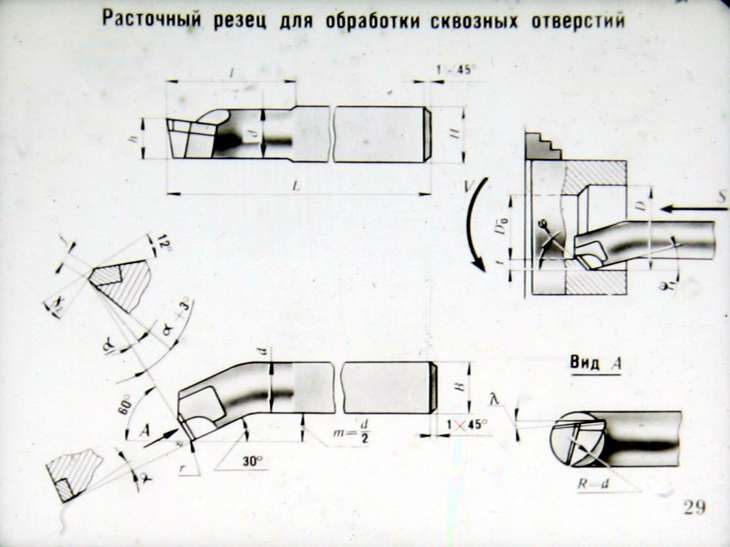
Расточной резец проходной: виды, маркировки и назначение инструмента
Содержание
металлорежущий, абразивный инструмент и оснастка в Минске
| на главную | о компании | контакты
| отправить запрос |
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
- Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
- Гарантия на всю продукцию
- Возможна отсрочка платежа
- Доставка по всей Беларуси
- Опыт 20 лет и более 300 довольных клиентов
- Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
- В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57 от
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х1,5 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 1,5 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,75 Левая резьба L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,75 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х2,0 Левая резьба L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 2,0 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
© 2022
Велес-инструмент
г. Минск, ул. Неждановой, д.6, к.2
Минск, ул. Неждановой, д.6, к.2
+375 17 287-67-95
+375 17 361-29-90
+375 44 572-85-76
+375 29 115-80-29
+375 29 682-43-01
Факс: +375 17 216-06-91
veles-prom.by
Сайт работает на платформе Nestorclub.com
Расточная головка | john f’s Workshop
перейти на домашнюю страницу
перейти на страницу выше «Держатели и фрезы»
Расточная головка в основном используется для сверления отверстий. Расточная головка имеет своего рода конус, чтобы соответствовать шпинделю. Корпус имеет горизонтальный механизм «ласточкин хвост». Подвижная часть ласточкиного хвоста удерживает режущий инструмент либо вертикально, как показано ниже, либо почти горизонтально. Есть некоторые средства для точного перемещения ласточкиного хвоста на небольшую величину.
Расточная головка – 95
Движение фрезы очень ограничено. Когда максимальное перемещение исчерпано и диаметр отверстия недостаточно велик, можно установить расточный инструмент в другое отверстие на ласточкином хвосте. Когда другого отверстия нет, обычно можно удерживать борштангу почти в горизонтальном положении.
Когда максимальное перемещение исчерпано и диаметр отверстия недостаточно велик, можно установить расточный инструмент в другое отверстие на ласточкином хвосте. Когда другого отверстия нет, обычно можно удерживать борштангу почти в горизонтальном положении.
Расточная головка с горизонтальной фрезой – 206
Фрезы для использования с расточной головкой
В качестве фрезы можно использовать любой кусок быстрорежущей стали, если его диаметр соответствует отверстиям на расточной головке. Но на практике проще купить набор фрез, специально изготовленных для расточной головки. Обычно они изготавливаются со стальными хвостовиками, а на конец хвостовика припаивается кусок карбида.
фреза для расточной головки – 90
Эти фрезы бывают различной длины. Это позволяет пользователю выбрать наилучший размер фрезы для любой работы. Как правило, требуется самый короткий, т. е. самый жесткий резак, при условии, что он достаточно длинный для выполнения работы.
Такой резак может быть левосторонним или правосторонним. Они обычно такой руки, что, глядя вниз сверху расточной головки, фреза режет при вращении расточной головки по часовой стрелке. Это связано с тем, что расточная головка часто используется для сверления изнутри отверстия наружу.
Они обычно такой руки, что, глядя вниз сверху расточной головки, фреза режет при вращении расточной головки по часовой стрелке. Это связано с тем, что расточная головка часто используется для сверления изнутри отверстия наружу.
Если расточная головка режет снаружи и движется внутрь, то резцы должны быть установлены наоборот, и головка должна вращаться в противоположную сторону.
Если фреза установлена в горизонтальном положении, то та же самая режущая кромка будет перевернута – расточная головка должна вращаться против часовой стрелки.
Максимальная глубина резания
Очевидно, что максимальная глубина просверливаемого отверстия определяется длиной режущего инструмента. Что не так очевидно, так это то, что в начале операции растачивания фреза будет находиться над заготовкой, а заготовка, вероятно, находится по высоте на глубину отверстия. Это означает, что самое глубокое отверстие, которое можно вырезать, составляет только половину расстояния от нижней части расточной головки до фрезерного стола в самом нижнем положении.
Расточная головка – режущее действие
На первый взгляд может показаться, что при сверлении отверстия расточная головка режет наружу. Это общий эффект, но он достигается целой серией нисходящих сокращений. Для каждого реза положение фрезы фиксируется. Он может резать, только двигаясь вниз. После завершения резки в направлении вниз пользователь должен выдвинуть резак.
Это имеет неожиданное последствие, заключающееся в том, что он обычно не может сделать горизонтальный разрез, который был бы необходим для создания канавки внутри стенки цилиндра. (Для этого его можно использовать вместе с поворотным столом).
Расточная головка – удерживает фрезу
Видно, что расточная головка может удерживать фрезу как в вертикальном, так и в почти горизонтальном положении. У каждого есть винты с головкой, чтобы удерживать его в нужном положении.
Может показаться, что иногда два винта могут использоваться для удержания резака в любом конкретном вертикальном положении. Но эти винты будут на противоположных сторонах резака. В такой ситуации лучше удерживать резак только винтом, предназначенным для удержания его в вертикальном положении.
Но эти винты будут на противоположных сторонах резака. В такой ситуации лучше удерживать резак только винтом, предназначенным для удержания его в вертикальном положении.
Расточная головка, используемая в качестве фрезы
Если расточная головка установлена с горизонтальной расточной оправкой, как показано выше, ее можно использовать в качестве навесной фрезы.
Расточная головка как инструмент для трепанации
Расточная головка может использоваться как инструмент для трепанации. Трепанация — это прорезание кольцевой канавки в чем-либо для удаления круглого куска материала.
Самое главное отметить, что формы режущих частей расточных инструментов, как описано выше, не подходят для этого. Было бы ошибкой стачивать много материала сверлильного инструмента в наборе, чтобы сделать подходящую фрезу.
Форма режущей кромки будет квадратной, как у отрезного инструмента. Но если это маленькое отверстие, задняя часть режущей кромки должна быть такой, чтобы не задевать заготовку.
На практике очень сложно сделать такие глубокие надрезы, чтобы ничего не сломалось. Если цель состоит в том, чтобы сделать большую дыру, то просверлите ее. Если цель состоит в том, чтобы сделать твердую круглую форму, если лист не тонкий, вероятно, лучше подойдет любой другой метод.
Трепанация расточной головкой – 516б
Сверлильная головка, предназначенная для трепанации, может использоваться для вырезания канавки для удерживания резинового уплотнительного кольца для создания уплотнения. Но с расточной головкой канавку можно прорезать, только перемещая головку вниз. Его нельзя использовать для вырезания канавки на боковой стороне цилиндрического отверстия, кроме как путем вращения заготовки с помощью поворотного стола, как описано в другом месте.
Нравится:
Нравится Загрузка…
Основы сверления | Kennametal
Назад в блог
Основы работы с расточной оправкой и стратегии защиты от вибрации
20 октября 2022 г.
от Kennametal Metal Cutting Pros
Общеизвестно, что обработка отверстий составляет львиную долю операций механической обработки. И хотя отверстия иногда выполняются с помощью сверла и ничего больше, многие требуют операции растачивания или развертывания для соблюдения требований к прямолинейности, чистоте поверхности и допускам на диаметр.
Если он выполняет свою работу, последний из них— развертывание — всегда должен быть первым выбором для чистовой обработки отверстий , так как это намного быстрее и проще, чем растачивание. Однако развертки имеют тенденцию «следовать за отверстием», тогда как расточные оправки вырезают прямое отверстие независимо от шага сверла. Именно по этой причине развертывание более эффективно при использовании цельных твердосплавных сверл, которые производят более прямое и круглое отверстие, чем сверла из быстрорежущей стали (HSS) или кобальтовые сверла, и делают это намного быстрее.
Если сверление действительно требуется, не бойтесь. При наличии надлежащего режущего инструмента и использовании надежных методов обработки легко освоить растачивание. Продолжай читать.
Что скучно?
Проще говоря, растачивание можно рассматривать как внутреннюю токарную обработку . Многие в индустрии упорно продолжают его так называть. В нем используется одноточечный режущий инструмент, называемый расточной оправкой, для удаления материала, или иногда , двухголовая расточная установка , которая поддерживает более высокие скорости съема металла и (иногда) черновую и чистовую обработку за один проход.
Машинисты борются с двумя типами растачивания — одно выполняется на токарном станке, другое — на обрабатывающем центре. Конечно, существует также расточка, выполняемая на специальных координатно-расточных станках, но они вымирают, поскольку обрабатывающие центры с ЧПУ становятся все более и более точными.
Может показаться, что одна буровая операция очень похожа на любую другую, но это ложное предположение. Инструмент, параметры обработки и подход к съему металла значительно различаются в зависимости от материала заготовки, желаемого допуска, глубины и диаметра отверстия и других факторов, которые могут сделать растачивание либо относительно простым, либо чрезвычайно сложным.
Инструмент, параметры обработки и подход к съему металла значительно различаются в зависимости от материала заготовки, желаемого допуска, глубины и диаметра отверстия и других факторов, которые могут сделать растачивание либо относительно простым, либо чрезвычайно сложным.
Модульные расточные оправки Kennametal предназначены для работы сразу после распаковки и обеспечивают стабильность процесса, повышают жесткость оправки и гасят вибрацию.
Почему возникает вибрация?
Главной из этих проблем является вибрация или «дребезг», шумное явление, вызванное гармониками, которое приводит к снижению срока службы инструмента и неприемлемому качеству поверхности. Думайте об этом как о ударе режущего инструмента о заготовку. Наиболее распространенной причиной вибрации является слишком длинная расточная оправка, хотя в зависимости от требований к заготовке это часто неизбежно.К счастью, есть некоторые методы, которые операторы могут использовать для уменьшения вибрации, независимо от глубины отверстия.
Вопрос о том, насколько выдвигать инструмент из держателя, является предметом большого научного обсуждения, наполненного сложными формулами, учитывающими тангенциальную силу резания, модуль упругости стержня и момент инерции, а также аналогичными отупляющими критериями. И хотя эти расчеты могут дать ценную информацию, несколько эмпирических правил, вероятно, более целесообразны.
Во-первых, расточные оправки со стальным хвостовиком подходят для инструментов, диаметр которых в три раза больше или около того (сокращенно 3 x D), а также для мягких материалов, таких как алюминий и латунь. Бары с тяжелый металл или карбид хвостовики могут без особого труда удлиняться до 6 x D, хотя минимальный вылет предпочтителен при любых операциях механической обработки, и растачивание не является исключением. Модульные инструменты с внутренними демпфирующими механизмами — Kennametal называет их безвибрационными расточной оправкой — могут легко достичь 10-кратного D или более. Иногда гораздо больше.
Иногда гораздо больше.
Цифровой дисплей системы чистового растачивания eBore™ Kennametal устраняет необходимость в догадках при выполнении операций растачивания.
Растачивание на токарных станках с ЧПУ в сравнении с обрабатывающими центрами
При растачивании на токарном станке с ЧПУ или обрабатывающем центре все только что изложенное в отношении материалов и длины вылета остается в силе. Отличие заключается в способе удержания бурового инструмента. В токарном станке расточная оправка неподвижна и закреплена в инструментальном блоке так же, как и любой другой инструмент с круглым хвостовиком. Регулировка диаметра и глубины выполняется на ЧПУ с помощью смещения инструмента, а расточный инструмент запрограммирован на удаление материала с помощью последовательных проходов, как и в случае 9.0084 внешние токарные инструменты .
Обрабатывающий центр, напротив, требует расточной головки для удержания прутка. Здесь весь механизм вращается , удаляя материал по мере его продвижения до тех пор, пока он не достигнет дна отверстия, после чего шпиндель перестает вращаться, а инструмент втягивается. Последовательных проходов нет и любые регулировки диаметра производятся на самой головке, что требует остановки станка.
Последовательных проходов нет и любые регулировки диаметра производятся на самой головке, что требует остановки станка.
Также требуется, чтобы оператор крутил нониус на головке, часто угадывая, насколько необходима регулировка и нужно ли ей компенсировать какой-либо люфт в устройстве. Новые расточные инструменты, такие как Цифровая система чистового растачивания eBore от Kennametal меняет эту парадигму, как и другие «умные» расточные системы.
Сдвоенные фрезы , подобные этим, удаляют материал в два раза быстрее, чем одноточечные расточные головки, и иногда могут использоваться для черновой и чистовой обработки за один проход.
Устранение неполадок при бурении
Как указывалось ранее, предсказуемость и производительность бурения зависит от множества факторов. К сожалению, из-за этого скучность может показаться черной магией, но на самом деле это не так. Следуя приведенным выше рекомендациям, растачивание не должно быть более сложным, чем любой другой тип обработки. А когда возникают проблемы (например, дребезг или проблемы со сроком службы инструмента и точностью отверстия), вот несколько советов, которые помогут вернуть все в нужное русло.
А когда возникают проблемы (например, дребезг или проблемы со сроком службы инструмента и точностью отверстия), вот несколько советов, которые помогут вернуть все в нужное русло.
- Поиграйте с подачей и скоростью. Попробуйте уменьшить скорость резания, увеличить скорость подачи или наоборот. Но относитесь к этому с научной точки зрения. Корректируйте одну переменную за раз и только на небольшую величину — скажем, 10% в любом случае — и затем документируйте результаты. Если они были плохими, верните значение и попробуйте другое. Продолжайте оптимизировать таким образом, пока не получите желаемые результаты.
- Другой переменной является глубина резания (DOC). Для чистового прохода хорошей отправной точкой является DOC, равный или превышающий радиус вершины инструмента (TNR). Если это слишком тяжело, попробуйте использовать меньший радиус носа. При черновом растачивании более легкие проходы (скажем, в несколько раз больше радиуса при вершине) с несколько большей подачей обычно предпочтительнее, чем проходы с «перехватом».
 Опять же, поэкспериментируйте, пока не найдете правильный баланс между силами резания, контролем стружки и гашением вибрации.
Опять же, поэкспериментируйте, пока не найдете правильный баланс между силами резания, контролем стружки и гашением вибрации. - Надежна ли деталь? Если он далеко свисает из патрона или недостаточно зажат в тисках, дребезжание поднимет свою шумную голову. Трубы и другие тонкостенные детали также могут быть проблематичными. Если позволяют условия, попробуйте использовать более тяжелый DOC на чистовом проходе или погрузите деталь глубже в зажимное приспособление.
- Мы уже отметили важность сведения к минимуму вылета расточной оправки, но не менее важно, какую часть оправки вы должны держать за нее — стреляйте как минимум в 4 раза больше диаметра оправки, а если возможно, и больше. Кроме того, избегайте зажима стержня установочными винтами. Втулка или цанга, полностью обернутая вокруг хвостовика, обеспечат более надежный захват.
- Имеет смысл использовать только самую большую расточной оправку для отверстия, так как это создаст наименьший прогиб . Однако должно быть место для эффективной эвакуации стружки.
 В противном случае стружкообразование перед зоной резания почти наверняка приведет к катастрофическим результатам. В связи с этим возникает необходимость в обильном применении смазочно-охлаждающих жидкостей, предпочтительно с использованием охлаждающей жидкости высокого давления (HPC).
В противном случае стружкообразование перед зоной резания почти наверняка приведет к катастрофическим результатам. В связи с этим возникает необходимость в обильном применении смазочно-охлаждающих жидкостей, предпочтительно с использованием охлаждающей жидкости высокого давления (HPC). - Некоторые станки с ЧПУ предлагают функцию, известную как изменение скорости шпинделя, или SSV, которая, как следует из названия, динамически изменяет скорость шпинделя в соответствии с набором предопределенных параметров. Например, станки от Haas Automation доступны в двух вариантах: M38/M38 и M138/M139.— которые регулируют число оборотов в минуту на основе настроек машины или программных переменных соответственно. Любой из них может быть эффективен против болтовни.
Наконец, выравнивание расточной оправки имеет решающее значение. Всплывающая подсказка должна точно располагаться на центральной линии отверстия или, возможно, на тысячу или две выше центра, чтобы учесть отклонение. Большинство рулей имеют плоскую поверхность сверху, что упрощает этот процесс, но что произойдет, если машина не выровнена или вы держите руль втулкой, как было предложено несколько пунктов назад?
Большинство рулей имеют плоскую поверхность сверху, что упрощает этот процесс, но что произойдет, если машина не выровнена или вы держите руль втулкой, как было предложено несколько пунктов назад?
Доступно несколько решений. Для токарных станков с ЧПУ цифровой инструмент выравнивания (одним из них является бренд Wixey) хорошо работает на больших прутках. С помощью инструментов меньшего размера или если вы хотите пойти по старинке, зажмите и отшлифуйте кусок прутка, нанесите немного жидкости для воронения Dykem на конец, а затем используйте ручной импульсный генератор станка, чтобы провести линию по поверхности с помощью расточной оправки. совет. Это обеспечит измеримую индикацию выравнивания стержня. На обрабатывающих центрах с ЧПУ процесс еще проще — просто используйте автономный пресеттер инструмента (при условии, что он есть в вашей мастерской) или оптический компаратор, чтобы установить инструмент по центру. В любом случае точное и продуктивное растачивание находится в пределах досягаемости.