Расточной внутренний резец: Резец расточной для сквозных отверстий ГОСТ 18882–73 – купить в Москве
Содержание
Резец расточной в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Резец расточной для сквозных отверстий 20х20х200 Т5К10 (ЧИЗ)
На складе
Доставка по Украине
154 грн
Купить
ЧП «Грина»
Резец расточной для глухих отверстий 32х25х280 ВК8 (ЧИЗ)
На складе
Доставка по Украине
260 грн
Купить
ЧП «Грина»
Резец расточной для сквозных отверстий 25х16х200 Т5К10 (ЧИЗ)
На складе
Доставка по Украине
116 грн
Купить
ЧП «Грина»
Резец расточной для сквозных отверстий 32х25х280 ВК8 (ЧИЗ)
На складе в г. Сумы
Доставка по Украине
290 грн
Купить
ЧП «Грина»
Резец расточной для глухих отверстий 25х16х200 Т15К6 (ЧИЗ)
На складе
Доставка по Украине
102 грн
Купить
ЧП «Грина»
Резец расточной ВК6М 10/50
На складе
Доставка по Украине
50 грн
Купить
ОТК-Инструмент
Резец расточной ВК8 10/60. СССР
СССР
На складе
Доставка по Украине
50 грн
Купить
ОТК-Инструмент
Резец расточной ВК6М 10/70. СССР
На складе
Доставка по Украине
55 грн
Купить
ОТК-Инструмент
Резец расточной Т15К6 10/70
На складе
Доставка по Украине
55 грн
Купить
ОТК-Инструмент
Резец расточной ВК8 10/80
На складе
Доставка по Украине
60 грн
Купить
ОТК-Инструмент
Резец расточной для сквозных отверстий 25х16х200 Т5К10
На складе
Доставка по Украине
по 179 грн
от 3 продавцов
179 грн
Купить
TopLiner — интернет-магазин товаров для дома
Резец расточной и долбёжный 6 мм JET
Доставка из г. Киев
1 422 — 1 426 грн
от 2 продавцов
1 426 грн
Купить
«Море инструментов»
Резец расточной для глухих отверстий 16х16х140 Т15К6 токарный по металлу СИТО Беларусь
На складе
Доставка по Украине
136 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Резец расточной для сквозных отверстий 16х16х170 Т15К6 по металлу Сито Беларусь
На складе
Доставка по Украине
136 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Резец расточной для сквозных отверстий 16х16х170 ВК8 токарный Сито Беларусь
На складе
Доставка по Украине
136 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Смотрите также
Резец расточной для глухих отверстий 10х10х100 Т30К4 ГОСТ 18883-73
На складе
Доставка по Украине
137 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Резец расточной для сквозных отверстий 16х16х140 Т15К6 ГОСТ 18882-73
На складе
Доставка по Украине
131 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Резец расточной для расточной державки 8х25 Т15К6 левый
На складе в г. Кременчуг
Кременчуг
Доставка по Украине
30 грн
Купить
СТАНОЧНИК Интернет-магазин
Резец расточной SCLCR-06 S10K SMOXH
На складе в г. Кременчуг
Доставка по Украине
710 грн
Купить
СТАНОЧНИК Интернет-магазин
Резец расточной 12х12х63 мм Р6М5 (2142-0664)
На складе в г. Кременчуг
Доставка по Украине
20 грн
Купить
СТАНОЧНИК Интернет-магазин
Резец расточной 16х16х80 мм Р6М5 (2142-0668)
На складе в г. Кременчуг
Доставка по Украине
80 грн
Купить
СТАНОЧНИК Интернет-магазин
Резец расточной SCLCR-09 S16P SMOXH
На складе в г. Кременчуг
Доставка по Украине
895 грн
Купить
СТАНОЧНИК Интернет-магазин
Резец расточной державочный 16х16х80 Р6АМ5 цельный тип 1 2142-0668 ГОСТ 10044-73 (Орша)
Доставка по Украине
173 грн
Купить
НИКОЛАЕВИНСТРУМЕНТ
Резец расточной державочный 16х16х80 Р6М5 цельный тип 3 2142-0526 ГОСТ 10044-73 (Орша)
Доставка по Украине
173 грн
Купить
НИКОЛАЕВИНСТРУМЕНТ
Резец расточной для глухих отверстий 16х16х170 ВК8 2141-0005 ГОСТ 18883-73 (ЧИЗ)
Под заказ
Доставка по Украине
118 грн
Купить
НИКОЛАЕВИНСТРУМЕНТ
Резец расточной для сквозных отверстий 16х16х140х35 Т15К6 2140-0003 ГОСТ 18882-73 (ЧИЗ)
Под заказ
Доставка по Украине
134 грн
Купить
НИКОЛАЕВИНСТРУМЕНТ
Резец расточной для глухих отверстий 16х16х170 Т5К10 2141-0005 ГОСТ 18883-73 (вн.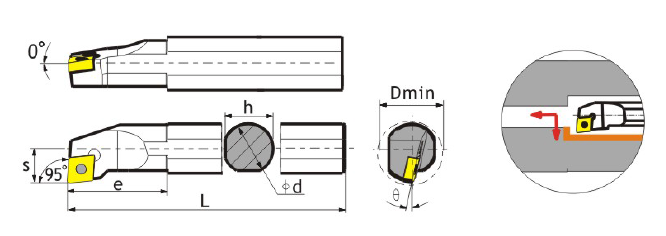 /зав.)
/зав.)
Доставка по Украине
86 грн
Купить
НИКОЛАЕВИНСТРУМЕНТ
Резец расточной для глухих отвертий 16х16х170 ВК8
Доставка по Украине
140 грн
Купить
Компания «КВРС»
Резец расточной для глухих отвертий 16х16х170 Т5К10
Доставка по Украине
140 грн
Купить
Компания «КВРС»
виды, маркировки и назначение инструмента
Отверстия присутствуют в любом механизме. Качество их очень важно в оборудовании, в деталях машин. Поэтому, чтобы получить высокоточные отверстия на производстве, существует целый технологический процесс. Основные характеристики – это диаметр и чистота. Чем точнее диаметр и чище поверхность металла внутри канала, тем лучше. Добиться высоких показателей этих характеристик можно, используя расточной резец. Расточный инструмент в основном устанавливают на специальное оборудование, которое относится к токарной группе. Необходимость использования операции расточки обусловлена невозможностью получить сразу после выполнения сверловки отверстия нужного качества. Применять резцы можно и после литья или штамповки деталей.
Применять резцы можно и после литья или штамповки деталей.
Чтобы работать расточными резцами, нужно иметь профильное образование токаря. Не следует при отсутствии опыта применять такой инструмент во избежание порчи заготовок, оборудования и риска получения травм.
Геометрические характеристики
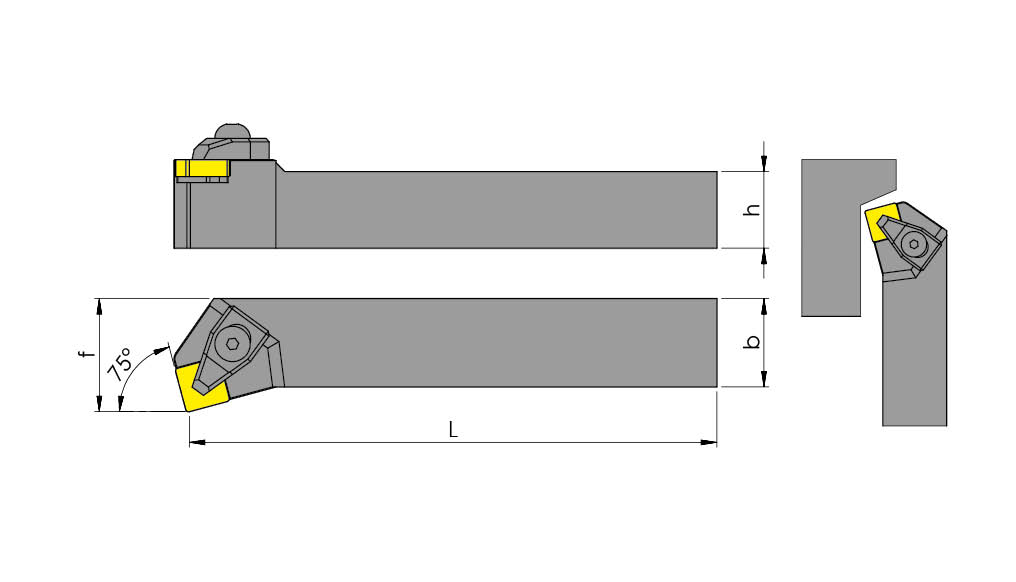
Расточной токарный резец включает державку, служащую для монтажа инструмента в станке, и рабочую поверхность. Рабочая поверхность для врезания в материал имеет клинообразную форму. Она сформирована тремя углами, суммарно образующими 90°.
- Основной задний угол, разделяющий заднюю поверхность и режущую плоскость, сокращает трение обрабатываемого предмета и задней поверхности. Твердость материалов связана обратной зависимостью с величиной этого угла и прямой с их шероховатостью.
- Угол заострения, разделяющий заднюю и переднюю поверхности, определяет прочность резца.
- Основной передний угол, разделяющий переднюю поверхность и перпендикулярную режущей поверхности плоскость, определяет степень деформации удаляемого материала.

Размеры определяются ГОСТ. Так, ГОСТ 18882-73 описывает токарные расточные резцы с твердосплавными пластинами для сквозных отверстий. ГОСТ 18883-73 определяет параметры аналогичных инструментов с пластинами из твердых сплавов, рассчитанных на создание глухих отверстий.
Скачать ГОСТ 18882-73
Скачать ГОСТ 18883-73
В ГОСТ 9795-83 описаны державочные резцы для сквозных отверстий, рассчитанные на косое и прямое крепление.
Скачать ГОСТ 9795-83
Размеры расточных резцов
Стандартные размеры расточных резцов, которые на практике используют чаще всего, представлены в размещенной ниже таблице.
| Габариты державки (мм) | Общая длина резца (мм) |
| 16*12 | 170 |
| 16*16 | 140 или 170 |
| 20*16 | 200 |
| 20*20 | 140, 170 или 200 |
| 25*20 | 240 |
| 25*25 | 200 или 240 |
Классификация
Расточные резцы по возможности обработки материалов классифицируют на два вида:
- Быстрорежущие модели рассчитаны на легкие материалы, такие как фторопласт, алюминий, текстолит.

- На более прочные и тяжелые материалы рассчитаны монолитный и твердосплавный варианты. Так, они подходят для стали (сырой, каленой, нержавеющей), бронзы и др.
Кроме того, существуют модели с механически закрепленным либо напаянным алмазом. Для данных вариантов материал режущей части представлен алмазом, а стержень состоит из стали.
Еще два типа рассматриваемых инструментов выделяют по назначению:
- Расточной резец для глухих отверстий помимо обработки внутренних стенок отверстий рассчитан на проточку и шлифовку дна. К тому же данные модели называемые упорными, подходят для расточки ступенчатых отверстий.
- Проходные варианты представлены расточными резцами для работ со сквозными отверстиями и цилиндрическими деталями.
Наконец, рассматриваемые инструменты дифференцируют по форме державки на квадратные, прямоугольные и круглые. Наиболее оптимальными считают варианты второго типа ввиду простой установки и удобной заточки.
Следует отметить, что существуют модели со сменными пластинами. Они укомплектованы запасными частями для смены изношенных пластин.
Они укомплектованы запасными частями для смены изношенных пластин.
Рабочие режимы
Режим резания определяется несколькими факторами, основные среди которых – расточка инструмента, тип материала, диаметр углубления. Так, на основе диаметра резец для расточки цилиндров монтируют выше центра либо ниже. Резец для глухих отверстий во избежание образования в торце бобышек располагают по центру.
Незакрепленная часть инструмента, представленная расстоянием между пластиной и хвостовиком, определяет глубину растачивания.
Однако чрезмерно большой вылет сказывается на качестве поверхности, так как вызывает вибрации и упругие деформации, а также ведет к быстрому износу пластины. В большинстве случаев оптимальна расточная оправка с наибольшей жесткостью. Под ней понимают способность к сопротивлению деформациям под внешним влиянием. Данный показатель дифференцируют на два типа. Статистическая жесткость относится к упругим деформациям, динамическая – к вибрациям. В целом она определяется материалом, размерами, формой и методом установки предмета. Жесткость имеет значение для режимов и частоты обработки, а также стойкости инструмента.
В целом она определяется материалом, размерами, формой и методом установки предмета. Жесткость имеет значение для режимов и частоты обработки, а также стойкости инструмента.
Для растачивания используется консольный способ крепления инструмента, характеризующийся малой жесткостью, вследствие чего наблюдаются вибрации. С целью улучшения виброустойчивости необходимо сократить вылет расточного резца. Однако, как было отмечено, это снизит глубину расточки. Оптимальным значением вылета, обеспечивающим виброустойчивость, считают равное четырем диаметрам оправки.
В процессе работ следует создать минимальную силу резания. Для этого подбирают геометрию расточного резца. Так, рекомендуется применять варианты с формами СМП типа V и D. К тому же следует выбирать модели с положительной геометрией передней поверхности пластин и радиусом при вершине заднего угла равным 90°. При эксплуатации для задней поверхности допустим износ до 0,3 мм. Наконец, лучшую виброустойчивость обеспечивают твердые сплавы с износостойкими покрытиями.
Величина прогиба определяется также моментом инерции поперечного сечения державки, который зависит от его формы и размеров.
Современные модели оснащены державками круглой формы. При этом существуют варианты с квадратным сечением державок. Например, расточные резцы Семинского, консольная часть державки которых закручена относительно оси на 45°.
Ввиду этого жесткость таких моделей выше, чем у вариантов с круглой державкой. Это позволяет значительно повысить скорость резания в отсутствии вибраций даже при большом вылете. К тому же допустимо повышение сечения стружки до 5 раз. Наконец, в изготовлении такие расточные резцы проще, чем обычные.
Угол заточки расточного внутреннего резца определяется типом работ (черновые, чистовые). Задний угол связан обратной зависимостью с диаметром отверстия.
Мейсель (косой резец)
Токарный резец с плоским полотном и заточенным лезвием под углом 45-55 градусов. Мейсель необходим практически при всех видах работ: обточка, подрезка, чистовая обработка деталей. Ширина полотна токарной стамески может изменяться от 10 до 40 мм, толщина в пределах 4 – 6 мм, при том, что чем шире полотно, тем оно должно быть толще.
Ширина полотна токарной стамески может изменяться от 10 до 40 мм, толщина в пределах 4 – 6 мм, при том, что чем шире полотно, тем оно должно быть толще.
Рейер (полукруглая стамеска)
Полукруглые токарные резцы нужны для черновой обдирки заготовки. Очень полезный резец в случае если необходимо снять большую толщину. Данный вид стамески очень сложен в изготовлении самостоятельно, потому что не просто найти полукруглую заготовку из качественной стали.
Плоский резец
Резец предназначен для вытачивания ровных участков. Полотно стамески плоское и имеет разную ширину, в зависимости от ваших потребностей. Толщина полотна 4 – 6 мм.
Закруглённый резец
Так же имеет плоское полотно всё той же толщины 4 – 6 мм и необходимой для вас ширины. Закруглённые токарные резцы используются как для черновой обдирки, так и для чистовой обработки вогнутых участков изделия.
Отрезной токарный резец
Отрезная токарная стамеска (резец), нужна для обрезки изделий и обработки конусовидных выемок.
Значительным преимуществом покупных токарных резцов является то, что они выполнены из высококачественной быстрорежущей стали. Именно отсутствием качественного материала и инструментов для его обработки и осложняется изготовление стамесок в домашних условиях.
Приведу пример того как я делал стамески самостоятельно. Токарная стамеска состоит из полотна и рукояти, которые естественно изготавливаются по отдельности. Начнём с изготовления полотна.
Основным и наверно единственным инструментом, которым я пользовался, при изготовлении полотна токарной стамески была болгарка (УШМ). Но для работы, мне понадобились такие расходники к ней как:
- отрезной круг
- шлифовальный круг
- тарелка на липучке
- наждачная бумага разной зернистости (от 80 до 600)
В качестве заготовки я взял старый напильник.
Почему напильник? Всё просто: довольно прочная сталь, толщина полотна 6 мм и ширина около 40 мм, у напильника имеется хвостовик, что значительно облегчит крепление рукояти.
Сделаю оговорку, если длина напильника позволяет сделать 2 полотна то, разрезав исходник на второй половине можно при помощи болгарки вырезать хвостовик. Кстати длина полотна без хвостовика должна быть 150-180 мм.
Расскажу на примере изготовления мейселя – косого токарного резца. Прядок работы такой:
Берём напильник и болгаркой обрезаем его под углом 40 градусов. Затем при помощи шлифовального круга выполняем черновую заточку лезвия. До начала работы позаботьтесь о ёмкости с холодной водой для охлаждения затачиваемого полотна.
Для того что бы не перегреть сталь почаще охлаждайте заготовку и не выполняйте заточку слишком долго. После того как черновая обточка выполнена приступаем к заточке лезвия при помощи наждачки. Для того что бы работать таким методом нужно зафиксировать болгарку на верстаке.
По мере заточки лезвия, меняем абразивные круги на более мелкие при этом, не забывая охлаждать заготовку.
Когда заточка окончена, нужно скруглить нижнюю кромку токарной стамески и пласти – широкие стороны. Для этой работы мне больше понравилось использование наждачки.
Для этой работы мне больше понравилось использование наждачки.
Как ни странно наждачная бумага справлялась гораздо лучше, чем шлифовальный круг. Скругленная нижняя кромка нужна для того что бы стамеска более легко перемещалась по подручнику.
Не забывайте, что исходным материалом мы использовали напильник, который без сглаживания будет очень тяжело передвигаться по подручнику.
Следующим этапом будет изготовление рукояти для токарной стамески.
Получается небольшой замкнутый круг: нам нужны токарные резцы, что бы сделать токарные резцы. У меня была пара подобий стамесок просто ужасного качества. Одна закруглённая из старой стамески, другая – мейсель из куска сырого метала, которая тупилась практически от одного удара о сук.
Просто печальное зрелище, но, тем не менее, с их помощью мне удалось выточить несколько рукоятей. Из материала я использовал: лиственницу, яблоню, вишню, сосну, кедр.
По полученному опыту скажу, что сосну и кедр лучше не использовать, потому что из них ручка получается очень легкой, что делает токарную стамеску очень неудобной.
Дизайн рукояти частично посмотрел в интернете, частично сделал под себя. Длина получилась 280 мм. Скачать чертёж рукояти для токарной стамески можно по ссылке и использовать как для наглядности, так и в качестве шаблона. Не забываем про то что понадобится медное или латунное кольцо шириной примерно 20 мм, для того что бы при насаживании полотна рукоять не лопнула.
И так. Когда и рукоять, и полотно токарной стамески готовы остаётся их только соединить. Набиваем приготовленное кольцо на шейку рукояти. Берём дрель и сверло диаметром немного меньше чем диаметр хвостовика. Точно по центру высверливаем отверстие глубиной равной длине хвостовика. Если отверстие буден сделано не точно по центру, то ручка с полотном соединятся под углом.
Маркировка
Для расточных резцов применяется система маркировки с буквенными и цифровыми символами. Первые отражают геометрические параметры (2140-0043), вторые — тип материала (т15к6 для варианта для глухих отверстий). Например, 2140-0042 ВК6.
Например, 2140-0042 ВК6.
В магазинах вместо цифровой маркировки используют значения геометрических параметров, приводя размеры (например, 20×20×170 для твердосплавной модели для сквозных отверстий) и угол заточки (10×10×40 ВК8 (YG8) 60°, 10×10×40 мм Т5К10 (YT5) 90°). К тому же в маркировках отражают тип и исполнение инструмента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Применение токарных расточных резцов
Расточные резцы активно применяют в машиностроении и иных отраслях промышленности. При помощи инструментов данной группы обрабатывают сквозные и глухие отверстия на токарных станках.
Главное преимущество применения расточных резцов — высокая точность. При расширении отверстий до нужных размеров последовательно снимаются тонкие слои металлов. Результат можно регулировать в пределах десятых долей миллиметра.
Фотография №1: обработка отверстия расточным резцом
Обратите внимание! Самый важный момент при обработке отверстий расточными резцами — надежность их закрепления. Неправильная установка инструментов приводит к их поломками и браку.
Неправильная установка инструментов приводит к их поломками и браку.
типы и предназначение — РИНКОМ
Главная
Статьи
Расточные резцы по металлу: типы и предназначение
Расточные резцы по металлу: типы и предназначение
Поделиться
04-09-2018
В этой статье мы расскажем о типах расточных резцов, их назначении и конструктивных особенностях.
В этой статье мы расскажем о типах расточных резцов, их назначении и конструктивных особенностях.
Содержание
Расточные резцы по металлу: типы и предназначение
-
Применение токарных расточных резцов -
Конструктивные особенности и геометрия расточных резцов -
Виды расточных резцов- По назначению
- По материалам изготовления и конструктивным особенностям.
-
Размеры расточных резцов -
Критерии выбора расточных резцов
Применение токарных расточных резцов
Расточные резцы активно применяют в машиностроении и иных отраслях промышленности. При помощи инструментов данной группы обрабатывают сквозные и глухие отверстия на токарных станках.
При помощи инструментов данной группы обрабатывают сквозные и глухие отверстия на токарных станках.
Главное преимущество применения расточных резцов — высокая точность. При расширении отверстий до нужных размеров последовательно снимаются тонкие слои металлов. Результат можно регулировать в пределах десятых долей миллиметра.
Фотография №1: обработка отверстия расточным резцом
Обратите внимание! Самый важный момент при обработке отверстий расточными резцами — надежность их закрепления. Неправильная установка инструментов приводит к их поломками и браку.
Конструктивные особенности и геометрия расточных резцов
Изображение №1: конструктивные особенности и геометрия расточных резцов
При изготовлении токарных расточных резцов производители учитывают три главных геометрических параметра инструментов.
-
Главный передний угол. Формируется между передней поверхностью резца и плоскостью, располагающейся под прямым углом ко поверхности резания. Размер главного переднего угла влияет на величину деформации снимаемых слоев.
Формируется между передней поверхностью резца и плоскостью, располагающейся под прямым углом ко поверхности резания. Размер главного переднего угла влияет на величину деформации снимаемых слоев.
-
Угол заострения. Образуется между передней и задней поверхностями головки. С увеличением размеров этого угла повышается износостойкость. -
Главный задний угол. Замеряется между плоскостью резания и задней поверхностью резца. При его увеличении повышается чистота обработки заготовок.
Виды расточных резцов
Существуют различные виды расточных резцов. Их классифицируют по нескольким критериям.
По назначению
По назначению расточные резцы делят на два типа.
-
Для глухих отверстий. Такие резцы, как видно из названия, используют для обработки внутренних стенок глухих отверстий. К сферам применения также относятся проточка и шлифовка дна. Пластины головок имеют треугольную форму.
Пластины головок имеют треугольную форму.
-
Для сквозных отверстий. Предназначены для обработки сквозных отверстий и деталей, имеющих цилиндрическую форму. Внешне выглядят так.
Фотография №2: расточные резцы для обработки глухих отверстий.
Фотография №3: расточные резцы для обработки сквозных отверстий
По материалам изготовления и конструктивным особенностям
Чаще всего используют следующую классификацию.
-
Цельные расточные резцы из быстрорежущей стали. Применяются для обработки не слишком твердых материалов. К ним относятся, к примеру, текстолит, фторопласт и алюминий. -
Цельные расточные резцы с твердосплавными напайками. Такими инструментами обрабатывают заготовки из закаленных сталей, нержавейки, бронзы и иных твердых материалов.
-
Расточные резцы со сменными твердосплавными пластинами. Также применяются для обработки заготовок из твердых материалов. Очень удобны в использовании.
На получение твердосплавных напаек и изготовление пластин обычно идут стали марок ВК8, Т5К6 и Т5К10.
Размеры расточных резцов
Стандартные размеры расточных резцов, которые на практике используют чаще всего, представлены в размещенной ниже таблице.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Критерии выбора расточных резцов
Чтобы правильно выбрать расточной резец для обработки глухого или сквозного отверстия, учитывайте следующие основные параметры.
-
Геометрия головки. -
Материал изготовления и конструктивные особенности. -
Габариты инструмента. -
Качество обработки. -
Способ крепления инструмента в резцедержателе.
Важно! Ни в коем случае не используйте цельные резцы, изготовленные из быстрорежущей стали, для обработки заготовок из твердых материалов (нержавейка, бронза, закаленная сталь и пр.). Инструменты моментально испортятся.
Похожие статьи
Как пользоваться мультиметром
Мультиметр – это универсальный измерительный прибор, востребованный при диагностике электрических цепей и смежного оборудования. Устройство подходит для бытового и профессионального использования, позволяет выполнить прозвонку, определить напряжение, сопротивление и силу тока. Техника обладает множеством дополнительных функций, обеспечивающих качественное проведение монтажных и ремонтных работ.
Техника обладает множеством дополнительных функций, обеспечивающих качественное проведение монтажных и ремонтных работ.
Автомобильная резьба: разновидности и способы определения
Вопросы, связанные с автомобильной резьбой, нередко возникают при обслуживании техники. Они касаются подбора свечей, гаек, болтов и прочих элементов разъемных соединений. От правильности принятых решений зависит успех ремонта и надежность формируемого узла.
Коническая резьба
Коническая резьба используется при создании герметичных соединений технической направленности. Она востребована при прокладке гидравлических сетей, водонапорных линий, смазывающих и охлаждающих контуров.
Полировка металла
Полировка металла – это процесс финишной обработки, связанный с удалением поверхностного слоя. Процедура устраняет мелкие дефекты, повышает эстетическую привлекательность изделия, придает благородный блеск.
Полировка металла на производстве и в быту
Полировка – это комплексная операция по финишной обработке заготовки. С ее помощью устраняются мелкие дефекты в виде потертостей, сколов и царапин. Поверхность приобретает благородный блеск, а изделие – товарный вид.
С ее помощью устраняются мелкие дефекты в виде потертостей, сколов и царапин. Поверхность приобретает благородный блеск, а изделие – товарный вид.
Все статьи
New Product Announcement
ТОЧЕНИЕ
NPA 27/2017
Антивибрационные расточные резцы со сменными токарными головками
Особенности
ISCAR представляет новую линейку расточных резцов с антивибрационной конструкцией и большим соотношением «длина/ диаметр».
Одна из самых распространённых токарных операций — это растачивание отверстий в деталях, также известное как «внутреннее точение». Для этого типа обработки наиболее широко применяются расточные резцы.
В настоящее время, ISCAR предлагает широкий ряд стальных и твердосплавных резцов, на которые установлены пластины разных геометрий, для различных операций внутреннего точения.
При выборе расточного резца для внутреннего точения, нужно учитывать соотношение «глубина обрабатываемого отверстия / диаметр отверстия», и тип материала.
Большое соотношение «длина / диаметр» может приводить к изгибу инструмента, влияя на точность и качество поверхности.
Для охвата полного ряда операций внутреннего точения, ISCAR разработал соответствующие наборы высококачественных расточных резцов для внутренней обработки. Новые резцы с разными геометриями пластин охватывают все операции обработки с соотношением от 4xD до 10xBD (растачиваемый диаметр).
ISCAR предлагает три типа расточных резцов: с хвостовиком из стали, из твёрдого сплава, и с антивибрационным хвостовиком.
Максимальный вылет для расточных резцов со стальным хвостовиком составляет до 4xBD. Это ограничение проистекает из того факта, что при использовании более длинного стального хвостовика (больше, чем 4xBD) могут возникнуть нежелательные вибрации, из-за эластичности и характеристик стали.
Для ограничения вибраций на вылете более 4xBD и до 6xBD, рекомендуется применять расточные резцы с твердосплавным хвостовиком. Эти резцы представляют идеальный высокоэффективный вариант для операций растачивания на глубину обработки до 6BD. Эта способность применима к твёрдому сплаву, чей коэффициент эластичности в три раза выше, чем у стали.
Тем не менее, когда требуется обработка с вылетом более чем 6xBD, даже твердосплавный хвостовик подвержен вибрациям. Таким образом, в этих случаях применение твёрдого сплава может быть несколько ограничено.
Выбор расточных резцов с учётом соотношения «Вылет / диаметр резца»
Вылет
Антивибрационный хвостовик, до 10D
Твердосплавный хвостовик, до 7D
Стальной хвостовик, до 4D
L (мм)
Глубокое точение
Решения для глубокого точения для внутренних с большим соотношением «глубина/ диаметр» включают специальные антивибрационные расточные резцы с «живой» системой гашения вибраций, расположенной внутри корпуса инструмента.
Разработанные проектно-конструкторским отделом ISCAR, инновационные расточные резцы
WHISPER
LINE
предназначены, чтобы существенно уменьшить или даже полностью устранить вибрации при работе на длинном вылете от 7xBD до 14xBD.
Внутри этих оригинальных инструментов находится уникальный механизм гашения колебаний, состоящий из тяжёлой массы, которая поддерживается резиновой пружиной с масляным наполнителем для усиления требуемого амортизационного эффекта.
Дополнительно, система включает другие элементы, которые помогают гасить вибрации. Реактивный механизм гашения колебаний вступает в действие при обработке на большую глубину с длинным вылетом, и действует как эффективный противовес вибрациям.
Высокоэффективный антивибрационный метод гашения колебаний применяется для большой глубины резания на больших подачах, и обеспечивает непрерывную производительную обработку. Созданные компанией ISCAR антивибрационные инструменты
Созданные компанией ISCAR антивибрационные инструменты
WHISPER
LINE
значительно улучшают стабильность обработки и повышают стойкость пластины. Эти факторы обеспечивают существенное повышение производительности, улучшение качества поверхности при обработке на длинном вылете, снижение процента брака, и повышение рентабельности пользователя инструмента.
WHISPER
LINE
— Антивибрационные инструменты обеспечивают внутреннюю подачу СОЖ непосредственно на режущую кромку пластины. Эффективное распределение СОЖ повышает стойкость пластины, снижает нагрев, а также улучшает стружкодробление и отвод стружки.
Антивибрационные токарные резцы
WHISPER
LINE
позволяют устанавливать широкий ряд режущих головок с пластинами различных геометрий, включая все токарные пластины ISCAR стандарта ISO для разных операций; таким образом, обеспечивается высокая гибкость системы.
Антивибрационные расточные резцы
WHISPER
LINE
представляют экономичную модульную систему с широким рядом стандартных хвостовиков диаметром 16, 20, 25, 32, 40, 50 и 60 мм. На универсальные расточные резцы можно установить 8 разных сменных расточных головок с пластинами CCMT, VCMT, DCMT, DNMG, и VNMG.
Геометрия пластин
Правильная геометрия пластины — важный фактор при использовании антивибрационных расточных резцов. Для успешного антивибрационного эффекта, наиболее рекомендуется пластина с положительной геометрией и положительным передним углом, поскольку при обработке такая форма прилагает более низкие тангенциальные силы резания.
Выбор соответствующего радиуса угла пластин также имеет большое значение. Рекомендуются пластины с уменьшенным угловым радиусом, поскольку такая конфигурация значительно снижает силы резания: уменьшение контакта между пластиной и заготовкой позволяет ограничить и понизить вибрации.
Увеличенный угловой радиус создаёт повышенные радиальные и тангенциальные силы резания, которые могут производить нежелательные вибрации.
Пластины с наличием соответствующего стружколома рекомендуются для улучшения отвода стружки, так как длинная и спутанная стружка может создать ряд проблем при работе инструментами с длинным вылетом. Кроме повышения вибраций во время обработки, длинная и спутанная стружка также способна испортить или повредить поверхность заготовки. Настоятельно рекомендованные стружколомы ISCAR для антивибрационных инструментов — это стружколомы F3P/F3M для чистовой обработки на малую глубину резания; и стружколомы M3P/M3M, для промежуточной обработки.
Эти высокоэффективные стружколомы обеспечивают превосходный отвод стружки и производят мелкую стружку, которая легко удаляется с помощью СОЖ.
Важным фактором снижения вибраций является стабильность крепления антивибрационного расточного резца. Надёжное крепление помогает пользователям получить правильные размеры заготовки, что в результате обеспечивает высокое качество поверхности и способствует уменьшению вибраций; зажимная длина должна составлять 4XBD.
Надёжное крепление помогает пользователям получить правильные размеры заготовки, что в результате обеспечивает высокое качество поверхности и способствует уменьшению вибраций; зажимная длина должна составлять 4XBD.
Крепление антивибрационного расточного резца WHISPERLINE
Зажимная длина
4XBD/div>
AVC-SCLCR/L
Сменные расточные головки с 80° ромбическими пластинами
AVC-SDUCR/L
Сменные расточные головки с 55° ромбическими пластинами с задним углом 7°
AVC-SVUCR/L
Сменные расточные головки с 35° ромбическими пластинами с задним углом 7°
AAVC-SVLCR/L
Сменные расточные головки с 35° ромбическими пластинами
AVC-DDUNR/L
Сменные расточные головки с 55° ромбическими пластинами
AVC-DVUNR/L
Сменные расточные головки с 35° ромбическими пластинами
AV-D
Антивибрационные резцы с внутренней подачей СОЖ и сменными токарными головками
инструментальный парк
Р Е З Ц Ы — виды и применение
Резец — это основной инструмент, применяемый при работе на токарных, строгальных и долбёжных станках при металлообработке, и, в меньшей степени, на деревообрабатывающих и др. производствах.
производствах.
Резец состоит из рабочей части(головки) и державки, которая служит для закрепления на станке.:
Рабочая часть резца представляет собой заостренный клин, который под воздействием подачи врезается и срезает слой обрабатываемого материала(стружку).
По направлению подачи резцы бывают правые и левые:
Отличить можно наложением сверху правой или левой руки пальцами к вершине резца. Если режущая кромка инструмента окажется под большим пальцем правой руки – это правый резец, если левой – это левый резец, на токарных станках резец движется слева направо – к задней бабке станка.
По форме(сечению) державки бывают:
— Прямоугольные – распространенная форма для резцов при наружной обработке;
— Квадратные – чаще применяется для обработки отверстий и на резцах для спец.работ;
— Круглые – в основном, это внутренние расточные, резьбовые и канавочные резцы. При установке требуется специальная оправка.
По способу производства резцы бывают:
- цельные — рабочая часть и державка изготовлены из одного сплава, в последнее время от этого способа отказались ввиду высокой себестоимости;
- составные — пластинки из твердого сплава(ВК,ТК) под воздействием ТВЧ припаиваются или устанавливаются с помощью механических креплений, а рабочая часть из быстрорежущей стали приваривается в виде пластины или головки резца и части державки.
Резцы изготавливаются из различных материалов:
- Из инструментальной стали:
— Углеродистой — обозначаются буквой У(У8, У12), её применяют на малых скоростях резания для нелегированных сталей;
— Быстрорез (быстрорежущая) — обозначается такая сталь буквой Р (Рапид), резцы из неё обладают большей производительностью по сравнению с углеродистыми. Маркируются они как Р6М5, Р6М5К, Р9, Р18.,
Маркируются они как Р6М5, Р6М5К, Р9, Р18.,
2. Твердосплавные — Резцы с пластинками из твёрдых сплавов(ВК,Т5К10, Т15К6) позволяют применять высокие скорости резания..
а) металлокерамические
— Вольфрамовые — сплавы группы ВК состоят из карбида вольфрама, связанного кобальтом. ВК8 — для растачивания чугуна при переменных и ударных нагрузках, также часто применяется для обработки нержавеющих сталей, титана и пр. вязких материалов. ВК6 — в настоящее время применяется редко и служит для точения с малым сечением среза, фрезерования сплошных поверхностей.
— Титановольфрамовые — сплавы группы ТК состоят из карбидов вольфрама и титана, связанных кобальтом. Наиболее распространенные: Т5К10 — для чернового растачивания и отрезки стали, Т15К6 — для получистового и чистового растачивания стали на больших скоростях
— Титанотанталовольфрамовые — сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. ТТ7К12 и ТТ10К8Б используют для черновой обработки стальных поковок, т.к. они имеют высокую вязкость, износостойкость и ударную прочность.
ТТ7К12 и ТТ10К8Б используют для черновой обработки стальных поковок, т.к. они имеют высокую вязкость, износостойкость и ударную прочность.
б) минералокерамические – синтетические сплавы на основе глинозема (Аl2O3) обладают высокой теплостойкостью. Ограничивает их широкое применение только высокая хрупкость. Наиболее популярен ЦМ-332 — микролит. По твердости (НRС 91—93). тепло и износостойкости он превосходит твердые сплавы. Пластинки микролита, не теряют своей твердости при нагревании до 1200°С.
3. Эльборовые — на основе кубического нитрида бора. Эльбор по твердости почти не уступает алмазу и выдерживает высокие температуры – этим и объясняются его высокие эксплуатационные свойства.
4. Алмазные – применяются, в основном, на финишных операциях для полировки и доводки. Алмазные резцы позволяют получить высокий класс точности с чистотой обработки до 10 класса.
Резцы делятся на:
- Черновые (обдирочные) – сплавы ВК, ТК, ТТК — низкие скорости обработки.
- Чистовые – сплавы Т15, Т30, ЦМ-332 — резцы отличаются большим закруглением вершины, из-за чего чистота поверхности улучшается. Высокие скорости обработки.
- резцы для тонкого точения – эльбор, алмазные. Небольшой слой срезаемого материала на высоких скоростях.
По способу применения — резцы применяются при следующих работах с соответствующим оборудованием:
- Токарные – снятие стружки с вращающейся заготовки. Резец с помощью суппорта перемещается как поперек к центру, так и вдоль вращающейся детали.
- Строгальные — резец движется горизонтально вдоль заготовки.
- Долбежные – принцип действия, как при строгании, только резец совершает вертикальные перемещения.
Рассмотрим наиболее многочисленную и наиболее популярную группу резцов – Токарные.
Токарные резцы делятся на :
1.
Проходные — для обтачивания детали вдоль оси ее вращения.
Резцы проходные упорные – наиболее применяемые в производстве — предназначены для обточки наружных цилиндрических поверхностей. Конструкция резца позволяет снимать максимальную толщину материала за один проход.
Резцы проходные отогнутые — предназначены для черновой и чистовой обработки наружных и торцевых поверхностей, а также для снятия фасок.
Резцы проходные прямые — предназначены как и проходные отогнутые для черновой и чистовой обработки наружных поверхностей, иногда для снятия
- Подрезные — для обработки плоскостей под прямым и острым углом к основному направлению обтачивания (торцевания).

|
|
Подрезные резцы — предназначены для обработки деталей и плоскостей, которые должны быть расположены перпендикулярно оси вращения. Работа идет с поперечной подачей. Бывают двух типов – упорные и отогнутые.
|
- Отрезные — для отрезки заготовок и прорезания канавок.
|
|
Резцы отрезные — для отрезки заготовок и прорезания канавок. При отрезке очень важно установить резец по центру осевого вращения детали. Минимальные отклонения приводят или к разрушению резца или к порче изделия.
|
- Расточные — для растачивания отверстий. Отверстия растачиваются при помощи резцов или уже по готовым отверстиям, или после сверления сверлами крупных размеров.
|
|
Резцы расточные для обработки глухих отверстий — предназначены для черновой или чистовой обработки глухих отверстий, ступенчатых технологических уступов, перпендикулярных оси вращения.
|
|
|
Резцы расточные сквозные — предназначены для расточки сквозных отверстий в различных материалах большого диаметра.
|
- Резьбонарезные — для нарезания всех типов резьбы: метрической , дюймовой, трубной, трапецеидальной и пр.
|
|
Резцы резьбовые внутренние — предназначены для нарезания внутренней резьбы большого диаметра. Нарезание резьбы возможно лишь при наличии так называемой «гитары» на токарно-винторезном станке.
|
|
|
Резцы резьбовые наружные — предназначены для нарезания наружной резьбы. Готовый резец обычно заточен под метрическую резьбу. Для других видов резьб резец затачивается самостоятельно с помощью шаблонов.
|

6. Строгальные и долбежные резцы менее многочисленны и также делятся на:
- проходные — для строгания верхней поверхности обрабатываемой детали;
- боковые — подрезные для строгания детали с боков;
- отрезные и прорезные — для разрезания детали и прорезания канавок.
При токарных, строгальных и долбежных работах применяются специальные резцы. К ним можно отнести:
• фасочные — для снятия фасок.
• фасонные — для получения сложной фасонной формы обтачиваемой детали.
Из токарных резцов можно выделить еще канавочные — внутренние и наружные – для прорезания канавок различной ширины и глубины.
Державка всех внутренних резцов – расточных, резьбовых, канавочных может быть цилиндрической или веретенообразной.
Заточка резцов производится на стандартных наждачных «бабках» с двойными кругами типа ТШ-1, ТШ-2. Один из кругов должен быть из электрокорунда белого 25А – для углеродистой стали и быстрореза, а второй круг должен быть – из зеленого карбид кремния 63С для твердого сплава. Точить резцы необходимо с охлаждением, при этом очень важен постоянный контроль за состоянием точила и кругов, т.к. вследствие истирания круга, его доводки — зазор между площадкой для упора детали и кругом увеличивается и возникает опасность попадания предметов в кожух точила и – к разрыву круга. Поэтому знание правил техники безопасности и соблюдение их — основа основ работы специалиста.
Окончательная доводка резцов производится на наждачной «бабке» с алмазными кругами – один из них должен быть прямого профиля 1А1, другой – чашка 12А245-40. Резцы с твердосплавными пластинами без алмазной доводки служат гораздо меньше и непригодны для чистовой обработки.
Резцы с твердосплавными пластинами без алмазной доводки служат гораздо меньше и непригодны для чистовой обработки.
Одним из важных условий при заточке является наличие шаблона. Без него невозможно заточить, например, резьбовые резцы — разница между углами при вершине метрической (60`) и дюймовой(55`) резьбы всего 5 градусов и даже с угломером поймать эту разницу практически невозможно.
Это же касается и фасонных резцов.
Ну вот, пожалуй, и все. Возможно, в дальнейшем будут дополнения в эту статью – заглядывайте почаще.
Удачи всем и успехов!
Резцы расточные в Иркутске: 200-товаров: бесплатная доставка, скидка-51% [перейти]
Партнерская программаПомощь
Иркутск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
ИнструментыМеталлорежущий инструментРезцы токарныеРезцы расточные
 regmarkets.ru/listpreview/idata2/a1/12/a112412007dcbff3d9cb2eeec60c9365.jpg»>
regmarkets.ru/listpreview/idata2/a1/12/a112412007dcbff3d9cb2eeec60c9365.jpg»>
383
790
Резец расточной для сквозных отверстий 16*16*170 Т15К6 Тип: Резец токарный, Размер: Длина 20.000
В МАГАЗИНЕще цены и похожие товары
373
772
Резец расточной для глухих отверстий 16*16*140 ВК8 Тип: Резец токарный, Размер: Длина 20.000 Ширина
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/6244243/pic93846698d219845054af4789651d1bc4/300×300″>
mds.yandex.net/get-marketpic/6244243/pic93846698d219845054af4789651d1bc4/300×300″>
555
800
Резец Расточной для глухих отверстий 20-20-170 Т5К10 Токарный ANGO-UFA Тип: Резец токарный, Размер:
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5962117/pic0616915a2c36b3e12f3e331973f5fa19/300×300″>
mds.yandex.net/get-marketpic/5962117/pic0616915a2c36b3e12f3e331973f5fa19/300×300″>
339
456
Резец токарный расточной для глухих отверстий 16х16х170 Т5К10 Тип: Принадлежности для инструментов,
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/c5/6d/c56d6e2ee5cf4c9df703820d3e8ee447.jpg»>
regmarkets.ru/listpreview/idata2/c5/6d/c56d6e2ee5cf4c9df703820d3e8ee447.jpg»>
684
1363
Резец расточной для глухих отверстий 25*25*200 Т15К6 Тип: Резец токарный, Размер: Длина 20.000
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/24/d3/24d32251664bd235803cf02bca5fe3ad.jpg»>
regmarkets.ru/listpreview/idata2/24/d3/24d32251664bd235803cf02bca5fe3ad.jpg»>
373
772
Резец расточной для глухих отверстий 16*16*140 Т5К10 Тип: Резец токарный, Размер: Длина 20.000
В МАГАЗИНЕще цены и похожие товары
1 265
1706
Резец токарный расточной S10K-SDQCR07 для сквозных и глухих отверстий Тип: Резец токарный, Размер:
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/3f/b7/3fb7d42eca02b30936a4f064929fc9e3.jpg»>
regmarkets.ru/listpreview/idata2/3f/b7/3fb7d42eca02b30936a4f064929fc9e3.jpg»>
1 424
1919
Резец токарный расточной для сквозных и глухих отверстий 16мм S16Q-MWLNR Тип: Резец токарный,
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/7208005/pic13cd584d888be1497579db26829b7387/300×300″>
mds.yandex.net/get-marketpic/7208005/pic13cd584d888be1497579db26829b7387/300×300″>
1 250
1685
Резец токарный расточной S12M-SCLCR06 для сквозных и глухих отверстий Тип: Резец токарный, Размер:
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5508803/pic2e6dacfe635ce21aac74f92c03dd5796/300×300″>
mds.yandex.net/get-marketpic/5508803/pic2e6dacfe635ce21aac74f92c03dd5796/300×300″>
383
790
Резец расточной для сквозных отверстий 16*16*170 Т5К10 Тип: Резец токарный, Размер: Длина 20.000
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь Т5К10 Общая длина: 170.000, По направлению
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/6199754/picc98dbf5cb86de81610af218fb80bb4c7/300×300″>
mds.yandex.net/get-marketpic/6199754/picc98dbf5cb86de81610af218fb80bb4c7/300×300″>
Расточной резец для сквозных отверстий CNIC 63488 Общая длина: 355.000, Высота державки: 32, Вид:
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь ВК8 Общая длина: 240.000, Высота державки: 25,
В МАГАЗИНЕще цены и похожие товары
Расточной резец для глухих отверстий ТехноСталь Т5К10 Общая длина: 170. 000, По направлению подачи:
000, По направлению подачи:
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54568 Общая длина: 40.000, Вид: расточной
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54566 Общая длина: 32.000, Вид: расточной
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/6434524/picf70095fa7dd5cae1d22b8d185f6b383d/300×300″>
mds.yandex.net/get-marketpic/6434524/picf70095fa7dd5cae1d22b8d185f6b383d/300×300″>
Расточной резец для сквозных отверстий CNIC 63487 Общая длина: 355.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63485 Общая длина: 300.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5644426/pic09f3bc076cbf8398660d64190d9af552/300×300″>
mds.yandex.net/get-marketpic/5644426/pic09f3bc076cbf8398660d64190d9af552/300×300″>
416
454
Расточной резец для сквозных отверстий Sekira 2140-0024 14488 Общая длина: 170.000, Сталь: ВК8,
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/7208005/pic2de50f2a3430f97f7ea09dd2235edeb7/300×300″>
mds.yandex.net/get-marketpic/7208005/pic2de50f2a3430f97f7ea09dd2235edeb7/300×300″>
Расточной резец для глухих отверстий CNIC 63515 Общая длина: 480.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
Расточной резец для глухих отверстий CNIC 63514 Общая длина: 400. 000, Вид: расточной, По
000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63016 Общая длина: 125.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
641
713
Расточной резец для глухих отверстий ТехноСталь Т15К6 Общая длина: 200.000, По направлению подачи:
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/6379564/pic82ebf87319ace1ee9b1baafd3f6fe3cb/300×300″>
mds.yandex.net/get-marketpic/6379564/pic82ebf87319ace1ee9b1baafd3f6fe3cb/300×300″>
Расточной державочный резец к расточным оправкам CNIC 54759 Общая длина: 25.000, Сталь: Т5К10,
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/1566450/pic958c205658c8cce2da02385dc94e1da3/300×300″>
mds.yandex.net/get-marketpic/1566450/pic958c205658c8cce2da02385dc94e1da3/300×300″>
Расточной резец для гухих отверстий ТехноСталь ВК8 Общая длина: 140.000, По направлению подачи:
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54758 Общая длина: 25.000, Вид: расточной
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь ВК8 Общая длина: 140.000, По направлению подачи:
В МАГАЗИНЕще цены и похожие товары
Расточной резец для глухих отверстий CNIC 63038 Общая длина: 210.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63489 Общая длина: 355. 000, Ширина державки: 32, Высота
000, Ширина державки: 32, Высота
В МАГАЗИНЕще цены и похожие товары
Расточной резец для глухих отверстий CNIC 63508 Общая длина: 300.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
Расточной резец для глухих отверстий CNIC 63037 Общая длина: 210.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54586 Общая длина: 32.000, Сталь: ВК8, Ширина
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь Т5К10 Общая длина: 240.000, Высота державки: 25,
В МАГАЗИНЕще цены и похожие товары
Расточной резец Beltools ri.419.20 СОТС: нет, Длина державки общая: 200.000, Диаметр державки:
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63027 Общая длина: 210. 000, Вид: расточной, Сталь: Т5К10
000, Вид: расточной, Сталь: Т5К10
В МАГАЗИНЕще цены и похожие товары
300
333
Расточной резец для глухих отверстий CNIC 63034 Общая длина: 180.000, Вид: расточной, Сталь: ВК8
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54761 Общая длина: 32.000, Вид: расточной
В МАГАЗИНЕще цены и похожие товары
642
713
Расточной резец для сквозных отверстий ТехноСталь ВК8 Общая длина: 200.000, По направлению подачи:
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54762 Общая длина: 32.000, Сталь: Т5К10,
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63501 Общая длина: 300. 000, Высота державки: 25, Вид:
000, Высота державки: 25, Вид:
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63030 Общая длина: 250.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54567 Общая длина: 32.000, Вид: расточной
В МАГАЗИНЕще цены и похожие товары
Расточной резец для глухих отверстий ТехноСталь Т5К10 Общая длина: 240.000, По направлению подачи:
В МАГАЗИНЕще цены и похожие товары
Расточной резец для глухих отверстий CNIC 63032 Общая длина: 125.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54563 Общая длина: 25.000, Вид: расточной
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь ВК8 Общая длина: 170. 000, Сталь: ВК8, Вид:
000, Сталь: ВК8, Вид:
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь Т5К10 Общая длина: 140.000, Высота державки: 16,
В МАГАЗИНЕще цены и похожие товары
Расточной резец для глухих отверстий CNIC 63510 Общая длина: 355.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
559
621
Расточной резец для глухих отверстий CNIC 63523 Общая длина: 300.000, Вид: расточной, По
В МАГАЗИНЕще цены и похожие товары
Расточной резец для глухих отверстий CNIC 63513 Общая длина: 400.000, Вид: расточной, Сталь: Т15К6
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54765 Общая длина: 40.000, Вид: расточной
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63029 Общая длина: 250. 000, Сталь: Т15К6, Ширина
000, Сталь: Т15К6, Ширина
В МАГАЗИНЕще цены и похожие товары
629
686
Расточной резец для сквозных отверстий Sekira 5196 Общая длина: 200.000, Высота державки: 20, Вид:
В МАГАЗИНЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54565 Общая длина: 32.000, Вид: расточной
В МАГАЗИНЕще цены и похожие товары
433
481
Расточной резец для глухих отверстий ТехноСталь ВК8 Общая длина: 170.000, По направлению подачи:
В МАГАЗИНЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь 003091 Общая длина: 140.000, Вид: расточной
В МАГАЗИНЕще цены и похожие товары
Внутренние режущие инструменты для обработки мелких деталей
WhizCut — Внутренние режущие инструменты для обработки мелких деталей
| |||||||||||||||||||||||||||||||||||||||||

 Другие преимущества
Другие преимущества Угол, под которым расточная оправка зажимается в оправке, означает, что расточная оправка становится толще с увеличением длины оправки. Это приводит к более стабильному инструменту.
Угол, под которым расточная оправка зажимается в оправке, означает, что расточная оправка становится толще с увеличением длины оправки. Это приводит к более стабильному инструменту. Все права защищены.
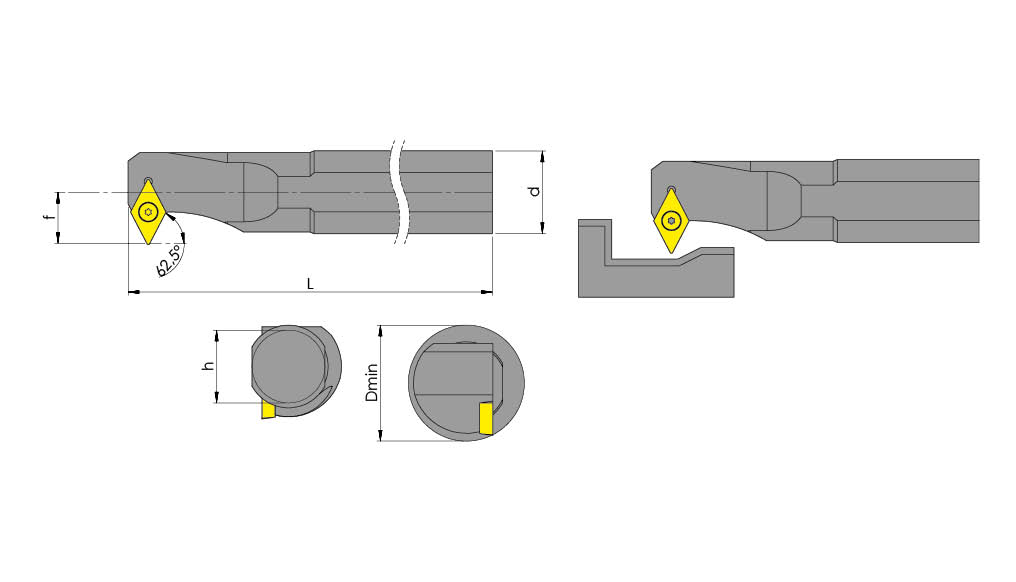
Все права защищены.4-4-15L 4-6-20L Расточная фреза с малым отверстием Рукоятка из вольфрамовой стали 4 мм Расточная фреза с внутренним проходом
Описание продукта
Описание:
4-4-15L 4-6-20L с малым отверстием расточная оправка из вольфрамовой стали / рукоятка Расточные оправки mirco с внутренним отверстием 4 мм.
Спецификация:
Материал: вольфрамовая сталь
Тип конструкции: цельный
Применение: внутренний токарный инструмент
Применяемый станок: токарный станок
| Тип | Диаметр штока | Общая длина | Эффективная глубина | Рабочий диаметр |
| 4-4-15 л | 4 мм | 50 мм | 15 мм | 4 мм |
| 4-6-20 л | 4 мм | 50 мм | 20 мм | 6 мм |
Особенности:
Маленькая расточная фреза, покрытие из вольфрамовой стали, наносимое на алюминий, медь, только такие предметы, как близкие к обработке.
Gm Токарные станки с ЧПУ, обрабатывающие центры.
Высокая твердость и долговечность.
Package Included:
1 x boring cutter
More Details:
More Detailed Photos:
Дополнительная информация
При заказе на Alexnld.com вы получите подтверждение по электронной почте. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице информации о заказе в процессе оформления заказа. Alexnld.com предлагает 3 различных способа международной доставки: Авиапочта, Заказная Авиапочта и Служба ускоренной доставки. Ниже приведены сроки доставки:
| Авиапочта и зарегистрированная авиапочта | Район | Время |
|---|---|---|
| США, Канада | 10-25 рабочих дней | |
| Австралия, Новая Зеландия, Сингапур, Объединенные Арабские Эмираты | 10-25 рабочих дней | |
| Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария | 10-25 рабочих дней | |
| Италия, Бразилия, Россия | 10-45 рабочих дней | |
| Другие страны | 10-35 рабочих дней | |
| Ускоренная доставка | 7-15 рабочих дней по всему миру | |
Мы принимаем оплату через PayPal,и с помощью кредитной карты.
Оплата с помощью PayPal / кредитной карты —
ПРИМЕЧАНИЕ: Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или используйте кредитную карту Express.
2) Введите данные своей карты, заказ будет отправлен на ваш адрес PayPal. и нажмите Отправить.
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Возврат
Вы можете вернуть этот товар в течение 15 дней с момента доставки для полного возврата средств. Мы также оплатим стоимость обратной доставки, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Если вам нужно вернуть товар, свяжитесь с нами, указав номер вашего заказа и сведения о продукте, который вы хотите вернуть. Мы быстро ответим и предоставим инструкции о том, как вернуть товары из вашего заказа.
Продукт не работает должным образом?
Наша служба поддержки клиентов может решить большинство проблем, связанных с продуктом, быстро и эффективно. Чтобы получить поддержку, свяжитесь с нашей командой, заполнив форму отправки на странице Контакты.
Чтобы получить поддержку, свяжитесь с нашей командой, заполнив форму отправки на странице Контакты.
Право на возврат
Чтобы возврат имел право на возмещение, убедитесь, что вы вернули в течение 15 дней с даты доставки вашего товара.
Мы просим вас вернуть нам ваш товар в новом или слегка использованном состоянии без признаков износа. Если товар находится в использованном состоянии, пожалуйста, отправьте нам фотографию, чтобы подтвердить его состояние, прежде чем вернуть его. Мы оставляем за собой право отказать в возврате, если есть какие-либо признаки износа или отсутствия деталей.
Имейте в виду, что мы покрываем стоимость возврата только в том случае, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Все клиенты должны связаться с нами, прежде чем отправлять нам что-либо. Мы не несем ответственности за возвращенные товары без предварительного уведомления.
Возврат
После успешной проверки вашего возврата мы обработаем полный возврат средств на кредитную/дебетовую карту или счет PayPal, который использовался для размещения первоначального заказа.
Вы должны рассчитывать на возмещение в течение четырех недель после возврата посылки, однако во многих случаях вы получите возмещение быстрее. Этот период времени включает время в пути до получения вашего возврата от грузоотправителя (от 5 до 20 рабочих дней), время, необходимое нам для обработки вашего возврата после его получения (от 3 до 5 рабочих дней), и время, которое требуется вашего банка для обработки нашего запроса на возврат средств (от 3 до 5 рабочих дней).
Отказ от ответственности: это отзывы пользователей. Результаты могут варьироваться от человека к человеку.
Запрос продукта
Имя
Адрес электронной почты
Расследование
Токарная обработка – производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите черновую и чистовую токарную обработку.
• Опишите поворотное плечо.
• Опишите разрез торца.
• Объясните, как настроить центровочное/центровое сверло.
• Объясните, как настроить расточку.
• Объясните, как настроить накатку.
• Правильно установите заготовку для отрезки/нарезания канавок.
• Определите расчет конусности.
• Правильно установите заготовку в 4-х кулачковый патрон.
Заготовка обычно обрабатывается на токарном станке по двум причинам: чтобы обрезать ее по размеру и получить точный диаметр. Работа, которая должна быть нарезана по размеру и иметь одинаковый диаметр по всей длине заготовки, предполагает операцию параллельного точения. Многие факторы определяют количество материалов, которые можно удалить на токарном станке. Диаметр необходимо обрезать в два прохода: черновой проход и чистовой проход.
Чтобы получить одинаковый диаметр на каждом конце заготовки, центры токарных станков должны быть на одной линии.
Процедура:
1. Установите упор для компаунда на 30 градусов.
Установите упор для компаунда на 30 градусов.
2. Установите инструмент для черновой или чистовой обработки. Используйте правый токарный инструмент при подаче седла в направлении передней бабки.
3. Переместите стойку инструмента к левой стороне составного упора и установите насадку инструмента в правый центр высоты.
4. Установите токарный станок на правильную скорость и подачу для диаметра и типа обрабатываемого материала.
5. Запустите токарный станок и сделайте небольшой надрез длиной около 0,005 дюйма и длиной 0,250 дюйма на правом конце заготовки.
6. Остановите токарный станок, но не перемещайте рукоятку винта поперечной подачи.
7. Переместите режущий инструмент к концу заготовки (вправо), поворачивая маховик каретки.
8. Измерьте работу и рассчитайте количество удаляемого материала.
9. Поверните градуированное кольцо на половину количества удаляемого материала. Например, если необходимо удалить 0,060 дюйма, градуированное кольцо следует повернуть на 0,030 дюйма, так как разрез выполняется по окружности заготовки.
10. Помните , на каждую тысячную глубины резания диаметр заготовки уменьшается на две тысячные.
Операция черновой токарной обработки используется для удаления как можно большего количества металла в кратчайшие сроки. Точность и чистота поверхности не важны в этой операции. Поэтому рекомендуется максимальная глубина 0,030 дюйма и подача от 0,020 до 0,030 дюйма. Заготовка, как правило, грубо обтачивается с точностью до 0,030 дюйма от конечного размера за несколько проходов, насколько это возможно.
Процедура:
1. Установите токарный станок на правильную скорость и подачу для типа и размера обрабатываемого материала.
2. Отрегулируйте быстросменный редуктор на подачу от 0,010 до 0,030 дюйма в зависимости от глубины резания и состояния станка.
3. Например: .010
4. Переместите держатель инструмента к левой стороне составного упора и установите насадку инструмента на правую высоту по центру.
5. Надежно затяните стойку инструмента, чтобы предотвратить перемещение резцедержателя во время операции обработки.
6. Сделайте небольшой пробный пропил на правом конце заготовки длиной около 0,250 дюйма.
7. Измерьте заготовку и отрегулируйте насадку на нужную глубину резания.
8. Отрежьте около 0,250 дюйма, остановите токарный станок и проверьте размер диаметра. Диаметр должен быть около 0,030 дюйма по стороне финиша.
9. При необходимости отрегулируйте глубину резания.
Чистовая токарная обработка на токарном станке, которая следует за черновой обточкой, производит гладкую поверхность и обрезает заготовку до точного размера. Такие факторы, как состояние режущего инструмента, жесткость станка и заготовки, а также скорость токарного станка и скорость подачи, могут повлиять на тип получаемой поверхности.
Процедура:
1. Проверьте, нет ли на режущей кромке режущей кромки зазубрин, прожогов и т. д. Перед выполнением чистовой обработки рекомендуется установить режущую кромку в исходное положение.
Перед выполнением чистовой обработки рекомендуется установить режущую кромку в исходное положение.
2. Установите токарный станок на рекомендуемую скорость и скорость подачи. Используемая скорость подачи зависит от требуемой чистоты поверхности.
3. Сделайте небольшой пробный пропил длиной около 0,250 дюйма на правом конце изделия, чтобы получить истинный диаметр, установите насадку режущего инструмента на нужный диаметр и установите градуированное кольцо на нужный диаметр.
4. Остановите токарный станок, измерьте диаметр.
5. Установите глубину резания на половину удаляемого материала.
6. Отрежьте 0,250 дюйма, остановите токарный станок и проверьте диаметр.
7. При необходимости отрегулируйте глубину резания и доведите до конца диаметр. Чтобы получить максимально точный диаметр, доведите заготовку до требуемого размера. Если необходимо завершить диаметр пленкой или полировкой, никогда не оставляйте для этой операции более 0,002–0,003 дюйма.
При токарной обработке заготовки более чем на один диаметр. Изменение диаметра или шага известно как плечо.
Три распространенных типа плеча:
1. Квадрат
2. Скругленный уголок
3. Угловой или конический
Процедура:
1. С заготовкой, установленной на токарном станке, разметьте положение уступа от готового конца заготовки. В случае скругленных плеч, вся длина должна быть достаточной для того, чтобы на готовом плече можно было сформировать надлежащий радиус.
2. Поместите острие инструмента на эту отметку и вырежьте небольшой паз по окружности, чтобы отметить длину.
3. С помощью токарной насадки черновой и чистовой обработайте заготовку примерно на 0,063 дюйма необходимой длины.
4. Установите торцовочный инструмент. Наметьте мелом небольшой диаметр заготовки и поднимите режущий инструмент до тех пор, пока он не удалит отметку мелом.
5. Обратите внимание на показания на градуированном кольце рукоятки поперечной подачи.
6. Торцовка под прямым углом к плечу, резка по линии с ручной подачей.
7. Для последовательных пропилов верните рукоятку поперечной подачи в то же положение с градуированной втулкой.
Если требуется скругленный угол, для обработки уступа используется насадка с таким же радиусом. Угловые или скошенные кромки можно получить, установив режущую кромку насадки инструмента на желаемый угол фаски и подав ее к уступу, или установив составной упор на нужный угол.
Обрабатываемые детали обычно обрезаются немного длиннее, чем требуется, и обтачиваются до нужной длины. Торцовка — это операция обработки торцов квадрата заготовки с ее осью. Чтобы получить плоскую квадратную поверхность при торцевании, токарному станку может быть правдой.
Назначение облицовки:
• Для получения истинно плоской поверхности, перпендикулярной оси заготовок.
• Обеспечить точную поверхность для проведения измерений.
• Для обрезки заготовок до необходимой длины.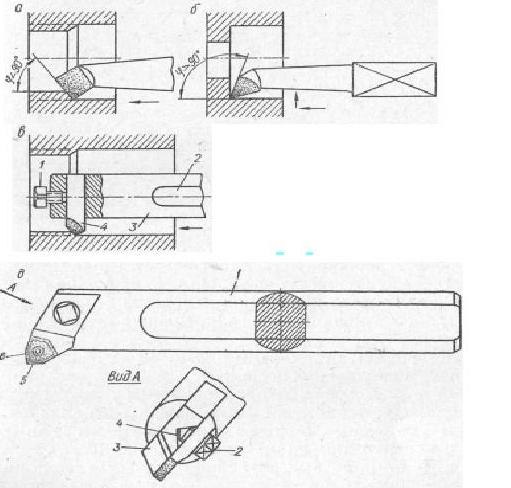
Рис. 1. Операция облицовки
Процедура:
1. Переместите стойку инструмента к левой стороне составного упора и установите правую фрезу на правую высоту от центральной точки токарного станка. Составной упор может быть установлен на 30 градусов для точной торцевой обработки.
2. Установите заготовку в патрон лицевой стороной. Используйте центр линии в хвостовой части или прямую линейку, если это необходимо для истинности.
3. Вставьте торцевой инструмент.
4. Расположите инструмент немного в стороне от детали.
5. Установите насадку торцевого инструмента влево под углом 15-20 градусов. Острие насадки инструмента должно быть ближе всего к заготовке, а сбоку должно быть оставлено пространство.
6. Установите токарный станок на правильную скорость и подачу для диаметра и типа обрабатываемого материала.
7. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
8. Запустите токарный станок и поднесите резец как можно ближе к центру станка.
9. Переместите каретку влево с помощью маховика, пока не начнется мелкий рез.
10. Подайте насадку режущего инструмента внутрь к центру, поворачивая рукоятку поперечной подачи. Если для подачи режущего инструмента используется механическая поперечная подача, каретка должна быть зафиксирована в этом положении.
11. Повторяйте процедуры 6, 7 и 8, пока заготовка не будет отрезана до нужной длины. 12. На заготовке после торцовки останется острая кромка, которую следует сломать напильником.
Сверло
Spotting Tool используется для проделывания неглубокого V-образного отверстия в центре заготовки. Предоставляет руководство для выполнения упражнения. Отверстие можно быстро и достаточно точно обнаружить с помощью центрирующего сверла. Для максимальной точности следует использовать насадку для определения местоположения.
Рис. 2. Инструмент Center/Spot
Процедура:
1. Правильно установите заготовку в патрон.
Правильно установите заготовку в патрон.
2. Установите сверлильный патрон в заднюю бабку.
3. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
4. Переместите и зафиксируйте заднюю бабку в желаемом положении.
5. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
6. Установите токарный станок на правильную скорость для типа материала, который будет точечным или центрирующим сверлом.
7. Просверлите отверстие центровым сверлом. 8. Отметьте отверстие с помощью зенковки или центрирующего сверла.
Рисунок 3. Сверло
Процедура:
1. Установите сверлильный патрон в заднюю бабку.
2. Правильно установите заготовку в патрон.
3. Проверьте центр инструмента и убедитесь, что он находится на одной линии.
4. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.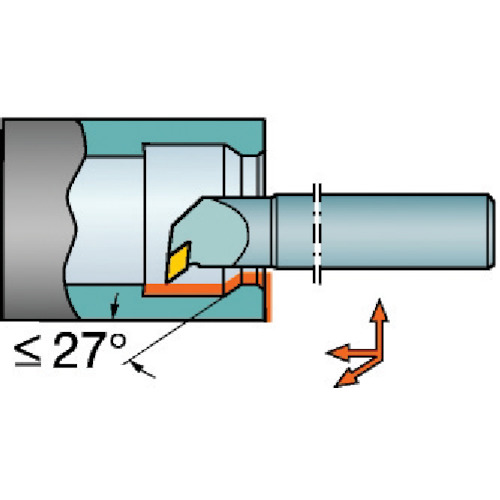
5. Переместите и зафиксируйте заднюю бабку в желаемом положении.
6. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
7. Начните отверстие с помощью установочного или центрирующего сверла.
8. При использовании центрирующего сверла всегда используйте вместе с ним смазочно-охлаждающую жидкость.
9. Центровочное сверло режется не так легко, как сверло, поскольку оно имеет неглубокие канавки для дополнительной жесткости.
10. Просверлите всю конусность, чтобы создать воронку для направления сверла.
11. Установите сверло в шпиндель задней бабки, в сверлильный патрон или в держатель сверла.
12. Установите токарный станок на скорость, соответствующую типу обрабатываемого материала.
13. Запустите токарный станок и просверлите требуемую глубину в соответствии с чертежом, применяя смазочно-охлаждающую жидкость.
14. Чтобы измерить глубину отверстия, используйте градуировку на оси задней бабки или стальную линейку для измерения глубины.
15. С помощью сверла с просверленным отверстием удалите стружку и измерьте глубину отверстия.
16. При сверлении снимите материал не более чем на один или два диаметра сверла, прежде чем отступить, очистить стружку и повторно нанести СОЖ.
17. Если сверло скрипит о приклад, нанесите больше смазочно-охлаждающей жидкости.
18. Чтобы снять сверлильный патрон с задней бабки, потяните его назад примерно на четверть оборота больше, чем он может легко выдвинуться.
19. Используйте штифт, чтобы выдавить патрон из цанги.
Растачивание — это операция по увеличению и точной чистовой обработке отверстий. Обработка отверстия путем удаления материала с внутренних поверхностей однолезвийной фрезой. Отверстия специального диаметра, для которых нет сверл, могут быть получены путем растачивания.
Растачивание использует одноточечный режущий инструмент для увеличения отверстия. Эта операция обеспечивает более точное и концентрическое отверстие, в отличие от сверления.
Поскольку фреза выходит из станка из расточной оправки, инструмент не так хорошо поддерживается, что может привести к вибрации. Чем глубже скучная операция, тем хуже болтовня. Чтобы исправить это:
1. Уменьшите скорость вращения шпинделя.
2. Увеличьте подачу.
3. Нанесите больше смазочно-охлаждающей жидкости.
4. Укоротите выступ расточной оправки.
5. Отшлифуйте меньший радиус на конце инструмента.
Процедура:
1. Установите заготовку в патрон.
2. Расположите, отметьте и просверлите отверстие в заготовке.
3. Проверьте, достаточно ли зазора у расточной оправки.
- Если отверстие слишком маленькое для расточной оправки, стружка застрянет во время обработки и сместит оправку от центра.
4. Убедитесь, что острие сверлильного инструмента является единственной частью фрезы, контактирующей с внутренней поверхностью заготовки.
5. Если угол не обеспечивает достаточной торцевой зачистки, замените фрезу на другую с более острым углом.
6. Расположите борштангу так, чтобы острие фрезы совпадало с центральной линией заготовки.
7. Инструмент, расположенный не на одной линии с центром заготовки, будет волочиться по поверхности заготовки, даже если имеется достаточный задний задний угол.
8. Выберите расточной оправку как можно большего размера, чтобы она выступала за пределы держателя только на глубину отверстия, которое нужно расточить.
9. Установите держатель и расточной инструмент с резцом на левой стороне резцедержателя и вращайте заготовку.
10. Установите сверло в центр.
- Примечание. В зависимости от жесткости установки буровой инструмент будет иметь тенденцию пружинить вниз при приложении давления к режущей кромке. Установив сверло немного выше центра, была сделана компенсация направленной вниз пружины, и сверло будет фактически располагаться точно по центру заготовки во время операций обработки.
11. Установите токарный станок на правильную скорость резания и подачу. а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.
а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.
12. Нанесите смазку на отверстие перед включением машины.
13. Включите станок и переместите инструмент в предварительно просверленное отверстие.
14. Запустите токарный станок и медленно перемещайте расточный инструмент, пока он не коснется внутреннего диаметра отверстия.
15. Сделайте небольшой разрез (около 0,003 дюйма) длиной около -375.
16. Остановите токарный станок и измерьте диаметр отверстия, используя телескопический калибр или микрометр.
17. После измерения отверстия определите количество материала, которое необходимо удалить из отверстия. Оставьте около 0,020 на чистовом пропиле.
18. Запустите токарный станок и выполните черновую обработку.
19. Подайте расточной оправку в заготовку, снимая примерно 0,020 за каждый проход.
20. Выньте борштангу, как только будет достигнута нужная глубина.
21. Повторяйте шаги 19 и 20, пока не будет достигнут требуемый диаметр внутреннего отверстия.
22. После завершения черновой обработки остановите токарный станок и выньте резец из отверстия, не перемещая рукоятку поперечной подачи.
23. Установите глубину чистового пропила и рассверлите отверстие до нужного размера. Для хорошего качества поверхности рекомендуется мелкая подача.
24. При последнем проходе остановитесь на нужной глубине и верните фрезу к центру заготовки. Это будет обращено к задней части отверстия.
25. Выньте борштангу из станка и остановите станок.
Рисунок 4. Растачивание на токарном станке
1. Накатка – это выпуклость на поверхности заготовки, создаваемая двумя закаленными валками.
2. Накатка обычно имеет одну из двух форм: ромбовидную или прямую.
3. Обычные накатки бывают мелкими, средними или крупными.
4. Ромбовидный рисунок образован правой и левой спиралью, установленными в самоцентрирующейся головке.
5. Используется для улучшения внешнего вида детали и обеспечения хорошей поверхности захвата для рычагов и рукояток инструментов.
6. Обычные накатки бывают мелкими, средними или крупными.
7. Прямой профиль, образованный двумя прямыми роликами, используется для увеличения размера детали для прессовой посадки в легких условиях эксплуатации.
8. Используются три основных типа держателей для накатных инструментов: держатель с шарнирным соединением, держатель с вращающейся головкой и держатель с разворотом.
9. Накатка лучше всего работает на заготовках, установленных между центрами.
10. Накатки не режут, а смещают металл под высоким давлением.
11. Смазка важнее охлаждения, поэтому подойдет масло для резки или смазочное масло.
12. Для накатки используются низкие скорости (примерно такие же, как при нарезании резьбы) и подача от 0,010 до 0,020 дюйма.
13. Накатка должна быть отцентрована на заготовке вертикально, а державка с накаткой должна располагаться вровень с заготовкой.
14. Следует сделать накатку из мягкого металла примерно на половину глубины и проверить шаблон.
15. На тонкой заготовке может потребоваться несколько проходов, чтобы выполнить накатку, поскольку инструмент имеет тенденцию отталкивать ее от накатки.
16. Между проходами следует очищать накатку проволочной щеткой.
Рисунок 5. Накатка
Процедура:
1. Установите накатной инструмент в держатель инструмента и отрегулируйте его точно по средней линии шпинделя токарного станка.
2. Расположите и закрепите накатной инструмент под углом 90 градусов к поверхности с накаткой.
3. Переместите каретку токарного станка вручную и найдите область на заготовке, которую нужно накатать.
4. Поверните накатную головку, чтобы указать правильный набор накаток.
5. Расположите накатку у правого края заготовки так, чтобы половина накатки соприкасалась с правым краем заготовки.
6. Нанесите на заготовку смазочно-охлаждающую жидкость.
7. Поверните шпиндель примерно на 100 об/мин и используйте маховик поперечной подачи, чтобы ввести накатной инструмент в работу. Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок.
Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок.
8. Включите силовую подачу станка, чтобы переместить каретку к передней бабке со скоростью подачи от 0,010 до 0,020 дюйма за оборот.
9. При необходимости нанесите масло и почистите поверхность с накаткой жесткой щеткой, чтобы удалить стружку с наката.
10. Когда накатка достигнет конца области с накаткой, поверните направление подачи каретки в обратном направлении и вставьте накатку в работу еще на 0,005–0,010 дюйма.
11. Продолжайте накатывать взад-вперед, пока не образуется острый ромб.
Назначение отрезки и проточки:
Бывают случаи, когда вам может понадобиться отрезать кусок от конца заготовки или вырезать канавку в заготовке.
Нарезка канавок, обычно называемая проточкой, подрезкой или сужением, часто выполняется на конце резьбы, чтобы обеспечить полный ход гайки до заплечика или на краю заплечика для обеспечения надлежащей посадки сопрягаемых деталей.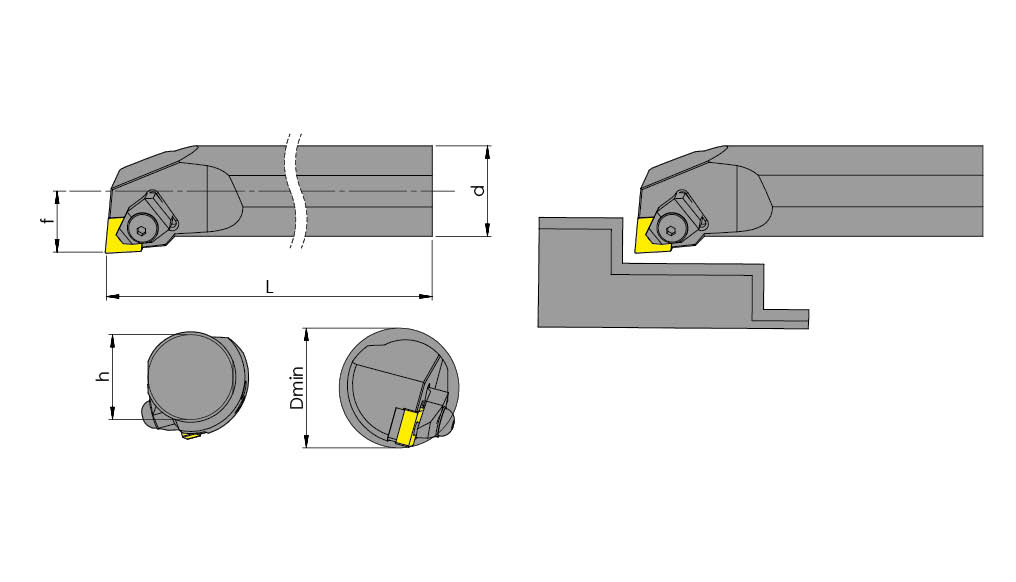 Существует три типа канавок: квадратные, круглые и U-образные.
Существует три типа канавок: квадратные, круглые и U-образные.
Скругленные канавки обычно используются там, где на деталь оказывается нагрузка, а прямоугольный угол может привести к разрушению металла.
Процедура:
1. Выберите насадку нужного размера и формы требуемой канавки.
2. Наметьте расположение паза.
3. Установите токарный станок на половинную скорость для токарной обработки.
4. Установите заготовку на токарный станок.
5. Установите насадку на центральную высоту.
6. Медленно введите насадку в заготовку с помощью рукоятки поперечной подачи.
7. Нанесите большое количество смазочно-охлаждающей жидкости на острие режущего инструмента. Для того, чтобы рез не слепил канавку. Если появляется вибрация, уменьшите скорость вращения шпинделя.
8. Остановите токарный станок и проверьте глубину паза.
9. Повторяйте процедуры 6-7, пока заготовка не будет прорезана на нужную глубину.
Рисунок 6. Вырезание канавки
Отрезные инструменты, часто называемые отрезными инструментами, используются для резки заготовки. Существует три типа разделительных инструментов. Инструмент для разделения состоит из прямого держателя, чаще всего используются вставные лезвия со смещением влево и вправо.
Существуют две распространенные проблемы при расставании: дребезжание и сжатие. Стук возникает, когда инструмент удерживается недостаточно прочно, любой люфт в инструменте, держателе или любой части самого токарного станка делает резку трудной, неравномерной и часто невозможно. Втягивание означает, что инструмент стремится врезаться в заготовку, а также перелезать через верхнюю часть режущей кромки. Это обычно ломает бит инструмента или разрушает заготовку. Заедание обычно происходит, когда инструмент для разделения установлен слишком высоко или слишком низко.
• Отрезные инструменты уже, но глубже, чем токарные инструменты. Отрезные инструменты используются для создания узких канавок и отрезания частей заготовки.
• Держатель инструмента должен едва касаться заготовки, когда установлен отрезной инструмент.
• Убедитесь, что инструмент для разделения перпендикулярен оси вращения.
• Убедитесь, что кончик инструмента находится на той же высоте, что и центр заготовки. В этом может помочь удерживание инструмента напротив лицевой стороны детали.
• Установите высоту инструмента, приложите его к поверхности детали и зафиксируйте инструмент на месте. Не забывайте наносить смазочно-охлаждающую жидкость, особенно при глубоком разрезе.
Рисунок 7. Разделение
Процедура:
1. Установите заготовку в патрон так, чтобы отрезаемая часть находилась как можно ближе к патрону.
2. Установите отрезной инструмент с левой стороны составной опоры, установив режущую кромку по центру.
3. Поместите держатель как можно ближе к резцедержателю, чтобы предотвратить вибрацию и дребезжание.
4. Отрегулируйте насадку инструмента. Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения.
Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения.
5. Отметьте место разреза.
6. Установите режущий инструмент на место.
7. Запустите токарный станок и рукой медленно вставьте отрезной инструмент в заготовку. Возьмитесь за рукоятку поперечной подачи обеими руками, чтобы подавать устойчиво и равномерно. Нанесите большое количество смазочно-охлаждающей жидкости.
8. Когда заготовка составляет около ¼ дюйма, рекомендуется немного сдвинуть инструмент для разделения в сторону. Это боковое движение делает рез немного шире, чтобы предотвратить заедание инструмента.
9. Во избежание вибрации держите режущий инструмент и постоянно применяйте смазочно-охлаждающую жидкость во время работы. Медленно подавайте, когда деталь почти отрезана.
10. Продолжайте продвигать инструмент, пока он не достигнет центра заготовки. По мере приближения заготовка подвешивается на тонком металлическом стержне.
По мере приближения заготовка подвешивается на тонком металлическом стержне.
11. Конец заготовки, который вы обрезаете, обычно будет иметь довольно шероховатую поверхность и небольшой выступ металла на конце. См. рисунок 19 ниже.
12. Последний шаг – установить эту деталь в патрон и сделать торцевой разрез, чтобы зачистить конец. Одна из проблем на этом этапе заключается в том, что кулачки патрона могут повредить готовую заготовку. Если вы внимательно посмотрите на рисунок 20 ниже, вы сможете увидеть отпечаток кулачков патрона. Чтобы избежать этого, вы можете обернуть заготовку тонкой полоской эмори или аналогичного защитного материала, прежде чем зажимать ее.
Рисунок 8. Обрезка заготовки Рисунок 9. Готовая заготовка
Для получения параллельного диаметра при механической обработке между центрами важно, чтобы два центра токарного станка находились на одной линии друг с другом и совпадали с центральной линией токарного станка. Если центр не выровнен, обрабатываемая деталь будет конусообразной.
Существует три метода центровки токарных станков:
1. Совместив осевые линии задней части задней бабки друг с другом. Это только визуальная проверка и, следовательно, не для точной.
2. Метод пробного надреза, при котором с каждого конца изделия делается небольшой надрез, а диаметр измеряется микрометром.
3. Выровняйте центры с помощью циферблатного индикатора.
Способ 1. Выравнивание центров путем регулировки задней бабки.
Процедура:
1. Ослабьте зажим задней бабки или рычаг.
2. Ослабьте один из регулировочных винтов с левой или правой стороны, в зависимости от направления, в котором должна быть перемещена задняя бабка. Затяните другой регулировочный винт, пока линия на верхней половине задней бабки точно не совпадет с линией на нижней половине.
3. Затяните ослабленный регулировочный винт, чтобы зафиксировать обе половины задней бабки на месте.
4. Зафиксируйте зажимную гайку или рычаг задней бабки.
Способ 2. Выровнять по центру методом следового разреза.
Процедура:
1. Сделайте небольшой надрез примерно 0,010 до истинного диаметра из секции A на конце задней бабки длиной 0,250 дюйма.
2. Остановите подачу и запишите показания на градуированном кольце рукоятки поперечной подачи.
3. Переместите режущий инструмент ближе к концу передней бабки.
4. Приблизьте режущий инструмент к той же настройке бурта, что и в шаге 1 (Раздел A).
5. Верните режущий инструмент в то же положение, что и в шаге 1. (Раздел A)
6. Отрежьте отрезок длиной 0,250 в секции B и затем остановите токарный станок.
7. Измерьте оба диаметра микрометром.
8. Если оба диаметра не одного размера, отрегулируйте заднюю бабку по направлению к режущему инструменту или от него на половину разницы между двумя показаниями.
9. Сделайте еще один легкий надрез в секциях A и B. Измерьте эти диаметры и при необходимости отрегулируйте заднюю бабку.
Способ 3. Выравнивание центров с помощью циферблатного индикатора.
Процедура:
1. Очистите токарный станок и рабочие центры и установите циферблатный индикатор.
2. Плотно отрегулируйте испытательный стержень между центрами и затяните зажим шпинделя задней бабки.
3. Установите циферблатный индикатор на стойку инструмента или каретку токарного станка. Убедитесь, что плунжер индикатора параллелен станине станка, а точка контакта находится в центре.
4. Отрегулируйте поперечный салазок так, чтобы индикатор совпадал примерно с 0,025 дюйма на конце задней бабки.
5. Переместите каретку вручную так, чтобы контрольный индикатор совпал с диаметром на конце передней бабки, и запишите показания контрольного индикатора.
6. Если показания обоих контрольных индикаторов не совпадают. Отрегулируйте заднюю бабку с помощью регулировочного винта, пока индикатор не зарегистрирует одинаковые показания на обоих концах.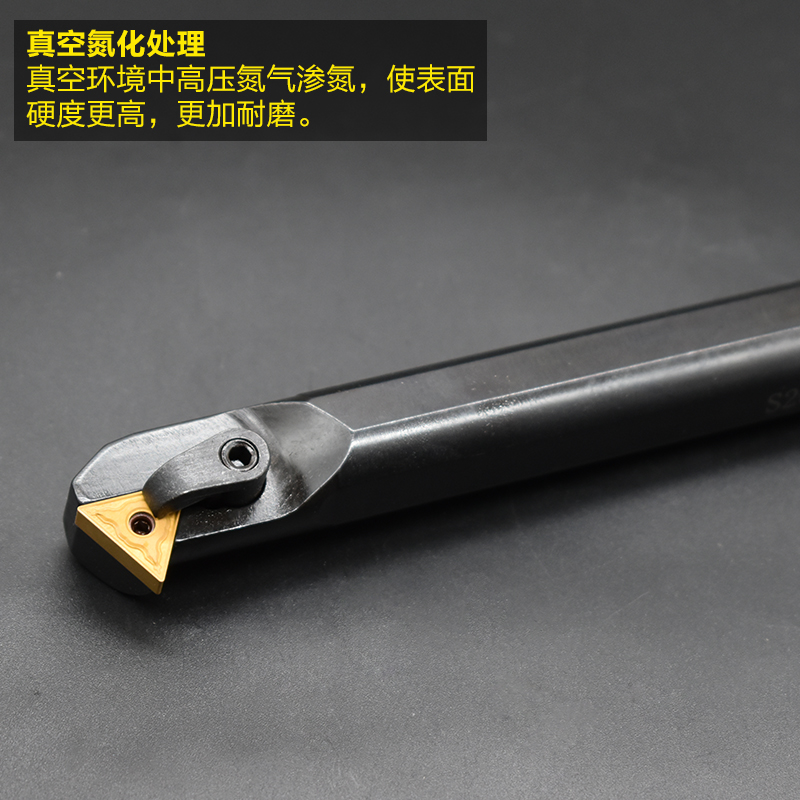
Для расчета конусности на фут (tpf). Необходимо знать длину конуса, большой и малый диаметр.
Рисунок 10. Основная часть дюймового конуса
Формула:
Tpf = ((D-d) / длина конуса) x 12
Пример:
Tpf = ((1,25 – 1) / 3) x 12 = (0,25 / 3) x 12 = 1 дюйм
При расчете смещения задней бабки должны быть известны конусность на фут и общая длина заготовки.
Рисунок 11. Размер заготовки с конусом
Формула:
Смещение задней бабки = (tpf x общая длина заготовки) / 24
Пример:
1. Найти tpf:
tpf = ((1,125 – 1) x 12) / 3 = (0,125 x 12) / 3 = 0,50 дюйма
2. Найдите смещение задней бабки:
Смещение задней бабки = (0,5 x 6) / 24 = 3 / 24 = 0,125 дюйма
В некоторых случаях, когда нет необходимости определять конусность на фут, можно использовать следующую упрощенную формулу.
Формула:
Смещение задней бабки = (OL / TL) x ((D-d) / 2)
OL = Общая длина заготовки
TL = длина конической части
D = конец большого диаметра
d = конец малого диаметра
Пример:
Смещение задней бабки = (6/3) x ((1,125-1)/2) = 0,125
Использование составного остатка для изготовления коротких или крутых конусов. Инструментальная насадка должна подаваться вручную, используя комбинированную рукоятку подачи.
Инструментальная насадка должна подаваться вручную, используя комбинированную рукоятку подачи.
Процедура:
1. Обратитесь к чертежу, чтобы узнать величину требуемого конуса в градусах.
2. Ослабьте стопорные винты составной опоры.
3. Поверните составную опору на нужный угол. (см. первое изображение)
4. Затяните стопорные винты составного упора.
5. Отрегулируйте насадку инструмента по центру и подайте насадку режущего инструмента, используя винт подачи составного упора.
6. Проверьте размер и посадку конуса.
Рис. 12. Операция токарной обработки конуса
1. Циферблат или тестовый индикатор следует использовать всякий раз, когда диаметр обрабатываемой детали должен быть выровнен с точностью до тысячных долей дюйма.
2. Процедура:
3. Вставьте заготовку в 4-кулачковый патрон и приблизительно выровняйте ее, используя метод мела или рейсмуса.
4. Установите индикатор в резцедержатель токарного станка.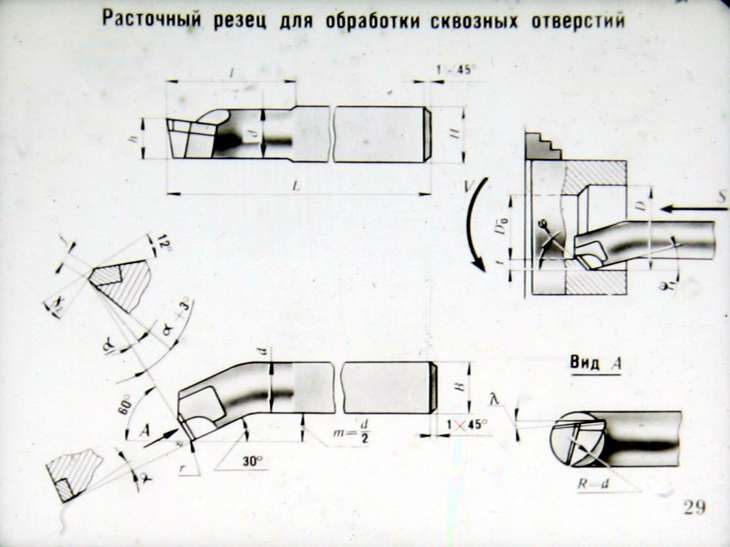
5. Установите шпиндель индикатора в горизонтальное положение, установив точку контакта на центральную высоту.
6. Поднесите точку индикатора к диаметру заготовки так, чтобы она находилась примерно на 0,020, и проверните шпиндель токарного станка вручную.
7. При вращении токарного станка отмечайте максимальное и минимальное показания на циферблатном индикаторе.
8. Слегка ослабьте кулачок патрона при самом низком показателе и затяните кулачок при максимальном показателе, пока заготовка не переместится на половину разницы между показаниями двух индикаторов.
Сторона 1. Левая и правая сторона
9. Продолжайте регулировать только эти два противоположных кулачка, пока индикатор не зарегистрирует на обоих кулачках. На показания индикатора работы между этими двумя кулачками не обращайте внимания.
10. Таким же образом отрегулируйте другой набор противоположных губок, пока индикатор не зарегистрирует то же самое в любой точке по окружности заготовки.
Сторона 2. Левая и правая сторона
11. Равномерно затяните все кулачки, чтобы надежно зафиксировать заготовку.
12. Вращайте вручную шпиндель станка и еще раз проверьте показания индикатора.
1. Под каким углом установлена составная опора?
2. Объясните разницу между черновой и чистовой токарной обработкой.
3. Следует ли устанавливать острие инструмента выше или в центре оси шпинделя при резке торца?
4. Каково назначение облицовки?
5. Почему мы засверливаем заготовку?
6. Какова цель расточки?
7. Назовите три типа инструментов для разделения.
8. Назовите три метода центровки токарных станков.
9. Рассчитайте смещение конуса, если D=2, d=1, OL=6 и TL=3. Формула:
Смещение = (OL x (D-d)) / (2 x TL)
10. Пожалуйста, опишите производителя конуса.
Применение режущих инструментов, Глава 10: Расточные операции и станки
Растачивание, также называемое внутренним точением, используется для увеличения внутреннего диаметра отверстия. Первоначальное отверстие делается сверлом, или это может быть отверстие с керном в отливке. Растачивание позволяет достичь трех целей:
Первоначальное отверстие делается сверлом, или это может быть отверстие с керном в отливке. Растачивание позволяет достичь трех целей:
Размер: Растачивание приводит к получению отверстия нужного размера и финишной обработки. Сверло или развертку можно использовать только в том случае, если желаемый размер является «стандартным» или если специальные инструменты заточены. Расточный инструмент может работать с любым диаметром, и он обеспечит требуемую чистовую обработку, регулируя скорость, подачу и радиус вершины. Прецизионные отверстия можно расточить с помощью микрорегулируемых расточных оправок.
Прямолинейность: Растачивание выпрямит исходное просверленное или отлитое отверстие. Сверла, особенно длинные, могут отклоняться от центра и резать под небольшим углом из-за эксцентричных сил на сверле, случайных твердых пятен в материале или неравномерной заточки сверла. Просверленные отверстия в отливках почти никогда не бывают полностью прямыми. Расточной инструмент, перемещаемый прямо по направляющим с подачей каретки, исправит эти ошибки.
Концентричность: Растачивание сделает отверстие концентричным с наружным диаметром в пределах точности патрона или удерживающего устройства. Для наилучшей концентричности токарная обработка наружного диаметра и растачивание внутреннего диаметра выполняются за один установ, т. е. без переноса работы между операциями.
Основы токарной обработки, описанные в главах 4 и 5, также применимы к растачиванию. Однако при растачивании существует ряд ограничений, которые необходимо учитывать, чтобы достичь высокой скорости съема припуска в сочетании с удовлетворительной точностью, чистотой поверхности и стойкостью инструмента. Поэтому в этой главе будут более подробно обсуждаться ограничения, отличающие внутреннюю токарную обработку от наружной. Типичная операция сверления показана ниже.
Расточные операции Большинство токарных операций, выполняемых при наружном точении, также выполняются при растачивании. При наружном точении длина заготовки не влияет на вылет инструмента и размер резцедержателя может быть выбран таким, чтобы он выдерживал усилия и напряжения, возникающие в процессе операции. Однако при внутреннем точении или растачивании выбор инструмента сильно ограничен диаметром и длиной отверстия заготовки.
Однако при внутреннем точении или растачивании выбор инструмента сильно ограничен диаметром и длиной отверстия заготовки.
Общее правило, применимое ко всем видам механической обработки, заключается в том, чтобы свести к минимуму вылет инструмента для достижения наилучшей стабильности и, следовательно, точности. При растачивании глубина отверстия определяет вылет. Стабильность увеличивается при использовании инструмента большего диаметра, но даже в этом случае возможности ограничены, так как необходимо учитывать пространство, разрешенное диаметром отверстия в заготовке, для эвакуации стружки и радиальных перемещений.
Ограничения в отношении стабильности при растачивании означают, что необходимо уделять особое внимание планированию и подготовке производства. Понимая, как на силы резания влияют геометрия инструмента и выбранные режимы резания, а также понимая, как различные типы расточных оправок и зажима инструмента влияют на стабильность, прогиб и вибрация могут быть сведены к минимуму.
Силы резания При зацеплении тангенциальная сила и радиальная сила резания будут пытаться оттолкнуть инструмент от заготовки, что приведет к отклонениям.
Тангенциальная сила попытается заставить инструмент двигаться вниз и в сторону от центральной линии. Из-за искривления внутреннего диаметра отверстия угол зазора также будет уменьшен. Поэтому для отверстий малого диаметра особенно важно, чтобы задний угол пластины был достаточным, чтобы избежать контакта между инструментом и стенкой отверстия.
Радиальное отклонение уменьшит глубину резания. В дополнение к изменению диаметральной точности толщина стружки будет изменяться в зависимости от величины сил резания. Это вызывает вибрацию, которая передается от режущей кромки к резцедержателю. Стабильность инструмента и зажима будет фактором, определяющим величину вибрации и будет ли она усиливаться или гаситься.
Геометрия пластины: Геометрия пластины оказывает решающее влияние на процесс резания. Положительная пластина имеет положительный передний угол. Угол кромки пластины и задний угол вместе составляют менее 90 градусов. Положительный передний угол означает меньшую тангенциальную силу резания. Однако положительный передний угол достигается за счет заднего угла или угла кромки. Если угол зазора мал, существует риск истирания между инструментом и заготовкой, а трение может вызвать вибрацию. В тех случаях, когда передний угол велик, а угол кромки мал, получается более острая режущая кромка. Острая режущая кромка легче проникает в материал, но также легче заменяется или повреждается в результате краевого или другого неравномерного износа.
Положительная пластина имеет положительный передний угол. Угол кромки пластины и задний угол вместе составляют менее 90 градусов. Положительный передний угол означает меньшую тангенциальную силу резания. Однако положительный передний угол достигается за счет заднего угла или угла кромки. Если угол зазора мал, существует риск истирания между инструментом и заготовкой, а трение может вызвать вибрацию. В тех случаях, когда передний угол велик, а угол кромки мал, получается более острая режущая кромка. Острая режущая кромка легче проникает в материал, но также легче заменяется или повреждается в результате краевого или другого неравномерного износа.
Износ кромок означает изменение геометрии пластины, что приводит к уменьшению заднего угла. Следовательно, при чистовой обработке именно требуемая чистота поверхности заготовки определяет, когда необходимо заменить вставку. Как правило, износ кромки должен составлять от 0,004 до 0,012 дюйма при чистовой обработке и от 0,012 до 0,040 дюйма при черновой обработке.
Угол в плане: Угол в плане влияет на осевое и радиальное направления сил резания. Небольшой угол опережения создает большую осевую составляющую силы резания, а большой угол опережения приводит к большей силе резания в радиальном направлении. Осевая сила резания оказывает минимальное негативное влияние на работу, так как сила направлена вдоль борштанги. Следовательно, чтобы избежать вибраций, предпочтительно выбирать небольшой угол в плане, но, поскольку угол в плане также влияет на другие факторы, такие как толщина стружки и направление схода стружки, часто приходится идти на компромисс.
Основным недостатком малого угла в плане является то, что силы резания распределяются по более короткому участку режущей кромки, чем при большом угле в плане. Кроме того, режущая кромка подвергается резкой нагрузке и разгрузке, когда кромка входит и выходит из заготовки. Поскольку расточка обычно выполняется в предварительно обработанном отверстии и считается легкой обработкой, небольшие углы в плане обычно не вызывают проблем. Обычно рекомендуются углы опережения 15 градусов или меньше. Однако при угле в плане 15 градусов радиальная сила резания будет практически вдвое больше, чем сила резания при угле в плане 0 градусов. Типичная расточная оправка со сменными пластинами с углом в плане 0 градусов показана на предыдущей странице.
Обычно рекомендуются углы опережения 15 градусов или меньше. Однако при угле в плане 15 градусов радиальная сила резания будет практически вдвое больше, чем сила резания при угле в плане 0 градусов. Типичная расточная оправка со сменными пластинами с углом в плане 0 градусов показана на предыдущей странице.
Радиус при вершине: Радиус при вершине пластины также влияет на распределение сил резания. Чем больше радиус при вершине, тем больше радиальная и тангенциальная сила резания и возникновение вибрации. Однако это не относится к радиальным силам резания. Вместо этого на отклонение инструмента в радиальном направлении влияет соотношение между глубиной резания и размером радиуса вершины. Если глубина резания меньше радиуса вершины, радиальные силы резания будут увеличиваться с увеличением глубины резания. Если глубина резания равна или превышает размер радиуса вершины, радиальное отклонение будет определяться углом опережения. Таким образом, хорошей идеей будет выбрать радиус вершины, который несколько меньше глубины резания. Таким образом, радиальные силы резания можно свести к минимуму, используя при этом преимущества максимально возможного радиуса вершины, что приводит к более прочной режущей кромке, лучшему качеству поверхности и более равномерному давлению на режущую кромку.
Таким образом, радиальные силы резания можно свести к минимуму, используя при этом преимущества максимально возможного радиуса вершины, что приводит к более прочной режущей кромке, лучшему качеству поверхности и более равномерному давлению на режущую кромку.
Стружколомание и удаление стружки Получение относительно короткой спиральной стружки является целью внутреннего точения. Их легко удалить, и они не создают больших нагрузок на режущую кромку, когда происходит стружкодробление. Жесткое отламывание стружки, когда получается короткая стружка, требует мощности и может увеличить вибрацию в расточной оправке. Однако это предпочтительнее, чем иметь длинную стружку, которая может затруднить эвакуацию стружки. На стружкообразование влияет ряд факторов, таких как геометрия пластины, радиус вершины, угол в плане, глубина резания, подача и скорость резания. Как правило, уменьшение подачи и/или увеличение скорости резания приводит к получению более длинной стружки. Форма стружколома влияет на радиус стружки, где любой нарост на кромке или лункообразный износ также могут действовать как стружколом. Направление, в котором стекает стружка, и то, как она закручивается по спирали, зависит от угла опережения или комбинации глубины резания и радиуса вершины.
Направление, в котором стекает стружка, и то, как она закручивается по спирали, зависит от угла опережения или комбинации глубины резания и радиуса вершины.
Параметры, влияющие на стружкодробление, также влияют на направление и величину силы резания. Поэтому необходимо выбрать сплав и геометрию пластины, которые вместе с выбранными параметрами обработки удовлетворяют требованиям хорошего стружкодробления. В то же время станок, расточная оправка и зажим инструмента должны обеспечивать достаточную устойчивость, чтобы противостоять возникающим силам резания.
Во время операций растачивания отвод стружки может иметь решающее значение, особенно при обработке глубоких отверстий. Центробежная сила выталкивает стружку наружу. При растачивании это означает, что стружка остается в заготовке. Оставшаяся стружка может вдавиться в обрабатываемую поверхность или застрять и повредить инструмент. Как и при внутренней токарной обработке, рекомендуются инструменты с внутренней подачей СОЖ. Затем стружка будет эффективно вымываться из отверстия. Вместо смазочно-охлаждающей жидкости и с желобами можно использовать сжатый воздух; стружку можно выдуть через шпиндель и собрать в контейнер.
Затем стружка будет эффективно вымываться из отверстия. Вместо смазочно-охлаждающей жидкости и с желобами можно использовать сжатый воздух; стружку можно выдуть через шпиндель и собрать в контейнер.
Жесткость при растачивании Геометрия детали может иметь как внешние, так и внутренние токарные операции. Внутреннее одноточечное точение называется расточкой и может использоваться как для черновой, так и для чистовой обработки. Инструмент для одноточечного растачивания состоит из круглого вала с одним гнездом для вставок, предназначенным для проникновения в отверстие или полость детали для удаления внутреннего припуска за один или несколько проходов станка.
Ключом к производительности при расточных операциях является жесткость инструмента. Расточные оправки часто требуются для проникновения в детали на большие расстояния для удаления припуска, как показано ниже. Следовательно, жесткость операции обработки снижается, поскольку диаметр инструмента ограничен размером отверстия и необходимостью дополнительного зазора для удаления стружки. Практические пределы вылета стальных расточных оправок в четыре раза превышают диаметр их хвостовика. Когда вылет инструмента превышает этот предел, скорость съема металла при операции растачивания значительно снижается из-за недостаточной жесткости и повышенной вероятности вибрации.
Практические пределы вылета стальных расточных оправок в четыре раза превышают диаметр их хвостовика. Когда вылет инструмента превышает этот предел, скорость съема металла при операции растачивания значительно снижается из-за недостаточной жесткости и повышенной вероятности вибрации.
Прогиб расточной оправки: Величина отклонения расточной оправки зависит от материала оправки, диаметра, вылета и величины радиальной и тангенциальной сил резания. Можно рассчитать отклонение расточной оправки, но такие расчеты выходят за рамки нашей предполагаемой области.
Увеличение диаметра инструмента для создания повышенного момента инерции может противодействовать этому отклонению. Выбор расточной оправки из материала с более высоким коэффициентом упругости также может противодействовать прогибу. Так как сталь имеет более низкий коэффициент упругости, чем твердосплавные, расточные оправки из цементированного карбида лучше подходят для больших вылетов.
Компенсация прогиба: Даже при наилучшем зажиме инструмента при растачивании возникает некоторая тенденция к вибрации. Радиальное отклонение влияет на диаметр обрабатываемой детали. Тангенциальное отклонение означает, что кончик пластины перемещается вниз от центральной линии. В обоих случаях на размер и направление сил резания влияют изменения соотношения между толщиной стружки и геометрией пластины.
Радиальное отклонение влияет на диаметр обрабатываемой детали. Тангенциальное отклонение означает, что кончик пластины перемещается вниз от центральной линии. В обоих случаях на размер и направление сил резания влияют изменения соотношения между толщиной стружки и геометрией пластины.
Если заранее известен точный размер отклонения наконечника вставки, то проблемы можно избежать. При размещении кончика пластины на расстоянии выше центральной линии пластина под действием тангенциальной силы займет правильное положение во время обработки. Точно так же установка станка на глубину резания, превышающую желаемую глубину резания, компенсирует радиальное отклонение. Когда начинается резка, радиальная сила резания уменьшает глубину резания.
Даже если приблизительное отклонение можно рассчитать, практический результат будет несколько иным, поскольку зажим никогда не бывает абсолютно жестким и невозможно точно рассчитать силу резания.
Зажим расточной оправки: Малейшая подвижность закрепленного конца расточной оправки приведет к отклонению инструмента. Наилучшая стабильность достигается при использовании держателя, полностью закрывающего стержень. Как показано на приведенном выше рисунке, этот тип держателя доступен в двух вариантах: жесткий или фланцевый стержень (a) или разделенный блок, который зажимается при затягивании (b). При жестко закрепленном стержне стержень предварительно усаживается в держатель и/или приваривается. При фланцевом креплении обычно используется фланец со сквозным отверстием. Фланец обычно наклеивается на хвостовик стержня на расстоянии, обеспечивающем требуемый вылет. Затем стержень подается в держатель и зажимается с помощью винтового соединения или удерживается в револьверной головке.
Наилучшая стабильность достигается при использовании держателя, полностью закрывающего стержень. Как показано на приведенном выше рисунке, этот тип держателя доступен в двух вариантах: жесткий или фланцевый стержень (a) или разделенный блок, который зажимается при затягивании (b). При жестко закрепленном стержне стержень предварительно усаживается в держатель и/или приваривается. При фланцевом креплении обычно используется фланец со сквозным отверстием. Фланец обычно наклеивается на хвостовик стержня на расстоянии, обеспечивающем требуемый вылет. Затем стержень подается в держатель и зажимается с помощью винтового соединения или удерживается в револьверной головке.
Менее эффективны те методы зажима инструмента, при которых винт крепится к стержню. Эта форма обычно вызывает вибрацию и не рекомендуется. Прежде всего, этот метод нельзя использовать для зажима стержней из цементированного карбида. Цементированный карбид более хрупок, чем сталь, и в результате вибрации возникают трещины, что, в свою очередь, может привести к поломке.
Расточные оправки Расточные оправки производятся в самых разных стилях. Одноточечные расточные оправки легко шлифуются, но их трудно отрегулировать, когда они используются в револьверных и автоматических токарных станках и обрабатывающих центрах, если только они не удерживаются в регулируемом держателе. (См. иллюстрации ниже.)
Более дорогие расточные оправки снабжены легко регулируемыми вставками. Эти стержни изготавливаются стандартных размеров в диапазоне от 0,25 до 0,5 дюйма в диаметре. Точная регулировка выполняется с шагом 0,001 дюйма или, в некоторых случаях, 0,0001 дюйма. Они являются стандартными для диаметра примерно до 6 дюймов. Расточная оправка с настройками показана ниже.
Во многих случаях может оказаться выгодным заказать специальные стержни с двумя или более предустановленными диаметрами, установленными на соответствующем расстоянии друг от друга. Эти специальные стержни стоят дороже и обычно используются только тогда, когда их использование в больших количествах делает их экономичными. Иногда это может быть единственным способом соблюдения требуемых допусков и концентричности.
Иногда это может быть единственным способом соблюдения требуемых допусков и концентричности.
Другие специальные расточные оправки, иногда называемые расточной головкой, имеют сменные картриджи.
Типы расточных оправок: Расточные оправки изготавливаются из стали, твердого сплава и стали, армированной карбидом. Способность сопротивляться прогибу увеличивается по мере увеличения коэффициента упругости. Поскольку коэффициент упругости твердого сплава в три раза больше, чем у стали, для больших вылетов предпочтительнее использовать твердосплавные стержни. Недостатком карбида является его плохая способность выдерживать растягивающие напряжения. Для стержней, армированных карбидом, втулки из карбида предварительно напряжены для предотвращения растягивающих напряжений.
Расточные оправки могут быть оснащены каналами для внутреннего охлаждения, что предпочтительно при внутренней токарной обработке. Внутренняя подача СОЖ обеспечивает эффективное охлаждение режущей кромки, а также лучшее стружкодробление и удаление стружки. Таким образом достигается более длительный срок службы инструмента и избегаются проблемы с качеством, которые часто возникают из-за заклинивания стружки.
Таким образом достигается более длительный срок службы инструмента и избегаются проблемы с качеством, которые часто возникают из-за заклинивания стружки.
Выбор расточной оправки: При планировании производства очень важно свести к минимуму силы резания и создать условия, при которых достигается максимально возможная стабильность, чтобы инструмент мог выдерживать постоянно возникающие напряжения. Длина и диаметр расточной оправки будут иметь большое значение для стабильности инструмента. Поскольку внешний вид заготовки является решающим фактором при выборе минимального вылета и максимального диаметра инструмента, которые могут быть использованы, важно выбрать инструмент, режимы зажима инструмента и режимы резания, которые минимизируют, насколько это возможно, возникающие силы резания. во время операции.
Для достижения наилучшей стабильности необходимо следовать следующим рекомендациям: • Выбирайте максимально возможный диаметр прутка, но в то же время обеспечьте достаточно места для эвакуации стружки. • Выбирайте минимально возможный вылет, но в то же время следите за тем, чтобы длина стержня позволяла достичь рекомендуемой длины зажима. • Следует использовать угол опережения 0 градусов. Угол опережения ни при каких обстоятельствах не должен превышать 15 градусов. • Сменные пластины должны иметь положительный передний угол, что снижает силы резания. • Марка твердого сплава должна быть более прочной, чем для наружного точения, чтобы выдерживать нагрузки, которым подвергается пластина при заклинивании стружки и возникновении вибрации. • Выберите радиус вершины меньше глубины резания.
• Выбирайте минимально возможный вылет, но в то же время следите за тем, чтобы длина стержня позволяла достичь рекомендуемой длины зажима. • Следует использовать угол опережения 0 градусов. Угол опережения ни при каких обстоятельствах не должен превышать 15 градусов. • Сменные пластины должны иметь положительный передний угол, что снижает силы резания. • Марка твердого сплава должна быть более прочной, чем для наружного точения, чтобы выдерживать нагрузки, которым подвергается пластина при заклинивании стружки и возникновении вибрации. • Выберите радиус вершины меньше глубины резания.
Современные расточные оправки разработаны с учетом требований, которые должны предъявляться, поскольку операция выполняется внутри, а размеры инструмента определяются глубиной и диаметром отверстия. Пластины с положительной передней геометрией обеспечивают меньшую деформацию материала и низкие силы резания. Инструмент должен обладать хорошей стабильностью, чтобы противостоять возникающим силам резания, а также максимально уменьшать прогиб и вибрацию.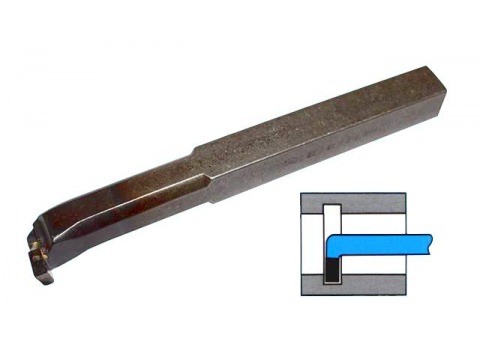 Из-за требований к пространству удовлетворительный контроль над стружкодроблением и хорошая доступность также являются свойствами, более важными, чем при наружном точении.
Из-за требований к пространству удовлетворительный контроль над стружкодроблением и хорошая доступность также являются свойствами, более важными, чем при наружном точении.
Расточные станки Расточные операции могут выполняться на станках, отличных от расточных, таких как токарные станки, фрезерные станки и обрабатывающие центры. Расточные станки, как и большинство других станков, можно разделить на горизонтальные и вертикальные.
Горизонтально-расточные станки (HBM) — HBM предназначены для обработки деталей среднего и очень большого размера, но эти детали обычно имеют несколько прямоугольную форму, хотя они могут быть асимметричными или неправильными. Доступные режущие инструменты ограничивают только размер реза, жесткость шпинделя и доступную мощность.
HBM настольного типа построен на тех же принципах, что и фрезерные станки с горизонтальным шпинделем. Основание и колонна скреплены между собой, и колонна не двигается. Столы представляют собой тяжелые ребристые отливки, которые могут выдерживать нагрузку до 20 000 фунтов. Размер HBM: Базовым размером HBM является диаметр шпинделя. Настольные станки обычно имеют шпиндели диаметром от 3 до 6 дюймов. Большие размеры будут передавать больше мощности и, что не менее важно, шпиндель не будет провисать или отклоняться так сильно при использовании тяжелого режущего инструмента в выдвинутом состоянии. Размер дополнительно определяется размером таблицы. Хотя у каждой машины есть таблица «стандартных» размеров, можно заказать специальные размеры. Основные части горизонтально-сверлильного станка показаны ниже. Закрепление: Закрепление с помощью зажимов, болтов или приспособлений, как и на других машинах. Поворотные столы позволяют обрабатывать все четыре грани прямоугольной детали или выполнять резку под разными углами на детали любой формы. Поворотные столы до 72 дюймов. квадратные или круглые используются для больших работ. Если необходимо обработать большую, довольно плоскую заготовку, используется угловая пластина. Заготовка крепится болтами или зажимается на угловой пластине так, чтобы «плоская» поверхность была обращена к шпинделю.
Размер HBM: Базовым размером HBM является диаметр шпинделя. Настольные станки обычно имеют шпиндели диаметром от 3 до 6 дюймов. Большие размеры будут передавать больше мощности и, что не менее важно, шпиндель не будет провисать или отклоняться так сильно при использовании тяжелого режущего инструмента в выдвинутом состоянии. Размер дополнительно определяется размером таблицы. Хотя у каждой машины есть таблица «стандартных» размеров, можно заказать специальные размеры. Основные части горизонтально-сверлильного станка показаны ниже. Закрепление: Закрепление с помощью зажимов, болтов или приспособлений, как и на других машинах. Поворотные столы позволяют обрабатывать все четыре грани прямоугольной детали или выполнять резку под разными углами на детали любой формы. Поворотные столы до 72 дюймов. квадратные или круглые используются для больших работ. Если необходимо обработать большую, довольно плоскую заготовку, используется угловая пластина. Заготовка крепится болтами или зажимается на угловой пластине так, чтобы «плоская» поверхность была обращена к шпинделю.
Режущие инструменты: 9 шт.0100 Режущие инструменты удерживаются во вращающемся шпинделе коническим отверстием и дышлом. Чтобы ускорить процесс смены инструмента, делается одно или оба из двух действий: • Тяговый стержень (который плотно втягивает конический держатель инструмента в отверстие шпинделя) может приводиться в действие с помощью электропривода. Таким образом, держатель затягивается или выбрасывается очень быстро. • Используется быстросменный инструмент. Основной держатель закреплен в шпинделе. Он имеет конус, в котором инструменты могут быть закреплены за четверть до половины оборота стопорного кольца. Таким образом, оператор может изменить предустановленные инструменты за 10-30 секунд.
Скорости и подачи: Скорости и подачи охватывают широкий диапазон из-за большого разнообразия фрез, которые могут использоваться на HBM. Обычно используются скорости от 15 до 1500 об/мин и скорости подачи от 0,1 до 40 дюймов в минуту.
Горизонтально-сверлильный станок напольного типа (HBM) — Напольный HBM используется для особо высоких или длинных заготовок. «Стандартный» 72-дюймовый. взлетно-посадочная полоса может быть изготовлена практически любой длины, необходимой для специальных работ. Длина 20 футов используется сегодня. Высота колонны, которая обычно составляет от 60 до 72 дюймов, может быть сделана на заказ в два раза больше этой высоты, если это требуется для работы. Стол HBM: Стол отдельно от расточной машины, но, конечно же, крепится к полу. Он может быть прикручен к взлетно-посадочной полосе. Вся колонна и основание колонны перемещаются влево и вправо (ось X) по специальным направляющим на взлетно-посадочной полосе. ВПП необходимо тщательно выровнять и выровнять при первой установке, а затем периодически проверять по мере использования машины.
«Стандартный» 72-дюймовый. взлетно-посадочная полоса может быть изготовлена практически любой длины, необходимой для специальных работ. Длина 20 футов используется сегодня. Высота колонны, которая обычно составляет от 60 до 72 дюймов, может быть сделана на заказ в два раза больше этой высоты, если это требуется для работы. Стол HBM: Стол отдельно от расточной машины, но, конечно же, крепится к полу. Он может быть прикручен к взлетно-посадочной полосе. Вся колонна и основание колонны перемещаются влево и вправо (ось X) по специальным направляющим на взлетно-посадочной полосе. ВПП необходимо тщательно выровнять и выровнять при первой установке, а затем периодически проверять по мере использования машины.
Передняя бабка HBM: Переднюю бабку можно точно перемещать вверх и вниз по колонне (ось Y). Шпиндель диаметром от 6 до 10 дюймов вращается для обработки. Он перемещается внутрь и наружу (ось Z) до 48 дюймов для растачивания, сверления, настройки глубины фрезерования и т. д. Как и в HBM со столом, диаметр шпинделя и размер стола определяют размер станка.
д. Как и в HBM со столом, диаметр шпинделя и размер стола определяют размер станка.
Режущие инструменты: Режущие инструменты такие же, как и на станке настольного типа. Закрепление также такое же, и часто используются угловые пластины.
Вертикально-сверлильный станок (VBM) — Общее описание вертикально-сверлильного станка состоит в том, что он представляет собой токарный станок, перевернутый вверх дном, с передней бабкой, опирающейся на пол. Эта машина необходима, потому что даже самые большие токарные станки с двигателями не могут справиться с работой, намного превышающей 24 дюйма в диаметре. Сегодняшние VBM часто называют токарно-карусельными станками. Если к этому имени добавить облицовку, оно довольно хорошо описывает основные области применения этой машины. Как и любой токарный станок, эти станки могут делать только круглые пропилы плюс торцевые и контурные пропилы.
Координатно-расточные станки Координатно-расточные станки представляют собой вертикально-расточные станки с высокоточными подшипниками. Они доступны в различных размерах и используются в основном в инструментальных цехах для обработки шаблонов и приспособлений. В настоящее время многие координатно-расточные станки заменяют более универсальные станки с числовым программным управлением.
Они доступны в различных размерах и используются в основном в инструментальных цехах для обработки шаблонов и приспособлений. В настоящее время многие координатно-расточные станки заменяют более универсальные станки с числовым программным управлением.
Джордж Шнайдер-младший является автором книги «Применение режущих инструментов» — справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий в Технологическом университете Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
станок | Описание, история, типы и факты
сверлильный станок
Посмотреть все СМИ
- Ключевые сотрудники:
- Иоганн Георг Бодмер
Сэр Джозеф Уитворт, баронет
Джеймс Нэсмит
Генри Модслей
Джозеф Брама
- Похожие темы:
- шлифовальный станок
расширитель
токарный станок
сверлильный станок
буровая машина
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
станок , любая стационарная машина с механическим приводом, которая используется для формовки деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до нужной формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до нужной формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Станки, формирующие детали путем удаления металлической стружки с заготовки, включают токарные, строгальные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодная штамповка металлических деталей (кухонная утварь, кузова автомобилей и т. п.) производится на штамповочных прессах, горячая штамповка раскалённых заготовок в штампы соответствующей формы — на ковочных прессах.
Современные станки для резки или формовки деталей с допусками плюс или минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и формовки материалов для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие продукты. После появления паровой машины материальные блага производились машинами с механическим приводом, которые можно было изготовить только с помощью станков. Станки (способные производить детали с точными размерами в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми новшествами, которые сделали массовое производство и взаимозаменяемые детали реальными в 19 веке.век.
Самые ранние паровые двигатели страдали от неточности ранних станков, а большие литые цилиндры двигателей часто неточно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для расточки пушек. В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Формирователь был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модслея в Лондоне. В станке Нэсмита заготовка могла быть закреплена горизонтально на столе и обработана фрезой с возвратно-поступательным движением для строгания небольших поверхностей, вырезания шпоночных пазов или обработки других прямолинейных поверхностей. Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Великобритания пыталась сохранить свое лидерство в развитии станкостроения, запретив экспорт, но эта попытка была заранее обречена из-за промышленного развития в других странах. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Производство искусственных абразивов в конце 19 века открыло новую область станков — шлифовальные станки. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.
К концу 19 века в обработке и обработке металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем внедрения многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Характеристики станка
Все станки должны быть оснащены приспособлениями для закрепления заготовки и инструмента и средствами для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и заготовкой называется скоростью резания; скорость, с которой несрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига зависит от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На него также влияет жесткость станка, форма заготовки и глубина реза.
Металлорежущие инструменты бывают однолезвийными и многолезвийными. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или растачивания. Токарно-расточные работы выполняются на токарных и расточных станках. Многолезвийные режущие инструменты имеют две или более режущие кромки и включают фрезы, сверла и протяжки.
Существует два типа операции; либо инструмент движется по прямой к неподвижной заготовке, как на фрезерном станке, либо заготовка движется к неподвижному инструменту, как на рубанке. Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
S10K-STWCR11 S20R-STWCL11 Твердосплавная пластина для обработки STWCR/L Державки для внутренних резцов Расточная фреза Токарный станок с ЧПУ Инструменты для токарной обработки внутренних отверстий
Бесплатная доставка по всему миру
Подробная информация о продукте
Доставка и оплата
Зачем покупать у нас
Подробная информация о продукте
Спецификация:
TCMT KT1505: Используется для обработки стали и нержавеющей стали.
TCMT KT930S: модернизированная версия кт930, используется для обработки нержавеющей стали.
TCMT KT60: керамическое полотно для обработки низкоуглеродистой стали.
TCGT H01: Используется для обработки алюминиевых деталей.
TCMT YZ6020: Хорошая ударная вязкость, используется для обработки стальных деталей при температуре ниже 40 градусов.
TCMT YZ5115: Модернизированная версия, хорошая прочность, используется для обработки чугуна.
Характеристика :
Компрессионный винт
Прочный и долговечный
Тонкая полировка, тонкий блеск
Импортная матрица, инструментальный стержень из импортного материала 40Cr
Доставка и оплата
ДОСТАВКА
Мы рады предложить услуги международной доставки, которые в настоящее время работают в более чем 200 странах и на островах по всему миру. Ничто не значит для нас больше, чем приносить нашим клиентам большую ценность и сервис. Мы будем продолжать расти, чтобы удовлетворить потребности всех наших клиентов, предоставляя услуги, превосходящие все ожидания, в любой точке мира.
Как вы отправляете посылки?
Посылки с нашего склада в Китае будут отправлены через ePacket или EMS в зависимости от веса и размера товара. Посылки, отправленные с нашего склада в США, отправляются через USPS.
Посылки, отправленные с нашего склада в США, отправляются через USPS.
Вы отправляете по всему миру?
Да. Мы осуществляем бесплатную доставку в более чем 200 стран мира. Тем не менее, есть некоторые места, куда мы не можем отправить товар. Если вы окажетесь в одной из этих стран, мы свяжемся с вами.
Что насчет таможни?
Мы не несем ответственности за любые таможенные сборы после отправки товара. Покупая наши продукты, вы соглашаетесь с тем, что одна или несколько посылок могут быть отправлены вам и могут быть оплачены таможенными сборами, когда они прибудут в вашу страну.
Сколько времени занимает доставка?
Время доставки зависит от местоположения. Вот наши оценки:
| Местоположение | * Расчетное время доставки |
|---|---|
| США | 10-30 рабочих дней |
| Канада, Европа | 10-30 рабочих дней |
| Австралия, Новая Зеландия | 10-30 рабочих дней |
| Центральная и Южная Америка | 15-30 рабочих дней |
| Азия | 10-20 рабочих дней |
| Африка | 15-45 рабочих дней |
*Это не включает время обработки от 2 до 5 дней.
Предоставляете ли вы информацию для отслеживания?
Да, после отправки вашего заказа вы получите электронное письмо с информацией для отслеживания. Если вы не получили информацию об отслеживании в течение 5 дней, свяжитесь с нами.
В моем отслеживании указано «нет информации в данный момент».
Некоторым транспортным компаниям требуется 2-5 рабочих дней для обновления информации об отслеживании в системе. Если ваш заказ был размещен более 5 рабочих дней назад, а информация о вашем номере для отслеживания до сих пор отсутствует, свяжитесь с нами.
Мои товары будут отправлены одной посылкой?
По логистическим причинам товары в рамках одной покупки иногда отправляются отдельными посылками, даже если вы указали комбинированную доставку.
Если у вас есть другие вопросы, пожалуйста, свяжитесь с нами, и мы сделаем все возможное, чтобы помочь вам.
ВОЗВРАТ
Отмена заказа
Все заказы могут быть отменены до момента их отправки. Если ваш заказ оплачен и вам необходимо внести изменения или отменить заказ, вы должны связаться с нами в течение 12 часов. После того, как процесс упаковки и доставки начался, его уже нельзя отменить.
Если ваш заказ оплачен и вам необходимо внести изменения или отменить заказ, вы должны связаться с нами в течение 12 часов. После того, как процесс упаковки и доставки начался, его уже нельзя отменить.
Возврат средств
Ваше удовлетворение является нашим приоритетом №1. Таким образом, вы можете запросить возврат или повторную отправку заказанной продукции, если:
- Если вы сделали не получите товар в течение гарантированного времени (45 дней, не включая 2-5 дней обработки), вы можете запросить возврат или повторную отправку.
- Если вы получили не тот товар, вы можете запросить возврат или повторную отправку.
- Если вам не нужен продукт, который вы получили, вы можете запросить возврат средств, но вы должны вернуть товар за свой счет, и товар не должен быть использован.
Мы делаем , а не возвращаем деньги, если:
- Ваш заказ не прибыл из-за факторов, находящихся под вашим контролем (т.
 е. указание неправильного адреса доставки)
е. указание неправильного адреса доставки) - Ваш заказ не прибыл из-за исключительных обстоятельств, не зависящих от WTM TOOLS (т.е. не прошел таможенную очистку, задержался из-за стихийного бедствия).
- Другие исключительные обстоятельства, не зависящие от https://wtmtools.com
*Вы можете отправить запрос на возврат в течение 15 дней после истечения гарантированного периода доставки (45 дней). Вы можете сделать это, отправив сообщение на странице «Свяжитесь с нами»
. Если вы одобрены для возврата средств, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или первоначальному способу оплаты в течение 14 дней. .
Обмен
Если по какой-либо причине вы хотите обменять свой товар, возможно, на другой размер одежды. Сначала вы должны связаться с нами, и мы проведем вас через шаги.
Пожалуйста, не отправляйте нам свою покупку, если мы не разрешим вам сделать это.
Почему стоит покупать у нас
Несколько причин, почему стоит покупать у нас:
БЕЗОПАСНЫЕ ПОКУПКИ
Мы стараемся сделать ваши покупки не только приятными, удобными и беспроблемными, но и безопасными.
