Точение на токарном станке это: Механобоработка. Токарные работы/услуги.Точение на токарном станке. Обработка металла и изготовление деталей по выгодным ценам
Содержание
обтачивание, протачивание, растачивание, сверление, нарезание резьбы, зенкерование, развертывание Спб
Сущность токарной обработки состоит в формировании поверхности детали инструментом с режущей кромкой, при этом, как правило, происходит вращение заготовки и перемещение резца. Процесс точения достаточно разнообразен по форме и материалам обрабатываемых деталей, типам операций, условиям обработки, требованиям, себестоимости и многим другим факторам. С помощью черновых и чистовых операций, выполняемых на токарных станках с ЧПУ, получают детали различной конфигурации с показателем чистоты поверхности Ra до 1,25, а в некоторых случаях и выше. Точность поверхности зависит от жесткости системы станок-инструмент-деталь, от применяемого инструмента и режимов резания: чем тверже режущая кромка инструмента (твердые сплавы, металлокерамика, эльбор, кубический нитрид бора, алмаз и т.д.), выше скорость вращения заготовки, меньше подача и вылет резца, тем лучше показатели чистоты и точности поверхности.
•оформление сложных поверхностей тел вращения, фасонное точение, обтачивание галтелей и скруглений
•нарезание внутренней и наружной резьбы с помощью резцов и инструмента: метчиков, резьбонарезных головок.
Обработка цилиндрических поверхностей
относится к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки.
Точение — это комбинация двух движений — вращения заготовки и перемещения инструмента. В случае обработки цилиндрических поверхностей подача инструмента производится вдоль оси вращающейся заготовки, таким образом производится съем припуска металла, то есть обработка диаметра заготовки. Разновидностью наружного точения являются обработка ступенчатых валов с помощью проходных упорных и подрезных резцов.
На станках с ЧПУ оптимизация процесса точения происходит в направлении повышения скорости и возможности проведения обработки несколькими инструментами за один установ, что позволяет в одном цикле производить как черновую, так и чистовую обработку. Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы.
Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы.
При токарной обработке цилиндрических поверхностей на станках с ЧПУ высокая точность точения достигается благодаря жесткости системы, современному режущему инструменту и различным системам контроля процесса обработки.
Для обеспечения жесткости системы станок-инструмент-деталь применяют следующие способы крепления заготовки:
1. при обработке в патроне — уменьшение вылета заготовки (современные токарные станки имеют увеличенное отверстие в шпинделе)
2. при обработке длинных и тяжелых деталей — фиксация в центрах передней и задней бабки. В пиноль, как правило, вставляют вращающийся центр и им поджимают заготовку. Поводковая планшайба передает крутящий момент от шпинделя токарного станка изделию.
2.Закрепление деталей со сравнительно небольшой длиной в трех- или четырехкулачковом токарных патронах. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
3.Применяют комбинированное (1 и 2) закрепление обрабатываемых изделий.
4. К технологическим приемам часто относят возможности управления шпинделем станка на околорезонансных частотах (управляемый колебательный разгон-торможении шпинделя).
Эффективное выполнение различных токарных операций требует применения специально разработанного инструмента. Подробно о токарном инструменте рассказано в статье:
К наиболее известным и распространенным системам контроля процесса обработки можно отнести станочные датчики контроля режущей кромки инструмента. Учет времени резания каждым инструментом и автоматическая смена на резервный инструмент.
Обточка конических деталей типа вал
При данном виде обработки токарные станки с ЧПУ имеют бесспорное преимущество. Точная и производительная токарная обработка конической поверхности детали на универсальных станках — трудоемкая операция, требующая не только соответствующей квалификации токаря, но и дополнительных приспособлений (применение одновременной подачи по двум осям (при технической возможности), шаблона, копировальной линейки). В то время как станок с ЧПУ осуществляет одновременную продольную и поперечную подачу инструмента. Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования.
Точная и производительная токарная обработка конической поверхности детали на универсальных станках — трудоемкая операция, требующая не только соответствующей квалификации токаря, но и дополнительных приспособлений (применение одновременной подачи по двум осям (при технической возможности), шаблона, копировальной линейки). В то время как станок с ЧПУ осуществляет одновременную продольную и поперечную подачу инструмента. Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования.
Оформление сложных поверхностей тел вращения, фасонное точение
Для получения тел вращения с криволинейной образующей на универсальных станках необходимо применять проходные или фасонные резцы с использованием копира или гидрокопировального суппорта. Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве.
Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве.
Современные токарные станки с ЧПУ имеют широкие технологические возможности. Фасонные поверхности весьма многообразны, их получение во многих случаях обеспечивается не геометрией инструмента, а формообразующими движениями рабочих органов станка по программе. Применение фасонных инструментов для работы на станках с ЧПУ встречается крайне редко. Получение всего разнообразия форм поверхностей детали может быть достигнуто за счет грамотного проектирования программы обработки. Точность круговой и прямолинейной интерполяции позволяет сделать плавные переходы между кадрами.
Это позволяет обойтись сравнительно узкой номенклатурой инструментов при обработке различных деталей. Программируемой точкой резца служит либо его вершина, либо центр закругления при вершине.
На станках с ЧПУ токарной группы особенно эффективно применение инструментов с многогранными неперетачиваемыми пластинками из твердого сплава и сверх твердых материалов. Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
Торцовка заготовок, обработка уступов
Этот вид обработки достижим при закреплении детали в патроне шпинделя станка. Операция производится подрезными или проходными резцами. Лучшую чистоту поверхности дает обработка «от центра к периферии» или при движении к центру заготовки соответственное увеличение скорости вращения шпинделя (постоянство скорости резания).
Вытачивание канавок
Канавки прорезают на цилиндрической, конической и торцевой поверхности детали с помощью канавочных и прорезных резцов за один или несколько проходов (в зависимости от конфигурации и требуемой точности поверхностей). При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами.
При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами.
Отрезка изделия или заготовки
производится отрезными резцами, при этом инструмент перемещается в поперечном направлении к центру детали. В зависимости от размера детали применяют различные методы фиксации почти отрезанной или отрезанной детали. Поломку инструмента в конце резания предотвращают использованием поддерживающих люнетов и снижением подачи резца (на 45-55%) при приближении к центру детали на половину радиуса заготовки. Малые детали падают в лоток, ловитель детали или фиксируются в приспособлении револьверной головки.
Сверление, зенкерование, развертывание отверстий
Основным способом получения отверстий является сверление. Сверление — это процесс изготовления цилиндрических отверстий посредством металлорежущего инструмента. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
В универсальном станке обрабатывающий инструмент: зенкер, сверло, развертка — закрепляется в коническом отверстии задней бабки напрямую или через зажимной патрон. в станках ЧПУ — в позиции резцедержки с использованием специальных резцовых блоков и оправок.
С развитием инструмента для обработки коротких отверстий последовательность процесса сверления и подготовка к нему претерпевают существенные изменения. Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Для точности токарной обработки необходима правильная и одинаковая заточка режущих кромок сверла, перпендикулярность торца заготовки оси инструмента, отсутствие заусенцев, неровностей поверхности.
С помощью систем контроля и настройки фирмы Renishaw, программное обеспечение в станках с ЧПУ позволяет задать параметры коррекции на длину и диаметр инструмента и выполнять обнаружение поломки в процессе обработки. Подача инструмента в станке происходит механически. Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
Растачивание отверстий
Получение точных отверстий, ступенчатых отверстий большого диаметра, а также внутренних канавок возможно с помощью операции растачивания. Изделие зажимается в патрон передней бабки, поддерживается люнетом (в случае значительной длины или массы). При этом доступ к торцу, обрабатываемому расточным резцом, остается свободен. Точность расточки на токарном станке с ЧПУ превышает точность сверления, часто обеспечивается технологией обработки, режущим инструментом, опытом токаря, системами уточненной настройки режущего инструмента и техническим состоянием оборудования.
Нарезание внутренней и наружной резьбы
с помощью резцов и инструмента: плашек, метчиков, резьбонарезных головок
Подробно о способах нарезания и видах получаемой резьбы рассказано в статье l.
Специальные возможности токарных станков
С помощью токарных станков с ЧПУ может проводиться обработка шпоночных пазов, отделка поверхностей (полировка, суперфиниширование), доводка (притирка), обкатывание шариками и роликами, накатывание, алмазное выглаживание т.д.
Станки с ЧПУ характеризуются производственной гибкостью, т. е. способностью быстро переналаживаться на обработку различных деталей. Для этого нужно всего лишь заменить управляющую программу и, при необходимости, оснастку и режущий инструмент. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз. Эти станки обеспечивают более высокую геометрическую точность обработанных деталей, что объясняется уменьшением влияния человеческого фактора, их более высокой статической и динамической жесткостью, а также более высокой точностью позиционирования и повторяемости траектории движения инструмента относительно обрабатываемой заготовки. Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.
Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.
Металлорежущее оборудование с числовым программным управлением позволяет обрабатывать такие детали, которые невозможно изготовить на обычном универсальном оборудовании. Это детали со сложными пространственными рабочими полостями, которые должны быть изготовлены не только с высокой точностью геометрической формы и размеров, но и с низкой шероховатостью, например штампы, пресс-формы и др.
Точение на токарном станке фрезами оснащенными CTM
Главная / ЧПУ станок / Металлорежущий инструмент / Фрезы для станка по металлу / Точение на токарном станке фрезами оснащенными CTM
Что бы точение на токарном станке тел вращения стало более эффективным, предложена конструкция фрезы, оснащенной СТМ, которая обеспечивает повышение производительности и эффективности обработки.
Однако, для начала проведем краткий обзор основных типов токарных резцов, которые используют при точении. Разные виды работ, выполняемых на токарных станках, обусловливает необходимость применения большого разнообразия токарных резцов. Основные и чаще всего используемые из них являются проходные, чистовые, подрезные, отрезные и расточные.
Проходные, или обдирочные, резцы (рис. 1, а) применяются для предварительной грубой обработки и подрезания деталей, во время которых снимается наибольшая часть металла. Поэтому эти резцы имеют такую форму, при которой обеспечивается наибольшая производительность станка. Чистота обработанной поверхности, а также обязательное соблюдение точных допусков детали при этом не требуется.
Далее рассмотрим чистовые резцы (рис. 1, б). Они используются для окончательной отделки деталей. Лишний металл, который снимается в данном случае, обычно небольшой по толщине. Основное требование, предъявляемое к чистовому резцу, — это достижение требуемой чистоты обработанной поверхности.
Следом идут подрезные резцы, которые применяются для обработки торцовых поверхностей. Еще для этих целей используются проходные отогнутые резцы (рис. 1, б).
Отрезные резцы (рис. 1, г) применяют для отрезания от прутков требующихся кусков материала. При отрезании важно обеспечить как можно меньшую потерю материала, поэтому отрезные резцы делают узкими (тонкими), вследствие чего они получаются ломкими и непрочными, часто выходят из строя и работа ими требует большой осторожности и умения.
Расточные резцы (рис. 1, д) используются для растачивания различных отверстий, выемок и т. д. Размеры резцов этого типа (поперечное сечение и длину стержня) выбирают в соответствии с размерами обрабатываемого отверстия.
Рис. 1. Основные типы инструмента: проходной прямой резец (а), чистовой резец (6), проходной отогнутый резец (в), отрезной резец (г), расточной резец (д)
Кроме перечисленных резцов, при токарной обработке используются резцы прорезного типа, резцы фасонные, резьбовые типы резцов и некоторые другие резцы, более или менее специального назначения.
При точении на токарном станке деталей из труднообрабатываемых материалов на токарных станках резцы не всегда удовлетворяют требованиям технологического процесса. В качестве примера обозначим варианты обработки на токарных станках, когда применение резцов не позволяет реализовывать технологический процесс с учетом технических требований на деталь. К таким вариантам относится обработка длинномерных валов, когда резец изнашивается в процессе точения одной детали и не позволяет выдерживать размер в пределах допуска на диаметр детали. В этом случае целесообразно реализовать обработку по способу фрезоточения. В качестве режущего инструмента применяется фреза, оснащенная режущими элементами из сверхтвердых материалов (СТМ фрезы) составной или сборной конструкции дискового типа. В этом случае дисковая фреза имеет следующие преимущества: чистовой резец производит точение на токарном станке с точностью в лучшем случае до 8-го квалитета и шероховатостью Ra до 1,6…3,2 мкм, фреза позволяет улучшить оба параметра на 1-2 пункта, поскольку в отличие от резца она имеет несколько режущих кромок, а значит, имеет большую стойкость; при точении на резец будут действовать большие нагрузки, для устранения которых приходится снижать подачу, уменьшая производительность, а фреза способна работать в условиях высоких нагрузок при большой подаче, увеличивая производительность обработки за счет большего числа режущих кромок; при обработке резцом для дробления стружки приходится использовать стружколомы, как накладные, так и «встроенные», реализованные в виде пазов и уступов на передней поверхности пластины, а каждый из которых имеет узкий диапазон подач, трудоемкость изготовления, при обработке фрезой стружка снимается каждым зубом фрезы и дробится на отдельный элемент; возможна обработка на токарных станках заготовок с наличием твердой корки (поковки, отливки), а также труднообрабатываемых материалов, так как зуб фрезы в данном случае будет плавно резать под корку, что помогает существенно снизить износ фрезы и увеличить стойкость. Кроме того, CTM фрезы, могут заменить операцию шлифования, обеспечивая размерную стойкость, так как в отличие от шлифовального круга не имеют процесса осыпания. Основные варианты схем обработки деталей по способу фрезоточения представлены на рис. 2-4.
Кроме того, CTM фрезы, могут заменить операцию шлифования, обеспечивая размерную стойкость, так как в отличие от шлифовального круга не имеют процесса осыпания. Основные варианты схем обработки деталей по способу фрезоточения представлены на рис. 2-4.
Рис. 2. Наружная токарная обработка длинномерных валов, нарезание резьбы
Рис. 3. Обработка деталей сложного профиля, нарезание резьбы на заданном отрезке
Рис. 4. Обработка двумя фрезами, установленными в специальном приспособлении, работающем от одного привода: наружное точение, нарезание резьбы
На фрезах могут использоваться вставки из сверхтвердого материала. В частности, фрезы оснащенные пластиной из ПТНБ (модификация композита-09), применяются в плоскошлифовальных станках вместо шлифовальных кругов при фрезеровании чугуна; скорость резания при этом выбиралась в пределах 800 … 1000 м/мин. Возможные варианты конструкций фрез, оснащенных СТМ, для процесса фрезоточения и нарезания резьб представлены на рис. 5-9.
5-9.
Рис. 5. Дисковая фреза составная с напайными пластинами из СТМ типа R3 для профильной обработки диаметром d=18 мм и посадочным отверстием D=9 мм
Рис. 6. Дисковая фреза составная с напайными пластинами из СТМ типа R4 для нарезания резьбы диаметром d=20 мм и посадочным отверстием D=10 мм
Рис. 7. Дисковая сборная фреза со вставками с напайными пластинами из СТМ типа R3 для профильной обработки, нарезания резьбы и наружного точения диаметром d=24 мм и посадочным отверстием D=10 мм
Рис. 8. Дисковая фреза сборная со сменными пластинками с напайными СТМ для нарезания резьбы и токарной обработки диаметром d=20 мм и посадочным отверстием D=9 мм
Рис. 9. Дисковая фреза составная с напайными пластинами из СТМ для токарно-фрезерной обработки диаметром d=18 мм и посадочным отверстием D=8 мм
Выбор режимов точения на токарном станке зависит от свойств обрабатываемого материала, требований к величине микронеровностей, формы режущей кромки инструмента. В качестве примера возьмем продольное наружное точение заготовки из стали 45 диаметром 60 мм до диаметра 55 мм с параметром шероховатости Ra=3,2 мкм. Величина припуска для инструмента t=0,04, D=60×0,04=2,5 мм.
В качестве примера возьмем продольное наружное точение заготовки из стали 45 диаметром 60 мм до диаметра 55 мм с параметром шероховатости Ra=3,2 мкм. Величина припуска для инструмента t=0,04, D=60×0,04=2,5 мм.
Рекомендуемая величина припуска для фрезы, оснащенной СТМ, будет равна 0,5 мм, следовательно, заготовку необходимо обработать за 5 рабочих ходов. Подача на зуб Sz при этом будет равна 0,04 мм/зуб. Скорость резания V при стойкости инструмента Т=90 мин будет равна 180 м/мин.
С учетом поправочных коэффициентов на твердость (HRCv=35, КHRCv=1,0), формы обрабатываемой поверхности (плоскость, Кv2=1,1) и величины диаметра фрезы (D=16 мм, Kv4=1,0) скорость резания будет равна 198 м/мин. Сила резания будет равна Pz=64 H. Мощность при обработке будет Nэ=0,5 кВт.
В качестве другого примера возьмем продольное наружное точение на токарном станке заготовки из серого чугуна СЧ15 диаметром 80 мм до диаметра 72 мм. Величина припуска для инструмента будет t=0,05, D=80×0,05=4 мм. Рекомендуемая величина припуска для фрезы, оснащенной СТМ, будет равна 0,5 мм, следовательно, заготовку необходимо обработать за 8 рабочих ходов. Подача на зуб Sz при этом будет равна 0,06 мм/зуб. Скорость резания V при стойкости инструмента Т=90 мин будет равна 1140 м/мин.
Рекомендуемая величина припуска для фрезы, оснащенной СТМ, будет равна 0,5 мм, следовательно, заготовку необходимо обработать за 8 рабочих ходов. Подача на зуб Sz при этом будет равна 0,06 мм/зуб. Скорость резания V при стойкости инструмента Т=90 мин будет равна 1140 м/мин.
С учетом поправочных коэффициентов на твердость (HRCv=250, КHRCv=0,9), формы обрабатываемой поверхности (плоскость, Кv2=1,1) и величины диаметра фрезы (D=16 мм, Kv4=1,0) скорость резания будет равна 1128 м/мин. Сила резания Pz будет равна 22 H. Мощность при обработке Nэ будет равна 1,5 кВт.
Третий пример — точение канавки на заготовке из закаленной стали 03Х18Н11 диаметром 80 мм до диаметра 45 мм. Величина припуска для инструмента будет равна величине самой канавки: t=b=5 мм. Подача на зуб Sz при этом будет равна 0,04 мм/зуб. Скорость резания V при стойкости инструмента Т=90 мин будет равна 98 м/мин.
С учетом поправочных коэффициентов на твердость (HRCv=55, КHRCv=1,2), формы обрабатываемой поверхности (канавка, Кv2=0,8) и величины диаметра фрезы (D=16 мм, Kv4=1,0) скорость резания будет равна 94 м/мин. Сила резания Pz будет равна 142 H. Мощность при обработке Nэ будет равна 1,1 кВт.
Сила резания Pz будет равна 142 H. Мощность при обработке Nэ будет равна 1,1 кВт.
Параметры режущего инструмента также зависят от свойств обрабатываемого материала. Например, при обработке стали с твердостью HRC 35 … 50 передний угол инструмента γ=5º … 10°, задний угол инструмента α=10º … 12°. В то же время при обработке твердого сплава ВК8 передний угол инструмента γ будет равен -20º … -25°, задний угол инструмента α будет равен 6º-8°. При обработке металлокерамида на основе железа передний угол инструмента γ=0º-5°, задний угол инструмента α=8º … 10°. Точение на токарном станке можно сделать гораздо эффективнее используя CTM фрезы.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Токарная обработка с ЧПУ — процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ – это современный способ обработки металла, позволяющий изготавливать различные металлоизделия с высокой точностью и в полном соответствии с государственными стандартами, нормативами, а также чертежами заказчика.
Это вторая часть статьи про токарную обработку, процессы оборудования и операции с ней связанные, перед прочтением советуем ознакомится с первой
частью данной статьи в нашем блоге.
Типы токарных станков:
Широкий ассортимент токарных станков с ЧПУ предлагает широкий спектр возможностей. Каждый из них имеет уникальный набор функций, при этом некоторые из них более автоматизированы, чем другие. Таким образом, все находят своё применение, будь это небольшая мастерская с парой рабочих мест или серийное производство для больших количеств.
Настольный токарный станок
Название предполагает, что он достаточно мал, чтобы поставить его на верстак. Они все же больше, чем микро-или мини-токарные станки.
Отличный выбор, чтобы выполнить общую механическую обработку или специальный инструмент для любителя, он может выполнять большую часть необходимых операций. Настольный токарный станок по металлу требует умелого мастера, так как в нём практически отсутствует автоматизация, что накладывает большую ответственность на оператора.
Токарно-винторезный станок (он же токарный станок с механическим приводом)
Самый распространенный вид токарного станка. Токарно-винторезный станок предназначен для выполнения разнообразных токарных работ по чёрным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб. Название токарный станок с механическим приводом закрепилось за рубежом с 19 века, когда паровая машина выделила этот образец среди других ручных токарных станков. С начала 20 века начался переход на электродвигатели. Использование редукторов в передней бабке упростило выбор скорости шпинделя, а высокоскоростные станки стали нормой. Выросшая мощь станков подтолкнула отрасль к изобретению новых способов увеличения срока службы инструмента. Сменные твердосплавные пластины как раз позволили это сделать.
В результате токарные станки с ЧПУ могут выполнять обработку с ЧПУ на высоких скоростях, что приводит к сокращению сроков производства и снижению затрат. Хотя они все еще распространены в мастерских токарно-винторезные станки заложили основу для повышения производительности и автоматизации обработки.
Хотя они все еще распространены в мастерских токарно-винторезные станки заложили основу для повышения производительности и автоматизации обработки.
Инструментальный токарный станок
Инструментальный токарный станок похож на токарно-винторезный станок, но у него есть несколько отличий. Обычно они меньше по размеру, и могут поместиться в более тесных помещениях. В то же время доступны некоторые дополнительные возможности, что делает его скорее машиной более высокого уровня, чем той которая подойдет новичку.
Инструментальные токарные станки для цехов включают в себя патроны и цанги, конические приспособления, среди прочего, чего нет, например, в более простых станках.
Токарные станки с револьверной головкой и цапфой
Эти типы токарных станков в значительной степени взаимозаменяемы в зависимости от операций, которые они могут выполнять. Как вы узнали ранее, использование револьверной головки открывает широкий спектр возможностей для автоматизации. Кроме того, на одном рабочем месте можно выполнять гораздо больше операций.
Кроме того, на одном рабочем месте можно выполнять гораздо больше операций.
От точения и растачивания до сверления, нарезания резьбы и изготовления шпоночных пазов — все возможно без смены инструмента. Револьверная головка вмещает в себя всю необходимую оснастку сразу, так что вы можете легко переходить от одного процесса к другому.
Сочетание ЧПУ с меньшим количеством ручных операций, производство почти идентичных обрабатываемых деталей партиями — сильная сторона токарных станков этого типа.
Многошпиндельный токарный станок
Многошпиндельный токарный станок, имеет более одного шпинделя. Дополнительная мощность особенно подходит для крупносерийного производства.
Настройка машины требует довольно много времени, поэтому сочетание этого и высокой стоимости самой машины требует больших объемов производства, чтобы окупиться. Учитывая это, они могут создавать аналогичные детали с высокой точностью, малым временем цикла и очень небольшим объемом ручной работы, помимо начальной настройки.
Таким образом, крупносерийное производство может значительно снизить стоимость обработки с ЧПУ.
Токарный станок с ЧПУ
Хотя некоторые из вышеупомянутых типов станков также поддерживают систему ЧПУ, полноценный токарный станок с ЧПУ заслуживает отдельного упоминания.
ЧПУ относится к компьютерному числовому контролю, который в некоторой степени заботится об управлении станком. Это зависит от конкретного оборудования, так как они могут быть полностью автоматическими или полуавтоматическими.
Полуавтоматические токарные станки с ЧПУ требуют немного больше работы от оператора станка, тогда как полностью автоматические центры могут делать все, от монтажа заготовок до смены инструментов.
Высокоточные станки с ЧПУ — лучшее, что может предложить современная промышленность. Возможна оцифровка всего процесса от создания САПР до полностью готовой детали. Кроме того, кожухи значительно снижают риск во время обработки, поскольку рабочие фактически не подвергаются воздействию каких-либо движущихся компонентов, контролируя все необходимое с экрана компьютера.
Идентификация оси на токарном станке с ЧПУ:
Самый распространенный способ идентификации осей на традиционном токарном станке с ЧПУ выглядит так:
Ось Z проходит параллельно оси заготовки. Таким образом, инструмент может перемещаться вдоль боковой поверхности материала, в то время как деталь вращается вокруг оси Z (C). Движение по оси Z определяет длину задания.
Как видите, ось X перпендикулярна оси Z. Следовательно, инструмент может перемещаться к детали и от нее по оси X для определения диаметра детали.
Различные операции:
Токарная обработка с ЧПУ подходит для выполнения широкого круга операций. Некоторые из них мы уже назвали, но давайте рассмотрим их подробнее, чтобы внести ясность в возможности токарных станков.
Точение:
Точение — самая распространенная операция. Одноточечный инструмент перемещается вдоль оси заготовки для удаления материала с поверхности детали. Он может создавать различные контуры, такие как ступеньки, конусы и т. Д. Обычно для достижения конечного результата необходимо несколько проходов.
Он может создавать различные контуры, такие как ступеньки, конусы и т. Д. Обычно для достижения конечного результата необходимо несколько проходов.
Из-за высокой точности, достигаемой при точении, пределы и посадки обычно выбираются для системы отверстий. Достичь жестких допусков с помощью токарного станка с ЧПУ проще, чем делать то же самое при сверлении отверстия.
Торцовка:
Торцовка — удаляет слой материала с торца заготовки. Обычно цель состоит в том, чтобы достичь желаемой отделки поверхности. Поскольку глубина резания не должна быть очень большой, это можно сделать за один проход. Движение режущего инструмента перпендикулярно оси вращения.
Прорезание канавок на токарном станке:
Прорезание канавок. Как и при торцевании, инструмент движется перпендикулярно оси вращения. Вместо того, чтобы обрезать конец заготовки, где-то по бокам выполняется прорезание канавки. Инструмент для одноточечной токарной обработки может выполнять резку за один проход, если ширина пропила равна ширине инструмента. В противном случае потребуется несколько разрезов.
Вместо того, чтобы обрезать конец заготовки, где-то по бокам выполняется прорезание канавки. Инструмент для одноточечной токарной обработки может выполнять резку за один проход, если ширина пропила равна ширине инструмента. В противном случае потребуется несколько разрезов.
Отрезка на токарном станке:
Отрезка — название описывает эту операцию точения очень точно. Сам процесс выглядит как нарезание канавок, но режущий инструмент будет доходить до оси детали. Это означает, что он отрезает часть детали.
Нарезка резьбы на токарном станке:
Нарезка резьба. Здесь мы по-прежнему говорим о внешней операции. Таким образом, нарезание резьбы используется для нарезания резьбы на поверхности детали. Специфика потока может быть настроена, и для достижения конечного результата может потребоваться несколько проходов.
Сверление на токарном станке:
Сверление — первая внутренняя операция в этом списке. Говоря о традиционном точении, сверление может выполняться на конце заготовки, прямо по оси. Поскольку деталь все равно вращается, резец инструмента может оставаться неподвижным. Новые токарные центры с ЧПУ могут использовать подвижную оснастку для изготовления перпендикулярных отверстий по бокам или в других местах.
Расточная операция:
Расточная операция — противоположность точению. Все те же функции можно выполнять, только на внутренней поверхности. Расточка требует сначала некоторого сверления, чтобы освободить место для вставки инструментов в заготовку. Оттуда можно увеличить отверстие с помощью одноточечных резцов, а также добавить ступени, фаски и т. д.
Операция развертка на токарном станке:
Развертка — это процесс обработки, при котором инструмент с несколькими зубьями входит в существующее отверстие, чтобы увеличить его. Результат имеет очень гладкую поверхность с жесткими инженерными допусками. Сама операция изначально похожа на сверление.
Нарезание резьбы внутри заготовки на токарном станке:
Нарезание резьбы внутри заготовки — аналогично развертке, для данной операции требуется предварительно просверленное отверстие. Метчик входит в имеющееся отверстие, чтобы нарезать внутреннюю резьбу. Требования к имеющемуся отверстию связаны с размером резьбы – она должна быть близка к кончику зубьев резьбы.
Подходящие материалы для токарной обработки:
Помимо типов токарных станков, которые мы описали ранее, есть другие категории, основанные на подходящих материалах для токарного станка. Для дерева, металла и стекла используются разные токарные станки, потому что все они требуют определенных качеств, а также скорости резки.
Для дерева, металла и стекла используются разные токарные станки, потому что все они требуют определенных качеств, а также скорости резки.
Когда дело доходит до профиля материала, то приветствуются квадратные, круглые, шестиугольные заготовки и т. д. Следует учесть, наличие профиля, отличного от круглого, может пригодиться, если заключительная часть не является круглой на всех участках.
Подходящие материалы для токарной обработки включают:
- Металл;
- Дерево;
- Стекло;
- Пластик;
- Воск и др.
Вывод:
Токарная обработка является одним из столпов обрабатывающей промышленности. Получение точных результатов для осесимметричных деталей лучше всего делать с помощью этого метода изготовления. Гибкость и производственные мощности позволяют производить крупносерийное производство практически с одинаковыми результатами.
Сегодня большие обрабатывающие центры с ЧПУ могут включать в себя как фрезерование с ЧПУ, так и токарную обработку. Фрезерование добавляют дополнительный уровень возможностей, делая эти станки действительно мощными для создания сложных деталей.
Фрезерование добавляют дополнительный уровень возможностей, делая эти станки действительно мощными для создания сложных деталей.
Токарная обработка с ЧПУ — процессы, операции и оборудование часть 1
Токарная обработка с ЧПУ является одним из основных методов производства цилиндрических деталей с различными контурами.
В машиностроении нельзя обойти валы для передачи энергии от двигателя к движущимся частям. Валы, конечно, требуют точения.
Но токарные станки с ЧПУ находят широкое применение в различных отраслях промышленности для изготовления обычно осесимметричных деталей.
Что такое токарная обработка?
Токарная обработка — это процесс субтрактивной обработки, который использует режущий инструмент для удаления материала для создания цилиндрических деталей. Сам инструмент перемещается вдоль оси обрабатываемой детали во время ее вращения, создавая спиральную траекторию движения инструмента.
Термин токарная обработка относится к производству деталей путем резки на внешней поверхности. Противоположностью токарной обработки является растачивание, при котором токарные станки используются, например, для создания полых деталей.
Противоположностью токарной обработки является растачивание, при котором токарные станки используются, например, для создания полых деталей.
Токарный станок по металлу исторически является одним из первых станков для производства деталей полуавтоматическим способом. Сегодня большинство компаний предоставляют услуги токарной обработки с ЧПУ. Это означает, что процесс в значительной степени автоматизирован от начала до конца.
ЧПУ означает числовое программное управление, что означает, что компьютеризированные системы берут на себя управление оборудованием. Входной сигнал — цифровой код. Это контролирует все движения инструмента и скорость вращения, а также другие вспомогательные действия, такие как использование охлаждающей жидкости.
Токарный процесс с ЧПУ:
Из чего на самом деле состоит процесс токарной обработке на станке с ЧПУ? Хотя сама вырезка довольно проста, мы рассмотрим здесь всю последовательность, которая фактически начинается с создания файла САПР.
Шаги процесса:
- Создание цифрового представления детали в САПР;
- Создание кода обработки из файлов САПР;
- Настройка токарного станка с ЧПУ;
- Изготовление токарных деталей.

CAD-дизайн и G-код:
Первые 2 шага можно рассматривать как отдельные или идущие рука об руку. Один из способов — просто использовать программу САПР для создания файлов и отправки их в производство. Затем инженер-технолог создаст Gкод и Mкод для обработки.
cad-cam для токарных операций
Другой способ — просто использовать программное обеспечение CAD-CAM, которое позволяет инженеру-конструктору проверить возможность производства детали. Мощные инструменты моделирования могут визуализировать весь процесс от сырья до конечного продукта, даже используя исходные данные, касающиеся требований к отделке.
Наконец, есть также ручной способ создания кода. Например, вы не можете автоматически сгенерировать код из 2D-чертежа, у вас есть 2 варианта: либо написать код вручную, либо сначала создать 3D-модель.
Даже мощные программы CAM не всегда могут сделать все точно, поэтому рекомендуется проверить закодированные инструкции.
Настройка токарного станка:
Далее идет настройка машины. Здесь роль оператора станка становится очевидной. Хотя современные токарные станки с ЧПУ выполняют большую часть работы автоматически, оператор по-прежнему играет жизненно важную роль.
Шаги по настройке токарного центра с ЧПУ:
- Убедитесь, что питание отключено. Обработка с ЧПУ может быть опасной, поэтому необходима особая осторожность, и проверка выключателя питания является основой для этого;
- Закрепление детали в патроне. Патрон удерживает деталь на протяжении всего процесса. Неправильная загрузка может представлять опасность, а также привести к получению готовой детали неправильных размеров;
- Загрузка револьверной головки. Токарная обработка состоит из множества этапов, поэтому убедитесь, что вы выбрали правильный инструмент для определенной отделки. Револьверная головка может одновременно удерживать множество инструментов для бесперебойной работы от начала до конца;
- Калибровка.
 И инструмент, и деталь должны быть правильно настроены. Если что-то не так, результат не будет соответствовать требованиям;
И инструмент, и деталь должны быть правильно настроены. Если что-то не так, результат не будет соответствовать требованиям; - Загрузите программу. Последний шаг перед нажатием кнопки пуска — это загрузка кода в станок с ЧПУ.
Револьверная головка станка ЧПУ.
Производство деталей:
Самый простой способ понять суть производства — это просто посмотреть видео выше. Сырье, как видно, не является круглым бруском, что является наиболее распространенным вариантом. Скорее всего, шестигранный профиль — это более эффективный способ избежать фрезерования с ЧПУ в дальнейшем.
В зависимости от сложности детали может потребоваться один или несколько циклов. Расчеты времени цикла определяют конечное затраченное время, необходимое для расчета затрат.
Время цикла токарной обработки включает:
- Время загрузки. Мы уже описали это как часть установки, но цикл может потребовать другого способа загрузки детали в оборудование;
- Время резки.
 Время, необходимое для этого, зависит от глубины резания и скорости подачи;
Время, необходимое для этого, зависит от глубины резания и скорости подачи; - Время простоя. Время простоя относится ко всему, что не относится к резке, например, к перемещению инструментов к детали и от детали, изменению настроек токарного станка и т. д.;
- Срок службы инструмента. Хотя каждый цикл не приводит к полному износу инструмента, время резания будет учитываться по сравнению с общим сроком службы инструмента, чтобы включить его в окончательную стоимость.
Параметры токарной обработки:
Параметры токарной обработки с ЧПУ зависят от различных аспектов. К ним относятся материал детали и инструмента, размер инструмента, требования к отделке и т. д.
Основные параметры токарной обработки с ЧПУ:
- Скорость вращения шпинделя. Единица измерения — это обороты в минуту (об/мин), и она показывает скорость вращения шпинделя (N), а значит, и заготовки. Скорость вращения шпинделя находится в прямой зависимости от скорости резания, которая также учитывает диаметр.
 Поэтому скорость вращения шпинделя должна изменяться, чтобы поддерживать постоянную скорость резания при значительном изменении диаметра.
Поэтому скорость вращения шпинделя должна изменяться, чтобы поддерживать постоянную скорость резания при значительном изменении диаметра. - Диаметр заготовки. Как уже говорилось, это играет важную роль в достижении правильной скорости резания. Обозначается символом D, а единица измерения — мм.
- Скорость резания. Уравнение для расчета скорости резания: V =πDN/1000. Он показывает относительную скорость заготовки относительно режущего инструмента.
- Скорость подачи. Единица измерения — мм/об, символ — с. Подача резания показывает расстояние, на которое режущий инструмент перемещается за один оборот заготовки. Расстояние измеряется в осевом направлении.
- Осевая глубина реза. Довольно очевидно, так как он показывает глубину разреза в осевом направлении. Это основной параметр для облицовочных операций. Более высокая скорость подачи оказывает большее давление на режущий инструмент, сокращая его срок службы.
- Радиальная глубина реза. В отличие от осевого реза, она показывает глубину резания перпендикулярно оси.
 Опять же, более низкие скорости подачи помогают продлить срок службы инструментов и обеспечить лучшую чистовую обработку.
Опять же, более низкие скорости подачи помогают продлить срок службы инструментов и обеспечить лучшую чистовую обработку.
Основные части токарного станка с ЧПУ:
Теперь давайте рассмотрим на основные компоненты токарного центра.
Передняя бабка
Передняя бабка токарного станка с ЧПУ составляет переднюю часть станка. Именно здесь приводной двигатель находится вдоль механизмов, приводящих в действие шпиндель. Патрон или цанга крепятся к шпинделю. Любой из них, в свою очередь, удерживает заготовку во время токарной операции.
Патрон и цанга
Патрон захватывает обрабатываемую деталь своими губками. Он крепится непосредственно к шпинделю, но является сменным, поэтому можно обрабатывать детали разного размера. Цанга — это в основном уменьшенная версия патрона. Размер детали, подходящей для цанг, составляет до 60 мм. Они обеспечивают лучшее сцепление с мелкими деталями.
Задняя бабка
Другой конец токарного центра с ЧПУ. Задняя бабка крепится непосредственно к станине и предназначена для поддержки более длинных заготовок. Пиноль задней бабки обеспечивает поддержку за счет гидравлической силы.
Задняя бабка крепится непосредственно к станине и предназначена для поддержки более длинных заготовок. Пиноль задней бабки обеспечивает поддержку за счет гидравлической силы.
Движущая сила по-прежнему идёт от шпинделя, а задняя бабка просто движется вместе с деталью. Использование задней бабки не подходит при необходимости торцевого точения, так как она будет мешать.
Станина токарного станка
Станина — это просто опорная плита, которая опирается на стол, поддерживая другие части машины. Каретка движется по станине, которая подвергается термообработке, чтобы выдерживать воздействие механической обработки.
Каретка
Каретка опирается на пути скольжения вдоль вращающейся заготовки. Она удерживает инструменты, позволяя протекать процессу резки.
Башня
Новые машины обычно поставляются с башней, которая заменяет каретку. Она может держать больше инструментов одновременно, что делает переключение с одной операции на другую менее трудоемким.
Вращающиеся инструменты на станке с ЧПУ
Обрабатывающие центры с ЧПУ могут поставляться с вращающимися инструментами. В то время как одноточечные режущие инструменты подходят для большинства токарных операций, к вращающимся инструментам относятся фрезы, сверла и другие инструменты, которые имеют собственный привод. Это позволяет создавать шпоночные пазы или отверстия, перпендикулярные оси детали, без использования какого-либо другого оборудования в процессе.
Панель управления
Здесь вступает в действие числовое программное управление. Мозг токарных станков с ЧПУ находится прямо за панелью. Сама панель позволяет оператору настроить программу и запустить ее.
Если вам понравился данная статья, то поделитесь её со своими друзьями, оставляйте комментарии и ставьте лайк!
Обработка на токарных станках. Основные понятия
- Главная /
- Механическая обработка /
- Обработка на токарных станках
Обтачивание наружных цилиндрических поверхностей выполняют проходными резцами с продольной подачей, гладкие валы, — при установке заготовки в центрах.
Центровые отверстия обрабатывают на токарных, револьверных, сверлильных и двусторонних центровальных станках. Для центрования применяют типовые наборы инструмента — комбинированные центровочные сверла, а также спиральные сверла и конические зенковки.
Центровые отверстия являются, как правило, установочными базами, и поэтому от точности их исполнения зависит и точность обработки
остальных поверхностей заготовки.
В полые заготовки после подрезки торца и обработки отверстия с двух сторон вводят пробки или оправки с зацентрованными
отверстиями или на кромке отверстия снимают конические фаски, используемые в качестве технологических баз с последующим удалением их
при отделочной обработке.
Ступенчатые валы обтачивают по схемам деления припуска на части или деления длины заготовки на части. В первом случае обрабатывают заготовки с меньшей глубиной резания, однако общий путь резца получается большим и резко возрастает То.
Во втором случае припуск с каждой ступени срезается сразу за счет обработки заготовки с большой глубиной резания. При этом Т0 уменьшается, но требуется большая мощность привода станка.
При этом Т0 уменьшается, но требуется большая мощность привода станка.
Нежесткие валы рекомендуется обрабатывать упорными проходными резцами, с главным углом в плане j = 90°. При обработке заготовок валов такими резцами радиальная составляющая силы резания Ру
= 0, что снижает деформацию заготовок.
Подрезание торцов заготовки выполняют перед обтачиванием наружных поверхностей. Торцы подрезают подрезными резцами с поперечной
подачей к центру или от центра заготовки. При подрезании от центра к периферии поверхность
торца получается менее шероховатой.
Обтачивание скруглений между ступенями валов — галтелей
выполняют проходными резцами с закруглением между режущими кромками по соответствующему
радиусу с продольной или поперечной подачей.
Точение канавок выполняют с поперечной подачей канавочными или фасонными резцами, у которых длина главной режущей кромки
равна ширине протачиваемой канавки. Широкие канавки протачивают теми же резцами сначала с
Широкие канавки протачивают теми же резцами сначала с
поперечной, а затем с продольной подачей.
Обработку отверстий в валах выполняют соответствующими инструментами, закрепляемыми в пиноли задней бабки. На рисунке слева показана схема сверления в заготовке цилиндрического отверстия.
Растачивание внутренних цилиндрических поверхностей выполняют расточными резцами, закрепленными в резцедержателе станка, с продольной подачей.
Гладкие сквозные отверстия растачивают проходными резцами; ступенчатые и глухие — упорными расточными резцами.
Отрезку обработанных деталей выполняют отрезными резцами с поперечной подачей. При отрезке детали резцом с прямой главной режущей кромкой (рисунок слева) разрушается образующаяся шейка и приходится дополнительно подрезать торец готовой детали.
При отрезке детали резцом с наклонной режущей кромкой (рисунок справа) торец получается чистым.
Обтачивание наружных конических поверхностей заготовок осуществляют на токарно-винторезных станках одним из следующих способов.
1. Широкими токарными резцами.
Обтачивают короткие конические поверхности с длиной образующей до 30 мм токарными проходными резцами. Обтачивают с поперечной или продольной подачей. Этот способ можно использовать при снятии фасок с обработанных цилиндрических поверхностей.
2. Поворотом каретки верхнего суппорта.
При обработке конических поверхностей каретку верхнего суппорта повертывают на угол, равный половине угла при вершине обрабатываемого конуса. Обрабатывают с ручной подачей верхнего суппорта под углом к линии центров станка (a). Таким способом обтачивают конические поверхности, длина образующей которых не превышает величины хода каретки верхнего суппорта. Угол конуса обтачиваемой поверхности любой.
3. Смещением корпуса задней бабки в поперечном направлении
.
Обрабатываемую заготовку устанавливают на шариковые центры. Корпус задней бабки смещают относительно её основания в направлении,
перпендикулярном к линии центров станка. При этом ось вращения заготовки располагается под углом к линии центров станка, а образующая
При этом ось вращения заготовки располагается под углом к линии центров станка, а образующая
конической поверхности — параллельно линии центров станка. Таким образом обтачивают длинные конические поверхности с небольшим углом конуса (2a < 8°) с продольной подачей резца.
4. С помощью конусной линейки
.
Коническую поверхность обтачивают с продольной подачей. Скорость продольной подачи складывается со скоростью поперечной подачи, получаемой от ползуна, скользящего по направляющей линейке. Сложение двух движений обеспечивает перемещение резца под углом к линии центров станка. Таким способом обтачивают длинные конические поверхности с углом при вершине конуса до 30—40°.
Обтачивание внутренних конических поверхностей выполняют так же как и наружных, но в основном используют специальные
конические зенкеры или развёртки.
Обтачивание фасонных поверхностей с длиной образующей до 40 мм выполняют токарными фасонными резцами. Обтачивают только с
поперечной подачей Sп.
Для обработки на токарно-винторезных станках применяют, как правило, стержневые, призматические или круглые фасонные резцы; резцами остальных видов обтачивают фасонные поверхности на токарных полуавтоматах и автоматах.
Длинные фасонные поверхности обрабатывают проходными резцами с продольной подачей с помощью фасонного копира,
устанавливаемого вместо конусной линейки.
Нарезание резьбы на токарно-винторезных станках выполняют резцами, метчиками и плашками. Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемых резьб. Резец устанавливают на станке по шаблону. Резьбу нарезают с продольной подачей резца Sпр. При нарезании резьбы продольный суппорт получает поступательное движение от ходового винта. Это необходимо для того, чтобы резец получал равномерное поступательное движение, что обеспечивает постоянство шага нарезаемой резьбы.
- Обработка осевым инструментом
- Методы обработки отверстий
виды резцов и способы обработки
Точение деталей на токарном станке по дереву доставляет огромное удовольствие, благодаря тому что можно наблюдать, как дерево быстро обретает форму. Но токарная обработка дерева не так проста, как кажется на первый взгляд. В этой статье мы познакомим Вас с токарной темой, станками, резцами по дереву.
Но токарная обработка дерева не так проста, как кажется на первый взгляд. В этой статье мы познакомим Вас с токарной темой, станками, резцами по дереву.
Обработка древесины – древнее ремесло. Веками оно развивалось, совершенствовалось, приобретало характерные черты каждого региона. Токарные работы по дереву — это шедевры декоративного искусства, а также домашние атрибуты.
Для обработки древесины используют инструменты, которые подразделяются на 3 группы:
-
Режущие – полукруглая стамеска, косяк. С их помощью снимают верхний толстый слой материала.
-
Разметочные и контрольные – циркуль, штангенциркуль и кронциркуль – измеряют детали.
-
Приспособления для станка – корпус с центром — вилкой, патрон и планшайба.
Посмотрите токарные резцы, винтельмы
Наша Новинка Токарные резцы и приспобления Брюкшен
Александр Брюкнер — мастер токарного дела. Имеет свою токарную школу. Очень популярен в этой теме.
Имеет свою токарную школу. Очень популярен в этой теме.
Продолжим. Образцы токарных работ по дереву делятся на несколько деталей: тор; куб; параллелепипед; конус; шар; пирамида.
Токарный станок. допускает обработку почти всех видов дерева,также искусственные материалы на его основе (лигностон, лигнофоль).
Перед тем как приступить к выполнению токарных операций тщательно отобирают материалы. Как правило берут мягкие лиственные породы: липа, ольха, груша, береза, бук, граб. Труднее обрабатывается сосна и дуб, ель, ясень. На заготовках не допускаются наличие трещин, гнили, сучков
Работа токаря будет качественной и быстрой, а изделия красивыми, функциональными, долговечными, если верно выбран материал, инструмент, есть опыты работы на токарном станке.
Рассмотрим два метода токарной обработки — точение цилиндрических форм (например, ножки стола, бейсбольные биты) и объемных форм (например, салатницы, тарелки, кувшины), очевидно, что для них потребуются токарные инструменты — резцы разных форм.
Точение цилиндрических форм
При данном методе точения древесные волокна проходят параллельно оси вращения.
Примеры изделий: ножки стульев, подсвечники, ручки для инструментов, вазы, стаканы…
Потребуется
-
Желобчатый резец — это универсальный инструмент для резки профилей, углублений, скруглений, V-образных пазов и кривизны, которые также могут обеспечить высокое качество поверхности.
-
Отделочный резец — имеет менее глубокую канавку в отличие от желобчатого резца и, следовательно, больше материала под режущей кромкой. Это означает, что вы можете безопасно создать второй скос, позволяющий также проникать в очень узкие углубления. Мелкая глубина затопления обеспечивает отличную устойчивость даже при работе, когда лезвие выступает далеко за пределы ладони.
Инструменты для разделения позволяют отделить ненужные материалы от заготовки с высокой детализацией. Они помогут провести на заготовке тонкую линию.
Они помогут провести на заготовке тонкую линию.
Токарная обработки планшайбы / чаши
Древесные волокна проходят перпендикулярно оси вращения, что означает, что придется работать с поперечным волокном дважды за оборот. Инструменты для точения лицевой панели должны быть более прочные, чем инструменты для точения цилиндрических форм, чтобы выдерживать усилия во время резки.
Примеры: миски, коробки, тарелки…
Потребуются для этого вида обработки :
-
Токарный резец для точения чаш и открытых полых форм. Применяются для крупной обработки заготовок, съема большого количества материала, изготовления глубоких желобков, канавок. Не путайте черновой резец и резец для чаш: канавка у чернового резца намного шире, чем у токарного резца для чаш.
Есть много типов скребков для разных проектов, но наиболее распространены две формы — круглый носик и квадратный нос.
Скребок с круглым носом предназначен для обработки внутренней части,
а квадратный — снаружи заготовок чаши.
Существуют так же и универсальные скребки для тонкой обработки любых формованных внутренних и внешних поверхностей. Они оснащены сменными ножами: дисковой, капельной и квадратной формы (основные).
Или более сложными формами:
Получается миниатюрный набор полного спектра форм скребков на одной ручке.
Тема Токарное искусство актуальна сейчас и современна.
Рекомендуем :Книгу Токарное искусство / Точение цельной древесины 1 Том, автор Бажан Ю.П.
Токарная тема часто освещается в Арсенал Мастера Ру. Это одно из наших любимых направлений:
Посмотрите как прошел Столярного фестиваля WoodMakerFest
На нем был высокий интерес к Токарным станкам
Еще мероприятие, где токарка опять приятягивала внимание:
День открытых дверей по станкам JET и POWERMATIC
Видео Токарный станок Powermatic PM2014 в Арсенал Мастера РУ
А На этом мероприятии Токарное искусство — было в лидерах
День открытых дверей по станкам JET и POWERMATIC
Вот еще Мероприятие — слет мастеров со всех областей нашей страны
Столярный фестиваль JET-FEST
Мы участвовали спонсорами :
Всероссийский конкурс «ТОКАРНАЯ МИНИАТЮРА»
Мастера объединяются по творческому духу, делятся мастерством. Проводят интернет — конкурс. Победитель получил приз Токарный станок по дереву JET JWL1220LVS.
Оснащение для Вашей Мастерской
«Арсенал Мастера РУ» предлагает Вам Оснащение для Вашей Мастерской . Все самое полезное и нужное. Столы и Верстаки, Зажимы, Фиксаторы, Шины — направляющие, Шаблоны, Сумки, кейсы, Лестницы, Освещение, Одежду, Перчатки, защитные очки, Книги и др.
Все самое полезное и нужное. Столы и Верстаки, Зажимы, Фиксаторы, Шины — направляющие, Шаблоны, Сумки, кейсы, Лестницы, Освещение, Одежду, Перчатки, защитные очки, Книги и др.
Станки JET: репутация, проверенная временем
Желаем Вам Приятных покупок в Арсенал Мастера РУ.
Работаем для Вас! Если у вас есть запросы по теме Токарные инструменты и станки. Напишите нам на почту [email protected] или позвоните : 8-800-550-50-08 (звонок по России бесплатный):
Новость подготовили Технически редакторы Анна Меренкова и Ирина Корнилова
10 токарных операций, которые необходимо знать — специалисты Swiss-Turning
На токарных станках изготавливаются сложные детали для медицинских, военных, электронных, автомобильных и аэрокосмических приложений. Читайте дальше, чтобы узнать 10 основных операций обработки, выполняемых на токарном станке.
Токарный станок способен выполнять множество операций механической обработки для получения деталей с желаемыми характеристиками. Токарная обработка – это популярное название обработки на токарном станке. Тем не менее, токарная обработка — это всего лишь один из видов токарной обработки.
Изменение концов инструмента и кинематическая связь между инструментом и заготовкой приводят к различным операциям на токарном станке. Наиболее распространенными токарными операциями являются токарная обработка, торцевание, нарезание канавок, отрезка, нарезание резьбы, сверление, расточка, накатка и нарезание резьбы.
Токарная обработка является наиболее распространенной операцией токарной обработки. В процессе токарной обработки режущий инструмент удаляет материал с внешнего диаметра вращающейся заготовки. Основной целью токарной обработки является уменьшение диаметра заготовки до желаемого размера. Существует два вида токарной обработки: черновая и чистовая.
Операция черновой токарной обработки предназначена для обработки детали до заданной толщины путем удаления максимального количества материала в кратчайшие сроки без учета точности и чистоты поверхности. Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
Различные сечения точеных деталей могут иметь разные наружные размеры. Переход между поверхностями с двумя разными диаметрами может иметь несколько топологических признаков, а именно ступеньку, конусность, фаску и контур. Для создания этих элементов может потребоваться несколько проходов при малой радиальной глубине резания.
Ступенчатая токарная обработка
Ступенчатая токарная обработка создает две поверхности с резким изменением диаметра между ними. Последняя особенность напоминает ступеньку.
Коническое точение
Коническое точение создает наклонный переход между двумя поверхностями с разными диаметрами из-за углового движения между заготовкой и режущим инструментом.
Токарная обработка фаски
Подобно ступенчатой токарной обработке, токарная обработка фаски создает угловой переход в остальном квадратной кромки между двумя поверхностями с разными диаметрами токарной обработки.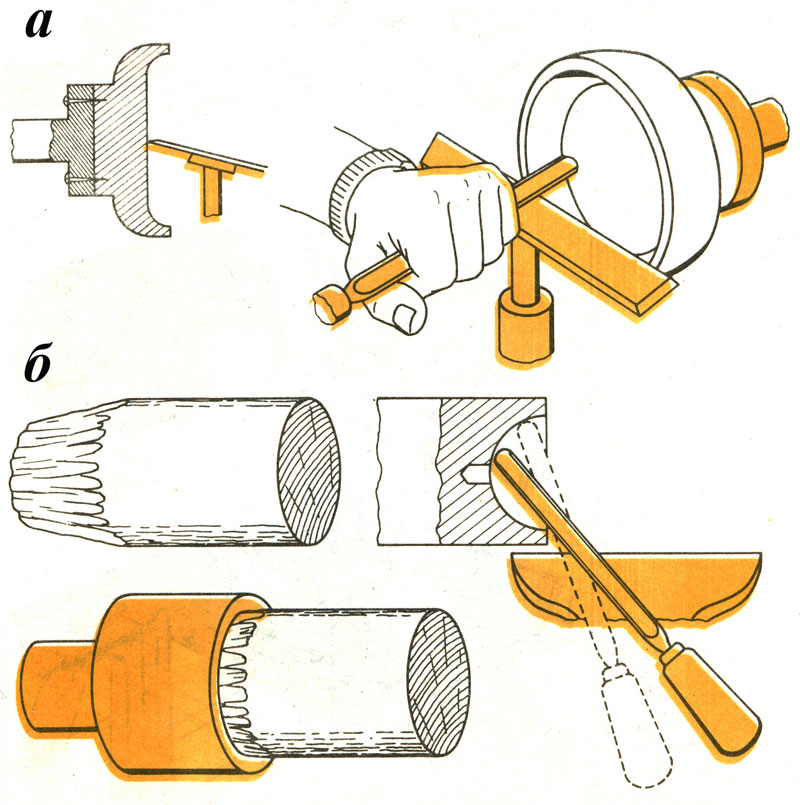
Точение по контуру
При точении по контуру режущий инструмент в осевом направлении следует траектории с заданной геометрией. Для создания желаемых контуров на заготовке необходимо несколько проходов контурного инструмента. Однако инструменты формы могут создавать ту же форму контура за один проход.
Во время обработки длина заготовок несколько больше, чем должна быть конечная деталь. Торцевание — это операция обработки торца заготовки, перпендикулярного оси вращения. Во время торцевания инструмент перемещается по радиусу заготовки, чтобы получить нужную длину детали и гладкую поверхность торца за счет удаления тонкого слоя материала.
Нарезание канавок — это токарная операция, при которой на заготовке создается узкий разрез, «канавка». Размер реза зависит от ширины режущего инструмента. Для обработки более широких канавок необходимо несколько проходов инструмента. Существует два типа операций по нарезке канавок: наружная и торцевая.![]() При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
Отрезка — это операция механической обработки, которая приводит к отрезанию детали в конце цикла обработки. В этом процессе используется инструмент определенной формы, который входит в заготовку перпендикулярно оси вращения и выполняет поступательный рез во время вращения заготовки. После того, как край режущего инструмента достигает центра заготовки, заготовка падает. Улавливатель деталей часто используется для захвата снятой детали.
Нарезание резьбы — это токарная операция, при которой инструмент перемещается вдоль боковой поверхности заготовки, нарезая резьбу на наружной поверхности. Резьба представляет собой равномерную винтовую канавку заданной длины и шага. Более глубокие резьбы требуют нескольких проходов инструмента.
Операция накатки создает зазубренные узоры на поверхности детали. Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
Операция сверления удаляет материал изнутри заготовки. В результате сверления получается отверстие диаметром, равным размеру используемого сверла. Сверла обычно располагаются либо на задней бабке, либо на держателе инструмента токарного станка.
Развёртывание — это размерная операция, которая увеличивает отверстие в заготовке. При развертывании развертка входит в заготовку в осевом направлении через конец и расширяет существующее отверстие до диаметра инструмента. Расширение удаляет минимальное количество материала и часто выполняется после сверления, чтобы получить как более точный диаметр, так и более гладкую внутреннюю поверхность.
При растачивании инструмент входит в заготовку в осевом направлении и удаляет материал вдоль внутренней поверхности, чтобы либо создать другую форму, либо увеличить существующее отверстие.
Нарезание резьбы — это процесс, при котором инструмент для нарезания резьбы входит в заготовку в осевом направлении и нарезает резьбу в существующем отверстии. Отверстие соответствует соответствующему размеру биты, которая может вместить нужный инструмент для нарезания резьбы. Нарезание резьбы также используется для нарезания резьбы на гайках.
Токарные станки могут обрабатывать детали сложной формы. Конечные элементы детали получаются за счет использования различных инструментов и изменения кинематической связи между фрезой и заготовкой. В этой статье мы объяснили десять различных операций токарного станка.
Компания Turntech Precision поставляет детали высочайшего качества, изготовленные на токарных станках швейцарского типа с использованием операций токарной обработки, торцевания, нарезания канавок, нарезания резьбы, накатки, растачивания и нарезания резьбы.
Мы тесно сотрудничаем с нашими клиентами, чтобы предоставить им наилучшее решение их инженерных проблем в различных отраслях промышленности. Свяжитесь с нами сегодня с вашими запросами.
Токарные операции
Токарные операции
Вы номер посетителя с 30.03.02
Copyright 2000 Frank J. Hoose, Jr. Домашний номер
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Операции: Сверление Сверление Облицовка
Накатка
Нарезание резьбы Резьба Токарная обработка
Если вы еще этого не сделали, прочтите Отказ от ответственности
и страницы безопасности, прежде чем продолжить
- Отказ от ответственности
- Защита токарного станка
Токарная обработка – удаление металла с наружного диаметра
вращающаяся цилиндрическая заготовка. Токарная обработка применяется для уменьшения диаметра заготовки,
Токарная обработка применяется для уменьшения диаметра заготовки,
обычно до определенного размера и для получения гладкой поверхности металла. Часто
заготовка будет повернута так, что соседние участки будут иметь разный диаметр.
Зажим заготовки
Мы будем работать с заготовкой диаметром 3/4 дюйма 6061
алюминия около 2 дюймов в длину. Такая заготовка относительно короткая по сравнению с
к его диаметру достаточно жесткий, чтобы мы могли безопасно поворачивать его в трехкулачковом патроне без
поддерживая свободный конец произведения.
Для более длинных заготовок нам потребуется торцевое и центрирующее сверло.
свободный конец и используйте мёртвый или подвижный центр в задней бабке для его поддержки. Без таких
опора, сила инструмента на заготовке заставит ее отклониться от инструмента,
производя результат странной формы. Существует также вероятность того, что работа может быть
вынужден расшатываться в кулачках патрона и вылетать как опасный снаряд.
Вставьте заготовку в 3-х кулачковый патрон и затяните
губки, пока они не начнут захватывать заготовку. Поверните заготовку, чтобы убедиться, что она
сидит ровно и чтобы удалить любые стружки или песок с поверхности, которые могут помешать
сидение ровно. Вы хотите, чтобы заготовка была максимально параллельна центральной линии
токарного станка. Представьте преувеличенный пример, когда заготовка перекошена под углом в
патрон, и вы можете легко представить, почему это важно. Затяните патрон, используя каждый
из трех положений ключа патрона, чтобы обеспечить плотный и равномерный захват.
Регулировка насадки инструмента
Выберите насадку со слегка закругленным кончиком, как у
описано выше в разделе заточки инструмента. Этот тип инструмента должен производить хороший
гладкая отделка. Для более агрессивной резки, если вам нужно снять много металла,
может выбрать инструмент с более острым наконечником. Убедитесь, что инструмент плотно зажат в
Убедитесь, что инструмент плотно зажат в
держатель инструмента.
Отрегулируйте угол держателя так, чтобы инструмент
примерно перпендикулярно стороне заготовки. Поскольку передний край
инструмент заточен под углом, левая сторона острия должна задействовать работу, а не
всю переднюю кромку инструмента. Угол соединения не критичен; я обычно держу
мой в 90 градусов, чтобы составной циферблат продвигал работу на 0,001 дюйма на деление.
по направлению к патрону.
Убедитесь, что рычаг полугайки отсоединен, и, если у вас есть
один, что замок каретки не затянут. При необходимости отведите поперечный суппорт
пока кончик инструмента не окажется за пределами диаметра или заготовки. Переместите каретку до
кончик инструмента находится рядом со свободным концом заготовки, затем переместите поперечный салазок
пока кончик инструмента не коснется края изделия. Переместите тележку в
до тех пор, пока кончик инструмента не окажется за свободным концом изделия.
Скорости резания
Если вы прочитаете много книг по механообработке, вы найдете много
информация о правильной скорости резания для движения режущего инструмента в
отношение к заготовке. Необходимо учитывать скорость вращения заготовки и
движение инструмента относительно заготовки. По сути, чем мягче металл, тем быстрее
резка. Не беспокойтесь слишком сильно об определении правильной скорости резания: рабочая
с 7×10 для хобби вы быстро почувствуете, как быстро вы должны
идти.
Пока вы не почувствуете правильную скорость, начните с
относительно низкие скорости и работать до более высоких скоростей. Одна из замечательных особенностей 7×10
заключается в том, что вы можете регулировать скорость вращения, не останавливаясь, чтобы заменить ремни или шестерни.
Большинство операций по резке на 7×10 будут выполняться на скорости в несколько сотен оборотов в минуту.
регулятор скорости, установленный ниже положения «12 часов», и с передачей HI / LO в диапазоне LO.
Более высокие скорости, и особенно диапазон HI, используются для таких операций, как полировка,
не режет.
Установка скорости и подачи
Рычаг диапазона HI/LO на задней стороне передней бабки должен быть
в диапазоне LO практически для всех операций механической обработки, кроме полировки. Установить
направление ходового винта на задней части передней бабки в нейтральном (центральном) положении.
Если он еще не включен, включите токарный станок с помощью
красный кулисный переключатель. Установите регулятор скорости на минимальную скорость и включите двигатель токарного станка.
переместив серебряный тумблер в положение ВПЕРЕД. Продвиньте ручку управления скоростью
примерно в положение «10 часов» (около 400–600 об/мин).
Токарная обработка с ручной подачей
Как всегда, наденьте защитные очки и держите лицо подальше
от работы, так как эта операция отбрасывает горячую стружку и/или острые спирали металла.
Теперь переместите рукоятку поперечного суппорта примерно на 10 делений или
0,010″ (десять тысячных или одна сотая дюйма). Поверните каретку
маховик против часовой стрелки, чтобы медленно переместить каретку к передней бабке. Как инструмент
начинает врезаться в металл, поддерживайте равномерное проворачивающее движение, чтобы получить хороший ровный рез.
Вручную добиться гладкого и ровного реза трудно.
Продолжайте продвигать инструмент к передней бабке, пока он не
находится на расстоянии около 1/4 дюйма от кулачков патрона. Очевидно, вы хотите быть осторожным, чтобы не допустить
инструмент касается кулачков патрона!
Не перемещая поперечный суппорт или компаунд, поверните
Маховик каретки по часовой стрелке, чтобы переместить инструмент назад к свободному концу изделия. Ты
заметит, что инструмент снимает небольшое количество металла на обратном проходе. продвигать
перекрестите еще один 0,010 и повторяйте эту процедуру, пока не почувствуете ее. Пытаться
продвижение поперечного суппорта на 0,020 за один проход. Вы почувствуете, что для этого требуется больше силы.
маховик каретки, когда вы делаете более глубокий рез.
Токарная обработка с механической подачей
Одной из замечательных особенностей 7×10 является то, что он обладает мощностью
ходовой винт с регулируемой зубчатой передачей. Ходовой винт может быть задействован для перемещения
каретка под электроприводом для токарных и резьбонарезных работ. Поворот с механической подачей будет
производят гораздо более гладкую и ровную поверхность, чем обычно достигается при ручной подаче.
Автоматическая подача также намного удобнее, чем ручная рукоятка, когда вы делаете несколько
проходит вдоль относительно длинной заготовки.
Силовая подача включается рычагом переключения передач с накаткой
на задней части головного убора. Чтобы изменить положение рычага, вы должны потянуть его назад.
накатанная втулка со значительным усилием. Когда рукав оттянут назад, вы можете двигать рычаг
вверх и вниз, чтобы зафиксировать стопорный штифт в одном из трех положений. В центральном положении
ходовой винт не зацеплен и не вращается. В верхнем положении ходовой винт
вращается для перемещения каретки по направлению к передняя бабка и в нижнем положении
ходовой винт перемещает каретку в сторону от передней бабки. Для поворота вы будете
обычно хотите резать по направлению к передней бабке, поэтому переместите рычаг в верхнее положение и
отпустите втулку, чтобы зафиксировать стопорный штифт.
В нижнем положении рычаг полугайки входит в зацепление с двумя половинками
разрезной гайки вокруг ходового винта. Убедитесь, что рычаг полугайки находится в положении
(верхнее) положение. Включите двигатель. Теперь ходовой винт должен вращаться против часовой стрелки.
Когда ходовой винт включен, зубчатая передача издает раздражающий шум, но вы
привыкнуть к этому. Смазка зубчатой передачи белой литиевой смазкой несколько уменьшит
шум.
С инструментом, расположенным сразу за концом
заготовку и продвинутый, чтобы сделать разрез 0,010, задействуйте рычаг полугайки. Карета
должен медленно двигаться влево под действием ходового винта. Когда инструмент доберется до
примерно на 1/4 дюйма от патрона, отсоедините полугайку, чтобы остановить движение каретки.
Теперь вы можете использовать маховик каретки, чтобы провернуть каретку.
вернуться к исходной точке вручную. Если вы сделаете это, не втягивая предварительно
режущего инструмента, вы увидите, что инструмент нарезает неглубокую спиральную канавку вдоль заготовки.
Чтобы избежать этого, особенно во время чистовой обработки, обратите внимание на
поперечный ползун, затем поверните рукоятку поперечной подачи примерно на пол-оборота против часовой стрелки.
чтобы убрать инструмент. Теперь проверните каретку вручную в исходную точку, продвиньте
вернитесь к исходной настройке циферблата плюс дополнительные 0,010 и повторите
процесс. У вас должно получиться красивое, блестящее, гладкое покрытие.
Так же, как и при облицовке, вы обычно делаете один или несколько
относительно глубокие (0,010-0,030) черновые проходы с последующим одним или несколькими неглубокими проходами
(.001-.002) чистовая обработка резов. Конечно, вы должны спланировать эти сокращения так, чтобы окончательный
чистовая резка доводит заготовку точно до нужного диаметра.
При резке под напряжением будьте очень осторожны, чтобы не
вставьте инструмент в патрон. Кажется, это случается со всеми в тот или иной момент, но
это может разбить инструмент и повредить патрон и, вероятно, испортит заготовку. Там
также может повредить полугайку, ходовой винт или другие части силовой передачи, поэтому
обратите особое внимание и держите руку наготове на рычаге полугайки.
Измерение диаметра
В большинстве случаев токарная операция используется для уменьшения
заготовки до заданного диаметра. Важно понимать, что при повороте
операции, каждый проход удаляет дважды количество металла, указанное
деления поперечной подачи. Это потому, что вы уменьшаете радиус
заготовки на указанную величину, что уменьшает диаметр в два раза.
Следовательно, при перемещении поперечного суппорта на 0,010 дюйма диаметр уменьшается на
0,020″.
Диаметр заготовки определяют штангенциркулем или
микрометр. Микрометры более точны, но менее универсальны. Вам понадобится машинист
штангенциркуль, способный измерять до 0,001 дюйма. Штангенциркули не имеют циферблата и
требуют, чтобы вы интерполировали на выгравированной шкале. я предпочитаю циферблат
штангенциркуль, который дает прямое легко читаемое и трудно неправильно истолкованное измерение.
К счастью, качественные китайские 6-дюймовые суппорты теперь доступны менее чем за 20 долларов.
от таких поставщиков, как Enco или J&L.
Должно быть само собой разумеющимся, что вы не должны никогда
попытаться измерить работу, когда она находится в движении. Когда токарный станок остановлен, принесите циферблат
штангенциркуль до конца и с помощью роликовой ручки сомкните губки суппорта на
заготовка. Я стараюсь использовать кончики штангенциркуля, так как они тоньше. Захват работы
в более толстой части кулачков штангенциркуля может развести кулачки на несколько тысяч, если вы
покрутите суппорт даже на небольшую величину.
Мне нравится снимать показания циферблата, пока он
все еще захватывает работу, так как легко непреднамеренно повернуть суппорт при снятии
это, тем самым изменив чтение. Вы можете использовать стопорный винт на суппорте, чтобы помочь
предотвратить это. Сдвиньте губки прямо с заготовки, стараясь не перекрутить
каверномер.
Рекомендуется провести как минимум два отдельных измерения
просто чтобы убедиться, что вы поняли это правильно. Как оказалось (без каламбура) гораздо проще удалить
металла, чем положить его обратно 😉
Поворот плеча
Уступ — точка, в которой диаметр заготовки
меняется без конусности от одного диаметра к другому. Другими словами, угол 90 градусов.
лицо перемещается от одного диаметра к другому, как вы можете видеть на следующей фотографии.
Сделаем уступ на нашей заготовке, уменьшив
диаметр конца заготовки на расстоянии около 1/2″.
Переместите поперечный суппорт примерно на 0,020 и используйте силовую подачу, чтобы
отогните конец заготовки примерно на 1/2 дюйма. Повторите это еще несколько раз.
раз, пока не уменьшите диаметр концевой секции примерно до 1/2″.
Поскольку кончик инструмента закруглен, внутренний край
плечо приобретает округлый профиль.
Чтобы получить красивый квадратный край, мы должны переключиться на инструмент с
острый конец заточен под углом менее 90 градусов, чтобы он мог работать прямо в
угол плеча.
Теперь мы будем использовать этот заостренный инструмент, чтобы сделать квадратную отделку.
врезаться в угол плеча. Так как это такое короткое расстояние, мы будем использовать ручную
подача, а не силовая подача. Вы можете использовать ручную подачу при вращении ходового винта — просто не зацепляйте
полуорех.
Чтобы получить красивое квадратное лицо на плече, вам нужно
сделать лицевой срез. Это работает лучше всего, если вы сделали блокировку каретки на своем токарном станке. Замок
каретку и очистите поверхность плеча, пока она не станет квадратной. Если вы используете
остроконечный инструмент, вам нужно будет использовать довольно высокие обороты, скажем, 1500, и продвигать инструмент
медленно, иначе вы получите небольшие бороздки на заостренном кончике вместо красивой гладкой поверхности.
финиш.
Если вы еще не сделали себе каретный замок, вам понадобится
использовать полугайку, чтобы зафиксировать каретку на месте для торцовки. Конечно, вы должны
сначала отсоедините ходовой винт, прежде чем делать это!
Наконец, вы можете использовать файл, как описано в
лицевой срез, чтобы сделать красивый скошенный край на внешнем крае плеча и на конце
заготовки.
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Операции: Сверление Сверление Облицовка
Накатка
Нарезание резьбы Резьба Токарная обработка
Токарная обработка
Что такое поворот?
Токарная обработка — это процесс механической обработки, используемый для изготовления цилиндрических деталей, при котором режущий инструмент движется линейно, а заготовка вращается. Токарная обработка, обычно выполняемая на токарном станке, уменьшает диаметр заготовки до заданного размера и обеспечивает гладкую поверхность детали. Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ). Сложные токарные центры также могут выполнять различные фрезерные и сверлильные операции.
Несмотря на то, что наши токарные станки с ЧПУ различаются по размеру и мощности, от моделей с двумя осями до станков с вращающимся шпинделем и вторым шпинделем, мы проектируем каждый из них с учетом качества, надежности, простоты в эксплуатации и безопасности. Кроме того, благодаря нашей философии производства «Производство по требованию» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
Наш язык программирования MAZATROL берет свое начало в наших токарных станках. Для обработки как простых, так и сложных деталей, требующих 4-осевой токарной обработки, MAZATROL дает вам возможность программировать эти детали с помощью либо диалогового программирования, либо программирования G-кода (EIA/ISO) — или даже комбинации два типа программирования.
Благодаря нашей философии производства «Производство по запросу» все наши токарные станки оснащены новейшими и самыми передовыми токарными технологиями для повышения вашей производительности и развития вашего бизнеса.
- Высокоскоростные токарные и фрезерные шпиндели с высоким крутящим моментом обеспечивают быстрое, точное и агрессивное удаление металла
- Вторые шпиндели обеспечивают чистовую обработку обратной стороны или последовательную обработку деталей
- Вращающиеся инструментальные шпиндели обеспечивают производительность фрезерования, сверления и нарезания резьбы на уровне обрабатывающего центра
- Конфигурации с двумя шпинделями и двумя револьверными головками обеспечивают инновационные возможности обработки деталей
- Тормоза передней бабки по всей окружности оси C
- Функция оси Y обеспечивает больший диапазон обработки геометрии детали
- Мощные встроенные задние бабки с ЧПУ позволяют автоматизировать процессы
- MX обеспечивают долговечность и надежность для долговременной точности
- Дополнительная длинная расточная оправка с возможностью обработки глубоких отверстий обеспечивает чрезвычайно производительную обработку
- Удобные, многофункциональные системы ЧПУ упрощают программирование и повышают производительность
- Совместимость с устройством подачи прутка, портальным загрузчиком и артикуляционным роботом увеличивает производительность и позволяет выполнять операции без освещения
Гибридные роликовые направляющие
Наш широкий выбор усовершенствованных токарных станков с ЧПУ, некоторые из которых обладают многозадачностью, эффективно справляются со всем, от токарной обработки мелких деталей до тяжелой обработки больших заготовок с длинным валом, а также в производственных количествах, которые варьируются от отдельных деталей до тысяч компонентов в неделю. На самом деле, мы предлагаем самую универсальную линейку быстрых, мощных и прецизионных токарных центров на рынке, от станков с вертикальной или горизонтальной ориентацией шпинделя до тех, которые включают в себя два токарных шпинделя, возможность фрезерования и функциональность оси Y для повышения производительности благодаря DONE IN ОДНО производство.
Серия QUICK TURN
Серия горизонтальных токарных станков мирового класса, преимущественно производимых во Флоренции, Кентукки, которые могут справиться с любыми задачами, начиная от мелкосерийного производства и заканчивая высокопроизводительным производством. Прочная конструкция ступенчатой платформы превосходит все ожидания даже в самых требовательных приложениях.
- Встроенный главный и второй шпиндель/передняя бабка
- Доступны конфигурации станков с вращающимся инструментом, осью Y и вторым шпинделем
- MX-Роликовая направляющая машинная конструкция
- Система ЧПУ MAZATROL SmoothG и оборудование
- Варианты автоматизации, такие как устройства подачи прутка, портальные роботизированные системы, автоматическая дверь, улавливатель автозапчастей и интерфейс робота
Подробнее
Серия QT-Ez
Горизонтальные токарные станки серии QT-Ez, произведенные в Кентукки, делают качество и надежность Mazak доступными практически для любой мастерской, обеспечивая производительность и компактность по доступной цене. Доступные опции включают задние бабки, управление стружкой и многозадачность, которые добавляют DONE IN ONE ® для обработки за один установ.
- Мощная и надежная шпиндельная бабка со встроенным двигателем
- Гибридная система роликовых направляющих MX повышает жесткость, точность и надежность
- Конфигурации револьверной головки включают 2-осевой барабан, Mazak с болтовым креплением или BMT 55 для вращающихся инструментов
- Вращающийся инструмент (M) и внеосевая обработка по оси Y (Y) для многозадачной обработки
- Высокопроизводительный второй шпиндель (S) доступен для обработки деталей DONE IN ONE
Подробнее
Переворачивание фотографий
Свяжитесь с местным представителем Mazak или посетите один из наших технологических центров , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.
Токарная обработка металла 101 | Руководство по правильному производству
История токарной и прядильной обработки металлов насчитывает тысячи лет. Первое графическое свидетельство, обнаруженное археологами в гробнице египетского фараона Петосириса IV века. На картине изображены двое мужчин, работающих на древнем токарном станке.
Техники могут выполнять токарную обработку металла вручную, но большинство мастерских используют в своей работе механизированные токарные станки. Сегодня мы рассмотрим введение в токарную обработку металла. Мы рассмотрим такие вопросы, как: Что такое токарная обработка металла? Какие металлы можно точить? Что можно получить в процессе токарной обработки металла? И более.
В компании Elemet Manufacturing, Inc. наши опытные механики и техники-чертежи тщательно адаптируют нашу технологию к вашим потребностям проектирования от начала и до конца. Вы можете положиться на то, что наши процессы токарной обработки металла соответствуют самым высоким стандартам качества и эффективности. Свяжитесь с нами сегодня!
Что такое точение металла?
Токарная обработка — это самый простой процесс механической обработки. Это также наиболее распространенная операция токарной обработки.
В процессе токарной обработки металла режущий инструмент вычитает металлические детали из внешнего диаметра вращающейся заготовки. Основная цель токарной обработки металла – уменьшить заготовку до требуемых размеров.
Токарная обработка может быть на внешней поверхности детали или внутри, также называемая расточкой. Материал, используемый в этом производстве, обычно представляет собой заготовку, полученную в результате других процессов, таких как литье, ковка, экструзия или волочение.
Токарная обработка металла — это вид механической обработки. Это процесс удаления материала, используемый для создания вращающихся деталей путем резки ненужного материала.
Для токарной обработки металла требуется токарный или токарный станок, заготовка, приспособление и режущий инструмент. Заготовка представляет собой кусок предварительно сформированного металла, закрепленный на приспособлении. Приспособление прикреплено к токарному станку и вращается с высокой скоростью.
Резак обычно представляет собой одноточечный режущий инструмент, соединенный с устройством. Однако для некоторых операций используются многоточечные инструменты. Выбранный режущий инструмент входит во вращающуюся заготовку и срезает материал на мелкие кусочки, чтобы создать желаемую форму.
Токарная обработка позволяет получать вращающиеся, как правило, осесимметричные детали со многими элементами, такими как отверстия, канавки, резьба, конусность, ступени различного диаметра и даже контурные поверхности. Детали, которые полностью изготавливаются путем токарной обработки, часто включают компоненты ограниченного тиража, возможно, для прототипов.
Токарная обработка металла также обычно используется в качестве вторичного процесса для добавления или улучшения характеристик изготовленных деталей с использованием другого подхода. Благодаря чистоте поверхности и высоким допускам, которые предлагает токарная обработка металла, она идеально подходит для добавления прецизионных вращательных элементов к элементу, основная форма которого уже сформирована.
Теперь давайте подробно рассмотрим различные виды токарной обработки металла и некоторые дополнительные процессы:
Растачивание
Растачивание — это процесс металлообработки, в ходе которого увеличивается уже просверленное (или отлитое) отверстие с помощью одноточечной резки. инструмент (или расточная головка, содержащая несколько таких инструментов). Растачивание обычно используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание — это аналог точения по внутреннему диаметру, при котором вырезаются внешние диаметры.
Токарная обработка фаски
Подобно ступенчатой токарной обработке, токарная обработка фаски создает угловой переход квадратной кромки между поверхностями с разным диаметром обточки.
Точение по контуру
При точении по контуру режущий инструмент движется в осевом направлении по заданной геометрии. Многократные проходы контурного инструмента необходимы для создания желаемых форм в готовом изделии.
Сверление
Сверление — это процесс удаления материала изнутри заготовки. В этом процессе используются стандартные сверла, неподвижно закрепленные в револьверной головке токарного станка. Данную процедуру могут выполнять отдельно приобретаемые сверлильные станки.
Нарезание торца
Нарезание торца в контексте токарной обработки металла включает в себя перемещение выбранного режущего инструмента под прямым углом к оси вращения заготовки. Облицовка выполняется операцией поперечного суппорта. Первая операция часто выполняется при изготовлении заготовки, а часто и последняя, отсюда и фраза «обработка».
Нарезка канавок
В металлообработке нарезка канавок похожа на отрезку, но канавки нарезаются на определенную глубину вместо того, чтобы полностью отделять деталь от заготовки. Машинисты могут выполнять нарезку канавок на внутренних и внешних поверхностях, а также на лицевой стороне детали (также известную как нарезка торцевых канавок или трепанация).
Твердое точение
Твердое точение состоит из точения металлов с твердостью по Роквеллу С выше 45. Оно обычно выполняется после термической обработки заготовки. Процесс твердого точения имеет тенденцию заменять более традиционные операции шлифования.
Твердое точение подходит для деталей, требующих точности круглости 0,5-12 микрометров или шероховатости поверхности Rz 0,8-7,0 микрометров. Твердое точение включает, среди прочего, шестерни, компоненты ТНВД и гидравлические компоненты.
Накатка
Накатка — это нарезание зубчатого рисунка на поверхности детали для использования в качестве рукоятки с помощью специального инструмента для накатки.
Отрезка
В процессе отрезки, также называемого отрезкой или отрезкой, создаются глубокие канавки, которые отделяют готовый или частично готовый компонент от исходной заготовки.
Многоугольная токарная обработка
Многоугольная токарная обработка представляет собой процесс токарной обработки, при котором некруглые формы обрабатываются без прерывания вращения исходного материала.
Расширение
Расширение — это размерная операция, при которой небольшое количество металла удаляется из уже просверленного отверстия. Развёртывание используется для изготовления внутренних отверстий чрезвычайно точных диаметров. Например, отверстие диаметром 6 мм делается путем сверления сверлом диаметром 5,98 мм, а затем расширяется до точных размеров.
Сферическое точение
Сферическое точение придает заготовке форму шара.
Ступенчатая токарная обработка
В процессе ступенчатой токарной обработки создаются две поверхности с резким изменением диаметра между ними. Готовое изделие напоминает ступеньку.
Коническое точение
Коническое точение позволяет получить коническую поверхность путем постепенного уменьшения или увеличения диаметра цилиндрической заготовки. Эта операция сужения находит широкое применение в конструкции машин.
Почти все шпиндели станков имеют конические отверстия, в которые вставляются конические хвостовики различных инструментов и приспособлений для удержания заготовок. Токарная обработка с конусом создает наклонный переход между двумя поверхностями заготовки разного диаметра. Результат возникает из-за углового движения между заготовкой и режущим инструментом.
Нарезание резьбы
Как стандартная, так и нестандартная резьба может быть нарезана на токарном станке с использованием соответствующего режущего инструмента. Либо снаружи, либо внутри отверстия, обычно называемое одноточечной резьбой.
Какие металлы могут токарные станки?
Теперь, когда мы рассмотрели «что такое токарная обработка металла», давайте обратимся к тому, что могут обрабатывать материалы, и они используют несколько различных металлов в процессе токарной обработки металла:
- Черные металлы, такие как железо, сталь или литье железо
- Алюминий
- Латунь и другие медные сплавы
- Жаропрочные никелевые сплавы
- Титан
- Другие цветные металлы
Зачем работать с токарной мастерской?
Нет простого способа описать преимущества высококачественной прецизионной обработки и ее важность в современной производственной экономике. Надеюсь, сегодня мы ответили на основной вопрос: «Что такое токарная обработка металла»?
В компании Elemet Manufacturing, Inc. наши опытные механики и техники-чертежи тщательно адаптируют нашу технологию к вашим потребностям проектирования от начала и до конца. Вы можете положиться на то, что наши процессы токарной обработки металла соответствуют самым высоким стандартам качества и эффективности. Свяжитесь с нами сегодня!
Различные типы токарных инструментов, которые можно использовать при токарной обработке с ЧПУ
Токарные режущие инструменты — это инструменты, которые можно использовать с токарным станком для изготовления токарных деталей и придания материалам желаемой формы. Они являются важной частью обработки с ЧПУ. Однако о них мало что известно об их использовании, поскольку существует множество типов режущих инструментов.
Таким образом, в этой статье мы подробно расскажем о различных типах токарных инструментов, применяемых при токарной обработке с ЧПУ. Из этого руководства вы также можете узнать, как выбрать правильные типы режущих инструментов, что такое токарный станок и различные операции по резке на токарном станке. Давайте погрузимся прямо в.
Что такое токарный станок?
Токарный станок — это обрабатывающий инструмент, который может вращать металл или дерево до нужной формы. Он использует стационарные режущие инструменты токарного станка для выполнения нескольких операций, таких как токарная обработка, подрезка, накатка, сверление, торцовка, растачивание и резка. А токарный станок часто используется для удаления лишнего материала с заготовки для достижения заданного размера и формы заготовки.
Общие операции с режущим инструментом на токарных станках
В зависимости от токарного станка существуют различные операции токарной обработки, которые можно выполнить, чтобы получить желаемую форму. Ниже приведено краткое объяснение общих операций, которые вы используете в своем проекте обработки с ЧПУ.
·
Торцовка
Торцовка является первым этапом большинства токарных операций. Он включает в себя резку металла с конца, чтобы он подходил под прямым углом к оси.
·
Сужение
Сужение предполагает резку металла до формы конуса с помощью составного суппорта. В зависимости от требований вы также можете изменить угол, отрегулировав составной суппорт.
·
Параллельное точение
Параллельное точение предполагает резку материала параллельно оси. Это важная операция, используемая для уменьшения диаметра материала.
·
Разделение
Разделение — это удаление детали так, чтобы она была обращена к концу. Это включает в себя использование инструмента разделения, который мы представим позже. Вы можете сделать разрез глубже, вытащив инструмент для разделения и перенеся его на сторону разреза.
Классы режущих инструментов для токарных станков
Существует три основных категории режущих инструментов для токарных станков: материал, использование и способ подачи. Ниже приводится подробное введение в три различные классификации и распространенные типы режущих инструментов.
Классификация по материалу
·
Инструмент из быстрорежущей стали
Как звучит его название, токарные станки изготовлены из быстрорежущей стали (HSS), которая может сохранять твердость даже при эксплуатации температура до 1000°F (588°C). Поэтому они идеально подходят для черновой и получистовой обработки.
·
Твердосплавный инструмент
Режущая кромка твердосплавного инструмента изготовлена из карбида. Поэтому они идеально подходят для резки железа, пластика, стекла, камня, стали и других сложных материалов.
·
Алмазный диск
Алмаз — очень твердый и износостойкий материал. Он имеет низкий коэффициент трения, высокий модуль упругости, высокую теплопроводность и низкий коэффициент теплового расширения. Следовательно, токарные инструменты с алмазной режущей кромкой идеально подходят для точной обработки хрупких, износостойких, податливых и твердых материалов, таких как графит.
·
Другие материалы
Режущая кромка этих типов инструментов для токарных станков изготавливается из других материалов, таких как кубический нитрид бора и керамика. Поэтому они идеально подходят для черновой обработки и резки твердых сплавов.
Классификация токарных режущих инструментов по использованию
·
Токарный инструмент
Существует два основных типа токарных режущих инструментов с точки зрения их использования: инструменты для черновой обработки и инструменты для чистовой обработки.
Инструменты для чернового точения
Инструменты для чернового точения используются для удаления больших частей заготовки за очень короткое время. Они имеют шлифованный угол резания, который позволяет выполнять удаление, и они могут выдерживать максимальное давление резания.
Инструмент для чистовой токарной обработки
Инструмент для чистовой токарной обработки — это тип токарных станков, используемых для удаления мелких деталей заготовки. Уголок шлифуется и, судя по его названию, конечный продукт имеет гладкую и аккуратную поверхность.
·
Расточной инструмент
Расточный инструмент — это тип токарного инструмента, используемый для увеличения отверстия. Эти токарные режущие инструменты вставляются в уже существующее отверстие и используются для расширения диаметра отверстия.
·
Инструмент для снятия фаски
Инструмент для снятия фаски — это режущий инструмент для токарной обработки, используемый для создания борозды на детали. Его также можно использовать для создания гладких или опасных кромок на заготовке.
·
Накатной инструмент
Накатной инструмент — это тип токарного инструмента, который может производить токарные детали с накаткой путем создания определенного шаблона в круглом сечении. Поэтому Вы можете использовать их в качестве захвата для ручек или крепежных элементов, таких как гайки.
·
Отрезной инструмент
Отрезной инструмент — это инструмент с узким лезвием, используемый для отрезания кусков материала от заготовки. Он имеет множество форм и популярных применений, что указывает на то, что он работает как токарный и режущий инструмент.
·
Инструмент для нарезания резьбы
Инструмент для нарезания резьбы применяется для нарезания резьбы на детали токарного станка. Существуют две основные формы: нарезание внутренней и наружной резьбы. Нарезание наружной резьбы заключается в том, что заготовка удерживается в патроне или устанавливается между двумя центрами. Однако при нарезании внутренней резьбы деталь удерживается в патроне, в то время как инструмент перемещается по ней в линейном формате, снимая стружку с заготовки по мере ее прохождения.
·
Торцовочный инструмент
Торцовочный инструмент — это тип токарного станка, используемый для обработки плоской поверхности, перпендикулярной оси вращения заготовки. Держатель инструмента, расположенный на каретке токарного станка, удерживает инструмент во время процесса таким образом, чтобы он мог подавать перпендикулярно оси вращения детали.
Классификация режущих инструментов токарных станков по способу применения подачи
·
Правосторонний инструмент
Правосторонний инструмент удаляет материал при движении справа налево (занимается только вид сверху, сохраняя переднюю поверхность вверху) . Название инструмента для правой руки было использовано на основе аналогии с человеческой рукой. Используя правую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на левой стороне инструмента.
·
Левосторонний инструмент
В отличие от правостороннего инструмента, левосторонний режущий инструмент удаляет материал при движении слева направо (вид сверху с видимой передней поверхностью). Используя левую человеческую руку, большой палец представляет направление подачи инструмента. Следовательно, основная режущая кромка инструмента находится на правой стороне инструмента.
·
Инструмент с круглым концом
Токарный инструмент с круглым концом не имеет заднего или бокового угла. Таким образом, инструмент подается слева направо или справа на левый конец станины токарного станка. Однако в некоторых случаях инструмент с круглым наконечником может иметь небольшой задний угол. Из-за круглой кромки токарные инструменты с круглым концом являются популярными инструментами для чистовой токарной обработки.
Как выбрать токарные станки
Выбор режущего инструмента для токарного станка зависит от определенных факторов, касающихся оборудования, и ниже приведены очень важные факторы, которые необходимо учитывать.
Тип материала
Тип материала, который вы режете на станке с ЧПУ, является одним из важных факторов, поскольку он определяет тип токарного инструмента, который вы можете использовать. Важные свойства, на которые следует обратить внимание перед выбором токарного станка, включают твердость, износостойкость, ударную вязкость и жесткость. Эти свойства могут определять тип режущего инструмента, используемого в токарных станках. Например, для очень твердых материалов требуются твердосплавные или алмазные инструменты.
Форма инструмента
Форма инструмента также является еще одним фактором, который следует учитывать при выборе. Расположение режущей кромки также определяет направление, в котором инструмент будет резать (правосторонние инструменты, левосторонние инструменты и инструменты с круглым концом).
Желаемая форма
Все типы токарных инструментов, перечисленные в классификации по использованию, могут привести к заданной форме. Следовательно, вы должны интегрировать желаемую форму в необходимые токарные станки. Из-за сложности большинства изделий с ЧПУ вам может потребоваться выбрать несколько режущих инструментов.
Выбор правильных типов инструментов, используемых на токарных станках, может быть немного проблематичным, если вы новичок в процессах токарной обработки с ЧПУ. Однако вместо того, чтобы беспокоиться о том, как много вам нужно знать, почему бы не воспользоваться услугами профессионалов в такой области. В RapidDirect работают инженеры с многолетним опытом работы с ЧПУ, которые разбираются в различных типах режущих инструментов токарных станков и их применении. Выбирая нас, вы получаете доступ к многолетнему опыту и отношение к качественной доставке. Просто свяжитесь с нами. Мы к вашим услугам!
Заключение
Режущие инструменты токарного станка являются важной частью любой обработки с ЧПУ или токарной обработки с ЧПУ. Тем не менее, существует множество типов режущих инструментов на токарных станках, доступных для многих инженеров. Чтобы упростить его, в этой статье продемонстрированы различные классификации токарных инструментов и способы их выбора. Если вы все еще не уверены, какой тип токарных станков может привести к желаемой форме, вы можете загрузить свой файл САПР, чтобы получить профессиональные предложения от нашей команды экспертов, или свяжитесь с нами по электронной почте сейчас.
Загрузите файл CAD здесь
Часто задаваемые вопросы
Для чего используются режущие инструменты?
Режущие инструменты, также известные как фрезы, представляют собой инструменты, используемые для удаления частей заготовки. Они устанавливаются на токарный станок, который используется для токарной обработки материалов и придания им желаемой формы. Примерами режущих инструментов являются расточные инструменты, инструменты для снятия фасок и т. д.
Какие бывают типы режущих инструментов для токарных станков?
Токарные станки можно разделить на разные категории. Наиболее распространенные классификации включают:
Применение: токарный инструмент, расточный инструмент, инструмент для снятия фаски, инструмент для нарезания канавок и т. д.
Материал: инструмент из быстрорежущей стали, твердосплавный инструмент, алмазный диск, другие материалы и т. д.
Способ применения подачи: правосторонний инструмент, левосторонний ручной инструмент, инструмент для круглых шлангов.
Токарные станки по металлу | WorkSafe
Токарные станки по металлу, особенно токарные станки с центровым или моторным приводом, обычно используются для обработки металлических деталей.
Закрепленная в патроне заготовка поворачивается против инструмента, который отрезает металл от заготовки. Детали создаются путем обтачивания заготовки на одном или обоих концах токарного станка и изменения ее формы с помощью инструментов с определенными режущими кромками.
Рисунок 1: Токарный станок по металлу
Опасности
- Подъем тяжестей
- Контакт, удар или запутывание движущихся частей/незакрепленных предметов
- Контакт с металлической стружкой или стружкой
- Контакт с охлаждающей жидкостью
- Негерметичные гидравлические шланги
- Неподходящие инструменты и методы полировки
- Шум
- Поскальзывания, спотыкания и падения
- Контакт, удар или запутывание в результате неожиданного движения (во время технического обслуживания, чистки и ремонта)
Средства индивидуальной защиты (СИЗ)
- Наушники
- Защита для глаз
Задачи
Задачи — Загрузка и выгрузка
Опасность
Тяжелый подъем
Вред
- Переутомление
Органы управления
- ИСПОЛЬЗУЙТЕ при необходимости механическое подъемное приспособление.

- НЕ работайте на токарном станке во время загрузки и разгрузки.
Задача — закрепить заготовку и выполнить рез
Опасность
Тяжелый подъем
Вред
- Глубокие порезы или ампутации
- Синяк
- Переломы
Органы управления
- ЗАКРЫВАЙТЕ детали (например, ключи патрона, инструменты или стружку) в защитные кожухи с блокировкой, чтобы избежать ударов.
- ИСПОЛЬЗУЙТЕ подходящий патрон для заготовки.
- СОХРАНЯЙТЕ переднюю бабку от незакрепленных предметов.
- ИЗБЕГАЙТЕ ношения свободной одежды, украшений или перчаток – они повышают риск запутывания.
- РАЗМЕЩАЙТЕ органы управления токарным станком, чтобы ИЗБЕГАТЬ доступа через рабочую зону.
- Заготовки НЕ ДОЛЖНЫ выступать за переднюю бабку токарного станка. В этом случае ДОЛЖНА быть обеспечена адекватная поддержка.
Движущиеся части могут включать:
- ведущие шестерни
- патроны/ключи для патронов
- ходовой и подающий винты
- инструменты или стружка
- Крупногабаритные или недостаточно закрепленные заготовки.
Ключи патрона могут быть подпружинены для извлечения, когда оператор убирает руку. Защитный кожух с блокировкой патрона не может закрыться до тех пор, пока не будет извлечен ключ.
Опасность
Контакт с металлической стружкой или стружкой
Вред
- Ожоги или повреждения кожи
Органы управления
- СОХРАНЯЙТЕ металлическую стружку.
Другие (немеханические) опасности
Опасность
Контакт с охлаждающей жидкостью
Вред
- Затрудненное дыхание и повреждение кожи
Органы управления
- УБЕДИТЕСЬ, что охлаждающие жидкости и смазочные материалы:
- СОДЕРЖИТСЯ для предотвращения вреда
- ОБРАБАТЫВАЕТСЯ или ЗАМЕНЯЕТСЯ в соответствии с инструкциями производителя.
Опасность
Негерметичные гидравлические шланги
Вред
- Протечки могут проникать через кожу
- Боль в руке
- Повреждение тканей и мышц
- Колотые раны
Органы управления
- В случае утечки масла, вздутия или износа стенок шланга НЕОБХОДИМО заменить неисправные детали.
- НЕ используйте руки или пальцы для обнаружения утечек гидравлического масла.
- Если масло просачивается на чью-либо кожу или кто-то, работающий рядом с гидравлическим маслом под давлением, думает, что его укусило насекомое, его НЕОБХОДИМО ДОСТАВИТЬ в больницу, а полную информацию предоставить медицинскому персоналу.
- ПРИМЕНЯЙТЕ программу профилактического обслуживания (гидравлические шланги и муфты гидравлических шлангов).
Опасность
Запутывание из-за несоответствующих инструментов и методов полировки наждачной бумагой
Вред
- Порезы
- Размозжение ран
Органы управления
- ИЗБЕГАЙТЕ ношения свободной одежды, украшений или перчаток – они повышают риск запутывания.
- Наждачная бумага ДОЛЖНА быть надежно закреплена за концы – НЕ оборачивайте руки или полностью вокруг заготовки.
Инструменты ДОЛЖНЫ быть отшлифованы и отполированы. Если на них есть царапины или порезы, металл, скорее всего, зацепится и порвется во время вращения.
Рис. 2. Наждачная бумага прикреплена к прочному стержню
Рис. 3. Наждачная бумага прикреплена к держателю инструмента
.
Рис. 4. Наждачная бумага закреплена в «щелкунчике»
Опасность
Шум
Вред
- Повреждение или потеря слуха
Органы управления
- СНИЖИТЕ уровень шума, изолируя машины или закрывая их шумозащитными экранами.
- ОЦЕНИТЕ уровень шума.
- ОРГАНИЗУЙТЕ проверку слуха.
- ВСЕГДА НОСИТЕ средства защиты органов слуха.
Безопасный уровень шума в течение восьмичасового рабочего дня составляет 85 дБ(А). Токарный станок по металлу может превысить эту интенсивность шума. Гидравлические насосы также могут быть шумными.
Опасность
Поскальзывается и падает
Вред
- Ловушка
- Порезы
- Синяк
- Контакт с жидкостями
Органы управления
- ПОДДЕРЖИВАЙТЕ современные процедуры уборки.
