Расточный станок это: Расточный станок | это… Что такое Расточный станок?
Содержание
Координатно-расточные станки — обзор возможностей
Координатно-расточные станки занимают особое место в мире станков, поскольку на них возлагается одна из наиболее сложных задач – создание высокоточных отверстий, характеризующихся чрезвычайно малыми отклонениями размещения относительно друг друга. Такие агрегаты комплектуются особым отсчетным устройством. Оно позволяет достигать высокой точности обработки заготовки. Погрешность при создании отверстия не превышает 1 микрометра. Также координатно-расточные станки оснащаются специальным устройством контроля отклонений, что делает работу на них, фактически, ювелирной.
Данная техника применяется для обработки межцентровых отверстий в тех случаях, когда важно, чтобы расстояния между ними точно соответствовали заданным координатам на плоскости. При этом в процессе работы с заготовкой не используются специальные конструкции для направления инструмента.
Что же можно делать на координатно-расточной технике? Станки подобного плана предназначены для предельно точного сверления, растачивания, чистового фрезерования, развертывания и ряда других работ, таких как проведение разметочных работ, измерение и контроль параметров детали. В основном необходимость в такой технике возникает при проделывании отверстий, где важна максимальная точность взаимного размещения. Координатно-расточные машины могут применяться как единичном, так и в мелко- или крупносерийном производстве.
В основном необходимость в такой технике возникает при проделывании отверстий, где важна максимальная точность взаимного размещения. Координатно-расточные машины могут применяться как единичном, так и в мелко- или крупносерийном производстве.
Как правило, такие станки комплектуются поворотным столом, что в значительной степени расширяет их функциональность. С их помощью выполняется разметка, и контролируются ключевые размеры, такие как межцентровые расстояния и прочее. Наличие поворотной рабочей поверхности дает возможность работать с отверстиями, заданными в полярной системе координат. Техника в состоянии с удивительной точностью создавать перпендикулярные относительно друг друга или наклонные отверстия. Проточка торцовых поверхностей тоже является важной функцией, возлагаемой на такие машины.
Данные агрегаты имеют оптический элемент, позволяющий отсчитывать целые и дробные части. С помощью координатно-расточных машин можно не только проделывать отверстия, но также осуществлять контроль размеров деталей, выполненных на других агрегатах.

Большинство машин подобного плана могут выдерживать заданные расстояния с точностью до 4 микрометров. Те же модели, что укомплектованы системой цифровой индикации, достигают точности до 1 микрометра. Существует множество разновидностей координатно-расточных станков.
В зависимости от числа стоек выделяют одно- и двухстоечные станки. Первые укомплектовываются крестовым столом, который позволяет перемещать заготовку по двум взаимно перпендикулярным координатным плоскостям. В таких машинах шпиндель осуществляет поступательно-вращательное движение в вертикальной плоскости.
Двухстоечные машины комплектуются столом, установленным на специальных направляющих. Заготовка, зафиксированная на рабочем столе, перемещается по оси абсцисс, в то время как шпиндель перемещается по оси ординат. При этом шпиндельная бабка перемещается в вертикальной плоскости.
В зависимости от степени автоматизации агрегата выделяют координатно-расточные станки с ЧПУ, машины с набором координат и индикацией числового типа, а также агрегаты с системой автозамены инструмента и деталей. Такие агрегаты позволяют достигать максимальной точности в обработке заготовок.
Такие агрегаты позволяют достигать максимальной точности в обработке заготовок.
Применение координатно-расточных станков с ЧПУ очень распространено на крупных предприятиях, где техника подвергается серьезным испытаниям и интенсивному режиму эксплуатации. Такое оборудование делает труд мастера максимально производительным и дает возможность снизить себестоимость готовой продукции, что и способствует его активной популяризации в крупномасштабном производстве.
Также координатно-расточные аппараты делятся на универсальные и узкоспециализированные. Первые же могут быть отделочного и горизонтального типа. Ключевым параметром, отличающим разные модели друг от друга, является диаметр шпинделя. Именно на него мастеру стоит обращать внимание при выборе.
Несмотря на то, что сегодня существует множество вариаций координатно-расточных станков, большинство конструкций состоит из рабочего стола прямоугольной формы, оснащенного продольным или поперечным механизмом перемещения. Рабочая поверхность приводится в движение электрическими приводами, обеспечивающими высокую продуктивность и отменную жесткость. При этом шпиндельная бабка также перемещается в направлении вверх-вниз.
Рабочая поверхность приводится в движение электрическими приводами, обеспечивающими высокую продуктивность и отменную жесткость. При этом шпиндельная бабка также перемещается в направлении вверх-вниз.
Выводы
Координатно-расточные станки – это отдельный класс станков. Они являются незаменимым оборудованием там, где требуется ювелирная точность. Конечно, в большинстве случаев у мастера нет необходимости в таковой, но если уж вам действительно важны тысячные доли миллиметров – координатно-расточная техника обеспечит вам исключительную точность в процессе создания отверстий в самых разных заготовках.
Сегодня такие агрегаты производятся как отечественными, так и зарубежными компаниями. Среди популярных российских моделей стоит выделить такие, как 2а450, 2в440а и 2431.
Координатно-расточные станки выполняют очень важную функцию, создавая отверстия с максимальной степенью точности и осуществляя контроль малейших отклонений. Цифровая индикация позволяет достигать точности в 1 микрометр, а устройство отсчета целой и дробной части дает возможность реализовывать на станке проекты любой сложности.
Если у вас есть необходимость в таком оборудовании – найти достойное предложение на рынке не составит труда. Сегодня производители предлагают поистине широкий выбор как универсальных, так и специализированных станков, среди которых подобрать нужную модель опытному мастеру будет весьма нетрудно.
Станки сверлильно-фрезерно-расточной группы. Классификация и выбор основных технических характеристик.
Металлорежущие станки отечественного производства в зависимости от вида обработки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих станки по их типам. Фрезерные станки относятся к шестой группе. Классификация фрезерных станков по типам приведена в табл. II. 1.
Обозначение (шифрование) моделей станков осуществляется по следующим правилам: первая цифра указывает группу; вторая — определяет тип станка; третья и четвертая — условно обозначают его размер. Кроме цифр обозначение может содержать прописные буквы. Если между первой и второй цифрами стоит буква, это означает, что станок по сравнению с предыдущей моделью подвергся усовершенствованию. Алфавитная последовательность этих букв свидетельствует о дальнейших усовершенствованиях. Так, горизонтально-фрезерный консольный станок модели 6Т82 является более новым по сравнению со станком модели 6Р82. Буквы на конце шифра обозначают: П — повышенную точность; Г — изменение базовой модели; Ш — широкоуниверсальность; Ц — наличие циклового программного управления.
Кроме цифр обозначение может содержать прописные буквы. Если между первой и второй цифрами стоит буква, это означает, что станок по сравнению с предыдущей моделью подвергся усовершенствованию. Алфавитная последовательность этих букв свидетельствует о дальнейших усовершенствованиях. Так, горизонтально-фрезерный консольный станок модели 6Т82 является более новым по сравнению со станком модели 6Р82. Буквы на конце шифра обозначают: П — повышенную точность; Г — изменение базовой модели; Ш — широкоуниверсальность; Ц — наличие циклового программного управления.
Модели станков с числовым программным управлением (ЧПУ) в конце шифра имеют букву Ф и рядом с ней цифры: 1 — для станков с цифровой индикацией 1 и преднабором 2; 2 — для станков с позиционной системой ЧПУ; 3 — для станков с контурной (непрерывной) системой; 4 — для многооперационных станков с контурной (или смешанно-контуриой и позиционной) системой ЧПУ и автоматической сменой инструмента из магазина инструментов.
В качестве признака размерной характеристики приняты размеры (мм) стола станка. По этому признаку станки имеют пять градаций:
По этому признаку станки имеют пять градаций:
- Площадь стола 200 х 800
- Площадь стола 250 х 1000
- Площадь стола 320 х 1250
- Площадь стола 400 х 1600
- Площадь стола 500 х 2000
Станки сверлильно-фрезерно-расточной группы предназначены для обработки деталей произвольной формы, обычно классифицируемых как корпусные и плоскостные детали.
Классификация универсальных станков группы построена с учетом следующих основных признаков: технологическое назначение, тип станка, компоновочные особенности шпиндельных узлов и столов, уровень автоматизации и точность (табл. 1.13.1 — 1.13.6) [15].
1.13.1. Технологические подгруппы (ТПГ) станков сверлильно-фрезерно-расточной группы
| Код | Наименование технологической подгруппы | Обозначение |
| 01 | Вертикально-сверлильные станки | ВСС |
| 02 | Радиально-сверлильные станки | РСС |
| 03 | Горизонтально-расточные станки | ГРС |
| 04 | Координатно-расточные станки | КРС |
| 05 | Консольные фрезерные станки | КФС |
| 06 | Бесконсольные фрезерные станки | БФС |
| 07 | Многоцелевые металлорежущие станки | МС |
1. 13.2. Основные типы станков сверлнльно-фрезерно-расточной группы
13.2. Основные типы станков сверлнльно-фрезерно-расточной группы
| Перемещения основных узлов станка | |||
| Код ТПГ | Несущая система станка | Стол | Шпиндельный узел |
| 01 ВСС | Неподвижная колонна (стойка) | Неподвижный и (или) вертикально-подвижный | Вертикально-подвижный |
| 02 ВСС, РСС | Неподвижная колонна (станина) с поворотной или линейно-подвижной траверсой | Неподвижный и (или) вертикально-подвижный | Крестово-подвижный |
| 03 БФС, МСФ | Неподвижная стойка (портал) | Продольно-подвижный | Крестово-подвижный |
| 04 КРС, БФС | Неподвижная стойка (портал) с вертикально-подвижной поперечной | Продольно-подвижный | Крестово-подвижный |
| 05 ВСС, ГРС | Неподвижная стойка | Крестово-подвижный в горизонтальной плоскости | Неподвижный или вертикально-подвижный |
| 06 КФС, МС | Неподвижная стойка | Крестово-подвижный в вертикальной плоскости | Горизонтально-подвижный |
| 07 ВСС, РСС | Продольно-подвижная колонная стойка (портал) | Неподвижный | Крестово-подвижный |
| 08 ГРС, МС | Продольно-подвижная стойка | Поперечно-подвижный | Вертикально- или крестово-подвижный |
| 09 ТРС, МС | Поперечно-подвижная стойка | Продольно-подвижный | Вертикально- или крестово-подвижный |
| 10 ГРС, МС | Крестово-подвижная стойка | Неподвижный | Вертикально- или крестово-подвижный |
1. 13.3. Дополнительные характеристики станков с учетом шпиндельных узлов
13.3. Дополнительные характеристики станков с учетом шпиндельных узлов
- Одношпиндельный станок с постоянным положением оси шпинделя
- Одношпиндельный станок с постоянным положением оси шпинделя и дополнительной опорой для инструментальной оправки
- Одношпиндельный станок с поворотным шпинделем
- Одношпиндельный станок с поворотно-наклонным шпинделем
- Одношпиндельный станок с дополнительным, перпендикулярным основному, шпинделем
- Одношпиндельный станок с дополнительным поворотным шпинделем
- Одношпиндельный станок с дополнительным поворотно-наклонным шпинделем
- Станок с револьверной головкой
- Многошпиндельный станок (в том числе рядный) с параллельными шпинделями
- Многошпиндельный станок с поворотными (поворотно-наклонными) шпинделями
Примечание. Горизонтальное или вертикальное положение основного шпинделя (шпинделей) определяется принадлежностью станка к какой-либо технологической группе.
1.13.5. Классификация станков по уровню автоматизации
- Ручной
- Ручной с визуализацией цифрового отсчета координат
- Ручной с элементами программного управления
- Полуавтомат с цикловым управлением*
- Автомат с цикловым управлением*
- Полуавтомат с ЧПУ
- Полуавтомат с ЧПУ и автоматической сменой инструментов
- Автомат с ЧПУ и автоматической сменой инструментов и заготовок
- Гибкий производственный модуль
* Для специализированных станков.
1.13.6. Классификация станков сверлильно-фрезерно-расточной группы по точности
| Основные виды станков | Н | П | В | А | C |
| Вертикально-сверлильные | + | + | — | — | — |
| Радиально-сверлильные | + | — | — | — | — |
| Горизонтально-расточные | + | + | + | (+) | — |
| Координатно-расточные | — | — | — | (+) | + |
| Консольные фрезерные вертикальные | + | + | (+) | — | — |
| Консольные фрезерные горизонтальные | + | + | + | — | — |
| Бесконсольные фрезерные одностоечные | + | + | + | — | — |
| Бесконсольные фрезерные двухстоечные | + | + | — | — | — |
| Многоцелевые вертикальные | — | + | (+) | + | (+) |
| Многоцелевые горизонтальные | — | + | (+) | + | — |
1. 13.7. Параметры технической характеристики, отражающие технологические и эксплуатационные возможности, станков сверлильно-фрезерно-расточной группы
13.7. Параметры технической характеристики, отражающие технологические и эксплуатационные возможности, станков сверлильно-фрезерно-расточной группы
- Возможности обработки
- Наибольшие размеры обрабатываемых деталей (площадь рабочей поверхности и высота рабочего пространства).
- Наибольшие размеры обрабатываемых поверхностей (величины перемещений рабочих органов).
- Наибольшая масса обрабатываемых деталей.
- Пределы частот вращения шпинделя и подач рабочих органов.
- Параметры инструментов для предусмотренных видов обработки.
- Количество управляемых от ЧПУ (в том числе одновременно) перемещений рабочих органов.
- Дискретность задания перемещений по линейным и круговым осям координат
- Производительность штучная
- Мощность главного привода
- Пределы частот вращения шпинделя и подач рабочих органов.
- Наибольшие усилия подачи по управляемым осям координат.

- Скорости быстрых перемещений рабочих органов.
- Наличие устройств автоматизации вспомогательных циклов
- Точность обработки станка
- Точность геометрии и траекторий перемещения рабочих органов
- Точность и стабильность позиционирования рабочих органов.
- Точность обработки образцов изделий.
- Статические, динамические и тепловые деформации несущей системы и других важнейших элементов (шпиндель, стол и т.п.)
- Эксплуатационные свойства станка
- Масса станка
- Площадь, занимаемая станком.
- Надежность и долговечность работы систем и узлов станка.
- Энергоэффективность и материалоемкость.
- Техническая и экологическая безопасность
Список литературы
- Аверьянов О. И., Кордыш Л. М. Высокоавтоматизированное оборудование для обработки корпусных и плоскостных деталей // Станки и инструмент.
 1990. № 2. С. 4 — 7.
1990. № 2. С. 4 — 7. - Бобров А. Н., Перченок Ю. Г. Автоматизированные фрезерные станки для объемной обработки. Л.: Машиностроение, 1979. 231 с.
- Брон А. М. Обработка корпусных деталей на многоцелевых станках с ЧПУ. М.: Машиностроение, 1986. 45 с.
- Брон А. М. Опыт создания и перспективы развития гибких систем для обработки корпусных деталей на станкостроительных заводах // Основные проблемы развития технологии машиностроения. М. МДНТП, 1985. 8 с.
- Брон А. М., Гершкович А. Б., Карданский Л. Л. Применение методов моделирования при разработке гибких производственных систем // «Проблемы создания и эксплуатации гибких автоматизированных систем в машиностроении». Материалы Всесоюзной научно технической конференции НТО машпром. М. 1984. 5 с.
- Брон А. М., Косовский В. Л. Основные принципы проектирования ГПС для обработки корпусных деталей // Проблемы создания гибких производственных систем и роботизированных технологических комплексов. Сб.
 научных трудов. М.: ОНТИ. ЭНИМС. 1986. 18 с.
научных трудов. М.: ОНТИ. ЭНИМС. 1986. 18 с. - Брон А. М., Новиков А. Н., Чернявский Л. Б. Заводы-автоматы. Планы и состояние. Аналитический обзор. М.: ВНИИТЭМР, 1988. 56 с.
- Гольдрайх Г. М. Сверлильно-фрезерно-расточные станки ОСПО // Станки и инструмент. 1991. № 8. С. 6 — 8.
- Гольдрайх Г. М., Джугурян Т. Г., Капительман Л. В. Расширение технологических возможностей прецизионных расточных станков. СТИН, 1993, №1. С. 6 — 8.
- Губергриц Л. И., Дроздов Ф. М. Станки для сверления и растачивания глубоких отверстий // Станки и инструмент. 1989. № 4. С. 2 — 4.
- Кирьянов В. Н., Брон А. М. Автоматизация технологической подготовки производства для обработки корпусных деталей на многоцелевых станках с ЧПУ и ГПС на их основе. Методические рекомендации. М.: ВНИИТЭМР, 1985. 93 с.
- Комплексно-автоматизированные участки АСК из станков с ЧПУ, управляемые, от ЭВМ, для обработки корпусных деталей. Информационный материал. М.: ВНИИТЭМР, 1985.
 22 с.
22 с. - Кордыш Л. М., Косовский В. Л. Гибкие производственные модули. М.: Высшая школа, 1989. 11 с.
- Кордыш Л. М. Методика определения времени автоматической смены инструментов и заготовок // Станки и инструмент. 1987. № 3. С. 7 — 9.
- Кордыш Л. М., Аверьянов О. И. Классификация современных универсальных станков сверлилъно-фрезерно-расточной группы. СГИН. 1995. № 11. С. 10 — 15.
- Кузнецов Ю. И., Маслов А. Р., Байков А. Н. Оснастка для станков с ЧПУ: Справочник. М.: Машиностроение, 1983. 356 с.
- Куликов С. И., Волоцепко П. В., Ризванов Ф. Ф. и др. Сверлильные и хонинговальные станки. М.: Машиностроение. 1977. 232 с.
- Кучерявый А. В. Гамма многоцелевых продольных фрезерно-расточных станков с подвижным порталом // Станки и инструмент. 1989. № 12. С. 14 — 17.
- Лоскутов В. В. Сверлильные и расточные станки. М.: Машиностроение, 1981. 152 с.
- Металлорежущие станки и автоматы. Под ред. А. С. Проникова. М.: Машиностроение, 1981.
 479 с.
479 с. - Металлорежущие станки, выпускаемые в СССР. Справочно-информационные материалы. М.: ЭНИМС-ЭНИКС, 1990. 425 с.
- Михайлов О. Г., Коробков А. В. Новая гамма многоцелевых станков и ГПМ вертикальной компоновки // Станки и инструмент. 1992. № 2. С. 6 — 9.
- Ничков А. Г. Фрезерные станки. М.: Машиностроение, 1977. 184 с.
- Номенклатурная ведомость (перечень) гибких производственных модулей и других составляющих компонентов ГПС, осваиваемых производством на 1986 — 1990 гг. М.: ВНИИТЭМР, 1986. 38 с.
- Ныс Д. А., Лурье А. М., Коваль В. Н. Состояние и перспективы развития блочномодульного оборудования для ГПС: Обзорная информация. Вып. № 1 // М.: ВНИИТЭМР, 1988. 56 с.
- Ныс Д. А., Шумяцкий Б. Л., Еленева Ю. А. Развитие автоматизированного проектирования гибких производственных систем для механической обработки / Сер. 1. Станкостроение. М.: ВНИИТЭМР, 1985. 63 с.
- Общемашиностроительные нормативы режимов резания для многоцелевых станков фрезерно-сверлильно-расточной группы.
 М.: ВНИИТЭМР, 1986. 120 с.
М.: ВНИИТЭМР, 1986. 120 с. - Переналаживаемая технологическая оснастка / Под общей ред. Д. И. Полякова. М.: Машиностроение, 1988. 192 с.
- Станки с числовым программным управлением (специализированные) / Под ред. В. А. Лещенко. М.: Машиностроение, 1979. 592 с.
- Третьяков Э. Г., Гринева С. Н., Еленева Ю. А. Современное состояние моделирования структур ГПС. Обзорная информация. Сер. 1. Вып. 5. М.: ВНИИТЭМР, 1988. 48 с.
- Фельдман С. Я. Новая гамма вертикально-фрезерных станков. Станки и инструмент. 1992. № 2. С. 9 — 11.
- Эстерзон М. А. Технология обработки корпусных деталей на многоинструментных расточно-фрезерно-сверлильных станках с программным управлением: Обзор. Сер. С-6-3. Технология металлообрабатывающего производства. М.: НИИМАШ, 1981. 66 с.
Москва, Машиностроение. Энциклопедия 2002. Под редакцией К.В. Фролова
Полезные ссылки по теме. Дополнительная информация
Что такое сверлильный станок и его тип?
Знания
Расточной станок отличается от других станков и в основном подходит для обработки расточных станков.
Опубликовано: 24 марта 2020 г.
- Что такое сверлильный станок?
- Тип расточной машины
Что такое сверлильный станок?
Станки делятся на множество типов в зависимости от их функций, и одним из них является сверлильный станок.
Расточной станок также можно назвать расточной. Сверлильный станок в основном использует расточный инструмент для сверления объекта. После того, как объект закреплен и неподвижен, буровой инструмент перемещается и вращается для обработки.
Тип сверлильного станка:
Существует множество типов сверлильных станков. Общие типы включают горизонтально-расточные станки, напольно-расточные станки, алмазно-расточные станки и координатно-расточные станки.
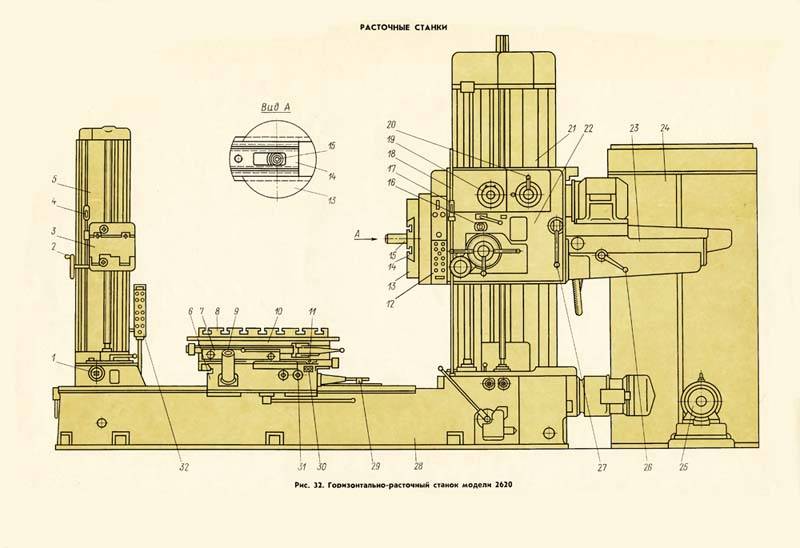
Горизонтально-сверлильный станок:
Подходит для мелкосерийного производства и ремонтных мастерских; это расточной станок с высочайшей производительностью и наиболее широко используемый.Сверлильный станок для пола:
Закрепите предметы на напольной платформе, подходит для обработки больших или тяжелых предметов, подходит для производителей тяжелой техники.
Алмазный сверлильный станок:
Используйте алмазные инструменты или инструменты из твердого сплава для точного растачивания с малой подачей и высокой скоростью резания. Он может завершить процесс расточки с небольшой шероховатостью поверхности. В основном подходит для больших партий.Координатно-расточной станок:
Благодаря точному позиционированию координат он может выполнять рисование линий, измерение координат, масштабирование и другие работы. Он больше подходит для высокоточных форм, размеров и расстояний отверстий, для мелко- и среднесерийного производства или для инструментальных цехов.
Кроме того, существуют вертикально-револьверные расточные и фрезерные станки, а также станки для глубокого сверления.
Опубликовано 24 марта 2020 г.
Источник: pixpo
Дальнейшее чтение
Что такое червячная передача?
Что такое чипформирование?
Что такое сверлильный станок?
Что такое обработка шлифовального станка и его компоненты шлифовального станка?
Что такое Чак?
Технические требования и особенности применения шпинделя токарного станка
Каковы преимущества технологии обработки фрезерных станков?
Каковы различные типы операций бурового станка?
Что такое фреза и ее классификация?
Что такое процесс гибки?
В чем разница между токарным, фрезерным, сверлильным, шлифовальным, сверлильным, строгальным станком, перфоратором?
Обзор интеллектуального производства в Сингапуре и тенденции развития станкостроения
Актуальная тема
Вас также может заинтересовать .
 ..
..
Заголовок
Знание
Основные принципы сварки и ее виды
Сварка – это процесс, в котором используется «тепло» и «электричество» для соединения двух кусков металла, и тип свариваемого металла также влияет на результаты сварки и технические требования; как и многие профессиональные навыки, технология сварки также имеет разные уровни сложности. Сначала разберитесь с наиболее распространенными типами введения в сварку, обучения принципам и анализа навыков.
Заголовок
Знание
Какие существуют типы стружки во фрезерных станках?
Фрезерный станок представляет собой весьма разнообразный обрабатывающий станок, возникший на основе токарного станка. Токарный станок обычно используется для производства цилиндрических или вращающихся деталей, а фрезерный станок обычно используется для производства ромбовидных или невращающихся деталей.
Токарный станок обычно используется для производства цилиндрических или вращающихся деталей, а фрезерный станок обычно используется для производства ромбовидных или невращающихся деталей.
Заголовок
Знание
Понимание элементов управления движением ЧПУ и их трех распространенных типов
Первым преимуществом, предлагаемым всеми формами станков с ЧПУ, является улучшенная автоматизация. Благодаря тому, что вмешательство оператора, связанное с производством заготовок, может быть уменьшено или устранено.
Заголовок
Знание
Обзор использования и функций токарных станков с ЧПУ
Токарные станки — это станки, использующие токарные инструменты для токарной обработки вращающихся заготовок. На токарном станке для соответствующей обработки также могут использоваться сверла, развертки, развертки, метчики, штампы и накатные инструменты. Токарные станки в основном используются для обработки валов, дисков, втулок и других заготовок с вращающимися поверхностями. Они являются наиболее широко используемыми станками в машиностроении и ремонтных заводах.
На токарном станке для соответствующей обработки также могут использоваться сверла, развертки, развертки, метчики, штампы и накатные инструменты. Токарные станки в основном используются для обработки валов, дисков, втулок и других заготовок с вращающимися поверхностями. Они являются наиболее широко используемыми станками в машиностроении и ремонтных заводах.
Заголовок
Знание
В чем причина необходимости обработки поверхности металлов?
Неизбежны некоторые дефекты в процессе обработки механического оборудования или деталей, связанных с металлом. Поэтому процедура обработки поверхности последнего элемента очень важна, и выполняется функция украшения и защиты поверхности, тем самым улучшая характеристики металлических деталей и предотвращая ржавчину.
Заголовок
Знание
Что такое EDM и Wire-Cut EDM? И их отличия
Существуют некоторые различия между обычным электроэрозионным станком и проволочной электроэрозионной обработкой. Различные технологии обработки применяются для различных нужд промышленного производства.
Заголовок
Знание
Что такое жидкие и порошковые краски?
Производители металла, желающие заняться отделкой, должны знать о двух наиболее распространенных вариантах отделки — жидком и порошковом покрытии — и требованиях, предъявляемых к компании, надеющейся применить одно или оба.
Заголовок
Знание
Тенденции мировой лазерной индустрии
В ответ на развитие международного отраслевого спроса лазерная промышленность и технологии начали развиваться в направлении требований полупроводников 5G и интеллектуальных транспортных средств. Лазерная промышленность Тайваня развивалась в течение многих лет и имеет прочную основу, но чтобы продолжать идти в ногу с международным темпом, потребность в независимых лазерных технологиях возрастает.
Заголовок
Знание
Как выбрать между ручным токарным станком и токарным станком с ЧПУ и в чем разница между ними?
Если у вас есть ручной токарный станок или токарный станок с ЧПУ, или если вы думаете о покупке своего первого станка, вы можете подумать о том, какие типы токарных станков вам больше подходят.
Заголовок
Знание
Цепочка поставок полупроводников
Цепочка поставок полупроводников включает в себя все виды производства полупроводников и отраслей проектирования, таких как производство ИС, упаковка и тестирование ИС, проектирование ИС и производство дискретных компонентов.
Заголовок
Знание
Что такое интегрированная робототехника и расширенное управление движением?
Информация — сила. Информация может не только скорректировать процесс принятия решений, но и помочь обнаружить рыночные возможности. Используйте передовые технологии управления движением для оптимизации производительности автоматизированных машин.
Заголовок
Знание
Введение в нарезание резьбы для глубоких отверстий
Резьба обычно является последним элементом, добавляемым к детали. Существуют и другие проблемы, помимо требуемых точных параметров и стандартных проблем с потоковой передачей.
ПромышленностьЧеловекПаукЧеловекПаукЧеловекПаукЧеловекПаукЧеловекПаукЧеловекПаукРосомахаКапитан АмерикаЛюди ИксКрокодил
ТемаЧеловек-паукРосомахаКапитан АмерикаЛюди ИксКрокодил
ПлощадьАфганистанАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермуды БутанБоливияБонэйрБосния и ГерцеговинаБотсванаБразилияБританская территория в Индийском океанеБрунейБолгарияБуркина-ФасоБурундиКамбоджаКамерунКанадаКанарские островаКанарыКанарыКаймановы островаЦентральноафриканская РеспубликаЧадЧаннельские островаЧилиКитайОстров РождестваКокосовые островаКолумбияКоморские островаКонгоОстрова КукаКоста-РикаКот-ДивуарХорватияКубаКюрасаоКипр СШАЧехияДанияДжибутиДоминикаДоминиканская РеспубликаВосточный ТиморЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузский Южный ТерГабонГамбияГрузияГерманияГанаГибралтарВеликобританияГрецияГренландияГренадаГваделупаГуамГватемала ГвинеяГайанаГаитиГавайиГондурасГонконгВенгрияИсландияИндонезияИндияИранИракИрландияОстров МэнИзраильИталияЯмайкаЯпонияИорданияКазахстанКенияКирибатиКорея СеверЮг КореиКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургМакаоМакедония МадагаскарМалайзияМалавиМальдивыМалиМальтаМаршалловы островаМартиникаМавританияМаврикийМайоттаМексикаМидуэй островаМолдоваМонакоМонголияМонтсерратМароккоМозамбикМьянмаНамбияНауруНепалНидерландские Антильские островаНидерланды (Голландия, Европа)НевисНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэОстров НорфолкНорвегияОманПакистанОстров ПалауПалестинаПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныОстров ПиткэрнПольшаПортугалияПуэрто-РикоКатарРеспублика ЧерногорияРеспублика СербияРеюньонРумынияРоссияРуандаСент-БартельмиСент-ЭстатиусСент-ХеленаSt Киттс-НевисСент-ЛюсияСент-МартенСент-Пьер и МикелонСент-Винсент и ГренадиныСайпанСамоаАмериканскийСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСейшельские островаСьерра-ЛеонеСингапурСловакияСловенияСоломоновы островаСомалиЮжная АфрикаИспанияШри-ЛанкаСуданСуринамСвазилендШвецияШвейцарияСирияТаитиТайванТаджики станТанзанияТаиландТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанТеркс и КайкосТувалуУгандаВеликобританияУкраинаОбъединенные Арабские ЭмиратыСоединенные Штаты Штаты АмерикиУругвайУзбекистанВануатуВатикан-государствоВенесуэлаВьетнамВиргинские острова (Британия)Виргинские острова (США)Остров УэйкУоллис и Футана ЙеменЗаирЗамбияЗимбабве
Приостановить
тристик арку
Лорем ипсум
Долор сит амет
Мори лакус авг
скалярный
Сед Ронкус
максимус
Идентификатор Nunc
ниси коммодо
Проин ут гной
Очистить
Применить
Туннелепроходческая машина: что это такое, какие типы существуют, интересные факты
- Ferrovial
- Ресурсы
Что такое ТБМ?
Туннелепроходческая машина — это машина, которая может прокладывать туннели за одну операцию, называемую бурением с полным забоем. Он имеет вращающуюся головку с режущими частями и работает от гидравлических или электрических двигателей, хотя его питание на 100% электрическое.
Он имеет вращающуюся головку с режущими частями и работает от гидравлических или электрических двигателей, хотя его питание на 100% электрическое.
TBM также используется для крепления. Подпорка — это система временной изоляции, используемая в строительстве и инженерных работах для поддержки раскопок или сооружений.
Какие типы туннелепроходческих машин существуют?
Есть две большие группы: кроты и щитовки.
Щиты: это туннелепроходческие машины, предназначенные для проходки мягких пород или рыхлой местности; они требуют настройки поддержки. У них есть внешний металлический кожух, который временно удерживает землю спереди, что позволяет установить окончательную подпорку для обеспечения устойчивости туннеля. Эти туннельные проходческие машины могут быть открытыми или закрытыми, иметь механическое уплотнение, работать под давлением сжатого воздуха, изготавливаться из бентонита (или гидрозащиты) или иметь уравновешивание давления грунта (EPB).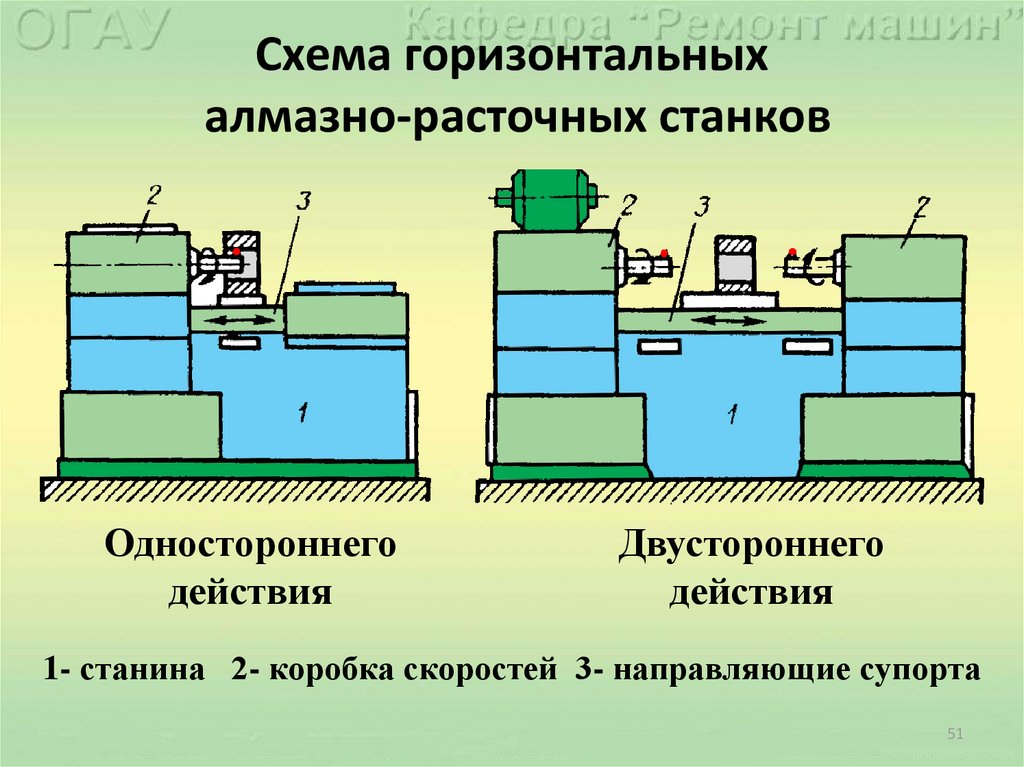
Кроты: Эти тоннелепроходческие машины предназначены для проходки горных пород высокой или средней твердости. Тяговое усилие передается на режущую головку толкающими цилиндрами. В отличие от щитов, у кротов нет стального цилиндра за режущим диском, поэтому они не служат временной опорой.
Существуют также туннелепроходческие машины, известные как с двойным щитом , своего рода смешанная модель, способная работать в качестве крота или щита по мере необходимости.
Когда был изобретен ТБМ?
Первая успешная ТБМ была построена в 1863 году, а в 1875 году Фредерик Бомонт внес в нее усовершенствования. Позже он был обновлен Томасом Томасом в 1880 году. В 1875 году английскому ТБМ было разрешено провести испытания по строительству туннеля под Ла-Маншем.
Какие ориентиры существуют в отношении туннелепроходческих машин в Испании?
Во всем мире существует множество крупных компаний, специализирующихся на строительстве тоннелей для транспортной инфраструктуры.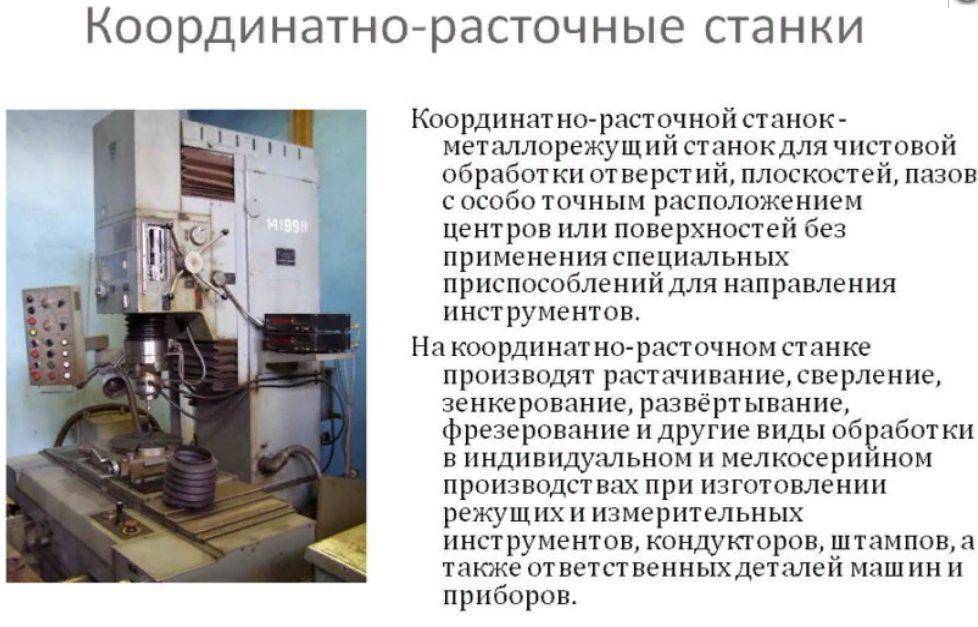 В Испании одним из самых важных является Ferrovial.
В Испании одним из самых важных является Ferrovial.
Среди особенно примечательных проектов, реализованных Ferrovial за последние десятилетия, — туннели лиссабонского метро, аэропорта Хитроу и мадридской автомагистрали M-30. Ferrovial также была частью консорциума компаний, отвечающих за разработку крупнейшего участка Crossrail, нового средства подземного транспорта, который будет пересекать Лондон с востока на запад.
ТБМ Herrecknecht EPB S-120 (диаметром 9,36 метра) была впервые использована компанией Ferrovial в Испании в 1997 году. К тому времени Ferrovial уже использовала щит Kawasaki (90,71 метра в диаметре) в строительстве лиссабонского метро. В 2005 году прибыла Dulcinea (диаметром 15,20 м), самая большая машина для бурения туннелей, которую она использовала на сегодняшний день. Дульсинея использовалась для строительства кольцевой дороги М-30 в Мадриде.
Интересные факты о туннелепроходческих машинах
- Некоторые модели туннелепроходческих машин могут работать 24 часа в сутки, останавливаясь только для технического обслуживания.

