Размеры шурупов: Размеры саморезов
Содержание
Основные размеры саморезов — диаметр и длина. Обзор наиболее популярных метизов
Размерные характеристики саморезов имеют очень важное значение при решении конкретных задач, связанных со сферой строительства. В число основных параметров крепежа стержневого типа, включая самонарезающие винты, входят диаметр, а также длина. Величина первого определяется по внешним кромкам витков резьбовой накатки. Этот параметр стандартизован. Длина является характеристикой производной от конфигурации шляпки. Если она выпуклая, длина изделия измеряется от крайней точки заостренного наконечника до опорной поверхности головки. Когда же шляпка выполнена под потай, данный параметр отображает общую протяженность изделия. Он также стандартизован.
Нормативные документы
Отечественные производители рассматриваемых крепежных деталей руководствуются положениями, преимущественно, таких стандартов:
-
ГОСТ 1146-80. Нормирует выпуск шурупов со шляпкой под полупотай.
-
ГОСТ 1145-80. Устанавливает размерные характеристики шурупов с головкой под потай. -
ГОСТ 1144-80. Регламентирует производство шурупов с полусферической шляпкой.

Интересно, что в названиях этих нормативных документов термин «саморез» не упоминается, а только шуруп. Скорей всего, причина данного явления кроется в том, что первый представляет собой конструктивную доработку второго.
И здесь есть еще один момент. Как известно, резьбовая накатка саморезов проделана по всей длине стержня, практически, до шляпки, а у шурупа примерно на 2/3 от этого от этого параметра. Но то, что прописанные в данных ГОСТах цифры распространяются и на саморезы, подтверждает присутствующее на чертежах исполнений шурупов примечание. Выглядит оно очень просто: b≤L, где
А математический знак «≤» как раз и означает, что эти параметры могут совпадать.
Кроме того, существуют стандарты, название которых имеет близкую смысловую нагрузку к саморезу в общепринятой трактовке этого понятия:
-
ГОСТ 11650-80. Устанавливает размеры самонарезающих винтов с заостренным наконечником и полукруглой шляпкой, предназначенных для скрепления изделий, выполненных как из пластика, так и из металла -
ГОСТ 11652-80. Нормирует производство самонарезающих винтов с заостренным наконечником и со шляпкой под потай, предназначенных для работы с теми же материалами.
Номенклатура размеров
Помимо диаметра и длины, существует еще ряд размерных характеристик самонарезающих винтов, определяющих удобство монтажа (конфигурация шляпки и шлица), и надежность соединения. Рассмотрим, что говорится об этом в вышеуказанных стандартах.
Положения ГОСТа 1144-80
Этим нормативным документом установлено четыре исполнения саморезов.
Размеры параметров, отображенных на выше приведенных чертежах, могут изменяться в таких пределах:
-
длина стержня (обозначение L) – от 7,0 мм до 100,0 мм; -
внешний диаметр резьбы (d) – минимальный 1,60 мм; максимальный 10,0 мм; -
диаметр шляпки (параметр D) – min 3,2 мм; max 20,0 мм; -
высота шляпки (k) – минимальная 1,1; максимальная 7,0 мм; -
глубина шлица крестообразной конфигурации (обозначение h) – 1,2 мм…5,6 мм; -
диаметр шлица крестообразной конфигурации (m) – от 2,0 мм до 10,6 мм.
Самонарезающие винты, выполненные в соответствии с нормами ГОСТа 1144-80, применяются для:
-
закрепления объектов на установочных базах из природного камня, неячеистого бетона и кирпича, в том числе силикатного; -
работы с ГВЛ и ГКЛ – это гипсоволокнистые и гипсокартонные листы, соответственно; -
фиксации элементов конструкции, изготовленных из пластика; -
монтажа профилированных листов и иных подобных материалов; -
скрепления заготовок из металла разных видов.
Нормы ГОСТа 1145-80
Данным стандартом утверждено четыре исполнения саморезов со шляпкой под потай.
Ниже представлены пределы изменения размеров параметров, отображенных на этих чертежах:
-
общая длина изделия (L) – минимальная 7,0 мм; максимальная 100,0 мм; -
внешний диаметр резьбы (параметр d) – от 1,60 мм до 10,0 мм; -
диаметр шляпки (обозначение D) – min 3,0 мм; max 18,0 мм; -
высота шляпки (k) – минимальная 0,96; максимальная 5,0 мм; -
глубина шлица крестообразной конфигурации (параметр h) – 1,1 мм…4,6 мм; -
диаметр шлица крестообразной конфигурации (обозначение m) – от 2,0 мм до 9,7 мм.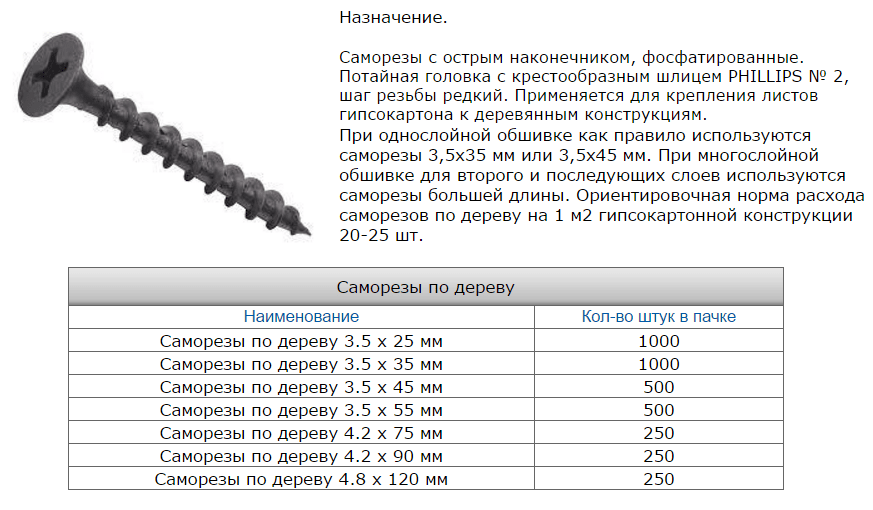
При правильном монтаже саморезов под потай, они не выступают над поверхностью сопрягаемого объекта, и та остается ровной и аккуратной. Благодаря данному фактору эти соединительные детали широко применяются в мебельной индустрии при работе с многослойным строительным материалом, получаемого склеиванием шпона – фанерой, а также ДСтП, когда на участок скрепления в дальнейшем нужно будет установить иные элементы конструкции.
Положения ГОСТа 1146-80
В данном нормативном документе прописаны размерные характеристики саморезов под полупотай. Как и вышеописанные стандарты, он утверждает четыре исполнения крепежных элементов.
Диапазоны изменения размеров отображенных на чертежах параметров выглядят следующим образом:
-
длина изделия без полусферы на шляпке (обозначается литерой L) – min 7,0 мм; max 100,0 мм; -
внешний диаметр резьбы (параметр d) – от 1,60 мм до 10,0 мм; -
диаметр шляпки (обозначение D) – минимальный 3,0 мм; максимальный 18,0 мм; -
высота шляпки без полусферы (k) – min 0,96; max 5,0 мм; -
глубина шлица крестообразной конфигурации (обозначается литерой h) – от 1,5 мм до 6,1 мм; -
диаметр шлица крестообразной конфигурации (параметр m) – 2,3 мм.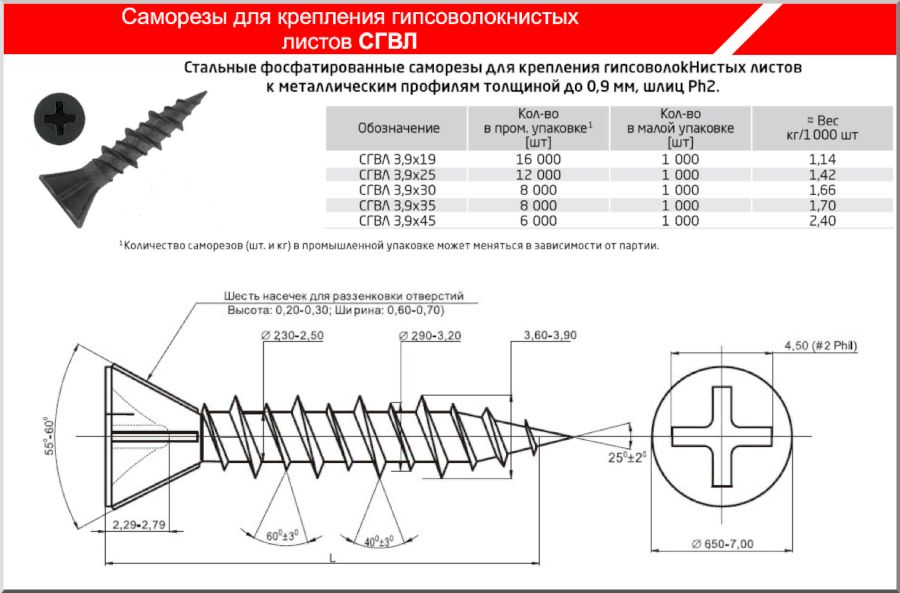 ..11,2 мм.
..11,2 мм.
Саморезы со шляпкой под полупотай нашли широкое применение во многих отраслях промышленного производства. Наиболее эффективно использование этих деталей, когда проводится монтаж объектов, характеризующихся сравнительно небольшой толщиной, или скрепляются металлические листы.
Размеры самонарезающих винтов по ГОСТу 11650-80
Данным нормативным документом установлено два исполнения саморезов.
Размеры отображенных на чертежах параметров изменяются в следующих пределах:
-
внешний диаметр резьбовой накатки (обозначается литерой d) – от 2,5 мм до 8,0 мм; -
длина стержня (параметр L) – минимальная 6,0 мм; максимальная 50,0 мм; -
диаметр шляпки (D) – 4,5 мм…13,0 мм; -
высота шляпки (обозначение k) – min 1,7 мм; max 5,6 мм; -
номинальная ширина плоского (прямого) шлица (параметр n) – от 0,6 мм до 2,0 мм; -
диаметр шлица крестообразной формы (m) – минимальный 2,8 мм; максимальный 7,7 мм; -
глубина шлица крестообразной конфигурации (литера h)– min 0,9 мм; max 3,7 мм.
Основная сфера применения саморезов, выполненных по нормам ГОСТа 11650-80 – строительство. Технические характеристики этих крепежных деталей позволяют использовать их в работах разного масштаба. Они востребованы и у небольших организаций, и у крупных фирм соответствующего профиля деятельности.
Размеры самонарезающих винтов по ГОСТу 11652-80
Государственный стандарт за номером 11652, принятый в 1980 году, устанавливает два исполнения самонарезающих винтов, имеющих заостренный наконечник и шляпку под потай.
Пределы изменений размеров параметров, отображенных на чертежах, представлены ниже.
-
внешний диаметр резьбовой накатки (обозначение d) – минимальный 2,5 мм; максимальный 8,0 мм; -
длина стержня (параметр L) – от 6,0 мм до 50,0 мм; -
диаметр шляпки (литера D) – min 4,7 мм; max 14,5 мм; -
высота шляпки (k) – 1,5 мм…4,0 мм; -
номинальная ширина плоского (прямого) шлица (обозначение n) – от 0,6 мм до 2,0 мм; -
диаметр шлица крестообразной формы (параметр m) – минимальный 2,6 мм; максимальный 7,4 мм; -
глубина шлица крестообразной конфигурации (k)– min 1,05 мм; max 2,1 мм;
Саморезы со шляпкой под потай широко используются во многих отраслях промышленного производства, начиная с машиностроения, включая мебельную индустрию, и заканчивая строительной сферой.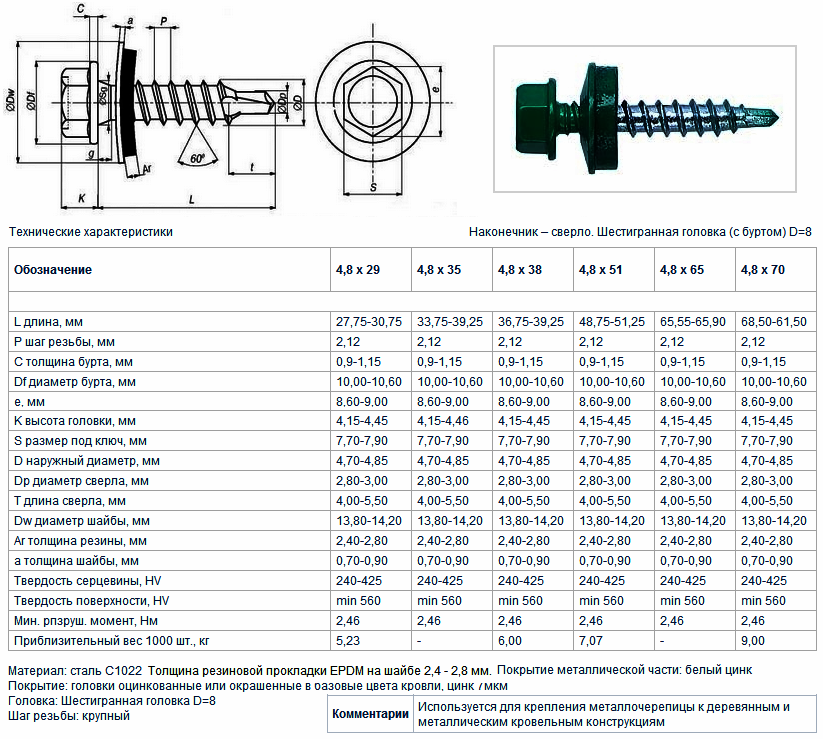
Заключение
Сегодня меткомбинаты выпускают широкий ассортимент самонарезающих винтов. При выборе подходящего изделия по совокупности критериев длина + диаметр нужно ориентироваться на величину будущей нагрузки и размеры скрепляемых элементов конструкции. Но когда саморез будет вкручиваться в пластиковый дюбель, следует руководствоваться инструкцией по применению именно последней детали. Понятно, что прочность соединения находится в прямой пропорциональной зависимости от диаметра крепежа – сопряжение будет тем надежней, чем этот показатель больше. Но если величина данного параметра намного превысит указанный в этом документе номинал самонарезающего винта, устанавливать его придется, прикладывая значительное вращающее усилие. Тогда шляпка крепежа может просто отлететь.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Шуруп 3-4х45 ГОСТ 1145-80 | АЛРИКА.РФ
КАТАЛОГ ПРОДУКЦИИ
- Крепеж по ГОСТ, ОСТ 3 455
- Болты 680
- Винты 787
- Гайки 284
- Шайбы 401
- Титановый крепеж 7
- Шпильки 39
- Шплинты 23
- Штифты 435
- Авиационный крепеж по ОСТ 1 744
- Винты ОСТ 1 69
- Втулки / Валики ОСТ 1 18
- Хомуты ОСТ 1 26
- Шайбы ОСТ 1 402
- Гайки ОСТ 1 63
- Болты ОСТ 1 87
- Шпильки ОСТ 1 8
- Штифты ОСТ 1 12
- Шурупы 69
- Стойки 11
- Хомуты 5
- Крепеж по чертежам 52
- Крепеж 13
- Крепеления 1
- Скобы 0
- Рым-болты 5
- Изготовление закладных 32
- Анкерные блоки 1
- Анкерные плиты 12
- Закладные детали 14
- Фундаментные болты 5
- Заклепки ГОСТ, ОСТ 918
- Заклепки ГОСТ 730
- Заклепки ОСТ 1 175
- Поковка деталей из стали 6
- Поковка ГОСТ 8479-70 2
- Поковка ГОСТ 7505-83 2
- Поковка ГОСТ 7829-70 2
- Поковка ГОСТ 25054-81 2
- Детали по чертежам из металлов и композитов 35
- Детали из полимерных и композитных материалов 16
- Монокристаллы карбида кремния 1
- Жетоны на заказ 3
- Трафареты 1
- Сильфоны -(латунь, сталь, бронза, титан, нержавейка) 10
- Детали 4
- Пружины 1
- Скобы 0
- Детали из полимерных и композитных материалов 16
- Газопоглотители 145
- Подогревные газопоглотители 9
- Титан-ванадиевые газопоглотители 8
- Газопоглотители высокопористые (Геттеры) 26
- Распыляемые газопоглотители 5
- Титановые газопоглотители 27
- Электроизоляционные детали по чертежам 13
- Детали для электроаппаратуры 6
- Детали для металлургических заводов 3
- Детали стандартного сечения 1
- Детали для электрических машин, трансформаторов и высоковольтных вводов 3
- Гальваника 8
- Кадмирование 8
- Оловянирование 0
- Никелирование 0
- Цинкование 0
- Электронная стерилизация / Антимикробная обработка 0
Производственная компания АЛРИКА изготавливает крепёж по ГОСТ 1145-80
Настоящий стандарт распространяется на шурупы с потайной головкой с диаметром стержня от 1,6 до 10 мм.
Стандарт полностью соответствует CT СЭВ 2327.
Конструкция и размеры шурупов должны соответствовать указанным на чертеже и в
табл. I и 2
Шурупы данного типа применяются в практически во всех производственных сферах, особенно часто их встречают в машиностроении, вагоностроении, судостроении, авиастроении и подобных отраслях.
Смотреть стандарт ГОСТ 1145-80
Характеристики
| Диаметр d | 4 |
|---|---|
| Длина l | 45 |
Чтобы узнать актуальную цену на данную продукцию, отправьте заявку на [email protected]
Дополнительно мы предлагаем услугу по Антимикробной обработке
Похожие товары
Таблица размеров винтов
: найдите нужные размеры
Когда вы впервые читаете этикетку на коробке с винтами, вы, вероятно, столкнетесь с множеством запутанных цифр, которые, казалось бы, не имеют никакого смысла.
Но вот самое интересное:
Я здесь, чтобы сказать вам, что размер правильного винта больше не должен быть догадкой!
К концу этого руководства вы сможете уверенно читать таблицу размеров винтов и самостоятельно расшифровывать все размеры на обозначении винтов.
От метрических и имперских стандартов размера до всех других связанных тонкостей, я все это рассмотрел ниже.
Начнем!
Как читать винтовую диаграмму
Если вы живете в Соединенных Штатах, вы входите в число трех стран мира, использующих имперскую систему.
Это означает, что вам придется следовать стандартным размерам винтов ASME/ANSI, который называется унифицированным стандартом резьбы (UTS).
Все размеры в системе UTS указаны в дюймах.
Для остального мира вы, вероятно, будете использовать метрическую систему, соответствующую стандарту резьбы ISO.
Независимо от того, пытаетесь ли вы прочитать кривую диаграмму или этикетку винта с напечатанной на ней выноской, вам следует ознакомиться с обеими системами
Как читать диаграмму винтов UTS (имперская система)
Винт UTS Диаграмма обычно имеет три вещи: калибр винта, количество витков на дюйм (TPI) и стандарт резьбы.
В нашей обширной таблице винтов также указан шаг винта в дюймах, то есть расстояние между каждой резьбой.
Это может пригодиться, если вы конвертируете из метрической системы в имперскую, но это не то, что обычно есть в винтовых диаграммах UTS.
Наконец, выноска на коробке с винтами может содержать номер класса допуска, символ LH, если винты левосторонние, и длину винта.
Итак, подводя итог, вот шесть терминов, с которыми вам следует ознакомиться в системе ЕТС:
- Стандарт резьбы
- Манометр
- Количество витков на дюйм (TPI)
- Длина винта
- Класс точности
- левый или правый
1. Стандарт резьбы
В таблице UTS есть два стандарта резьбы: основная (UNC) и мелкая (UNF).
Существует также стандарт сверхтонкой резьбы (UNEF), но он не так популярен, как два других.
2. Калибр (большой диаметр)
Винтовой калибр представляет собой диаметр наружной резьбы в дюймах , лучше именуемый «большим диаметром».
Все, что меньше ¼ дюйма, будет промаркировано от #0 до #12. № 0 имеет внешний диаметр 0,06 дюйма, а № 12 имеет внешний диаметр 0,216 дюйма.
№ 0 имеет внешний диаметр 0,06 дюйма, а № 12 имеет внешний диаметр 0,216 дюйма.
После #12 размер манометра указан в соответствии с внешним диаметром. Если винт имеет внешний диаметр 0,25 дюйма, размер калибра будет ¼ дюйма и так далее.
Знание этого поможет вам узнать, какие размеры сверл использовать при сверлении дерева, металла, пластмассы и любого другого материала.
3. Число витков на дюйм (TPI)
Число витков на дюйм означает количество витков на дюйм. Он указан сразу после калибра.
Давайте представим это в перспективе:
Если у вас есть винт калибра №8. Этот винт будет иметь 32 витка резьбы на одном дюймовом участке крупного винта (#8-32 UNC).
Если винт из серии Fine, он будет иметь 36 витков резьбы на дюйм (#8-36 UNF).
5. Длина шурупа
Как и в случае с гвоздями, длина шурупа равна длине стержня. Вал — это часть винта, которая входит в поверхность.
Головки некоторых шурупов можно полностью ввинтить в поверхность.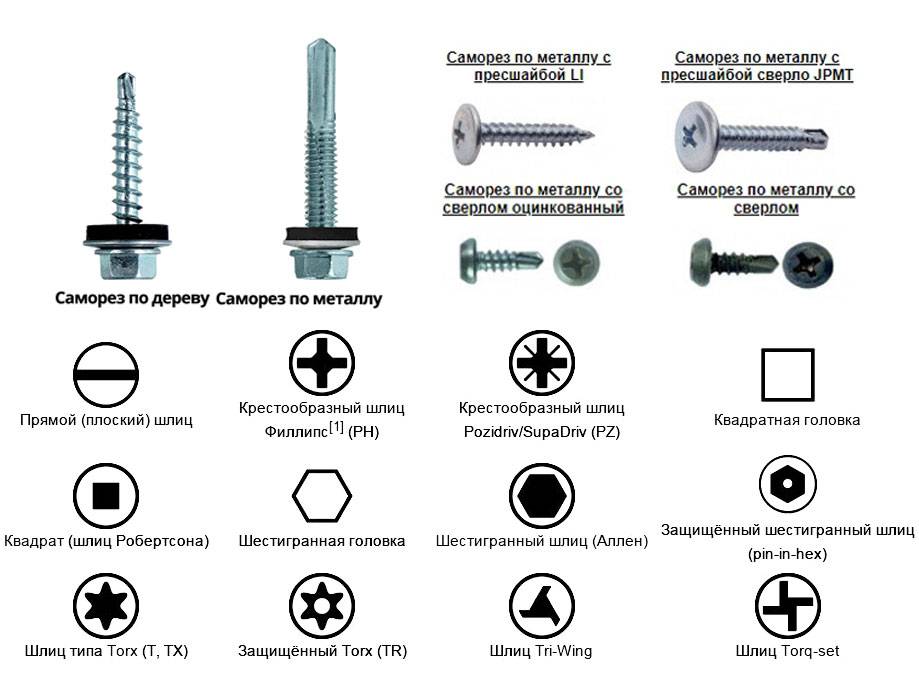
Это означает, что головка винта является частью длины винта.
Винты, которые можно полностью ввинтить в поверхность, называются шурупами с потайной головкой.
Некоторые винты, такие как анкерные, круглые, шестигранные, полукруглые и полукруглые, не полностью входят в поверхность.
Эти винты известны как незенкерованные. Длина винта измеряется от нижней части головки винта до кончика.
Читая выноску на коробке с винтами, вы увидите длину винта, указанную в самом конце выноски.
Итак, если вы видите 0,5 в конце выноски, это означает, что длина винта составляет ½ дюйма.
6. Класс точности
Класс точности указывает, в какие типы отверстий или гаек может входить винт.
Указывается после длины винта. Существует пять классов точности, от класса 1 до класса 5.
Винты размера 1 крепятся свободнее, чем винты размера 2. Это потому, что у них больше места между их потоками. Размер 3 подходит для самых узких.
Также рядом с цифрой может стоять буква А или В, что указывает на немного другой размер.
7. Правосторонние или левосторонние
Наконец, левосторонние винты маркируются символом LH сразу после класса допуска.
Винты с левой резьбой имеют обратную резьбу, что может вас смутить, если вы не знаете символ LH.
Левосторонние винты ослабляются при повороте их по часовой стрелке и затягиваются при повороте против часовой стрелки.
Как читать таблицу размеров метрических винтов (ISO)
Таблица размеров метрических винтов принципиально отличается от таблиц дюймовых винтов, поскольку они не содержат информации о количестве витков резьбы на дюйм.
Вместо этого метрические измерения определяют только шаг резьбы, то есть расстояние между витками резьбы на винте.
Итак, что в итоге?
Эти таблицы обычно содержат три параметра:
- Диаметр винта
- Шаг винта
- Длина винта
Мы также указали размер метчика для каждого размера винта, чтобы вам было удобнее нарезать резьбу сверлом.
Для получения дополнительной информации см. нашу полную таблицу размеров метчиков!
К счастью, я уже рассказал все, что вам нужно знать о диаметре, шаге и длине винтов.
Итак, если у вас есть винт, помеченный метрическими размерами, все, что вам нужно сделать, это взять калькулятор и перевести их в дюймы.
Чтение американских винтов Выноски
Популярная викторина! Вы найдете коробку с винтами, на которой напечатана выноска.
Это #3-48 UNC-2B-LH x 0,5
К настоящему времени вы должны быть в состоянии расшифровать всю информацию на выноске.
Если у вас не получилось, не расстраивайтесь!
Давайте разберемся вместе:
- Калибр №3 (0,099 дюйма в таблице диаметров винтов)
- 48 — количество витков на дюйм
- UNC означает, что винт грубый
- 2B определяет класс допуска
- LH означает, что вам придется неохотно повернуть его в противоположном направлении
- .5 означает, что длина винта ½ дюйма
Reading International Screws Callouts
Вот номер выноски на коробке с винтами. Выноска начинается с буквы М, так что это должно быть хорошим признаком того, что вы имеете дело с винтами международного стандарта.
Выноска начинается с буквы М, так что это должно быть хорошим признаком того, что вы имеете дело с винтами международного стандарта.
M10 x 1,5 x 75
Разберем:
- Первая цифра буквы M указывает на диаметр винта, который составляет 10 мм.
- Второе число — это шаг винта, который составляет 1,5 мм.
- Третье число — это длина винта, равная 75 мм.
Подробные таблицы размеров винтов для США и других стран
Наши обширные таблицы размеров винтов включают:
- Единый стандарт резьбы (UTS), используемый в основном в США и Канаде
- Таблица размеров резьбы ISO, используемая в остальном мире
Таблица размеров британских винтов (UTS)
| Манометр | Диаметр (дюймы) | Диаметр (миллиметр) | Резьба на дюйм (UNC) | Шаг (UNC) | Резьба на дюйм (UNF) | Смола (УНФ) |
#0 | 0,0600 | 1,5240 | Н/Д | Н/Д | 80 | 0,012500 |
#1 | 0,0730 | 1,8542 | 64 | 0,015625 | 72 | 0,013888 |
#2 | 0,0860 | 2. | 56 | 0,017857 | 64 | 0,015625 |
#3 | 0,0990 | 2,5146 | 48 | 0,020833 | 56 | 0,017857 |
#4 | 0,1120 | 2,8448 | 40 | 0,025000 | 48 | 0,020833 |
#5 | 0,1250 | 3.1750 | 40 | 0,025000 | 44 | 0,022727 |
#6 | 0,1380 | 3,5052 | 32 | 0,031250 | 40 | 0,025000 |
#8 | 0,1640 | 4. | 32 | 0,031250 | 36 | 0,027778 |
#10 | 0,1900 | 4.8260 | 24 | 0,041667 | 32 | 0,031250 |
#12 | 0,2160 | 5.4864 | 24 | 0,041667 | 28 | 0,035714 |
1/4″ | 0,2500 | 6.3500 | 20 | 0,050000 | 28 | 0,035714 |
5/16″ | 0,3125 | 7,9375 | 18 | 0,055556 | 24 | 0,041667 |
3/8″ | 0,3750 | 9,5250 | 16 | 0,062500 | 24 | 0,041667 |
7/16″ | 0,4375 | 11. | 14 | 0,071428 | 20 | 0,050000 |
1/2″ | 0,5000 | 12.7000 | 13 | 0,076923 | 20 | 0,050000 |
9/16″ | 0,5625 | 14.2875 | 12 | 0,083333 | 18 | 0,055556 |
5/8″ | 0,6250 | 15.8750 | 11 | 0,0 | 18 | 0,055556 |
3/4″ | 0,7500 | 19. | 10 | 0,100000 | 16 | 0,062500 |
7/8″ | 0,8750 | 22.2250 | 9 | 0,111111 | 14 | 0,071428 |
1″ | 1.0000 | 25.4000 | 8 | 0,125000 | 12 | 0,083333 |
1 1/8″ | 1.1250 | 28.5750 | 7 | 0,142857 | 12 | 0,083333 |
1 1/4″ | 1. | 31.7500 | 7 | 0,142857 | 12 | 0,083333 |
1 3/8″ | 1.3750 | 34.9250 | 6 | 0,166667 | 12 | 0,083333 |
1 1/2″ | 1,5000 | 38.1000 | 6 | 0,166667 | 12 | 0,083333 |
1 3/4″ | 1,7500 | 44.4500 | 5 | 0,200000 | Н/Д | Н/Д |
2″ | 2. | 50,8000 | 4 1/2 | 0,222222 | Н/Д | Н/Д |
2 1/4″ | 2.2500 | 57.1500 | 4 1/2 | 0,222222 | Н/Д | Н/Д |
2 3/2″ | 2,5000 | 63,5000 | 4 | 0,250000 | Н/Д | Н/Д |
2 3/4″ | 2,7500 | 69.8500 | 4 | 0,250000 | Н/Д | Н/Д |
3″ | 3. | 76.2000 | 4 | 0,250000 | Н/Д | Н/Д |
3 1/4″ | 3.2500 | 82.5500 | 4 | 0,250000 | Н/Д | Н/Д |
3 3/2″ | 3,5000 | 88.9000 | 4 | 0,250000 | Н/Д | Н/Д |
3 3/4″ | 3,7500 | 95.2500 | 4 | 0,250000 | Н/Д | Н/Д |
4″ | 4. | 101.6000 | 4 | 0,250000 | Н/Д | Н/Д |
 1844
1844 1656
1656 1125
1125 0500
0500 2500
2500 0000
0000 0000
0000 0000
0000Таблица размеров метрических винтов (ISO)
| Диаметр (миллиметры) | Шаг (крупный) | Резьбовое сверло (грубое) | Шаг (высокий) | Резьбонарезное сверло (тонкое) |
М1 | 0,25 | 0,75 | 0,2 | 0,8 |
М1.2 | 0,25 | 0,95 | 0,2 | 1 |
М1. | 0,3 | 1.1 | 0,2 | 1,2 |
М1.6 | 0,35 | 1,25 | 0,2 | 1,4 |
М1.8 | 0,35 | 1,45 | 0,2 | 1,6 |
М2 | 0,4 | 1,6 | 0,25 | 1,75 |
М2,5 | 0,45 | 2 | 0,35 | 2.1 |
М3 | 0,5 | 2,5 | 0,35 | 2,6 |
М3,5 | 0,6 | 2,9 | 0,35 | 3. |
М4 | 0,7 | 3,3 | 0,5 | 3,5 |
М5 | 0,8 | 4,2 | 0,5 | 4,5 |
М6 | 1 | 5 | 0,75 | 5,2 |
М7 | 1 | 6 | 0,75 | 6,2 |
М8 | 1,25 | 6,8 | 0,75 или 1 | 7,2 |
М10 | 1,5 | 8,5 | 1 или 1,25 | 9 или 8,8 |
М12 | 1,75 | 10,2 | 1,25 или 1,5 | 10,8 или 10,5 |
М14 | 2 | 12 | 1,5 | 12,5 |
М16 | 2 | 14 | 1,5 | 14,5 |
М18 | 2,5 | 15,5 | 1,5 или 2 | 16,5 или 16 |
М20 | 2,5 | 17,5 | 1,5 или 2 | 18,5 или 18 |
М24 | 3 | 21 | 2 | 22 |
М27 | 3 | 24 | 2 | 25 |
М33 | 3,5 | 29,5 | 2 | 31 |
М36 | 4 | 32 | 3 | 33 |
М39 | 4 | 35 | 3 | 36 |
М42 | 4,5 | 37,5 | 3 | 39 |
М45 | 4,5 | 40,5 | 4 | 41 |
М48 | 5 | 43 | 4 | 44 |
М52 | 5 | 47 | 4 | 48 |
М56 | 5,5 | 50,5 | 4 | 52 |
М60 | 5,5 | 54,5 | 4 | 56 |
М64 | 6 | 58 | 4 | 60 |
 4
4 1
1Часто задаваемые вопросы
Вот некоторые из наиболее частых вопросов, которые мы получаем.
Каков диаметр головки винта?
Диаметр головки винта примерно вдвое больше диаметра хвостовика. Хвостовик представляет собой длинную часть винта под головкой винта.
Независимо от того, имеет ли хвостовик резьбу, частичную резьбу или полное отсутствие резьбы, концепция остается неизменной.
Например, винт с внешним диаметром 1–4 дюйма должен иметь диаметр головки примерно 1–2 дюйма.
Однако вы никогда не сможете точно рассчитать размер головки винта, удвоив только внешний диаметр.
Лучший способ определить точный размер головки винта — измерить ее самостоятельно:
Сколько типов винтов существует?
Доступно более 60 типов винтов. Наиболее распространенным типом шурупа является шуруп по дереву.
Наиболее распространенным типом шурупа является шуруп по дереву.
К другим типам винтов относятся:
- Болты/винты с затяжкой (см. таблицу размеров винтов с затяжкой здесь)
- Шурупы для дерева (см. нашу таблицу размеров шурупов здесь)
- Шурупы для листового металла
- Винты для палубы (см. нашу таблицу винтов для палубы здесь)
- Крепежные винты (см. нашу таблицу здесь)
- Шурупы для кладки
- Болты с шестигранной головкой
- Саморезы (см. нашу таблицу здесь)
Подведение итогов
Наше обширное руководство предназначено для охвата всех тонкостей и спецификаций, которые вы обычно найдете в таблице размеров винтов.
Независимо от того, пытаетесь ли вы прочитать этикетку на коробке с винтами или ищете винты идеального размера для своего проекта, в этом руководстве вы найдете всю необходимую информацию.
Делиться — значит заботиться!
Как измеряются винты | Сеть пистолетов для гвоздей
Переключить навигацию
Поиск
Вернуться на склад пистолетов для гвоздей Подписаться
Доставка
Полисы
Меню
Счет
Шурупы бывают разных типов и размеров для бесконечного числа строительных задач — от деревообработки до установки металлической кровли. Но если выбрать неправильную длину или ширину, это может расколоть древесину или повлиять на прочность конструкции. Как и в случае со скобами, измерение винтов немного сложнее, чем измерение гвоздей. Вот три основных параметра, которые должен знать каждый продавец.
Но если выбрать неправильную длину или ширину, это может расколоть древесину или повлиять на прочность конструкции. Как и в случае со скобами, измерение винтов немного сложнее, чем измерение гвоздей. Вот три основных параметра, которые должен знать каждый продавец.
Измерение винтов, в трех частях
Существует три основных размера винтов: калибр, длина и количество витков на дюйм (TPI). Например, при покупке винтов в ассортименте Nail Gun Depot вы найдете винты с такой маркировкой: Duraspin #8 x 1-1/4″ #08X125CBACTS . Итак, что же делают винты №8 и 1-1/4? » иметь в виду?
Винтовой калибр
Первая цифра — винтовой калибр, который относится к наружному диаметру резьбы. Это также известно как «большой диаметр». Винты с основным диаметром менее 1/4 дюйма обычно имеют размеры от 0 до 14. Винты с основным диаметром 1/4 дюйма или больше маркируются в долях дюйма.
Для каждого калибра существует десятичный эквивалент. Пример: #1 = 0,073 дюйма. Это число увеличивается на 0,013 дюйма с каждым увеличением размера. Для винта Duraspin #8 (показан ниже) десятичный эквивалент равен 0,164 дюйма. В Engineering Toolbox есть удобная таблица размеров винтов , в которой перечислены калибры винтов и их десятичные эквиваленты.
Это число увеличивается на 0,013 дюйма с каждым увеличением размера. Для винта Duraspin #8 (показан ниже) десятичный эквивалент равен 0,164 дюйма. В Engineering Toolbox есть удобная таблица размеров винтов , в которой перечислены калибры винтов и их десятичные эквиваленты.
Помимо основного диаметра, винты имеют другие размеры ширины. Ширина под резьбовой частью винта известна как диаметр корня или «вспомогательный диаметр». Измерение части винта без резьбы (если не полностью резьба) является диаметром хвостовика.
Длина винта
Следующим важным аспектом измерения винта является длина вала. В упомянутом выше винте Duraspin длина является второй деталью на этикетке — 1-1/4 дюйма. Длина стержня — это часть винта, которая входит в поверхность. расстояние от верхней части головки до кончика.Это относится к винтам с плоской головкой, стеклярусной головкой, триммерной головкой и любым другим винтам с потайной головкой, головка которых может быть закручена под поверхность. 0003
0003
Для шурупа с потайной головкой это расстояние от нижней части головки до кончика. Таким образом, для винтов с шестигранной, цилиндрической, плоской, круглой и сферической головкой длина измеряется от непосредственно под головкой до кончика. Одно исключение: винт с овальной головкой, который может быть частично потайным, измеряется от самой широкой точки головки до кончика.
Ниже приведен пример двух шурупов для дерева с непотайной головкой из Simpson Strong-Tie . Первый винт имеет низкопрофильную головку под шайбу. Второй винт также имеет головку под шайбу, но имеет более выступающую шестигранную головку. Обратите внимание, где длина измеряется на каждом.
Число витков на дюйм (TPI)
Число витков на дюйм — это число витков резьбы на дюйме винта. Измерение TPI иногда следует за винтовым манометром с дефисом. Например, винт с маркировкой «№ 10-12» имеет калибр № 10 с 12 витками резьбы на дюйм. Возможно, вы слышали термин «шаг резьбы», который относится к количеству витков на единицу измерения.
