Размеры заклепки: Заклёпки вытяжные стальные ST/ST со стандартным бортиком купить оптом в СПб
Содержание
Вытяжные заклепки закрытые. Нержавейка – Нержавейка. Стандартный бортик. — Крепеж метизы
Поиск по сайту
КАТАЛОГ ТОВАРОВ
>
Резьбовые заклепки>
Вытяжные заклепки>
Саморезы и шурупы>
Метрический крепеж>
Анкера>
Перфорированный крепеж>
Такелаж>
Инструмент>
Оснастка инструмента
Посетите наш Интернет-магазин
Перейти в
интернет-магазин
Новости
Наличие и цены можно узнать на сайте нашего интернет магазина: krepmix.ru
На сайте krepmix.ru обновлен прайс-лист на резьбовые заклепочники
Все новости
>>
| Внешний вид элементов вытяжной заклепки.  | |||||
| — Гильза заклепки (Нержавеющая сталь) | — Стержень заклепки (Нержавеющая сталь) | ||||
| Общие технические параметры вытяжной заклепки. | |||||
| — Диаметр сверления отверстия, мм. | |||||
| — Толщина соединяемого материала мин/макс, мм. | |||||
| — Нагрузка на разрыв, Н. | |||||
| — Нагрузка на срез, Н. | |||||
| d | L | D | Фасовка | Артикул | ||||
| мм | мм | мм | мм | мм | Н | Н | шт | № |
| 3,2 | 8 | 6 | 3,3 | 1,5-3,5 | 2400 | 1900 | 1000 | 1423208 |
| 4,0 | 8 | 8 | 4,1 | 1,5-3 | 3900 | 2900 | 1000 | 1424008 |
| 10 | 3-5 | 1000 | 1424010 | |||||
| 12 | 5-7 | 1000 | 1424012 | |||||
| 4,8 | 10 | 9,5 | 4,9 | 3-5 | 5400 | 4400 | 500 | 1424810 |
| 12 | 5-7 | 500 | 1424810 | |||||
<< Заклепки закрытые. Медь – Сталь. Стандартный бортик. — Заклепки клеммы. Медь – Омедненная сталь — Латунь. >>
Медь – Сталь. Стандартный бортик. — Заклепки клеммы. Медь – Омедненная сталь — Латунь. >>
Вернуться к каталогу вытяжных заклепок.
| С этим товаром также покупают: | |
| Заклепочники — Ручные — Пневматические — Гидропневматические — Аккумуляторные | |
| Сверла по металлу — Двухсторонние сверла — Кобальтовые сверла | |
цена, доставка, производство, в наличии
Внимание
По вашему желанию, данное изделие Мы можем изготовить по вашим индивидуальным
чертежам из необходимых марок стали, провести термообработку до необходимого класса
прочности и нанести любое антикоррозийное покрытие от цинка до кадмия.
Описание изделия
ГОСТ 10299-80. Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
ГОСТ 10299-80
Группа Г34
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАКЛЕПКИ С ПОЛУКРУГЛОЙ ГОЛОВКОЙ
КЛАССОВ ТОЧНОСТИ В И С
Технические условия
Button-head rivets classes В and С.
Specifications
МКС 21.060.40
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 06.05.80 N 2009
3. Стандарт полностью соответствует СТ СЭВ 1019-78
4. ВЗАМЕН ГОСТ 10299-68
5. CСЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 10304-80
Вводная часть
6. Проверен в 1985 г. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ИЗДАНИЕ (ноябрь 2004 г.) с Изменениями N 1, 2, утвержденными в апреле 1985 г., июне 1990 г. (ИУС 7-85, 10-90)
ИЗДАНИЕ (ноябрь 2004 г.) с Изменениями N 1, 2, утвержденными в апреле 1985 г., июне 1990 г. (ИУС 7-85, 10-90)
Настоящий стандарт распространяется на заклепки с полукруглой головкой общемашиностроительного применения с диаметром стержня от 1 до 36 мм классов точности В и С.
Стандарт полностью соответствует СТ СЭВ 1019-78.
Заклепки с полукруглой головкой должны удовлетворять всем требованиям ГОСТ 10304 и требованиям, изложенным в соответствующих разделах настоящего стандарта.
1. РАЗМЕРЫ
1.1. Размеры заклепок должны соответствовать указанным на чертеже и в табл.1 и 2.
Чертеж. Размеры заклепок
ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
________________
* Размер для справок
Таблица 1
мм
Диаметр стержня ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
1
1,2
(1,4)
1,6
2
2,5
3
(3,5)
4
5
6
8
10
Диаметр головки ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
Технические условия (с Изменениями N 1, 2)
1,8
2,1
2,5
2,9
3,5
4,4
5,3
6,3
7,1
8,8
11
14
16
Высота головки ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
0,6
0,7
0,8
1,0
1,2
1,5
1,8
2,1
2,4
3,0
3,6
4,8
6,0
Радиус под головкой ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2), не более
0,2
0,4
0,5
0,6
Радиус сферы головки ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
1
1,2
1,4
1,6
1,9
2,4
2,9
3,4
3,8
4,7
6
7,5
8,3
Расстояние от основания головки до места измерения диаметра ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
1,5
3
4
6
Продолжение табл. 1
1
мм
Диаметр стержня ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
12
(14)
16
(18)
20
(22)
24
30
36
Диаметр головки ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
19
22
25
27
30
35
37
45
55
Высота головки ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
7,2
8,4
9,5
11
12
13
16
20
24
Радиус под головкой ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2), не более
0,8
1,0
1,2
1,6
Радиус сферы головки ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
9,8
11,4
13
13,8
15,4
18,3
18,7
22,7
27,8
Расстояние от основания головки до места измерения диаметра ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
Технические условия (с Изменениями N 1, 2)
6
8
10
Примечание. Размеры, указанные в скобках, применять не рекомендуется.
Таблица 2
мм
Диаметр стержня ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
Длина ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)
(Измененная редакция, Изм. N 2).
1.2. Длина заклепок должна выбираться из следующего ряда: 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180 мм.
Пример условного обозначения заклепки с полукруглой головкой класса точности В диаметром стержня ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2) мм, длиной ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2) мм, из материала группы 00, без покрытия:
Технические условия (с Изменениями N 1, 2) мм, из материала группы 00, без покрытия:
Заклепка 8х20.00 ГОСТ 10299-80
(Измененная редакция, Изм. N 1, 2).
1.3. Теоретическая масса заклепок указана в справочном приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Предельные отклонения высоты головки для размеров ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)<1 мм — плюс 0,28, минус 0,16 мм; для ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2)=1 мм — ±0,28 мм.
ПРИЛОЖЕНИЕ (справочное). Масса стальных заклепок
ПРИЛОЖЕНИЕ
Справочное
Дли- на ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2), мм
Теоретическая масса 1000 шт. заклепок, кг, при номинальном диаметре стержня ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия (с Изменениями N 1, 2), мм
_______________
* Соответствует оригиналу.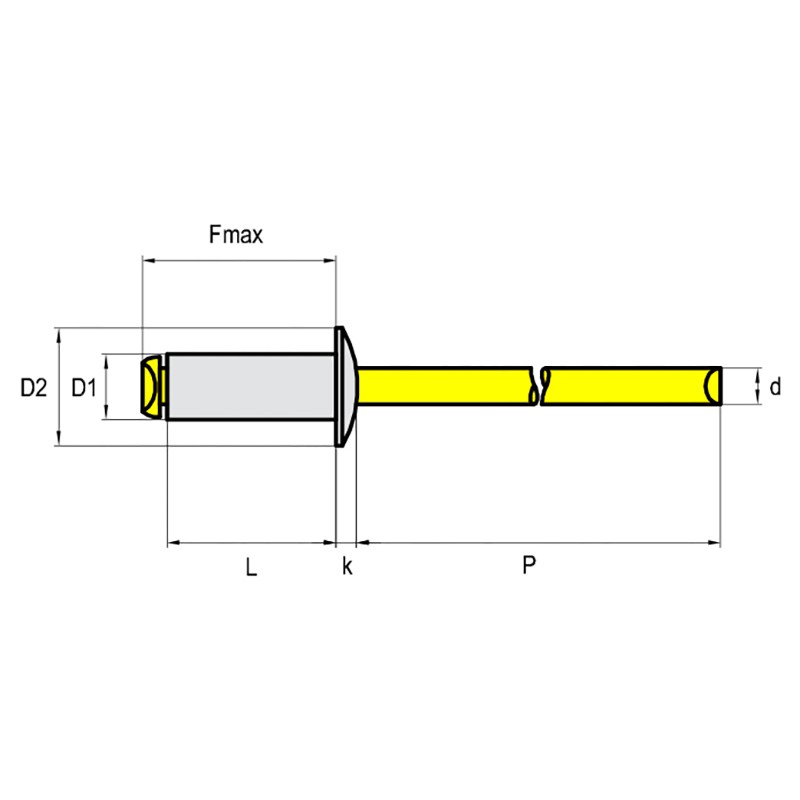 — Примечание «КОДЕКС».
— Примечание «КОДЕКС».
Примечание. Для определения массы заклепок, изготовляемых из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициенты: 0,356 — для алюминиевого сплава; 1,080 — для латуни; 1,134 — для меди.
(Измененная редакция, Изм. N 1, 2).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2004
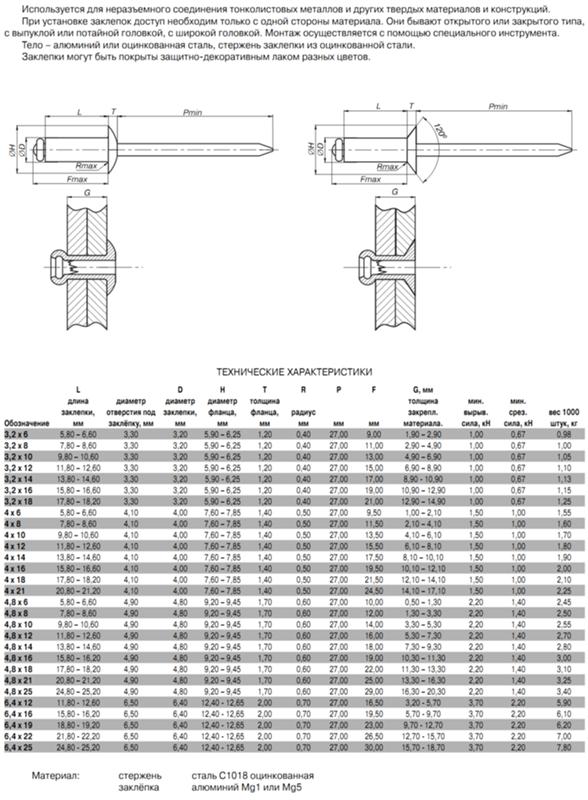
Установка или забивание сплошных заклепок
Сентябрь 2015 г. — Цель заклепочного соединения можно в общих чертах сформулировать как «соединение, поддерживаемое правильно забитыми заклепками, которое максимально увеличивает прочность и улучшает внешний вид соединения». Вы заметите два примечательных компонента в этом предложении — «максимизирует силу» и «улучшает внешний вид». Эти два условия не исключают друг друга, потому что при выполнении одного условия обычно следует и другое.
Вот что вы хотите получить в готовом соединении:
- Кусочки материала, прочно скрепленные вместе
- Отсутствие деформации материала
- Головка заклепочного цеха концентрически деформирована вокруг своей первоначальной оси
- Головка заклепочного цеха деформирована в соответствии с допусками
Трудности
Давление установки заклепок высокое. Если вы считаете, что деформация должна происходить при значении, превышающем предел текучести заклепки, вы можете рассчитать, что усилие установки заклепки -3 (диаметром 3/32 дюйма) составляет порядка 345 фунтов, а заклепки -4 Заклепка (диаметр 1/8 дюйма), 615 фунтов. Это осевое усилие должно быть приложено к заклепке для концентрического грибовидного перемещения головки магазина. Любой неосевой вектор силы будет стремиться согнуть, а не расширить заклепку.
Если вы считаете, что деформация должна происходить при значении, превышающем предел текучести заклепки, вы можете рассчитать, что усилие установки заклепки -3 (диаметром 3/32 дюйма) составляет порядка 345 фунтов, а заклепки -4 Заклепка (диаметр 1/8 дюйма), 615 фунтов. Это осевое усилие должно быть приложено к заклепке для концентрического грибовидного перемещения головки магазина. Любой неосевой вектор силы будет стремиться согнуть, а не расширить заклепку.
Это первая проблема.
Затем отдельные куски материала должны быть прочно скреплены друг с другом во время этого процесса установки, чтобы промежуточное пространство не позволяло заклепке набухать между материалами.
Наконец, нельзя допускать, чтобы компоненты двигались относительно друг друга во время установки, иначе заклепка или силы, приложенные к заклепке, будут деформировать материал, а не заклепку.
Инструменты для клепки
Были разработаны две процедуры клепки. 9Сжиматель заклепок 0003 представляет собой инструмент компрессионного типа, который прикладывает непрерывную осевую силу к заклепке, деформируя головку магазина. Заклепочный пистолет — это инструмент ударного типа, который создает повторяющиеся осевые ударные силы (например, молоток) для деформации и установки заклепки.
Заклепочный пистолет — это инструмент ударного типа, который создает повторяющиеся осевые ударные силы (например, молоток) для деформации и установки заклепки.
Для использования заклепочного пресса на заводской стороне заклепочного пресса устанавливается соответствующий заклепочный штамп (универсальный или заподлицо), а со стороны головки цеха (рис. 1).
Кусочки материала прочно скрепляются вместе, а также прочно крепятся к верстаку или зажимному приспособлению, а пресс плавно перемещается в осевом направлении к заклепке, чтобы установить или деформировать головку цеха. Очень важно начинать операцию сдавливания, когда заводская головка заклепки как можно плотнее прилегает к материалу, позволяя производить настройку на заводской головке заклепки (рис. 2).
РИСУНОК 1
РИСУНОК 2
Выжиматели для заклепок бывают разных типов. В обычных «ручных» соковыжималках или «с ручным управлением» используется рычажный механизм, дающий большое механическое преимущество губкам в обмен на большое движение рукояток. Этот сжиматель полезен для заклепок -3, а также может быть использован для заклепок -4, но большинству людей будет трудно достичь большого ручного усилия для заклепки -4. Разновидность ручного выжимателя использует составное действие, которое увеличивает усилие на заклепку по мере того, как сжимающее движение достигает последней части ее хода, что позволяет относительно легко установить заклепку -4.
Этот сжиматель полезен для заклепок -3, а также может быть использован для заклепок -4, но большинству людей будет трудно достичь большого ручного усилия для заклепки -4. Разновидность ручного выжимателя использует составное действие, которое увеличивает усилие на заклепку по мере того, как сжимающее движение достигает последней части ее хода, что позволяет относительно легко установить заклепку -4.
«Пневматические» заклепочные прессы (рис. 3) аналогичны ручным выжимным машинам, но используют пневматический цилиндр для создания усилий, необходимых для установки заклепки.
РИСУНОК 3
Как уже говорилось, заклепочный пистолет использует силу удара для установки заклепки. Для использования заклепочного пистолета в него устанавливается соответствующий комплект (рис. 4) и фиксируется стопорной пружиной. Затем комплект прикрепляют к заводской головке, и заклепка приводится в движение серией ударов пистолета по удерживающему распорному стержню, прижатому к заводской головке заклепки. И заклепочный пистолет, и распорку необходимо удерживать так, чтобы силы удара прикладывались к заклепке в осевом направлении (рис. 5).
И заклепочный пистолет, и распорку необходимо удерживать так, чтобы силы удара прикладывались к заклепке в осевом направлении (рис. 5).
РИСУНОК 4
РИСУНОК 5
Поскольку ударные нагрузки воздействуют на заводскую головку заклепки, крайне важно, чтобы заклепочный пистолет и комплект не оторвались от контакта с заклепкой. Если набор «отходит» от заклепки во время последовательных забивок, это гарантирует деформацию либо заклепки, либо материала, либо того и другого. По этой причине метод заклепочного пистолета следует рассматривать как операцию для двух человек; один управляет ружьем, а другой держит распорку.
Опять же, очень важно, чтобы операция начиналась с того, что набор заклепок плотно прижимает заводскую головку к материалу, и чтобы давление распорки на заклепку увеличивалось по мере установки заклепки.
Сила удара клепального пистолета регулируется: 1. Регулировкой воздушного регулятора подачи воздуха в пистолет и 2. Щекоткой спускового крючка пистолета. Хороший пистолет позволит вам контролировать малый тап, тап, тап, с небольшим отклонением спускового крючка, а затем вы можете увеличить отдачу за счет дальнейшего увеличения давления на спусковой крючок. Я обнаружил, что если я могу начать установку заклепки (обеспечив соблюдение всех условий) с нескольких начальных легких постукиваний, то остальная часть процесса будет легко достигнута. Избегайте чрезмерного закручивания заклепки при первых нажатиях.
Щекоткой спускового крючка пистолета. Хороший пистолет позволит вам контролировать малый тап, тап, тап, с небольшим отклонением спускового крючка, а затем вы можете увеличить отдачу за счет дальнейшего увеличения давления на спусковой крючок. Я обнаружил, что если я могу начать установку заклепки (обеспечив соблюдение всех условий) с нескольких начальных легких постукиваний, то остальная часть процесса будет легко достигнута. Избегайте чрезмерного закручивания заклепки при первых нажатиях.
Должна быть установлена сигнальная система между оператором пистолета и лицом, держащим распорку. (См. код врезки на рис. 6.)
РИСУНОК 6
Обратная заклепка
Обратите внимание, что в приведенном выше описании установки заклепок с помощью заклепочного пистолета удар заклепочного пистолета всегда был направлен на заводскую головку заклепки. Вы также легко поймете, что любой сбой процесса, скорее всего, повредит заводскую головку заклепки или окружающий ее материал.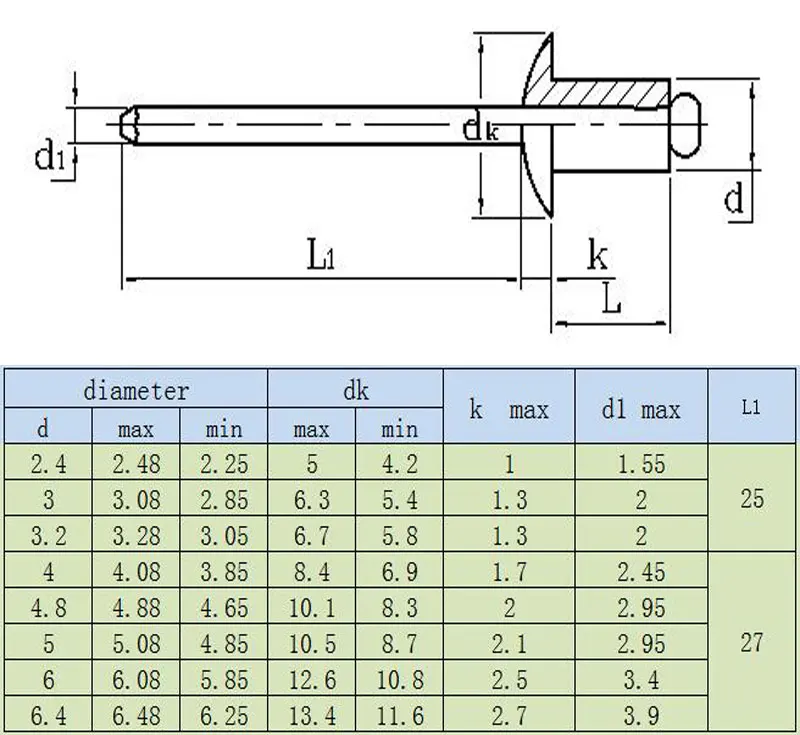 Процесс обратной клепки меняет эту процедуру на противоположную. Набор заклепочных пистолетов теперь применяется к заводской головке заклепки, а заводская головка поддерживается на стальной пластине (рис. 7) или распорке. Обычно это применимо к заклепкам с плоской головкой (AN426), но заклепки с универсальной головкой (AN470) также можно забивать таким же образом, просверлив отверстие в задней пластине и вставив в это отверстие правильный штамп с универсальной головкой. Убедитесь, что заклепка правильно отцентрирована на матрице, прежде чем забивать ее. Это дает гораздо больше уверенности в достижении эстетически приятной поверхности вашего проекта.
Процесс обратной клепки меняет эту процедуру на противоположную. Набор заклепочных пистолетов теперь применяется к заводской головке заклепки, а заводская головка поддерживается на стальной пластине (рис. 7) или распорке. Обычно это применимо к заклепкам с плоской головкой (AN426), но заклепки с универсальной головкой (AN470) также можно забивать таким же образом, просверлив отверстие в задней пластине и вставив в это отверстие правильный штамп с универсальной головкой. Убедитесь, что заклепка правильно отцентрирована на матрице, прежде чем забивать ее. Это дает гораздо больше уверенности в достижении эстетически приятной поверхности вашего проекта.
РИСУНОК 7
Какой метод использовать
Ваш выбор установки цельных заклепок будет зависеть от вашей уверенности в каждом из вышеперечисленных методов. Во многих случаях выбор или метод будут определяться физическими ограничениями или условиями сустава. Мой выбор, если это возможно, будет таким, который дает мне максимальный контроль над желаемыми целями, указанными выше.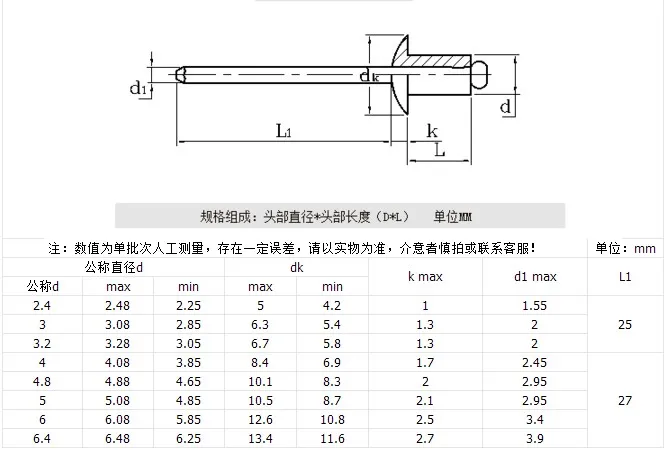 Поэтому в моем мире мой выбор будет следовать этой иерархии:
Поэтому в моем мире мой выбор будет следовать этой иерархии:
- Пневматический сжиматель
- Ручной соковыжималка
- Обратная клепка с заклепочным пистолетом, установленным против головки заклепочного цеха
- Заклепочный пистолет с набором против заводской головки заклепки
При наличии терпения и практики все вышеперечисленные методы дадут отличные результаты. Использование заклепочного пистолета для установки заклепок является самым сложным из всех. Конструктивная стратегия состоит в том, чтобы выложить 20 отверстий для заклепок в подручных материалах и вбивать эти 20 заклепок каждый день в течение 10 дней. Это простое упражнение создаст уровень уверенности, необходимый для продолжения вашего проекта.
Дефектные заклепки
Дефектные заклепки необходимо заменить. Неисправные заклепки могут быть вызваны:
- Неправильным диаметром и/или длиной заклепки. Помните, что деформация материала вероятна, если диаметр заклепки более чем в 5,5 раз превышает диаметр самого тонкого материала соединения.
 Длина заклепки очень важна. Длина заклепки, выступающей через соединение, должна быть в 1,5 раза больше диаметра заклепки. Когда заклепка установлена, головка магазина должна иметь диаметр в 1,5 раза больше первоначального диаметра заклепки, а ее глубина должна быть как минимум в 0,5 раза больше диаметра заклепки. (См. рис. 8).
Длина заклепки очень важна. Длина заклепки, выступающей через соединение, должна быть в 1,5 раза больше диаметра заклепки. Когда заклепка установлена, головка магазина должна иметь диаметр в 1,5 раза больше первоначального диаметра заклепки, а ее глубина должна быть как минимум в 0,5 раза больше диаметра заклепки. (См. рис. 8).
РИСУНОК 8
- Заклепка «сброшена». Если длина заклепки, выступающей через материал соединения, более чем в 1,5 раза превышает ее диаметр, и особенно если усилия установки не являются идеально осевыми, стержень заклепки будет иметь тенденцию изгибаться, а не концентрически деформироваться.
- Заклепка с наклоном. Если силы, приложенные к заклепке во время установки, не являются осевыми, материальные части соединения будут стремиться перемещаться относительно друг друга.
- Пространство между материалами соединения. В процессе схватывания к соединению должны прилагаться зажимные усилия.
 Любое пространство между соединительными материалами приведет к вздутию заклепки в этом месте, и соединение потеряет свою компоненту прочности соединения, связанную с трением сдвига.
Любое пространство между соединительными материалами приведет к вздутию заклепки в этом месте, и соединение потеряет свою компоненту прочности соединения, связанную с трением сдвига. - Повреждение головки заклепки или материала из-за того, что набор заклепочных пистолетов «отошел» от заклепки в процессе установки.
- Трещины заклепок из-за затвердевания материала. Заклепки категории AD следует забивать в течение двух-трех секунд. По мере забивания этих заклепок материал затвердевает. Если видны трещины заклепок, прочность соединения нарушена.
Осмотр заклепок с приводом
Как было сказано ранее, каждая заклепка требует проверки и подтверждения ее пригодности. Помимо проверки вышеуказанных дефектов, вам необходимо знать, соответствует ли он критериям допуска по размеру, указанным в пункте 1 выше. Вам следует построить простой калибр (рис. 9), который позволит быстро и легко проверить правильность установки размеров.
РИСУНОК 9
Рассмотрим заклепку -4 (т. е. диаметром 1/8 дюйма). Головка установленного магазина должна быть в 1,5 раза больше диаметра или 3/16 дюйма, а ее высота должна быть в 0,5 раза больше диаметра или 1/16 дюйма. Рисунок 9показан простой датчик с отверстием № 11 (чуть больше 3/16 дюйма) и толщиной 1/16 дюйма (или 0,063 дюйма), который даст вам необходимые параметры. Это отверстие должно точно соответствовать установленной заклепке, а высота заклепки должна быть примерно равна толщине калибровочного материала. Точно так же для заклепки -3 (диаметр 3/32 дюйма) калибровочное отверстие должно быть около 0,144 дюйма или сверло № 27, а толщина должна быть около 0,050 дюйма.
е. диаметром 1/8 дюйма). Головка установленного магазина должна быть в 1,5 раза больше диаметра или 3/16 дюйма, а ее высота должна быть в 0,5 раза больше диаметра или 1/16 дюйма. Рисунок 9показан простой датчик с отверстием № 11 (чуть больше 3/16 дюйма) и толщиной 1/16 дюйма (или 0,063 дюйма), который даст вам необходимые параметры. Это отверстие должно точно соответствовать установленной заклепке, а высота заклепки должна быть примерно равна толщине калибровочного материала. Точно так же для заклепки -3 (диаметр 3/32 дюйма) калибровочное отверстие должно быть около 0,144 дюйма или сверло № 27, а толщина должна быть около 0,050 дюйма.
Удаление неисправных заклепок
Чтобы удалить неисправную заклепку, выполните следующие действия:
- Просверлите отверстие (того же размера, что и оригинал) в головке заклепки, используя углубление заклепки, чтобы определить центр. Сверлить только через головку (либо универсальную, либо заподлицо).
- Вставьте пробойник в отверстие и подденьте головку.

- Подоприте материал с обратной стороны и с помощью пробойника выбейте оставшийся стержень заклепки.
- Замените заклепку оригинальной заклепкой того же размера и типа, при условии, что отверстие не было увеличено.
Я обнаружил, что он работает примерно в 50% случаев. Если произошло вздутие заклепки между материалами соединения или если отверстие не было просверлено точно по центру заклепки, этого просто не произойдет. И единственное решение — просверлить заклепку насквозь и бороться с большим отверстием.
Увеличенные заклепки
Увеличенные заклепки с хвостовиком (NAS1097AD-4) Доступны заклепки с головкой такого же размера, как у AN426-AD-3, но с диаметром стержня 1/8 дюйма. Если отверстие становится слишком большим, пересверлите его сверлом № 30 и установите одну из этих заклепок.
Мягкие заклепки
В тех случаях, когда металлические материалы, такие как алюминий или сталь и стекловолокно, соединяются заклепками, усилие установки заклепок AD (прочность на растяжение 36 000 фунтов на квадратный дюйм) будет стремиться сломать стекловолокно. Более мягкие заклепки категории «А» (прочность на растяжение 16 000 фунтов на квадратный дюйм) помогут решить эту проблему. (AN426A и AN470A.)
Более мягкие заклепки категории «А» (прочность на растяжение 16 000 фунтов на квадратный дюйм) помогут решить эту проблему. (AN426A и AN470A.)
На этом мы завершаем рассмотрение установки (или забивания) сплошных заклепок. В нашей следующей статье мы рассмотрим использование вытяжных заклепок в конструкции самолетов любительской постройки.
Вы можете прочитать об интересном эксперименте по проверке прочности хорошо и не очень заклепок в статье, написанной Биллом Марвелом здесь.
Ref: Standard Aircraft Handbook, Larry Reithmaier, McGraw Hill
Основы работы с листовым металлом, EAA SportAir Workshops, EAA
Выбор правильной длины заклепки для вашей конструкции — Omnia MFG
7 мая
Выбор правильной длины заклепки для вашего проекта
Джарретт Линоус
Проектирование
TL:DR – Длина захвата = толщина соединения. Длина цельной заклепки = толщина соединения + материал, необходимый для полной головки.
Длина цельной заклепки = толщина соединения + материал, необходимый для полной головки.
Выбор правильной длины заклепки для конструкционных и неконструкционных целей важен для полного использования свойств материала выбранной заклепки. Заклепки представляют собой постоянные механические крепежные детали, которые пластически деформируются, чтобы выдерживать осевую нагрузку на соединение. Наиболее часто используемые заклепки:
Глухие заклепки: трубчатая заклепка с оправкой в центре. Эти заклепки устанавливаются путем вытягивания оправки с «головки» заклепки, деформируя противоположную сторону. В конечном итоге оправка отламывается заподлицо с головкой заклепки.
Цельные заклепки: Цельный металлический стержень с «головкой» заклепки на одном конце. Сплошные заклепки устанавливаются путем закрепления «головки» заклепки при одновременном ударе молотком по противоположной стороне для пластической деформации или с помощью пневматического или другого механического инструмента для сжатия заклепок, который фиксирует «головку» и одновременно сжимает стержень заклепки.
 .
.Заклепки с плоской и круглой головкой: Вытяжные и сплошные заклепки могут иметь плоскую/потайную головку, а также круглую головку. Заклепки с плоской головкой обычно утапливаются под углом 82 и 100 градусов и устанавливаются в отверстие с потайной головкой. Заклепки с круглой головкой более традиционны, так как после установки остается видимой гладкая круглая головка крепежного элемента.
Размеры заклепок
Будь то коммерческое или военное применение, полезно ознакомиться с военными спецификациями для общей категории заклепок, которую вы планируете использовать. Лист спецификаций обеспечит понимание требований к установке (или рекомендаций) для класса заклепок в зависимости от материала, длины, формы головки и других факторов.
Рис. 2: Габаритный чертеж цельной заклепки с плоской головкой. Взято из листа военных спецификаций MS20426L. Заклепка, сплошная, с потайной головкой 100 градусов, прецизионная головка, сплав алюминия и титана Колумбия (для справки).
Рис. 2: Габаритный чертеж цельной заклепки с плоской головкой. Взято из листа военных спецификаций MS20426L. Заклепка, сплошная, с потайной головкой 100 градусов, прецизионная головка, сплав алюминия и титана Колумбия (для справки).
Если вы дизайнер или производитель, вы, вероятно, видели на чертеже обозначение заклепки с номером тире, называемым «необязательный» или «оптл», или какой-либо другой вариант. Как правило, это делается в неконструктивном конструктивном решении и оставляет выбор длины заклепки на усмотрение производственного или производственного персонала.
Вытяжная заклепка с плоской головкой, показанная на рис. 1, имеет размерную длину «GRIP», тогда как сплошная заклепка с плоской головкой, показанная на рис. 2, имеет размерную длину «C (ПРИБЛИЗИТЕЛЬНЫЙ МАТЕРИАЛ ДЛЯ ПОЛНОЙ ГОЛОВКИ)».
Как интерпретировать
При определении необходимой длины заклепки сначала измерьте толщину заклепываемого соединения. Учитывайте допуск по толщине рассматриваемого соединения.
Учитывайте допуск по толщине рассматриваемого соединения.
Рис. 3: Таблица размеров гильзы и штока (оправки) из пассивированного сплава нержавеющей стали со ссылкой на переменные на рис. 1. Взято из листа военных спецификаций MS20605N. Заклепка, глухая, неструктурная, 100-градусная заподлицо с головкой, класс 2 (для справки).
Размерная длина захвата обычно представляет собой диапазон и определяет минимальную и максимальную толщину соединения, с которым может использоваться конкретная заклепка, сохраняя при этом предполагаемую структурную целостность. Если ваше соединение близко к максимальному или минимальному диапазону, используйте допуски по толщине, чтобы определить, должна ли ваша заклепка быть длиннее или короче. Для заклепок с круглой головкой используйте плоское основание головки для определения длины заклепки (функциональная длина). Для справки см. рисунок 3, как может выглядеть диапазон хвата.
Рис. 4: Размерная таблица со ссылками на переменные, показанные на рис. 2. Взято из листа военных спецификаций MS20426L. Заклепка, сплошная, с потайной головкой 100 градусов, прецизионная головка, сплав алюминия и титана Колумбия (для справки).
Длину сплошной заклепки можно определить, взяв толщину шва и добавив требуемую длину полной головки на основе используемого диаметра заклепки. Например, если у вас толщина шва 1/4 дюйма и вы используете заклепку диаметром 3/32 дюйма в соответствии с таблицей на рис. 4, длина вашей заклепки должна быть примерно 1/4 дюйма + 0,141 дюйма, что требует длина заклепки 0,375 дюйма или 0,4375 дюйма
Джарретт Линоус
Инженер-механик
[email protected]
Я пропустил что-нибудь, что вас интересует? Напишите мне по электронной почте или прокомментируйте ниже!
0 лайков
Джаррет Линоус
Оставить комментарий
Джаррет Линоус
Справочные карты магазина
продано
Карточка для сверления и нарезания отверстий размером с бумажник
от 6,99 долл.
