Раззенковка отверстий это: РАЗЗЕНКОВКА | это… Что такое РАЗЗЕНКОВКА?
Содержание
Зенкование отверстий. Зенкер, зенковка – что это такое и технология работы Обработка отверстия под винт в потай
Главная > Растения > Зенкование отверстий. Зенкер, зенковка – что это такое и технология работы Обработка отверстия под винт в потай
Зенкование применяют для образования гнезда под головку потайного винта, заклепку, болт.
Инструмент и оборудование
Дрель (пневматическая или электрическая) или сверлильный станок, драчевый напильник, личной напильник, стальная линейка, угольник 90°, чертилка, кернер, молоток, спиральное сверло, конусная зенковка 90°, облицовочная зенковка, штангенциркуль.
Изделие — стальная плитка 114*20*10 мм (рис. 144).
1. Правильно и прочно закрепить изделие на сверлильном станке.
2. Просверлить сквозные отверстия.
3. Заменить сверло конусной зенковкой под 90° и вставить ее плотно в шпиндель.
4. Раззенковать отверстие на глубину 0,3 мм (рис. 145).
5. Заменить конусную зенковку облицовочной.
6. Раззенковать отверстия для винта с потайной цилиндрической головкой (рис. 146).
7. Раззенковать конусной зенковкой отверстия для винтов с потайной конической головкой (рис. 147).
При зенковании применяй в качестве смазки эмульсию. Глубину раззенкованного отверстия измеряй штангенциркулем с глубиномером.
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Терминология
– является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий
– это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
– инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкование отверстий
– процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.
Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм.
 Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71. - Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.
Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования
. Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая).
 Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер.
Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя.
Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления.
 Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер. - Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 – 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную.
Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Для этого используются специальные эмульсионные составы.
Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.
В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы.
Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания. Учитываются факторы расположения отверстия и численность процессов.
- Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.

- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.
Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Скачать ГОСТ
Утвержден Комитетом стандартов, мер и измерительных приборов
при Совете Министров СССР 28 апреля 1967 г. Дата введения установлена
01.01.69
Ограничение срока действия снято Постановлением
Госстандарта СССР от 14 апреля 1983 г. № 1790
Издание 2006 г. с Изменением № 4, утвержденным в апреле
1983 г. (ИУС 7-83).
1. Настоящий стандарт
распространяется на опорные поверхности под крепежные детали с диаметром
стержня от 1 до 48 мм, изготовляемые по государственным стандартам.
Стандарт полностью соответствует
СТ СЭВ 213-82.
2. Размеры опорных поверхностей
под шестигранные головки болтов и винтов, под шестигранные гайки с нормальным
размером под ключ и под шайбы должны соответствовать указанным на черт. и в табл. .
Таблица
1
D | D | |
13,5 | ||

1, 2. (Измененная редакция, Изм. № 4).
(Измененная редакция, Изм. № 4).
2а. Размеры опорных поверхностей
под шестигранные головки болтов и винтов и шестигранные гайки с уменьшенным
размером под ключ и под уменьшенные шайбы должны соответствовать указанным на
черт. и в табл. .
Таблица
2
Диаметр резьбы крепежной | D | D |
13,5 | ||
2б. Размеры опорных
Размеры опорных
поверхностей под увеличенные шайбы должны соответствовать указанным на черт. и в табл. .
Таблица
3
Диаметр резьбы крепежной | D | D |
2в. Размеры опорных
Размеры опорных
поверхностей под цилиндрические и полукруглые головки винтов со шлицем и под
цилиндрические головки винтов с шестигранным углублением под ключ должны
соответствовать указанным на черт. и в
табл. .
Таблица
4
Диаметр резьбы крепежной | D | D | t | t (пред. откл. по Н14) | t | t |
13,5 | ||||||
18,5 | 12,5 | |||||
17,5 | 10,5 | |||||
19,5 | 11,5 | |||||
21,5 | 25,5 | 12,5 | 16,5 | |||
23,5 | 27,5 | 13,5 | 17,5 | |||
25,5 | 30,5 | 14,5 | 19,5 | |||
28,5 | 33,5 | |||||
Примечание.
Размеры
t
1
и
t
3
даны для винтов с
нормальными или легкими пружинными шайбами по ГОСТ 6402-70.
2г. Размеры опорных поверхностей
под потайные и полупотайные головки винтов и шурупов и под шайбы стопорные с
зубьями для винтов с потайной и полупотайной головкой должны соответствовать
указанным на черт. и в табл. .
Таблица
5
Диаметр резьбы крепежной | D (пред. откл. по Н13) | D | D (пред. откл. по Н14) | t |
0,2 | ||||
2,0 | 4,6 | 4,3 | — | 0,2 |
2,5 | 5,7 | 5 | — | 0,3 |
3,0 | 6,6 | 6 | 7 | 0,3 |
3,5 | 7,6 | 7 | — | 0,3 |
4,0 | 8,6 | 8 | 9 | 0,3 |
5 | 10,4 | 10 | 11,5 | 0,3 |
6 | 12,4 | 11,5 | 14,5 | 0,4 |
8 | 16,4 | 15 | 18,5 | 0,7 |
10 | 20,4 | 19 | 22 | 0,7 |
12 | 24,4 | 23 | 26 | 1,0 |
14 | 28,4 | 26 | — | 1,0 |
16 | 32,4 | 30 | — | 1,2 |
18 | 36,4 | 34 | — | 1,2 |
20 | α | |||
1 | 1,7 | 90° | — | — |
1,2 | 2,1 | — | — | |
1,4 | 2,5 | — | — | |
1,6 | 2,7 | 6 | — | |
2 | 3,6 | 120° | ||
2,5 | 4,2 | 7 | ||
3 | 4,8 | 8 | ||
3,5 | 5,6 | 9,5 | ||
4 | 6,4 | 10,5 | ||
5 | 8,2 | 13 | ||
6 | 9,7 | 11 | 90° | |
8 | 13,3 | 15 | ||
10 | 16,4 | 75° | 17 | 75° |
12 | 19,4 | 20 | ||
14 | 23 | 24 | ||
16 | 23 | 60° | 24 | 60° |
17 | 26 | 27 | ||
20 | 29 | 30 | ||
22 | 32 | 33 | ||
24 Размер 4. Между опорной и У опорных поверхностей под 3,4. 5. 6. Диаметры сквозных отверстий (Измененная 7. 8. Для опорных поверхностей по (Измененная 9. |
 откл. -2°)
откл. -2°) При глубине
При глубине
назначение и особенности. Зенковка отверстий. Отличие зенковки от зенкера.
Зенковка – это металлорежущий инструмент с несколькими рабочими лезвиями, предназначенный для обработки предварительно просверленных отверстий цилиндрической или конической формы. С помощью зенковки, при выборе необходимого типа инструмента, можно получить различные по конфигурации углубления в отверстиях обрабатываемых деталей. Не следует путать зенковку с зенкерованием, рассверливанием отверстий на всю длину для повышения качества поверхности.
Основные определения
Зенковка-особый режущий инструмент, позволяющий изготавливать отверстия канонического или цилиндрического вида. С его помощью обрабатывают уже готовые отверстия с целью снятия фаски центрового отверстия.
С его помощью обрабатывают уже готовые отверстия с целью снятия фаски центрового отверстия.
Зенкер-инструмент состоящий из определенного количества лезвий, предназначенный для резки. Предназначена для улучшения качества отверстия и расширения уже готовых отверстий, создания отверстий цилиндрической или канонической формы. Обработка отверстий при помощи зенкера называется-зенкерование. Зенкерование относят к получистовой обработке металла.
Можно встретить неверное понятия, когда говорят что зенкер и зенковка одно и тоже. При помощи зенкера повышают технические качества отверстия. И он не предназначен для изготовления углублений.
Зенкование отверстий-снятие стружки или неровностей с просверленного отверстия. Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.
Зенкерование отверстия
Раззенковка отверстий-обработка просверленных отверстий под головки или шляпки болтов, саморезов, метизов.
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.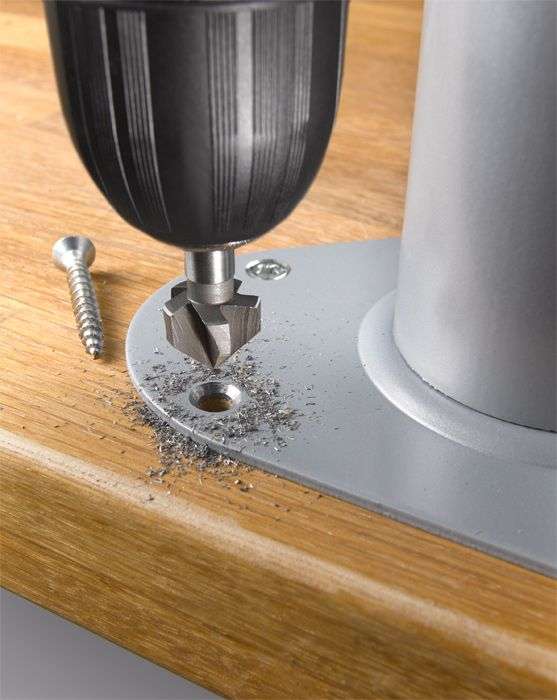
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев. Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров. При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.
Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.
Нередко путают зенкерование и зенкование отверстий и некорректно называют зенкером другой инструмент – зенковку (см.
фото ниже). Зенковки, в отличие от зенкеров, имеют другую конструкцию и применяются для решения иных технологических задач.
Зенковки конические
Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
Посмотрев данное видео, можно легко понять принцип работы и назначение зенковки, а также ее отличие от зенкера и других родственных инструментов для обработке отверстий.
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
Разновидности зенковок
Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
- Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям.
- Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия
- Торцевые зенковки.
При помощи зенковки возможно выполнять следующие действия над отверстием:
- Обработка отверстия с созданием конуса
- Получения конического углубления для саморезов или другого крепежного элемента.
- Удаление фаски и стружки из отверстий.
Зенковки изготавливаются из легированной или углеродистой стали інструментального назначения.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Действующие ГОСТы
На любой инструмент имеются нормативные документы по его использованию. Для того чтобы соблюдать технологический процесс работы с зенковками, разработаны ГОСТы зенковок. На каждый тип режущего элемента (здесь деление по категориям) имеются свои технические условия:
Для того чтобы соблюдать технологический процесс работы с зенковками, разработаны ГОСТы зенковок. На каждый тип режущего элемента (здесь деление по категориям) имеются свои технические условия:
- Согласно ГОСТ 14953-80Е описываются все нормы и правила касаемо зенковок конической формы. Здесь указан тип оборудования, с которым может работать резец, область его применения, рекомендуемые обороты, материал, для обработки которого предназначено устройство.
- Согласно ГОСТ 2И22-2-80 описываются все нормы и правила касаемо зенковок цилиндрической формы.
Зенкер
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.
Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.

Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности h21
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера
В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
Назначение
Основным назначением зенковок является выполнение отверстий различной величины и формы, в том числе для размещения крепежа. Помимо этого, такой инструмент позволяет корректировать отверстия, которые были приготовлены заранее, а также обрабатывать опорные поверхности вокруг отверстий, благодаря зубьям на торцах и направляющим цапфам. Подобные элементы могут быть сменными или изготавливаемыми вместе с зенковкой. В соответствии с действующим ГОСТ 14953-80, которым регламентируются промышленные условия для зенковки, типовые размеры инструмента, а также с учетом механических характеристик подвергаемого обработке материала режим осуществления работ.
Материалы для изготовления
Изготавливаются зенковки из твердосплавных материалов, различных стальных сплавов, быстрорежущих видов сталей. Для того чтобы обрабатывать изделия из пластика, дерева, или мягкого металла, используются зенковки, изготовленные преимущественно из стальных сплавов. Твердосплавные типы требуются для обрабатывания отверстий, изготовленных из более твердых металлов.
Отличие зенкования от зенкерования
Зенкование и зенкерование – это разные понятия, хоть и звучат очень похоже. Каждая технологическая операция имеет свои особенности и специфику. Под зенкованием понимается срезание достаточно большого слоя материала с заготовки для целей создания углублений, которые предназначены для скрытого установления крепежа. Кроме того, зенкование предназначено для выбора фасок. Зенкерование же представляет собой обработку внутренней поверхности материала будущего изделия для повышения точности, улучшения формы и качества в целом. Зенкер отверстие не углубляет, а лишь снимает очень тонкий слой материала, совершенствуя поверхность заготовки.
Сферы применения
К сферам применения зенковок относится использование на таких станках, как: — токарные; — сверлильные; — фрезерные; — расточные; — токарно-револьверные; — агрегатные. По уровню чистоты процедуру зенкования, как процесс технологического типа, квалифицируют как получистовую обработку. Ее, как правило, применяют перед тем, как развернуть отверстия в заготовочных элементах, изготовленных из различных материалов. Проведение подобной технологической операции обязательно выполняется на малых оборотах станка. Применяются некоторые разновидности зенковок также для обработки и снятия фасок в отверстиях, которые располагаются в труднодоступных местах – это инструменты обратного типа.
Как выбрать размер зенковки?
Чтобы винт идеально сел в потай, важно правильно подобрать конусный зенкер под головку метиза и зенковать отверстие на точную глубину, равную высоте головки. Угол инструмента должен соответствовать углу конуса головки, а его диаметр – диаметру головки. Если взять слишком большой зенкер, головка будет утопать в «кратере» отверстия, а если меньший, то она будет выступать над плоскостью, что тоже выглядит не эстетично.
Если взять слишком большой зенкер, головка будет утопать в «кратере» отверстия, а если меньший, то она будет выступать над плоскостью, что тоже выглядит не эстетично.
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.
Таблица 1. Размер зенковки под головку винта (с учетом допусков).
| Диаметр резьбы d, мм | Стандартные размеры головки | Диаметр зенковки, мм | Предельные отклонения, мм | ||||
| Диаметр, мм | Высота, мм | D1 (по h23) | D2 (по h22) | D3 (по h24) | |||
| 2.0 | 3.8 | 1.2 | 4.3 | 4. 6 6 | 4.3 | — | |
| 2.5 | 4.7 | 1.5 | 5.6 | 5.7 | 5 | — | |
| 3 | 5.6 | 1.65 | 6.3 | 6.6 | 6 | 7 | |
| 3.5 | 6.5 | 1.93 | 7.3 | 7.6 | 7 | — | |
| 4 | 7.4 | 2.2 | 8.3 | 8.6 | 8 | 9 | |
| 5 | 9.2 | 2.5 | 10.4 | 10.4 | 10 | 11.5 | |
| 6 | 11 | 3 | 12.4 | 12.4 | 11.5 | 14.5 | |
| 8 | 14.5 | 4 | 16.5 | 16.4 | 15 | 18.5 | |
| 10 | 18 | 5 | 20.5 | 20.4 | 19 | 22 | |
| 12 | 21.5 | 6 | 24.0 | 24.4 | 23 | 26 | |
| 14 | 25 | 7 | 28. 0 0 | 28.4 | 26 | — | |
| 16 | 28.5 | 8 | 31.0 | 32.4 | 30 | — | |
| 18 | 32.5 | 9 | 35.0 | 36.4 | 34 | — | |
| 20 | 36 | 10 | 39.0 | 40.4 | 37 | — | |
что это такое. Чем отличается зенкование от зенкерование
Зенкерование: инструмент и особенности
Зенкерование – это промежуточный процесс обработки отверстий располагаемый, как правило, между сверлением и разверткой. Это получистовая обработка отверстия с целью:
- повышения точности отверстия до 4-го и даже 5-го класса;
- улучшения шероховатости;
- придания строгой геометрической формы.
Также зенкерование применяется при обработке отверстий полученных литьём или обработкой давлением.
Обработка производится с помощью зенкера, инструмента внешне похожего на сверло, но имеющего ряд конструктивных отличий. Основные отличия – это увеличенная перемычка между режущими кромками, увеличенное количество рабочих кромок и срезанный угол. Всё это обеспечивает высокую устойчивость зенкера и его соосность с обрабатываемым отверстием. Так, наличие 3-4 режущих кромок обеспечивает плавное распределение сил в зоне контакта зенкера с обрабатываемой деталью. Геометрия режущей части обеспечивает обработку отверстия без съема металла в продольном направлении.
Основные отличия – это увеличенная перемычка между режущими кромками, увеличенное количество рабочих кромок и срезанный угол. Всё это обеспечивает высокую устойчивость зенкера и его соосность с обрабатываемым отверстием. Так, наличие 3-4 режущих кромок обеспечивает плавное распределение сил в зоне контакта зенкера с обрабатываемой деталью. Геометрия режущей части обеспечивает обработку отверстия без съема металла в продольном направлении.
Зенкеры различаются по количеству зубьев (3 или 4) и конструкции – насадные, цельные и вставные. Выбор инструмента зависит от диаметра отверстия. Так, применение вставных зенкеров (с вставными ножами) рекомендуется для отверстий диаметром от 20 мм., цельные применяются для малых диаметров (от 12 мм.).
Для получения более точных и сложных поверхностей используются комбинированные типы инструмента с большим количеством режущих кромок (до 8). При этом сборные зенкеры применяются совместно с другим металлорежущим инструментом – сверлами, развертками и т. д.
д.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Это интересно: Марки меди — ГОСТ 859-2001: характеристики, расшифровка
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.

- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Оборудование
Для зенкования и зенкерования используется, чаще всего, сверлильные станки различного типа. Также может быть использован обрабатывающий центр или токарный станок – практически тоже самое оборудование, на котором выполняются и операции сверления. Для обеих операций не рекомендуется использовать ручной инструмент из-за недостаточной точности позиционирования.
Новости
Олеиновая кислота — в наличии!
Олеиновая кислота, СОЖ в наличии
Твердосплавные пластины — расширение каталога!
Большое расширение ассортимента пластин, в наличии!
Торцевые насадные фрезы
Торцевые фрезы в наличии!
Статьи
Зернистость алмазных кругов
Особенности, классификация зернистости алмазных кругов
Коническая резьба для труб
Коническая резьба для труб: как соединить разные нарезки
Зиговка металла
Зиговка металла – процесс обработки листового металла
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Это интересно: Что такое сверла HSS и их характеристики? Разновидности и советы по выбору.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
- Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
- Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
- Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.
- Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.
- Провести зенкование отверстия.
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
По типу закрепления в патроне станка:
По особенностям конструкции:
По геометрической форме:
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
Насадные зенкеры не имеют хвостика и крепятся с помощью оправки, для чего в теле инструмента предусмотрен паз.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.
Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9.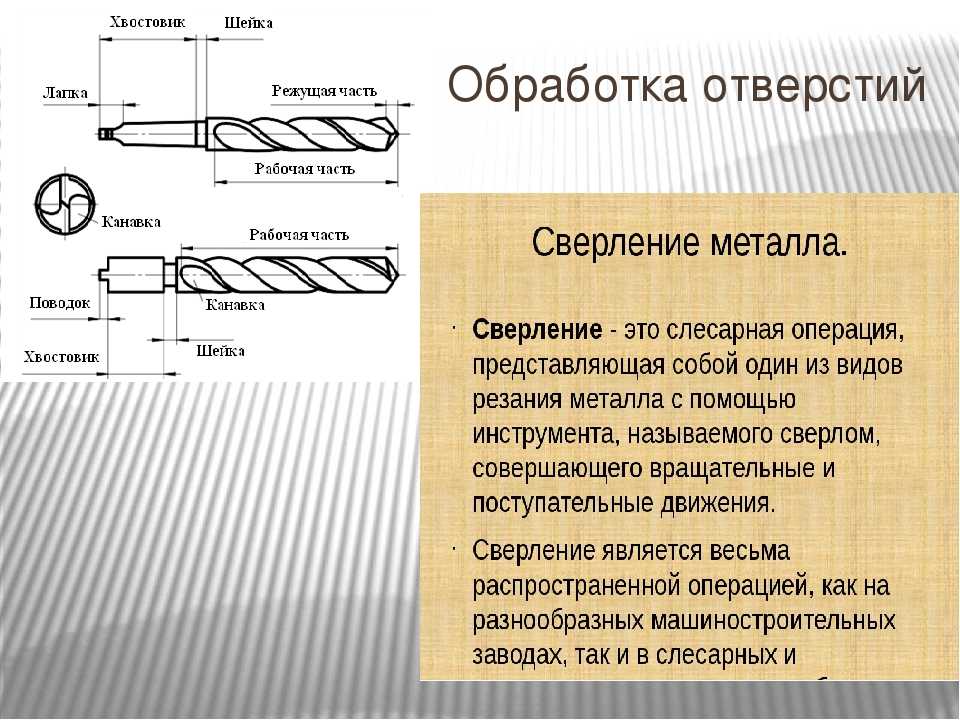 Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Виды и применение зенковок
При обработке деталей на сверлильных и токарных станках зенковка по металлу применяется для:
- Формирование в предварительно подготовленных отверстиях углублений конической или цилиндрической формы требуемой длины.
- Формирование опорных плоскостей возле отверстий.
- Съём фаски в отверстиях.
- Обработка отверстий под крепеж.
Часто можно встретить и термин «цековка», так называют инструмент, предназначенный для рассверливания углублений цилиндрической формы и опорных плоскостей.
По конфигурации режущей части встречаются следующие виды зенковок:
- Цилиндрической конфигурации.
- Конические зенковки.
- Торцовые инструменты.
По диаметру обрабатываемых отверстий зенковки подразделяются на:
- Простые (от 0,5 до 1,5 мм).

- Для отверстий диаметром от 0,5 до 6 мм. Выпускаются с предохранительным или без предохранительного конуса.
- Зенковки с конусным хвостовиком. Применяются для отверстий диаметром от 8 до 12 мм.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.

- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Геометрические параметры
Чтобы правильно подобрать зенкер под конкретную задачу, нужно знать, с каким металлом он будет работать и что за параметры имеют основные элементы зенкера. Для цельнометаллических элементов цилиндрической формы предусмотрены следующие стандарты на геометрические параметры при обработке конкретных материалов:
- У деталей, выполненных из стали конструкционного назначения с отверстиями до 40.0 мм в диаметре, обработку последних проводят инструментом с диаметром рабочей части от 40 до 10 мм и количеством режущих кромок 3–4 единицы. Если диаметр достигает 80 мм, то резец должен быть в пределах 32–80 мм.
- У деталей, выполненных из металла, который был подвержен закалке, отверстия обрабатывают 4- и 3-лезвийными зенкерами с размером поперечного сечения от 50 до 14 мм.
- У деталей из чугуна либо металла цветного операцию зенкерования для глухих отверстий проводят перовым инструментом.
Это интересно: Основной цвет меди и ее оттенки. Отличия от других металлов
Отличия от других металлов
Рекомендации по применению конических элементов к типу металла, что должно соответствовать определенной геометрической форме конуса (имеется в виду угол), следующие:
- От 20 до 15 градусов угол можно применять, когда необходима обработка мягких марок стали и сплавов.
- От 10 до 8 градусов угол подойдет для работы, что предполагает зенковку металлов с твердостью средней величины либо деталей для отливок стальных.
- Угол в 5 градусов и ниже применим для зенковки заготовок из чугуна либо сталей высоколегированных.
Когда при помощи зенкера проводят чистовую обработку изделия, диаметр поперечника инструмента должен совпадать с тем диаметром, который должен получиться в итоге!
Сервис Северные Стрелы —
Сверление – это термин, используемый для операций, в процессе которых создаются сквозные и глухие отверстия, включающий в себя и последующие операции, такие как раззенковка и нарезание резьбы метчиком.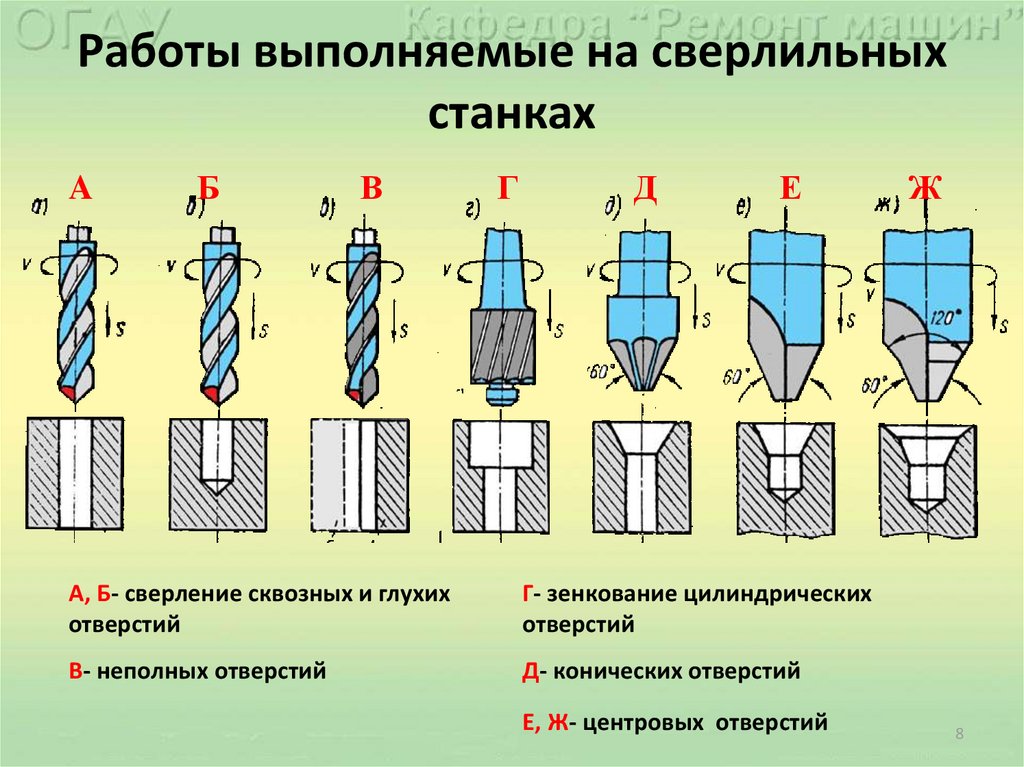 Электроинструменты, используемые для этойработы, являются либо ручными (переносными), либо стационарными дрелями с соответствующей технологической оснасткой и зажимными устройствами. Процесс сверления является результатом давления подачи (движения подачи) и вращательного движения (движения резания). Они дают следующий эффект: Режущая кромка сверла проникает в материал в результате применяемого давления (движения подачи). Кроме того, вращательное движение (движение резания) вращает сверло и помогает внешней границе режущей кромки продвигаться дальше в материал. Материал отрезается в виде стружек, которые удаляются из высверленного отверстия вращательным движением и благодаря геометрии спирали сверла. Основным условием успешного сверления является знание характерных свойств обрабатываемого материала. Отверстия сверлятся чаще всего в древесине, композитных материалах, пластмассе, минеральных веществах, металле. И в зависимости от материала используется различная скорость резания.
Электроинструменты, используемые для этойработы, являются либо ручными (переносными), либо стационарными дрелями с соответствующей технологической оснасткой и зажимными устройствами. Процесс сверления является результатом давления подачи (движения подачи) и вращательного движения (движения резания). Они дают следующий эффект: Режущая кромка сверла проникает в материал в результате применяемого давления (движения подачи). Кроме того, вращательное движение (движение резания) вращает сверло и помогает внешней границе режущей кромки продвигаться дальше в материал. Материал отрезается в виде стружек, которые удаляются из высверленного отверстия вращательным движением и благодаря геометрии спирали сверла. Основным условием успешного сверления является знание характерных свойств обрабатываемого материала. Отверстия сверлятся чаще всего в древесине, композитных материалах, пластмассе, минеральных веществах, металле. И в зависимости от материала используется различная скорость резания. Природные материалы, такие как древесина, обычно имеют нерегулярную текстуру, например, более мягкие и более твёрдые места в пределах одной и той же детали, а также направленную структуру (волокна). Вы можете выбирать различные типы древесины с мягкой или твердой текстурой. Природный камень обычно имеет однородную структуру, в то время как искусственный камень, например бетон, имеет нерегулярную структуру и твердость. Его структура состоит из мягких заполнителей и твердого щебня. И природные, и искусственные камни могут быть мягкими или чрезвычайно твердыми. Металл всегда имеет однородную структуру, и поэтому каждый тип металла имеет характерную прочность на растяжение. Существуют различные типы мягких и твердых или жестких и хрупких металлов, а так же металлы с твердыми поверхностями, например, прокатная плена или прокатная окалина.
Природные материалы, такие как древесина, обычно имеют нерегулярную текстуру, например, более мягкие и более твёрдые места в пределах одной и той же детали, а также направленную структуру (волокна). Вы можете выбирать различные типы древесины с мягкой или твердой текстурой. Природный камень обычно имеет однородную структуру, в то время как искусственный камень, например бетон, имеет нерегулярную структуру и твердость. Его структура состоит из мягких заполнителей и твердого щебня. И природные, и искусственные камни могут быть мягкими или чрезвычайно твердыми. Металл всегда имеет однородную структуру, и поэтому каждый тип металла имеет характерную прочность на растяжение. Существуют различные типы мягких и твердых или жестких и хрупких металлов, а так же металлы с твердыми поверхностями, например, прокатная плена или прокатная окалина.
Сверла
Число и положение режущих кромок, канавок режущего инструмента и используемых углов называются геометрией сверла. Следующие основные понятия описывают геометрию сверла и ее влияние на процесс сверления.
Угол при вершине: в спиральном сверле угол при вершине необходим, чтобы сверло смогло центрироваться в обрабатываемой детали. Угол должен быть меньше 180°. Чем больше угол при вершине в сверле с определенным диаметром, тем короче его режущие кромки. Уменьшение длины режущих кромок улучшает точность направления сверла и уменьшает необходимое прижимное усилие. Чем меньший угол при вершине на сверле с определенным диаметром, тем длиннее его режущие кромки. Увеличение длины режущей кромки усложняет точность направления сверла и увеличивает необходимое прижимное усилие. Стандартные углы при вершине – 118 ° (универсальный угол для более мягких материалов) и 135 ° (предпочтителен для более твердых материалов). Другие углы при вершине имеют скорее отрицательные свойства и используются только в особых случаях.
Задний угол: задний угол дает возможность режущей кромке проникать в обрабатываемую деталь. Без заднего угла режущая кромка скользила бы по поверхности обрабатываемой детали, не проникая внутрь ее. Задний угол создается шлифованием задней поверхности режущих кромок сверла. Если задний угол слишком большой, то есть если задняя поверхность режущих кромок сверла слишком сошлифована, то режущая кромка может преждевременно изнашиваться под нагрузкой или даже вырываться. Существует дополнительная опасность в том, что режущая кромка будет застревать в материале из-за низкого сопротивления резанию.
Задний угол создается шлифованием задней поверхности режущих кромок сверла. Если задний угол слишком большой, то есть если задняя поверхность режущих кромок сверла слишком сошлифована, то режущая кромка может преждевременно изнашиваться под нагрузкой или даже вырываться. Существует дополнительная опасность в том, что режущая кромка будет застревать в материале из-за низкого сопротивления резанию.
Передний угол или угол стружечной канавки: угол стружечной канавки режущей кромки сверла определяется рабочим углом в передней плоскости режущего инструмента (боковым передним углом) спирали сверла. Он оказывает решающее влияние на формирование и удаление стружки. Поэтому угол выбирается в соответствии со свойствами обрабатываемого материала. Три наиболее важных типа угла обозначаются символами N, H и W. Тип N имеет боковой передний угол между 19° и 20°, который считается стандартным углом для стали. Тип W имеет боковой передний угол между 27° и 45°, который рекомендуется для мягких образующих длинную стружку типов металла, таких как алюминий и медь. Тип Н имеет боковой передний угол между 10° и 19°, который рекомендуется для хрупких типов металла (латуни). Тип ATN имеет боковой передний угол между 35° и 40° и оборудован дополнительными стружечными канавками. Используется для сверления глубоких отверстий. В области деревообработки применяются особые правила. В зависимости от типа древесины используются различные углы резания.
Тип Н имеет боковой передний угол между 10° и 19°, который рекомендуется для хрупких типов металла (латуни). Тип ATN имеет боковой передний угол между 35° и 40° и оборудован дополнительными стружечными канавками. Используется для сверления глубоких отверстий. В области деревообработки применяются особые правила. В зависимости от типа древесины используются различные углы резания.
Главная режущая кромка:главная режущая кромка отвечает за сам процесс сверления. Спиральное сверло всегда снабжено двумя главными режущими кромками. Они связаны между собой поперечной режущей кромкой.
Режущая кромка:поперечная режущая кромка находится в середине вершины сверла. Она не влияет на процесс резания. Она оказывает давление на обрабатываемую деталь, вызывает трение и препятствует, в принципе, процессу сверления. С помощью соответствующих процедур шлифования (которые довольно дорогостоящи) можно уменьшить длину поперечной режущей кромки. Результатом является так называемая подточенная поперечная режущая кромка, которая вместе с кромкой с сетчатой шлифовкой приводит к сокращению фрикционных сил и сокращению необходимого давления подачи. Одновременно значительно улучшается центрирование вершины сверла в обрабатываемой детали.
Одновременно значительно улучшается центрирование вершины сверла в обрабатываемой детали.
Вспомогательная режущая кромка (фаска, задняя грань): канавки режущего инструмента снабжены двумя фасками. Они очень остры и способствуют дополнительной обработке резанием боковых стенок высверленного отверстия. Качество стенки вокруг высверленного отверстия в значительной степени зависит от их конструкции. Сверла для древесины иногда бывают вообще без каких-либо фасок. Это улучшает точность направления сверла. В дополнение к геометрии сверла наиболее важными критериями являются материал сверла, его поверхностная структура и технологические приемы.
Влияние материала сверла:
Инструментальная сталь: эти сверла также называются хромованадиевыми или CV сверлами и рекомендуются для сверления древесины. Их легко затачивать. Они не должны использоваться для сверления металла.
Быстрорежущая сталь (HSS): увеличение доли хрома и кобальта улучшает твердость и высокотемпературную стабильность сверл. Добавление хрома и кобальта улучшает твердость и термостойкость сверл. Специальные легированные кобальтом сверла рекомендуются для вязких металлов и твердых сплавов (коррозионно-стойкие типы стали). Легированные кобальтом сверла рекомендуются, в частности, для вязких металлов и твердых сплавов (коррозионно-стойкая сталь).
Добавление хрома и кобальта улучшает твердость и термостойкость сверл. Специальные легированные кобальтом сверла рекомендуются для вязких металлов и твердых сплавов (коррозионно-стойкие типы стали). Легированные кобальтом сверла рекомендуются, в частности, для вязких металлов и твердых сплавов (коррозионно-стойкая сталь).
Твердые сплавы: эти искусственно созданные металлы с высоким содержанием вольфрама и кобальта. Они производятся с помощью процесса спекания, который делает их чрезвычайно твердыми и хрупкими. По этой причине они используются только для режущих кромок сверла. На ручных машинах для обработки неметаллических материалов, таких как керамика, стеклянные и армированные стекловолокном пластмассы, используются сверла, оснащенные твердосплавными режущими пластинами. Их особые свойства оптимизированы путем использования соответствующей геометрии режущих кромок сверла в соответствии с обрабатываемым материалом.
Влияние поверхности сверла: Без покрытия: качество сверла зависит от чистовой обработки его поверхности. Чем более гладкая поверхность, тем меньше трение.
Чем более гладкая поверхность, тем меньше трение.
Оксидное покрытие: трение существенно уменьшается за счет применения твердого оксидного слоя. Предварительным условием является обработка поверхности сверла высочайшего качества.
Покрытие из нитрита титана: эффект такой же, как и в случае использования оксидного покрытия. Превосходное уменьшение трения благодаря свойствам нитрита титана. При сверлении алюминиевых материалов не рекомендуется использовать без охлаждения.
Влияние способа производства на качество сверла:
Шарошечные сверла: сверло, обладающее очень высокой упругостью, формуемое без использования процесса резания. Дешевый способ производства. Срок службы, качество сверления и скорость выполнения работ соответствуют уровню цен.
Фрезерованные сверла: стружечные канавки фрезеруются из заготовки, кромки полируются. Способ производства, обеспечивающий создание сверл среднего качества. Удаление стружки в глубоких отверстиях не оптимально из-за грубо отфрезерованной поверхности стружечных канавок.
Удаление стружки в глубоких отверстиях не оптимально из-за грубо отфрезерованной поверхности стружечных канавок.
Шлифованные сверла: сверла вытачивают из заготовки с превосходным качеством поверхности. В результате отлично выдержаны заданные размеры и обеспечена высокая точность вращения. Легкое удаление стружки, длительный срок службы и высокая скорость выполнения работ. Различают следующие типы свёрел:
Спиральные сверла
Конструкция: спиральные сверла имеют две режущие кромки на конце сверла и двойную стружечную канавку вдоль хвостовика.
Принцип работы: с помощью давления подачи режущие кромки проникают в материал. Стружечные канавки обеспечивают правильное удаление из отверстия стружек, отрезаемых во время сверления.
Область применения: хорошо подходят для обработки металлоконструкций, также спиральные сверла от наименьшего до наибольшего диаметра применяются для широкого круга задач при обработке практически всех типов материала.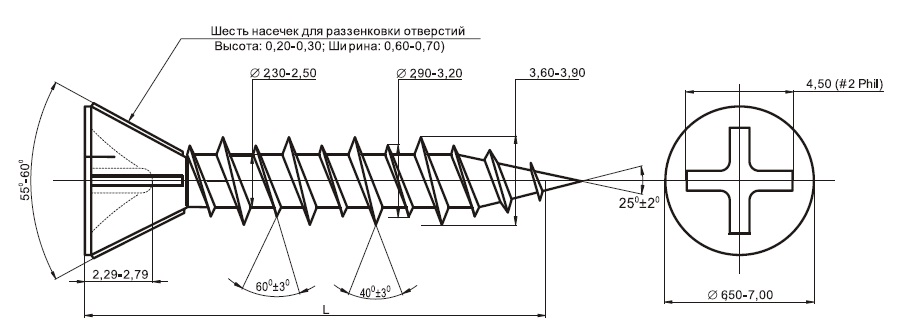
Особенности: универсальное сверло. Сверло требует от пользователя высокого давления подачи. Имеет склонность забиваться стружками в глубоких отверстиях. Не рекомендуется для работ по дереву, сверло «уводит из центра». Дешевое сверло.
Область применения: сверление или расширение сквозных отверстий в абразивных материалах.
Специальное сверло с коротким хвостовиком: спиральное сверло с небольшой рабочей длиной для работы с листовым металлом, предварительное сверление для взрывных заклепок.
Многоцелевое сверло из карбида вольфрама
Конструкция: хвостовик спирального сверла со вставленной пластиной из карбида вольфрама. Режущие кромки на пластине из карбида вольфрама остро заточены.
Принцип работы: геометрия режущей кромки обеспечивает больше скоблящий, чем режущий эффект.
Особенности: многоцелевые сверла из карбида вольфрама рекомендуется использовать для сверления керамики, фаянса, каменной кладки, кирпичной кладки и армированных стекловолокном пластмасс. При работе с металлом требуется высокое давление подачи и медленная скорость выполнения работ, в более мягких материалах и древесине получается очень грубое резание. Многоцелевые сверла из карбида вольфрама настоятельно рекомендуется использовать для сверления композитных материалов (трёхслойной древесностружечной плиты). В них объединены несколько различных материалов, таких как древесина, стекловолокно и металл. Естественно, Вам понадобится использовать сверло, которое может справиться с самым труднообрабатываемым материалом в композите. Не рекомендуется использовать для ударного сверления из-за острых как бритва режущих пластин из карбида вольфрама.
При работе с металлом требуется высокое давление подачи и медленная скорость выполнения работ, в более мягких материалах и древесине получается очень грубое резание. Многоцелевые сверла из карбида вольфрама настоятельно рекомендуется использовать для сверления композитных материалов (трёхслойной древесностружечной плиты). В них объединены несколько различных материалов, таких как древесина, стекловолокно и металл. Естественно, Вам понадобится использовать сверло, которое может справиться с самым труднообрабатываемым материалом в композите. Не рекомендуется использовать для ударного сверления из-за острых как бритва режущих пластин из карбида вольфрама.
Фрезерное долото
Конструкция: фрезерные долота имеют режущую головку спирального сверла, но у них нет стружечных канавок. На хвостовике позади режущей головки расположены зубья фрезы.
Принцип работы: заточенная вершина сверла первой просверливает сквозное отверстие в обрабатываемой детали. После того, как режущая головка проникнет через обрабатываемую деталь, Вы можете перемещать сверло боком, и резание будут выполнять зубья фрезы.
После того, как режущая головка проникнет через обрабатываемую деталь, Вы можете перемещать сверло боком, и резание будут выполнять зубья фрезы.
Область применения: сверление или расширение сквозных отверстий в абразивных материалах. Фрезерование длинных или имеющих произвольную форму отверстий и прорезей.
Особенности: фрезерные долота можно применять только обработке тонких деталей (пластины, листовой металл). При использовании ручного инструмента обеспечиваются не самые лучшие точность и качество. Чтобы улучшить качество работы используйте вспомогательные средства, такие как подставки для дрели или ограничители. Нельзя использовать для сверления отверстий в массивном материале.
Коническое сверло для листового металла
Конструкция: коническая режущая головка имеет две стружечные канавки, внешние края которых формируют режущий инструмент. Вершина сверла обычно заточена для сверления. Хвостовик имеет уменьшенный диаметр.
Принцип работы: заточенная вершина сверла первой прорезает направляющее отверстие в обрабатываемой детали, а затем режущие кромки расширяют отверстие. Чем глубже коническая режущая головка проникает в материал, тем большим становится диаметр высверленного отверстия.
Область применения: сверление или расширение сквозных отверстий в тонких материалах.
Особенности: для сверла требуется высокое давление подачи со стороны пользователя и высокий крутящий момент при низкой скорости электроинструмента. Это сверло подходит сверления сквозных отверстий только в тонких материалах (например, листовом металле). Нельзя использовать для сверления отверстий в массивном материале. Склонно к прихватыванию при сверлении алюминия.
Ступенчатое сверло
Конструкция: коническая режущая головка ступенчатой формы имеет две стружечные канавки, внешние края которых формируют режущие кромки. Переход от одной ступени к другой скошен. Вершина сверла обычно заточена для сверления. Хвостовик имеет уменьшенный диаметр.
Вершина сверла обычно заточена для сверления. Хвостовик имеет уменьшенный диаметр.
Принцип работы: заточенная вершина сверла первой прорезает направляющее отверстие в обрабатываемой детали, а затем режущие кромки расширяют отверстие. Чем глубже ступенчатая и коническая режущая головка проникает в материал, тем больше шаг за шагом увеличивается диаметр высверленного отверстия.
Область применения: сверление или расширение сквозных отверстий в тонких заготовках с точно определенными размерами.
Особенности: для сверла требуется высокое давление подачи со стороны пользователя и высокий крутящий момент при низкой скорости электроинструмента. Это сверло подходит для сверления сквозных отверстий только в тонких материалах (например, листовом металле). Нельзя использовать для сверления отверстий в массивном материале. При помощи скошенных переходов от одной ступени к другой во время сверления снимаются заусенцы c одной стороны высверленного отверстия. Склонно к прихватыванию при сверлении алюминия.
Склонно к прихватыванию при сверлении алюминия.
Зенковки
Коническая зенковка
Конструкция: конические зенковки имеют конусообразную вершину с тремя или более режущими кромками. Они имеют угол при вершине 60, 75, 90 или 120 градусов. Как правило, диаметр хвостовика меньше чем диаметр головки.
Принцип работы: благодаря большому количеству режущих кромок, зенковки могут легче центрироваться и выполнять аккуратное резание. Стружки, создаваемые во время конического зенкерования, остаются под режущей головкой; они не удаляются из отверстия.
Область применения: снятие заусенцев в высверленных отверстиях (угол при вершине 60 °) коническое зенкерование винтов (угол при вершине 90°)
Особенности: конические зенковки с 3 режущими кромками используются для глубокого зенкерования, так как стружки легко удаляются большими стружечными канавками. Конические зенковки с 5 или большим числом режущих кромок используются для неглубокой зенковки.
Коническая зенковка с поперечным отверстием
Конструкция: конические зенковки с поперечным отверстием имеют коническую режущую головку, в которой имеется наклонное отверстие. В результате режущая головка имеет две режущие кромки.
Принцип работы: острый угол резания вызывает режущее, а не скоблящее, как у конических зенковок, движение, которое обеспечивает очень высокое качество поверхности.
Область применения: снятие заусенцев в высверленных отверстиях; коническое зенкерование под головки винтов в тонких заготовках.
Особенности: идеальная зенковка для тонких металлических листов. Обеспечивает ровный разрез и работает без вибрации.
Съемная зенковка
Конструкция: съемные зенковки имеют конструкцию подобную коническим зенковкам, однако вместо хвостовика, у них есть дополнительное отверстие для вставки спирального сверла.
Принцип работы: съемные зенковки фиксируются винтом на спиральном сверле на необходимом расстоянии от вершины сверла.
Область применения: снятие заусенцев в высверленных отверстиях, зенкерование под головки винтов в древесине.
Особенности: съемные зенковки позволяют объединять сверление и коническое зенкерование в одну операцию. Это возможно только при сверлении сквозных отверстий. Для каждого диаметра сверла требуется специальная зенковка. Зенковки, которые зафиксированы вверх дном на сверле, служат в качестве ограничителей глубины для сверления глухих отверстий.
Спиральное сверло для древесины с центрирующим острием
Конструкция: спиральные сверла для древесины снабжены центрирующим острием для центрирования, двумя режущими кромками и дополнительной стружечной канавкой с двухзаходной резьбой.
Принцип работы: центрирующее острие фиксирует позицию сверла в обрабатываемой детали прежде, чем режущие кромки врежутся в обрабатываемую деталь. Стружечные канавки обеспечивают правильное удаление из отверстия стружек, создаваемых во время сверления.
Область применения: сверление отверстий с диаметром от малого до среднего в древесине с небольшими требованиями к качеству высверленного отверстия. Сверление отверстий с диаметром от малого до среднего в изделиях из искусственной древесины и мягких пластмасс с хорошим качеством отверстия.
Особенности: для сверла требуется высокое давление подачи со стороны пользователя, и оно имеет склонность забиваться стружками в глубоких отверстиях. Дешевое сверло.
Плоский фрезерный резец
Плоские фрезерные резцы снабжены центрирующим острием и двумя режущими кромками. Центрирующее острие и режущие кромки объединяются, формируя плоскую режущую головку, которая заканчивается хвостовиком небольшого диаметра. Стружечная канавка для удаления стружек отсутствует. Модифицированный вариант – регулируемый плоский фрезерный резец. Он снабжен направляющим устройством, которое обеспечивает регулировку и установку одной из режущих кромок.
Принцип работы:центрирующее острие фиксирует позицию сверла по отношению к обрабатываемой детали прежде, чем режущие кромки врежутся в деталь. Стружки, получаемые во время сверления, остаются на режущей головке, и они не удаляются из отверстия.
Винтовое сверло по дереву
Конструкция: винтовые сверла по дереву снабжены центрирующим острием с одинарной или двойной винтовой нарезкой, одной или двумя режущими кромками, одним или двумя подрезными резцами и винтовым транспортером с одиночной нитью (стружечная канавка).
Принцип работы: центрирующее острие определяет место сверла на обрабатываемой детали прежде, чем ножи врежутся в деталь. Винтовая резьба сверла обеспечивает самостоятельную подачу. Резцы определяют окружность отверстия и при резании дают чистый край без задиров. Большая стружечная канавка винтового транспортера гарантирует удаление стружек из глубоких отверстий без засорения высверленного отверстия.
Область применения: сверление глубоки х отверстий с диаметром от малого до среднего.
Особенности: для этого сверла требуется очень малое давление подачи. Винтовые сверла по дереву для древесины твердых пород имеют специальный тип резьбового захвата сверла.
Зенковка для древесины
Конструкция: зенковка для древесины снабжена центрирующим острием, двумя режущими кромками и двумя периферийными режущими кромками в качестве подрезных резцов. Зенковка для древесины имеет хвостовик малого диаметра без спирали или стружечной канавки.
Принцип работы: центрирующее острие определяет место сверла на обрабатываемой детали прежде, чем режущие кромки врежутся в деталь. Периферийные режущие кромки определяют диаметр высверленного отверстия и обеспечивают гладкий разрез. Стружки, получаемые во время сверления, остаются поверх режущей головки, и они не удаляются из отверстия.
Область применения: для сверления с высоким качеством неглубоких отверстий в массивной древесине с диаметром от малого до среднего, например для мебельной фурнитуры, или для удаления сучков в древесине.
Особенности: для сверла требуется высокое давление подачи со стороны пользователя, и оно имеет склонность забиваться стружками в глубоких отверстиях. Важно иметь возможность регулировки скорости вращения. Имеется возможность сверлить перекрывающиеся отверстия, которые выходят за кромку детали. Должно использоваться только в подставках для дрели.
Сверло для выборки отверстий под шарниры
Конструкция: сверла для выборки пазов под петли напоминают зенковку для древесины. Они снабжены центрирующим острием и двумя режущими кромками. У них есть хвостовик малого диаметра без спирали или стружечной канавки.
Принцип работы: центрирующее острие определяет место сверла на обрабатываемой детали прежде, чем режущие кромки врежутся в деталь. Стружки, получаемые во время сверления, остаются поверх режущей головки и не удаляются из отверстия.
Область применения: сверление неглубоких отверстий со стандартными размерами под чашки шарниров.
Особенности: для сверла требуется высокое давление подачи со стороны пользователя. Для сверления ламинированных пластиком материалов требуются режущие кромки из карбида вольфрама. Не рекомендуется использовать для сверления глубоких отверстий. Важно иметь возможность регулировки скорости вращения. Качество перекрывающихся отверстий неудовлетворительно. Сверлить отверстия, которые выходят за края обрабатываемой детали, при определенных условиях бывает невозможно. Должно использоваться только в подставках для дрели, чтобы предотвращать соскакивание сверла с метки и защищать тем самым обрабатываемые детали от повреждений.
Кольцевые пилы
Конструкция: открытый конец чашевидной втулки снабжен зубьями пилы. Закрытый конец имеет ведущий вал, который либо зафиксирован, либо имеет резьбу и может сниматься. К ведущему валу прикреплено центровое сверло, которое проходит через кольцевую пилу и выходит за пределы ее зубьев.
Принцип работы: центровое сверло определяет положение кольцевой пилы по отношению к обрабатываемой детали до того, как зубья пилы врежутся в материал. Стружки, произведенные во время сверления, частично остаются внутри кольцевой пилы.
Область применения: сверление отверстий от больших до очень больших диаметров в металлических листах, пластмассах и композитных материалах.
Особенности: для резания отверстий в металле Вам понадобится кольцевая пила с зубьями HSS (биметаллическая кольцевая пила) с так называемыми Vario-зубьями (то есть с чередованием маленьких и больших зубьев), которая обеспечивает хорошую скорость выполнения работ. При резании отверстий в металле необходимо использовать охлаждение.
Кольцевые пилы для древесины
Конструкция: тыльная сторона основания в форме диска соединена с ведущим валом и на передней стороне имеет несколько концентрических пазов. Кольцеообразные лезвия различных диаметров вставляются в эти пазы. Центровое сверло крепится к основанию и его кончик выходит за пределы вставленной кольцевой пилы.
Центровое сверло крепится к основанию и его кончик выходит за пределы вставленной кольцевой пилы.
Принцип работы: центровое сверло определяет позицию кольцевого лезвия по отношению к обрабатываемой детали прежде, чем зубья пилы врежутся в материал. Стружки, произведенные во время сверления, частично остаются внутри кольцевой пилы.
Область применения: сверление отверстий от большого до очень большого диаметра в древесине и композитных материалах.
Особенности: кольцевые пилы для древесины обычно поставляются в виде набора с лезвиями различных диаметров и основанием. Они просты в использовании и недороги, а качественные лезвия дают хорошие результаты при обработке древесины.
Сверло для стекла
Конструкция: стреловидный режущий инструмент из карбида вольфрама соединен с хвостовиком с помощью пайки.
Принцип работы: заточенная вершина сверла прокладывает путь в материале благодаря своей твердости.
Область применения: сверление сквозных отверстий в тонких деталях, изготовленных из стекла, керамики или камня.
Особенности: абсолютно обязательно использовать керосин в качестве охлаждающей жидкости при сверлении стекла, в то время как керамика обычно сверлится без охлаждающей жидкости. Применяйте инструмент с минимальным давлением, наилучшая скорость должна определяться методом проб и ошибок. Это сверло подходит для сверления только сквозных отверстий в тонких материалах. Нельзя использовать для сверления отверстий в массивном материале.
Типы хвостовиков для сверла
— круглый хвостовик
— круглый хвостовик, ступенчатый
— шестиугольный хвостовик
— конический хвостовик (конус Морзе, конус)
Общепринятые хвостовики имеют круглую форму. Они используются везде, где есть высокие требования к концентричность. Это обычно имеет место в области металлообработки. Круглые хвостовики распространены до диаметра 13 мм, иногда до 16 мм. Модифицированный вариант круглого хвостовика – ступенчатый хвостовик (обточенный). Эта конструктивная особенность позволяет вставлять в патрон сверла, диаметр которых больше чем диапазон размеров сверл, зажимаемых патроном для крепления сверла. Предостережение: использование укороченных хвостовиков нужно рассматривать только в качестве вынужденной меры, так как крутящий момент, необходимый для больших сверл, часто не может передаваться фрикционным зацеплением трехкулачкового патрона. Как только сверло провернулось при включении дрели, происходит повреждение зажимной секции фиксации хвостовика, и точное вращение больше уже не может быть гарантировано. Кроме того, поврежденные секций хвостовика сверла имеют острые кромки, которые могут поранить пользователя. Шестиугольные хвостовики лучше подходят для передачи сильного крутящего момента. В этом случае кулачки патрона для крепления сверла хорошо зажимают шестигранный хвостовик и препятствуют проскальзыванию сверла. Шестиугольные хвостовики характерны для больших диаметров сверления в древесине, где слегка уменьшенная точность вращения не столь важна.
Модифицированный вариант круглого хвостовика – ступенчатый хвостовик (обточенный). Эта конструктивная особенность позволяет вставлять в патрон сверла, диаметр которых больше чем диапазон размеров сверл, зажимаемых патроном для крепления сверла. Предостережение: использование укороченных хвостовиков нужно рассматривать только в качестве вынужденной меры, так как крутящий момент, необходимый для больших сверл, часто не может передаваться фрикционным зацеплением трехкулачкового патрона. Как только сверло провернулось при включении дрели, происходит повреждение зажимной секции фиксации хвостовика, и точное вращение больше уже не может быть гарантировано. Кроме того, поврежденные секций хвостовика сверла имеют острые кромки, которые могут поранить пользователя. Шестиугольные хвостовики лучше подходят для передачи сильного крутящего момента. В этом случае кулачки патрона для крепления сверла хорошо зажимают шестигранный хвостовик и препятствуют проскальзыванию сверла. Шестиугольные хвостовики характерны для больших диаметров сверления в древесине, где слегка уменьшенная точность вращения не столь важна. Если требуется передача очень высокого крутящего момента при одновременной высокой точности вращения, то решением является так называемый конический хвостовик (конус Морзе). Большой точности ориентации сверла достигают при помощи конуса, который передает крутящий момент, используя всю свою площадь поверхности. Диаметр сверла определяет скорость вращения. Чем меньше диаметр сверла, тем выше скорость. Больше диаметр сверла, тем ниже скорость. Скорость также зависит и от обрабатываемого материала. Чем мягче обрабатываемый материал, тем выше скорость. Чем тверже материал, тем ниже скорость. Так как различные материалы имеют различные степени твердости, необходимо всегда выбирать правильную скорость и диаметр сверления для конкретного материала. В профессиональных руководствах можно найти подробные справочные таблицы с опытными значениями. Значения скорости, приведенные в нашей таблице, должны рассматриваться как упрощенные стандартные значения, которые дадут хорошие результаты во время работы ручным инструментом.
Если требуется передача очень высокого крутящего момента при одновременной высокой точности вращения, то решением является так называемый конический хвостовик (конус Морзе). Большой точности ориентации сверла достигают при помощи конуса, который передает крутящий момент, используя всю свою площадь поверхности. Диаметр сверла определяет скорость вращения. Чем меньше диаметр сверла, тем выше скорость. Больше диаметр сверла, тем ниже скорость. Скорость также зависит и от обрабатываемого материала. Чем мягче обрабатываемый материал, тем выше скорость. Чем тверже материал, тем ниже скорость. Так как различные материалы имеют различные степени твердости, необходимо всегда выбирать правильную скорость и диаметр сверления для конкретного материала. В профессиональных руководствах можно найти подробные справочные таблицы с опытными значениями. Значения скорости, приведенные в нашей таблице, должны рассматриваться как упрощенные стандартные значения, которые дадут хорошие результаты во время работы ручным инструментом. При использовании специальных сверл и сверлильных коронок могут использоваться другие скорости. Вы должны следовать рекомендациям, приведенным на упаковке или в руководстве по эксплуатации. Если нельзя точно определить число оборотов дрели, используйте ближайшее подходящее значение.
При использовании специальных сверл и сверлильных коронок могут использоваться другие скорости. Вы должны следовать рекомендациям, приведенным на упаковке или в руководстве по эксплуатации. Если нельзя точно определить число оборотов дрели, используйте ближайшее подходящее значение.
Укороченные свёрла
Укороченные свёрла предназначены для сверления отверстий для заклепок с потайной головкой в тонких металлических листах. Они имеют стандартные диаметры, чтобы соответствовать используемым заклепкам с потайной головкой (взрывным заклепкам), например, 3,4 мм, 3,9 мм, 4,4 мм, 4,9 мм. Из-за обычной погрешности, вызываемой ручным сверлением, заклепки с соответствующими размерами (3,5 мм, 4 мм, 4,5 мм, 5 мм), будут точно соответствовать высверленным отверстиям.
Титановые свёрла
Начнем с того, что так называемые «титановые сверла» являются сверлами из стали HSS с тонким покрытием из нитрита титана. Цвет покрытия придает сверлу характерную золотистую окраску. Покрытие исключительно твёрдое и за счет этого уменьшает трение во время сверления. Снижение трения означает лучшее использование энергии для собственно процесса сверления, то есть более быстрое выполнение работы и меньшее изнашивание инструмента. Даже если сверла с покрытием из нитрита титана будут переточены, в результате чего покрытие под режущими кромками будет потеряно, то оставшееся покрытие на стружечных канавках и задней поверхности обеспечит лучшие рабочие характеристики, чем у «обычных» сверл из стали HSS. Но титановые свёрла не подходят для обработки алюминия. С точки зрения химии, у титана есть особое родство с алюминием, и, как результат воздействия давления и тепла во время процесса сверления, происходят некоторые химические и физические диффузионные процессы, которые приводят к тому, что происходит наплавление алюминия, и он как бы фольгирует титановую поверхность. Из-за этого трение значительно увеличивается, поэтому и производительность резания и удаление стружки ухудшаются до такой степени, что дальнейшее сверление становится невозможным.
Покрытие исключительно твёрдое и за счет этого уменьшает трение во время сверления. Снижение трения означает лучшее использование энергии для собственно процесса сверления, то есть более быстрое выполнение работы и меньшее изнашивание инструмента. Даже если сверла с покрытием из нитрита титана будут переточены, в результате чего покрытие под режущими кромками будет потеряно, то оставшееся покрытие на стружечных канавках и задней поверхности обеспечит лучшие рабочие характеристики, чем у «обычных» сверл из стали HSS. Но титановые свёрла не подходят для обработки алюминия. С точки зрения химии, у титана есть особое родство с алюминием, и, как результат воздействия давления и тепла во время процесса сверления, происходят некоторые химические и физические диффузионные процессы, которые приводят к тому, что происходит наплавление алюминия, и он как бы фольгирует титановую поверхность. Из-за этого трение значительно увеличивается, поэтому и производительность резания и удаление стружки ухудшаются до такой степени, что дальнейшее сверление становится невозможным. Поэтому сверла с покрытием из нитрита титана не должны использоваться для сверления алюминия. Они могут использоваться только для сверления алюминия на стационарных металлорежущих станках с принудительным жидкостным охлаждением. Решающим фактором для срока службы сверла имеет охлаждение. Режущая кромка дольше остается острой, также улучшается ее режущая способность. Охлаждающая жидкость выбирается в соответствии с обрабатываемым материалом. Типичные охлаждающие жидкости для ручных машин: Черные металлы: биологическое, минеральное масло, консистентная смазка или так называемые смазочно-охлаждающие эмульсии для сверления. Алюминий: керосин, смесь спирта и воды. Латунь: без охлаждающей жидкости. Стекло: керосин. Акриловое стекло: смесь спирта и воды. Древесина, пластмасса: как правило, без охлаждающей жидкости или смазки. Для сверления ручной дрелью рекомендуется использовать охлаждающую смазку. Ее очень легко и экономично использовать. Она подходит для большинства типов металла. Стоит научиться понимать важнейшие различия между»дешёвыми» и «дорогими» свёрлами.
Поэтому сверла с покрытием из нитрита титана не должны использоваться для сверления алюминия. Они могут использоваться только для сверления алюминия на стационарных металлорежущих станках с принудительным жидкостным охлаждением. Решающим фактором для срока службы сверла имеет охлаждение. Режущая кромка дольше остается острой, также улучшается ее режущая способность. Охлаждающая жидкость выбирается в соответствии с обрабатываемым материалом. Типичные охлаждающие жидкости для ручных машин: Черные металлы: биологическое, минеральное масло, консистентная смазка или так называемые смазочно-охлаждающие эмульсии для сверления. Алюминий: керосин, смесь спирта и воды. Латунь: без охлаждающей жидкости. Стекло: керосин. Акриловое стекло: смесь спирта и воды. Древесина, пластмасса: как правило, без охлаждающей жидкости или смазки. Для сверления ручной дрелью рекомендуется использовать охлаждающую смазку. Ее очень легко и экономично использовать. Она подходит для большинства типов металла. Стоит научиться понимать важнейшие различия между»дешёвыми» и «дорогими» свёрлами. По сравнению с «дорогими» сверлами «дешевые» сверла обеспечивают более низкое качество работы, имеют меньшую скорость выполнения работ и меньший срок службы. Основания для этого: — Дешевое сверло часто изготовлено из слишком мягкого или из плохо закаленного материала. — Неточная и часто неравномерная геометрия режущей кромки. — Плохая точность размеров: сверла с одним и тем же номинальным диаметром показывают значительные отклонения от одного сверла к другому. — Низкая концентричность из-за того, что хвостовики сверла слишком мягкие или покоробились при закалке. «Дорогие» сверла напротив, точнее, и благодаря их лучшим качествам долговечнее и обеспечивают лучшее использование мощности инструмента. В конечном счете, они являются фактически более выгодным приобретением, чем более дешевые варианты сверл!
По сравнению с «дорогими» сверлами «дешевые» сверла обеспечивают более низкое качество работы, имеют меньшую скорость выполнения работ и меньший срок службы. Основания для этого: — Дешевое сверло часто изготовлено из слишком мягкого или из плохо закаленного материала. — Неточная и часто неравномерная геометрия режущей кромки. — Плохая точность размеров: сверла с одним и тем же номинальным диаметром показывают значительные отклонения от одного сверла к другому. — Низкая концентричность из-за того, что хвостовики сверла слишком мягкие или покоробились при закалке. «Дорогие» сверла напротив, точнее, и благодаря их лучшим качествам долговечнее и обеспечивают лучшее использование мощности инструмента. В конечном счете, они являются фактически более выгодным приобретением, чем более дешевые варианты сверл!
Дрели
Ударные дрели
Основные типы: дрели с одной зубчатой передачей и дрели с двумя или несколькими механическими передачами. Первый используется везде, где требуется удобство в обращении с электроинструментом или где преимущественно работают в определенной области диаметров сверления. Типичными диаметрами сверления являются: до 6,5 мм, 6,5-10 мм, 10-13 мм. Наибольший диаметр сверления этих электроинструментов определен как 6 мм, 10 мм или 13 мм. Дрели с двумя передачами используются везде, где требуется универсальность применения электроинструмента, и где часто работают с различными диаметрами сверления. Это типичные диапазоны диаметров сверления: 6/10 мм, 8/13 мм и 10/16 мм. Технические данные электроинструмента обычно включают в себя наибольший возможный диаметр сверления и обозначение «с двумя передачами».
Первый используется везде, где требуется удобство в обращении с электроинструментом или где преимущественно работают в определенной области диаметров сверления. Типичными диаметрами сверления являются: до 6,5 мм, 6,5-10 мм, 10-13 мм. Наибольший диаметр сверления этих электроинструментов определен как 6 мм, 10 мм или 13 мм. Дрели с двумя передачами используются везде, где требуется универсальность применения электроинструмента, и где часто работают с различными диаметрами сверления. Это типичные диапазоны диаметров сверления: 6/10 мм, 8/13 мм и 10/16 мм. Технические данные электроинструмента обычно включают в себя наибольший возможный диаметр сверления и обозначение «с двумя передачами».
Диапазон диаметров сверления обычно указывается на паспортной табличке дрели. Исторически, дрели стали распространенными во времена и в странах, где была принята англосаксонская имперская система мер, основанная на дюйме. Используемые в настоящее время категории получены из следующих значений: 1/4″ = 6,5 мм 3/8″ = 10 мм 1/2″ = 13 мм 5/8″ = 16 мм Это означает, что, например, для 10 мм дрели мощность двигателя, его скорость и необходимый крутящий момент рассчитаны на сверление отверстий в стали с максимальным диаметром 10 мм. Можно просверлить отверстия и меньшего или большего диаметра. Но в этом случае Вы должны принять во внимание следующее: Чем меньший диаметр используемого сверла, тем медленнее его линейная скорость, и это подразумевает, что скорость выполнения работ, также будет медленнее. Значительно дольше сверлить 6 мм отверстие 10 мм дрелью, чем 6 мм дрелью, хотя мощность двигателя 10 мм электроинструмента обычно больше, чем у 6 мм электроинструмента. Чем больше диаметр сверления, тем выше нагрузка на электроинструмент. Если, например, в 10-мм электроинструменте Вы используете сверло, большее чем 10 мм, то повышенная нагрузка уменьшит скорость электроинструмента, и двигатель больше уже не будет в достаточной мере охлаждаться. Если это состояние перегрузки продолжится слишком долго, то электроинструмент, в конечном счете, перегреется и «перегорит».
Можно просверлить отверстия и меньшего или большего диаметра. Но в этом случае Вы должны принять во внимание следующее: Чем меньший диаметр используемого сверла, тем медленнее его линейная скорость, и это подразумевает, что скорость выполнения работ, также будет медленнее. Значительно дольше сверлить 6 мм отверстие 10 мм дрелью, чем 6 мм дрелью, хотя мощность двигателя 10 мм электроинструмента обычно больше, чем у 6 мм электроинструмента. Чем больше диаметр сверления, тем выше нагрузка на электроинструмент. Если, например, в 10-мм электроинструменте Вы используете сверло, большее чем 10 мм, то повышенная нагрузка уменьшит скорость электроинструмента, и двигатель больше уже не будет в достаточной мере охлаждаться. Если это состояние перегрузки продолжится слишком долго, то электроинструмент, в конечном счете, перегреется и «перегорит».
Для ударных дрелей указывается их максимальный диаметр сверления, рассчитанный на сверление отверстий в камне (с дополнительными техническими данными для стали и древесины), потому что ударные дрели обычно выбираются для сверления камня.
Существуют различные формы дрелей: в виде рукоятки пистолетного типа, рукоятки пистолетного типа с дополнительной рукояткой и с торцевой рукояткой. Выбор зависит от применения дрели. Корпус в форме пистолета делает электроинструменты более компактными и удобными в работе. По этой причине он получил широкое распространение в диапазонах диаметров сверления до 13 мм. Плечо рычага рукоятки пистолетного типа дрели помогает компенсировать восстанавливающий момент в случае заклинивания оснастки. Рекомендуется использовать дополнительную рукоятку. Это является необходимостью при сверлении отверстий больших диаметров. Торцевая рукоятка обеспечивает возможность эргономично прикладывать более высокое давление подачи напрямую вдоль оси шпинделя инструмента. По этой причине она получила широкое распространение в диапазонах диаметров сверления выше 13 мм. Так как плечо рычага у торцевой рукоятки фактически отсутствует, то нельзя компенсировать восстанавливающий момент при его возникновении. Электроинструменты с торцевой рукояткой всегда должны использоваться вместе с дополнительной рукояткой. Она улучшает контроль и обращение с дрелью, что обеспечивает лучшие результаты работы. Ее наиболее важной функцией является уменьшение риска несчастных случаев в случае, если сверло заклинивается в отверстии. Резко возникающий восстанавливающий момент можно компенсировать только с помощью дополнительной рукоятки. При работе с дрелями с торцевой рукояткой использование дополнительной рукоятки является насущной необходимостью!
Она улучшает контроль и обращение с дрелью, что обеспечивает лучшие результаты работы. Ее наиболее важной функцией является уменьшение риска несчастных случаев в случае, если сверло заклинивается в отверстии. Резко возникающий восстанавливающий момент можно компенсировать только с помощью дополнительной рукоятки. При работе с дрелями с торцевой рукояткой использование дополнительной рукоятки является насущной необходимостью!
Очень полезным, при определённых условиях, может оказаться наличие у дрели Ограничителя глубины. Вот небольшой пример, чтобы объяснить это: промышленная фирма должна сверлить 1000 отверстий с глубиной 30 мм. Без ограничителя глубина отверстия колеблется в интервале между 30 и 36 мм, то есть в среднем отверстия на 3 мм глубже. При 100 высверленных отверстиях это означает, что дополнительно просверлено расстояние, равное 3000 мм. Вы можете легко вычислить напрасно потраченное время и дополнительный износ сверл и электроинструментов.
Выбирать, какой инструмент будет Вам более полезен – дрель или ударная дрель, стоит в зависимости от цели применения. Дрели имеют шпиндель, который жестко закреплен в подшипниках. Это обеспечивает высокую концентричность вращения. Скорость вращения оптимизирована для сверления металла. У ударных дрелей шпиндель может двигаться в подшипниках. В результате концентричность вращения, естественно не так хороша как у дрели. Скорость вращения ударных дрелей обычно выше, так как они предназначены для сверления камня, что требует ударного воздействия с высокой скоростью. Концентричность вращения шпинделя дрели лучше, чем у шпинделя ударной дрели. Шпиндель дрели прочно направляется подшипником, расположенным со стороны патрона для крепления сверла, который не допускает линейный или радиальный люфт. Сверлильный шпиндель в ударной дрели должен иметь возможность двигаться вперед-назад, чтобы обеспечить ударное сверление. Подшипник вала со стороны патрона для крепления сверла должен иметь линейный люфт (и по той же причине также небольшой радиальный люфт), который является причиной снижения концентричности вращения.
Дрели имеют шпиндель, который жестко закреплен в подшипниках. Это обеспечивает высокую концентричность вращения. Скорость вращения оптимизирована для сверления металла. У ударных дрелей шпиндель может двигаться в подшипниках. В результате концентричность вращения, естественно не так хороша как у дрели. Скорость вращения ударных дрелей обычно выше, так как они предназначены для сверления камня, что требует ударного воздействия с высокой скоростью. Концентричность вращения шпинделя дрели лучше, чем у шпинделя ударной дрели. Шпиндель дрели прочно направляется подшипником, расположенным со стороны патрона для крепления сверла, который не допускает линейный или радиальный люфт. Сверлильный шпиндель в ударной дрели должен иметь возможность двигаться вперед-назад, чтобы обеспечить ударное сверление. Подшипник вала со стороны патрона для крепления сверла должен иметь линейный люфт (и по той же причине также небольшой радиальный люфт), который является причиной снижения концентричности вращения. Домашними мастерами обычно выбираются ударные дрели. Они получили широкое распространение благодаря их универсальности. Профессиональные «узкоспециализированные» дрели можно приобрести у специализированных дистрибьюторов. Они лучше подходят для частого сверления. Необходимо делать различие между электронным управлением, электронной стабилизацией скорости вращения или электронным регулированием и ограничением крутящего момента или ограничением мощности. Скорость вращения обычно плавно изменяется; однако, скорость падает под нагрузкой, которую нельзя полностью компенсировать, нажимая кнопку управления. Преимущество для пользователя заключается в том, что управление помогает аккуратно выполнять предварительное сверление, не рискуя, что сверло соскочит с метки. Если Вы используете электронное управление для уменьшения скорости, дрель имеет меньшую мощность (крутящийся момент). Это происходит потому, что электронное управление уменьшает напряжение, подаваемое на двигатель. Это приводит к снижению скорости.
Домашними мастерами обычно выбираются ударные дрели. Они получили широкое распространение благодаря их универсальности. Профессиональные «узкоспециализированные» дрели можно приобрести у специализированных дистрибьюторов. Они лучше подходят для частого сверления. Необходимо делать различие между электронным управлением, электронной стабилизацией скорости вращения или электронным регулированием и ограничением крутящего момента или ограничением мощности. Скорость вращения обычно плавно изменяется; однако, скорость падает под нагрузкой, которую нельзя полностью компенсировать, нажимая кнопку управления. Преимущество для пользователя заключается в том, что управление помогает аккуратно выполнять предварительное сверление, не рискуя, что сверло соскочит с метки. Если Вы используете электронное управление для уменьшения скорости, дрель имеет меньшую мощность (крутящийся момент). Это происходит потому, что электронное управление уменьшает напряжение, подаваемое на двигатель. Это приводит к снижению скорости.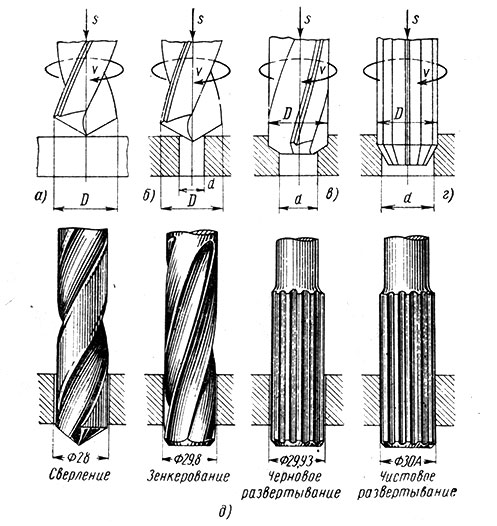 Одновременно также уменьшается электрический ток, протекающий через двигатель. Меньший ток означает меньшую мощность двигателя. Преимущества электронной стабилизации скорости вращения исходят из следующих доводов. Скорость вращения обычно плавно изменяется, благодаря чему под нагрузкой поддерживается постоянная величина выбранной скорости. Преимущество для пользователя такое же, как и в случае с электронным управлением. Кроме того, скорости могут выдерживаться в соответствии с обрабатываемым материалом или типом выполняемой работы. Результатом является лучшая производительность. Скорость не падает под нагрузкой, и это означает, что работа будет закончена раньше, то есть экономится время.
Одновременно также уменьшается электрический ток, протекающий через двигатель. Меньший ток означает меньшую мощность двигателя. Преимущества электронной стабилизации скорости вращения исходят из следующих доводов. Скорость вращения обычно плавно изменяется, благодаря чему под нагрузкой поддерживается постоянная величина выбранной скорости. Преимущество для пользователя такое же, как и в случае с электронным управлением. Кроме того, скорости могут выдерживаться в соответствии с обрабатываемым материалом или типом выполняемой работы. Результатом является лучшая производительность. Скорость не падает под нагрузкой, и это означает, что работа будет закончена раньше, то есть экономится время.
Дрели с электронным регулированием не должны работать на низкой скорости и под высокими нагрузками в течение длительного времени. Электроинструменты, которые работают под высокой нагрузкой, всегда потребляют большой ток. Кроме того, высокая нагрузка вызывает снижение скорости вращения. Однако электроинструменты с электронным регулированием будут поддерживать выбранную скорость, несмотря на большую нагрузку, что обычно пользователь инструмента даже не замечает. Температура двигателя повысится из-за увеличения потребляемой мощности. Это возрастание температуры не может компенсироваться встроенным вентилятором, который также работает медленнее из-за снижения скорости вращения. Есть риск перегревания электроинструмента.
Температура двигателя повысится из-за увеличения потребляемой мощности. Это возрастание температуры не может компенсироваться встроенным вентилятором, который также работает медленнее из-за снижения скорости вращения. Есть риск перегревания электроинструмента.
Чтобы предотвратить перегревание или перегрузку электроинструментов, в частности с электронным регулированием, Во время режимов работы с большими нагрузками и низкой скоростью, время от ввремени, Вы должны перевести электроинструмент в режим работы с высокой скоростью и позволить ему в течение короткого периода поработать без нагрузки. Как только воздух, выходящий из вентиляционных отверстий, достигнет допустимой температуры, Вы можете продолжить работу.
Можно дополнительно ограничивать крутящий момент и вместе с этим мощность, которую потребляет электроинструмент. Преимущество, которое предоставляет пользователю регулирование крутящего момента, заключается в том, что оно может быть использовано в качестве предохранительной муфты с индивидуальной регулировкой, которая предохраняет сверло от поломки, материал от разрывания или редуктор от получения повреждений во время опасных режимов работы. До некоторой степени, эти электроинструменты могут также быть использованы для завинчивания крепежа в качестве шуруповертов. В большинстве случаев регулирование крутящего момента объединено с электронным регулированием.
До некоторой степени, эти электроинструменты могут также быть использованы для завинчивания крепежа в качестве шуруповертов. В большинстве случаев регулирование крутящего момента объединено с электронным регулированием.
Электронная стабилизация скорости вращения для дрели, используемой со специальной подставкой, Позволяет поддерживать выбранную скорость под нагрузкой. Поэтому Вы не должны вручную «ускорять» электроинструмент; вместо этого Вы можете держать руки на обрабатываемой детали и рычаге подачи.
Имеются дрели и ударные дрели с несколькими механическими передачами. Для чего вообще еще нужны механические передачи, когда можно устанавливать число оборотов от нуля до наибольшей скорости вращения с помощью электронного управления? Это лучше всего объясняет следующий пример: Все мы знаем, что можно использовать педаль акселератора в автомобиле, чтобы «увеличить скорость» от частоты вращения холостого хода до предельной скорости. Однако, нам необходима трансмиссия с несколькими шестернями, чтобы установить необходимый крутящий момент для различного режима нагрузки от начала подъема на холмы до езды на большой скорости. Процесс сверления также предъявляет различные требования к крутящему моменту, которые в значительной степени зависят от диаметра используемого сверла. Так как электронное управление может изменить только скорость, а не крутящий момент, различные диапазоны передаваемых крутящих моментов должны быть созданы посредством различных передаточных отношений. В результате используются механические коробки передач с двумя или несколькими передачами.
Процесс сверления также предъявляет различные требования к крутящему моменту, которые в значительной степени зависят от диаметра используемого сверла. Так как электронное управление может изменить только скорость, а не крутящий момент, различные диапазоны передаваемых крутящих моментов должны быть созданы посредством различных передаточных отношений. В результате используются механические коробки передач с двумя или несколькими передачами.
Если Вы затрудняетесь при выборе дрели — с электронным регулированием скорости вращения или дрель с механическими передачами, лучше всего использовать комбинацию и того и другого: каждая шестерня в механической коробке передач определяет скорость и диапазон передаваемых крутящих моментов, в котором Вы можете использовать электронное управление, чтобы точно настроить скорость. Односкоростные электроинструменты позволяют регулировать только скорость, а не крутящий момент. В подставке для дрели или в токарном станке нужно использовать дрель, снабженную и электронной стабилизацией скорости вращения, и несколькими механическими передачами, и регулированием крутящего момента для предварительного выбора и ограничения крутящего момента. Для листового металла используются мощные, медленно работающие дрели с коническими свёрлами, так как конические сверла для листового металла требуют большого крутящего момента. Для кольцевых пил рекомендуются Мощные, медленно работающие электроинструменты, лучше всего с системой регулирования крутящего момента, которая остановит электроинструмент, если кольцевая пила внезапно «застрянет» в материале.
Для листового металла используются мощные, медленно работающие дрели с коническими свёрлами, так как конические сверла для листового металла требуют большого крутящего момента. Для кольцевых пил рекомендуются Мощные, медленно работающие электроинструменты, лучше всего с системой регулирования крутящего момента, которая остановит электроинструмент, если кольцевая пила внезапно «застрянет» в материале.
Домашние мастера могут использовать дрели (лучше всего с электронным регулированием и регулированием мощности) для того, чтобы время от времени завинчивать шурупы в древесину. Для специалистов использование дрелей для завинчивания крепежных деталей оказывается неэкономичным. Специальные шуруповерты дают лучшие результаты и экономят время.
Никогда не используйте дрель для завинчивания крепёжных деталей, так называемых «жестких» винтовых соединений (металл к металлу, болты, гайки). Резко возникающий крутящий момент затяжки может разрушить винтовое соединение, повредить электроинструмент и ранить пользователя.
Также не используйте дрель для перемешивания. Перемешивание полужидких вязких материалов (строительный раствор, клей) может перегрузить двигатель и трансмиссию. Для перемешивания должны использоваться только мощные дрели с низкоскоростными редукторами. Наилучшие результаты получаются при использовании специальных мешалок. Трансмиссия и подшипники рассчитаны на эксплуатацию при тяжёлых режимах; мощный двигатель поддерживается сильно пониженными передачами и может подвергаться воздействию предельных нагрузок при низкой скорости приспособления для перемешивания. Мешалки не должны использоваться для размешивания горючих жидкостей и разбавителей, например, растворителей. Электроинструмент может засасывать пары через отверстия системы охлаждения, которые затем могут быть воспламенены коммутатором. Некоторые приспособления для перемешивания выполняют перемешивание снизу вверх. Они предназначены для вязких жидкостей, так как они затягивают твердые вещества со дна и препятствуют вовлечению воздушных пузырей в размешиваемое вещество. Некоторые приспособления для перемешивания выполняют перемешивание сверху вниз. Они предназначены для легкоподвижных жидкостей, так как они препятствуют выплескиванию размешиваемого вещества. Примешиваемые воздушные пузыри могут легко всплыть на поверхность жидкого вещества после перемешивания.
Некоторые приспособления для перемешивания выполняют перемешивание сверху вниз. Они предназначены для легкоподвижных жидкостей, так как они препятствуют выплескиванию размешиваемого вещества. Примешиваемые воздушные пузыри могут легко всплыть на поверхность жидкого вещества после перемешивания.
При использовании дрели в качестве приводного электродвигателя для таких приспособлений, как водяные насосы, необходимо учитывать, какую значительную длительную нагрузку будет нести приводной электродвигатель, его трансмиссия и подшипники. В идеале нужно, поэтому выбирать приводной электродвигатель, который «немного мощнее» чем первоначально запланированный. Предпочтительным является использование приводных электродвигателей с электронным регулированием. Выбирайте инструмент, который может работать в непрерывном режиме работы на большой скорости, чтобы обеспечить достаточное охлаждение.
Для сверления отверстий в местах, куда другие дрели не достают, используют угловые дрели. Типичное применение: в кузовостроении, изготовлении мебели, крепление осветительной арматуры и оформление интерьера, автомобильные электротехнические работы (установка антенн) и скрытый монтаж. Для работ в этой области требуется маленькая ширина на угол. Ширина на угол – это измерение, которое означает расстояние центра сверла от верхних и боковых углов дрели. Чем меньше ширина на угол, тем плотнее к углам Вы можете выполнять сверление.
Для работ в этой области требуется маленькая ширина на угол. Ширина на угол – это измерение, которое означает расстояние центра сверла от верхних и боковых углов дрели. Чем меньше ширина на угол, тем плотнее к углам Вы можете выполнять сверление.
Сверла крепятся в дрели путем использования сверлильного патрона или конуса Морзе. Сверлильный патрон обычно содержит три зажимных кулачка или цанги, которые при вращении обоймы зажимного патрона движутся по конической поверхности скольжения до тех пор, пока не расположатся на хвостовике сверла. При дальнейшем затягивании гильзы зажимного патрона зажимные кулачки так сильно зажимаются на хвостовике сверла, что они могут надежно передавать на сверло любой крутящий момент от сверлильного шпинделя. Вы можете видеть, что одни и те же три зажимные кулачка отвечают и за центрирование, и за передачу крутящего момента. Усилие зажима патрона для крепления сверла создается фрикционным зацеплением зажимных кулачков на хвостовике сверла и зависит от силы, с которой затянута обойма сверлильного патрона. Сверлильный патрон отпустит сверло, если вращать обойму в противоположном направлении.
Сверлильный патрон отпустит сверло, если вращать обойму в противоположном направлении.
Сверлильные патроны с ключом и бесключевой имеют каждый свои особенности. Сила, необходимая, чтобы закрыть и открыть сверлильный патрон прилагается с помощью зубчатого торцового ключа для зажимного патрона, который закрепляется в зубчатом венце на передней стороне обоймы сверлильного патрона. Затягивание и открывание могут выполняться только одной рукой, однако для этого всегда требуется торцовый ключ для зажимного патрона. Усилие необходимое, чтобы закрыть и открыть сверлильный патрон прикладывается путем поворота профилированной легкозатягиваемой обоймы сверлильного патрона вручную. Необходимое усилие зажима достигается сложной технической конструкцией сверлильного патрона. Торцовый ключ для зажимного патрона не требуется.
Существуют бесключевые сверлильные патроны с двойной обоймой и бесключевые сверлильные патроны с одинарной обоймой. У первых обойма сверлильного патрона состоит из двух секций. Одну секцию необходимо плотно удерживать во время открывания или закрывания патрона во время вращения другой. Эта процедура требует использования обеих рук. Из-за относительно небольших участков захвата, усилия зажима получаются немного ниже, чем в случае использования сверлильного патрона с ключом особенно в случае маленьких сверлильных патронов. У патронов с одинарной обоймой — односекционная обойма и поэтому она короче. Чтобы использовать этот сверлильный патрон, необходима только одна рука. Однако электроинструмент должен быть снабжен так называемым зажимом шпинделя, чтобы препятствовать проворачиванию сверлильного шпинделя во время открывания или закрывания сверлильного патрона. Благодаря хорошему усилию зажима, достигаются более высокие силы фиксации, чем в случае со сверлильным патроном с двойной обоймой.
Одну секцию необходимо плотно удерживать во время открывания или закрывания патрона во время вращения другой. Эта процедура требует использования обеих рук. Из-за относительно небольших участков захвата, усилия зажима получаются немного ниже, чем в случае использования сверлильного патрона с ключом особенно в случае маленьких сверлильных патронов. У патронов с одинарной обоймой — односекционная обойма и поэтому она короче. Чтобы использовать этот сверлильный патрон, необходима только одна рука. Однако электроинструмент должен быть снабжен так называемым зажимом шпинделя, чтобы препятствовать проворачиванию сверлильного шпинделя во время открывания или закрывания сверлильного патрона. Благодаря хорошему усилию зажима, достигаются более высокие силы фиксации, чем в случае со сверлильным патроном с двойной обоймой.
Зажим шпинделя – это устройство, которое блокирует сверлильный шпиндель, в то время как дрель не работает. Совместно с бесключевым сверлильным патроном с одинарной обоймой это устройство дает возможность использовать только одну руку для открывания или закрывания сверлильного патрона. Сверлильные патроны с одинарной обоймой всегда требуют зажима шпинделя. В некоторых областях применения сверлильный патрон подвергается повышенным вибрациям (ударное сверление). Для предотвращения разжимания зажимных кулачков этими вибрациями их положение фиксируется автоматическим самофиксирующимся запорным устройством или винтом на сверлильном патроне. Устройство для предохранения от вращения против часовой стрелки – является левым винтом, дополнительно используемым для фиксации сверлильного патрона на сверлильном шпинделе, чтобы препятствовать ослаблению зажима сверлильным патроном во время вращения против часовой стрелки (например, при отвинчивании винтовых соединений).
Сверлильные патроны с одинарной обоймой всегда требуют зажима шпинделя. В некоторых областях применения сверлильный патрон подвергается повышенным вибрациям (ударное сверление). Для предотвращения разжимания зажимных кулачков этими вибрациями их положение фиксируется автоматическим самофиксирующимся запорным устройством или винтом на сверлильном патроне. Устройство для предохранения от вращения против часовой стрелки – является левым винтом, дополнительно используемым для фиксации сверлильного патрона на сверлильном шпинделе, чтобы препятствовать ослаблению зажима сверлильным патроном во время вращения против часовой стрелки (например, при отвинчивании винтовых соединений).
Конус Морзе соответствуют сверлам, имеющим хвостовик в виде внешнего конуса, который вставляется во внутренний конус на электроинструменте. Когда эти два конуса соединяются, они обеспечивают точное ведение и отличную концентричность сверла. Крутящий момент передается плоской секцией на конце конуса сверла, которая соответствует ответной части на конусе электроинструмента. Чтобы вынуть сверло из приспособления для крепления оснастки в этом месте используется так называемый клин для извлечения сверла. Крутящий момент передается очень равномерно и надежно всей поверхностью конуса Морзе. Конусы Морзе особенно подходят для передачи высоких крутящих усилий с оптимальной концентричностью. Так как не имеет смысла использовать один и тот же конус Морзе для маленьких и больших диаметров сверления, имеются конусы различных стандартных размеров. В электроинструментах, однако, всегда используется наибольшая возможная коническая посадка. Чтобы использовать маленькие конусы должны использоваться так называемые переходные втулки Морзе. Эти переходные втулки также поставляются со стандартными размерами.
Чтобы вынуть сверло из приспособления для крепления оснастки в этом месте используется так называемый клин для извлечения сверла. Крутящий момент передается очень равномерно и надежно всей поверхностью конуса Морзе. Конусы Морзе особенно подходят для передачи высоких крутящих усилий с оптимальной концентричностью. Так как не имеет смысла использовать один и тот же конус Морзе для маленьких и больших диаметров сверления, имеются конусы различных стандартных размеров. В электроинструментах, однако, всегда используется наибольшая возможная коническая посадка. Чтобы использовать маленькие конусы должны использоваться так называемые переходные втулки Морзе. Эти переходные втулки также поставляются со стандартными размерами.
Нарезатель резьбы
Нарезатели резьбы – это инструменты, при помощи которых можно нарезать винтовую резьбу в предварительно просверленных отверстиях в самых разных материалах, используя метчики. Нарезатели резьбы снабжены автоматической муфтой для вращения вправо/влево, плавающим сверлильным патроном и возможностью устанавливать роликовую муфту (муфту, ограничивающую крутящий момент). Автоматическая муфта позволяет работать с высокой скоростью и совместно с ограничителем глубины сверления предохраняет метчик от разрушения при нарезании резьбы в глухих отверстиях.
Автоматическая муфта позволяет работать с высокой скоростью и совместно с ограничителем глубины сверления предохраняет метчик от разрушения при нарезании резьбы в глухих отверстиях.
Роликовые муфты используются для нарезания резьбы метчиком. Роликовая муфта является муфтой, срабатывающей по заданному крутящему моменту. Ее можно настроить, и она ограничивает крутящий момент, передаваемый с электроинструмента на метчик. Если муфта настроена правильно, она в случае блокировки оснастки прервет силовую передачу между электроинструментом и метчиком до того как метчик поломается.
В нарезателях резьбы используются так называемые плавающие сверлильные патроны. В случае если электроинструмент наклонен набок, плавающий сверлильный патрон предотвращает передачу изгибающих сил на метчик. Жесткий сверлильный патрон не поддался при перекашивании инструмента или метчика. В этом случае твердый и сравнительно хрупкий метчик мог бы сломаться. Для метчиков наиболее подходит двухкулачковый патрон, так как он передает крутящий момент путем зажимания квадратного хвостовика метчика (принудительная блокировка). Профессиональные пользователи дрели с регулируемой установкой крутящего момента и вращением вправо/влево для нарезания резьбы, как правило, не применяют. Жесткий сверлильный патрон будет ломать метчик в случае перекашивания инструмента. К тому же, фрикционное зацепление трех зажимных кулачков не способно передавать необходимый высокий крутящий момент на метчик.
Профессиональные пользователи дрели с регулируемой установкой крутящего момента и вращением вправо/влево для нарезания резьбы, как правило, не применяют. Жесткий сверлильный патрон будет ломать метчик в случае перекашивания инструмента. К тому же, фрикционное зацепление трех зажимных кулачков не способно передавать необходимый высокий крутящий момент на метчик.
Во время нарезания резьбы метчиком необходимо учитывать:
— Отверстие под резьбу (предварительно просверленное отверстие) должно иметь правильный диаметр.
— Метчик должен иметь соответствующую форму
Метчики для глухих отверстий имеют спиральную форму, чтобы удалять стружки из высверленного отверстия. Метчики для сквозных отверстий имеют особую спиральную форму, чтобы удалять стружки вперед через высверленное отверстие. Применение метчиков со специальной формой улучшает качество резьбы и обеспечивает безотказное нарезание резьбы метчиком. Отверстие под резьбу – это отверстие, которое должно быть просверлено перед нарезанием резьбы метчиком. Диаметр отверстия под резьбу для сверл под машинный метчик и стандартных резьб равен диаметру резьбы минус шаг.
Диаметр отверстия под резьбу для сверл под машинный метчик и стандартных резьб равен диаметру резьбы минус шаг.
Предупреждение:знакомая формула диаметр резьбы x 0,8 = диаметр отверстия под резьбу применяется только к ручным трехпроходным метчикам! Самый удобный метод – найти диаметр отверстия под резьбу для машинных метчиков в соответствующих таблицах. Если отверстие под резьбу будет слишком узким, то метчик, вероятно, застрянет и поломается. Если отверстие под резьбу будет слишком широким, то резьба будет нарезана слишком тонко, и винты будут плохо держаться. Во время нарезания резьбы необходимо метчик смазывать. Без смазывания поверхность резьбы станет грубой и трещиноватой. Ее прочность будет значительно уменьшена. Выбор смазки зависит от обрабатываемого материала. Масло должно использоваться для стали, керосин рекомендуется для алюминия, смесь спирта и воды – для пластмасс. Так называемая охлаждающая смазка удобна для использования и универсально применима. При нарезании резьбы в мягких материалах, таких как алюминий или медь, нельзя использовать луженые метчики. Покрытие будет реагировать с материалом и вызывать отложения материала на режущих кромках, из-за чего метчик вскоре становится непригодным. Имеется метрическая резьба и так называемая имперская или дюймовая резьба. Метрическая система стала принятой во всем мире, в то время как британская система мер используется только в англосаксонских странах или в специальных случаях применения. Различие между стандартной и мелкой резьбой заключается в отношении между шагом резьбы и диаметром резьбы. Метрические резьбы рассчитываются и измеряются в миллиметрах, имперские резьбы в дюймах или долях дюймов.
Покрытие будет реагировать с материалом и вызывать отложения материала на режущих кромках, из-за чего метчик вскоре становится непригодным. Имеется метрическая резьба и так называемая имперская или дюймовая резьба. Метрическая система стала принятой во всем мире, в то время как британская система мер используется только в англосаксонских странах или в специальных случаях применения. Различие между стандартной и мелкой резьбой заключается в отношении между шагом резьбы и диаметром резьбы. Метрические резьбы рассчитываются и измеряются в миллиметрах, имперские резьбы в дюймах или долях дюймов.
Аббревиатуры международных типов резьбы:
Резьбы США: NC National Coarse (американская крупная резьба) UNC Unifi ed National Coarse (американская унифицированная крупная резьба) NF National Fine (американская мелкая резьба) UNF Unifi ed National Fine (американская унифицированная мелкая резьба)
Британские резьбы: BSW British Standard Whitworth Coarse (крупная дюймовая резьба) BSF British Standard Fine (мелкая дюймовая резьба)
Во время нарезания резьбы метчиком
Следует соблюдать следующие правила: Если возможно, то необходимо использовать подставку для дрели для стационарного нарезания резьбы. Во время ручного нарезания резьбы используйте дополнительную рукоятку, чтобы управлять высоким крутящим моментом и избежать перекоса инструмента (риск травмы). Метчики очень хрупкие и ломаются при малейшей ошибке в выполнении операции. По этой причине нужно постараться надевать защитные очки. Для резьб M8 и меньших необходимо использовать роликовую муфту, чтобы ограничить крутящий момент. Ограничение крутящего момента с помощью роликовой муфты уменьшает риск поломки метчика. Непрерывно смазывайте метчик. Нарезание резьбы метчиком требует тренировки. Сделайте несколько предварительных попыток на пробной детали прежде, чем приступить к реальному заданию.
Во время ручного нарезания резьбы используйте дополнительную рукоятку, чтобы управлять высоким крутящим моментом и избежать перекоса инструмента (риск травмы). Метчики очень хрупкие и ломаются при малейшей ошибке в выполнении операции. По этой причине нужно постараться надевать защитные очки. Для резьб M8 и меньших необходимо использовать роликовую муфту, чтобы ограничить крутящий момент. Ограничение крутящего момента с помощью роликовой муфты уменьшает риск поломки метчика. Непрерывно смазывайте метчик. Нарезание резьбы метчиком требует тренировки. Сделайте несколько предварительных попыток на пробной детали прежде, чем приступить к реальному заданию.
Сверление древесины — Плотничные и столярные работы
Сверление древесины
Категория:
Плотничные и столярные работы
Сверление древесины
Сверление древесины применяется при выборке в деталях деревянных конструкций и столярных изделий круглых отверстий для болтов и нагелей, гнезд для круглых шипов, шурупов и т. д.
д.
Сверлением также удаляют из древесины сучки, заделывая затем высверленные места деревянными пробками.
Инструменты для ручного сверления
При сверлении древесины вручную применяют различные бурава и сверла. Буравами можно сверлить древесину непосредственно, а сверлами—с применением приспособлений: коловоротов, дрелей и др.
Рис. 1. Бурава и сверла:
а — буравчик штопорный: б — бурав; в — ложечное сверло; г — центровое сверло; д — пробочное сверло; е — спиральное сверло; ж — раззенковка
Бурава бывают двух видов: штопорные и винтовые.
Штопорные бурава (буравчики) применяются для сверления небольших по глубине отверстий диаметром 2—10 мм. Стержень штопорного бурава не приспособлен для выбрасывания стружки, в связи с чем при сверлении буравчик необходимо часто вынимать и очищать от стружки.
Винтовые бурава бывают различного диаметра и разной длины.
Стержень бурава в нижней части представляет собой винтовое сверло. Вверху стержень заканчивается ушком, в которое вставляется деревянная круглая ручка. Применяется этот инструмент для сверления отверстий на большую глубину преимущественно в построечных условиях.
Сверла имеют стержень, хвостовик и рабочую (режущую) часть. Стержень у разных сверл имеет различную форму и обработку, приспособленную для направления сверла, для зачистки боковых сторон отверстия и для выбрасывания стружки.
Хвостовик — верхняя часть стержня, обычно утолщенная, имеет квадратную или шестигранную пирамидальную форму, служит для закрепления в патронах коловоротов, дрелей и других приспособлений для ручного сверления.
Рабочая (режущая) часть состоит из резцов различной формы и конструкции, которые можно разделить на три вида: ложечные, центровые и спиральные.
Ложечное сверло, или пёрка, представляет собой стержень, в нижней части которого сделан продольный желобок с заостренным жалом. Жало имеет две кромки, одна из них заточена на всю длину и является режущей, а вторая — направляющей. При помощи жала сверло входит в глубь древесины и центрируется. Это сверло работает при вращении в одну сторону.
При работе ложечным сверлом на него надо нажимать сверху; оно не выбрасывает стружку, для удаления которой сверло необходимо вынимать из отверстия. Применяется это сверло для высверливания отверстий под нагели, винты и шурупы.
Центровое сверло имеет режущую часть в виде лопатки с пилообразным острием (центром), боковым дугообразным резцом (дорожником) и несколько наклонным плоским ножом, расположенным по радиусу. С помощью острия сверло центрируется, дорожником обрезается древесина по окружности, а плоским ножом обрезанная по окружности древесина снимается в виде винтовой ленты. Сверло работает в одну сторону при нажиме сверху. Применяется главным образом для сверления отверстий под круглые шипы, при врубании замков и т. д.
Пробочное сверло имеет режущую часть в виде стальной цилиндрической коробочки с диаметральной перегородкой — резцом. Работает при нажиме на него сверху. Применяется для высверливания из древесины сучков.
Спиральное сверло имеет стержень, который на 2/3 длины охватывается винтообразной спиралью.
Винтовое сверло имеет витой стержень на 2/3 длины.
Спирально-ленточное, или штопорное сверло, представляет собой стальную ленту, скрученную штопором на 2/3 ее лины. Последние три вида сверл имеют одинаковую режущую часть состоящую из конического винтообразного заглубителя, двух дорожников и двух плоских ножей. Благодаря форме стержней эти сверла легко выбрасывают стружку. Работать ими можно без нажима. Применяются для высверливания различных отверстий диаметром 6—40 мм.
Зенковочное сверло имеет режущую часть в виде конуса с продольными канавками на боковой поверхности. Применяется для конического рассверливания верхней части отверстий под головки шурупов.
Приспособления для сверления
При сверлении древесины вручную для закрепления сверл и их вращения применяются коловороты, винтовые дрели, шестеренчатые дрели, ручные настольные сверлильные станки и др.
Рис. 2. Приспособления для сверления:
а — коловорот; б — дрель винтовая; в — дрель ручная шестеренчатая; е — ручной сверлильный настольный станок
Коловорот состоит из стальной скобы, вращающейся в деревянной головке (грибке) при помощи боковой ручки, свободно насаженной на среднюю часть скобы. На нижней части скобы установлен зажимной патрон для сверл.
Винтовая дрель состоит из стального стержня, имеющего по всей длине винтовую резьбу. Стержень свободно вращается в верхней упорной головке благодаря последовательному перемещению вниз и вверх надетой на него ручки, К нижнему концу стержня прикрепляется патрон.
Шестеренчатая дрель представляет собой стержень с патроном, вращающийся с помощью двух шестерен (большой и малой), имеющих коническую резьбу. Вращается ведущая шестерня при помощи боковой ручки. Дрель удерживается в вертикальном положении за верхнюю рукоятку стержня.
Существует несколько видов шестеренчатых дрелей. Если подобную дрель установить на металлическую станину, ее можно использовать как ручной настольный сверлильный станок.
Заточка сверл
Заточка сверл во всех случаях, когда это позволяет форма и конструкция режущей части, должна производиться на бруске и оселке. Если же такая заточка невозможна, то применяют напильники с мелкой насечкой. При заточке нельзя допускать уменьшения диаметра сверл. У центрового сверла центр надо затачивать равномерно со всех сторон, не допуская его смещения. Заточка дорожника должна производиться снизу, с внутренней стороны. Горизонтальный резец затачивается сверху, а снизу только подшлифовывается.
Приемы работ при ручном сверлении
Сверление отверстий должно производиться по предварительной разметке центров и направлений отверстий. Центр при разметке накалывается шилом или фиксируется пересечением двух линий под прямым углом. Разметку производят при помощи линейки, циркуля, рейсмуса, а там, где это можно, применяют шаблоны.
Многослойные конструкции надо просверливать в собранном виде.
При сверлении центрирующее острие сверла следует устанавливать точно в центре высверливаемого отверстия.
Ось вращения коловорота (дрели) и сверла должна совпадать с осью отверстия.
При сверлении коловорот надо держать за головку левой рукой, а правой производить вращение.
Чрезмерный нажим на сверло не допускается.
Сквозные отверстия просверливают с двух сторон по точной разметке.
При одностороннем сверлении под просверливаемую деталь должна быть подложена подкладка. К концу сверления ход сверла надо замедлять, чтобы не повредить нижний край отверстия.
При сверлении под острым углом к поверхности детали сначала надо вырубить полукруглой стамеской верх отверстия, а затем перпендикулярно к дну вырубки установить сверло и производить сверление.
При работе сверлами необходимо: прочно закреплять их в пароле не держать дрель или коловорот острием к себе; не допускать сильного нажима на коловорот или дрель; прочно закреплять сверло в тисках при заточке.
Работа ручными электросверлами
В строительстве применяется несколько видов ручных электросверл, используемых на работах в сборочных цехах деревообрабатывающих предприятий, на стройдворах и при выполнении плотничных и столярных работ на строительных площадках. В числе их имеются следующие.
Ручное электросверло И-38, состоящее из электродвигателя с редуктором, шпинделя с патроном на конце и сменного вставного сверла. За исключением рабочей части, все механизмы заключены в общую удобную оправу с ручкой.
Сверление производится спиральными или винтовыми сверлами. Диаметр отверстий до 15 мм, глубина сверления до 200 мм, сверло делает в минуту до 350 оборотов.
При работе электросверло держат правой рукой за ручку, а левой поддерживают за корпус с тем, чтобы сверло не отклонялось от направления сверления.
Для включения и выключения сверла имеется курковый выключатель, расположенный в ручке.
Ручное электросверло И-27 более мощное. Оно имеет нижнее опорное кольцо, две направляющие вертикальные колонки, соединенные с кольцом, и пружины, навитые по колонкам.
При работе корпус инструмента с вставленным сверлом под нажимом руками опускается сверху на необходимую глубину сверления, скользя по направляющим колонкам. Пружины, имеющиеся на колонках, при этом сжимаются. Закончив сверление отверстия, нажим ослабляют и корпус под воздействием распрямляющихся пружин легко поднимается вверх в исходное положение. Инструмент переносится для сверления очередного отверстия и цикл повторяется.
Для увеличения глубины сверления электросверло может сниматься с направляющих колонок и работать без них.
Рис. 3. Вертикальное сверление ручным электросверлом
Наибольший диаметр сверления 26 мм; сверла делают 500 об/мин; мощность электродвигателя 0,6 кет; вес с колонками 16,5 кг, без колонок 11 кг.
Ручные электросверла работают от осветительной сети. Их можно легко переносить.
Рис. 4. Мощное сверло И-27:
а — общий вид; б — работа сверлом
Режим работы ручными электросверлами и правила техники безопасности при работе ими такие же, как и для всех ручных электроинструментов.
Реклама:
Читать далее:
Наращивание древесины
Статьи по теме:
- Рабочие чертежи столярных изделий и их чтение
- Чтение чертежей деревянных конструкций
- Чтение чертежей зданий
- Основные правила чтения плотницких чертежей
- Общие сведения о плотницких чертежах
Саморезы с зенкующими ребрами, головками
Саморезы зенкующего типа применяются при создании скрытых узлов крепления во время монтажа древесноволокнистых строительных материалов. Ключевая особенность таких крепежных изделий — наличие на нижней конической поверхности потайной головки специальных ребер для раззенковки отверстия.
Подбор продукта
Назначение
гвл
для доборных элементов
для лстк
для плоской кровли
для прижимных элементов
для профлистов
для сэндвич-панелей
осп
по бетону
по гипсокартону
по металлу
фанера
фиброцементные плиты
цсп
К чему крепить
к бетону
к металлу
Наконечник
острый
сверло
Особенности
torx
с зенкующими ребрами
с крестовой головкой
с крыльями
с потайной головкой
с пресс-шайбой
с сферической головкой
с уплотнительной шайбой
с шестигранной головкой
Тип
полушестигранные
Вид крепления
сэндвич-панели
лстк
доборные элементы
Материал основания
металл
бетон
Тип
harpoon plus
harpoon
Сбросить
Саморезы HARPOON для ЦСП, фанеры HF
Саморезы HARPOON для ОСП, аквапанелей, гринборд, фибролит HFF
Всего продуктов 2
|
‹ Назад
1
Вперед ›
| Показать все
Конструкция самореза с зенкующей головкой позволяет успешно решить следующие технические задачи:
- Подготовить аккуратное коническое отверстие под посадку потайной головки самореза при выполнении монтажных работ заподлицо;
- Усилить сцепление крепежа и поверхности скрепляемого слоистого материала.

Поскольку раззенковка отверстия с помощью ребер головки легче всего выполняется в мягкой и твердой древесине, такие крепежные элементы обычно применяют во время фасадных, кровельных и других отделочных работ с использованием листового материала — фанеры, цементно-стружечных, фиброцементных и ориентированно-стружечных плит. Благодаря сверлообразному наконечнику зенкующие саморезы HARPOON легко проникают в металлическую основу конструкции.
Для изготовления крепежа используют конструкционную сталь, защищенную от коррозии цинксодержащим покрытием.
Петли Custom Military Spec — зенковка отверстий
Петли военного назначения
изменить тип петли
отверстия
изменение операции
Зенковка
Отверстия: Зенковка
См. размерные таблицы ниже.
Отверстия
имеют зенкер, добавленный к ним, когда плоская головка
шуруп или заклепку, чтобы головка шурупа не выступала над поверхностью листа.
Это требование часто возникает с петлями, потому что когда петля
закрывается, часто остается мало места для торчащих головок крепежа
с поверхности шарнира. Особенно это актуально, когда отверстия на обоих
листья расположены прямо напротив друг друга.
Например, на полуштампованных петлях,
нет места для головок крепежа, когда петля закрывается. Потайные отверстия являются общими в этой конфигурации.
Отверстия с потайной головкой
Размеры винтов с плоской головкой пронумерованы. Допустимо указывать размеры отверстий по этому номеру, например: «Отверстие для винта с плоской головкой № 8»
Стандартные уголки с зенковкой
Вы также можете назвать размеры по
угол и диаметр. Самые популярные угловые вызовы — 82 и 100 градусов, но доступны и другие углы.
Размеры зенковки
Также можно назвать размеры по верхнему и нижнему диаметру.
Минимальный остаточный материал
Обратите внимание, что важно спроектировать хотя бы небольшое количество
материал оставаться неразрезанным.
Если это не предусмотрено, инструменты, используемые для нарезки зенковки, будут образовывать недопустимый заусенец на обратной стороне петли.
Схема зенковки
Почему диаметр нашего отверстия обычно больше диаметра корпуса
При пробивке отверстия в листовом металле при подготовке к
зенкеруя, мы пробиваем отверстие, достаточно большое, чтобы оставить минимум 0,005 дюйма.
на дне отверстия, чтобы не образовался заусенец. Диаграмма
выше показан этот минимум 0,005 дюйма. Мы рассчитали отверстие
диаметр, необходимый для ряда популярных размеров винтов, и перечислили
размеры в таблицах ниже.
Стол для зенкеров 82 градуса
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
| Максимум. Диаметр головки | 0,225 | 0,252 | 0,279 | 0,332 | 0,385 | 0,438 | 0,507 |
| Мин. Диаметр головки | 0,207 | 0,232 | 0,257 | 0,308 | 0,359 | 0,410 | 0,477 |
| Топ Ццк. Диаметр | 0,216 | 0,242 | 0,268 | 0,320 | 0,372 | 0,424 | 0,492 |
| Диаметр корпуса | 0,112 | 0,125 | 0,138 | 0,164 | 0,190 | 0,216 | 0,250 |
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
| Толщина | Размеры отверстий перед зенковкой для Винты 82 градуса (+/-. 005) | ||||||
| 0,020 | 0,1950 | 0,2220 | 0,2490 | 0,3020 | 0,3550 | 0,4060 | 0,4770 |
| 0,025 | 0,1870 | 0,2130 | 0,2400 | 0,2930 | 0,3460 | 0,4060 | 0,4680 |
| 0,030 | 0,1760 | 0,2010 | 0,2280 | 0,2810 | 0,3340 | 0,4060 | 0,4560 |
| 0,035 | 0,1660 | 0,1960 | 0,2210 | 0,2740 | 0,3280 | 0,4060 | 0,4490 |
| 0,042 | 0,1600 | 0,1870 | 0,2130 | 0,2630 | 0,3170 | 0,4060 | 0,4370 |
| 0,050 | 0,1410 | 0,1700 | 0,1960 | 0,2500 | 0,3030 | 0,3830 | 0,4240 |
| 0,060 | 0,1280 | 0,1520 | 0,1790 | 0,2320 | 0,2850 | 0,3830 | 0,4060 |
| 0,074 | 0,1250 | 0,1280 | 0,1560 | 0,2080 | 0,2630 | 0,3680 | 0,3830 |
| 0,090 | 0,1250 | 0,1280 | 0,1560 | 0,1940 | 0,2500 | 0,3360 | 0,3680 |
| 0,120 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,3030 | 0,3120 |
| 0,179 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,250 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
Наш стандарт диаметра верхней части
зенкер должен принять середину диапазона для номинального размера
с допуском плюс или минус 0,010 . Например, для плоской головки #8.
ввинчивая материал толщиной 0,042, мы пробивали бы отверстие диаметром 0,263 и
зенковать до 0,320 (0,332 плюс 0,308 разделить на 2) плюс или минус 0,010. Любой
размер верхней части зенковки от 0,310 до 0,330 будет учитываться
в пределах допуска.
Отверстие, пробитое в листовом металле,
спроектирован так, чтобы оставить стенку толщиной не менее 0,005 после завершения зенковки. Этот
предотвратит образование заусенцев на нижней стороне листового металла. Для
В приведенном выше примере мы проделали бы отверстие диаметром 0,263, хотя диаметр корпуса
винт .164. Часть головы будет выступать под поверхностью листа
металл.
Стол для 100-градусных зенкеров
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
| Максимум. Диаметр головки | 0,231 | 0,257 | 0,283 | 0,335 | 0,387 | 0,439 | 0,507 |
| Мин. Диаметр головки | 0,201 | 0,227 | 0,253 | 0,305 | 0,357 | 0,409 | 0,477 |
| Топ Ццк. Диаметр | 0,216 | 0,242 | 0,268 | 0,320 | 0,372 | 0,424 | 0,492 |
| Диаметр корпуса | 0,112 | 0,125 | 0,138 | 0,164 | 0,190 | 0,216 | 0,250 |
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
| Толщина | Размеры отверстий перед зенковкой Винты 100 градусов (+/-. 005) | ||||||
| 0,020 | 0,1870 | 0,2130 | 0,2490 | 0,3020 | 0,3460 | 0,4060 | 0,4770 |
| 0,025 | 0,1870 | 0,2130 | 0,2320 | 0,2930 | 0,3460 | 0,4060 | 0,4680 |
| 0,030 | 0,1760 | 0,1960 | 0,2210 | 0,2740 | 0,3360 | 0,3830 | 0,4560 |
| 0,035 | 0,1600 | 0,1870 | 0,2130 | 0,2630 | 0,3120 | 0,3680 | 0,4370 |
| 0,042 | 0,1410 | 0,1760 | 0,1960 | 0,2500 | 0,3130 | 0,3680 | 0,4240 |
| 0,050 | 0,1250 | 0,1280 | 0,1760 | 0,2320 | 0,2850 | 0,3360 | 0,4060 |
| 0,060 | 0,1250 | 0,1280 | 0,1560 | 0,2130 | 0,2850 | 0,3830 | 0,4060 |
| 0,074 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,090 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,120 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,179 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,250 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
Наш стандарт диаметра для
вершину зенковки следует принять за номинальную середину диапазона
размер с допуском плюс или минус . 015 . Например, для
Винт № 8 с плоской головкой из материала толщиной 0,042, мы бы пробивали винт диаметром 0,250.
отверстие и зенковать до 0,320 (0,335 плюс 0,305 разделить на 2) плюс или минус
0,015. Любой размер верхней части зенковки от 0,305 до 0,335 будет
рассматривать в пределах допуска.
Отверстие, пробитое в листовом металле, предназначено для
оставьте стену минимум 0,005 после завершения зенковки. Это будет
предотвратить образование заусенцев на нижней стороне листового металла. Для
В приведенном выше примере мы пробивали бы отверстие диаметром 0,250, хотя корпус
диаметр винта .164. Часть головы будет выступать ниже
поверхность листового металла.
Край дыры | Cutting Tool Engineering
Предоставлено EXACT
Инструменты для зенкерования от EXACT GmbH & Co. KG Präzisionswerkzeuge, Ремшайд, Германия. Для получения дополнительной информации свяжитесь с компанией. Телефон: +49 2191.36250-0. Электронная почта: info@exact. info. Сайт: www.exact.info.
Зенковка отверстий для повышения функциональности детали.
Чистое, прямое и точное отверстие в детали — не единственное требование для многих операций обработки отверстий. Во многих случаях входы и выходы отверстий также имеют решающее значение для функциональности детали. Существует множество причин, по которым края отверстий должны быть дополнительно обработаны, в том числе скрытие головок винтов, минимизация турбулентности воздуха и жидкости, повышение эффективности компрессора и повышение усталостной прочности.
Для улучшения входных и выходных отверстий используются три основных процесса: зенкерование, закругление и прямоугольная обработка. В некоторых приложениях также может потребоваться конусность и другие процессы специальной формы. В этой статье основное внимание уделяется зенкеровке.
На рис. 1 (ниже) показаны наиболее распространенные граничные условия. Заусенцы, которые допустимы во многих ситуациях, почти всегда находятся на входе и выходе отверстия, когда металл обычно сверлят или режут другим способом (рис. 1а). Для прокладок и других изделий требуются прямые или конические отверстия с острыми кромками (рис. 1b и 1e), но для большинства механически обработанных изделий требуются или желательны отверстия с потайной головкой (рис. 1c) или закругленные (рис. 1d).
Зенковка фасок или конусов на рабочем материале по периферии отверстия для создания конического элемента. Поверхность, срезанная коническим зенкером, концентрична и расположена под углом менее 90° к центральной линии отверстия.
Закругление или закругление углов дает гладкий, смешанный или закругленный край, в отличие от конуса. (См. врезку ниже.)
Конические отверстия отличаются от отверстий с потайной головкой только тем, что длина угла в коническом отверстии намного больше (см. врезку). Конусы служат различным целям, таким как контроль потока жидкости, обеспечение герметичных соединений, обеспечение плотной — почти прессовой — посадки и направления длинных штифтов в отверстия с плотной посадкой. Конические отверстия более сложны в изготовлении, чем зенкеры, из-за их большей длины и часто более жестких допусков.
Конструкции инструментов
В моей книге «Руководство по зенкерованию», опубликованной Industrial Press, приведены 147 различных конструкций фрез для обработки кромок отверстий. Зенкеры бывают шести стандартных углов (60°, 80°, 82°, 90°, 100°, 120°) и сотен размеров. Зенкеры бывают лево- и правосторонними, с различными формами канавок, с направляющими и без направляющих, с навинчиваемыми и навинчивающимися конфигурациями. Некоторые зенкеры являются неотъемлемой частью дрели. Короче говоря, зенкеры почти так же распространены, как и сами сверла.
При чистовой обработке кромок отверстий существует столько же переменных, поскольку области применения варьируются от печатных плат до титановой обшивки, от аэрокосмических композитов до литья, от герметизации критических поверхностей до простого удаления заусенцев. За исключением аэрокосмической промышленности, существует несколько сравнительных исследований эффективности и экономичности зенкерного инструмента, и лишь немногие из этих исследований публикуются за пределами компании.
Стандарты США и Германии существуют для конструкций зенкерных инструментов, но охватывают только внешние конфигурации наиболее распространенных инструментов, а не критические конфигурации канавок, передние и задние углы, покрытия и необычные конструкции.
Предоставлено Л. Гиллеспи. .
В то время как большинство отверстий с потайной головкой изготавливается на станках с ЧПУ, в авиационной промышленности по-прежнему выполняются миллионы отверстий с использованием ручных или роботизированных инструментов. В этих инструментах используется направляющая, чтобы убедиться, что зенкер концентричен с просверленным отверстием. В дополнение к пилоту производители аэрокосмической техники также используют устройство с прижимной прокладкой, чтобы гарантировать, что материал не сползает на инструмент или не расслаивается, а также для обеспечения точной глубины.
Канавки играют ключевую роль при зенкеровании. Большие канавки улучшают эвакуацию стружки. Инструменты с несколькими зубьями обычно имеют более длительный срок службы, чем инструменты с 1 или 2 зубьями. Нечетное количество канавок сводит к минимуму вибрацию, но четное количество канавок также может в некоторых случаях уменьшить вибрацию. Зенковки с несколькими канавками нельзя применять для удаления большого припуска, потому что в канавках недостаточно открытой площади для эффективного удаления стружки.
Инструмент с эллиптическим отверстием, часто называемый зенкером Weldon, позволяет свободно резать большинство материалов заготовки. В отличие от многолезвийного инструмента, он производит непрерывную стружку. Зенковка Weldon особенно эффективна при работе с более мягкими материалами из-за больших углов резания.
Предоставлено EXACT
Рис. 2. Зенкеры могут иметь радиальный, осевой и их комбинацию.
Зенковки могут иметь радиальный рельеф, осевой рельеф или их комбинацию (рис. 2). Кроме того, внешний рельеф или зазор снижает выделение тепла от трения, а кулачковый рельеф позволяет быстрее подавать авиационные материалы.
Типичные покрытия для зенкеров включают TiN, TiCN, TiAIN, AlTiN, PCD и алмаз с гальваническим покрытием. Гальваническое алмазное покрытие производит инструмент для заточки зенковки в отверстие.
Поскольку время цикла зенкерования короткое, многие мастерские не уделяют должного внимания потенциально более экономичным конструкциям инструментов.
Таблица 2. Время сокращения для различных глубин разреза и подачи (секунд)
Глубина разреза (дюйм)
Скорость подачи (IPM)
1,00
3,009
5.00
100002 1,005
3,005
5.00
100002 1,005
3,005
5.00
100002 1,005
3,005
5.00
100002 1,005
3,009
20
30
60
100
250
500
1000
2000
0.001
0.06
0.02
0.012
0.006
0.003
0.002
0.001
0.003
0. 18
0.06
0.036
0.018
0.009
0.006
0,003
0,002
0,005
0,30
0,10
0,060
0,030
0,015
0,010
0,015
0,010
9000
0.005
0.003
0.001
0.010
0.60
0.20
0.12
0.060
0.030
0.020
0.010
0.006
0.002
0.020
1.2
0,40
0,24
0,120
0,060
0,040
0,020
0,012
0,004
0,002
0,002
0,002
9000
0.030
1.8
0.60
0.36
0.180
0.090
0.060
0.030
0.018
0.007
0.004
0.002
0.060
3.6
1.20
0. 72
0,360
0,180
0,120
0,060
0,036
0,014
0,007
0,004
0,002
0,1005
0,004
0,002
0,1009 9000
0,005
0,002
0,00000
0,002
0,0002 6.0
2.00
1.20
0.600
0.300
0.200
0.100
0.060
0.024
0.012
0.006
0.003
0.125
7.5
2.50
1.5
0.750
0.375
0.250
0.125
0.080
0.030
0.015
0.008
0.004
0.250
15.0
5.00
3.0
1.50
0.750
0.500
0.250
0.160
0.060
0.030
0.016
0.008
0.375
22.5
7.50
4.50
2.25
1.125
0,675
0,338
0,225
0,090
0,045
0,022
0,011
«Если он работает, дайте более важным проблемам», — это общее отношение. Другие мастерские понимают, что им необходимо добиться экономии при чистовой обработке отверстий. Эти мастерские рассчитывают стоимость зенкерования, а затем исследуют два основных вопроса: время, необходимое для обработки одного отверстия, и стоимость инструмента для каждого отверстия. Последнее включает в себя рассмотрение срока службы инструмента и использование цельных и вставных инструментов.
График циклов сверления и зенкерования быстро показывает, какое короткое время требуется для зенкерования (рис. 3 ниже). В большинстве случаев время, необходимое для замены зенковки и подведения ее к краю отверстия, намного больше, чем время резания. Чтобы получить наиболее гладкую зенковку, ненадолго задержите инструмент на поверхности, прежде чем отвести его, это придаст более чистую поверхность.
Время подвода и время смены инструмента могут быть значительными, но само зенкование требует очень короткого времени выполнения. Например, сверлом диаметром 0,250 дюйма со скоростью 100 футов в минуту и 0,006 дюйма на оборот, просверливая отверстие глубиной 0,750 дюйма, требуется 5 секунд, чтобы просверлить отверстие. Для создания фаски 0,010 дюйма при скорости 10 дюймов в минуту требуется 0,06 секунды. Если бы отверстие выполнялось встроенным инструментом для сверления/зенкерования, пользователи сэкономили бы время на индексацию инструмента для зенковки, подвод и отвод от отверстия, а также 0,060 секунды на зенковку. Если шаблон из 20 отверстий создается с помощью встроенных инструментов для сверления/зенкерования с использованием сверлильной головки, которая просверливает все отверстия одновременно, экономится много времени.0005
Типичные области применения
Когда верхняя поверхность детали всегда находится на одной и той же высоте по вертикали, микростопорные инструменты с сепаратором обеспечивают точную глубину при работе с ручными инструментами или на сверлильных станках. Клетки для этих инструментов можно регулировать с шагом 0,005 дюйма или 0,001 дюйма, чтобы обеспечить контроль глубины.
Программа ЧПУ может обеспечить требуемый контроль глубины, но когда заготовки искривлены, имеют литые поверхности, которые различаются по высоте, или при зенкеровании верхнего слоя в металлическом/композитном пакете, может потребоваться регулируемый держатель блокировки в сочетании с микростопом инструмент. Они распространены в аэрокосмической промышленности, чтобы гарантировать, что глубина зенкерования всегда находится в пределах допуска, особенно когда зенкерование выполняют роботы.
Предоставлено техническим документом Horng-SME
Рис. 3. Диаграмма скорости подачи для ЧПУ и роботизированного сверления.
Если зенкер врезается в заднюю часть тонких листов для соблюдения допусков по глубине верхней стороны, важно иметь подкладочный лист под отверстием, чтобы предотвратить образование заусенцев и вздутие материала. Зенковка очень тонких материалов может оказаться невозможной. В этих случаях компании делают углубление на входе в отверстие, чтобы обеспечить формованную зенковку. Углубление выполняется быстро и без сколов, и его можно выполнить с помощью простого инструмента для углубления на сверлильном станке.
Как правило, минимальная толщина листа для зенковки составляет 0,032 дюйма, и обычная практика ограничивает глубину зенковки двумя третями толщины листа. Например, в руководстве по структурному ремонту Boeing SRM 51-40-08 отмечается, что глубина зенковки превышает 60 % толщины материала. При более глубоком погружении образуется кромка, близкая к лезвию ножа, что при некоторых стрессовых нагрузках приводит к плохим усталостным свойствам. Для композитной обшивки самолета эмпирическое правило для максимальной глубины зенковки составляет примерно 70 % толщины конструкционного ламината.
Для тонких пластиковых листов производители обычно помещают листы между слоями более жесткого пластикового листа или фибрового картона. При зенкеровании пластика часто используются фрезы и зенкеры Weldon из-за их способности свободно резать и низкой стоимости. Частота вращения шпинделя 18 000 об/мин и скорость подачи до 200 дюймов в минуту являются обычными при зенкеровании пластмасс.
Рекомендуемые скорости и подачи зависят от обрабатываемого материала, количества зубьев в инструменте, материала и конструкции инструмента, а также покрытия инструмента. В таблице 1 (см. ниже) приведены рекомендуемые скорости резания для зенкеров из быстрорежущей стали без покрытия и твердосплавных зенкеров для различных материалов.
Таблица 1. Рекомендуемые скорости зенкования.
Материал
Рекомендуемая скорость поверхности (SFM)
HSS Cutter
Carbide Cutter
Алюминиевый/алюминиевый сплаво 125
150-250
Чугун – литой (мягкий)
75-125
125-225
Чугун – литой (среднетвердый)
50-100
100-175
Железо-Жесткий охлажденный
10-20
20-35
Железо-Маллин
80-90
90-150
Магний/магний. 400
MONEL, High-Nickel Steel
30-50
50-75
ПЛАСТИКИ, BAKELITE
100-250
250-400
Сталь-мягкая (0,2-0,3 процента углерода)
80-80002. 100
120-170
Сталь – мягкая (0,4-0,5% углерода)
70-80
80-150
Сталь-Инструмент (1,2 процента углерода)
50-60
60-100
Сталь-Пожертвования
40-50
50-80
Сталь-Средство. (300-400 Brinnell)
20-30
30-50
Сталь – высокопрочная (35-40 HRC)
30-40
40-60
Сталь – высокопрочная (0-40 HRC)
25-35
35-55
Сталь – высокопрочная (45-50 HRC)
15-25
25-40
Сталь-высокий растяжение (50-55 HRC)
7-15
15-20
нержавеющая сталь-Бесплатная обработка
30-80
80-125
СТВАННА
15-50
50-75
TI-75A (коммерчески чистый титановый)
50-60
60-90
INCONEL Alloys
15-20
25-35
Hastelloy (RWOUD)
15-20
25-35
HASTELLOY (CAST)
5-7
7-15
RENE
15-20
20-30
Предоставлено M.A. FORD Manufacturing
Различные проекты
на потайных отверстиях существуют кромки, Craig Tools International производит конструкцию со вставным лезвием, которая включает радиус скругления, где направляющая часть встречается с концом зенковки (рис. 4). Конструкция позволяет использовать одни и те же лезвия для отверстия любого размера, независимо от диаметра пилотного отверстия.
Предоставлено Craig Tools
Рис. 4. Craig Tools Versi-Sink позволяет одному лезвию производить одинаковое скругление кромки независимо от диаметра отверстия. Только пилот должен быть изменен.
В некоторых конструкциях предусмотрены зенковки или радиусы на дне (стороне выхода) отверстий без переворачивания детали. Большинство из них используют какую-либо форму расширяющейся режущей головки, когда головка выходит из нижней части отверстия. Втягивание его по вертикали обеспечивает зенковку. Если опустить инструмент, а затем еще раз изменить направление вращения шпинделя, фреза втягивается, что позволяет извлечь инструмент, не повреждая стенки отверстия.
Когда пользователи хотят получить чистовую отделку поверхности и быстро резать большинство металлов, рекомендуются вращающиеся боры из-за их небольшого количества стружки. Большинство вращающихся боров предназначены для небольших отверстий, а стандартные инструменты имеют диаметр всего 0,004 дюйма. Из-за большого количества зубьев и мелкой стружки, которую они производят, вращающиеся боры могут работать на гораздо более высоких скоростях вращения шпинделя, чем обычные зенкеры.
Таблица 3 , Рекомендуемые максимальные скорости для твердосплавных боров без покрытия по металлам
Диаметр инструмента (дюйм)
Стандартный сокращение
.
3⁄16
61 000
81 000
41 000
¼
46 000
61 000
30 000
24,16
36 000
49000 9000 9000 24 000
36 000955
49 000 9000 9000 24 000
36 000955
49000 9000 9000 24 000 9000
3⁄8
30,000
40,000
20,000
7⁄16
26,000
35,000
17,000
½
22,500
30,000
15,000
5⁄8
18,500
25 000
12 000
¾
15 000
20 000
10 000
1
11,250
15 000
7 500
1 1⁄8
9000
13 000
7 000
Предоставлено Menlo Tool
Некоторые отверстия требуют снятия заусенцев только для обработки их входов и выходов, но когда спецификация детали требует зенковки, зная, какая конструкция инструмента обеспечивает наименьшую стоимость, можно произвести зенкерование. продуктивно. CTE
Об авторе: Д-р Лару К. Гиллеспи имеет 40-летний опыт производства прецизионных деталей в качестве инженера и менеджера. Он является автором 12 книг по снятию заусенцев и более 220 отчетов и статей по механообработке. Ему можно написать по электронной почте [email protected].
Большинство основных конструкций инструментов для создания цилиндрической фаски имеют модификации для создания радиуса. Инструменты, как правило, имеют некоторое расчетное биение, которое служит небольшим заходом в радиус. Это помогает гарантировать, что инструмент не создаст подрез в заготовке из-за небольших различий в расположении инструмента. Другими словами, это не точный полный радиус 90°.
Для отверстий диаметром менее 1/8 дюйма некоторые пользователи считают, что стоматологические или миниатюрные резиновые полировальные инструменты обеспечивают желаемое закругление и сглаживание кромок, особенно при ручных операциях. от 4 до 8 микродюймов R и ). Это выгодно при закруглении миниатюрных отверстий в нержавеющей стали.
Конусность отверстия с помощью механической резки обычно включает в себя развертывание конической фрезой. В дополнение к сужению для улучшения потока жидкости, применение конических разверток для штифтов позволяет правильно установить стандартные конические штифты. Наилучшие результаты будут достигнуты, если отверстие просверлено на несколько тысячных меньше, чем малый диаметр готового рассверленного отверстия. Конические отверстия также используются для правильной установки шаровых шарниров и наконечников рулевых тяг на шпиндели.
Компания Clarkson & Foreman Inc., производитель конических разверток, указала, что развертки с прямыми канавками могут иметь преимущество при обработке глухих отверстий, поскольку левосторонние спиральные канавки имеют тенденцию выталкивать стружку вперед. Скорость развертывания должна составлять примерно 50 процентов от скорости, используемой для сверления того же материала. Более высокие скорости, как правило, не являются преимуществом, но могут быть возможны в исключительно жестких и эффективных машинах. Подача при развертывании должна быть примерно вдвое больше, чем подача при сверлении. Недостаточная подача может ухудшить чистоту и округлость отверстия и увеличить износ инструмента.
—Л. Gillespie
Как раззенковать отверстие в дереве
Что такое зенкерование и зенкерование?
Зенковка и зенкерование — это одно и то же. Но у них разные определения относительно того, где находится отверстие по отношению к внутреннему валу. Зенковки имеют угловой профиль, в то время как «зенковка» просверливается прямо вниз без конуса.
Зенковка древесины — это процесс механической обработки, при котором создается углубление или коническое отверстие. Цель состоит в том, чтобы обеспечить область, которая будет принимать болт с плоской головкой, плотно прилегающий к заготовке. Зенковка — это аналогичный метод, позволяющий получить отверстие большего размера, чем стягивающий винт, используемый без конуса. Часто это необходимо для установки крепежа с нестандартным профилем, например болтов с квадратным подголовком.
Символ зенковки
В большинстве случаев это делается для того, чтобы ничего не торчало и чтобы была хорошая отделка.
Почему винты с потайной головкой?
Потайные винты удерживают их на одном уровне с материалом, предотвращая их повреждение.
При подвешивании гипсокартона важно, чтобы крепежные элементы находились под бумагой. Если вы не загоните его достаточно глубоко, у вас будет кочка, с которой потом придется иметь дело. Любительская ошибка, которая убивает производительность и делает ваш проект DIY плохим.
Чтобы не повредить стены при монтаже гипсокартона, наймите водителя-специалиста.
Винты с потайной головкой при правильной установке сидят заподлицо и не проскальзывают сквозь бумагу. Шурупы для гипсокартона отлично справляются со своей задачей и предназначены для этой цели, поэтому не нужно беспокоиться о том, что они будут гордиться вами.
Различные типы зенкерных сверл
Существуют различные зенкерные сверла для дерева и других целей. Наиболее распространенный угол зенкерования в США составляет 82° и 9°.0°, но другие включают 60°, 100°, 110° и 120°. Поскольку винты не будут сидеть должным образом в более твердых материалах, выравнивание градусов имеет решающее значение.
Чаще всего встречаются «комбинация сверла-зенковки» и «бита-отвертки». Эти две разновидности можно найти в большинстве хозяйственных магазинов. Существует три основных зенковки: однолезвийные, многолезвийные и комбинированные. Эта одинарная флейта или насадка-улитка идеально подходят для металла или пластика. Он удаляет больше ненужных волокон за более короткий период.
После сверления любых металлов функция зенкерования «Удаление заусенцев» имеет жизненно важное значение. Это удалит любые образовавшиеся заусенцы, помогая не поцарапать вашу работу.
Зенковка по металлу
Только трехкулачковый патрон подходит для зенкерной фрезы с круглым хвостовиком. Шестигранные хвостовики предназначены для электрических отверток. В зависимости от модели, которую вы ищете, их можно найти за 19 долларов и выше.
Назад Строжка в сварке: что это такое…
Пожалуйста, включите JavaScript
Назад Строжка в сварке: что это такое и его символ стали. HSS-CB — это премиум-версия для той же цели.
Зенковки по дереву
Существует несколько видов зенкеров по дереву. Наиболее распространенным типом являются комбинированные наборы зенкерных сверл. Именно так я и делаю большую часть времени, потому что его легко найти и с меньшей вероятностью он нанесет какой-либо ущерб плате, над которой я работаю.
Если вы работаете со сплавом или твердой древесиной, вам понадобится сверло с зенковкой с более точным наклоном. Диапазон градусов не так важен при работе с мягкой древесиной.
Другой вариант — набор комбинированных сверл. Этот комбинированный пакет является хорошим вариантом для деревянных проектов. У него есть резцы по дереву и зенкеры, которые трудно найти где-либо еще.
Screwfix продает зенкеры многих марок наряду с популярным брендом erbauer. Рядом с названием товара отображается средний звездный рейтинг для каждого продукта.
Как просверлить направляющее отверстие и зенковать головку винта
Перед сверлением направляющих отверстий необходимо знать несколько основных моментов. Во-первых, измерить диаметр резьбы. Это поможет вам выбрать правильную спиральную насадку для отверстия с зазором.
После того, как вы выбрали сверла по дереву, пора начинать! Для начала просверлите отверстие для винта в куске дерева спиральным сверлом. Затем погрузите его под поверхность дерева с помощью сверла с зенковкой. Будьте осторожны, чтобы не переусердствовать, иначе это не будет выглядеть профессионально.
Сверление пилотного отверстия
Пилотные отверстия необходимы для завинчивания шурупов. Трудно сказать, насколько глубоко вы должны сверлить отверстия с зенковкой; это зависит от вида. Для установки светильников в твердую древесину требуется сверление на глубину от 1/2 до 3/4 общей длины шурупа.
Хотя для мягкой древесины в этом нет необходимости, для бетона требуется примерно на 1/4–1/2 дюйма больше этой длины. Крепежи должны соответствовать требованиям, указанным производителем на упаковке.
Сверление зенковки или отверстия с потайной головкой
Существует две основные причины зенковать головку винта:
Первая причина — избежать зацепления или заедания чего-либо при закручивании. Например, если вы используете крепеж для крепления шкафа к стене, вы не хотите, чтобы винт торчал.
Вторая причина — крепления скрыты. Это полезно, если вы хотите, чтобы отделка соответствовала отделке, к которой вы крепитесь, или не хотите, чтобы что-то было видно.
Конические биты доступны для этой работы, как указано выше. Вы можете использовать прямую насадку немного меньше, чем головка винта, а затем расширить отверстия, чтобы облегчить вставку.
Диаметр просверленных отверстий зависит от диаметра головки шурупа. В результате трудно предложить точную глубину сверления. Но эти процедуры могут быть адаптированы к различной длине и оборудованию (ручные дрели).
Похожие материалы
В чем разница между американским дубом и европейским дубом?
13 февраля 2022 г.
6 мин. чтения
Пройдите этот тест, чтобы проверить, что вы знаете о деревообработке
18 марта 2021 г.
2 мин. чтения Или Карандаш
6 мая 2022
12 мин. чтения
Как установить глубину сверления зенковки
На этот вопрос нет универсального ответа. Вам нужно установить его на долю чуть ниже поверхности.
Есть несколько способов установить глубину корпуса зенковки, но наиболее точным является сверлильный станок. Вы можете убедиться, что головки будут выровнены для гладкой поверхности с помощью сверла для столбов.
Существуют и другие варианты определения глубины. Один из способов — пометить сверло лентой или краской. Это не так точно, но это работает, если вы будете осторожны.
Стопорный хомут — это простое и недорогое решение, позволяющее обеспечить одинаковую высоту застежек.
Что такое зенкерование – Навыки творца
Многие люди используют термин зенкерование при сверлении направляющих отверстий. Знание того, когда зенковать и как правильно использовать этот метод завинчивания, может быть очень полезным.
Итак, что такое зенкерование? Зенковка — это процесс высверливания конической или V-образной области в верхней части направляющего отверстия для головки винта, которое также имеет V-образную форму. Головка винта может быть заподлицо или ниже поверхности материала, в котором он сверлится, в зависимости от применения.
Есть определенные причины, по которым вы хотели бы использовать зенковку при использовании винтов или болтов. Я объясню эти и некоторые другие советы и рекомендации ниже, так что продолжайте читать!
Когда использовать зенковку и зачем
Основная причина, по которой вам может понадобиться зенковка винта, заключается в том, что головка винта находится ниже поверхности дерева. Я знаю, о чем вы думаете… Этого можно добиться, просто просверлив пилотное отверстие и ввинчивая шуруп до тех пор, пока он не уйдет под поверхность. Хотя это может быть правдой, часто образует осколки или пузыри вокруг головки винта , оставляя грубую поверхность, которую вам придется немного отшлифовать.
Вы также можете использовать зенковку, чтобы просверлить шуруп на достаточно большую глубину, чтобы можно было установить на него хороший чистый деревянный дюбель , придав вашему проекту профессиональный вид. Если вы используете деревянную пробку, обязательно выровняйте текстуру древесины пробки в том же направлении, что и ваш проект. Это приятное прикосновение!
Кроме того, пилотные отверстия и зенкерование могут быть очень полезны при работе с любым типом твердой древесины. Иногда , если древесина достаточно твердая, она на самом деле треснет или расколется, если вы попытаетесь вкрутить в нее шуруп без надлежащего сверления и зенкерования головки шурупа.
Предварительное сверление и изготовление направляющих отверстий также значительно облегчают ввинчивание шурупов в древесину. Уже одно это снижает вероятность ошибок при сверлении винта. Я много раз пропускал этот важный шаг, и часто соскальзывал шуруп с помощью дрели или вкручивал шуруп под неправильным углом. Я слишком часто учился на горьком опыте, и теперь мне почти 9 лет.0824 всегда сверлите пилотное отверстие и зенкуйте все мои винты.
Что такое зенковка, когда использовать и зачем
Зенковка — это процесс высверливания широкой, плоской области направляющего отверстия, чтобы оставалось место для крепежа (винта или болта), шайб и торцевого ключа попасть внутрь. Отверстие с плоским дном соответствует шайбе и застежке . Если вы раззенковали свое отверстие, а не расточили его, V-образное отверстие погнуло бы шайбу, когда вы затягивали винт или болт.
Аналогично зенкерованию, если вы просверлите крепеж достаточно глубоко, вы также можете использовать заглушку для заполнения материала. Одна вещь, которую следует учитывать, это то, понадобится ли вам доступ к вашей застежке; скажем болт. Вы, , не захотите раззенковывать болт и закрывать его заглушкой, если вам по какой-либо причине придется разбирать болт .
Попытка извлечь заглушки из материалов может быть сложной и трудоемкой. Подумайте заранее, прежде чем решить, насколько глубоко нужно расточить отверстие.
Различные типы зенкерных сверл
Существует множество различных типов сверл, которые можно использовать для зенкерования шурупов. Выбирая сверло с зенковкой, вы также должны убедиться, что угол наклона сверла соответствует типу винта или крепежа, который вы собираетесь использовать. Если он не совпадает должным образом, вы фактически потеряете немного прочности в соединении между винтом и материалом.
Наиболее распространенные углы резьбы: 82° и 9°.0° в США. Другие градусы зенкерования: 60°, 100°, 110° и 120°. Если вы зенкуете металл или твердую древесину, угол в градусах более важен, чем если бы вы просто сверлили мягкую древесину, потому что головка шурупа не будет правильно сидеть в потайном отверстии.
Вот список наиболее распространенных зенкерных сверл.
- Набор зенкеров и сверл — я начну с этого, потому что я использую его чаще всего. Комбинированное сверло — это именно то, что вы думаете… два сверла в одном! Часть сверла с зенковкой создает V-образный вырез для головки винта, а фактическая часть сверла просверливает пилотное отверстие. Наличие двух долот в одном экономит время, потому что вам не нужно сверлить направляющее отверстие, переходить на сверло с зенковкой, сверлить отверстие с зенковкой и снова переключаться на сверло с направляющим отверстием.
- Зенковка с одной канавкой – Эта зенковка имеет одну режущую кромку и одну канавку для удаления отходов. Вы все равно захотите сначала просверлить пилотное отверстие обычным сверлом.
- Многолезвийная зенковка – Зенковка с более чем одной канавкой. Дополнительные канавки по сравнению с зенкером с одной канавкой делают его более эффективным при резке и удалении отходов. Опять же, как и в случае с однолезвийной версией сверла, вам все равно придется просверлить пилотное отверстие.
- Зенковка с нулевой канавкой и комплект для удаления заусенцев — эта насадка обычно используется для обработки металла, а функция удаления заусенцев помогает удалить острые заусенцы, оставшиеся после сверления отверстия. Обязательно используйте его после того, как в металле будет просверлено пилотное отверстие.
- Насадка для установки шурупов для гипсокартона – используется для заворачивания шурупов для гипсокартона на нужную глубину, обеспечивая идеальную зенковку. Ниже я расскажу подробнее.
Кроме того, если вы хотите получить зенковку и планируете использовать деревянные дюбели для закрытия винтов с потайной головкой, есть потрясающие комбинированные наборы, в которых есть зенкерные насадки вместе с насадками для вырезания пробок соответствующего размера . Обязательно ищите их во время покупок, чтобы облегчить себе жизнь!
Как установить глубину зенковки
Получить постоянную глубину отверстий с зенковкой может быть немного сложно, если у вас нет доступа к сверлильному станку. Сверлильные станки обычно имеют удобный ограничитель глубины сбоку, что позволяет вам каждый раз идеально сверлить.
Если вы используете стандартную ручную дрель, установка идеальной глубины зенкования может быть такой же простой, как и сверлильный станок, если вы знаете правильный прием… Обычные способы установки глубины зенкования имеют свои недостатки. Распространенные способы установки глубины и их недостатки:
| Метод | Нижняя сторона |
| Маркировка сверла маркером | Вы должны оставить неизгладимую метку на сверле. Нужно попробовать и посмотреть, пока он вращается на невероятно высоких скоростях сквозь опилки или металл. |
| Маркировка сверла лентой | Я не хочу, чтобы на сверле была клейкая лента. Лента соскальзывает при интенсивном использовании и снижает точность. |
| Используйте стопорное кольцо на сверле | Они вращаются сверлом, оставляя следы на поверхности материала. |
К счастью, вы можете легко сделать ограничитель глубины из обрезков дерева , чтобы каждый раз точно устанавливать глубину зенкования. Просто следуйте этим простым шагам.
- Найдите небольшой кусок дерева, чтобы использовать его в качестве зенковки.
- Просверлите в блоке отверстие размером с хвостовик сверла (без зенкерования).
- Просверлите второе отверстие наполовину в деревянном бруске размером с зенковку.
- Проверьте глубину зенковки и при необходимости обрежьте деревянный брусок, пока не получите желаемую толщину.
Квадратная или прямоугольная форма блока позволяет легко держать его, поэтому он не будет вращаться и не оставит следов на материале.
Как зенковать шурупы для гипсокартона
При подвешивании шурупов необходимо зенковать шурупы чуть ниже бумажной части гипсокартона. Если вы не просверлите шуруп достаточно глубоко, вам будет сложно забить шуруп, потому что вам придется добавить много смеси для гипсокартона в окружающее пространство.
Затем вам нужно отшлифовать и растушевать большую выпуклость, которую вы только что создали, чтобы сделать ее не такой заметной. Это любительская ошибка , которая убивает производительность, эффективность и, что хуже всего, портит внешний вид вашего гипсокартона.
Глинить гипсокартон намного проще, когда все шурупы утоплены в землю и находятся непосредственно под поверхностью. Вы поймете, когда это будет сделано правильно, потому что будет казаться тугим, а не , проткнувшим бумагу и продолжающим движение.
Если вы навешиваете много гипсокартона, возможно, вы захотите приобрести специальную отвертку для гипсокартона . Это в основном сверла с воротником вокруг внешней части отвертки. Он ударяется о гипсокартон в определенной точке (которую вы можете отрегулировать по своему вкусу) и мешает вам закрутить шуруп слишком далеко. Они работают очень хорошо, и я настоятельно рекомендую их проверить, потому что они созданы специально для идеального зенкования шурупов для гипсокартона и отлично справляются со своей задачей.
Самый простой способ зенковать шурупы для гипсокартона — использовать обычную электрическую отвертку и закручивать шуруп до тех пор, пока головка шурупа едва не коснется гипсокартона. Затем вы хотите дать шурупу немного больше вращения, используя крошечные приращения, чтобы он находился чуть ниже бумаги и не слишком глубоко, где он не будет правильно удерживать гипсокартон.
Существует также несколько различных типов насадок для гипсокартона , которые можно использовать вместо стандартной насадки для отвертки в дрели. Они работают довольно хорошо, и они довольно дешевы. Если вы хотите купить один из них, у меня есть два совета для вас.
- Совет №1 . Убедитесь, что вы не приобрели слишком широкую насадку для шуруповерта. Если ваша фреза слишком широкая, вам будет сложно раззенковать шурупы на стыках гипсокартона, где вам придется сверлить под углом.
- Совет № 2 . Ищите насадки для установки шурупов для гипсокартона, которые намагничены. Идеальное крепление шурупа на сверле — это хорошая функция, которая облегчает работу и экономит время.
Как зенковать металл
Во-первых, убедитесь, что вам нужно использовать зенковку, а не зенковку, прежде чем вы начнете сверлить свой проект. Если вы просто пропустили этот раздел, я объясню больше в разделе о рассверливании выше, так что ознакомьтесь с ним, если вы еще этого не сделали.
Для зенкования крепежа в металле я предпочитаю использовать трехэтапный процесс. Последний шаг является необязательным. Мне также нравится использовать какой-либо тип масла для уменьшения нагрева и трения между металлом и сверлом. Я буду использовать жидкость Tap Magic Cutting Fluid, но если она закончится, я просто воспользуюсь WD-40.
- Сначала я просверлю пилотное отверстие сверлом из черной оксидной или кобальтовой стали. Однако обычно подойдет любое сверло из быстрорежущей стали (HSS). HSS имеет тенденцию тускнеть и изнашиваться намного быстрее на металле, потому что он не такой мягкий, как дерево. Я буду останавливаться время от времени и добавлять немного масла.
- Затем я поменяю сверла на комбинированное сверло для зенковки и удаления заусенцев, добавлю немного масла на поверхность вокруг отверстия и просверлю отверстие для зенкерования на нужную глубину . Мне нравится дважды проверять глубину, помещая винт или крепеж в отверстие с потайной головкой и убеждаясь, что он там, где мне нужно.
- Третий шаг не является обязательным. Если направляющее отверстие в металле проходит через весь кусок металла, мне нравится переворачивать металл и слегка зенковать и снимать заусенцы с другой стороны . Это помогает удалить все, что осталось от сверления первого отверстия в металле.
Зенковка Вывод
Зенковка довольно проста в выполнении и действительно улучшает внешний вид ваших проектов. Надеюсь, я ответил на все ваши вопросы о зенковке, а также на любые другие проблемы, которые могли возникнуть у вас в голове во время чтения. Если нет, спросите в разделе комментариев ниже… Я здесь, чтобы помочь!
Главная | Better MRO
Innovate
Job Connection
Modern Machine Shop
Металлообработка
Механическая обработка
ВИДЕО: 3 ключа к успеху в производстве с Mitch Free, ZYCI CNC Machining
Митч Фри, основатель ZYCI CNC Machining, рассказывает, почему точность, качество и своевременная доставка деталей являются ожидаемыми, а не отличительными чертами.
Технология
Оцифровая блокировка/тегака: препятствия и возможности
IMTS Insights: создание работы с AI для вашей производственной операции
Metalworking
IMTS 2022 Video: Norton Revelocation с квантовой гриппами с квантовым с помощью квантовой гриппы с квантовой гриппами с квантовым
.
IMTS 2022 Video: Оптимизировать фрезерование с отмеченным наградами MSC Millmax®
IMTS 2022 Резюме
Откройте для себя последние инновационные инструменты и решения …
. , вы можете ознакомиться с последними и лучшими инновациями в области металлообработки и механической обработки.
Взгляните на то, что произошло на выставке:
* Демонстрации удостоенного наград MSC MillMax
* Специалисты по производству металлургинга продемонстрировали новейшие инновации
* Лидеры отрасли поделились своими новейшими продуктами
Partner Insights
Innovate
Видео: Инновации, рост, возможность: это Showa
Прочтите больше.
ПРОИЗВОДСТВЕННЫЕ ИННОВАЦИИ
Аддитивное производство
Обработка с ЧПУ по сравнению с 3D-печатью: какой вариант лучше всего подходит для вашей работы?
Производители электроники говорят, что когда-то революционная 3D-печать дополняет обработку на станках с ЧПУ и другие более традиционные производственные процессы, что делает ее просто еще одним (хотя и очень мощным) инструментом в их наборах инструментов.
Фрезерование
Алюминиевые фрезерные инструменты OSG нового поколения удваивают их конкурентные преимущества
Контент для поставщиков
Инструментальный производитель премиум-класса OSG предлагает компромисс между сроком службы инструмента и производительностью, что является трудным препятствием для механических мастерских, с помощью своего бренда AE-N концевые фрезы, которые улучшают оба.
Механическая обработка
Механическое удаление заусенцев: Osborn повышает эффективность благодаря инновациям
Ваши рабочие могут быть заняты удалением заусенцев вручную, но ваш бизнес может стать более прибыльным, если вы перейдете на механический процесс с использованием правильных щеток с правильными параметрами . Объясняют эксперты Osborn.
Робототехника
Это решение Norton Abrasives доказывает ценность автоматизации
Контент для поставщиков
Команда разработчиков абразивных материалов Norton | Saint-Gobain Abrasives предоставляет производителям возможность использовать автоматизацию для работы с абразивами.
СОВЕТЫ ПО МЕТАЛЛООБРАБОТКЕ
Технология
Обработка жаропрочных сплавов: советы экспертов для труднообрабатываемых материалов
Узнайте об интеллектуальных подходах к обработке жаропрочных сплавов.
Механическая обработка
5 причин поддерживать чистоту охлаждающей жидкости при механической обработке
От дерматита до сокращения срока службы инструмента чистая охлаждающая жидкость просто лучше и делает станочников более счастливыми, а производственный цех более продуктивным.
Технология
Почему вам нужно перестать покупать дешевые режущие инструменты
Вот почему покупка самых дешевых режущих инструментов иногда может привести к неудаче.
СТРАТЕГИЯ ЦЕПОЧКИ ПОСТАВОК
Цепочка поставок
Управление кризисом цепочки поставок: как производители могут справляться с дефицитом
Что производители могут сделать, чтобы справиться с кризисом цепочки поставок.
Бережливое производство
Изучение стратегий цепочки поставок: «точно вовремя» и «точно в срок»
Своевременное управление запасами, как правило, хорошо для бизнеса, но является ли оно лучшей практикой во время глобальных пандемий, стихийных бедствий и торговых войн? Взгляните на варианты.
Цепочка поставок
Лучшее управление цепочкой поставок: возьмите под контроль расходы на ТОиР
Не позволяйте расходам на ТОиР выйти из-под контроля. Обуздайте это, лучше понимая, где найти скрытые расходы и как преодолеть разрыв между закупками и цехом.
skills gap
Skills Gap
VIDEO: TOOLING UP – Addressing The U.S. Manufacturing Skills Gap
Job Connection
The CNC Machining Skills Gap: A Q&A with Tony Schmitz on Training Tomorrow’s Workforce
- DOL здесь, чтобы помочь
- Обязанность защищать
- Защита осведомителей
производительность обработки
Инновации
ВИДЕО: Guhring RF100 Sharp Введение
Контент поставщика
Новые твердосплавные фрезы RF100 Sharp от Gühring прекрасно режут вязкие материалы и обладают сниженными усилиями резания.
Обработка
Как концевая фреза Kennametal HARVI I TE повышает производительность и срок службы инструмента
Материалы для партнеров
Узнайте о новейшем пополнении Kennametal в линейке инструментов.
Фрезерование
ВИДЕО: ПОДГОТОВКА ИНСТРУМЕНТОВ — Высокоэффективные концевые фрезы SGS серии 77 H-Carb с 7 канавками
Материалы поставщиков
Инженер Kyocera SGS Precision Tools, Inc. за обсуждение в режиме реального времени и демонстрацию высокоэффективных концевых фрез серии 77 H-Carb с 7 канавками.
соответствие
Безопасность на рабочем месте
Объяснение уровня безопасности OSHA DART и способы его расчета
Узнайте о коэффициенте DART, который разработан, чтобы помочь учреждениям оценить свои показатели безопасности.
Безопасность сотрудников
10 основных нарушений техники безопасности OSHA: их стоимость в 2021 г. включая респираторы, лестницы, строительные леса и блокировку/маркировку.
Компании были оштрафованы на миллионы долларов.
Соблюдение нормативных требований
Управление по охране труда и промышленной гигиене США запрашивает дополнительные сведения о производственных травмах с высоким уровнем риска
Управление по охране труда и здоровья США рассматривает вопрос о введении правила, требующего от предприятий с повышенным риском сообщать более подробные сведения о производственных травмах.
Технология
Что такое соответствие требованиям TAA? 5 вещей, которые вы должны знать
Узнайте о соответствии требованиям TAA и о том, как избежать проблем или справиться с ними.
Калькулятор производительности
Хотите сэкономить и повысить производительность? Смотрите не дальше, чем прямо здесь.
Начало работы
Калькулятор ставок TCR/DART
Сравните свои ставки TCR и DART и бизнес со средними показателями по отрасли.
Начало работы
Сверление.
Почему моя зенковка делает шестигранные отверстия?
Спросил
Изменено
1 год, 10 месяцев назад
Просмотрено
7k раз
Каждый раз, когда я использую зенкер, он создает шестиугольное отверстие.
Я пробовал ручную дрель, электрическую дрель, быстрое сверление, медленное сверление, мягкое давление, сильное давление — практически каждый раз это создавало шестигранное отверстие. Из 12 штук, которые я просверлил вчера, только одна была круглой, и мне показалось, что это было связано с ненормально мягким участком в древесине.
Это конструкция биты? Я уверен, что у того, которым пользовался мой отец, когда я был ребенком, было гораздо больше лопастей.
Или я что-то не так делаю?
В принципе, как мне получить круглую зенковку?
РЕШЕНИЕ:
Прошлой ночью опробовал некоторые из предложенных решений, от L-R:
- Зенковка перед отверстием
- Большое стандартное сверло
- Зенковка с ручной токарной обработкой
Зенковка перед сверлением всего, безусловно, лучше всего, по крайней мере, для фанеры, которую я использую. Сверло, выточенное вручную, потенциально может работать и с большей осторожностью; сама дырка красивая и круглая. Возможно, нужен более острый бит.
(Извинения за качество изображения)
ОБНОВЛЕНИЕ: Мне пришлось сделать еще пару прошлой ночью, но я забыл сначала зенковать; Техника ручной токарной обработки очень хорошо работала в окрашенной фанере, хотя и позаботилась о том, чтобы она оставалась по центру.
- сверление
- сверла
1
Это дизайн биты?
Да, я думаю, это отчасти так. Но это почти наверняка не единственная проблема, и главная, я думаю, заключается в том, что она недостаточно острая — такой тип зенковки редко встречается из того, что я видел.
У меня есть три штуки, похожие на , в точности , с одинаковой зенковкой, и каждая из них прямо из упаковки не была острой, и я видел много других в продаже, которые кажутся такими же (не)острыми.
Определенно заточите биту, если сможете сделать это в качестве первого шага к решению проблемы.
Заточка мин действительно улучшила производительность, хотя и не полностью. При использовании техника, которая, казалось, помогла мне больше всего, заключалась в том, чтобы быстро запустить дрель и использовать легкое давление, с очень прочным удержанием дрели. Это работало намного надежнее, чем использование низкой скорости и сильного давления.
Еще один совет, который я прочитал на днях и который вы, возможно, захотите попробовать: раззенкуйте перед тем, как просверлить отверстие с зазором . У меня не было возможности попробовать это на себе, иначе я бы сообщил о его эффективности из первых рук, но, по-видимому, это имеет большое значение.
3
Это почти наверняка из-за дребезжания бит.
Вы пишете, что уже пробовали разные скорости, но это действительно решение. Не бегите слишком быстро (попробуйте половину скорости). Применяйте твердый, контролируемый (но не слишком резкий, это вызывает дребезг или блокировку) жим и держите как можно дольше устойчиво по центру.
Использование сверлильного станка , если он у вас есть, или буровой установки поможет намного проще и точнее удерживать его в центре, а также намного проще применять правильное давление (плюс, у вас есть стопор для красивых раковин одинаковой глубины в ряд).
При отсутствии сверлильного станка или буровой установки используйте станок как минимум двумя руками. Никакой стрельбы в ковбойском стиле.
Электрическая отвертка, подобная той, которую вы используете согласно комментарию ниже, тоже довольно плохой выбор. Каким-то образом он может проделывать отверстия, но для этой задачи он не подходит.
Есть люди, которые рекомендуют нажимать очень, очень осторожно, а также очень медленно (с умеренной или высокой скоростью сверления). Я не большой поклонник этого, хотя это «работает» для решения проблемы. Однако вы создаете сильное трение, трение и трение происходит медленно, что напрасно изнашивает инструмент и может оставить следы ожогов. Если инструмент не тупой (и в этом случае выбросьте его!), нет причин тереть и тереть его медленно. Это режущий инструмент, предназначенный для резки .
10
В древесине я обычно получаю лучшие результаты с зенковкой без привода, даже без колесного ключа (ручная дрель, о которой вы упоминаете в другом комментарии). Я не могу найти изображение с подходящей лицензией в Интернете, но вот изображение специального инструмента. Вы можете сделать то же самое, используя биту в рукоятке отвертки без храповика. Не нажимайте слишком сильно. Для небольших отверстий (скажем, шуруп 6 мм) в мягкой древесине/стружечной стружке/мдф и т. д. это быстро – в зависимости от работы, быстрее, чем постоянно менять биты.
3
Кажется, у вашей зенковки 5 канавок. Если это так, то происходит то, что сверло перемещается по кругу, сверло удерживается недостаточно устойчиво или имеет значительное биение/колебание патрона или сверла.
Этот процесс, если его контролировать и выполнять преднамеренно, можно использовать для сверления квадратных отверстий или любого правильного многоугольника с помощью сверла с числом сторон на одну канавку меньше, чем число сторон многоугольника.
Как вы уже поняли, этот процесс не всегда требует контроля и намерения. В вашем случае это происходит из-за того, что сверло не точно отцентровано по существующему отверстию в древесине и цепляется за одну канавку до того, как другие канавки входят в древесину. Это приводит к перемещению сверла и сверла в противоположном направлении, пока не войдет в зацепление другая канавка, и это продолжится таким образом, создавая шестиугольник.
Несколько вещей могут помочь, но в конечном счете все сводится к тому, чтобы стабилизировать работу и сверло относительно друг друга. Сверлильный станок и тиски или зажимы должны быть достаточными, но без этих инструментов вы могли бы добиться определенного успеха:
- Используйте более острую зенковку, которая должна резать , а не ловить
- Используйте зенкер с направляющей насадкой, чтобы убедиться, что зенкер не качается, когда входит в зацепление с заготовкой.
- Используйте более высокую скорость, которая снова должна резать, а не ловить.
- Зажмите заготовку, а не держите ее рукой.
- Работайте очень медленно, особенно при первом соединении заготовки.
- Не полагайтесь на самоцентрирование сверла — убедитесь, что вы сверлите точно в центре отверстия, прежде чем сверло войдет в дерево.
Их комбинация должна решить вашу проблему.
В качестве альтернативы, примите уникальность этой техники и сделайте ее частью своей работы.
Причина, по которой вы получаете наилучшие результаты до вы делаете предварительное сверление, потому что ваша зенковка не имеет собственного направляющего сверла, чтобы удерживать его по центру. Он полагается на острие конуса, чтобы удерживать его в отверстии. та же проблема возникла бы, даже если бы у вас было пилотное сверло, но предварительно просверленное отверстие было намного больше, чем пилотное (более 1/16).
Также я предполагаю, что материал, который вы используете, особенно восприимчив к этой проблеме.
Решения:
- Получите зенковку с пилотной насадкой. Они вполне нормальные, если не стандартные, которые можно найти в крупных хозяйственных магазинах. Используйте его для предварительного сверления и зенкерования одновременно. Затем вы можете использовать более крупную фрезу, если вам нужно отверстие больше, чем направляющее.
ИЛИ - Вместо того, чтобы предварительно просверлить отверстие, сделайте небольшой углубление гвоздем (или специальным инструментом, название которого я не помню), чтобы удерживать сверло в правильном положении. Острая кромка тоже имеет значение. Затем просверлите отверстие.
Вы сможете сделать и то, и другое с помощью ручной дрели. Я работаю почти исключительно с беспроводными аккумуляторными дрелями и ударными инструментами, и у меня нет проблем. Кроме того, чем больше я думал об этом, используемый материал действительно влияет на скорость и давление, которые я буду использовать.
Твердая древесина обладает большей устойчивостью и не так легко сделает то, что вы видели. Разгоните дрель до нужной скорости, а затем надавите.
Мягкий материал, который, как я полагаю, вы использовали на фото, легко плохо сверлится. Если вы используете № 2, то делайте это медленно. Вот почему я предлагаю сначала № 1, потому что он более последовательно и быстро приведет к хорошему продукту.
Я согласен с Деймоном, это связано с болтовней, дрель на самом деле двигается вверх и вниз, чтобы такое могло произойти. Почему? На ум приходят две вещи. Первое гораздо менее вероятно, но я решил указать на это, я видел по крайней мере один бит, когда вы запускали сверло «назад», чтобы зенковка правильно вырезала.
Это вызовет ту же проблему, что и предыдущая. Если это действительно тупая зенковка, она будет болтаться независимо от того, насколько вы сильны. (обратный использует тупую сторону, поэтому работает так же). Так что я бы порекомендовал либо заточить его, либо купить новый.
Я только что немного поискал и установил раковины, и я думаю, что мне нужно немного вложиться в одну из хороших, которые просверлят мою дырку и встречную раковину за один раз! В любом случае, вы можете получить их очень дешево или заплатить за них приличные деньги.
Эдт: увидев, что у вас есть электрическая «отвертка», а не дрель, я бы сказал, что это позволяет болтать. Они действительно не предназначены для этого типа приложений. Для этого вам не нужна аккумуляторная дрель, что позволяет добавить к вашему набору инструментов гораздо более дешевую сетевую дрель.
Еще одно замечание: можно использовать ручную дрель с большим острым наконечником, чтобы скруглить их после закрытия, что может быть еще дешевле.
1
Я считаю, что причиной некруглой зенковки является количество канавок/лезвий на фрезе. При нечетном числе, если вы можете себе это представить, лезвие с одной стороны режет, а с противоположной стороны нет режущего лезвия и, следовательно, нет ровной опоры для сверла. Это приведет к блужданию бита в соответствии с объемом поддержки, которую он получает. Я поэкспериментировал с новой, острой 5-ти рифленой фрезой в предварительно просверленном куске сосны, и получил шестигранное отверстие.
