Рейтинг сварочных электродов для инвертора: 14 лучших сварочных электродов — Рейтинг 2022 года (топ с учетом мнения экспертов и отзывов)
Содержание
инструкция по выбору и применению
Современный рынок готов предоставить мастерам-сварщикам специализированное оборудование, которое будет служить долгое время. В некоторых случаях люди покупают не только дорогое, но и не качественное оборудование, которое в последствие приходится заменять другим и тратить на это деньги.
Наша статья призвана помочь вам и сделать правильный выбор в нужную сторону. Возможно, что вы переплатите один раз, зато будете работать потом долго и не зная беда, но в итоге поймете, что вам удалось сэкономить не только деньги, но и время, силы и нервы. Выбирайте лучшие сварочные электроды вместе с нами.
Краткое содержимое статьи:
- Производители электродов
- УОНИ 13/55
- Kobelco LB-52U
- ОЗЛ-8
- Заключение
- Фото лучших сварочных электродов
Производители электродов
Если вы выбираете отечественного производителя, то будьте готовы к тому, что их качество несколько хуже чем у зарубежных. Однако технологии не стоят на месте и сегодня в нашей стране начинают изготавливать все более лучшие электроды.
Однако технологии не стоят на месте и сегодня в нашей стране начинают изготавливать все более лучшие электроды.
Самые передовые бренды, которые выбирают наши мастера это ESAB-SVEL, Ресанта, Kobelco, УОНИ и Lincoln Electric. Некоторые из этих производителей добавляют дополнительные материалы в электроды при изготовлении, другие используют только стандартное решение.
УОНИ 13/55
Электроды этой фирмы важно использовать только при постоянно токе, а вот применяются они даже в трудных местах, куда получить доступ бывает крайне сложно. При работе сварка получается очень крепкой и надежной, так как в процессе выделяется углекислый газ, который позволяет добиться качества.
В конструкции используется специальная обмазка, которая играет как положительную, так и отрицательную сторону. Дело в том, что такой электрод очень сложно разжечь, а также разжечь повторно, поэтому новички могут провозиться с этим долгое время.
С другой стороны использование этой технологии позволяет выиграть в уровне надежности. А швы получаются ровными и красивыми.
А швы получаются ровными и красивыми.
Из достоинств можно выделить отсутствие появления излишних шлаковых примесей, эстетику шва, низкую цену при покупке и широкую известность среди продавцов и покупателей.
Помимо трудностей с розжигом, отрицательным качеством является время, которые требуется, чтобы привыкнуть к изделию и научиться с ним работать.
Kobelco LB-52U
Другой вид сварочного электрода, который изготавливается в Японии. Стоит отметить, что эти изделия используются в таких случаях, когда нет возможности работать с двух сторон поверхности, например, при сварке трубопровода.
Вещество очень дорогое, однако качество говорит за себя. Надежность этих электродов оправдана высокой ценой, а также многочисленными работами бывалых специалистов.
Для наибольшей надежность рекомендуется работать под постоянным током, однако использование переменного тоже подходит, но качество тогда будет немного ниже.
Рекомендуем этот вид, если хотите получить идеально ровный шов, при использовании с низкоуглеродистыми видами стали, а также для возможности работы по любым направлениям. В некоторых случаях, когда материал лежит в сыром месте, может потребоваться прокалка до 300 градусов.
ОЗЛ-8
Отечественный материал, которые отлично себя показывает при работе с нержавеющей сталью, а также никелем и хромом. Одно из требование – работа только под постоянным током, причем обратной полярности, а использование дуги разрешено только короткого типа.
Если соблюдать данные правила, то шов получается довольно таки крепким и надежным, но в результате может образоваться некоторое количество шлака, впрочем отбивается он довольно быстро и не затрачивает уйму времени.
Из достоинств пользователи отмечают быструю работу, отсутствие трещин при прерывании. Из минусов же выделяют высокую цену, некоторые ограничение по работе с материалами, а также подверженность к влажности.
Заключение
Если вы хотите взглянуть на внешний вид представленных материалов, то рекомендуем ознакомиться с фото сварочных электродов. Помните, что использование надежного материала приводит к высокому качеству, которое требуется при сварочных работах.
Также рекомендуем обращать внимание на диаметры сварочных электродов, так как это может сыграть роль на конечном результате, ведь не хочется получить трещину сразу после завершения работы.
Фото лучших сварочных электродов
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Как выбрать электроды для сварки – инструкция от производителя
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
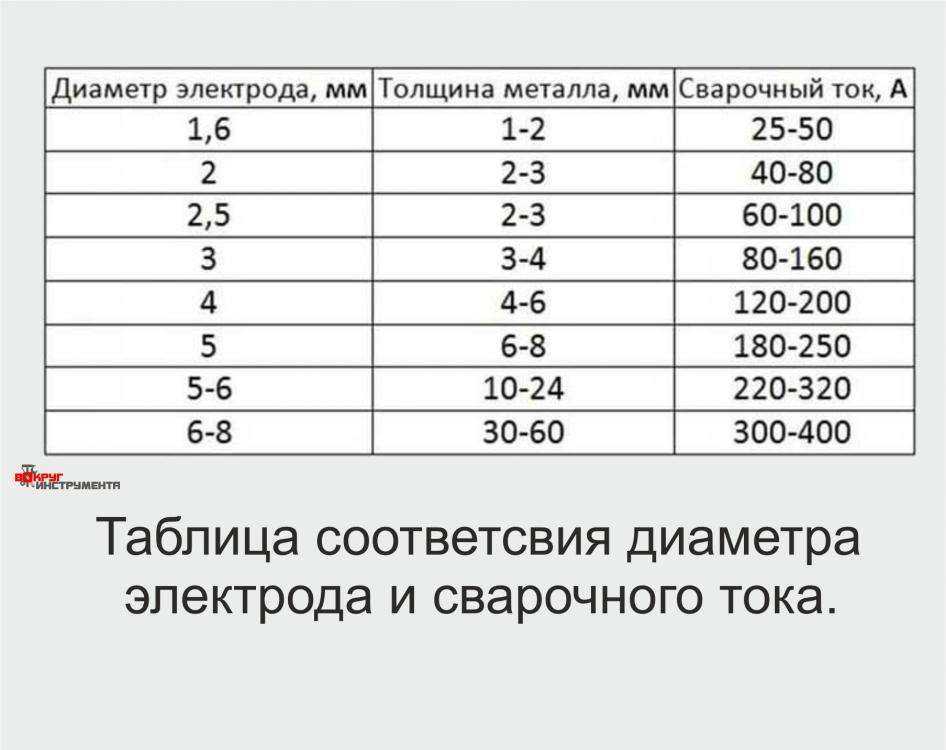
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Выбор необходимой силы тока
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом. Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Лучшие сварочные электроды с кислым покрытием
В составе подобных стержней присутствуют оксиды железа, кремния, марганца. Они применяются для сварки неответственных конструкций или низколегированных сталей как постоянным, так и переменным током.
Получаемые швы не склонны к образованию пор, однако могут быть подвержены возникновению горячих трещин.
Tigarbo АНО-24
4.8
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
Отличаются легкостью поджигания дуги и стабильным горением. Перед работой требуется провести процедуру прокаливания при температуре до 180 °С в течение часа. Это позволит добиться максимальной эффективности применения стержней для сварки углеродистых сталей всех степеней раскисления.
Это позволит добиться максимальной эффективности применения стержней для сварки углеродистых сталей всех степеней раскисления.
Диаметр электрода составляет 4 мм, допустимое значение сварочного тока — 200 А. Этого достаточно для обработки металла толщиной до 8 миллиметров.
Максимальное содержание влаги в покрытии стержней перед работой не должно превышать 0,7%, поэтому они требуют особых условий хранения и транспортировки.
Достоинства:
- малое разбрызгивание;
- качественный шов;
- стабильность горения дуги;
- экономичный расход.
Недостатки:
- боятся сырости.
Tigarbo АНО-24 используются для сварки деталей из углеродистой стали малой и средней толщины. Отличное решение для нерегулярных домашних работ.
Fubag 38821
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электрод выполнен из угля и может использоваться не только для сварки, но и для поверхностной резки или удаления излишков металла с поверхности. Стержень отличается большим диаметром (10 мм), позволяющим успешно работать с различными металлами.
Стержень отличается большим диаметром (10 мм), позволяющим успешно работать с различными металлами.
Длина новых электродов составляет 30 сантиметров, они не плавятся при использовании и предназначены для работы на постоянном токе.
Выгорание массы вещества происходит крайне медленно, к тому же элементы не прилипают к поверхности во время сварки.
Достоинства:
- широкий спектр применения;
- экономичность;
- большой диаметр;
- низкая цена.
Недостатки:
- неустойчивость дуги.
Fubag 38821 используются для обработки цветных металлов, стали, тяжелых и легких сплавов. Они будут полезны в автосервисе, СТО или в мастерской, занимающейся металлообработкой.
Elitech МР-3С
4.7
★★★★★
оценка редакции
84%
покупателей рекомендуют этот товар
Смотрите обзор▶
С этими электродами можно вести сварку во всех пространственных положениях с использованием как постоянного, так и переменного тока. Легкость начального и повторного зажигания дуги обеспечивает удобство работы с прерывистыми швами.
Легкость начального и повторного зажигания дуги обеспечивает удобство работы с прерывистыми швами.
Диаметр стержня составляет 3 мм, длина — 35 сантиметров. Максимальное допустимое значение сварочного тока 140 А позволяет применять его в повседневных домашних работах или при обработке тонколистового металла.
Достоинства:
- удобство работы;
- легкость повторного зажигания;
- стабильное горение дуги;
- экономичный расход.
Недостатки:
- трудное отделение шлака.
Электроды Elitech МР-3С отлично подходят для бытового использования. Они будут эффективны при прокладке трубопровода или мелком ремонте автомобиля.
ЧИТАТЬ ТАКЖЕ
13 лучших масок для сварщика
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
| Назначение | Рекомендуемые марки |
| Углеродистые и низколегированные стали | ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6 |
| Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках | УОНИ-13/55, АНО-11, GOODEL-OK48 |
| Сварка трубопроводов | GOODEL-52U, ТМУ-21У |
| Высоколегированные нержавеющие стали | ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5 |
| Жаростойкие и жаропрочные высоколегированные стали | ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2 |
| Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса) | НИИ-48Г |
| Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья | ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6 |
| Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом | ЦЧ-4 |
| Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна | МНЧ-2 |
| Сварка меди и бронзы | Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
| Электродуговая наплавка | ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13 |
| Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования | ОЗШ-6, ОЗШ-8 |
| Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С | ОЗИ-3 |
| Легированные теплоустойчивые стали | ТМЛ-1У, ТМЛ-3У, ЦЛ-39 |
Популярные производители
Электроды самого разного качества производят во всем мире: начиная от России и Китая, заканчивая Америкой и Германией. Зарубежные стержни, как правило, стоят дороже отечественных, но многие сварщики считают, что наша продукция не так плоха, как принято говорить.
Зарубежные стержни, как правило, стоят дороже отечественных, но многие сварщики считают, что наша продукция не так плоха, как принято говорить.
Приобретая, скажем, американские электроды вы можете быть уверены в их качестве и хорошем результате работы, но за это нужно платить вдвое больше. И в то же время, приобретая российские электроды вы получаете более низкую цену, но вместе с ней и менее строгий контроль качества на производстве. Электроды какой страны лучше остальных — это давняя тема для спора.
Мы не будем утверждать, что отечественные электроды однозначно хуже, предоставим вам этот выбор. Мы лишь расскажем о лучших электродах, которые нам удалось испробовать. Итак, какие электроды мы рекомендуем к покупке? Судя по отзывам и нашему опыту самые лучшие электроды для сварки производят торговые марки ESAB, Kobelco, Ресанта, УОНИ и Lincoln Electric. Какие-то производители специализируются на изготовлении электродов одного типа, а какие-то производят стержни и с основным, и с рутиловым покрытием.
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Какие сварочные электроды лучше купить
Правильный выбор стержня зависит от технических характеристик инструмента, физических показателей металла и типа сварки.
Электроды разделяют на две группы:
- Плавящиеся;
- Неплавящиеся.
Первые изготавливаются из сварочной проволоки и подходят для обработки цветных металлов малой и средней толщины, а также сталей и сплавов.
Основой для неплавящихся электродов служат вольфрам, графит или уголь. Такие стержни используются при аргонодуговой сварке, обработке алюминия, меди, магния, бронзы, титана. Зачастую при работе с неплавящимися электродами применяют не только аргон или гелий, но и азот или водород.
Важным критерием выбора является также диаметр электрода. От него зависит допустимая толщина обрабатываемого металла.
Для мелких бытовых нужд будет достаточно стержней диаметром до 2,5 мм, позволяющих производить сварку элементов толщиной около 4 миллиметров.
В свою очередь на необходимый диаметр электрода и максимальную толщину металла влияет сила тока сварочного инструмента.
Аппараты для профессионального использования обладают значением этой характеристики не менее 200 А. Этого хватит для качественной сварки металла толщиной более 15 мм электродом диаметром от 5 мм.
Этого хватит для качественной сварки металла толщиной более 15 мм электродом диаметром от 5 мм.
Совет! Несмотря на неограниченный срок годности, сварочные электроды крайне требовательны к условиям хранения. Важно не допускать механических повреждений, загрязнения и повышенного уровня влажности в местах содержания стержней. ГОСТ 9466-75 предусматривает температуру хранения электродов не ниже +15°C.
Рекомендации: 11 лучших сварочных полуавтоматов
15 лучших сварочных инверторов
8 лучших сварочных трансформаторов
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».

- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
| Диаметр электрода | 2 мм | 2,5 мм | 3 мм | 4 мм | 5 мм | 6 мм |
| Сила тока | 40-64 А | 65-80 А | 70-130 А | 130-160 А | 180-210 А | 200-350 А |
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор▶
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
- залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
- требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
- не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
- сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
ЧИТАТЬ ТАКЖЕ
6 лучших сварочных генераторов
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Пользовательское голосование
Какие электроды для сварки вы бы выбрали или посоветовали?
Kobelco LB-52U
10.44% ( 55 )
ESAB УОНИ 13/55
8.16% ( 43 )
Кедр ОЗЛ-8
2.28% ( 12 )
Lincoln Electric УОНИ 13/55
6.64% ( 35 )
Wester УОНИИ-13/55
1.90% ( 10 )
ESAB-SVEL OK 46.00
32.64% ( 172 )
Ресанта МР-3
21.82% ( 115 )
Fubag FB3
8.35% ( 44 )
Сибртех MP-3C
3.23% ( 17 )
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Для справки
Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.

Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов). Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод. Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Важно! Использовать инвертор для сварки при температуре ниже -15 градусов возможно далеко не всегда. Здесь важно изучить инструкцию к выбранной модели прибора и следовать рекомендациям производителя.
Выбираем электроды для сварочного инвертора
Причины залипания электрода при инверторной сварке
Попробуем отделить причины, на которые мы повлиять не можем:
низкое или неровное сетевое напряжение, которое приводит к слишком низкому сварочному току.
Виды сварных соединений.
Причины, которые мы изменить можем:
- высокая влажность обмазки и наконечников из-за неправильного хранения гигроскопичных электродов;
- низкое качество электродов и их покрытия;
- неверный выбор электрода для сварки конкретных металлов или сплавов;
- неправильные настройки инвертора;
- неверно выставленная полярность сварочного тока;
- обрыв кабеля или нарушенный контакт держателя;
- некачественная очистка поверхностей свариваемых деталей
- грязный электрод;
- некомпетентность сварщика.

Как видите, на одно не зависящее от вас обстоятельство приходится девять факторов, с которыми очень даже можно поработать, чтобы избавиться от неприятного сварочного «синдрома» в виде залипания электродов. А если разобраться, то и со скачками сетевого напряжения можно справиться. Так что все в ваших руках.
Вторая по частоте причина – отсыревшие электроды вследствие неправильного хранения. Дело в том, что большинство расходников с покрытием чрезвычайно гигроскопичны – впитывают влагу где только возможно.
Производители выпускают такую продукцию в полиэтиленовых упаковках. При малейшем нарушении целостности влагонепроницаемой упаковки такие электроды становятся влажными и всегда будут прилипать во время сварки.
«Неправильные» электроды могут встретиться в трех вариантах.
Первый вариант – это неверно подобранные расходники для конкретного металла или сплава. Самые первое требование – они должны быть только для постоянного тока! Сварка с инвертором подразумевает только такой вид расходников. Если вам попадется экземпляр для работы с переменным током, вы получите нестабильную дугу и перегрев металла. Капля расплавленного металла как раз и припечатает намертво наконечник к поверхности. Возникает вопрос: какие электроды лучше выбирать для сварки инвертором – обычные низколегированные без особых требований или высоколегированные? Однозначного ответа вам никто не даст. Потому что отбирать материал для сварки нужно по многим критериям для определенных металлов и оборудования. Просто эти критерии нужно учитывать точно и безоговорочно.
Если вам попадется экземпляр для работы с переменным током, вы получите нестабильную дугу и перегрев металла. Капля расплавленного металла как раз и припечатает намертво наконечник к поверхности. Возникает вопрос: какие электроды лучше выбирать для сварки инвертором – обычные низколегированные без особых требований или высоколегированные? Однозначного ответа вам никто не даст. Потому что отбирать материал для сварки нужно по многим критериям для определенных металлов и оборудования. Просто эти критерии нужно учитывать точно и безоговорочно.
Второй – старый расходник с обсыпавшейся обмазкой
Кончик – самое важное и одновременно самое уязвимое место: там обычно и обсыпается старая обмазка. Такой экземпляр обязательно залипнет
Часто встречаются случаи, когда кончик не обсыпался и сохранился целым, но сам расходник долго лежал и попросту старый. Забыв проверить срок изготовления, мастер начинает ломать голову, почему залипает электрод при сварке инвертором, и не может найти истинную причину.
Третий вариант – низкое качество от самого производителя. Здесь мастера сталкиваются с дилеммой. Расходники от знаменитых фирм – довольно дорогой материал, поэтому всегда есть искушение приобрести что-нибудь подешевле. Такого «что-нибудь» на рынке масса: расходники весьма сомнительного качества с покрытием из непонятных смесей, в которых о соблюдении стандартов даже говорить не приходится. Это еще полбеды. Настоящая беда – частые подделки под немецкую или шведскую продукцию. Решением данной проблемы будет выбор солидных поставщиков, проверка сертификатов продукции. И не забывать пословицу «скупой платит дважды», которая относится, прежде всего, к покупке качественных электродов. В сварочном деле можно экономить на многом. Но не на электродах. Еще раз: не на электродах!
Установка неправильного сварочного тока – слишком низкой мощности. Такая ситуация может произойти в результате неграмотных установок инверторного аппарата. Мощность тока должна точно соответствовать двум вещам: толщине кромок металлических заготовок и диаметру расходника. Иногда несоответствие такого рода возникает из-за элементарного незнания, но чаще это происходит из-за сознательного снижения мощности тока.
Иногда несоответствие такого рода возникает из-за элементарного незнания, но чаще это происходит из-за сознательного снижения мощности тока.
К этому же «пакету бед» можно отнести и неверную технологию поджигания дуги. Частый способ – постукивание кончиком расходника по металлической заготовке, в результате чего происходит замыкание с мгновенным нагревом металла, за чем сразу же следует прилипание намертво.
Плохо очищенные металлические поверхности заготовок – отдельная история, которая упоминается практически в каждой статье, посвященной сварке. Тем не менее молодые мастера продолжают пренебрегать зачисткой деталей с соблюдением технологий. А ведь это самый понятный и нужный способ не только предупреждения залипания расходников, но и подготовительные работы, напрямую влияющие на высокое качество сварочного шва.
Виды покрытий электродов
Начинающий сварщик должен знать, не только как правильно выбрать силу тока при сварке инвертором, но и уметь определять электроды в зависимости от типа покрытия. Этот критерий оказывает влияние на качество и вид соединения металлических изделий.
Этот критерий оказывает влияние на качество и вид соединения металлических изделий.
Выделяют 4 вида покрытий электродов:
- Основное, оно обозначается «Б». Это распространенный тип обмазки. В ее составе присутствуют карбонаты кальция и магния. Главное преимущество состоит в том, в покрытии наблюдается низкий уровень водорода. Благодаря данным свойствам при использовании электродов во время сварочных работ получается качественный, механически прочный и очень пластичный шов, который обладает отличной ударной вязкостью. К популярным электродам, имеющие основное покрытие, относятся такие марки – УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Однако не стоит забывать про характерный недостаток – при их применении образуется большое количество шлака.
- Рутиловое, обозначается в виде буквы «Р». Это также одно из популярных покрытий. В основе имеется рутил (диоксид титана). А вот как правильно выставить сварочный ток для таких стержней, указывается в инструкции к ним. Обычно напряжение также выставляется в зависимости от диаметра.
 При использовании электродов с рутиловым покрытием обеспечивается легкий первичный розжиг, а также не возникает сложностей при последующих розжигах. Горение дуги стабильное на протяжении всего сварочного процесса. Минимальное разбрызгивание расплавленного металла, происходит легкое отделение корки из шлака.
При использовании электродов с рутиловым покрытием обеспечивается легкий первичный розжиг, а также не возникает сложностей при последующих розжигах. Горение дуги стабильное на протяжении всего сварочного процесса. Минимальное разбрызгивание расплавленного металла, происходит легкое отделение корки из шлака. - Кислое «А». В состав этого покрытия входит железо, кремний, марганец и другие компоненты. При помощи стержней с кислой обмазкой можно производить сваривание покрытий с окалиной и ржавчиной. Они противостоят образованию в швах металла воздушных каналов. Однако иногда в структуре металлов могут появляться горячие трещины.
- Целлюлозное «Ц». В состав покрытия входят такие компоненты, как целлюлоза, органические смолы, ферросплавы, другие вещества. Они отлично подходят для проведения сварочных работ в вертикальном положении. Это связано с тем, что они обеспечивают полноценное выделение защитных газов и снижают уровень шлаков. Но при их использовании отмечается сильное разбрызгивание жидкого металла.
 Также при сварке повышается показатель водорода, это может ухудшить качество соединения.
Также при сварке повышается показатель водорода, это может ухудшить качество соединения.
Перед тем как проводить сварочные работы стоит рассмотреть главные параметры, от которых зависит прочность соединения. Чтобы в дальнейшем конструкция быстро не сломалась, сварщик обязательно должен выполнить точные расчеты тока и диаметра стержней. Опытные сварщики делают обычно это самостоятельно без специальных таблиц и формул, а вот новички часто ошибаются. В любом случае стоит учитывать, что для электрода 3 мм средняя сила тока должна быть в пределах 80-90 Ампер. Этот показатель можно будет уменьшить или повысить в процессе сваривания. Это же относится к расходникам большего диаметра.
2 Лучшие электроды для инверторной сварки – какие они?
Электроды плавящегося типа, используемые при инверторной и вообще при дуговой ручной сварке, производятся из сварочной проволоки, соответствующей требованиям Государственного стандарта 1970 года 2246. Согласно данному ГОСТ, все электроды для сварки с применением инверторного агрегата делятся на:
- легированные: изготавливаются из проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М, Св-08ГС, Св-08ХГСМА, Св-08ХН2ГМТА, Св-15ГСТЮЦА, Св-06Н3, Св-08ХНМ, Св-08ХГ2С, Св-08Г2С, СВ-08ХГСМФА и других;
- углеродистые: из проволоки Св-10Г2, Св-08ГА, Св-08, Св-10ГА, Св-08АА, Св-08А и Св-08ГА;
- высоколегированные: из проволоки Св-30Х15Н35В3Б3Т, Св-10Х20Н15, Св-12Х13, Св-30Х25Н16Г7, Св-04Х19Н9С2, Св-10Х11НВМФ, Св-06Х20Н11М3ТБ, Св-08Н50, Св-07Х25Н13, Св-12Х11НМФ, Св-04Х19Н11М3, Св-01Х23Н28М3Д3Т, Св-10Х17Т и многих других.

На стержень электрода (на поверхность) наносят покрытие способом опрессовки. Такое покрытие, во-первых, предохраняет от атмосферных влияний сварочную ванну, а во-вторых, позволяет дуге гореть более устойчиво.
Сварщики-новички, использующие инвертор, должны знать, что все электроды делят на две группы. В первую входят изделия, которые предназначены для соединения ответственных металлоконструкций, во вторую – обычных. Специалисты советуют выбирать электроды УОНИ для сварки ответственных изделий и АНО либо МР–3 для сварки обычных. Отметим – марка электродов УОНИ считается весьма “капризной”. С такими стержнями сможет работать далеко не каждый начинающий работник, не имеющий реального опыта выполнения сварочных мероприятий.
Сейчас самыми популярными марками электродов для инверторов признаются следующие изделия:
- УОНИ–13/55: востребованы среди опытных сварщиков. Данные сварочные стержни позволяют получить действительно качественный шов (в том числе и при низких температурах окружающего воздуха) с оптимальным показателем плотности.

- МР–3С: используются при высоких требованиях, выдвигаемых к шву, для соединения деталей переменным и постоянным током обратной полярности.
- МР–3: пожалуй, самая универсальная марка стержней. С их помощью можно сваривать металл с загрязненной поверхностью, а также влажные и ржавые конструкции.
- АНО: без сомнения, наиболее покупаемые в России электроды. Они не нуждаются в предварительной прокалке, зажигаются без каких-либо усилий и гарантируют отличный итог сварочных работ (даже в тех случаях, когда сварка выполняется человеком, впервые взявшим в руки аппарат для сварки).
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
- толщина 4 мм.
 : постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.
: постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.

- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.. Теперь, что касается силы тока при сварке инвертором
А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.. Теперь, что касается силы тока при сварке инвертором
Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом
Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима
Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Какие электроды выбрать для сварки инвертором новичку?
Так как, данная статья по большому счету для новичков, я решил дать совет. Какие электроды использовать для сварки инвертором. Лично я считаю, что удобнее и проще производить сварочные работы электродами марки АНО — 21, с диаметром 3 мм. Я уверен, что сварщику-новичку не придется работать с ответственными, массивными конструкциями как минимум первое время. По этому АНО — 21 самый раз для него. С помощью этих электродов удастся немного «набить» руку, заработать больше уверенности в своих способностях и уже тогда, браться за более ответственные металлоконструкции.
Как выбрать силу сварочного тока новичку! Не забудьте прочитать.
Почему именно АНО — 21
Возможно кто-то решит задать вопрос, почему именно электроды марки АНО — 21… Ну что же, это лично моё мнение, основанное на моём опыте. Плюс к тому, каждый опытный сварщик знает, что АНО — 21 отлично разжигает дугу, стабильно горит, мягко варит. Шов получается с мелкой чешуёй. В общем, такими электродами не сложно выполнять сварочные работы. А так же, АНО — 21 имеют сравнительно не высокую цену и продаются в каждом специализированном магазине. Главное иметь хотя бы базовые навыки сварки.
Плюс к тому, каждый опытный сварщик знает, что АНО — 21 отлично разжигает дугу, стабильно горит, мягко варит. Шов получается с мелкой чешуёй. В общем, такими электродами не сложно выполнять сварочные работы. А так же, АНО — 21 имеют сравнительно не высокую цену и продаются в каждом специализированном магазине. Главное иметь хотя бы базовые навыки сварки.
Вместо заключения
Ну что сказать, ровной дуги коллеги. Занимайтесь своим делом и получайте от этого удовольствие. Настоящие удовольствие обеспечивает качественно выполненная работа!
Благодарю вас за внимание. Не забывайте делиться статьёй с друзьями в соц
сетях. Для этого мы приготовили специальные кнопки ниже.
Так же, если возникнут вопросы, мы всегда рады на них ответить. Пишите в комментарии или оформите свой вопрос в предоставленной форме.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.
 ;
; - толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Arcraft Plasma Equipments (Индия) Pvt. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 Может также использоваться с DC(+), но за счет хорошей свариваемости.
Может также использоваться с DC(+), но за счет хорошей свариваемости.
 Рутиловый тип с более высокой эффективностью (больше железного порошка), чем тип Exx 14. Может использоваться с переменным и постоянным током (+).
Рутиловый тип с более высокой эффективностью (больше железного порошка), чем тип Exx 14. Может использоваться с переменным и постоянным током (+). Mn, 0,5% мин. Ni, 0,3% мин. Cr, 0,2% мин. Mo, 0,1% мин. V
Mn, 0,5% мин. Ni, 0,3% мин. Cr, 0,2% мин. Mo, 0,1% мин. V
 ООО Производители Поставщики и экспортеры
ООО Производители Поставщики и экспортеры ARC STICK Сварочный аппарат, портативный инвертор высокой мощности
– KickingHorse® Welder USA
Защита со световым индикатором ошибки
Встроенные датчики температуры, напряжения и тока обеспечивают максимальную защиту оператора и машины.
Оптимизирован для грязного или ненадежного питания
Обеспечивает стабильную работу от 160 до 270 В входного напряжения, даже с генератором.
Надежность всегда гарантирована
- > Влагонепроницаемая конструкция.
- > Конструкция с защитой от солевых брызг.
- > Коррозионностойкое исполнение.
Маленькая коробка, большая сила!
- > Непревзойденная номинальная выходная мощность 220 А при рабочем цикле 25 %, намного превосходящая по своим характеристикам трансформаторные аналоги на рынке.
- > Система на основе инвертора обеспечивает максимальное напряжение холостого хода (OCV) 74 В, вдвое больше, чем у традиционного сварочного аппарата с трансформатором, и обеспечивает превосходные характеристики зажигания дуги на грязной поверхности и стержнях 3/16 дюйма.
Принадлежности промышленного класса
- > Стингер электрододержателя на 200 А с легкой загрузкой.
- > Подпружиненный сварочный зажим заземления типа «крокодил».
- > Оснащен сверхмощным кабелем для сварки/заземления AWG #3, который обеспечивает более плавную дугу и предотвращает перегрев.

3 специализированные встроенные функции позволяют любому легко наложить красивый валик
Автоматический горячий старт позволяет оператору легко зажигать дугу на ржавой или окрашенной поверхности.
Встроенная схема защиты от прилипания автоматически увеличивает ток при приклеивании электрода к металлу, что упрощает отрыв электрода и повторное зажигание дуги.
Адаптивная сила дуги оптимизирует характер дуги, чтобы обеспечить именно то, что вы хотите.
- Вход
- Рабочий цикл
- Максимальная выходная сила тока
- Минимальная выходная сила тока
- Требование к автоматическому выключателю
- Требования к генератору
- Напряжение холостого хода
- Размер электрода
- Типы электродов
- Свариваемые металлы
- Сварочные мощности
- Размер
- Вес
- 208/230 В, 60 Гц, одна фаза
- 25% при 220 А, температура окружающей среды 104F (40°C)
- 220 А
- 10 ампер
- 50 А 220 В
- Рекомендуется генератор неинверторного типа мощностью 5000 Вт
- 74 вольта
- от 1/16 дюйма до 3/16 дюйма
- Э6013, Э7014, Э7018, Э6011, Э6010
- мягкая сталь, чугун, нержавеющая сталь, твердая наплавка
- 3/18 дюйма из мягкой стали
- 9×4,7×6,7 дюйма
- 7,7 фунта
5 футов (1,5 м) 3 шнура питания AWG#12 с вилкой NEMA 6-50P 220 В для сварки
Заземляющий зажим 200 А с проводом 5 футов (1,5 м) AWG#4 и разъемом Dinse 25
Держатель электрода 200 А с 5 футами (1,5 м) Провод AWG#4 и соединение Dinse 25
На этот продукт распространяется гарантия
на один год с бесплатной заменой!
Обратитесь в сервисную службу.
Получите предоплаченную этикетку для возврата по электронной почте.
Доставка в любой пункт UPS.
Дождитесь возврата денег или замены.
Посмотреть все аксессуары для A220
Самый полный обзор Inside Out — 220A Max Out Run a 3/16″ 7018 Стержень
Приварка шестерни — часть 1
Приварка шестерни — часть 2
90 VATCH REVIEW MORE
ВОПРОСЫ И ОТВЕТЫ
Задайте вопрос
Генератор какого размера мне нужен для запуска? Если мне нужен 50-футовый удлинитель для этого сварочного аппарата, какой рекомендуемый калибр (AWG)?
Мы рекомендуем генератор мощностью не менее 5 кВт для работы мощного сварочного инвертора KickingHorse® A220 на максимальной мощности. Тем не менее, вы всегда можете уменьшить ток, чтобы запустить меньший выключатель или генератор.
Этот сварочный инвертор предназначен для работы при напряжении до 160 В переменного тока и обеспечивает внутреннюю компенсацию всех потерь. Удлинительный шнур должен быть рассчитан примерно на 15 А (около 3,5 кВт), что соответствует AWG 14. Не беспокойтесь о потере шнура. Просто старые трансформаторные сварщики чувствительны к потерям в шнуре. Я использовал 150-футовый шнур, подключенный к 240AC, и был впечатлен. Я не использовал больше 120А, но все же Ручка для регулировки тока была довольно функциональной и точной. Я бы сказал, что это одна из основных характеристик, позволяющая одинаково работать в диапазоне 160-250 В примерно.
Удлинительный шнур должен быть рассчитан примерно на 15 А (около 3,5 кВт), что соответствует AWG 14. Не беспокойтесь о потере шнура. Просто старые трансформаторные сварщики чувствительны к потерям в шнуре. Я использовал 150-футовый шнур, подключенный к 240AC, и был впечатлен. Я не использовал больше 120А, но все же Ручка для регулировки тока была довольно функциональной и точной. Я бы сказал, что это одна из основных характеристик, позволяющая одинаково работать в диапазоне 160-250 В примерно.Это сварочный аппарат переменного или постоянного тока? Могу ли я запустить его от сушилки или розетки для плиты? 2. Какова рекомендуемая сила тока для сварщика?
KickingHorse® A220 — инвертор для дуговой сварки на постоянном токе. Он будет стекать из сушилки или розетки печи. Мы рекомендуем выключатель на 50 А для полной мощности A220.
Металл какой толщины можно сваривать этим сварочным аппаратом?
Этот сварочный аппарат очень мощный, я прошел через сталь толщиной 3/8, как масло.
Могу ли я, конечно, сваривать этим аппаратом на постоянном токе?
Мы не рекомендуем сварку TIG с инвертором для дуговой сварки KickingHorse® A220 High Power.
Что означает рабочий цикл для дуговой сварки?
Рабочий цикл — это спецификация сварочного оборудования, которая определяет количество минут в течение 10-минутного периода, в течение которых данный сварщик может безопасно производить определенный сварочный ток. Вы могли заметить, что многие производители никогда не указывают рабочий цикл с током в спецификации. Не дайте себя обмануть, потому что при одинаковом рабочем цикле сварочный аппарат на 200 А намного мощнее, чем на 9.0А.
Имеет ли он сертификат безопасности США? Что произойдет, если я воспользуюсь услугами несертифицированного сварщика в США?
KickingHorse® A220 представляет собой инвертор для дуговой сварки, сертифицированный по стандарту UL , и его можно безопасно и законно сваривать как на месте, так и дома.
 В Соединенных Штатах, прежде чем принять решение о покупке сварочного аппарата без сертификации UL, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании оборудования, не сертифицированного по безопасности. , независимо от того, на рабочем месте или дома.
В Соединенных Штатах, прежде чем принять решение о покупке сварочного аппарата без сертификации UL, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании оборудования, не сертифицированного по безопасности. , независимо от того, на рабочем месте или дома.
В США очень высокие штрафы за несоблюдение требований!Какая вилка поставляется с этим сварочным аппаратом? Нужно ли покупать дополнительную вилку?
KickingHorse® A220 готов к использованию с сертифицированным UL североамериканским шнуром питания 12 AWG и вилкой NEMA 6-50P «Welder».
Какие стержни он может сваривать или обрабатывать?
6011 6013 7018 все работает нормально, даже 6010! также использовали 3/16 7014 с отличными результатами.

Выбор правого стержневого электрода
Сварка стержнем требует много практики, чтобы овладеть ею, и выбор правильного электрода для работы может быть сложной задачей.
Доступен широкий ассортимент электродов Stick, каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока. При выборе стержневого электрода учитывайте тип основного металла, посадку стыка и положение сварки. Прежде чем приступить к сварке, необходимо принять во внимание приведенные ниже рекомендации.
Оцените свой основной металл
Шаг первый – определите состав основного металла. Ваша цель — подобрать (или близко подобрать) состав электрода к типу основного металла, это поможет обеспечить прочный сварной шов. Если вы сомневаетесь, задайте себе следующие вопросы:
Как выглядит металл?
Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основной материал представляет собой литой металл.
Магнитен ли металл?
Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Какие искры испускает металл при касании болгаркой?
Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
Долото «вгрызается» в основной металл или отскакивает?
Долото вгрызается в более мягкий металл, такой как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хром-молибден или чугун.
Чтобы предотвратить растрескивание или другие проблемы со сваркой, согласуйте минимальный предел прочности электрода с пределом прочности основного металла. Это можно определить по первым двум цифрам классификации AS/NZS (см. рис. 1). Например, число «43» на электроде 4313 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 430 МПа, что означает, что он будет хорошо работать со сталью с аналогичной прочностью на растяжение.
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для электрода, обратитесь к вторым двум цифрам классификации AS/NZS (см. рис. 1), которые представляют тип покрытия и тип совместимого сварочного тока (см. рис. 2).
Рисунок 1
Рисунок 2
Например, электрод E4916 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях (все).
Тип используемого тока также влияет на профиль проплавления сварного шва. Например, электрод, совместимый с DCEP, такой как E4310, обеспечивает глубокое проплавление и создает чрезвычайно тугую дугу. Он также может «копаться» в ржавчине, масле, краске и грязи. Электроды, совместимые с DCEN, такие как E4312, обеспечивают мягкое проплавление и хорошо работают при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Электрод, совместимый с переменным током, такой как E4313, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка соединения
Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с классификационными номерами AS/NZS, оканчивающимися на 15, 16 или 18, обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости), чтобы выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например, 4313. Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов.
Вы также захотите оценить конструкцию и подгонку шарнира. Если вы работаете с соединением с плотной посадкой или без фаски, используйте электрод, который обеспечивает копающую дугу для обеспечения достаточного провара, например, E4310 или E4311. Для материалов с широким корневым отверстием выберите электрод, например, E4312, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
Затем оцените условия, в которых будет находиться сварная деталь. Если он будет использоваться в условиях высоких или низких температур, подвергаясь повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания. Кроме того, проверьте технические характеристики сварки.
