Ремонт деталей ручной сваркой и наплавкой: Ремонт деталей сваркой и наплавкой
Содержание
Ремонт деталей сваркой и наплавкой
Эксплуатация и ремонт машин и оборудования НиГ промыслов.
Лекция 10.
6. Ремонт деталей сваркой и наплавкой.
Сваркой называется процесс неразъемного соединения деталей или их отдельных частей вследствие действия сил молекулярного сцепления. При сварке металлов, за исключением холодной сварки, производят местный нагрев соединяемых частей до перехода их в пластическое или расплавленное состояние. Металл шва должен обладать одинаковыми свойствами с основными металлом. Это определяет подбор присадочного материала и режима сварки. На ремпредприятиях нефтегазовой промышленности для ремонта стальных деталей в основном применяют ручную электродуговую и реже ручную газовую сварку. Оборудование, используемое при ремонте деталей сваркой, такое же как и при сварке новых деталей.
Наплавка – процесс нанесения расплавленного металла необходимого состава не поверхность детали, нагретой до температуры плавления. Наплавку применяют для восстановления размеров детали и придания заданных свойств её поверхности путем правильного выбора химического состава и структуры наплавленного металла. Наплавка является разновидностью сварки. однако отличие в том, что при наплавке процесс используется для наращивания на основной металл слоя металла или сплава со свойствами, иногда отличающимися от свойств основного металла. В этой связи к процессу наплавки предъявляются следующие основные требования:
Наплавка является разновидностью сварки. однако отличие в том, что при наплавке процесс используется для наращивания на основной металл слоя металла или сплава со свойствами, иногда отличающимися от свойств основного металла. В этой связи к процессу наплавки предъявляются следующие основные требования:
1) Доля основного металла (детали) в наплавленном слое должна быть минимальна.
2) Для сохранения прочности ремонтируемой детали процесс наплавки не должен изменять её исходного химического состава, структуры и напряженного состояния.
3) Наплавленный слой должен обладать достаточно высокой прочностью сцепления с основным металлом.
На практике это решают путем соответствующего выбора технических режимов наплавки, стараясь обеспечить достаточную прочность соединения основного и наплавленного металлов и в то же время в минимальной степени изменить их исходное состояние.
Виды наплавки: ручная и механизированная.Ручная – газовая, электродуговая, аргонно-дуговая. Механизированная – под слоем флюса, в среде защитных газов, вибродуговая, плазменно-дуговая, электрошлаковая, индукционная, наплавка трением.
Наибольшее распространение получили ручная газовая и электродуговая наплавки, автоматическая и полуавтоматическая наплавки электрической дугой под слоем флюса и вибродуговая наплавка.
Выбор наплавляемого материала производят с учетом материала ремонтируемой детали, её форм, размеров, технических требований, условий работы и применяемого вида наплавки. Широко применяется стальная сварочная проволока. Углеродистая и легированная проволоки для восстановления размеров изношенных деталей. Высокохромистые – обеспечивают высокую износостойкость и коррозионную стойкость наплавленного слоя. Широко применяют наплавку перочинной проволокой при наплавке высоколегированных и высокоуглеродистых сплавов. Порошковые проволоки широко используют при наплавке в углеродистом газе и под слоем флюса.
Для ручной газовой электродуговой наплавки используются металлические электроды. регулирование химического состава и свойств наплавленного слоя осуществляется через покрытие или через электродный стержень или комбинированным методом. Для предотвращения появления деформаций и трещин при наплавке применяют предварительный нагрев детали (200-4000С) и другие технологические приемы.
Для предотвращения появления деформаций и трещин при наплавке применяют предварительный нагрев детали (200-4000С) и другие технологические приемы.
6.1 Ручная газовая сварка и наплавка.
При ручной газовой сварке и наплавке расплавление основного и присадочного материала осуществляется теплом, выделяющимся в процессе сгорания газов (пропанбутановых смесей, ацетилена и др.) в среде кислорода. Качество шва и наплавленного слоя в значительной степени зависит от состава присадочного материала. При сварке следует применять присадочные материалы близкие по химическому составу к материалу ремонтируемой детали. Для защиты металла шва от окисления, а так же для удаления окислов образующихся при сварке применяют флюсы в виде порошка или пасты. Нагрев основного и присадочного металлов при газовой наплавке легко регулируется, что позволяет избежать нежелательного глубокого проплавления основного металла и смешивания его с наплавочным материалом. Толщина наплавляемого слоя обычно колеблется от 2,5 до 4 мм. К недостаткам газовой наплавки следует отнести неравномерность толщины наплавленного слоя.
К недостаткам газовой наплавки следует отнести неравномерность толщины наплавленного слоя.
Сварка чугунных деталей является сложным процессом, что связано с большим содержанием углерода и кремния в чугуне, неоднородностью его структуры и чувствительностью к температурным изменениям. Сварку деталей из чугуна производят с подогревом и без подогрева. При сварке с подогревом деталь нагревают до 650 — 7000С для предупреждения отбеливания чугуна и возникновения остаточных напряжений. При сварке вследствие выгорания углерода и кремния происходит отбеливание чугуна и для получения качественного сварного шва в присадочных материалах должно быть 3 — 3,6 % углерода, 3 – 4 % кремния, 0,5 – 0,8 % марганца.
Особенность сварки деталей из алюминия и его сплавов определяется их свойствами:
1) Низкой (6000С) температурой плавления и большой жидкотекучестью.
2) Высокой теплопроводностью.
3) Способностью окислятся на воздухе с образованием тугоплавкой окисной пленки с температурой плавления 20500 С.
4) Высокой растворимостью водорода в расплавленном алюминии, приводящей к пористости.
Для борьбы с этими явлениями применяют специальные флюсы и технологии сварки.
4.2 Ручная электродуговая сварка и наплавка.
При электродуговой сварке и наплавке источником тепла для расплавления металлов является электрическая сварочная дуга, возникающая между электродом и свариваемым металлом. качество сварного шва и наплавленного слоя определяется диаметром электрода, характеристикой тока, маркой электрода, скоростью сварки, положением шва в пространстве.
При ручной электродуговой сварке и наплавке чаще всего используются металлические электроды, представляющие собой металлический стержень со слоем покрытия, предназначенного для стабилизации дуги горения, защиты расплавленного металла от кислорода и азота воздуха, легирования наплавленного металла. В состав электродных покрытий входят следующие компоненты: стабилизирующие, шлакообразующие, газообразующие, раскисляющие, легирующие и связующие. Электроды изготавливают Ø 1,6-12 мм и длиной 225 – 450 мм. В зависимости от химического состава ремонтируемой детали и требований предъявляемых к сварному шву или наплавленному слою. Для сварки и наплавки применяют типовые электроды определенного назначения. Для наплавки изношенных поверхностей применяют электроды обеспечивающие получение слоя необходимой твердости и высокой износостойкости. Диаметр электрода выбирается в зависимости от толщины наплавляемого слоя и размеров шва. Величина сварочного тока выбирается в зависимости от электрода:
Электроды изготавливают Ø 1,6-12 мм и длиной 225 – 450 мм. В зависимости от химического состава ремонтируемой детали и требований предъявляемых к сварному шву или наплавленному слою. Для сварки и наплавки применяют типовые электроды определенного назначения. Для наплавки изношенных поверхностей применяют электроды обеспечивающие получение слоя необходимой твердости и высокой износостойкости. Диаметр электрода выбирается в зависимости от толщины наплавляемого слоя и размеров шва. Величина сварочного тока выбирается в зависимости от электрода:
IСВ=(20+4dЭЛ) dЭЛ
IСВ – сварочный ток величина силы;
dЭЛ – диаметр электрода.
Ручную электродуговую сварку и наплавку целесообразно применять при небольшом объеме работ, а также в трудоемких местах. К преимуществам ручной электродуговой сварки и наплавки относится простота и удобство процесса.
Недостатки – низкая производительность, низкая стабильность дуги и невысокое качество.
4.3 Электрическая электродуговая наплавка под слоем флюса.
При указанном виде наплавки электрическая дуга горит под слоем флюса, подаваемого в зону наплавки. В зоне горения дуги оплавляются поверхность детали, электрод и прилегающий слой флюса. Электродная проволока по мере оплавления автоматически подается в зону дуги одновременно с флюсом. При плавлении флюса образуется газовая оболочка, защищающая расплавленный металл от взаимодействия с окружающим воздухом и выгорания легирующих элементов. Флюсовое покрытие способствует сохранению тепла дуги и препятствует разбрызгиванию жидкого металла. Шлаковая корка, образующаяся при остывании, снижает скорость охлаждения наплавленного металла, что создает благоприятные условия для формирования шва. Этим способом можно наплавлять разные поверхности в несколько слоев. Толщина слоя наплавки практически не ограничена. Для питания дуги используется постоянный ток обратной полярности. Наплавку можно производить как на универсальном оборудовании так и на специализированных установках. Для получения требуемых свойств наплавленного металла необходимо вводить в него легирующие элементы.
Для получения требуемых свойств наплавленного металла необходимо вводить в него легирующие элементы.
Преимуществами автоматической наплавки под слоем флюса перед ручной электродуговой являются:
1) Высокая производительность процесса.
2) Высокое качество наплавленного слоя.
3) Возможность регулирования свойств наплавленного слоя.
4) Наличие закрытой дуги, что улучшает условия труда.
5) Лучшее использование эл. энергии и материала проволоки.
Автоматическую наплавку целесообразно применять при ремонте большого числа однотипных деталей, когда требуется наплавить значительный слой металла толщиной 5-40 мм.
4.4 Наплавка в среде защитных газов.
При этом виде наплавки защитный газ, подаваемый в зону наплавки под избыточным давлением, изолирует сварочную дугу и плавильное пространство от кислорода и азота воздуха. наплавку углеродных, легированных сталей и чугуна производят в среде углекислого газа; для высоколегированных сталей применяют аргон. Для наплавки в среде защитных газов применяется серийное оборудование используется постоянный ток. Этот метод применяют, когда затруднена или невозможна подача флюса и удаление шлаковой корки, например при наплавке мелких деталей, внутренних поверхностей и деталей сложной формы. Преимущества: высокая производительность и простота ведения и управления процессом. Недостатки6 сложность работы на открытом воздухе из-за срыва струи углекислого газа под действием ветра и окислительная способность углекислого газа.
Для наплавки в среде защитных газов применяется серийное оборудование используется постоянный ток. Этот метод применяют, когда затруднена или невозможна подача флюса и удаление шлаковой корки, например при наплавке мелких деталей, внутренних поверхностей и деталей сложной формы. Преимущества: высокая производительность и простота ведения и управления процессом. Недостатки6 сложность работы на открытом воздухе из-за срыва струи углекислого газа под действием ветра и окислительная способность углекислого газа.
4.5 Вибродуговая наплавка.
Автоматическая вибродуговая наплавка основана на использовании тепла кратковременной электрической дуги, возникающей в момент разрыва цепи между вибрирующим электродом и наплавляемой поверхностью. Отличительной особенностью этого вида наплавки является возможность получения наплавленного слоя малой толщины 0,3 – 0,25 мм, охлаждение поверхности наплавки в результате прерывистого характера процесса, что снижает нагрев детали и остаточные напряжения в ней.
Качество наплавленного слоя во многом зависит от материала электродной проволоки, которую выбирают в зависимости от требуемых механических свойств наплавленного слоя. автоматическую вибродуговую наплавку применяют для наращивания изношенных наружных и внутренних цилиндрических поверхностей (шеек валов, штоков, замков бурильных труб и других деталей). К преимуществам вибродуговой наплавки относятся: возможность получения тонких и прочных покрытий, малая глубина зоны термического влияния, небольшой нагрев детали и незначительное выгорание легирующих элементов электродной проволоки.
4.6 Наплавка металлов трением.
Сущность процесса наплавки металлов трением заключается в плавлении наносимого металла за счет теплоты трения и соединения его с деталью при повышенных температуре и давлении. Наносимый металл или сплав, в гранулированном состоянии, плавится в закрытом пространстве за счет трения о наплавляемую деталь или специальный инструмент. Трение обеспечивается вращением наплавляемой детали или инструмента относительно массы наносимого сплава или металла.
Основным условием для обеспечения плавления наносимого металла или сплава является изготовление инструмента (с помощью которого осуществляется трение) из материала с более высокой температурой плавления по сравнению с температурой плавления наносимого материала. Во избежании прилипания металла или сплава к рабочей поверхности инструмента его изготавливают из соответствующего материала. Основные технологические параметры процесса наплавки трением – это окружная скорость и давление на поверхности трения. Величины этих параметров определяются физическими характеристиками основного и наплавляемого материалов, в особенности коэффициентом трения и температурой плавления материала, а также материала детали и инструмента. Оптимальные значения параметров V=2,5-6 м/с, Р=2-6 кг/мм2. наплавка трением отличается от существующих методов наплавки полезным использованием теплового эффекта трения, отсутствием расплавлением основного и перегрева наплавляемого металлов, отсутствием их перемешивания, образованием металлического соединения между жидким и твердым металлами в условиях всестороннего сжатия и возможностью эффективного использования отходов механической обработки.
Преимущества: стабильность химического состава и сохранение исходных механических свойств в наплавленном слое; получение надежного соединения основного и наплавляемого металлов возможность наплавки комбинированным составом для получения заданных свойств в наплавленном слое; высокая экономичность процесса.
Недостатки: невозможность нанесения металлов более тугоплавких, чем основной металл; ограниченные размеры наплавляемых поверхностей; необходимость изготовления специальных приспособлений для наплавке деталей каждого типа. Процесс наплавки трением целесообразно применять для ремонта изношенных и изготовления биметаллических деталей, а также для поверхностного упрочнения деталей.
7. Ремонт деталей металлизацией.
Процесс металлизации заключается в нанесении расплавленного металла на специально подготовленную поверхность детали распылением его струёй воздуха или газа. Частицы расплавленного металла, ударяясь о поверхность детали, заполняют предварительно созданные на поверхности неровности, в результате чего происходит их механическое закрепление, а так же возникает молекулярное схватывание между наплавляемым и основным металлом.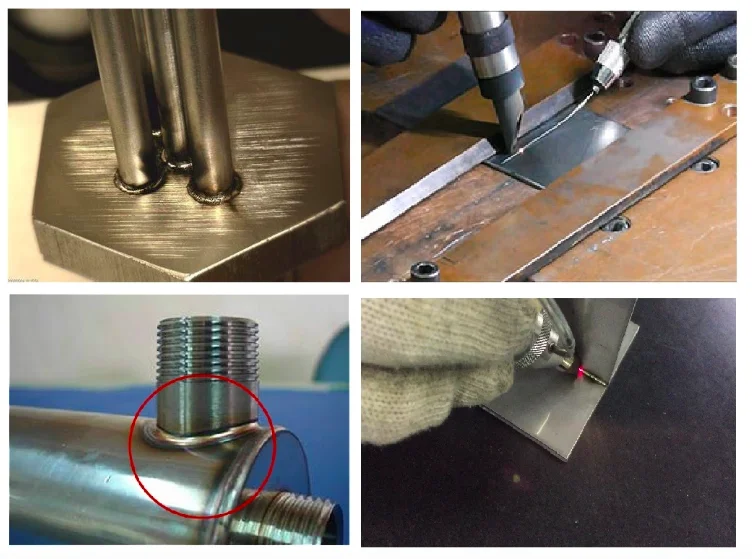 В результате закалки, окисления и наклепа частиц напыляемого металла твердость материала покрытия повышается. Различают газовую, электродуговую, высокочастотную, тигельную и плазменную металлизацию. Напыляемый материал применяется в виде проволоки, ленты или порошка. Наибольшее применение на ремпредприятиях получила электродуговая металлизация. Две электрически изолированные друг от друга электродные проволоки, к которым подведен электрический ток, перемещаются механизмом подачи. При их пересечении возникает ток, и проволоки расплавляются. Струя сжатого воздуха распыляет расплавленный металл на мельчайшие частицы и при скорости 75-200 м/с они наносятся на подготовленную поверхность детали, создавая напыленный слой. Для электродуговой металлизации выпускают стационарные и ручные металлизаторы.
В результате закалки, окисления и наклепа частиц напыляемого металла твердость материала покрытия повышается. Различают газовую, электродуговую, высокочастотную, тигельную и плазменную металлизацию. Напыляемый материал применяется в виде проволоки, ленты или порошка. Наибольшее применение на ремпредприятиях получила электродуговая металлизация. Две электрически изолированные друг от друга электродные проволоки, к которым подведен электрический ток, перемещаются механизмом подачи. При их пересечении возникает ток, и проволоки расплавляются. Струя сжатого воздуха распыляет расплавленный металл на мельчайшие частицы и при скорости 75-200 м/с они наносятся на подготовленную поверхность детали, создавая напыленный слой. Для электродуговой металлизации выпускают стационарные и ручные металлизаторы.
Преимущество электрометаллизации – производительность.
Недостатки: выгорание легирующих элементов, окисление напыляемого металла, низкие механические свойства напыляемого слоя и большие потери металла при напылении.
При газовой металлизации проволоку напыляемого металла расплавляют ацетиленокислородным пламенем, а распыление осуществляется сжатым воздухом или инертным газом. Газовая металлизация обеспечивает получение покрытий высокого качества из-за меньшего выгорания легирующих элементов. Недостаток : необходимость горючего газа, большая стоимость покрытия. Газовая металлизация широко используется для напыления тугоплавких сплавов и металлов, например, титана.
Одним из прогрессивных методов является плазменно-дуговая металлизация. При пропускании эл.тока большой плотности через газовую среду, находящуюся под повышенным давлением, газ ионизируется. Наряду с положительно и отрицательно заряженными ионами в газе содержатся электроны и нейтральные атомы. Такое состояние вещества называется плазмой. Плазма обладает высокой электрической проводимостью и образует вокруг себя магнитное поле, которое заставляет частицы плазмы сжиматься и двигаться узким пучком. Плазменная струя служит интенсивным источником тепла, температура её достигает 150000С.
Схема плазменного металлизатора: между вольфрамовым электродом и соплом горелки создается дуговой разряд, в зону дуги подается инертный газ, который ионизируясь выходит из сопла виде плазменной струи. В зону плазменной струи непрерывно подается напыляемый материал, расплавленные частицы которого увлекаются плазменной струей и с высокой (900 м/с) скоростью напыляются на поверхность детали.
Плазменная металлизация применяется для напыления тугоплавких металлов и соединений ( вольфрам, окиси алюминия, карбиды, бориды и т.д. ).
Преимущества: предотвращается окисление напыляемых металлов; процесс производителен; достигается прочное сцепление напыляемого слоя с металлом детали.
Недостатки: высокая хрупкость напыленного слоя.
После металлизации производят механическую и термическую обработку детали для получения необходимых параметров восстанавливаемой поверхности.
8. Ремонт деталей гальваническим наращиванием.
Гальваническое наращивание металла на поверхность основано на процессе электролиза. Под действием постоянного электрического тока положительно заряженные ионы движутся к катоду, в качестве которого используется восстанавливаемая деталь, на которой выделяется металл и водород. Электролиз металлов может осуществляться с растворимыми и нерастворимыми анодами. Растворимые изготавливают из губчатого железа, меди или никеля в зависимости от вида электролитического процесса; нерастворимые из свинца, платины и других металлов. В комплект оборудования для гальванического наращивания входят: источник постоянного тока, ванны с химически стойкими облицовками, специальные контактные подвесные приспособления, нагревательные устройства, вентиляционное оборудование.
Под действием постоянного электрического тока положительно заряженные ионы движутся к катоду, в качестве которого используется восстанавливаемая деталь, на которой выделяется металл и водород. Электролиз металлов может осуществляться с растворимыми и нерастворимыми анодами. Растворимые изготавливают из губчатого железа, меди или никеля в зависимости от вида электролитического процесса; нерастворимые из свинца, платины и других металлов. В комплект оборудования для гальванического наращивания входят: источник постоянного тока, ванны с химически стойкими облицовками, специальные контактные подвесные приспособления, нагревательные устройства, вентиляционное оборудование.
Для восстановления размеров изношенных поверхностей наибольшее применение находят электролитическое хромирование, осталивание, меднение и твердое никелирование.
Хромированиеприменяют для восстановления размеров деталей и получения декоративных, коррозиостойких и износостойких покрытий. Электролитический хром обладает высокой коррозионной стойкостью, низким коэффициентом трения, высокой твердостью, жаростойкостью, высоким пределом текучести.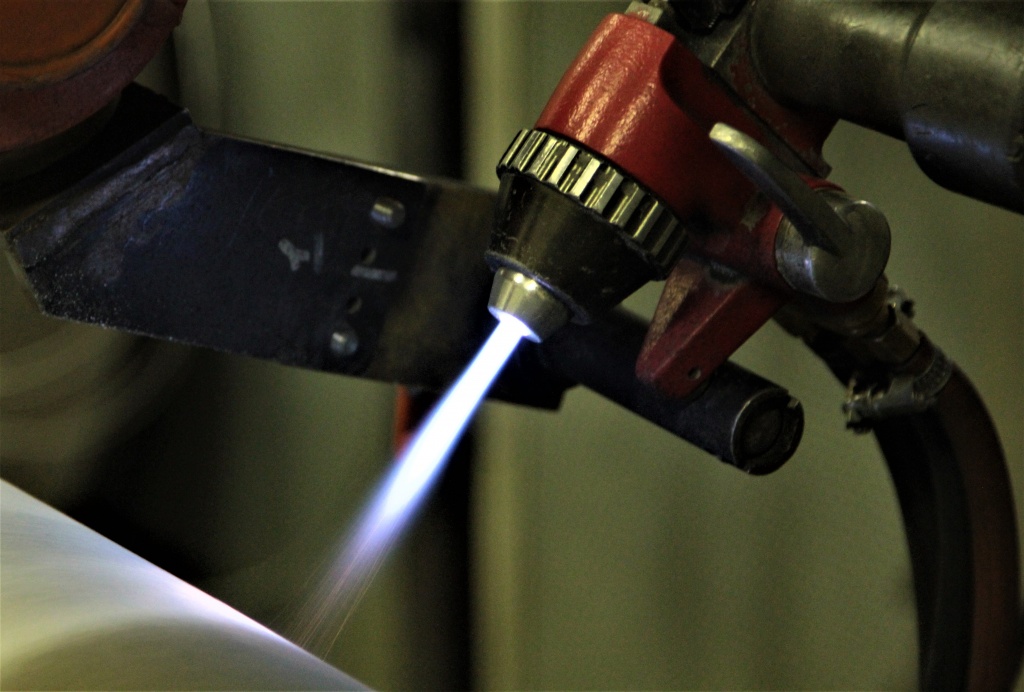 При тщательной подготовке поверхности прочность сцепления хрома со сталью, чугуном, медью и латунью достигает при сдвиге 30кгс/мм2. однако стали с высоким содержанием вольфрама и кобальта, а также высокоуглеродистые стали и высококремниевые чугуны хромировать нельзя, вследствие низкой прочности сцепления. Прочность сцепления резко снижается с увеличением толщины покрытия в связи с ростом остаточных напряжений. После хромирования снимается также усталостная прочность деталей вследствие значительной величины остаточных напряжений в покрытии. Усталостная прочность углеродистых сталей в результате хромирования снижается на 25-40%.
При тщательной подготовке поверхности прочность сцепления хрома со сталью, чугуном, медью и латунью достигает при сдвиге 30кгс/мм2. однако стали с высоким содержанием вольфрама и кобальта, а также высокоуглеродистые стали и высококремниевые чугуны хромировать нельзя, вследствие низкой прочности сцепления. Прочность сцепления резко снижается с увеличением толщины покрытия в связи с ростом остаточных напряжений. После хромирования снимается также усталостная прочность деталей вследствие значительной величины остаточных напряжений в покрытии. Усталостная прочность углеродистых сталей в результате хромирования снижается на 25-40%.
Электрохимическое осаждение хрома отличается от других процессов, как по составу электролита, так и по условиям протекания процесса. Осаждение хрома осуществляется в электролите, содержащем хромовый ангидрид с добавкой серной кислоты.
При хромировании применяют нерастворимые аноды из свинца или сплава свинца с сурьмой. Концентрацию хромового ангидрида в электролите можно изменять в широких пределах, распространение получили горячие электролиты с концентрацией CrO3 от 150 до 350 г/л. Условно хромовые покрытия разделяют на три вида: молочные, блестящие и матовые.
Условно хромовые покрытия разделяют на три вида: молочные, блестящие и матовые.
Блестящие покрытия отличаются высокой твердостью, высокой износостойкостью и хрупкостью, имеют на поверхности мелкую сетку трещин.
Молочные – более мягкие и вязкие. Без трещин. По сравнению с блестящими имеют большую износостойкость.
Матовые имеют повышенную твердость и хрупкость, низкую износостойкость, трещины на поверхности.
Для повышения износостойкости применяют пористое хромирование. Оно отличается от твердого дополнительной анодной обработкой (дехромирование) после наращивания хромового покрытия. В результате на покрытии образуется сеть углубленных трещин обеспечивающих большую маслоемкость при работе. Контроль хромового покрытия осуществляется путем наружного осмотра с простукиванием медным молотом.
Преимущества:
§ Высокая прочность сцепления покрытия с основным металлом.
§ Возможность получения покрытия с высокой износостойкостью, с химической тепловой стойкостью.
Недостатки : длительность, сложность, трудоемкость технологического процесса, высокая стоимость.
Хромирование применяют при ремонте штоков насосов, гильз цилиндров ДВС и насосов, гнёзд подшипников, шеек валов и других деталей.
Электролитическое осталивание. При прохождении постоянного тока низкого напряжения через раствор солей железа происходит осаждение на катоде (ремонтируемой детали) электролитического железа. Прочность и твердость осажденного слоя приближаются к аналогичным свойствам среднеуглеродистой стали, поэтому процесс получил название осталивание.
Для осталивания применяют горячие и холодные электролиты. В зависимости от состава электролита и режима осталивания получают мягкие покрытия с твердостью (НВ 120-220) и твердые покрытия с твердостью (НВ 250-600). Прочность сцепления на отрыв покрытия со сталью, медью и чугуном достигает 15 МПа, благодаря чему восстановленная деталь надежно работает при больших нагрузках. Прочность сцепления покрытия с металлом зависит от предварительной подготовки наращиваемой поверхности.
Преимущества:
§ Недефицитность и дешевизна исходных материалов.
§ Выход металла на тонну 75-95%.
§ Скорость осаждения металла и толщина покрытия значительно выше, чем при хромировании. Для твердых покрытий толщина 1-1,2 мм, для мягких 2-3 мм.
§ Механическую обработку покрытия после осталивания производят при обычных процессах резания.
§ Процесс устойчив и может быть автоматизирован.
Недостатки:
§ Высокая коррозионная активность электролита.
§ Сложность технологического процесса.
§ Необходимость частой фильтрации электролита.
Осталивание применяют для наращивания изношенных поверхностей гнезд подшипников, шеек валов, наружных поверхностей бронзовых втулок и т.д.
Меднение. Для меднения деталей применяют два типа электролитов: сернокислые и цианистые, последние токсичны и применяются редко. Аноды при медении применяют растворимые – медные пластины, катодом является ремонтируемая деталь.
На ремпредприятиях меднение применяют при восстановлении размеров бронзовых втулок, вкладышей подшипников, для облегчения приработки трущихся поверхностей и т. п.
п.
Твердое никелирование. Электролитический процесс осаждения никеля называется твердым никелированием. Гальванически осажденный никель порист и имеет пониженную пластичность. Твердость никелированных покрытий составляет 30-60МПа. В зависимости от содержания в электролите получают матовые и блестящие осадки. Процесс ведется при температуре электролита 75-950С. Применяются растворимые аноды из никеля. Вследствие невысокой твердости и малой износостойкости никелирование применяют для восстановления размеров в неподвижных сопряжениях, например, для восстановления посадочных поверхностей деталей под подшипники.
9. Ремонт деталей с применением клеевых соединений.
Склеивание металлов основано на способности некоторых неметаллических материалов образовывать достаточно прочные связи с металлом. Клей для металлов приготавливают на основе термореактивных и термопластичных полимеров. Клей на основе термореактивных полимеров позволяет получить прочные и теплостойкие соединения. Клей на основе термопластичных полимеров позволяет получать менее прочные и с более низкой теплостойкостью соединения.
Клей на основе термопластичных полимеров позволяет получать менее прочные и с более низкой теплостойкостью соединения.
По внешнему виду клеи для металлов разделяют на жидкие, пастообразные, пленочные и порошкообразные. Они могут быть одно и много консистентными. Выбор клея в каждом конкретном случае должен определятся конструкцией склеиваемого узла, условиями эксплуатации и производительными возможностями предприятия. Физико-механические свойства клеевых соединений металлов зависят от технологии склеивания:
§ Подготовки металлических поверхностей.
§ Приготовления клеевого состава.
§ Технологии нанесения клея на поверхность.
§ Процесса отвердения клея.
Значительное влияние на прочность клеевого соединения оказывают конструктивные факторы и в частности форма и размеры клеевого соединения. На ремпредприятиях склеивание применяют для следующих работ:
§ Соединение частей разрушенных деталей.
§ Заделка трещин, свищей и раковин.
§ Посадка втулок и гнезд взамен запрессовки, приварки и пайки.
§ Восстановление и упрочнение прессовых насадок подшипников.
§ Фиксация сменных деталей.
§ Наложение заплат.
§ Герметизация неплотностей в резьбовых, фланцевых и сварных соединениях.
§ Наклеивание фрикционных накладок.
На практике ремонта бурового и НП оборудования клеи используют для ремонтов резервуаров, трубопроводов и арматуры, насосного и компрессорного оборудования, ДВС. Применение клеевых соединений упрощает технологический процесс ремонта, ускоряет его, снижает стоимость ремонта
Рекомендация для Вас — Долото для бурения сплошным забоем и с отбором керна.
Недостатки клеевых соединений:
§ Невысокая температура эксплуатации (до 3000С).
§ Низкая прочность при неравномерном отрыве.
§ Склонность к старению при воздействии различных внешних факторов.
Литература:
1) Авербух и др. «Ремонт и монтаж бурового и НП оборудования » Недра, 1976.
Лекция №10. Ремонт деталей сваркой и наплавкой
Сваркой
называется процесс образования
неразъемного соединения деталей или
их отдельных частей вследствие
межатомарного взаимодействия или
действия сил молекулярного сцепления.
Сваркой соединяют металлы и неметаллические
материалы, например, стекло, пластмассы
и др. При сварке металлов, за исключением
холодной сварки, производят местный
нагрев соединяемых частей до перехода
их в пластическое (сварка давлением)
или в расплавленное состояние (сварка
плавлением). Стремятся, чтобы металл
шва обладал одинаковыми свойствами
с основным металлом. Это определяет
подбор присадочного материала и режима
сварки.
Оборудование, используемое при ремонте
деталей сваркой, такое же, как и при
сварке новых деталей. Сваркой соединяют
отдельные части деталей, заваривают
трещины, раковины и устраняют другие
дефекты.
Наплавка — процесс нанесения расплавленного
металла необходимого состава на
поверхность детали, нагретую до
температуры плавления, При наплавке
нанесенный слой металла прочно соединяется
с основным металлом вследствие
образования металлической связи.
Наплавку применяют для восстановления
размеров детали и придания заданных
свойств ее поверхности путем правильного
выбора химического состава и структуры
наплавленного металла.
Наплавка является разновидностью
сварки. Однако наплавочные процессы
отличаются от сварочных. При наплавке
сварочный процесс используется для
наращивания на основной металл слоя
металла или сплава со свойствами,
иногда отличающимися от свойств основного
металла.
В связи с этим к процессу наплавки
предъявляются следующие основные
требования;
1) для обеспечения заданных
физико-механических свойств в наплавленном
слое процесс наплавки не должен изменять
исходного химического состава и
структуры наносимого металла, т.е. при
наплавке доля основного металла в
наплавленном слое должна быть
минимальной;
2) для сохранения прочности ремонтируемой
детали процесс наплавки не должен
изменять ее исходного химического
состава, структуры и напряженного
состояния;
3
Виды наплавки
Ручная
Механизированная
)
наплавленный слой должен обладать
достаточно высокой прочностью сцепления
с основным металлом.
Рисунок 10.1 – Виды
ремонта деталей наплавкой
Сваркой называется
процесс образования неразъемного
соединения деталей или их отдельных
частей вследствие межатомарного
взаимодействия или действия сил
молекулярного сцепления. Сваркой
соединяют металлы и неметаллические
материалы, например, стекло, пластмассы
и др. При сварке металлов, за исключением
холодной сварки, производят местный
нагрев соединяемых частей до перехода
их в пластическое (сварка давлением)
или в расплавленное состояние (сварка
плавлением). Стремятся, чтобы металл
шва обладал одинаковыми свойствами
с основным металлом. Это определяет
подбор присадочного материала и режима
сварки.
Оборудование, используемое при ремонте
деталей сваркой, такое же, как и при
сварке новых деталей. Сваркой соединяют
отдельные части деталей, заваривают
трещины, раковины и устраняют другие
дефекты.
Наплавка — процесс нанесения расплавленного
металла необходимого состава на
поверхность детали, нагретую до
температуры плавления, При наплавке
нанесенный слой металла прочно соединяется
с основным металлом вследствие
образования металлической связи.
Наплавку применяют для восстановления
размеров детали и придания заданных
свойств ее поверхности путем правильного
выбора химического состава и структуры
наплавленного металла.
Наплавка является разновидностью
сварки. Однако наплавочные процессы
отличаются от сварочных. При наплавке
сварочный процесс используется для
наращивания на основной металл слоя
металла или сплава со свойствами,
иногда отличающимися от свойств основного
металла.
В связи с этим к процессу наплавки
предъявляются следующие основные
требования;
1) для обеспечения заданных
физико-механических свойств в наплавленном
слое процесс наплавки не должен изменять
исходного химического состава и
структуры наносимого металла, т.е. при
наплавке доля основного металла в
наплавленном слое должна быть
минимальной;
2) для сохранения прочности ремонтируемой
детали процесс наплавки не должен
изменять ее исходного химического
состава, структуры и напряженного
состояния;
3) наплавленный слой должен обладать
достаточно высокой прочностью сцепления
с основным металлом.
Рисунок
10.1 – Виды ремонта деталей наплавкой
Для ручной газовой и электродуговой
наплавки обычно используют металлические
электроды, что объясняется сравнительной
простотой процесса наплавки и
возможностью широкого регулирования
химического состава и свойств наплавленного
слоя. Регулирование химического состава
и свойств наплавленного слоя осуществляют
через покрытие или через электродный
стержень, или комбинированным методом.
Для предотвращения появления деформаций
и трещин при наплавке применяют
предварительный нагрев детали в
пределах 200—400°С, предварительный изгиб
детали в направлении, обратном деформации,
погружение детали в воду без смачивания
наплавляемой поверхности, наложение
наплавляемых валиков в определенной
последовательности, высокий
температурный отпуск детали после
наплавки.
Ручная газовая сварка и наплавка. При
ручной газовой сварке и наплавке
расплавление основного и присадочного
материала осуществляется теплом,
выделяющимся в процессе сгорания
горючих газов (ацетилена, пропанбутановых
смесей и других) в среде кислорода (рис.
5.10). Наиболее распространенным горючим
газом, применяемым на ремонтных
предприятиях, является ацетилен.
В зависимости от соотношения
подаваемых в горелку ацетилена и
кислорода можно получить нормальное,
науглероживающее и окислительное
пламя. Нормальное или, как его
часто называют, нейтральное пламя
образуется при соотношении кислорода
и ацетилена в смеси, равном 1,0—1,2.
Нормальное пламя является
восстановительным в отношении к
свободной закиси железа и в зоне
I
плавления ограничивает окисление
поверхности. При соотношении
кислорода и ацетилена, составляющем
0,8—0,9, возникает науглероживающее, а
при соотношении, равном 1,2—1,5, окислительное
пламя. Выбор сварочного пламени влияет
на качество сварного шва или наплавки,
а также на производительность
процесса.
Сварку деталей из алюминиевых сплавов,
а также из стали с содержанием углерода
до 0,5% ведут нормальным пламенем.
Науглероживающее пламя обычно используют
для сварки деталей из серого чугуна и
стали с содержанием углерода более
0,5%.
Для сварки деталей из
цветных металлов, заварки трещин и
раковин небольшой длины в чугунных
деталях при толщине стенок 10—15 мм, а
также для сварки деталей из малоуглеродистой
стали толщиной до 7 мм применяют
бензинокислородное пламя и горелку
ГКУ-01-55.
Рисунок 10.2 – Ручная
газовая наплавка
К недостаткам газовой наплавки следует
отнести неравномерность толщины
наплавленного слоя.
Электродуговая сварка и
наплавка. Ручная
электродуговая сварка и наплавка.
При электродуговой сварке и наплавке
источником тепла для расплавления
металлов является электрическая
сварочная дуга, возникающая между
электродом и свариваемым металлом.
Качество сварного шва и наплавленного
слоя определяется диаметром электрода,
типом и маркой электрода, величиной
сварочного тока, напряжением на дуге,
родом и полярностью тока, скоростью
сварки и положением шва в пространстве.
При ручной электродуговой сварке и
наплавке чаще всего используются
металлические электроды, представляющие
собой металлический стержень, на
поверхность которого нанесен слой
покрытия, предназначенного для
стабилизации горения дуги, защиты
расплавленного металла от кислорода и
азота воздуха, легирования наплавленного
металла. В состав электродных покрытий
входят следующие группы компонентов:
стабилизирующие, шлакообразующие,
газообразующие, раскисляющие, легирующие
и связующие. Электроды изготовляют
диаметром 1,6—12 мм и длиной 225—450 мм. В
зависимости от назначения стальные
электроды подразделяются на типы. Тип
и марку электродов выбирают в зависимости
от химического состава металла
ремонтируемой детали и требований,
предъявляемых к сварному шву или
наплавленному слою.
Диаметр электрода выбирают в зависимости
от толщины наплавляемого слоя. При
толщине наплавки менее 2 мм рекомендуется
применять электроды диаметром 3 мм, а
при большей толщине наплавки — электроды
диаметром 4—5 мм.
При ремонте закаленных деталей
ненаплавляемую часть детали погружают
в воду во избежание отпуска. Наплавку
легированных сталей производят при
большой плотности тока с предварительным
подогревом поверхности.
Ручную электродуговую наплавку
целесообразно применять при небольшом
объеме работ, а также при наплавке
труднодоступных мест.
К преимуществам ручной
электродуговой наплавки относятся
удобство и простота процесса.
Недостатки ее — низкая производительность
,
низкая стабильность дуги и невысокое
качество наплавки.
Автоматическая электродуговая
наплавка под слоем флюса.
При указанном виде наплавки электрическая
дуга горит под слоем флюса, подаваемого
систематически в зону наплавки. В зоне
горения дуги оплавляются поверхность
детали, электрод и прилегающий слой
флюса. Электродная проволока по мере
оплавления автоматически подается в
зону дуги одновременно с флюсом. При
плавлении флюса выделяется газ и
образуется газовая оболочка, защищающая
расплавленный металл от взаимодействия
с окружающим воздухом выгорания
легирующих элементов. Кроме того,
Кроме того,
флюсовое покрытие способствует сохранению
тепла дуги и препятствует разбрызгиванию
жидкого металла.
На рис.10.3 представлена
схема наплавки под слоем флюса тел
вращения. Между поверхностью детали 5
и электродной проволокой 3
возбуждена электрическая
дуга. Расплавленная капля металла
электрода 3, смещаясь
в направлении вращения детали, смешивается
е расплавленным основным металлом
детали, образуя сварочную ванночку.
При остывании образуется наплавленный
валик, который покрыт шлаковой коркой
7 и частично неиспользованным флюсом
1.
Наплавка в среде защитных газов. При
этом виде наплавки защитный газ,
подаваемый в зону наплавки под избыточным
давлением, изолирует сварочную дугу и
плавильное пространство от кислорода
и азота воздуха.
Рисунок 10.3 –
наплавка под
слоем флюса
Наплавка в среде защитных газов. При
этом виде наплавки защитный газ,
подаваемый в зону наплавки под избыточным
давлением, изолирует сварочную дугу и
плавильное пространство от кислорода
и азота воздуха.
Наплавку углеродистых, легированных
сталей и чугуна производят в среде
углекислого газа; для высоколегированных
сталей применяют аргон. При высокой
температуре сварочной дуги происходит
диссоциация углекислого газа.
Образовавшийся атомарный кислород
окисляет металл, что приводит к выгоранию
железа и других примесей стали. Чтобы
прекратить окисление, а также пополнить
выгоревшие примеси при наплавке в
углекислом газе применяют электродную
проволоку, легированную марганцем и
кремнием, которые связывают кислород
и раскисляют ранее образовавшуюся
закись железа. Образующиеся окислы
марганца и кремния переходят в шлак.
Наплавку в среде защитных газов применяют,
когда невозможна или затруднительна
подача флюса и удаление шлаковой корки,
например при наплавке мелких деталей,
внутренних поверхностей и деталей
сложной формы.
Преимуществами наплавки в среде защитных
газов являются высокая производительность
и простота ведения и управления процессом.
Недостатки ее — сложность работы на
открытом воздухе из-за срыва струи
углекислого газа под действием ветра
и окислительная способность углекислого
газа.
Вибродуговая наплавка.
Автоматическая
вибродуговая наплавка основана на
использовании тепла кратковременной
электрической дуги, возникающей в момент
разрыва цепи между вибрирующим электродом
и наплавляемой поверхностью. Отличительной
особенностью этого вида наплавки
является возможность получения
наплавленного слоя малой толщины
0,3—2,5 мм, охлаждение поверхности наплавки
в результате прерывистого характера
процесса, что позволяет значительно
уменьшить нагрев детали, снизить в ней
остаточные напряжения и предотвратить
ее деформирование.
Автоматическую вибродуговую наплавку
применяют для наращивания изношенных
наружных и внутренних цилиндрических
поверхностей, в частности, шеек валов,
штоков буровых насосов, замков бурильных
труб и других деталей.
К преимуществам вибродуговой наплавки
относятся: возможность получения
тонких и прочных покрытий, малая глубина
зоны термического влияния, небольшой
нагрев детали и незначительное
выгорание легирующих электродной
проволоки.
Производительность при
вибродуговой наплавке выше, чем
ручной электродуговой,
но ниже, чем при наплавке под флюсом.
Наплавка металлов трением. Сущность
процесса наплавки металлов трением,
предложенного и разработанного Я.М.
Кершенбаумом и Б.А. Авербухом, заключается
в плавлении наносимого металла за
счет теплоты трения и соединении его с
деталью при повышенных температуре и
давлении. Наносимый металл или сплав в
гранулированном состоянии (в виде
стружки) плавится в закрытом пространстве
за счет трения о наплавляемую деталь
или специальный инструмент. Трение
обеспечивается вращением наплавляемой
детали или инструмента относительно
массы наносимого металла или сплава.
Литература: 2 осн.
[43-47], 3 осн. [122-143], 5 осн. [81-148].
Контрольные вопросы:
1. Какие особенности процессов сварки
и наплавки?
2. Какие виды сварки
и наплавки Вы знаете и объясните их
различия в зависимости от технологических
процессов?
|
Восстановление деталей сваркой и наплавкой Категория: Ремонт промышленного оборудования Восстановление деталей сваркой и наплавкой Сварка и наплавка широко применяются при ремонтных работах. Наплавка является разновидностью сварки и заключается в том, что этим способом не соединяют металлические детали или части в одно целое, а наращивают, наплавляя на основной металл присадочный материал. Наплавкой восстанавливают изношенные поверхности деталей, посадочные размеры которых затем получают механической обработкой на станках. В ремонтном деле применяют главным образом два вида сварки: дуговую и газовую. Дуговая сварка может осуществляться металлическим и угольным электродами. Широко применяют сварку на переменном токе (по сравнению с постоянным током) вследствие меньшего расхода электроэнергии, небольшой стоимости оборудования и простоты ухода за оборудованием. При этом применяют электроды со стабилизирующими обмазками. Газовая сварка также широко используется в ремонтном производстве. Сущность газовой сварки стальных и чугунных деталей заключается в плавлении металла при горении ацетилена в избыточной среде кислорода, при этом развивается температура 3300 °С и выше. Решая вопросы восстановления деталей сваркой и наплавкой, необходимо учитывать недостатки данного метода. При этом происходит нагрев, вызывающий деформация и возникновение внутренних напряжений. Для ликвидации последних приходится осуществлять термическую обработку, которая также может быть причиной деформации деталей. Сварка и наплавка стальных деталей. Свариваемость стали зависит от ее химического состава, главным образом от содержания углерода. Большое влияние оказывают и легирующие элементы — хром, марганец, никель и др. С увеличением количества углерода и легирующих элементов в стали ее свариваемость ухудшается. Хорошо сваривающиеся стали можно сваривать или наплавлять в оГычных производственных условиях без предварительного нагрева и баз последующей термической обработки. Это же относится и к удовлетворительно сваривающимся сталям. Однако детали из этих сталей большой толщины и большого диаметра нужно перед сваркой назреть, чтобы предотвратить образование трещин. В ремонтной практике применяют главным образом дуговую сварку металлическими электродами. Наплавкой восстанавливают многие детали, в том числе и вращающиеся в подшипниках скольжения цапфы валов и осей. Прежде чем приступить к наплавке, поверхность детали очищают до металлического блеска. Наплавку ведут слоями параллельно оси цапфы, причем слои наплавляют поочередно на диаметрально противоположных участках цапф, чтобы предупредить деформацию детали. Ширина наплавленного слоя не должна превышать двойной толщины электрода. Наплавив слой, зачищают его стальной щеткой. Следующий слой должен покрывать предыдущий на одну треть ширины. Сварка и наплавка деталей из чугуна. При восстановлении чугунных деталей (а также деталей из углеродистых сталей толщиной менее мм) применяют главным образом газовую сварку. Детали из серого чугуна можно сварить с предварительным общим нагревом, с местным подогревом или без подогрева. Сварку деталей с предварительным подогревом до 500—700 °С условно называют горячей сваркой, при подогреве до 250—450 °С— полугорячей, а без подогрева — холодной сваркой. Лучшие результаты дает горячая сварка. Детали нагревают в печах или горнах. В ремонтной практике широко распространен способ восстановления корпусных деталей из чугуна методом сварка-пайка латунной проволокой и прутками, отлитыми из медно-цинковых оловянных сплавов. Этот способ не требует нагрева свариваемых кромок до расплавления, а лишь до температуры плавления припоя. Ковкий чугун плохо поддается сварке. Наиболее простым способом восстановления деталей из ковкого чугуна является сварка с применением латунных электродов или электродов из монель-металла. Для высококачественной сварки необходима соответствующая подготовка поверхности для сварки и режим охлаждения соединения деталей. Сварное соединение охлаждают медленно. Крупные детали охлаждают вместе с печью, в которой они были нагреты, мелкие помещают в сухой горячий песок или золу. При быстром охлаждении образуется твердый и хрупкий отбеленный чугун. Неравномерное охлаждение приводит к возникновению внутренних напряжений и появлению трещин. Наплавка цветных металлов Изношенные детали, изготовленные из меди, бронзы, латуни, алюминия и его сплавов, восстанавливают газовой наплавкой. В качестве присадочных материалов применяют стержни, близкие по составу к основному металлу. При восстановлении размеров деталей из бронзы в качестве присадочного материала могут служить латуни Л62, Л К-62-03, ЛСЖ-1-03, которые дают плотный наплавленный металл, хорошо сопротивляющийся изнашиванию. Детали из меди наплавляют медной проволокой. Большие детали наплавляют двумя горелками, одной из которых осуществляют подогрев, а другой ведут наплавку. Наплавленный слой можно дополнительно уплотнить проковкой в горячем состоянии. Алюминиевые детали восстанавливают газовой наплавкой с применением флюса АФ-4А. В качестве присадки выбирают металл, близкий по составу к основному металлу. Детали из черных металлов можно наплавлять медью, латунью, бронзой при помощи ацетилено-кислородной горелки с применением газообразных флюсов БМ-1 или БМ-2. При этом получается плотный слой цветного металла, хорошо сплавленного с основным. Поверхность детали, подлежащую наплавке, тщательно очищают и обезжиривают, затем нагревают газовой горелкой до температуры, близкой к температуре плавления присадочного металла. В ряде случаев целесообразно выполнять наплавку двумя горелками, одну из которых располагают впереди (по ходу процесса наплавки) и подогревают ею металл, а второй с флюсом БМ-1 ведут наплавку. Флюс БМ-1 обеспечивает полную защиту от окисления расплавленного слоя цветного металла, что не достигается в присутствии порошковых флюсов. Поверхность металла после остывания получается ровной, блестящей и неокисленной. Для наплавки рекомендуются латуни различных марок (например, Л62), не содержащие кремния, свинца, олова, бронзы, в частности БрКМЦЗ-0,5, дающие плотный слой при наплавке на чугун и сталь. Прочность соединения с чугуном и сталью соответствует прочности литой латуни. Наплавка поверхностей твердыми сплавами Для восстановления деталей и Повышения их износостойкости применяют наплавку легированными сплавами, обладающими высоким сопротивлением износу (повышение срока службы в 2—6 раз и более). Сормайт № применяют в виде прутка диаметром от до мм. Этими сплавами ремонтируют кулачковые муфты, фиксаторы, различные упоры и др. После охлаждения наплавленную деталь обрабатывают шлифованием. Реклама:Читать далее:Восстановление и упрочнение изношенных деталей электролитическими и химико-термическими способами
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Сваркой исправляют детали с изломами, трещинами и отколами.
Сваркой исправляют детали с изломами, трещинами и отколами.
 Стали с ограничен эй и тем более с плохой свариваемостью могут давать трещины (в зоне теплового влияния в наплавленном металле), поэтому рекомендуется детали из них перед сваркой отжигать при температуре 600—650 °С, а по окончании сварки подвергать закалке и отпуску.
Стали с ограничен эй и тем более с плохой свариваемостью могут давать трещины (в зоне теплового влияния в наплавленном металле), поэтому рекомендуется детали из них перед сваркой отжигать при температуре 600—650 °С, а по окончании сварки подвергать закалке и отпуску. Сварочный шов получают, используя присадочный материал в виде прутков или проволоки. Чугунные отливки (детали) сваривают обычно при помощи чугунного же присадочного материала. Сварка чугуна ведется кислородно-ацетиленовым пламенем с небольшим избытком ацетилена (пламя получается восстановительное). Чтобы предохранить расплавленный металл шва от окисления, применяют флюсы.
Сварочный шов получают, используя присадочный материал в виде прутков или проволоки. Чугунные отливки (детали) сваривают обычно при помощи чугунного же присадочного материала. Сварка чугуна ведется кислородно-ацетиленовым пламенем с небольшим избытком ацетилена (пламя получается восстановительное). Чтобы предохранить расплавленный металл шва от окисления, применяют флюсы.
 Детали больших размеров и массой более кг предварительно подогревают горелкой или в специальных печах до 400—460 °С. После наплавки рекомендуется быстрое охлаждение на воздухе, а для бронз с высоким содержанием меди — в воде.
Детали больших размеров и массой более кг предварительно подогревают горелкой или в специальных печах до 400—460 °С. После наплавки рекомендуется быстрое охлаждение на воздухе, а для бронз с высоким содержанием меди — в воде. При больших размерах наплавляемой поверхности наплавку нужно выполнять с предварительным нагревом.
При больших размерах наплавляемой поверхности наплавку нужно выполнять с предварительным нагревом. При ремонте деталей часто применяют сормайт, литой твердый сплав, порошковый твердый сплав, а также электроды со специальной обмазкой, компоненты которой в процессе плавления, соединяясь с основным металлом и металлом электрода, образуют однородный износостойкий слой.
При ремонте деталей часто применяют сормайт, литой твердый сплав, порошковый твердый сплав, а также электроды со специальной обмазкой, компоненты которой в процессе плавления, соединяясь с основным металлом и металлом электрода, образуют однородный износостойкий слой.Востановленние деталей наплавкой
Восстановление деталей наплавкой и сваркой – это технологический процесс устранения путем сварки и наплавки недопустимых дефектов образовавшихся в процессе эксплуатации оборудования. Ремонтную сварку можно выделить в самостоятельный производственный процесс, проводимый с целью восстановления конструкций, узлов, деталей, поврежденных под действием эксплуатационных нагрузок и факторов или по иным причинам.
Ремонтную сварку можно выделить в самостоятельный производственный процесс, проводимый с целью восстановления конструкций, узлов, деталей, поврежденных под действием эксплуатационных нагрузок и факторов или по иным причинам.
Решение о возможности и целесообразности выполнения ремонтных работ с помощью сварки и наплавки принимается с учетом всех требований, указанных в документации на проектирование, изготовление и эксплуатации ремонтируемой конструкции.
Выполнение ремонта ответственных металлоконструкций необходимо выполнять по специально разработанной проектно-технологической документации с учетом фактического состояния металла конструкции (узла, детали), причин повреждения и отсутствия нагрузок на ремонтируемом изделии при выполнении ремонтных работ.
Восстановление эксплуатационных повреждений можно выполнить различными способами сварки:
Применительно к продукции, предлагаемой нашей компанией, а именно покрытые электроды и сварочная проволока, остановимся на двух способах электродуговой сварки – ручной дуговой сварки плавящимся (покрытым) электродом и механизированной электродуговой сварки плавящимся электродом в среде защитных газов. При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно.
При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно.
В настоящее время нами накоплен большой опыт восстановления деталей наплавкой и сваркой в процессе ремонта оборудования на предприятиях различных отраслей промышленности.
Ковш, являясь сменным узлом экскаватора, подвергается интенсивным механическим и ударно-абразивным нагрузкам при работе и чаще любых других узлов нуждается в смене. Применяя ремонтные технологии, осуществляется замена отдельных частей ковша, а также последующее дополнительное бронирование наиболее нагруженных фрагментов.
Применяемые материалы: электроды Capilla 51Ti, CrNiMo, E-7018, для бронирования – электроды Capilla 54W или проволока DT-DUR 609.
2) Ремонт коромысла ковша экскаватора
Характерные дефекты – трещины, износ проушин.
Материалы выбираются в зависимости от марки стали, чаще Capilla 51T и E-7018 со сваркой дополнительных накладок. Проушины – наплавка E-7018 и расточка на расточном комплексе WS-3.
Проушины – наплавка E-7018 и расточка на расточном комплексе WS-3.
Гарантированная стойкость не менее 1 года.
3) Ремонт рабочего органа землеройной машины
Восстановление наплавкой рабочей коронки.
Наплавка и шлифовка производится вручную.
Материалы: электроды типа Capilla 53.
Стойкость отремонтированных элементов зависит в первую очередь от грунтов, но не хуже новых.
4) Восстановление наплавкой грейферного грузозахвата
Характер износа – обрыв (облом) или истирание наконечников лап.
Наплавка производиться с протезом или без него в зависимости от износа.
Материал – электроды типа Capilla 54W, наплавка производиться в 3-4 прохода.
Стойкость восстановления до 1 года.
5) Ремонт наплавкой зубьев венцевых шестерен экскаватора
Характер ремонта – восстановление выломанных зубьев, сколов, щербин.
Материалы: электроды Capilla 51Ti, Capilla 52K.
Обычно такие работы производятся на месте без демонтажа.
Производится наплавка, а затем ручная шлифовка по шаблону в минусовом допуске.
Стойкость – неограниченная при условии соблюдения правил эксплуатации.
6) Ремонт корпуса экскаватора
Дефекты – многочисленные трещины корпуса и рамы экскаватора
Материалы: электроды Capilla 51Ti, CrNiMo, E-7018 со сваркой дополнительных накладок
Стойкость до 2х лет при условии соблюдения правил эксплуатации.
Ремонт элементов ходовой части экскаваторов
7) Ремонт натяжного колеса
Износ – рабочие поверхности, поверхностные трещины
Для восстановления геометрии колеса производиться наплавка порошковой проволокой DT-DUR 250 K.
Ремонт трещин с применением сварки электродами Capilla 51Ti с последующей механической обработкой.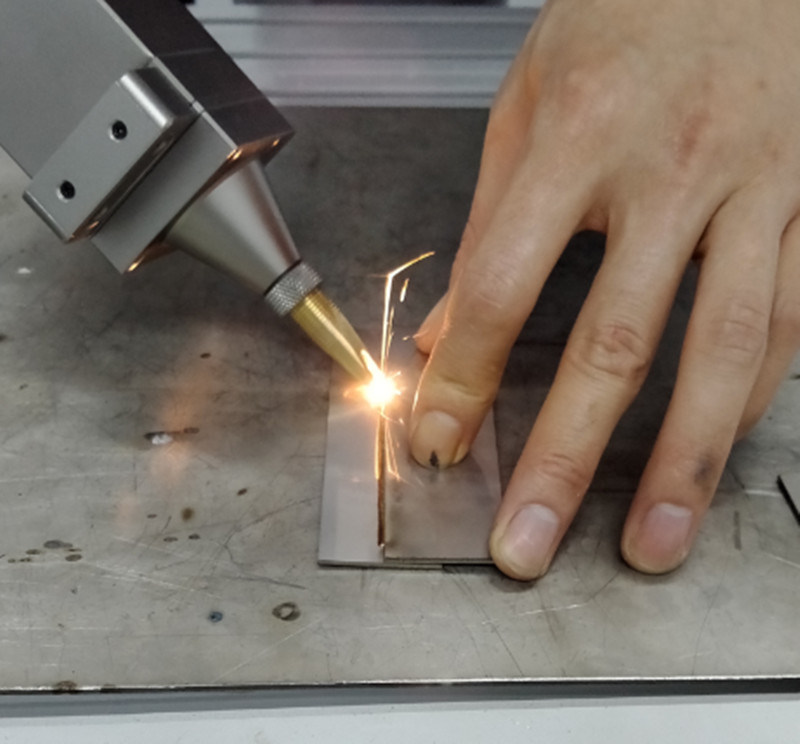
Стойкость не мене 3х лет при условии соблюдения правил эксплуатации.
8) Восстановление оси колеса
Оси – наплавка проволокой типа Э50-Э60А (Е 7018) с последующей механической .обработкой.
Стойкость — 1 год. К примеру, новые оси ходят не более 1 года.
9) Восстановление наплавкой опорных стоек колеса
Опорная стойка. Наплавка внутренней и наружной поверхностей. Ремонт выдавленных фрагментов.
Материалы: сварочные электроды или проволока типа E-7018 с последующей механической .обработкой.
Стойкость в зависимости от условий эксплуатации 2-3 года.
10) Ремонт опорных катков гусеничной техники
Аналогично ремонту опорной стойки. Наплавка наружной поверхности для восстановления геометрии опорного катка.
Материалы: сварочная проволока типа E-7018 с последующей механической обработкой.
Стойкость в зависимости от условий эксплуатации 2-3 года.
11) Восстановление букс катка
Аналогично ремонту опорной стойки. Наплавка внутренней поверхности для восстановления геометрии буксы катка.
Материалы: сварочная проволока типа E-7018 с последующей механической обработкой.
Стойкость в зависимости от условий эксплуатации 2-3 года.
12) Изготовление биметаллической втулки
Наплавка внутренней поверхности стальной втулки
Изготовление стальной втулки с последующей внутренней наплавкой медным сплавом.
Материалы: сварочная проволока DT-CuAl8. После механической обработки толщина рабочего слоя составляет 4 мм.
Стойкость примерно в 10 раз лучше, чем чистая бронза
13) Восстановление реборд колесных пар и крановых колес
Для кранов и колесных пар применяются кованные или литые колеса из сталей 65Г, 50 Г2 и др. В процессе эксплуатации в результате изнашивания уменьшается диаметр поверхности катания и утончается реборда колеса. Износостойкость колес в большей степени зависит от твердости рабочего слоя, однако слишком высокая твердость приводит к быстрому изнашиванию рельса, замена и (или) восстановление которых значительно дороже. Оптимальными следует считать такие методы восстановления, при которых обеспечивается твердость поверхности катания колеса несколько меньше твердости рельса.
В процессе эксплуатации в результате изнашивания уменьшается диаметр поверхности катания и утончается реборда колеса. Износостойкость колес в большей степени зависит от твердости рабочего слоя, однако слишком высокая твердость приводит к быстрому изнашиванию рельса, замена и (или) восстановление которых значительно дороже. Оптимальными следует считать такие методы восстановления, при которых обеспечивается твердость поверхности катания колеса несколько меньше твердости рельса.
Восстановление наплавкой колесных пар наиболее целесообразно выполнять при условии, что износ поверхности катания не превышает 10 мм и реборда изношена не более чем на половину, для ходовых колес диаметром до 800 мм.
Перед наплавкой колесо протачивается для удаления трещин, вмятин, сколов
Колеса можно восстанавливать многократно, но не более 5-6 раз.
Материалы: проволока DT-DUR 250 K, а при большом износе наплавка буферного подслоя проволокой Х70Т4
Стойкость: 3-4 года.
14) Ремонт траков гусеничной техники и гусеничных конвейеров
Типичная сталь для изготовления траков — 110Г13.
Материалы: электроды Capilla 51Ti для наплавки буферного и рабочего слоя. В некоторых случаях целесообразно дополнительно применить «бронирование» применяя электроды или порошковую проволоку типа DT-DUR 609.
Стойкость примерно, как и у нового – 1 год
15) Ремонт корпусов, блоков цилиндров двигателей
Дефекты – трещины, выломы и т.п.
Материал: электроды Capilla 43.
Стойкость отремонтированных блоков оценивается как и для новых.
16) Наплавка бил дробилок
Дробилки используются для измельчения породы. Била дробилок, работая в условиях ударно-абразивного и абразивного износа, являются наиболее быстроизнашивающимися деталями дробилок, лимитирующими их производительность. Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.
Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.
Восстановление наплавкой
Материал: электроды Capilla 51Ti . Для дополнительного бронирования электроды Capilla 54W или порошковая проволока DT-DUR600
При бронировании стойкость даже выше, чем новых из стали 110Г13 примерно в 2-3 раза.
17) Ремонт наплавкой дробильных установок
Восстановление наплавкой
Материал: электроды Capilla 51Ti . Для дополнительного бронирования электроды Capilla 54W или порошковая проволока DT-DUR600
Стойкость даже выше, чем новых примерно в 2-3 раза.
18) Наплавка зубьев вала питателя
Восстановление деталей геометрических размеров производится наплавкой с дополнительным бронированием
Материал: электроды типа E-7018, для бронирования электроды Capilla 54W или Capilla 54-160 (5400)
Стойкость в зависимости от интенсивности эксплуатации.
19) Ремонт отбойной направляющей плиты
Восстановление дефектов в основном приварка отдельных листов (пластин) с последующим бронированием
Материалы: электроды E-7018, для бронирования электроды Capilla 54W
Стойкость 1 год
20) Восстановленный ремонт барабанов шахтоподьемных установок
Износ — многочисленные трещины корпуса как снаружи, так и внутри.
Материал: электроды Е 7018, Capilla 51Ti
Стойкость — 1 год
21) Восстановление валов наплавкой
Наплавка зубьев. Материал: электроды Capilla 51Ti, Capilla 51W, Capilla 52 K в зависимости от твердости блока-шестерни с последующей механической .обработкой.
Наплавка осей. Материал: E-7018 или Capilla 52 K
Стойкость не менее 1 года в зависимости от условий эксплуатации.
22) Ремонт рабочего колеса насоса
Колесо изготовлено из сплав ИЧХ-28
Материалы: электроды Capilla 44
Стойкость не менее 3х лет
23) Приварка стальной ступицы к чугунному корпусу колеса
Материал – электроды Capilla 43
Стойкость до 0,5 года или больше в зависимости от условий эксплуатации
24) Ремонт изделий из чугуна
Материал: электроды Capilla 41, Capilla 43, Capilla 44, Capilla 45, проволока DT-NiFe.
Что касается ремонта изделий из чугунов вообще, то стойкость нельзя ни прогнозировать, ни гарантировать. Бывает отремонтированный узел или деталь работает 1 месяц, а бывает — 10 лет.
Восстановление деталей сваркой 🔨 — выполните восстановление деталей сваркой и наплавкой
- Главная
- Услуги компании Плазмацентр
- Восстановление изношенных деталей
- Восстановление деталей сваркой
/
/
/
Научно-производственная фирма «Плазмацентр» оказывает услуги по восстановлению деталей газовой сваркой любого уровня сложности. Мы обладаем собственной производственной базой, большим опытом работы – более 25 лет, и широкими возможностями – самое современное оборудование, специалисты, прошедшие обучение в России и за рубежом.
Особенности восстановления деталей ручной сваркой и наплавкой
Комплексное восстановление деталей сваркой подразумевает под собой процесс, в результате которого получается прочное неразъемное соединение. Наплавка – это одно из направлений сварки. Она осуществляется за счет нанесения расплавленного метала на поверхность изношенной детали.
Виды ручной сварки
- газовая;
- электродуговая.
Газовую сварку используют для обработки элементов из тонколистных металлов, электродуговую – для заварки отверстий, трещин. Комплексное восстановление деталей электродуговой сваркой обеспечивает ровный и надежный шов. Ее можно производить в любом положении, что дает возможность работать с высокой скоростью и с любыми видами стали.
Область использования
Ремонт и восстановление деталей сваркой и наплавкой применяют для обработки стали, цветного металла и чугуна. С помощью них ремонтируют картеры, звенья гусениц, валы, опорные катки и ковши. Восстановление деталей с помощью сварки – это быстрый и экономически выгодный процесс, обеспечивающий надежное покрытие и крепкий шов.
Восстановление деталей с помощью сварки – это быстрый и экономически выгодный процесс, обеспечивающий надежное покрытие и крепкий шов.
С помощью него можно устранить
- пробоины;
- срывы;
- отколы;
- трещины;
- износ.
Ручная сварка универсальна. Она позволяет работать с широким диапазоном деталей больших и маленьких размеров, наплавлять чугун, латунь, осуществлять твердый припой.
Чем электродуговая сварка отличается от газовой
Электродуговая сварка позволяет обрабатывать крупногабаритные и сложные по своей конфигурации детали, восстанавливать их формы и размеры. Газовая методика отличается от нее большей зоной термического влияния – 2-3 см, но ее результат во многом зависим от опыта и квалификации работника.
Восстановление сваркой в компании «Плазмацентр»
У нас вы сможете восстановить детали любых форм и размеров, вернуть им первоначальную форму и избавить от изъянов, появившихся в процессе длительной эксплуатации и высокой нагрузки на элементы. Всем своим клиентам мы гарантируем:
Всем своим клиентам мы гарантируем:
- 100% качество;
- доступные цены;
- соблюдение сроков;
- полную конфиденциальностью.
Если вам нужно восстановить изношенные детали, модифицировать или усилить их, звоните нам по телефону: +7 (812) 679-46-74 или оставьте заявку онлайн.
Другие услуги
Восстановление деталей дизельной топливной аппаратуры Восстановление поверхности плунжеров Восстановление посадочного места под подшипник Наплавка клапанов Восстановление деталей напылением Восстановление деталей наплавкой Восстановление деталей из чугуна Ремонт штампов и пресс-форм Восстановление деталей полиграфического оборудования Восстановление деталей пищевой промышленности Ремонт валов Наплавка валов Напыление валов Восстановление валов Восстановления деталей и узлов Восстановление деталей металлизацией Восстановление деталей ремонтными размерами Восстановление металлических деталей Восстановление поверхностей деталей Восстановление стальных деталей Восстановление деталей автомобиля
«Плазмацентр» предлагает
- услуги по восстановлению деталей, нанесению покрытий, напылению в вакууме, микроплазменному напылению, электроискровому легированию, плазменной обработке, аттестации покрытий, напылению нитрида титана, ремонту валов, покрытию от коррозии, нанесению защитного покрытия, упрочнению деталей;
- поставка оборудования для процессов финишного плазменного упрочнения, сварки, пайки, наплавки, напыления (например, газотермического, газопламенного, микроплазменного, высокоскоростного и детонационного напыления), электроискрового легирования, приборов контроля, порошковых дозаторов, плазмотронов и другого оборудования;
- поставка расходных материалов, таких как сварочная проволока, электроды, прутки для сварки, порошки для напыления, порошки для наплавки, порошки для аддитивных технологий, проволока для наплавки и другие материалы для процессов сварки, наплавки, напыления, аддитивных технологий и упрочнения;
- проведение НИОКР в области инженерии поверхности, трибологии покрытий, плазменных методов обработки, выбора оптимальных покрытий и методов их нанесения;
- обучение, консалтинг в области наплавки, напыления, упрочнения, модификации, закалки.

Свяжитесь с нами по телефонам: +7 (812) 679-46-74, +7 (921) 973-46-74, или напишите нам на почту: [email protected]
Наши менеджеры подробно расскажут об имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.
О технологиях ремонта и восстановления деталей на российском рынке – Основные средства
Многие отечественные предприятия – владельцы спецтехники с каждым годом все активнее ищут возможности восстановления изношенных деталей и узлов вместо того, чтобы приобретать новые для замены. Сегодня активно применяется вибродуговая, плазменная, лазерная наплавка, а также наплавка в среде защитных газов. В зависимости от объемов ремонтных работ одни предприятия организовывают собственные участки по восстановлению запчастей, другие (и таких большинство) обращаются в специализированные фирмы, в частности в те, которые профессионально выполняют сварочные работы с помощью ручной дуговой сварки или сварки под слоем флюса.
Упрочнение наплавкой
Рабочие орудия землеройного, дорожно-строительного оборудования, буровой и горной техники, дробильно-сортировочных комплексов и т. п. эксплуатируются в условиях, вызывающих, как правило, повышенный износ трущихся поверхностей. Увеличить ресурс деталей можно с помощью наплавки на поверхности, испытывающие повышенные нагрузки, слоя материала с заданными свойствами, учитывающими те или иные особенности эксплуатации.
Наплавка представляет собой нанесение слоя расплавленного металла со специальными свойствами на ремонтируемую поверхность детали. Как правило, наплавленный слой в результате физико-химических процессов оказывается связан с основным металлом очень прочно. Для массивных и дорогостоящих комплектующих спецтехники ремонт наплавкой часто является единственным выходом, если сложно изыскать средства на приобретение новой детали или она редко бывает в продаже. Используя малозатратный и в то же время очень эффективный метод ремонта наплавкой с последующей механической обработкой, владелец спецтехники не только восстанавливает первоначальные геометрические размеры прежде дефектной детали, но и улучшает механические свойства поверхностей трения, поскольку нанесенный твердый слой, безусловно, будет препятствовать интенсивному износу, приведшему к данному ремонту. Экономисты подсчитали, что стоимость ремонта деталей наплавкой с последующей обработкой составляет не более 25–75% от стоимости новых аналогичных деталей.
Экономисты подсчитали, что стоимость ремонта деталей наплавкой с последующей обработкой составляет не более 25–75% от стоимости новых аналогичных деталей.
Компания из Санкт-Петербурга ООО «ПолиТехСервис» специализируется на сварочном ремонте деталей спецтехники, навесного оборудования и рабочих орудий спецмашин. Используя метод ручной дуговой наплавки электродами, а также наплавку под слоем флюса, специалисты «ПолиТехСервиса» ремонтируют ковши, рыхлители, отвалы, вилы и другие подобные инструменты. Слесари и сварщики компании берутся за восстановление рамных конструкций, таких как изношенные стрелы, рукояти, колонны, опоры, ходовые тележки и манипуляторы. Предприятие имеет большой опыт ремонта навесных агрегатов: гидромолотов, бетоноломов, грейферных перегружателей, виброуплотнителей и т. п. С помощью сварки надежно устраняются трещины, дефекты сварочных швов, завариваются изломы.
Но особенно преуспели специалисты «ПолиТехСервиса» в упрочнении с помощью наплавки таких деталей, как зубья ковшей, буровые коронки, ножи для ковшей землеройной техники, била, поверхности отвалов и различных захватов, ковшей, щек дробилок и т. д. Причем технологии, используемые «ПолиТехСервисом», таковы, что сварочные работы могут выполняться прямо на объекте заказчика и внешнего электропитания для сварочного и слесарного оборудования не требуется. Все, что нужно для наплавки защитных слоев на упрочняемые поверхности в полевых условиях, у специалистов «ПолиТехСервиса» находится при себе.
д. Причем технологии, используемые «ПолиТехСервисом», таковы, что сварочные работы могут выполняться прямо на объекте заказчика и внешнего электропитания для сварочного и слесарного оборудования не требуется. Все, что нужно для наплавки защитных слоев на упрочняемые поверхности в полевых условиях, у специалистов «ПолиТехСервиса» находится при себе.
То, что вчера меняли на новое, сегодня наплавляют
Известная в Санкт-Петербурге компания ООО «АСТ» развивает разные виды деятельности, но приоритетным вектором является ремонт спецтехники и восстановление деталей. Компания имеет сегодня уже опыт работы не только с отечественными машинами, но и с оборудованием таких известных брендов, как Caterpillar, JCB, New Holland, Hidromek, Terex, Shaanxi.
Среди методов восстановления деталей машин компания использует все ту же наплавку. С помощью наплавки электродами или порошковой проволокой наплавляется поверхность детали, имеющая выработку, а затем с помощью механической обработки восстанавливается утраченная геометрия. За счет того, что при наплавке на ремонтируемую поверхность могут наноситься сплавы металлов с различными свойствами, в итоге ремонтируемая поверхность может получить либо повышенную твердость, либо износостойкость. Наплавкой можно улучшить коррозионную стойкость ремонтной поверхности, а также ее жаростойкость либо антифрикционность и т. д. Таким образом, можно говорить о том, что наплавка является эффективным способом не только восстановления деталей машин, но и средством увеличения срока их эксплуатации. Причем специалисты «АСТ» наплавляют поверхности любой формы: плоские, цилиндрические, конические и даже сферические. Для этого применяют качественные наплавочные материалы, специализированное, современное, надежное оборудование, а также уникальные и проверенные технологии. Например, плазменную наплавку.
За счет того, что при наплавке на ремонтируемую поверхность могут наноситься сплавы металлов с различными свойствами, в итоге ремонтируемая поверхность может получить либо повышенную твердость, либо износостойкость. Наплавкой можно улучшить коррозионную стойкость ремонтной поверхности, а также ее жаростойкость либо антифрикционность и т. д. Таким образом, можно говорить о том, что наплавка является эффективным способом не только восстановления деталей машин, но и средством увеличения срока их эксплуатации. Причем специалисты «АСТ» наплавляют поверхности любой формы: плоские, цилиндрические, конические и даже сферические. Для этого применяют качественные наплавочные материалы, специализированное, современное, надежное оборудование, а также уникальные и проверенные технологии. Например, плазменную наплавку.
В последнее время все большее распространение получают плазменные технологии. Базовым оборудованием для плазменной наплавки является вращатель, чаще всего это токарный станок и сварочный выпрямитель. Для восстановления различных деталей разработаны различные типы плазматронов, отличающиеся надежностью, долговечностью и простотой обслуживания.
Для восстановления различных деталей разработаны различные типы плазматронов, отличающиеся надежностью, долговечностью и простотой обслуживания.
Однако восстановление деталей – это сложный технологический процесс, требующий не только специализированного оборудования, но и многолетнего профессионального опыта. Комбинации из различных порошков или порошка и проволоки позволяют изменять эксплуатационные свойства наплавленных слоев. Плазменная наплавка дает возможность наносить слои толщиной от 0,3 до 5 мм, и это позволяет восстанавливать детали с большим износом. Номенклатура восстанавливаемых деталей разнообразна: гусеничные пальцы, оси балансиров, шкворни, детали гидронасосов, валы роторов электродвигателей, крестовины и другие детали. Незначительная глубина плавления основного металла, до 0,5 мм, его незначительное, до 5%, содержание в наплавленном слое обеспечивают сохранение практически всех исходных свойств наплавляемого материала. К тому же технология плазменной наплавки позволяет повысить усталостную прочность предельно изношенных коленчатых валов дизельных двигателей с 60 до 83 и даже до 92% от прочности новых, износостойкость же наплавленных слоев практически такая же, как и у новой детали. Таким образом, обработанные на токарном, а затем круглошлифовальном станке коленчатые валы, восстановленные плазменной наплавкой, успешно работают в условиях больших знакопеременных и динамических нагрузок.
Таким образом, обработанные на токарном, а затем круглошлифовальном станке коленчатые валы, восстановленные плазменной наплавкой, успешно работают в условиях больших знакопеременных и динамических нагрузок.
Методом наплавки восстанавливает посадочные отверстия деталей спецтехники и предприятие из Кронштадта ООО «Спецтехника 78». Специалисты компании наплавляют отверстия, получившие значительные дефекты в результате износа, в среде защитного газа, а затем растачивают до чертежного размера, используя оборудование итальянской компании Sir Meccanica S.p.A., а именно расточно-наплавочные комплексы WS1 и WS2 plus. Ремонтные итальянские комплексы позволяют выполнять ремонт не только на производственной базе, но и на объектах, где непосредственно находится техника, требующая участия специалистов «Спецтехники 78». Среди клиентов компании предприятия, использующие землеройную, коммунальную, строительную технику. Обращаются в «Спецтехнику 78» и владельцы нефте- и газодобывающего оборудования, грузоподъемных устройств и сельхозтехники.
С помощью установок Sir Meccanica S.p.A. быстро и качественно, при необходимости буквально «в поле», можно восстановить посадку под центральную цапфу экскаватора, отремонтировать изношенные соединения стрелы и колонны, довести до чертежных размеров отверстия ходовой рамы, отверстия креплений гидроцилиндров, восстановить отверстия в стрелах, рукоятях и ковшах экскаваторов и вообще отремонтировать и восстановить любые соосные отверстия практически в любых металлоконструкциях.
С помощью конструкционной сварки в среде защитного газа, кроме реставрации корпусных деталей, устранения сколов и ремонта посадочных мест сочленений, ремонта навесного оборудования и усиления ковшей, клиент может заказать нанесение на быстроизнашиваемые поверхности слоя твердосплавного металла.
Надо отметить, что технологии, используемые в «Спецтехнике 78», позволяют ремонтировать детали из чугуна, низколегированных сталей, а также из углеродистых, инструментальных, марганцовистых, нержавеющих, жаростойких сталей..jpg?1429168978113) Кроме того, отработаны методы восстановления комплектующих из цветных металлов, алюминиевых и медных сплавов, бронзы и т. д. Те детали и узлы, которые эксплуатирующие организации ранее считали неремонтопригодными, сегодня благодаря расточно-наплавочным мобильным комплексам Sir Meccanica успешно восстанавливаются. При этом заказчики не только получают солидную материальную выгоду, не тратя средства на приобретение новой детали, но и, как правило, затрачивают на восстановительные мероприятия намного меньше времени, которое ушло бы на поиски, доставку и монтаж нового компонента.
Кроме того, отработаны методы восстановления комплектующих из цветных металлов, алюминиевых и медных сплавов, бронзы и т. д. Те детали и узлы, которые эксплуатирующие организации ранее считали неремонтопригодными, сегодня благодаря расточно-наплавочным мобильным комплексам Sir Meccanica успешно восстанавливаются. При этом заказчики не только получают солидную материальную выгоду, не тратя средства на приобретение новой детали, но и, как правило, затрачивают на восстановительные мероприятия намного меньше времени, которое ушло бы на поиски, доставку и монтаж нового компонента.
В «Плазме-плюс» методы восстановления тоже сварочные
Воронежское предприятие ООО «Плазма-плюс» при восстановлении деталей спецтехники действует по трем направлениям. Если внутренний посадочный диаметр, требующий ремонта, превышает 60 мм, либо вал, нуждающийся в наплавке, имеет диаметр более 5 мм, или же требуется наплавить плоскость, то на предприятии эти задачи решают с помощью электродуговой сварки-наплавки или газотермического напыления.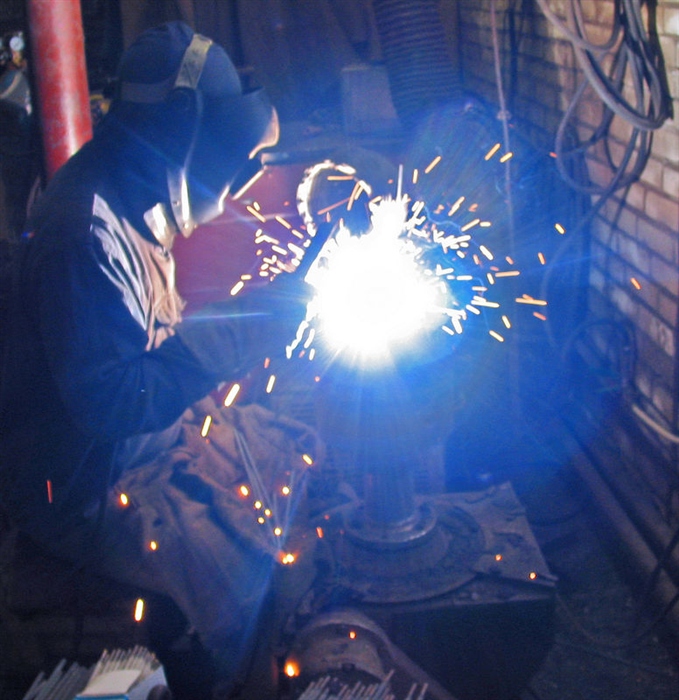 Сотрудники «Плазмы-плюс» имеют большой опыт в восстановлении деталей, им приходилось ремонтировать оборудование практически из всех сфер экономики, начиная от коммунальных машин и заканчивая авиакосмическими аппаратами. Поэтому при наплавке в зависимости от поставленной задачи используется либо метод наплавки вибрирующим электродом, либо метод горения дуги в среде защитного газа фогон, либо будет применяться наплавка под слоем флюса, или наплавка самозащитной порошковой проволокой.
Сотрудники «Плазмы-плюс» имеют большой опыт в восстановлении деталей, им приходилось ремонтировать оборудование практически из всех сфер экономики, начиная от коммунальных машин и заканчивая авиакосмическими аппаратами. Поэтому при наплавке в зависимости от поставленной задачи используется либо метод наплавки вибрирующим электродом, либо метод горения дуги в среде защитного газа фогон, либо будет применяться наплавка под слоем флюса, или наплавка самозащитной порошковой проволокой.
Иногда механикам приходится менять деталь, масса которой составляет несколько сотен килограммов, только из-за износа шейки или посадочного места с выработкой глубиной несколько миллиметров. «Плазма-плюс» ремонтирует такие детали вращения, диаметр которых не превышает 1700 мм, а длина не более 7000 мм. Причем наплавляемый слой можно нанести практически любой. Для автоматизации наплавочных работ порошковой проволокой на предприятии используются установки УД-209, УД-209М и более современная У-653. Сварка-наплавка детали в защищенной от воздуха зоне позволяет избежать таких негативных последствий, как образование окалины, выгорание легирующих элементов и т. д.
д.
Освоенное предприятием газотермическое напыление отличается от других видов напыления тем, что напыляться могут не только сплавы или оксиды, но и карбиды, бориды, различные композитные материалы. Соответственно в зависимости от напыляемого вещества газотермические покрытия делят на жаростойкие, коррозионностойкие и специальные. Газотермическое покрытие имеет замечательную особенность: оно не снижает усталостной прочности, а иногда даже повышает ее, в то время как любые наплавки снижают этот параметр у детали на 15–20%. Поэтому коленчатые валы, работающие при знакопеременных нагрузках, на воронежском предприятии подвергают только газотермическому напылению.
Но для восстановления деталей в ООО «Плазма-плюс» используют не только сварку и напыление. Предприятие активно развивает ремонтно-восстановительные технологии с участием композитных материалов. Корпуса насосов, посадочные места под подшипники в редукторах, задиры на штоках – сегодня эти дефекты «Плазма-плюс» предлагает ремонтировать с помощью композитных материалов холодного отвердения.
Оборудование и материалы производим сами или почти сами
Рассматривая набирающие все большую популярность процессы восстановления деталей спецтехники методами наплавки и напыления, не можем не порадоваться, что у нас сегодня есть мощные отечественные производители технологического оборудования.
ООО «Производственная фирма «Технап» (г. Москва) уже более 15 лет изготавливает специальное механизированное и автоматизированное оборудование для предприятий, занимающихся восстановлением деталей сваркой, наплавкой и напылением. Это вращатели для нанесения покрытий на наружные и внутренние диаметры деталей, дробеструйные камеры, автоматические системы для нанесения антикоррозионных покрытий на плоские и профильные конструкции методом газового напыления. Сегодня только на РЖД работает 540 участков по ремонту подвижного состава, оснащенных механизированными и автоматизированными сварочно-наплавочными комплексами «Технап».
ЗАО «НПО «Техноплазма» (Московская обл.) также производит широкий ассортимент оборудования для восстановления и ремонта деталей машин антифрикционными коррозионно-стойкими, жаростойкими, износостойкими материалами. «Техноплазма» предлагает апробированные в производстве плазмотроны, аргонодуговые горелки и горелки для сварки плавящимся электродом.
«Техноплазма» предлагает апробированные в производстве плазмотроны, аргонодуговые горелки и горелки для сварки плавящимся электродом.
Надо также отметить, что во всем мире наблюдается снижение объемов производства покрытых электродов – это следствие все меньшего применения ручной сварки. Растут объемы механизированной и автоматизированной сварки и наплавки порошковой проволокой. Компании Lincoln Electric, Hobart, ESAB, S.A.F. Oerlicon, Thyssen Bőhler, Kobelko, Elga и др. производят и поставляют на наш рынок десятки марок порошковых проволок для сварки в углекислом газе и в смеси газов (Ar + СО2), под флюсом, а также самозащитные.
Наше производство несколько отстает, однако перспективы очевидны. ООО «Интерпро» (Орловская обл.) производит сварочную и наплавочную порошковую проволоку. Предприятие образовано в 2012 г. и оснащено новейшим европейским оборудованием. Такого оборудования нет на других предприятиях России и в странах СНГ. Освоено производство наиболее популярных марок порошковых проволок для сварки и наплавки. Сегодня реализуется три вида порошковой проволоки: для наплавки под флюсом, в среде защитных газов и открытой дугой на воздухе.
Сегодня реализуется три вида порошковой проволоки: для наплавки под флюсом, в среде защитных газов и открытой дугой на воздухе.
«Судиславский завод сварочных материалов» (Костромская обл.) в 2011 г. ввел в эксплуатацию новейший цех по выпуску сварочной проволоки мощностью 6 тыс. т проволоки в год. Омедненная и полированная проволока с графитовым покрытием различного диаметра производится на оборудовании немецкой компании Koch и итальянской компании WWM.
В 2000 г. было образовано ЗАО «ЭСАБ-СВЭЛ» (г. Санкт-Петербург) – дочернее предприятие в России одного из мировых лидеров в области производства сварочных материалов шведской компании ESAB. Сегодня завод «ЭСАБ-СВЭЛ» выпускает как отечественные марки электродов, так и фирменные сварочные материалы ESAB марки OK. Важно отметить, что ESAB был первым иностранным производителем сварочных материалов, открывшим собственное производство в России. Проволока российского производства изготавливается также на заводе «ЭСАБ-Тюмень» по программе импортозамещения.
Статистика свидетельствует, что за период с момента приобретения усредненной модели спецтехники до ее капитального ремонта менее 20% всех деталей полностью вырабатывают свой ресурс. Это в основном поршни, кольца, подшипники, уплотнительные материалы и т. д. Около трети всех деталей машины при капитальном ремонте не нуждаются в каком-либо ремонте. А вот остальные детали (а их почти половина) могут и должны использоваться повторно. Это огромный резерв нашей экономики, и его нужно использовать.
Что такое сварка? — Определение, процессы и типы сварных швов
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Некоторые материалы требуют использования определенных процессов и методов. Число считается ‘ несвариваемый , термин, обычно не встречающийся в словарях, но полезный и описательный в технике.
Число считается ‘ несвариваемый , термин, обычно не встречающийся в словарях, но полезный и описательный в технике.
Соединяемые детали называются исходным материалом . Материал, добавляемый для облегчения формирования соединения, называется наполнитель или расходный материал . По форме эти материалы могут называться основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. д.
Расходные материалы обычно выбираются такими, чтобы они были близки по составу к основному материалу, таким образом образуя однородный сварной шов. , но бывают случаи, например, при сварке хрупких чугунов, когда применяют присадку с самым другим составом и, следовательно, свойствами. Такие сварные швы называются неоднородными.
Готовое сварное соединение может обозначаться как сварное соединение .
Состав:
- Как работает сварка?
- Общие конфигурации соединений
- Типы сварных соединений
- Источники энергии
- Различные типы и для чего они используются
- Услуги
- Где используется?
Соединение металлов
В отличие от пайки твердым припоем, при которых основной металл не плавится, сварка представляет собой высокотемпературный процесс, при котором основной материал плавится. Обычно с добавлением наполнителя.
Нагрев при высокой температуре приводит к образованию сварочной ванны из расплавленного материала, который при охлаждении образует соединение, которое может быть прочнее основного металла. Давление также может использоваться для создания сварного шва, как вместе с нагревом, так и отдельно.
Он также может использовать защитный газ для защиты расплавленных и присадочных металлов от загрязнения или окисления.
Соединение пластмасс
Сварка пластмасс также использует тепло для соединения материалов (хотя и не в случае сварки растворителем) и выполняется в три этапа.
Во-первых, поверхности подготавливаются перед применением тепла и давления, и, наконец, материалы охлаждаются для плавления. Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева, в зависимости от конкретного используемого процесса.
Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение древесины
Сварка древесины использует тепло, выделяемое при трении, для соединения материалов. Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Это быстрый процесс, позволяющий соединить древесину без клея или гвоздей за считанные секунды.
Соединение встык
Соединение между концами или кромками двух частей, образующих угол друг к другу 135-180° включительно в области соединения.
Т-образное соединение
Соединение между концом или краем одной детали и лицевой стороной другой детали, причем части образуют друг с другом угол от 5 до 9 градусов включительно0° в области сустава.
Угловое соединение
Соединение между концами или краями двух частей, образующих угол друг к другу более 30, но менее 135° в области соединения.
Кромочное соединение
Соединение между кромками двух деталей, образующими угол друг к другу от 0 до 30° включительно в области стыка.
Крестообразный шарнир
Соединение, при котором две плоские пластины или два стержня привариваются к другой плоской пластине под прямым углом и на одной оси.
Соединение внахлестку
Соединение между двумя перекрывающимися частями, образующими угол друг к другу 0-5° включительно в области сварного шва или сварных швов.
Сварные швы в зависимости от конфигурации дыра.
Пробковый сварной шов
Сварка, выполненная путем заполнения отверстия в одном из компонентов заготовки присадочным металлом таким образом, чтобы соединить его с поверхностью компонента внахлест, выходящего через отверстие (отверстие может быть круглым или овальным).
На основе проплавления
Сварной шов с полным проплавлением
Сварное соединение, в котором металл шва полностью проникает в соединение с полным сплавлением корня. В США предпочтительным термином является сварной шов с полным проплавлением (CJP, см. AWS D1.1).
В США предпочтительным термином является сварной шов с полным проплавлением (CJP, см. AWS D1.1).
Сварка с частичным проплавлением
Сварка, в которой глубина проплавления преднамеренно меньше, чем полная. В США предпочтительным термином является сварка с частичным проплавлением (PJP).
Сварные швы на основе доступности
Особенности заполненных сварных швов
Batt Weld
Filet Weld
Parent Melal
Filet Weld
MATLEAR
. пайка.
Присадочный металл
Металл, добавляемый во время сварки, сварки твердым припоем, пайки твердым припоем или наплавки.
Металл сварного шва
Весь металл расплавился во время выполнения сварного шва и остался в сварном шве.
Зона термического влияния (ЗТВ)
Часть основного металла, подвергшаяся металлургическому воздействию тепла сварки или термической резки, но не расплавившаяся.
Линия сплавления
Граница между металлом шва и ЗТВ при сварке плавлением. Это нестандартный термин для сварного соединения.
Зона сварки
Зона, содержащая металл сварного шва и ЗТВ.
Поверхность сварного шва
Поверхность сварного шва плавлением, открытая со стороны, с которой был выполнен сварной шов.
Корень сварного шва
Зона на стороне первого прохода, наиболее удаленной от сварщика.
Стык сварного шва
Граница между поверхностью сварного шва и основным металлом или между проходами. Это очень важная характеристика сварного шва, поскольку выступы являются точками высокой концентрации напряжений и часто являются точками зарождения различных типов трещин (например, усталостных трещин, холодных трещин).
Чтобы уменьшить концентрацию напряжения, пальцы должны плавно переходить в поверхность основного металла.
Избыточный металл сварного шва
Металл сварного шва, лежащий за пределами плоскости соединения пальцев. Другие нестандартные термины для этого признака: армирование, перелив.
Другие нестандартные термины для этого признака: армирование, перелив.
Примечание: термин «усиление», хотя и широко используется, неуместен, поскольку любой избыток металла сварного шва над поверхностью основного металла не делает соединение более прочным.
Фактически, толщина, учитываемая при проектировании сварного компонента, представляет собой расчетную толщину шва, которая не включает избыточный металл шва.
Прогон (проход)
Металл, расплавленный или осажденный за один проход электрода, горелки или паяльной трубки.
Слой
Слой металла шва, состоящий из одного или нескольких проходов.
Различные процессы определяются используемым источником энергии, при этом доступно множество различных методов.
До конца 19-го века кузнечная сварка была единственным используемым методом, но с тех пор были разработаны более поздние процессы, такие как дуговая сварка. Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Эти процессы требуют осторожности, так как они могут привести к ожогам, поражению электрическим током, ухудшению зрения, облучению или вдыханию ядовитых сварочных дымов и газов.
Существует множество различных процессов со своими собственными технологиями и приложениями для промышленности, в том числе:
Arc
Эта категория включает ряд общих ручных, полуавтоматических и автоматических процессов. К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
Эти методы обычно используют присадочный материал и в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никелевые и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и других.
Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и других.
Трение
Методы сварки трением соединяют материалы с помощью механического трения. Это может быть выполнено различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
Механическое трение выделяет тепло, которое размягчает материалы, которые смешиваются, образуя связь при охлаждении. Способ соединения зависит от конкретного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и вращающаяся сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, так как оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не свариваются.
Процессы трения используются в промышленности, а также изучаются в качестве метода склеивания древесины без использования клея или гвоздей.
Электронный луч
В этом процессе соединения материалов используется пучок высокоскоростных электронов. Кинетическая энергия электронов преобразуется в тепло при столкновении с заготовками, в результате чего материалы сплавляются друг с другом.
Электронно-лучевая сварка (ЭЛС) выполняется в вакууме (с использованием вакуумной камеры) для предотвращения рассеивания луча.
Существует много распространенных применений EBW, которые можно использовать для соединения толстых профилей. Это означает, что его можно применять в ряде отраслей, от аэрокосмической до атомной энергетики, от автомобилестроения до железнодорожного транспорта.
Лазер
Используемый для соединения термопластов или кусков металла, этот процесс использует лазер для получения концентрированного тепла, идеально подходящего для сварных швов, глубоких швов и высокой скорости соединения. Поскольку этот процесс легко автоматизируется, высокая скорость сварки делает его идеальным для применения в больших объемах, например, в автомобильной промышленности.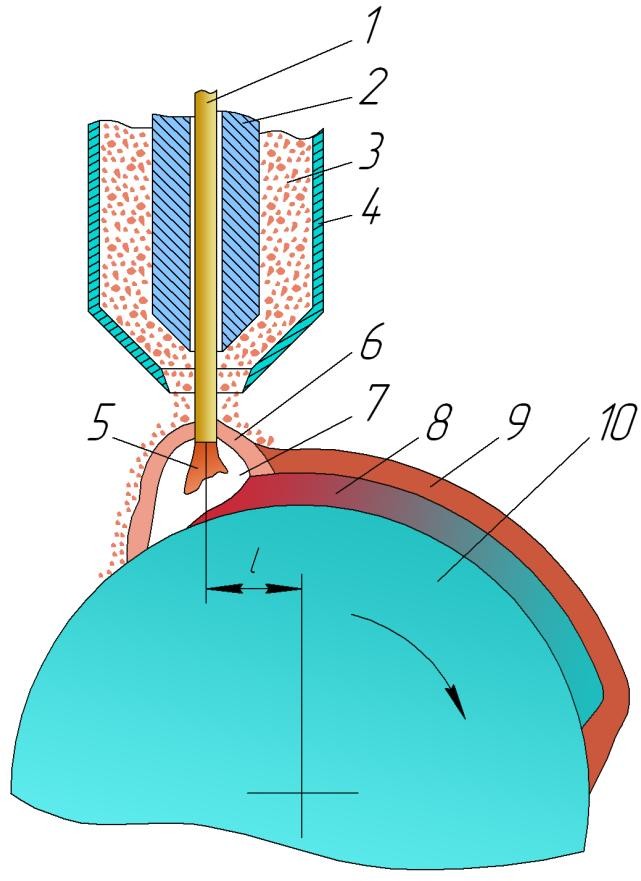
Лазерная сварка может выполняться на воздухе, а не в вакууме, например, при сварке электронным лучом.
Сопротивление
Это быстрый процесс, обычно используемый в автомобильной промышленности. Этот процесс можно разделить на два типа: контактная точечная сварка и контактная шовная сварка.
При точечной сварке используется тепло, передаваемое между двумя электродами, которое воздействует на небольшую площадь при сжатии заготовок.
Шовная сварка аналогична точечной сварке, за исключением того, что электроды заменены вращающимися колесами, что обеспечивает непрерывный сварной шов без утечек.
TWI предлагает один из самых обширных наборов услуг.
Соответствующие часто задаваемые вопросы (FAQ)
Использование сварки в процессе для ремонта алюминиевых отливок
Дэвид Вайс, Майк Гвин и Кит Стургилл
Большинство алюминиевых литейных заводов используют сварку для законных действий, таких как вваривание заглушки в отверстие опоры сердечника, но она также часто используется для устранения дефектов в отливках, чтобы они соответствовали размерным или другим требованиям к качеству. .
.
Ни заказчики, ни руководство литейного производства не совсем довольны этим, поскольку мантра состоит в том, чтобы сделать все правильно с первого раза. Тем не менее, сложные конструкции, небольшие требования к объему или давление затрат иногда заставляют использовать доработку сварных швов для спасения отливок.
Отливки могут иметь небольшие дефекты поверхности, такие как ямки включения, газовая микропористость, холодные притиры, несоответствующие кромки или вмятины от повреждений при обработке, которые выглядят непривлекательно или не соответствуют требованиям. Доработка отливок в процессе сварки — это рутинная операция по отделке отливок, которая используется для исправления таких дефектов поверхности отливок почти во всех семействах сплавов и процессах изготовления полостей литейной формы.
Отливка, которая была сварена, смешана и подвергнута термообработке и прошла все проверки, предусмотренные чертежом, будет по размерам, физическим, химическим, металлургическим и конструктивным требованиям соответствовать требованиям чертежа. Поэтому спецификации, ограничивающие или документирующие доработку дефектов поверхности в процессе сварки, редко упоминаются в коммерческих отливках.
Поэтому спецификации, ограничивающие или документирующие доработку дефектов поверхности в процессе сварки, редко упоминаются в коммерческих отливках.
Что говорят спецификации
Для военных и аэрокосмических отливок жесткость эксплуатации литых компонентов классифицируется (классы с 1 по 4), а поверхностная и/или внутренняя целостность определяется AMS 2175, классы от A до D. Требуемые классы различные уровни неразрушающего контроля и сорта напрямую влияют на допустимое напряжение для циклической жизни. AMS 2175 охватывает почти все процессы литья и весь спектр литейных сплавов, поэтому он также принят в качестве коммерческого стандарта для отливок, критически важных с точки зрения безопасности.
Важно отметить, что в стандарте AMS 2175 ничего не говорится о доработке сварного шва в процессе производства, а указывается только степень несовершенства классов от A до D как «классифицированная» при визуальном, радиографическом, магнитопорошковом или пенетрантном контроле. Это инспекция после завершения всех процессов отливки, включая окончательную термообработку.
Это инспекция после завершения всех процессов отливки, включая окончательную термообработку.
По логике вещей, отливки, относящиеся к классам 1 или 2, должны иметь четко определенные спецификации для доработки сварных швов в процессе производства. Такие спецификации и/или примечания к чертежам определяют процессы сварки, присадочные сплавы, подготовку поверхности перед сваркой, квалификацию сварщика, выравнивание поверхности после сварки и термообработку перед сваркой и/или после сварки. Производственная способность этих спецификаций поддерживать характеристики долговечности класса и марки была установлена на основе данных, полученных от OEM-производителей, оборонных предприятий и литейщиков. Некоторые данные были опубликованы, но многие считаются закрытыми и недоступными для широкой публики.
В наиболее ограничивающих спецификациях, обычно AMS-A-21180 и его аналогах ASTM, могут указываться «зоны без сварки» или «в процессе доработки сварного шва только с письменного разрешения покупателя». Могут потребоваться карты с указанием местоположения, размера и глубины сварных швов. Ни один элемент конструкции и, следовательно, никакая конструкционная отливка не подвергается критическим нагрузкам. Этот сценарий, лучше всего представленный спецификацией AMS-A-21180, следует применять только к поверхностям отливок, которые действительно подвергаются критическим нагрузкам.
Могут потребоваться карты с указанием местоположения, размера и глубины сварных швов. Ни один элемент конструкции и, следовательно, никакая конструкционная отливка не подвергается критическим нагрузкам. Этот сценарий, лучше всего представленный спецификацией AMS-A-21180, следует применять только к поверхностям отливок, которые действительно подвергаются критическим нагрузкам.
Другие спецификации дают указания по ремонтной сварке алюминиевых отливок, которые иногда используются. AMS 2694 определяет требования к устранению дефектов в процессе ручной сварки. Несколько спецификаций конкретно относятся к сварке аэрокосмических конструкций, таких как AWS 17.1 и Консультативный циркуляр FAA № 33-6 по ремонту сваркой алюминиевых картеров и цилиндров.
Исследования свойств отливок, отремонтированных сваркой
В раннем исследовании эффективности ремонтной сварки алюминиевой отливки материал A357-T6 и A201-T7, который был приварен на глубину 50% толщины стенки, был повторно термообработаны и испытаны на усталость с надрезом, вязкость разрушения и свойства при растяжении. По сравнению со свойствами основного материала свойства при растяжении сварного материала как A357-T6, так и A201-T7 были очень похожими, а усталость надреза и вязкость разрушения сварного A201-T7 были лучше, чем у основного материала. Усталостные свойства сварного материала A357-T6 показали незначительное ухудшение по сравнению с исходным материалом после 500 000 циклов, а свойства вязкости разрушения сварного материала A357-T6 были аналогичны ударной вязкости основного материала.
По сравнению со свойствами основного материала свойства при растяжении сварного материала как A357-T6, так и A201-T7 были очень похожими, а усталость надреза и вязкость разрушения сварного A201-T7 были лучше, чем у основного материала. Усталостные свойства сварного материала A357-T6 показали незначительное ухудшение по сравнению с исходным материалом после 500 000 циклов, а свойства вязкости разрушения сварного материала A357-T6 были аналогичны ударной вязкости основного материала.
Недавнее исследование показало, что правильно выполненная доработка сварных швов в процессе производства практически не повлияла на статические и динамические свойства при растяжении отливок из песчаных форм E357-T6. Эта работа была выполнена с пластиной, отлитой в песчаную форму, с дефектом, обработанным для дублирования полного или частичного ремонта сварного шва. Рисунок 1 иллюстрирует эту концепцию, а в таблице 1 приведены сводные данные по растяжению.
Данные по усталости для трех типов образцов (рис. 1) очень похожи друг на друга. Однако регрессия показывает, что литые (без сварки) образцы немного лучше (более длительный срок службы) при высоких уровнях напряжения, образцы со сплошным сварным швом и без сварки имеют примерно одинаковый срок службы при низких уровнях напряжения, а образцы с половинным сварным швом продемонстрировали самую длительную усталостную прочность. жизнь при низком уровне стресса. Это предполагает либо разницу в микроструктуре, геометрию любых имеющихся пор, либо количество пор, присутствующих в исходной литой структуре металла в зоне сварки. КС
1) очень похожи друг на друга. Однако регрессия показывает, что литые (без сварки) образцы немного лучше (более длительный срок службы) при высоких уровнях напряжения, образцы со сплошным сварным швом и без сварки имеют примерно одинаковый срок службы при низких уровнях напряжения, а образцы с половинным сварным швом продемонстрировали самую длительную усталостную прочность. жизнь при низком уровне стресса. Это предполагает либо разницу в микроструктуре, геометрию любых имеющихся пор, либо количество пор, присутствующих в исходной литой структуре металла в зоне сварки. КС
Что происходит во время доработки сварных швов?
Сварка — еще один процесс с расплавленным металлом. Можно определить правильные производственные этапы, а детали будут зависеть от конкретного дефекта. Поставщик, выполняющий операцию, должен выполнить следующие ключевые шаги для получения сварных швов высокого качества
:
- Подготовить зону сварки. Удалите дефект и удалите оксидный слой кистью или растворителем.

- Подогрев перед сваркой. Предварительный нагрев обычно улучшает результаты сварки. Отливки обычно свариваются в литом состоянии, но иногда дефекты не обнаруживаются до термической обработки, поэтому их сваривают в состоянии Т6 или Т7. Для сплавов серии 200 или для отливок, требующих капитального ремонта, рекомендуется отжигать отливки после отпуска Т6 или Т7 перед сваркой, чтобы избежать растрескивания.
- Используйте сварочный пруток, соответствующий химическому составу отливки, или одобренный заменитель. Химический контроль при сварке так же важен, как и при плавке для литья. Использование стержня общего назначения во всех системах сплавов приведет к уменьшению механических свойств и несоответствию цвета, даже если сварка может быть «легче».
- После сварки шов должен быть зачищен до контура детали. Если ремонт сварного шва заметен при случайном взгляде, ремонт был выполнен неправильно.
- Термическая обработка после сварки. Несмотря на то, что хороший сварной шов будет иметь небольшую пористость и тонкую структуру, механические свойства не будут достигнуты, если отремонтированная отливка не будет подвергнута термической обработке в соответствии со спецификацией.
 Термическая обработка также устранит остаточное напряжение, которое могло быть вызвано процессом сварки.
Термическая обработка также устранит остаточное напряжение, которое могло быть вызвано процессом сварки.
Нажмите здесь , чтобы увидеть эту историю в выпуске Casting Source за март/апрель 2020 года.
1926.351 — Дуговая сварка и резка.
- По стандартному номеру
- 1926.351 — Дуговая сварка и резка.
1926.351 (а)
Ручные электрододержатели.
1926.351 (а) (1)
Должны использоваться только ручные электрододержатели, специально предназначенные для дуговой сварки и резки и способные безопасно выдерживать максимальный номинальный ток, необходимый для электродов.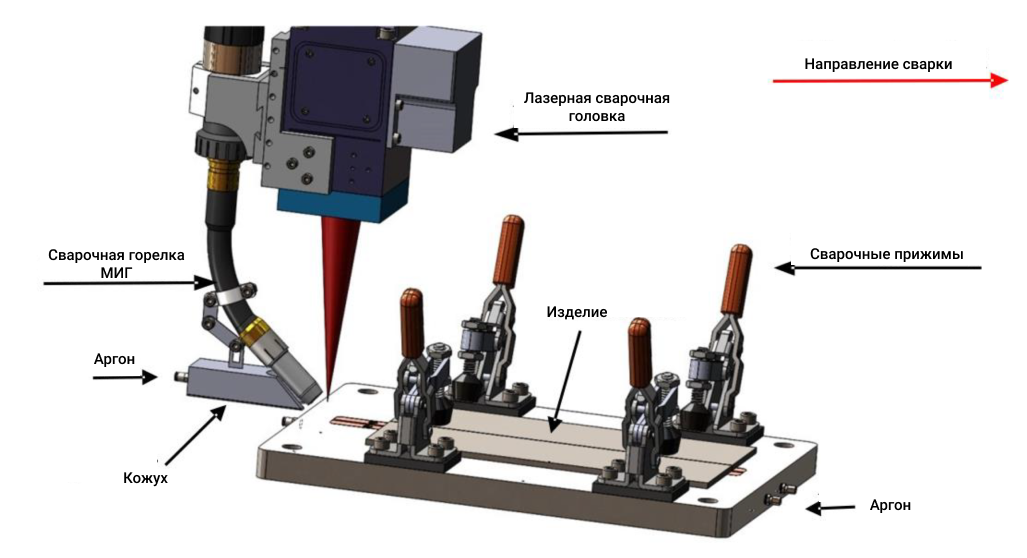
1926.351 (а) (2)
Любые токоведущие части, проходящие через ту часть держателя, которую сварочный аппарат или резчик держит в руке, и внешние поверхности губок держателя, должны быть полностью изолированы от максимального напряжения, встречающегося на земле.
1926.351(б)
Сварочные кабели и разъемы.
1926.351(б)(1)
Все кабели для дуговой сварки и резки должны быть полностью изолированными, гибкими, способными выдерживать максимальные требования к току в процессе работы, принимая во внимание рабочий цикл, в котором работает аппарат для дуговой сварки или резак.
1926.351(б)(2)
Должен использоваться только кабель без ремонта или сращивания на расстоянии не менее 10 футов от конца кабеля, к которому подсоединен электрододержатель, за исключением кабелей со стандартными изолированными разъемами или с сращиваниями, качество изоляции которых равно кабеля разрешены.
1926.351(б)(3)
Когда необходимо соединить или срастить отрезки кабеля друг с другом, должны использоваться прочные изолированные соединители с пропускной способностью, по крайней мере, равной емкости кабеля. Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
1926.351(б)(4)
Кабели, нуждающиеся в ремонте, не должны использоваться. Когда кабель, кроме кабельного ввода, указанного в пункте (b)(2) настоящего параграфа, изнашивается до такой степени, что обнажаются оголенные проводники, открытая таким образом часть должна быть защищена резиной и фрикционной лентой или другим эквивалентным средством. изоляция.
1926. 351 (с)
351 (с)
Возврат заземления и заземление машины.
1926.351(с)(1)
Кабель заземления должен иметь безопасную пропускную способность по току, равную или превышающую указанную максимальную выходную мощность устройства для дуговой сварки или резки, которое он обслуживает. Когда один кабель заземления обслуживает более одного устройства, его безопасная допустимая нагрузка по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает.
1926.351 (с) (2)
Трубопроводы, содержащие газы или легковоспламеняющиеся жидкости, или трубопроводы, содержащие электрические цепи, не должны использоваться в качестве заземления. Для сварки на трубопроводах природного газа должны применяться технические части правил, изданных Министерством транспорта, Управлением по безопасности трубопроводов, 49 CFR Part 192, Минимальные федеральные стандарты безопасности для газопроводов.
1926.351 (с) (3)
Когда конструкция или трубопровод используются в качестве цепи заземления, должно быть определено, что во всех соединениях существует требуемый электрический контакт. Возникновение дуги, искр или тепла в любой точке должно привести к отбраковке конструкций в качестве цепи заземления.
1926.351 (с) (4)
Если конструкция или трубопровод постоянно используются в качестве контура заземления, все соединения должны быть загерметизированы, и должны проводиться периодические проверки, чтобы убедиться, что в результате такого использования не существует условий электролиза или опасности возгорания.
1926.351 (с) (5)
Корпуса всех машин для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, содержащем провод цепи, либо через отдельный провод, заземленный в источнике тока. Цепи заземления, кроме как с помощью конструкции, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводом имеет достаточно низкое сопротивление, чтобы пропустить достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.
Цепи заземления, кроме как с помощью конструкции, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводом имеет достаточно низкое сопротивление, чтобы пропустить достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.
1926.351 (с) (6)
Все соединения заземления должны быть проверены, чтобы убедиться, что они механически прочны и электрически соответствуют требуемому току.
1926.351 (г)
Инструкция по эксплуатации. Работодатели должны проинструктировать работников по безопасным методам дуговой сварки и резки следующим образом:
1926.351 (г) (1)
Если держатели электродов необходимо оставить без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли вступать в электрический контакт с работниками или токопроводящими объектами.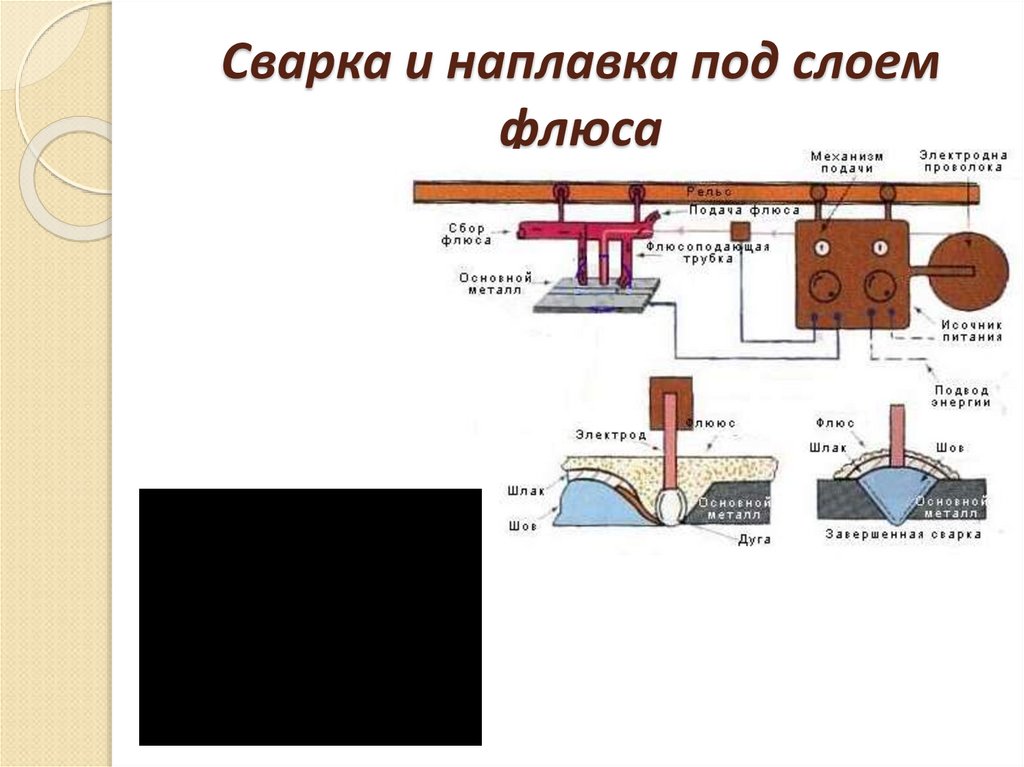
1926.351 (г) (2)
Держатели горячих электродов нельзя погружать в воду; это может привести к поражению электрическим током сварочного аппарата или резака.
1926.351 (д) (3)
Когда сварщику или резчику приходится оставить свою работу или прекратить работу на какое-либо значительное время, или когда машину для дуговой сварки или резки необходимо переместить, выключатель питания оборудования должен быть разомкнут.
1926.351(д)(4)
О любом неисправном или неисправном оборудовании необходимо сообщить руководителю.
1926.351 (д) (5)
Дополнительные требования см. в 1926.406(c).
1926.351 (е)
Экранирование. Когда это возможно, все операции дуговой сварки и резки должны быть ограждены негорючими или огнестойкими экранами, которые защитят сотрудников и других лиц, работающих поблизости, от прямых лучей дуги.
[44 FR 8577, 9 февраля 1979 г.; 44 FR 20940, 6 апреля 1979 г., в редакции 51 FR 25318, 11 июля 1986 г.]
Абразивы для сварки и изготовления Часть 1 – Резка, очистка и ремонт сварных швов
Абразивы используются на всех этапах производства и сварки для надлежащей подготовки поверхностей, чтобы обеспечить выполнение прочных сварных швов, ремонт плохих сварных швов и улучшение внешнего вида готовых сварных швов. Если вы заинтересованы в использовании возможностей абразивов в производстве и сварке, читайте дальше, пока мы пытаемся ответить на следующие вопросы:
- Почему абразивы и шлифование так важны при изготовлении и сварке?
- Какие типы абразивов лучше всего подходят для каждого этапа процесса изготовления и сварки?
- Как эффективно и безопасно использовать эти абразивные материалы на этих этапах изготовления и сварки?
- Как абразивы и шлифование влияют на стоимость сварки и соединения?
- Как абразивы экономят деньги по сравнению с альтернативными методами?
- Где я могу найти нужные мне абразивные материалы?
Пропустить вперед:
ЧАСТЬ 1. ЧАСТЬ 2. Абразивы для и полировка Прежде чем детали можно будет сварить вместе, необходимо изготовить отдельные детали. Если компоненты не подходят друг к другу должным образом, то в свариваемых соединениях могут возникнуть зазоры и несоосность. Улучшение подгонки зависит от точного формования, резки и придания формы заготовкам на детали с правильными формами и размерами. В то время как тонкие трубчатые заготовки и более мягкие металлы можно резать ножницами, ножницами и полотнами для сабельных пил, абразивные отрезные круги и полотна для пил по металлу являются полезными инструментами для быстрой резки и придания формы компонентам сварной сборки, особенно для более твердых металлов, таких как легированные стали и более толстые куски металла. Отрезная пила с подходящим абразивным кругом, например, Придание формы и шлифование контуров и более сложных форм может выполняться с помощью колес с вогнутым центром или колес со ступицей, таких как Абразивы для сварки и изготовления Часть 1. Резка, очистка и ремонт сварных швов
Абразивы для сварки и изготовления Часть 1. Резка, очистка и ремонт сварных швов 1. Абразивы для обработки металлов – резка и надрезы

Отрезной диск диаметром 14 дюймов может быстро резать прутки, трубы, трубы и другие металлические заготовки. Плоские отрезные круги, установленные, например, на плоских отрезных дисках типа 1 4 1/2 дюйма на угловых шлифовальных машинах или даже на 7-дюймовой циркулярной пиле Диски на роторной пиле отлично подходят для резки и формовки листового металла, металлических пластин и других форм заготовки.
7-дюймовый шлифовальный диск с вогнутым центром типа 27 или отрезной и шлифовальный диск со втулкой 4 1/2 дюйма типа 27.
Лепестковые диски и фибровые диски, установленные на угловых шлифовальных машинах, также полезны при
придание формы и удаление острых краев или заусенцев после резки , что рекомендуется во избежание пореза рук при работе с металлическими деталями.
Металл также можно быстро разрезать с помощью строжки угольной дугой или плазменной резки, но эти методы термической резки приводят к более шероховатой, окисленной кромке, что может потребовать дополнительной шлифовки и подготовки поверхности перед сваркой.
Когда концы труб или труб необходимо сварить вместе, требуется косой срез конца. Резку труб и труб под углом можно выполнять с помощью отрезной пилы, угловой шлифовальной машины или дисков для сабельных пил.
Когда конец одной трубы должен быть приварен к стороне другой трубы, требуются боковые надрезы и надрезы на концах. Кольцевые пилы, концевые фрезы, плазменные резаки и абразивные ленты можно использовать для надрезов на трубах или нарезки труб для создания «рыбьих ртов». Вырубные станки для труб с кольцевой пилой являются относительно недорогими и подходят для небольших работ.
Кольцевые пилы для надрезов труб, а также для сверления больших отверстий в стальных листах или пластинах доступны в широком диапазоне диаметров.
В то время как абразивные вырубные станки или машины для вырубки труб с абразивной лентой могут стоить тысячи долларов, повышение производительности может окупить использование машины в цехах, где обычно изготавливают рамы, трубчатую мебель или велосипеды из квадратных и круглых труб.
2. Абразивные материалы для подготовки сварных швов – очистка и снятие фасок
Очистка поверхности соединения
Соединение компонентов любыми немеханическими методами, такими как склеивание, пайка твердым припоем, пайка или сварка, требует чистой поверхности для обеспечения прочного соединения.
Оксидная окалина, ржавчина, масло, смазка, покрытия, краска, грязь и другой мусор, скорее всего, загрязнят сварной шов, что приведет к ослаблению соединения. На самом деле, некоторые производители продают заглушки, покрытия против брызг или маскирующие составы, которые можно распылять или наносить на определенные участки детали, чтобы предотвратить прилипание клея, припоя, пайки или металла сварного шва к заготовке.
Металлические поверхности можно очищать с помощью моек для деталей, моек высокого давления, кислотных травильных ванн, ванн с растворителями и абразивов. Однако эти варианты имеют свои ограничения.
- Мойки высокого давления и моющие средства могут растворять масло, жир и грязь, но не краску, ржавчину и органические покрытия.
- Ванны с растворителем или растворителем могут удалять краску, жир и органические покрытия, но не окалину или ржавчину.
- Кислотные травильные ванны могут удалять ржавчину, оксиды и прокатную окалину, но они затрудняют удаление органических покрытий и могут сделать некоторые высокоуглеродистые стали хрупкими.
Методы промывки имеют несколько недостатков, включая опасность для здоровья при обращении с этими химическими веществами, а также экологические нормы, ограничивающие покупку и утилизацию отработанных чистящих растворов. Домашние магазины могут найти химикаты труднодоступными и неэкономичными. Если используется промывочная машина для деталей или растворяющая ванна, то можно сваривать только детали, достаточно маленькие, чтобы поместиться в баке.
Абразивная очистка и методы подготовки поверхности , такие как абразивоструйная очистка, шлифование и очистка проволочной щеткой, имеют ряд преимуществ по сравнению с химическими методами, включая:
- Может удалять практически любой тип загрязнения поверхности
- Может обрабатывать детали любого размера
- Переносится на удаленные площадки
- Меньшая стоимость оборудования и расходных материалов
- Расходные материалы легко доступны, безопасны в использовании, и их утилизация не регулируется
Для очистки и подготовки поверхности перед сваркой можно использовать широкий спектр абразивов, включая диски из абразивного волокна, абразивные ленты, проволочные щетки, лепестковые диски и шлифовальные круги со связкой.
Формирование швов и снятие фасок
Помимо очистки, абразивы могут
подготовить геометрию на соединяемых деталях .
Например, толстый стержень или плита и толстостенная труба свариваются в полевых условиях за несколько проходов, поскольку тепловложение и подведение материала будут слишком высокими для одного прохода.
Обширная деформация и деформация могут возникнуть при массивном одиночном сварном шве в проекте с тяжелыми секциями. Один или несколько стыковочных краев заготовок должны быть скошены под углом, чтобы электрод мог получить доступ к материалу и осадить его в корне сварного шва.
В
многопроходная сварка , сварное соединение формируется за счет серии проходов сварки, которые медленно заполняют и закрывают треугольный зазор сварки. Чередующиеся проходы сварки от передней к задней боковой пластине будут минимизировать искажения . Шлифовальные круги с вогнутым центром, лепестковые диски, абразивные ленты и фибровые диски шлифуют кромку заготовки для получения скошенной кромки. Другой вариант — использование отрезного диска или отрезного круга для отрезания кромки под углом для получения фаски или фасок.
Шлифовка между проходами сварки
Во время сварки флюс в сердечнике сварочной проволоки или флюсовое покрытие на стержнях сварочных электродов образует расплавленный шлак, который защищает металл шва от окисления.
На трубопроводах, сосудах под давлением и сварных швах толстого сечения, требующих структурной целостности,
Межпроходное шлифование или межпроходное шлифование применяют для удаления окисления, шлака и дефектов . Если ваш проект носит более декоративный характер и не должен поддерживать никаких нагрузок, то вам, возможно, не придется беспокоиться о шлифовке между проходами.
При шлифовке сварного шва всего за два прохода или переднего и заднего шва задний корень первого или переднего шва зачищается, выдалбливается или шлифуется, чтобы обеспечить чистую поверхность для второго прохода. Задняя корневая поверхность шва не защищена от окисления флюсовым или шлаковым покрытием, поэтому перед наложением второго тыльного шва необходимо удалить материал.
При сварке алюминия можно использовать пильное полотно с твердосплавными напайками для «сколки»* или обратного разреза, поскольку алюминий очень мягкий. Требуется абразивный продукт, который может проникать в полость сварного шва для шлифовки материала между проходами, например, шлифовальные круги со ступицей или вогнутым центром, твердосплавные борфрезы, лепестковые диски для углового шлифования и специальные абразивы, такие как картриджные ролики, поперечные подушки или спиральные ленты.
*Вырубка – это процесс очистки сварного шва с помощью молотка для сварки (отбойного молотка) или долота. Пневматические отбойные молотки представляют собой пневматические отбойные молотки, которые обеспечивают механический способ удаления стружки от сварных швов. Пневматическая стружка и строжка обычно требуют дополнительной шлифовки, так что вы можете использовать только шлифовку.
Источник изображения
3. Абразивы для ремонта сварных швов и устранения дефектов
Во многих случаях небольшие зазоры и несоосность в соединении, предназначенном для сварки, могут быть устранены в процессе сварки. Если деформированная или слишком крупная деталь создает слишком большие зазоры или несоответствие деталей в месте соединения, то может потребоваться обрезка, изменение формы или коррекция деталей с помощью дополнительной абразивной резки или распиловки. Наилучшей практикой является исправление любых деталей большего размера, замена или регулировка деталей меньшего размера и обеспечение надлежащих зазоров и надлежащего выравнивания деталей до начала сварки.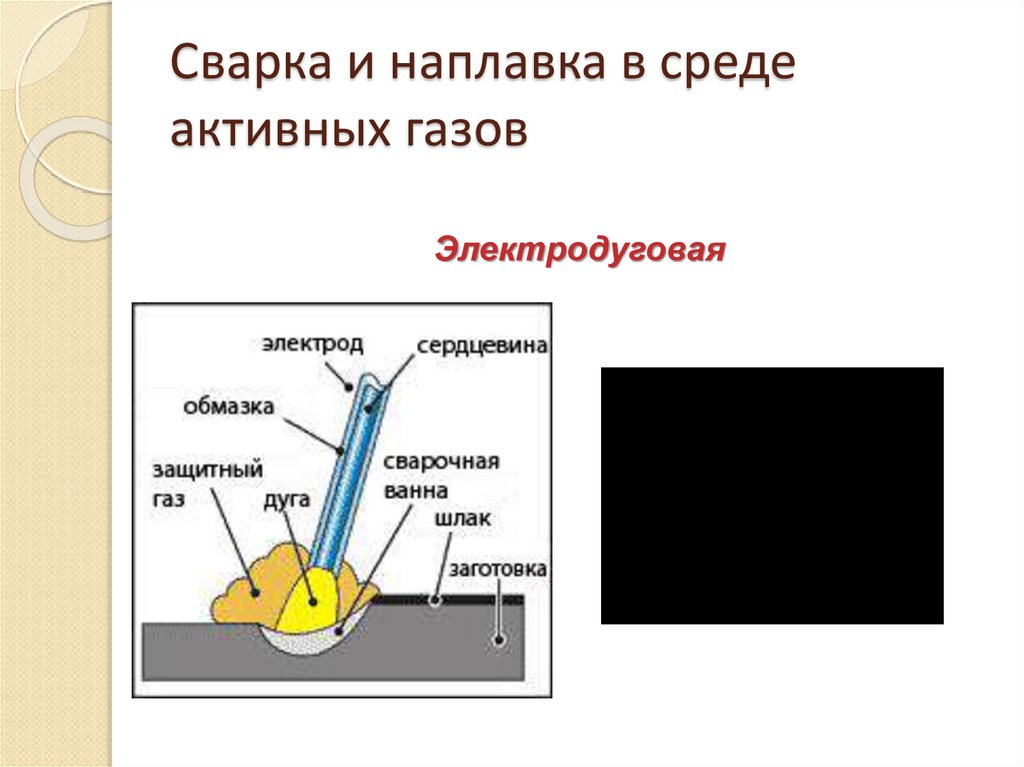
Серьезное смещение стыка, плохая посадка стыка и чрезмерное тепловложение во время сварки могут привести к деформации сварного узла или изделия.
Деформация может потребовать вырезания, шлифовки, а затем повторной сварки сварных швов. Чрезмерная деформация во время сварки может привести к разрыву сварных швов на объекте. Сварные швы также могут трескаться во время эксплуатации из-за перенапряжения. Установлены плоские отрезные круги, такие как
Плоские отрезные диски 4 1/2 дюйма типа 1 или даже 7-дюймовые отрезные диски для циркулярных пил можно использовать для разрезания сварного соединения для изменения положения и повторной сварки.
Крупные трещины, поры, прожоги, включения и другие дефекты сварки требуют ремонта по структурным или внешним причинам.
В большинстве сплавов, если дефект находится только в одной небольшой части сварного шва, то только эти области можно зашлифовать и заварить повторно. В других случаях может потребоваться прорезать сварной шов и заварить заново, чтобы исправить деформацию или деформацию из-за перегрева во время сварки.
Если дефекты имеются по всей длине сварного шва, то целесообразнее будет разрезать стык и зашлифовать металл для повторной подготовки поверхностей или начать заново с новыми деталями.
Абразивные диски с покрытием или лепестковые диски могут использоваться для выравнивания сварного шва, но требуется абразивный продукт, который может резать или шлифовать в зону сварки, например шлифовальные круги со ступицей или вогнутым центром, твердосплавные борфрезы или абразивные отрезные круги. Абразивный отрезной диск в циркулярной пиле можно использовать для удаления ограниченного количества материала из дефектной зоны сварки путем тщательной регулировки глубины ручной пилы.
Распространенные дефекты сварки, связанные с изготовлением, которые можно исправить абразивной шлифовкой или комбинацией резки, шлифовки и повторной сварки:
- Непровар (LOF)
- Подрез сварного шва
- Чрезмерный наплыв
- Непровар (LOP) или неполный провар
- Шлаковые включения
- Пористость или пустоты 8 брызги, разряды дуги, недолив
- Шугаринг
- Оксидирование корневого шва
- Трещины
Что дальше
В то время как абразивы являются незаменимыми инструментами для подготовки поверхности сварного соединения, удаления шлака между сварными швами и ремонта сварного шва путем удаления «плохих» сварных швов перед повторной сваркой, они также необходимы для очистки, шлифовки, удаления заусенцев, выравнивания, сглаживания и полировки законченных сварных швов, которые мы обсудите в части 2 нашей серии «7 способов, которыми абразивы улучшают сварку и производство». Следите за нашими новостями.
Следите за нашими новостями.
экспертное руководство по шлифовке, смешиванию и полировке сварных швов (часть 2).
Рекомендация для новых сварщиков
Если вы только начинаете проект по сварке и изготовлению, то одним из вариантов может быть пакет Black Hawk Abrasives Variety, который содержит пять отрезных кругов, один шлифовальный круг, один лепестковый диск типа 27 (T27) и один диск типа 29 (T29). лоскутный диск.
Все диски и колеса имеют диаметр 4 ½ дюйма и могут быть установлены на угловые шлифовальные машины меньшего размера. Небольшие угловые шлифовальные машины отлично подходят для сварочных работ, потому что они легче и компактнее, что снижает утомляемость и повышает способность шлифовать труднодоступные места. Лепестковые диски доступны с зернистостью 40, 60, 80 и 120. Мы рекомендуем приобрести тип 27 с зернистостью 40 и тип 29.в 60 гр. Вам также следует подумать о том, чтобы дополнить эту покупку дополнительными дисками из абразивного волокна, лепестковыми дисками или полугибкими дисками с зернистостью 80 и 120 для смешивания.
профессиональный сварочный аппарат
Toggle Nav
Поиск
Известный как процесс GTAW, как его называют коммерческие сварщики, процесс дуговой сварки вольфрамовым электродом в среде защитного газа был создан еще в 1940-х годах, когда необходимо было сваривать алюминиевые и магниевые сплавы для использования в авиационной промышленности и различных приложениях.
Процесс дуговой сварки вольфрамовым электродом в среде защитного газа был разработан как новый метод сварки, поскольку необходимо было выполнять сварку этих материалов лучше, чем SMAW или процесс дуговой сварки защищенным металлом. В настоящее время промышленные сварщики используют процесс сварки GTAW, когда им необходимо сваривать прецизионные детали, такие как металлические сильфоны, аккумуляторы, различные медицинские компоненты, кардиостимуляторы, различные хирургические инструменты и т. д.
Сначала сварщики использовали гелий в качестве защитного газа, и поэтому они назвали процесс сварки «гелиаруговой сваркой».
 Затем гелий заменили аргоном, который стал
Затем гелий заменили аргоном, который сталПодробнее »
В сварочной промышленности существуют свои особые условия сварки, о которых должен знать каждый сварщик. Конечно, нет необходимости изучать весь словарный запас сварки, но необходимо ознакомиться с некоторыми основными терминами, такими как:
Дуговая резка – процесс, который может выполняться с помощью стержня 6010 или 6011 с очень горячей машина. Это место, где вы прорезаете сталь, используя силу дуги.
Автоматическая сварка — сварка, выполненная на специальном оборудовании.
Внезапный ожог — это радиационный ожог от ультрафиолетовых лучей сварочной дуги. Внезапный ожог похож на солнечный ожог, и он начинает болеть через несколько часов, очень болезненно для глаз.
Машинная сварка – сварка выполняется машиной и проверяется человеком.
Ручная сварка – сварка реальным лицом.
 При сварке электродом сварщик держит жало, обрабатывая сварочный электрод и контролируя сварной шов
При сварке электродом сварщик держит жало, обрабатывая сварочный электрод и контролируя сварной шовПодробнее »
Стать промышленным сварщиком — это то, чего хотят многие, однако есть еще много людей, которые были бы хороши в этой профессии, но еще не знают ее. Сварке преподают в школах и на специальных курсах, и те молодые люди, которые хотят сделать карьеру в области коммерческой сварки или промышленной сварки, должны сначала получить сертификат сварщика конструкций и быть принятым на строительную площадку или в поле.
Сварщик — это хорошо оплачиваемая профессия, дающая работникам большую свободу и имеющая множество преимуществ, которые нравятся тем людям, которые не видят себя работающими с девяти до пяти пять дней в неделю. В то же время научиться сваривать и хорошо делать это непросто, и работа связана с большим риском и опасностями.
Сварщики могут работать на многих объектах, включая ремонтные мастерские, заводы по производству черного чугуна, поля и т.
 д. Им будет лучше, если они вступят в Международную ассоциацию строителей мостовых конструкций, декоративных и железобетонных конструкций,
д. Им будет лучше, если они вступят в Международную ассоциацию строителей мостовых конструкций, декоративных и железобетонных конструкций,Подробнее »
В большинстве случаев сварочные аппараты для сварки TIG на переменном токе используются в условиях, которые можно контролировать. Коммерческие сварщики обычно работают на заводах, но их также можно найти в ремонтных мастерских, на открытых площадках и под водой. Они также могут работать в космосе.
Когда профессиональный сварщик должен работать на открытом воздухе, чтобы отремонтировать что-то снаружи или выполнить какую-либо работу на строительной площадке, то наиболее часто используется процесс дуговой сварки защищенным металлом.
При работе на открытом воздухе промышленные сварщики не могут использовать процессы сварки с инертными газами, так как погодные условия и атмосферные движения могут быть непредсказуемыми. Исследование, проведенное на Форуме по дуговой сварке, докажет, что дуговая сварка защитным металлом также может использоваться для сварки под водой, когда необходимо отремонтировать корабли и различные морские платформы.
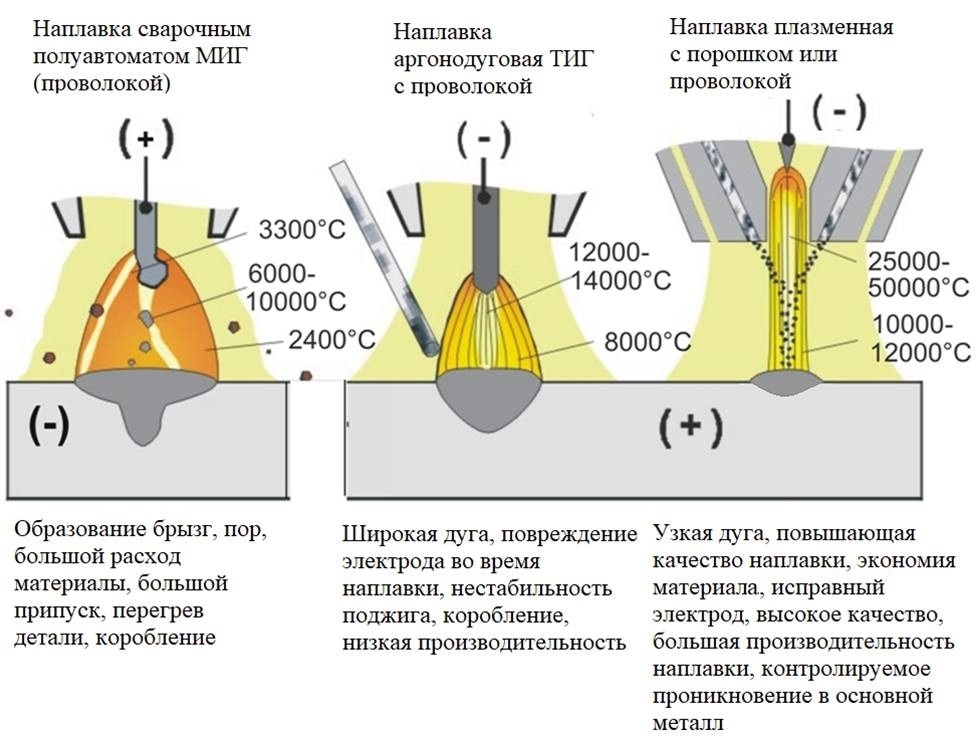
С 1970-х годов сварка в космосе также возможна, когда были проведены испытания с дуговой сваркой металлическим электродом, плазменно-дуговой сваркой и электронно-лучевой сваркой w
Подробнее »
Коммерческие сварщики используют обычные стержневые электроды, также называемые «аппаратами постоянного тока» и «капельницами». Это связано с тем, что напряжение, используемое в этом сварном шве, падает по мере увеличения сварочного тока, что приводит к «падению» выходной кривой вольт-ампер.
Когда используемое сварочное оборудование включено при отсутствии дуги и тока, аппарат имеет высокий обрыв цепи до 80 вольт. Сварка выполняется по более крутому изгибу, и это положение идеально подходит для ручной сварки штучными электродами. Напряжение дуги здесь зависит от физической длины дуги, установленной между сварным швом и электродом.
Сварщики, использующие несколько процессов, знают, что это значение нельзя поддерживать постоянным при ручной сварке.
 Скорость выгорания присадочной проволоки определяется током, и это выгорание остается постоянным, если ток не изменяется.
Скорость выгорания присадочной проволоки определяется током, и это выгорание остается постоянным, если ток не изменяется.Этот тип сварочного оборудования и сварочных аппаратов имеет множество модификаций, основанных на однофазном или трехфазном питании и o
Подробнее »
1. Источник питания сварочных процессов
Коммерческие сварщики знают, что выбор используемого сварочного процесса зависит и определяется характеристиками соединения, а также используемыми материалами, включая конструкцию соединения, форму и толщину материалов. Хороший коммерческий сварщик также знает, что он также должен учитывать производственные требования, включая скорость и качество.
После того, как сварщик определил процесс сварки, необходимо выбрать соответствующий источник питания и сварочное оборудование. Другими словами, именно процесс сварки является основным фактором при выборе используемого источника питания.
 В этой и последующих статьях будет представлено руководство по источникам питания для процессов сварки, которые особенно использовались в последние десять лет.
В этой и последующих статьях будет представлено руководство по источникам питания для процессов сварки, которые особенно использовались в последние десять лет.Сварочные процессы когда-то считались особыми, но сегодня их можно найти во всех сферах жизни
Подробнее »
Ремонтная сварка — это тот вид сварки, который выполняют многопроцессные сварщики, когда они хотят снова сделать определенный предмет безопасным и привести его в удовлетворительное рабочее состояние. Иногда опытный электросварщик может позволить себе так называемые переделки.
Модификации — это изменения, которые промышленный сварщик может внести в сосуд высокого давления, что изменит его первоначальную конструкцию. Эти изменения обычно вносятся, когда производитель представил разрешение на сертификат, выданное и подтвержденное ASME. Изменения, которые вносит сварщик, всегда должны соответствовать разделу норм, в соответствии с которым был сконструирован первоначальный котел или сосуд высокого давления.

Коммерческим сварщикам необходимо получить письменную процедуру ремонта для внесения изменений или выполнения ремонтных работ. Если сварщик будет выполнять переделку, то должна быть сделана запись, и работа по переделке должна быть одобрена. Записи об изменениях обычно подаются в юрисдикционное агентство
.
Подробнее »Многие промышленные сварщики сегодня заняты в процессе ремонтной и ремонтной сварки, а не в какой-либо другой сфере сварочного производства. Другими словами, существует серьезная потребность в многопрофильных сварщиках, которые могут выполнять различные ремонтные работы и работы по техническому обслуживанию. Фактически, здесь следует упомянуть, что самое раннее использование сварочных процессов было для ремонта различных предметов.
Электросварщики знают, что успех ремонта зависит от подготовки, которая проводится перед непосредственным выполнением работы. Перед началом сварочного процесса хороший сварщик учитывает все факторы.

В общем случае многопроцессорный сварщик проводит детальный анализ, проверяя произведенный ремонт и срок службы ремонтируемой детали. Сварщики могут использовать этот подробный метод для анализа сварочных работ, которые необходимо выполнить. Четыре основных момента, которые должен учитывать многопроцессорный сварщик, включают:
— Очень подробный осмотр
Подробнее »
Сварщики, выполняющие многоэтапную сварку сталей с низким содержанием марганца, знают, что эти стали имеют обозначения AISI типа 1320, 1330, 1335, 1340 и 1345. Эти стали содержат углерод в диапазоне 0,18-0,48%, кремний в диапазоне 0,20-0,35% и марганец в диапазоне 1,60-1,90%.
С этим типом стали промышленный сварщик не требует использования повторного нагрева, когда содержание углерода и марганца находится в низком диапазоне. Когда содержание углерода составляет около 0,25%, промышленному сварщику необходимо предварительно нагреть сталь до 120-150°C.
 После сварки требуется послетермическая обработка.
После сварки требуется послетермическая обработка.Когда дуговые сварщики выполняют процессы сварки низколегированных хромистых сталей, они знают, что эти стали относятся к типу AISI от 5015 до 5160, а электропечные стали 50100, 51100 и 52100. Здесь, в этих сталях, сварщик электродом можно ожидать уровней марганца от 0,30 до 1,00 %, углерода от 0,12 до 1,10 %, уровней кремния от 0,20 до 0,30 % и уровней хрома
Подробнее »
В предыдущей части этой статьи был рассмотрен первый из типов стали, известных промышленным сварщикам. А именно, это были низкоуглеродистые стали и низколегированные стали. Коммерческие сварщики выполняют сварку двух других типов сталей, а именно среднеуглеродистых и высокоуглеродистых сталей.
Среднеуглеродистые стали, которые сваривают электродуговые сварщики, включают серии AISI от C-1020 до C-1050. Состав этих сталей аналогичен составу низкоуглеродистых сталей, однако содержание углерода здесь колеблется от 0,25 до 0,50%, а содержание марганца находится в диапазоне от 0,60 до 1,65%.

При высоком уровне содержания углерода и марганца рекомендуются электроды с низким содержанием водорода. Сварщик, выполняющий многоэтапную сварку, обычно предпочитает эти сварные швы при работе с толстыми профилями. В таких случаях иногда требуется предварительный нагрев, который составляет от 150 до 260 градусов Цельсия. Сварочные аппараты для сварки электродом также требуют последующего нагрева, который снимает напряжение и напряжение, вызванное быстрым
Подробнее »
Страница
-
Вы сейчас читаете страницу
1
Страница
2Страница
Следующий
Как сварить чугун: полное руководство (с иллюстрациями)
Последнее обновление
Изображение предоставлено: CC0 Public Domain, Max Pixel или сломать жизненно важный литой компонент.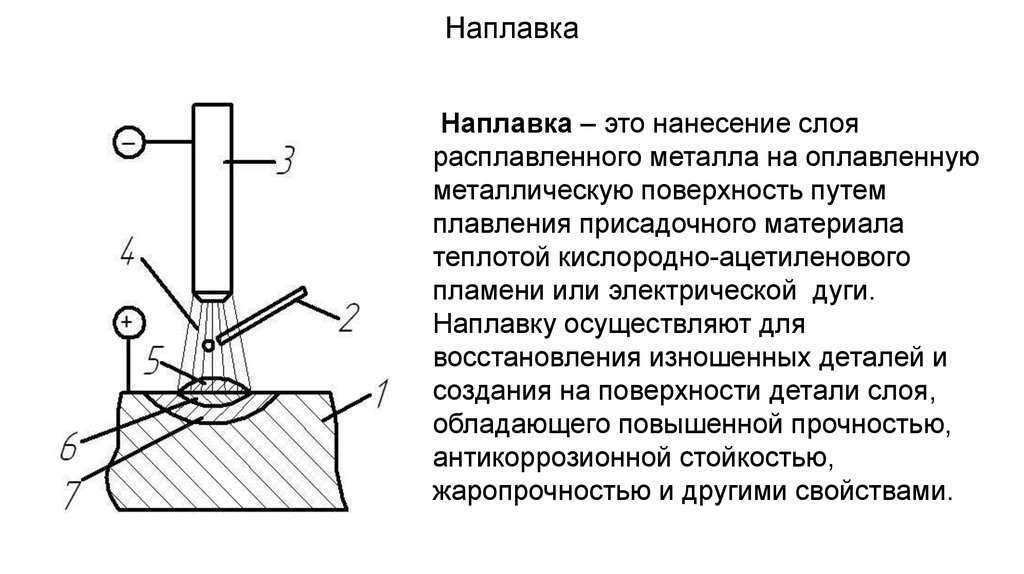 Это может означать тысячи долларов на запасные части или сотни долларов на наем специалиста по сварке чугуна. Можно выбрать любой вариант, но если вы умеете сваривать и готовы освоить новый навык, сварка самостоятельно может решить вашу проблему так же легко.
Это может означать тысячи долларов на запасные части или сотни долларов на наем специалиста по сварке чугуна. Можно выбрать любой вариант, но если вы умеете сваривать и готовы освоить новый навык, сварка самостоятельно может решить вашу проблему так же легко.
Чугун — один из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, хотя внутри он слабый. Поэтому знать, что вы делаете, важнее, чем когда-либо. Следование набору рекомендаций по сварке чугуна должно гарантировать, что ваши сварные швы не будут иметь трещин и что внутренняя прочность будет достаточной, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым этапом этого вида сварки является определение типа чугуна. Существует множество типов, и вам не захочется сваривать большинство из них. Вот список их свариваемости:
Серый чугун: Трудно свариваемый.
Белый чугун: Практически не поддается сварке.
Ковкий чугун: Поддается сварке, но редко, так как это сложный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ определить, какой тип чугуна требует сварки, — это обратиться к руководству по продукту или связаться с производителем, если это не указано на материале. Есть небольшая разница во внешнем виде свежих трещин на материале, но если у вас нет опыта в определении этого, стоит узнать об этом у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна, и это должен быть единственный чугун, который вы пытаетесь сплавить, если у вас нет опыта его литья или сварки. Еще одним хорошим вариантом является помощь опытного человека.
Выберите процесс сварки
После того, как вы определили, что материалом является серый чугун, следующим шагом будет выбор процесса, который вы будете использовать для его сварки. Вы можете сваривать чугун любым сварочным процессом при условии, что вы используете правильный присадочный материал и метод сварки. В первую очередь это зависит от личных предпочтений, но есть несколько факторов, которые следует учитывать при сварке чугуна.
Вы можете сваривать чугун любым сварочным процессом при условии, что вы используете правильный присадочный материал и метод сварки. В первую очередь это зависит от личных предпочтений, но есть несколько факторов, которые следует учитывать при сварке чугуна.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG. Брызги от сварки MIG или дуговой сварки могут без необходимости повредить части обрабатываемой поверхности, которые не подлежат сварке. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка — еще один метод, часто используемый для сварки чугуна. Это хороший вариант минимизировать экстремальный нагрев и охлаждение процессов электросварки, с ним легче поддерживать температуру компонентов.
Пайка на самом деле не сварка, так как она не сплавляет металл, как сварка. Тем не менее, это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать припой, хорошо очищены, так как он не прилипнет к грязному или ржавому железу.
Сварка электродом и сварка MIG являются желательными вариантами с подходящими расходными материалами. Неправильный присадочный металл, скорее всего, приведет к растрескиванию, поэтому убедитесь, что вы знаете, что сварка чугуна — это правильный выбор.
Изображение предоставлено: летчик 1-го класса Дэвид Берналь Дель Агуа, авиабаза Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые должным образом сваривают чугун. Большинство доступных сплавов, которые не были разработаны специально для чугуна, остывают слишком быстро и вызывают трещины от напряжения или не сплавляются должным образом с чугуном.
Расходные материалы для электродов и проволоки
Богатое содержание никеля: это лучший тип электрода или проволоки, так как он мягкий и поддается механической обработке. Он не слишком быстро остывает и выглядит так же, как чугун. Однако это самые дорогие расходные материалы, которые не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена, при сварке он выглядит так же, как чугун. Он дает обрабатываемый сварной шов, хотя он намного тверже, чем сварные швы с 99% никеля. Он имеет гораздо меньшую усадку при сварке, чем большинство железных стержней, что означает, что он сводит к минимуму растрескивание.
Чугун: этот тип стоит дешевле и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие свойства усадки. Он также не поддается механической обработке, так как затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: Чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет свойства так сильно с расходными материалами из железа. Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и позволяет получить обрабатываемую поверхность.
Пайка бронзы: Вы можете использовать кислородно-ацетиленовую пайку или использовать стержни с помощью сварочного аппарата TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, требующими соединения, при этом не вызывая растрескивания и изменения свойств чугуна.
Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, требующими соединения, при этом не вызывая растрескивания и изменения свойств чугуна.
- См. также: Как отремонтировать кованое железо без сварки
Очистка и наждачная обработка поверхностей сварки
Как и в большинстве случаев сварки, чем чище поверхность, тем качественнее будут сварные швы. Иногда материал, который вы свариваете, имеет запасы дыма или масла на протяжении всей отливки, и это вызывает проблемы при сварке. Есть определенные вещи, о которых нужно знать, когда вы свариваете чугун.
Использование сварочных материалов, таких как MG-289Сварка чугуна Стержни из сплава, предназначенные для загрязненного чугуна, являются лучшим способом обеспечить достаточный сварной шов.
Проклевка — это процесс постукивания по мягкому сварному шву при его охлаждении молотком с шариковым бойком для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, так как в первую очередь причиной появления трещин является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Изображение предоставлено: 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Существуют разные мнения о том, следует ли сваривать горячим или холодным способом. Все согласны с тем, что предварительный нагрев — хороший вариант, но есть несколько человек, которые считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о том, как сваривать чугун, необходимо использовать один из этих подходов, потому что, в отличие от большинства металлов, чугун является хрупким и имеет очень минимальную способность к деформации при изгибе или расширении и сжатии. Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и трещины.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, обеспечивая равномерное изменение всего компонента. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Считается, что сварка чугуна в холодном состоянии без предварительного нагрева и с использованием минимального тепла способствует снижению общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный шов, чем горячий шов без предварительного нагрева. Тем не менее, внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом оно приводит к более слабому сварному шву, чем при правильном предварительном нагреве перед сваркой.
Опытные сварщики чугуна, которые занимаются ремонтом или изготовлением чугунных изделий регулярно, всегда и только предварительно нагревают. Это лучший способ обеспечить внутреннюю прочность сварного шва, а не только отсутствие видимых трещин.
Медленное охлаждение
Одним из важнейших этапов сварки чугуна является процесс охлаждения. Вы никогда не должны охлаждать сварной шов чем-либо холодным, например, водой или сжатым воздухом. Вместо этого, чем медленнее охлаждается весь компонент, тем лучше.
Вы никогда не должны охлаждать сварной шов чем-либо холодным, например, водой или сжатым воздухом. Вместо этого, чем медленнее охлаждается весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так критичен. Помещение свариваемой детали в песок или теплую печь может помочь ей остыть медленно и более равномерно, чем если бы она лежала на столе. Иногда добиться этого сложнее, и вы все равно можете получить качественный сварной шов без чрезмерного увеличения времени охлаждения. Однако чем медленнее он остывает, тем лучше будет результат.
См. также: Сколько стоит сварка дифференциала? Цены и руководство
Заключение: Как сварить чугун
Сварка чугуна – непростая задача. Это требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Тем не менее, это металл, который обычно сваривают, и из него можно получить прочный компонент, который будет служить так же хорошо, как литой продукт без сварки.
